

Après le graveur Two Trees TS2, pour mon second test sur le site, je vous propose Creality Ender 3 S1 Pro, une imprimante 3D qui offre de nouvelles possibilités en terme de filaments. En plus des classiques PLA, PETG et TPU, j’ai équipé mon imprimante d’un Enclosure Creality pour la rendre hermétique et ainsi autoriser les impressions en ABS, PC et ASA.

Pourquoi un test de la Creality Ender 3 S1 Pro
Je vous propose une série de tests pour utiliser une variété de filaments afin de mettre en valeur
les qualités de la Creality Ender 3 S1 Pro. En tant que challenge, je vais imprimer des pièces en PLA, PETG, ABS, ASA, PC et TPU afin de tester les capacités du nouvel extrudeur associé au nouvel heatbreak Sprite pouvant chauffer jusqu’à 300°C. Je vais également utiliser une enclosure Creality afin d’optimiser les conditions d’utilisation, en particulier pour le filament ABS, PC etc…
Le colis de la S1 Pro
Emballage réalisé avec soin : les mousses épaisses protègent parfaitement des aléas du transport.
Le carton lui-même est épais et à subi quelques frottements ainsi qu’un décollement d’un angle lors de son voyage, sans aucun dommage heureusement.
Montage de la Ender3 S1 Pro en 6 étapes
Avec un manuel en français, le montage est très facile, d’autant plus que le portique est déjà équipé et monté. Il faut environ 30 minutes sans se presser pour tout assembler à l’aide d’outils fournis bien adaptés. Les nappes et les connectiques sont bien étudiées ; la nappe de la tête d’impression est clipsée avec un verrouillage automatique. La connectique est centralisée à côté de l’axe Z avec une prise libre pour connecter une tête laser.

Les outils et la visserie
Les outils fournis sont de qualité. La pince coupante est indispensable pour la préparation de l’introduction du filament. La spatule quant à elle ne l’est pas car la plaque PEI permet, par flexion, de décoller le sujet rapidement après refroidissement.


