
Dans cette vidéo, je vous présentais la Elegoo Neptune 3, une petite imprimante 3D simple et efficace. Depuis, le fabricant l’a déclinée en trois versions améliorées qui sont la Pro, la Plus et la Max. J’ai eu la chance d’avoir tous les modèles en main, et donc de pouvoir les tester et les comparer. Première review de la nouvelle génération, la Elegoo Neptune 3 Plus.
Le test en vidéo

Fiche technique de la Elegoo Neptune 3 Plus
Au programme des nouveautés par rapport à la Neptune 3 première du nom, on retrouve un extrudeur Direct Drive à double entrainement, un double axe Z avec deux moteurs synchronisés par une courroie, un éclairage LED ainsi qu’un plus grand lit d’impression, toujours amovible, flexible et en PEI texturé.
| Technologie | FDM |
| Volume maximal d’impression | 320 x 320 x 400 mm |
| Hauteur de couche | De 100 à 400 microns |
| Type d’extrudeur | Direct Drive |
| Température maximale de la buse | 260°C |
| Vitesse maximale d’impression | 180 mm/s |
| Nivellement du plateau | Automatique en 49 points |
| Filaments compatibles | PLA, ABS, PETG, TPU… |
| Connectivité | USB et carte micro SD |
| Dimensions | 53.3 x 51.7 x 63.8 cm |
| Poids | 14.12 kg |
Le volume d’impression progresse donc énormément, la N3 plafonnait à 220 x 220 x 280 mm. Vous pouvez retrouver toutes les caractéristiques techniques détaillées de la Neptune 3+ dans le comparateur.
Différences entre les Elegoo Neptune 3 Pro, Plus et Max
On en reparlera dans les prochains tests mais autant que vous le sachiez, il n’y a que peu de différences entre les trois nouvelles imprimantes de la série Elegoo Neptune 3 :

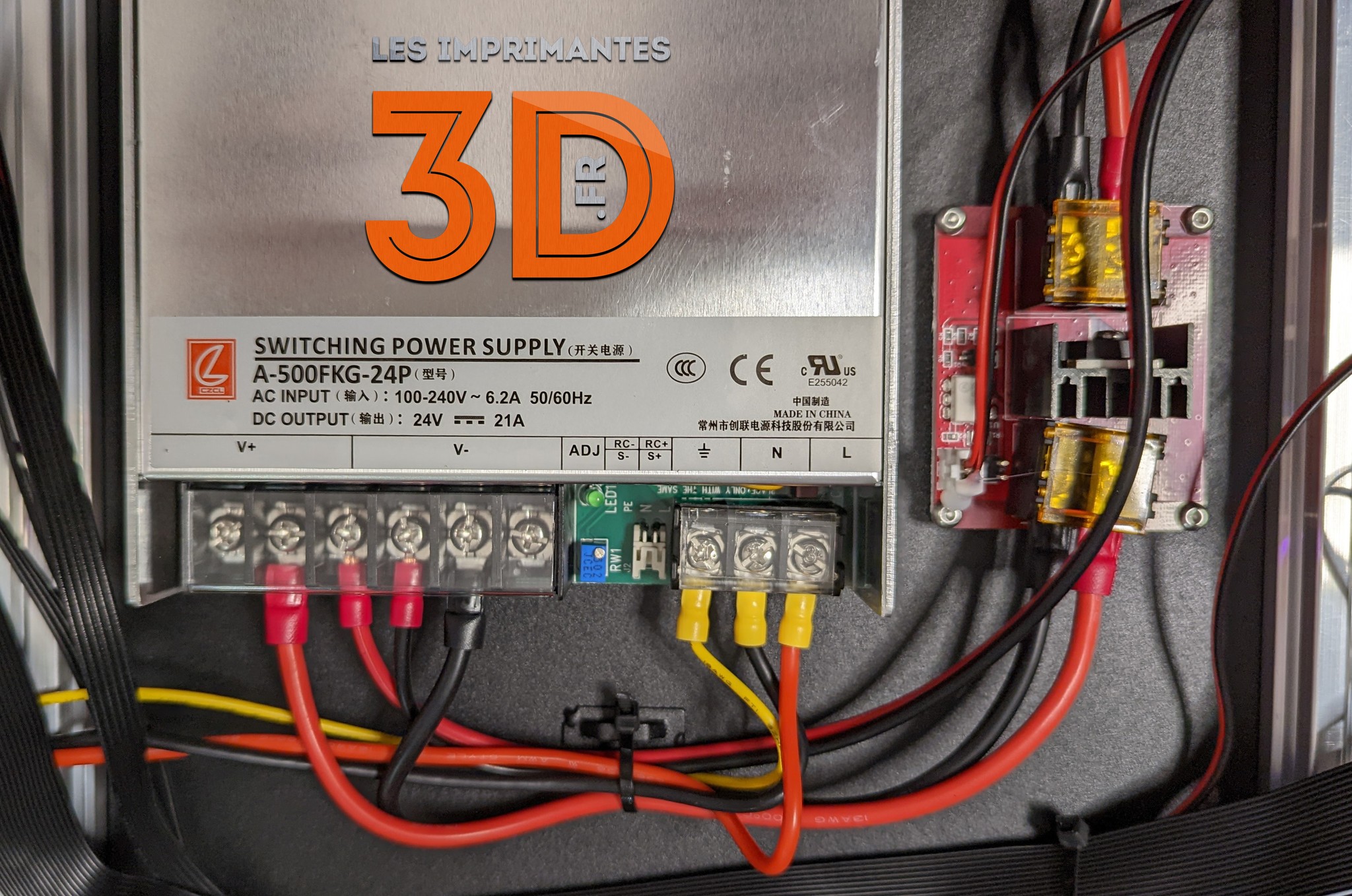
La seule chose qui différencie les trois modèles, c’est le volume d’impression et le nombre de points de palpation du nivellement automatique du lit qui en découle. A noter également que les Neptune 3 Plus et Max ont des renforts sur l’axe Z et une alimentation plus puissante.
Déballage (unboxing)
C’est du classique pour bon nombre de fabricants, l’emballage est soigné et la machine est bien protégée afin de préparer le long trajet qui l’attend depuis la Chine. L’axe Z, les accessoires et la notice papier (anglais/chinois) sont bien rangés au niveau supérieur du carton tandis qu’en dessous, on retrouve la base du châssis avec le lit déjà monté et l’écran de contrôle amovible.





Dans la pochette d’accessoires fournie, on y découvre :
- Une spatule en plastique (comme celle livrée avec les imprimantes SLA qui permet de nettoyer le FEP sans le déchirer)
- Un câble USB
- Une clé USB qui est en fait un adaptateur pour Micro SD contenant la notice au format PDF, les logiciels et drivers, le STL et gCode de test, ainsi qu’une vidéo explicative pour le montage de l’imprimante
- Deux buses de rechange de 0.4 mm
- Un morceau de PTFE de rechange pour le heatbreak qui n’est donc pas full metal
- Le capteur de filament
- Une pince coupante
- Des colliers de serrage
- Une aiguille de débouchage
- Tous les outils nécessaires pour le montage et les réglages
- La visserie nécessaire pour le montage bien rangée dans différents sachets étiquetés
- Un (très) petit échantillon de PLA
- L’autocollant qui atteste que la machine a passé le test de contrôle qualité

Dans les entrailles de la machine
Comme d’habitude, pour les plus curieux, j’ai regardé ce qu’il y a sous le capot de la Neptune 3 Plus et pour ce faire, j’ai pris mon tournevis électrique. En effet, il y a pas moins de 18 vis à retirer pour accéder à l’électronique ! A noter que le ventilateur qui est fixé sur la plaque à retirer dispose d’une prise intermédiaire bien pratique. Du coup, il n’est pas nécessaire de le débrancher directement de la carte mère Robin Nano_DW V2.2 sur laquelle tous les connecteurs sont sécurisés à la colle chaude.

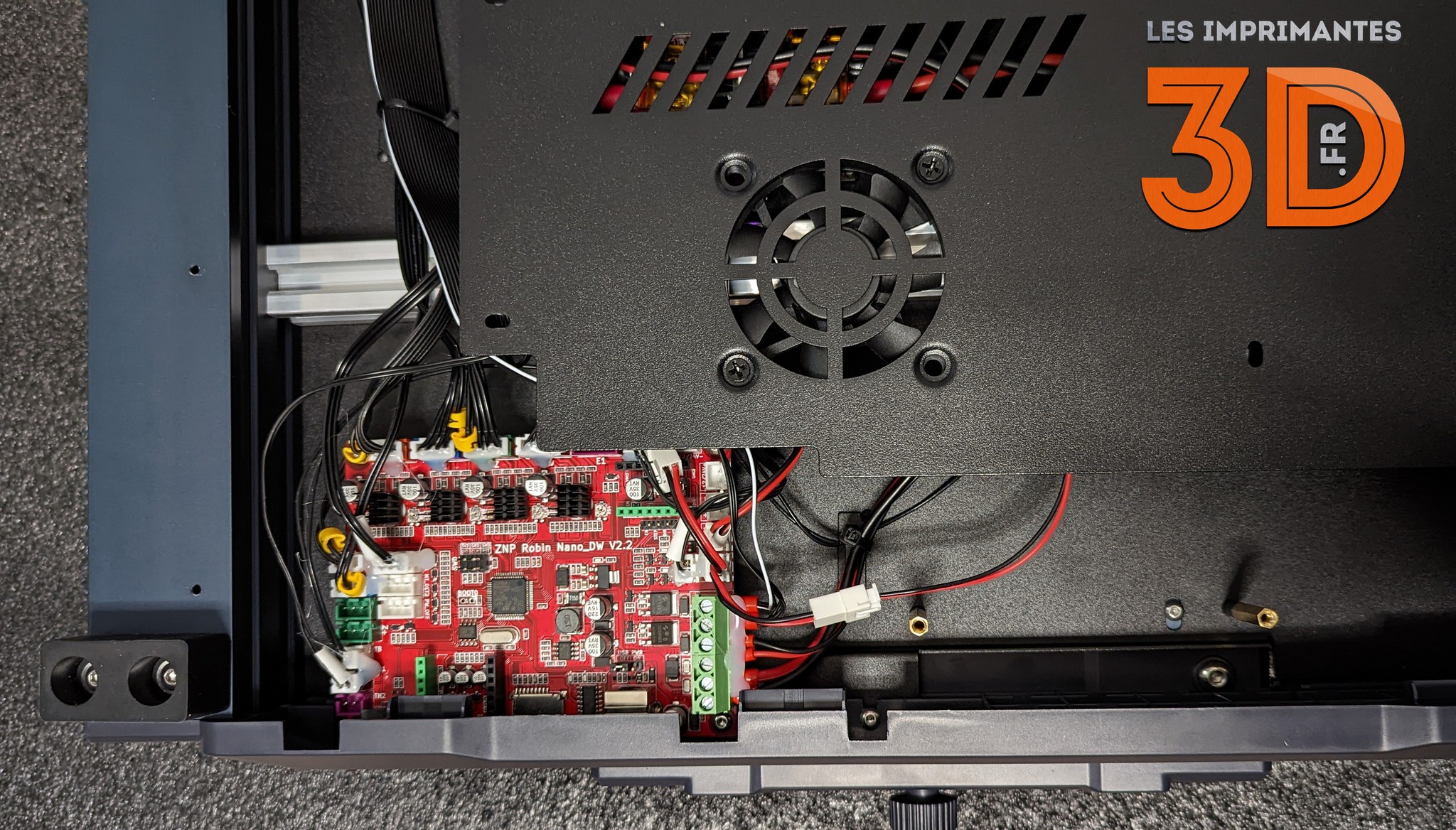
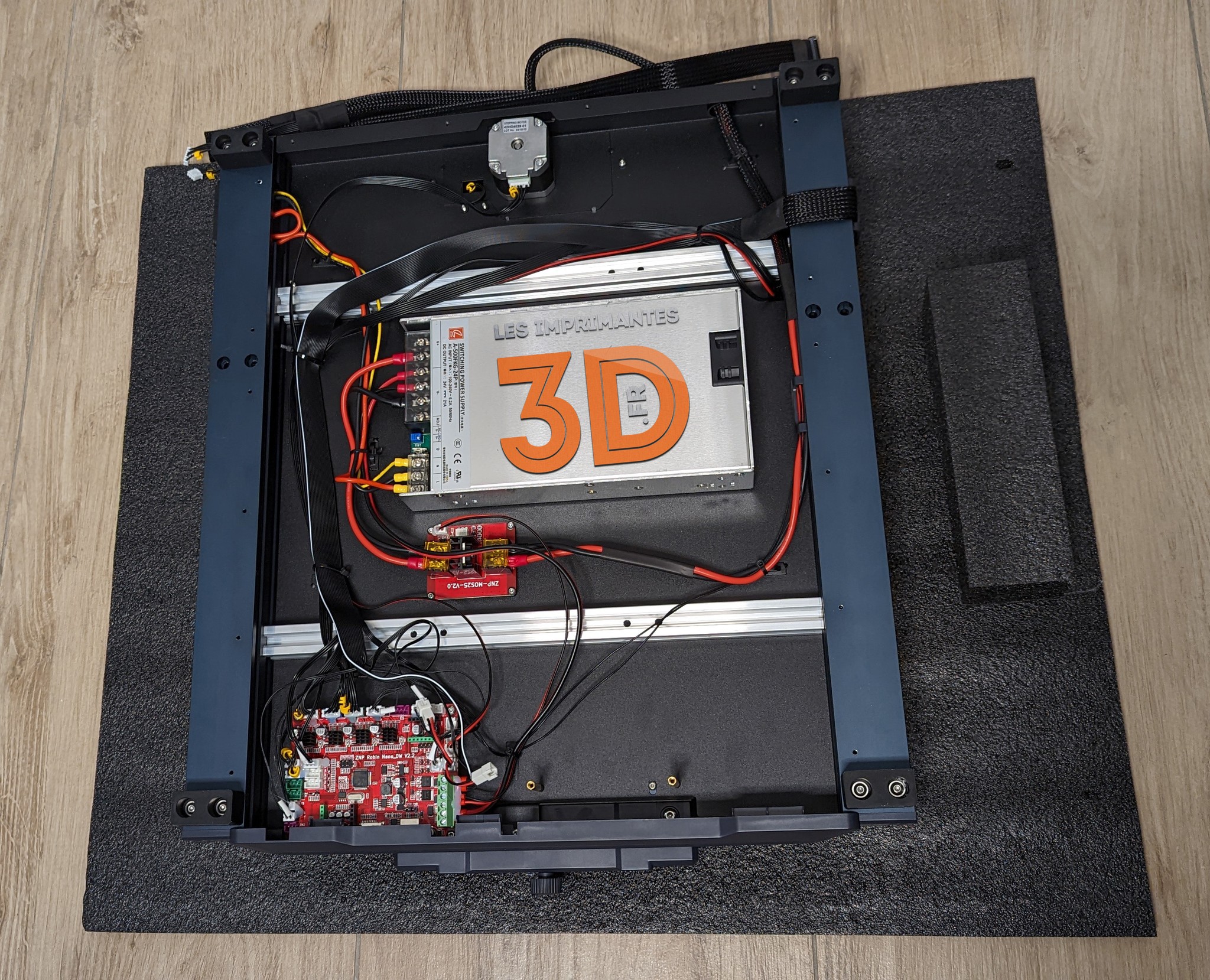
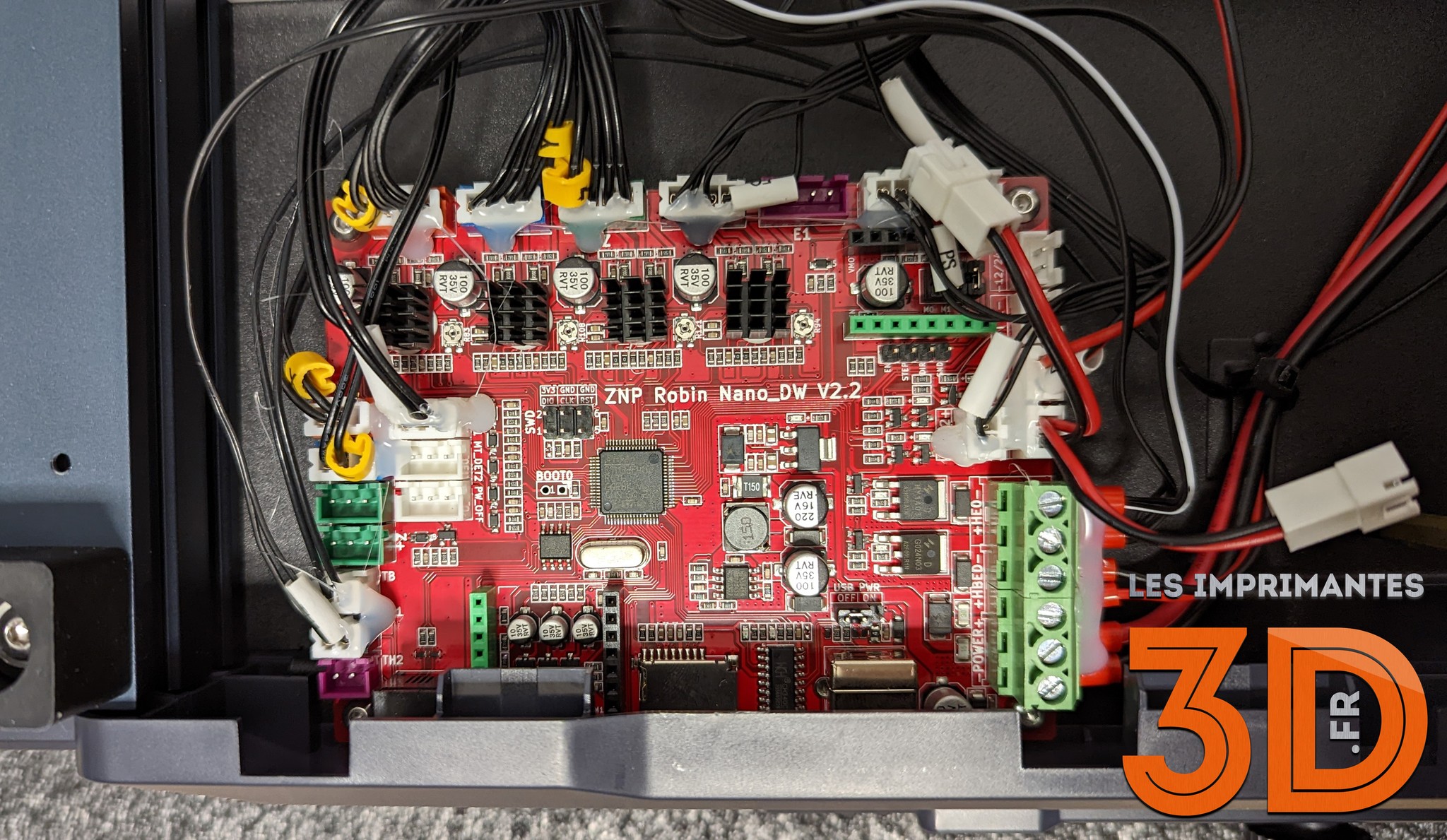
Vous remarquerez les gros patins en caoutchouc aux 4 coins du châssis qui rendent ce dernier bien stable.