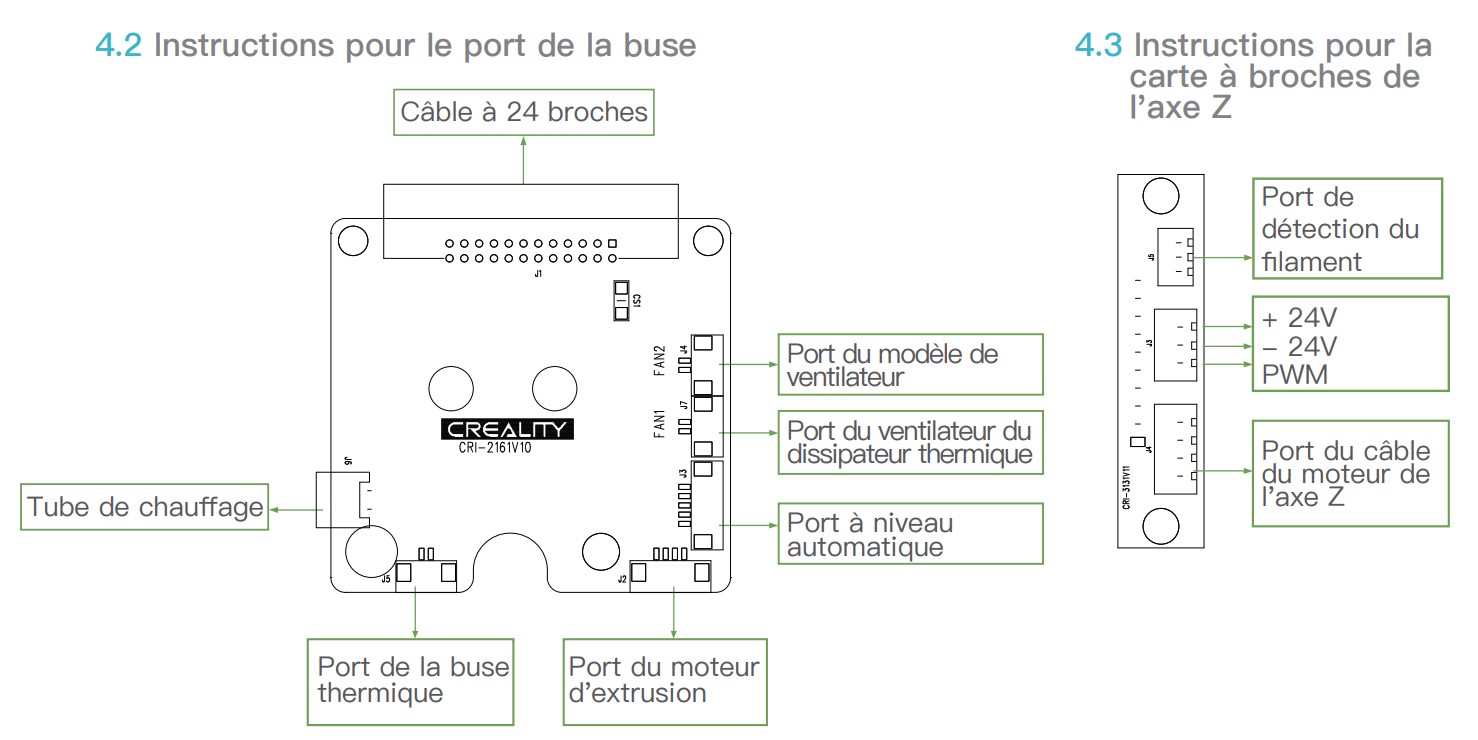
La connectique, simplifiée et rapide
Creality fournit le schéma pour la connectique de la tête d’impression et du portique mais pas d’inquiétude, il n’y a que quelques branchements à faire.
Vidéo du montage de la Ender-3 S1 Pro
Creality a mis en ligne une vidéo qui explique l’assemblage de la S1 Pro. Ce guide vidéo accompagne agréablement le manuel PDF pour ne pas faire d’erreur.
Les caractéristiques de l’imprimante
En résumé :
- L’imprimante utilise du filament de 1,75 mm,
- Elle dispose d’un plateau chauffant sur lequel une base magnétique est posée,
- Une fine tôle métallique et flexible recouverte d’un PEI sert de maintien de la pièce en cours d’impression,
- Les dimensions maximales d’impression sont de 220 x 220 x 270 mm,
- La vitesse d’impression suggérée est entre 60 et 80 mm/s,
- La buse montée en standard est une buse de 0,4 mm, autorisant des épaisseurs de couches de 0,1 à 0,32 mm.
La fiche technique complète est ici et voir un comparatif Ender-3 S1, S1 Plus et S1 Pro.
Les nouveautés de la S1 Pro
- Nouvelle tête facilement démontable
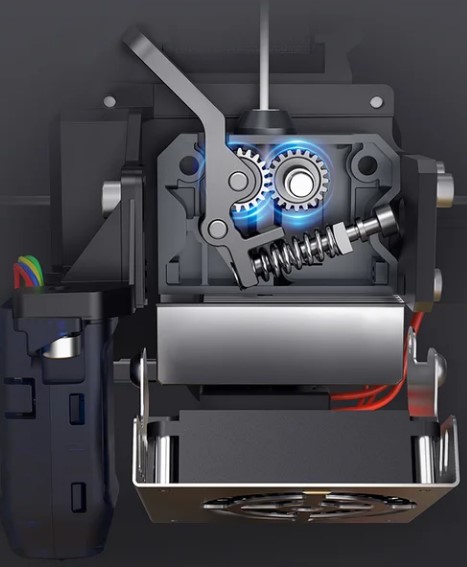
- Extrusion en mode direct-drive SPRITE
- Heatbreak full métal avec une température d’extrusion maximum de 300°C
- Ajout d’un système d’auto-nivellement CR Touch
- Nouvelle carte mère 32 bits
- Poignée de traction du plateau chauffant équipé d’une revêtement PEI
- Synchronisation via courroie des deux vis trapézoïdales de l’axe Z
- Tendeur de courroie des axes X et Y
- Eclairage d’une barre de LED avec interrupteur de mise sous tension
- Ecran tactile avec choix de la langue du pays
- Une boite à outils incluse dans l’imprimante bien pratique sous le bed (toolbox)
Les points forts de la Ender 3 S1 Pro