Montage de la Neptune 3 Plus
L’assemblage de l’imprimante FDM Elegoo Neptune 3 Plus est simple et bien documenté à partir du moment où l’on comprend l’anglais. Cependant, la vidéo ci-dessous explique précisément chacune des étapes à suivre jusqu’à la première impression, en passant même par les réglages de base.
En premier lieu, il faut fixer le portique sur la base du châssis à l’aide de quatre vis (deux de chaque côté). Pour se faciliter la tâche, la petite astuce consiste à mettre l’imprimante au bord d’une table afin d’accéder aux trous pour les vis sous le châssis sans peiner.

Ensuite, il faut fixer le support aimanté de l’écran amovible qui se connecte en façade avec une prise RJ11.


Puis, on peut fixer le support de bobine à l’aide de deux écrous T-Slot qu’il faut bien aligner. Le détecteur de filament (qui assure la mise en pause de l’impression en cas de pénurie) se fixe dessus et doit pouvoir bouger (il y a une butée pour la vis de fixation prévue à cet effet, inutile donc de forcer sous peine de foirer le pas de vis).

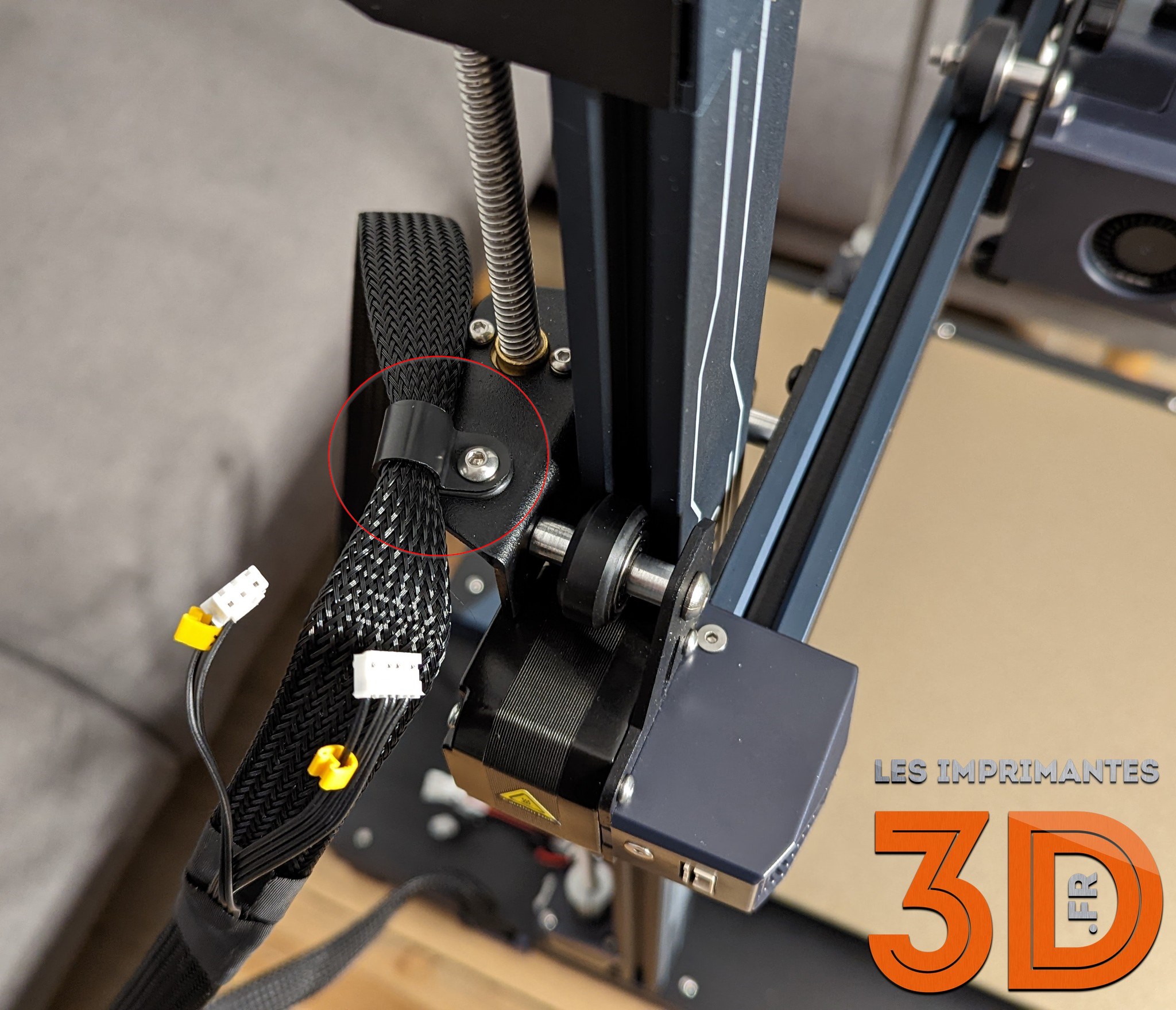
Après cela, le manuel indique d’installer ce petit passe-câble au bout de l’axe X.
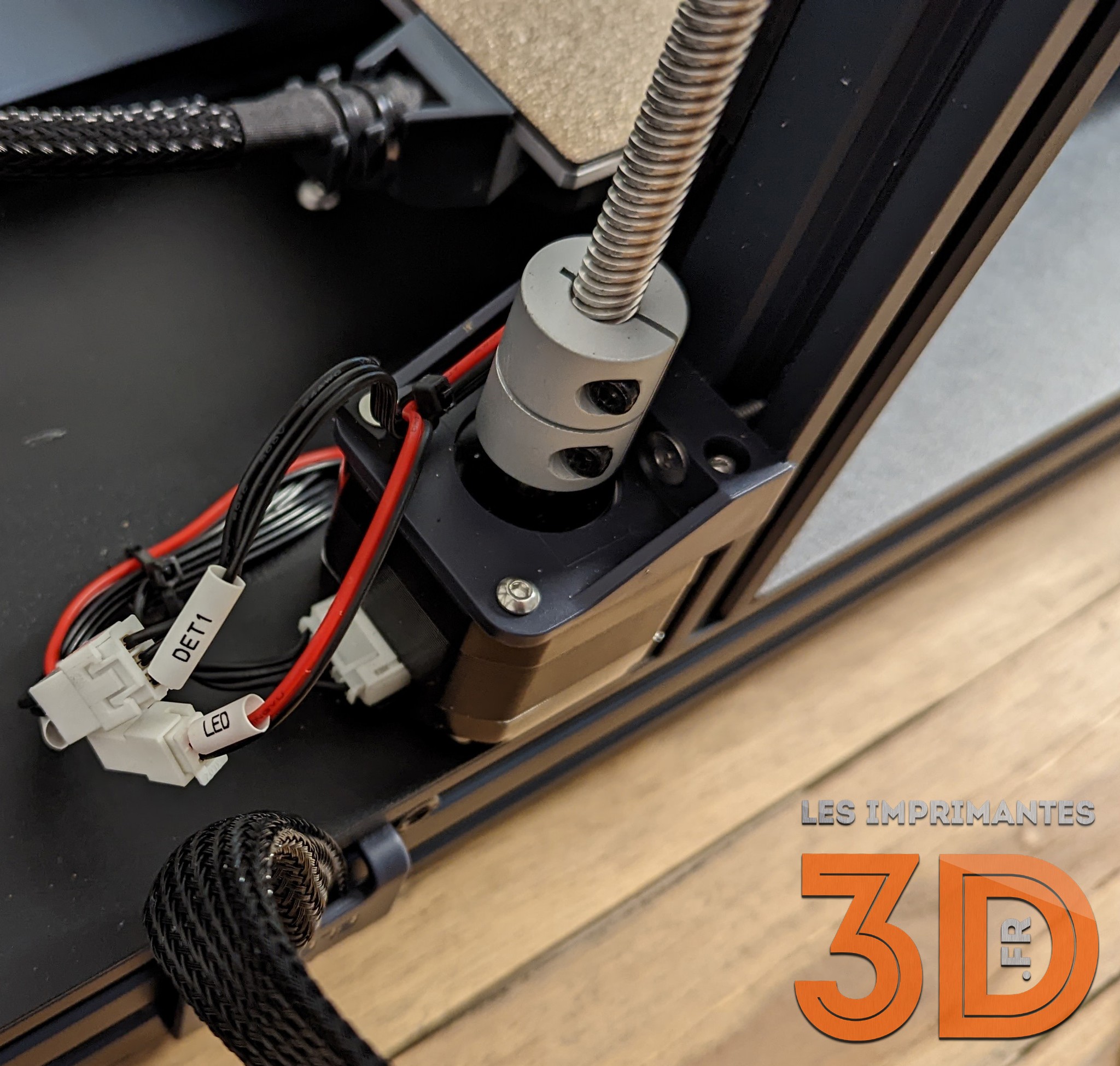
L’avant dernière étape consiste à fixer les renforts de l’axe Z de chaque côté à l’arrière du châssis :


Petite parenthèse nostalgique puisque j’avais installé le même genre de renfort DIY et certainement moins rigide sur mon Artillery Sidewinder X1.