Les nouvelles technologies


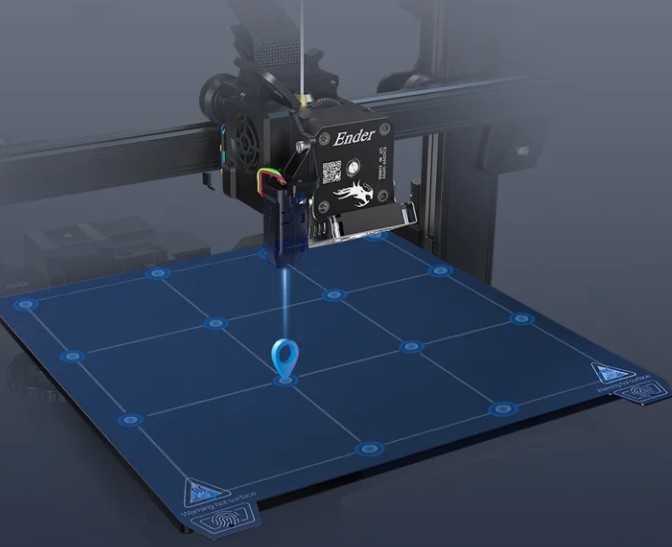
Le leveling automatique
Creality n’est pas avare en documentation vidéo puisque chaque étape du montage et de l’utilisation de la Creality Ender 3 S1 Pro a droit à son petit clip :
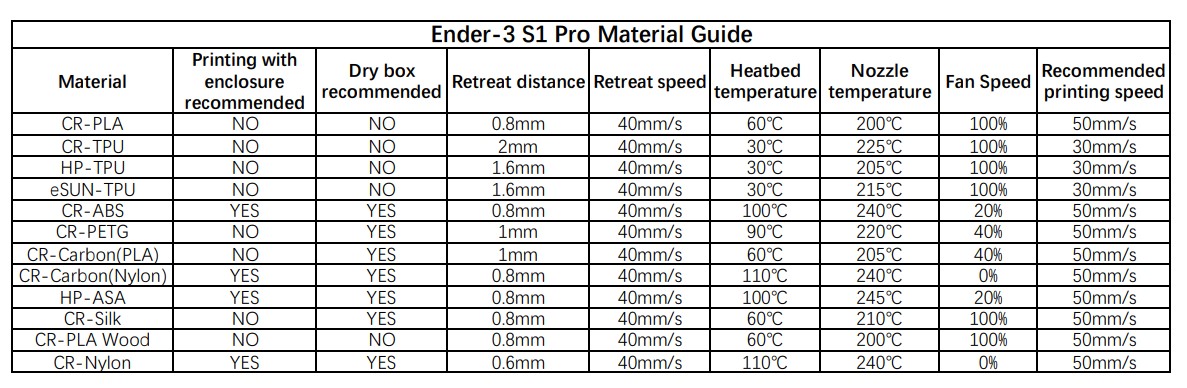
Tableau guide d’impression des filaments
Afin de faciliter le tranchage des objets en fonction du filament utilisé, Creality a également publié un tableau des réglages recommandés pour ses filaments. Cette liste est à garder précieusement pour paramétrer tous vos prints.
Impression des fichiers gcode fournis par Creality
Le lapin et le chat en PLA (impression hors enclosure)
Voici le lapin et le chat imprimés avec du PLA blanc fourni avec l’imprimante en utilisant les paramètres d’impression suivants : température de la buse à 200°C, lit à 60°C et rétraction de 1,5 mm à une vitesse de 40 mm/s.
Les sujets sur les photos sont sans aucune retouche. Les personnages sont sortis imprimés tel quel. Pas de défauts de couches ou de fils apparents, les surfaces sont bien nettes malgré l’utilisation de supports pour le chat !


Le lapin et le chat en PETG
Pour tester la Ender3 S1 Pro avec du PETG noir, j’ai utilisé les réglages d’impression suivants : température du filament à 220°C, rétraction de 1,5 mm et vitesse de 45 mm/s.

Impression du jeton de casino
Avec les mêmes paramètres que précédemment, nous remarquons que la face verso (B) comporte un pontage avec des lignes bien planes et alignement parfait des couches.
Pas d’effondrement de la structure sans support, la lettre avec le B de Bitcoin est bien formée avec des contours nets.


Pneus de RC en TPU
Le choix des modèles de pneus est déterminant à la fois dans la structure et dans la forme afin de révéler la qualité d’impression de la Creality Ender-3 S1 Pro.
Avec ce type de filament plus compliqué à fondre, on note quelques défauts comme à l’intérieur de la roue gauche qui présente des boulettes de reprise dans l’épaulement interne. La forme et la taille des crampons externes sont bien dessinés avec un minimum de fils.
La roue droite est de meilleure qualité car j’ai sensiblement diminué la température et la vitesse d’impression. Il n’y a plus de boulettes apparentes de filaments, la surface interne est bien lisse ainsi que l’extérieur qui présente une surface brillante. La structure de la roue est bien conservée avec une souplesse à la compression du pneu.
Il est important de régler le taux de remplissage selon la souplesse désirée. Environ entre 8 et 10% suffisent généralement.

Imprimer des pneus en TPU, ce n’est pas facile !
Il faut faire des essais car la structure du pneu demande des réglages bien appropriés selon la souplesse et l’adhérence désirée. Le TPU 85 présente une meilleure adhérence.
Mes conseils et paramétrages pour le TPU avec la Ender 3 S1 Pro
Pour imprimer un sujet ou une pièce avec une structure complexe pour laquelle il faut réaliser une maquette de la pièce à imprimer, je vous conseille les choses suivantes :
- Utiliser un extrudeur Direct Drive de type BMG
- Choisir la température de base 225-230°C max selon le filament choisi (TPU 85 ou 90)
- Vitesse d’impression entre 40 à 45 mm/s en réduisant la coque externe à 35mm/s
- Saccade 5mm/s, rétraction vitesse 35mm/s pour une distance de 1 à 2 mm, redémarrage après rétraction 18mm/s (ces paramètres ne sont pas une science exacte, c’est surtout l’observation qui est importante)
- Eviter les rétractions à chaque changement de couche afin de réduire les fils
Pour éviter le gâchis de filament avec les tests, j’utilise le slicer Ideamaker et je coupe une partie du modèle pour faire un test de la pièce à échelle réduite. La pièce ainsi imprimée me permet d’évaluer les résultats escomptés sur une forme complexe. Cette partie de la pièce ou maquette me permet d’identifier les difficultés à surmonter et d’en ajuster les paramètres en conséquence.
Au final, c’est un gain de temps et succès d’impression avec les bons réglages.
Utilisation de l’enclosure Creality
Cette vidéo met en valeur les caractéristiques du caisson et ses avantages ainsi que les résultats escomptés pour l’impression des pièces avec différentes qualité de filaments. L’exemple est concret et permet de juger de l’utilité d’une enclosure / boitier de protection et de retenue d’odeurs !
Préparation pour impressions en ABS, ASA, PC
Je précise que ces aménagements sont temporaires pour une utilisation intensive des différents tests dans des conditions favorables. Cette enclosure est un élément de sécurité pour me protéger des émanations de l’ABS. J’ai placé des dissipateurs thermiques en aluminium sur les moteurs X et Y.
- Installation d’un RPI Orange Pi zéro 2 avec caméra afin d’observer à distance les impressions.
Nota : ce type d’installation n’est pas indispensable mais facilite l’utilisation avec Octoprint.