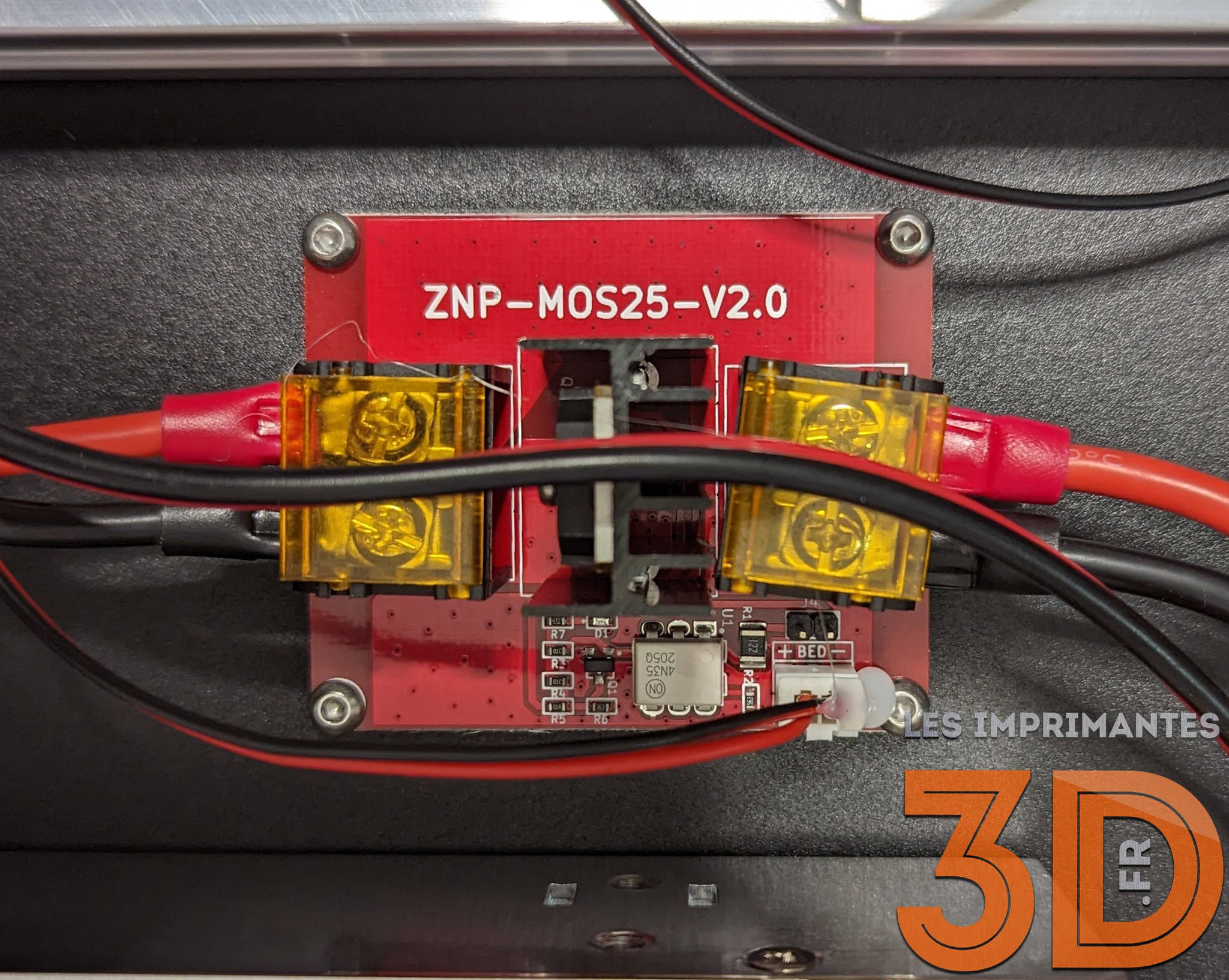
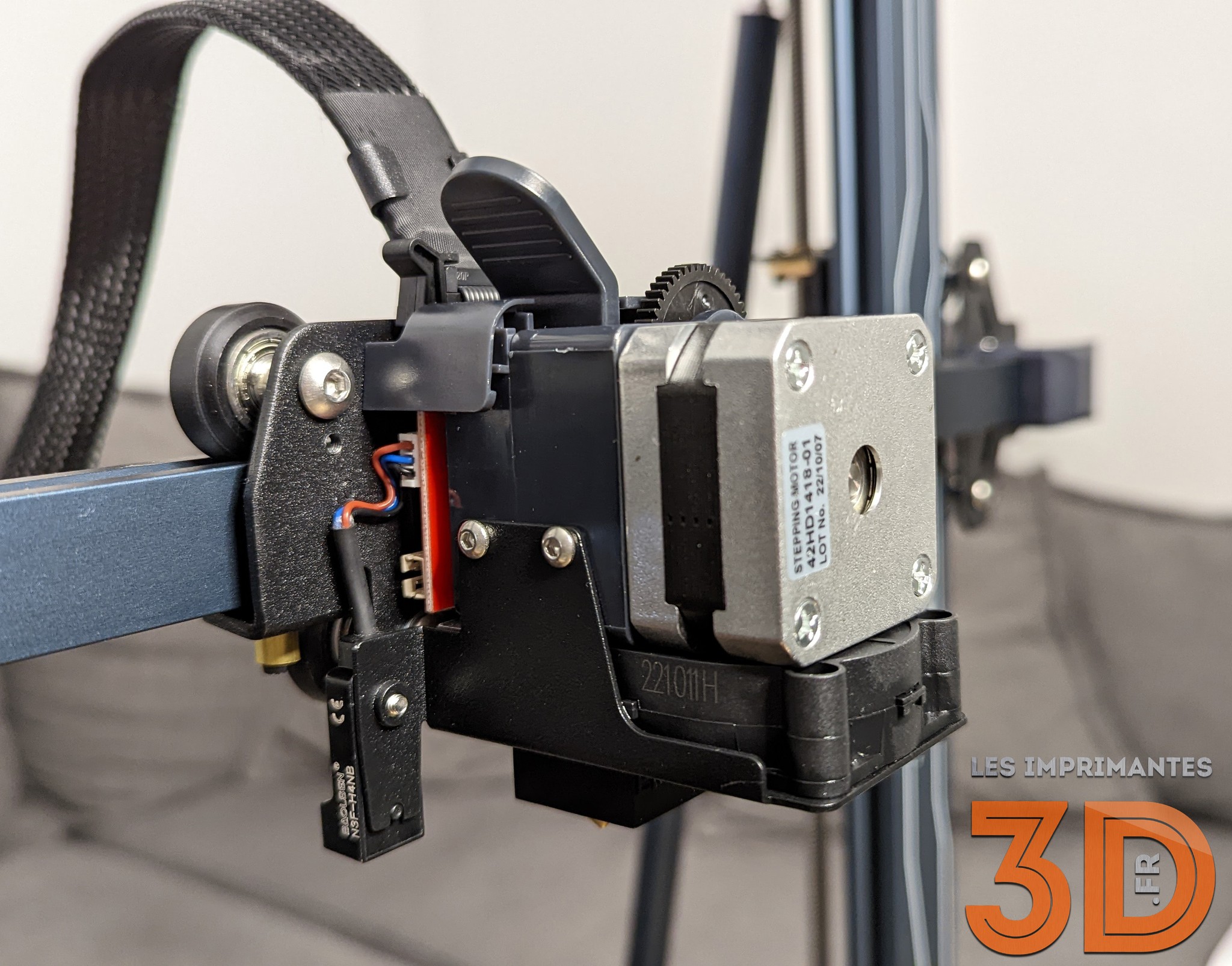
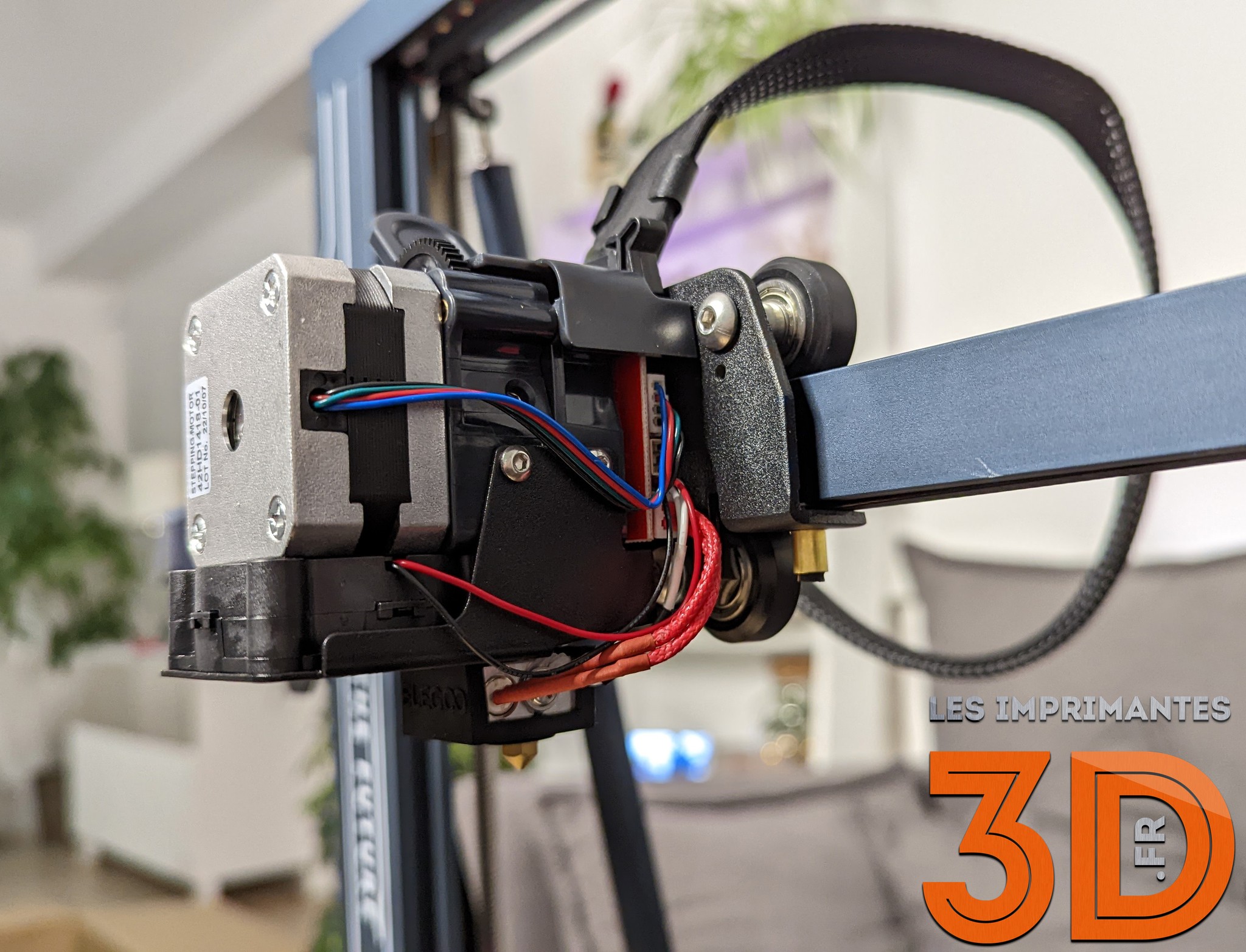
Pour finir, il ne reste plus qu’à connecter les différents connecteurs identifiés par des étiquettes et dont les détrompeurs évitent toute mauvaise manipulation. Il y a également la nappe (qui va à la tête d’impression) qui se clipse et s’auto-verrouille. Il n’y a donc aucun risque de déconnexion ni de court-circuit en cours d’impression comme on a souvent pu le voir sur la X1 et d’autres machines avec des nappes “basiques”.

Au passage, on peut constater sur la première photo ci-dessus que les câbles d’alimentation du lit chauffant sont eux aussi bien maintenus.
Zoom sur l’extrudeur Direct Drive
Tout comme sur la Neptune 3 classique, la tête d’impression est entièrement carénée bien qu’embarquant l’extrudeur en Direct Drive.
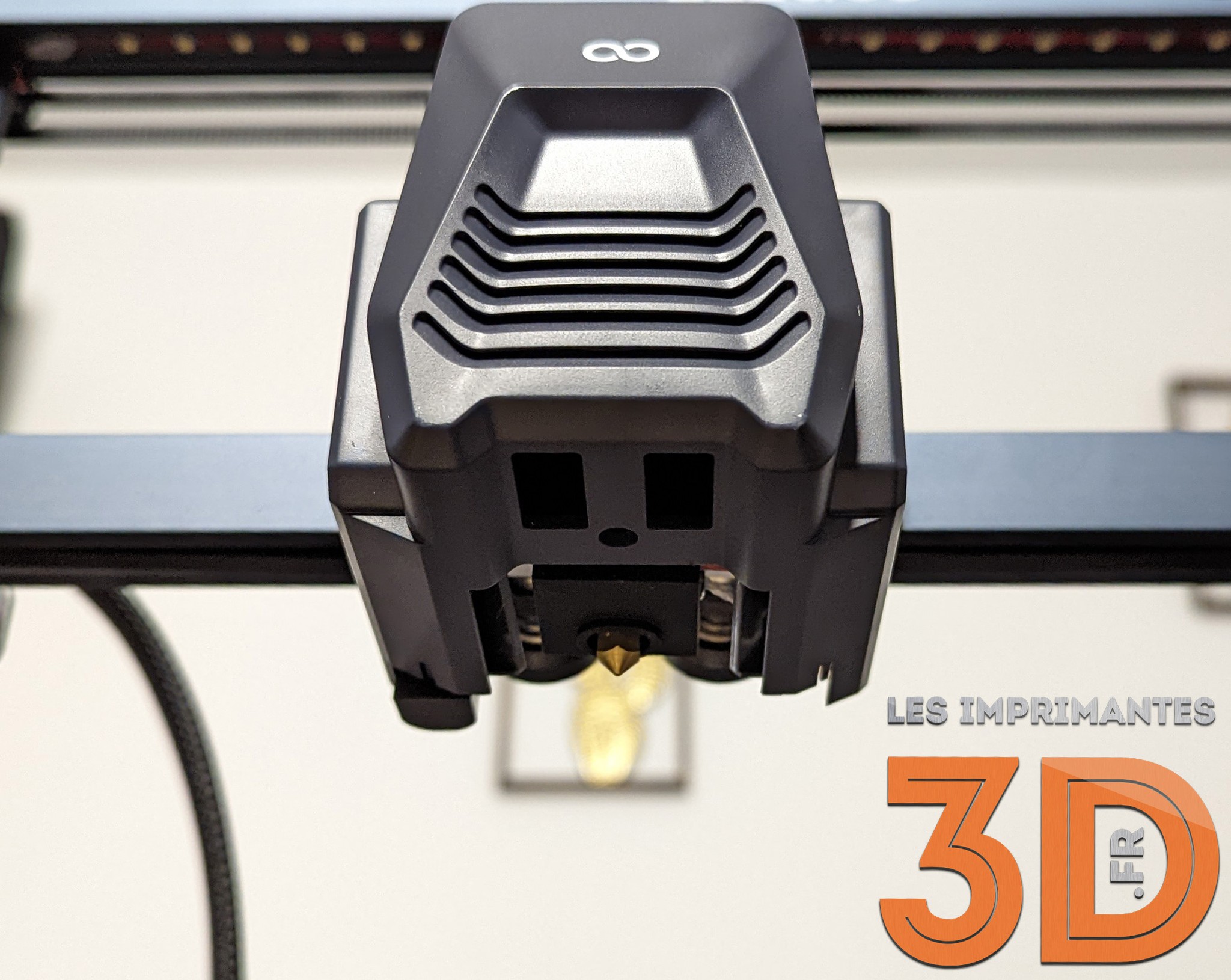

Il n’y a que deux vis à enlever et les deux ventilateurs de buse à débrancher pour retirer le carénage :
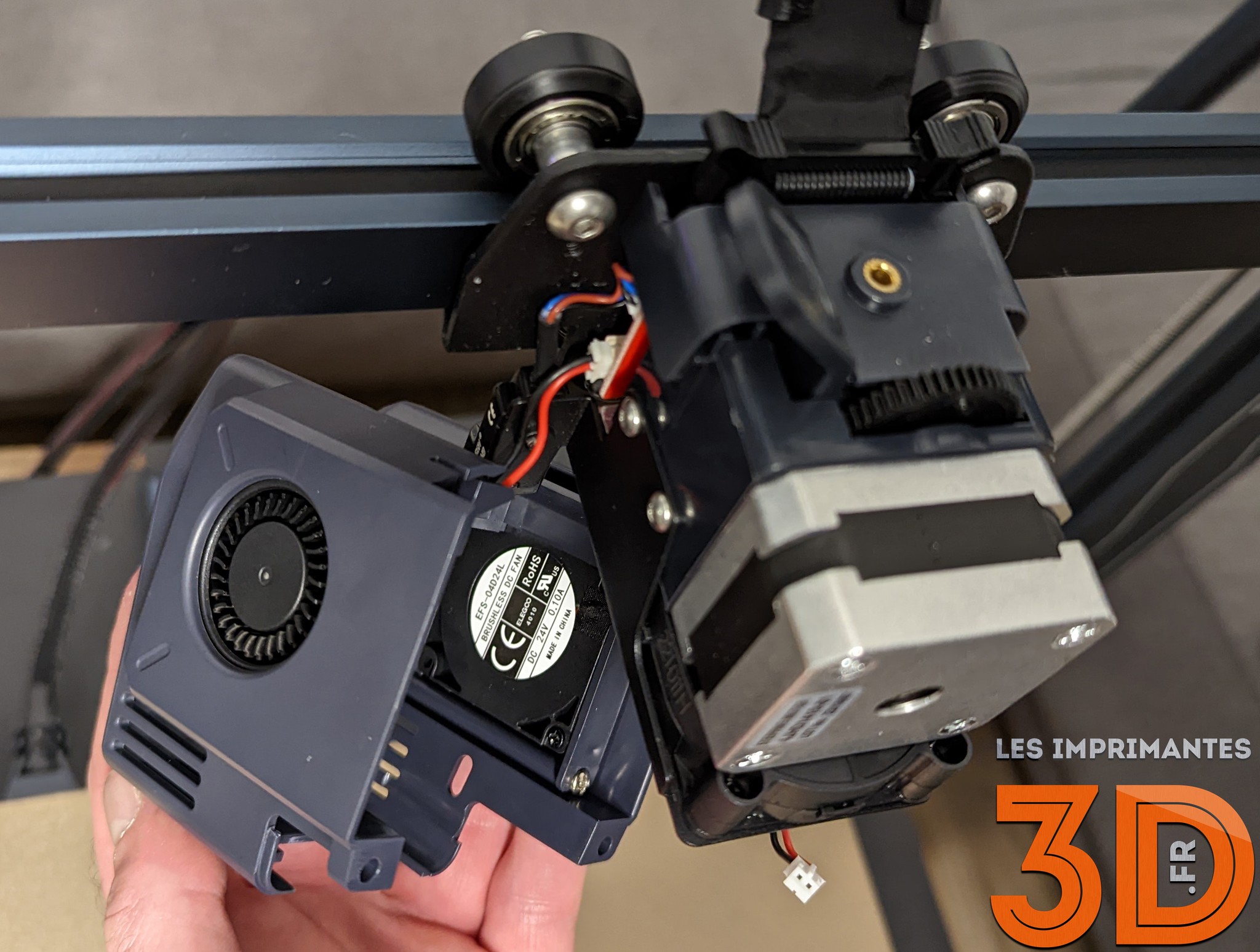