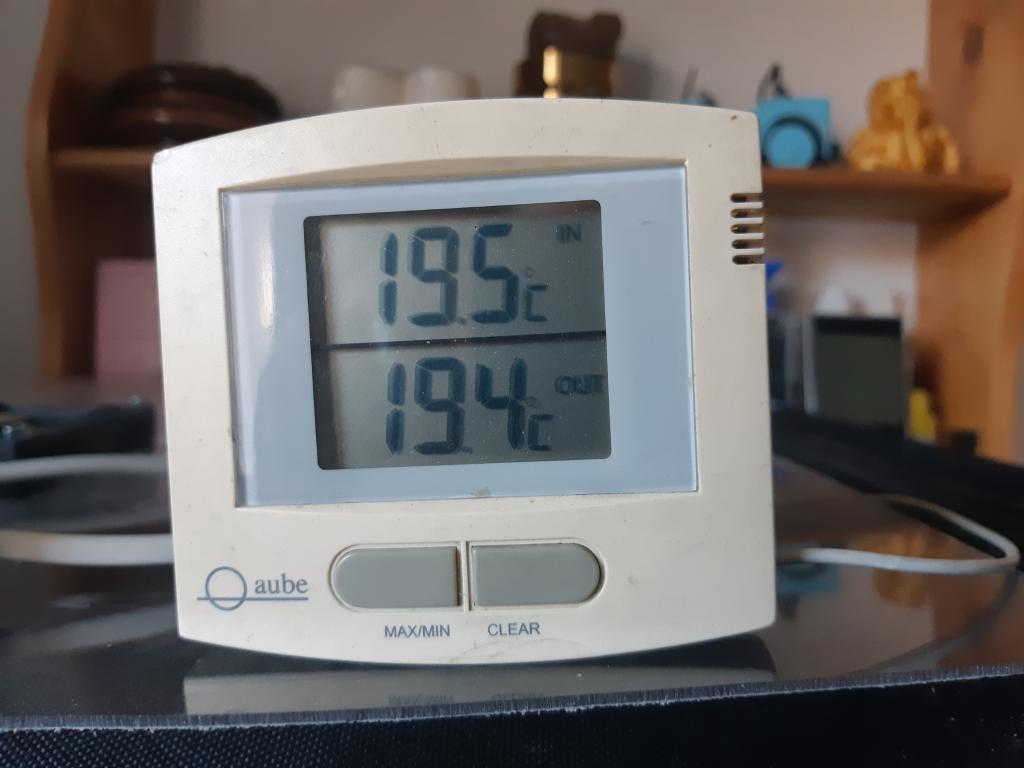
Le but c’est d’éviter de respirer les émanations des filaments ABS et donc d’être le moins présent possible dans la pièce où l’imprimante travaille. - Placer un thermomètre avec une sonde interne et externe.
- Préchauffage de l’enceinte à environ 40°C avec un sèche-cheveux ou mini chauffage.
- Déporter l’afficheur LCD pour éviter l’occultation accidentelle du LCD si la température est supérieure à 50°C.
Il est important de ne pas s’exposer et respirer les émanations de l’ABS et ASA.
La solution idéale serait d’extraire les émanations vers l’extérieur. Faute de ce dispositif, il est conseillé d’aérer la pièce après l’impression de l’ABS et ASA.
Photos de l’enclosure Creality
Dans sa taille Medium, l’enclosure Creality mesure 730 x 650 x 720 mm (largeur x profondeur x hauteur).


Refroidissement des moteurs
La température dans l’enceinte pouvant être élevée (40°C minimum !), il est important de refroidir les moteurs de l’imprimante 3D :
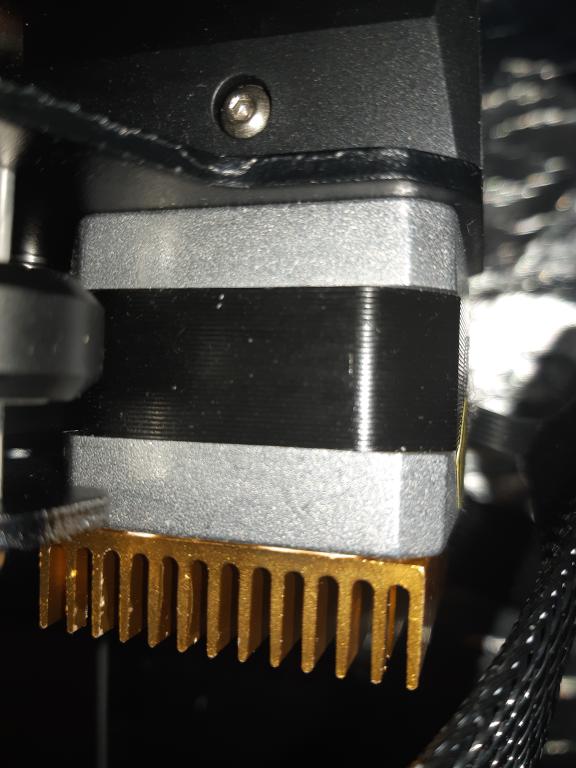
Le dissipateur est collé avec une résine silicone thermique. J’ai également déporté l’écran LCD pour intervenir à l’extérieur de l’enclosure sans perturber l’équilibre thermique interne.
Test filament PLA impression bicolore rouge et jaune
Voici un test réalisé avec le logo du site avec le changement de filament grâce à la commande gCode M600. Niveau températures, le lit était à 60°C et le PLA à 204°C pour une vitesse d’impression de 70 mm/s et une rétraction à 1,5 mm.