Si l’ensemble est relativement condensé, la maintenance ne devrait pas poser de difficulté.
Mise en route et réglages
Avant de démarrer l’imprimante, la notice préconise de régler les différentes vis excentriques des trois axes, chose qui n’est pas aisée avec le grand lit qui repose sur deux rails dont deux des six vis sont cachées par une molette de tension du lit…
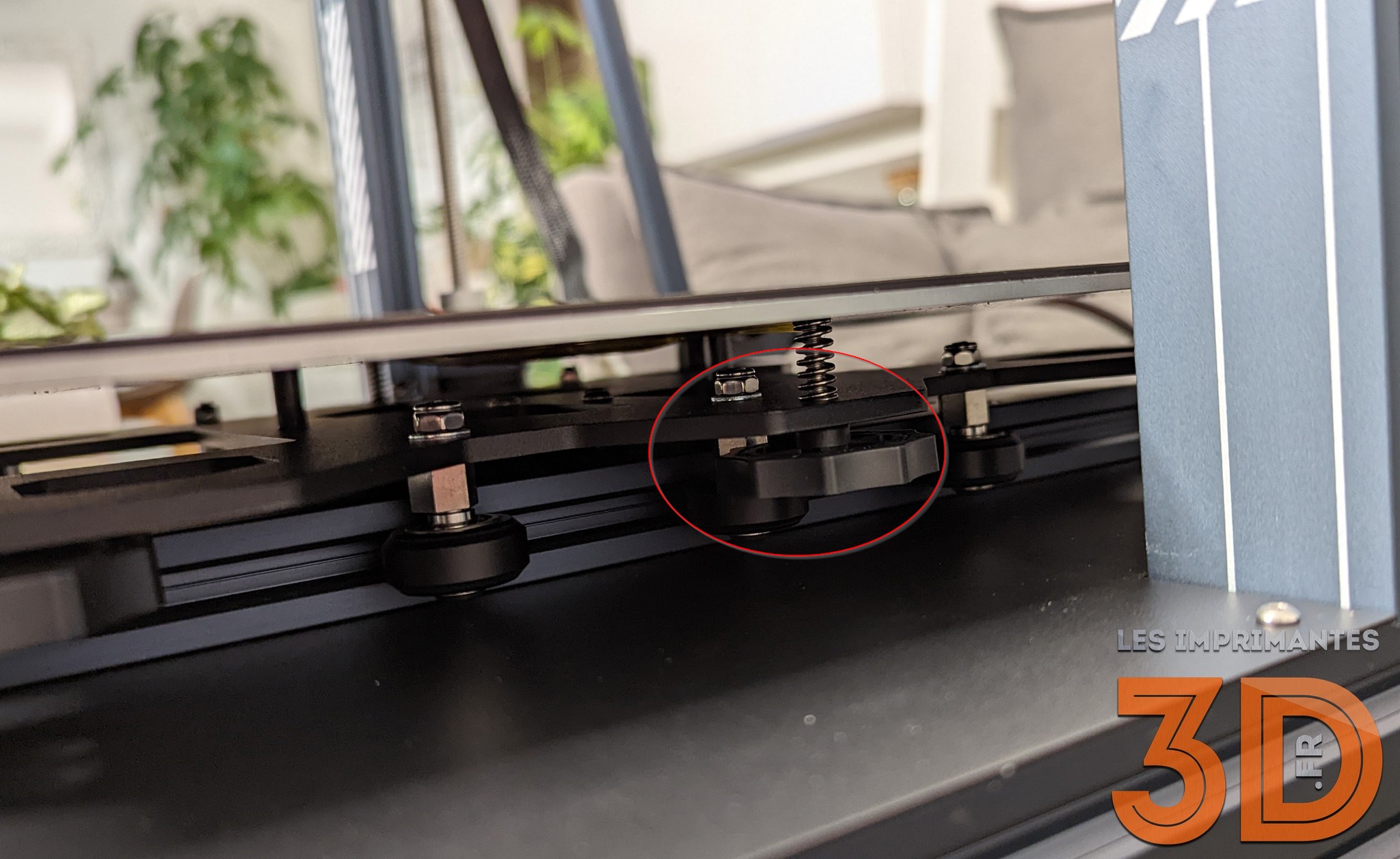
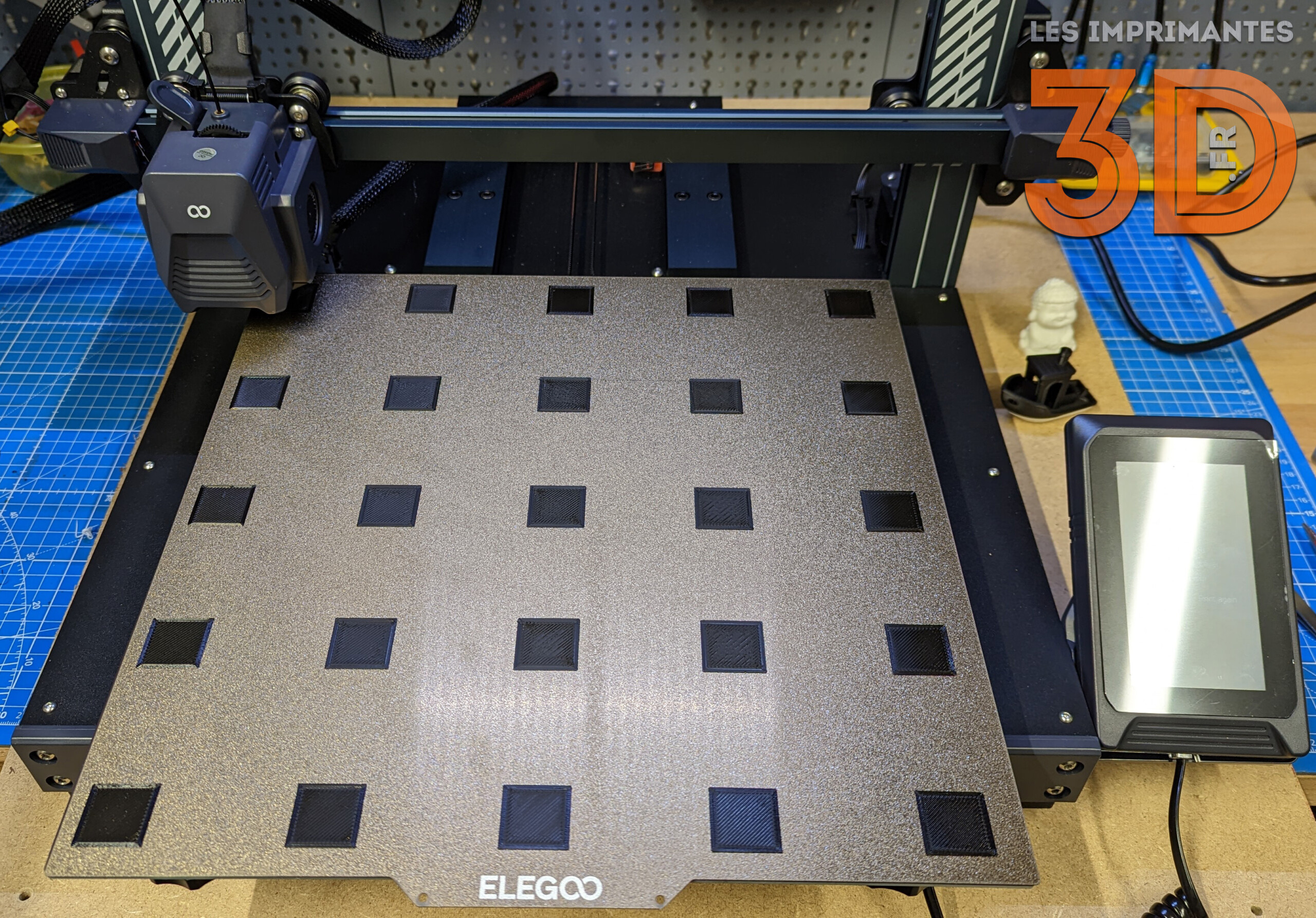
A noter au passage que le grand lit de 32 x 32 cm est parfaitement plat.


Il faut aussi tendre les courroies des axes X et Y grâce aux molettes bien pratiques que l’on retrouve à leurs extrémités.
Avant de passer à la suite, j’ai tout de même vérifié le parallélisme de l’axe X par rapport au châssis sans avoir à l’ajuster.
On peut finalement mettre en route la “printeuse” via le bouton situé à côté de la prise d’alimentation (compatible de 100 à 240V donc pas de réglage de tension à effectuer) sur la tranche droite du châssis. A son allumage, la machine n’émet strictement aucun bruit. Tous les ventilateurs sont à l’arrêt et seul l’animation de l’écran témoigne de la mise en route.
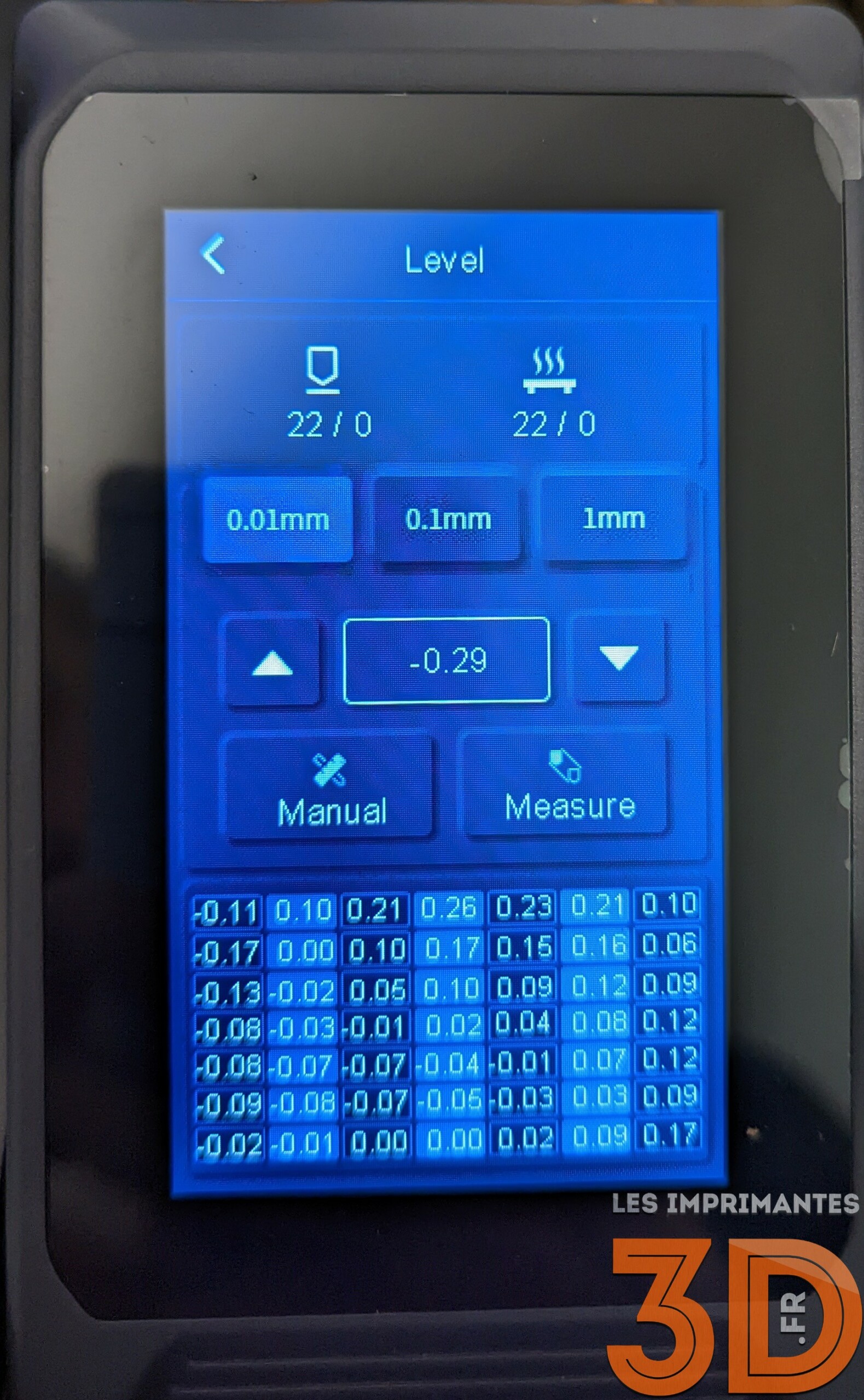
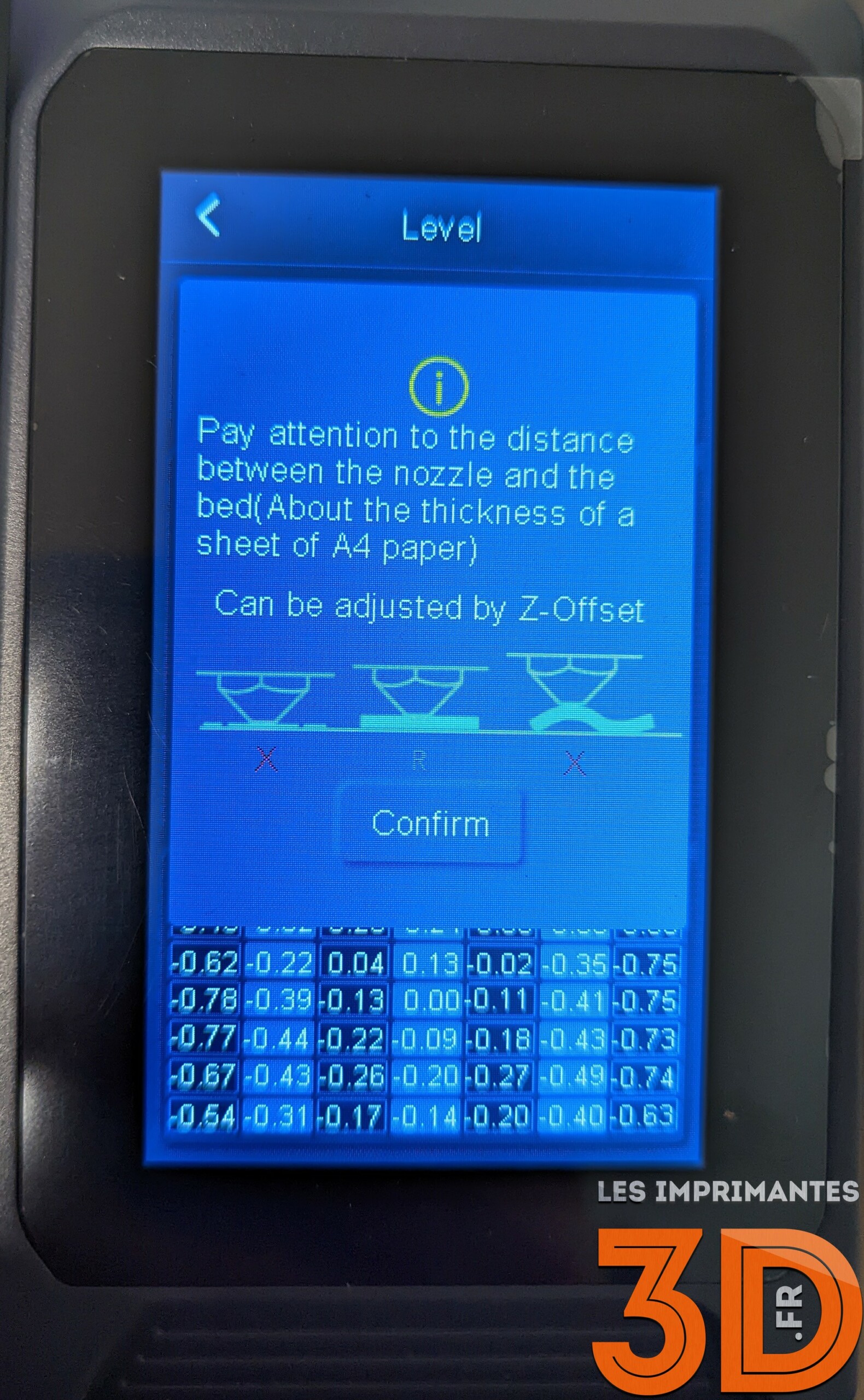
On doit commencer par faire une première mise à niveau manuelle du plateau à l’aide des molettes (plutôt larges) situées sous ce dernier et d’une feuille de papier A4. L’interface permet ensuite de démarrer la mise à niveau automatique après mise en chauffe du lit à 60°C et de la buse à 140°C. Tout est très bien expliqué, tant dans le fascicule papier que dans la vidéo ci-dessus.