Test ABS et PC d’une pièce mécanique
Suite à une rupture du mécanisme de ma pompe à eau manuelle, j’ai réalisé une nouvelle couronne d’entrainement :
La combinaison de l’ABS et du PC (Polycarbonate) confère au filament une très bonne résistance aux chocs. C’est idéal pour la réalisation de pièces mécaniques.
Pour assurer la qualité de vos impressions avec ce filament, utilisez-le dans une imprimante fermée, comme ici dans ce test Creality Ender 3 S1 Pro + Enclosure.
Pour ce projet, j’ai réglé la température du filament à 250°C et le le bed à 100°C. Il est également conseillé d’utiliser un spray d’adhérence type 3DLAC ou un radeau selon le lit utilisé. Pour la vitesse, 50mm/s avec une rétraction de 1 mm à 40 mm/s est raisonnable. Il n’y a pas besoin de ventilation et l’enceinte close doit avoir une température de 35°C minimum.
Le filament ABS-PC est plus facile à imprimer que l’ABS puisqu’il n’y a quasiment aucun phénomène de warping des couches.
Préchauffage de l’enclosure
Il est important de préchauffer l’enceinte à une température comprise entre 38 et 45°C afin de garantir une stabilité thermique pour l’impression de l’ABS PC sur un bed à 100°C.
J’ai placé un mini chauffage céramique de 500W thermo régulé très efficace. La température de la pièce est d’environ 18°C et il faut moins de 10 minutes pour la montée en température.
Dès la mise sous tension de l’imprimante l’éclairage et la température du lit chauffant maintiennent en permanence une température stable à environ 38°C.

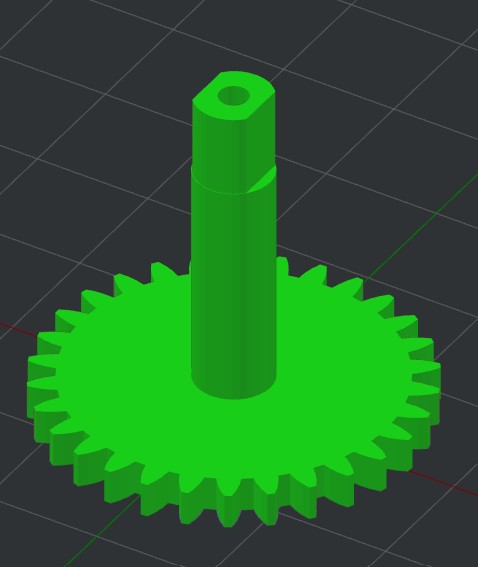
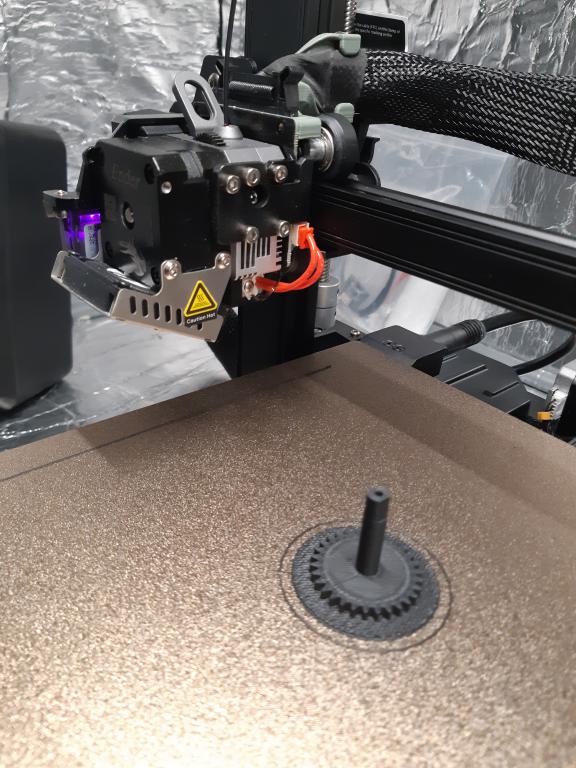
Impression de l’engrenage
Cette pièce est délicate par la finesse des dents de l’engrenage. L’axe d’entrainement est long et de faible dimension avec deux méplats. J’ai vérifié avec un pied à coulisse, les cotes sont à +0.05mm, ce qui est très précis pour le dimensionnement de la pièce. Pas de défaut d’aspect les surfaces sont très propres, bravo à la Ender3 S1 Pro !
Nota : impression de la pièce sur un radeau, ça facilite les choses.
Sur l’image ci-dessous, nous remarquerons que le maintien de la nappe sur la tête est modifié. J’ai imprimé un nouveau support qui évite la collision du câble dans le montant à chaque home de l’axe X.
Ce montage est parfait et favorise la flexion de la nappe sur toute l’amplitude de l’axe X.
Notes et conclusion
Qualité d'impression - 9
Fiabilité - 8.5
Logiciel - 9
Utilisation - 8
Rapport qualité / prix - 8.5
8.6
/10
- Déballage, montage en moins d’une demi-heure
- Qualité de fabrication et design amélioré, bed en PEI (revêtement performant)
- Boitier électronique caréné avec un habillage plastique noir, tiroir pour des outils (Toolbox)
- Eclairage efficace d’une barre de LED avec interrupteur
- Mise à niveau automatique du plateau d’origine à l’aide du CRTouch
- Silence de fonctionnement
- Extrudeur direct-drive à double entrainement Sprite (température 300°C)
- Impressions intéressantes pour différents matériaux classiques (PLA, PETG, TPU) et exigeants (ABS, PC ASA) mais enceinte fermée obligatoire
- Synchronisation des vis trapézoïdales de l'axe Z
- Détecteur de fin de filament
- Reprise de l’impression après coupure de courant
- Carte mère 32 bits acceptant des cartes au format SD (pas de micro SD)
- Connectique USB-C
- Outillage complet pour le montage de l’imprimante
- Manuel PDF (en plusieurs langues dont le français) et vidéos tutoriel
- L’écran LCD : commandes minimalismes et pas d’affichage en mm de la progression de l’axe Z
- L’ergonomie des pages écrans et des fonctions demandent une remise en forme plus adaptée à un usage avancé (plus de paramétrages pour des filaments techniques)
- Pas de station de nettoyage de l’extrudeur
- Attention, les moteurs sont chauds ainsi que la barre de LED
- La carte SD dépasse trop du boitier au risque de la casser




Aucune photo de l’imprimante en cours d’impression, on se demande si c’est elle qui a imprimée du coup…
Tests vraiment trop minimaliste et qui n’apporte vraiment rien …
T’es du genre à apprécier les vidéos de print qui durent 4h ? Moi ça ne m’intéresse pas donc ça me suffit de voir les prints à la fin.
Dans ce test, par rapport à certains autres de ce site, j’apprécie de lire les réglages avec chaque filament. C’est une vraie plus value, bien mieux que de voir un extrudeur fondre du plastique sur une photo…
Il me semble honnête de préciser que un caisson est indispensable pour les filaments abs, c’est assez rare dans les “tests” qui ne montrent que du pla. Un bon point pour vous !
J’en ajoute un second pour m’avoir fait découvrir cette “enclosure” souple qui existe, je vois, en différents gabarits. C’est bien plus simple que de construire un bidule en bois et en plexi. Deuxième bon pont !
Cordialement.
Merci pour vos commentaires çà m’encourage à progresser dans des tests techniques.
J’ai perfectionné le préchauffage de l’enclosure avec un appareil de chauffage de 500W J’ai perfectionné le système pour plus de précision pour la chauffe avec un thermostat électronique avec une sonde. La régulation de température est plus sécurisée et précise. L’appareil acheté à ACTION est très performant et ne prends pas beaucoup de place.
Il est vrai que je ne suis pas un pro de la vidéo !
Mais je maitrise assez bien les techniques d’impressions et j’apprécie beaucoup l’imprimante ENDER3 S1 Pro
à vous relire
Francis
Merci pour l’essais, très intéressant 🙂
j’ai un doute avec le silicone thermique, effectivement il résiste à la t°, mais conduit-il la chaleur vers le dissipateur thermique?
Quand vous placez vos doigts sur le dissipateur il est plus chaud que l’air ambiant ?
Bonne année, meilleure santé,…
Fabian
Bonjour à tous et mes meilleurs vœux pour l’année 2023 !
Pour la colle silicone elle remplie bien sa fonction pour conduire les thermique vers le dissipateur en aluminium.
La température du moteur de l’axe Y est réduite il n’est plus brulant au toucher.
a+