Durant ses déplacements, l’imprimante 3D est toujours très silencieuse.
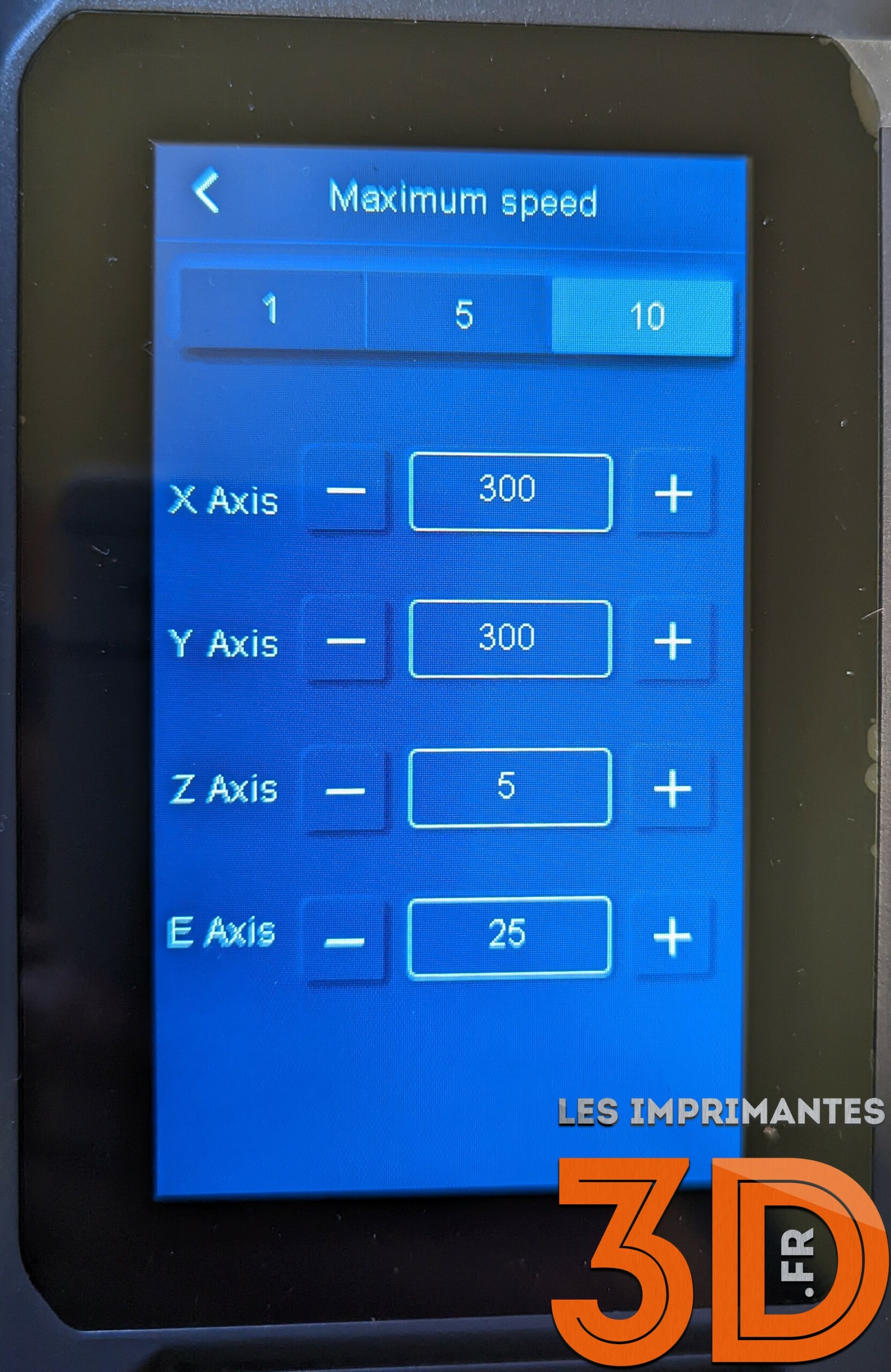
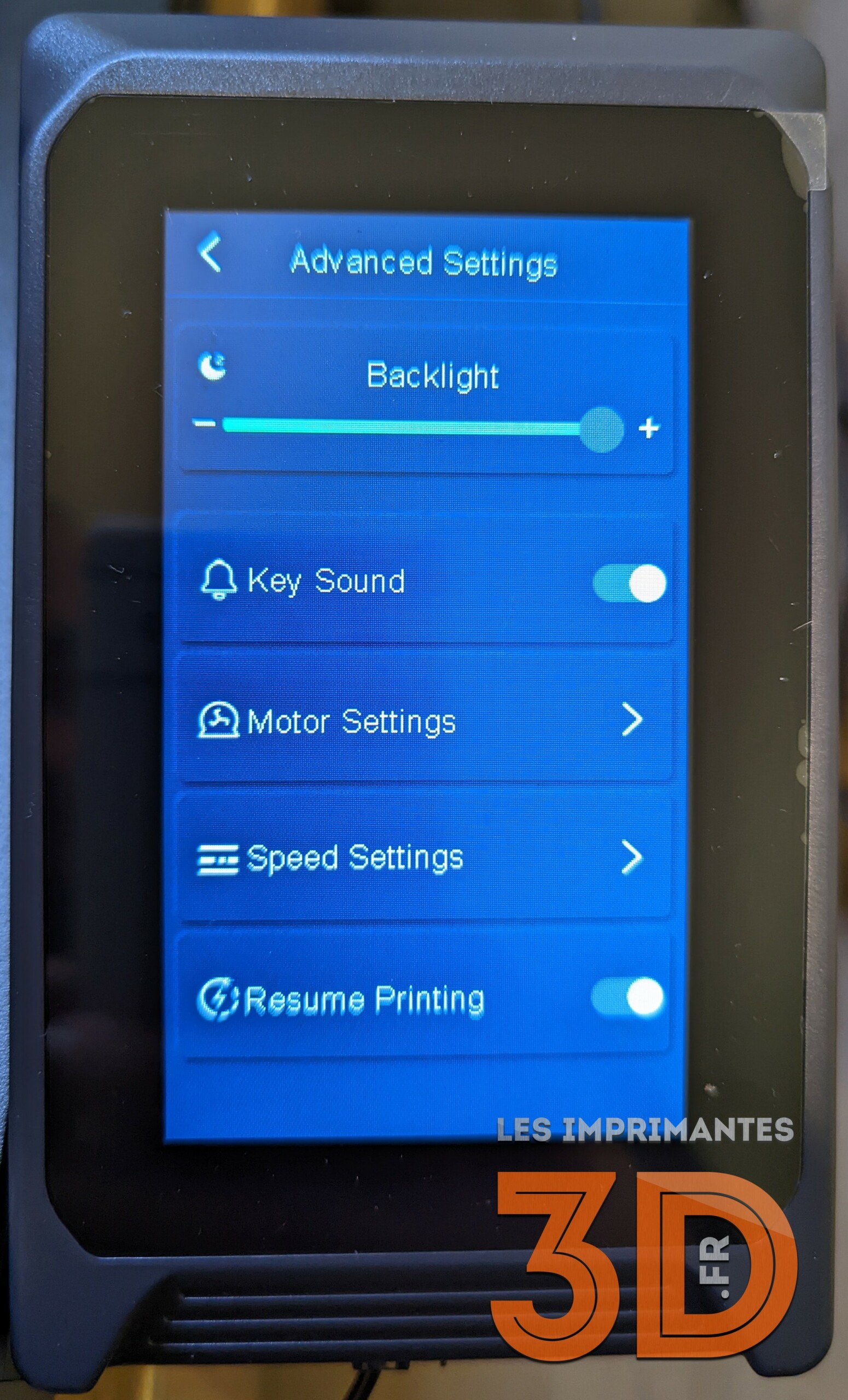
Les menus sont simples et intuitifs mais on y retrouve tout de même certains réglages avancés.
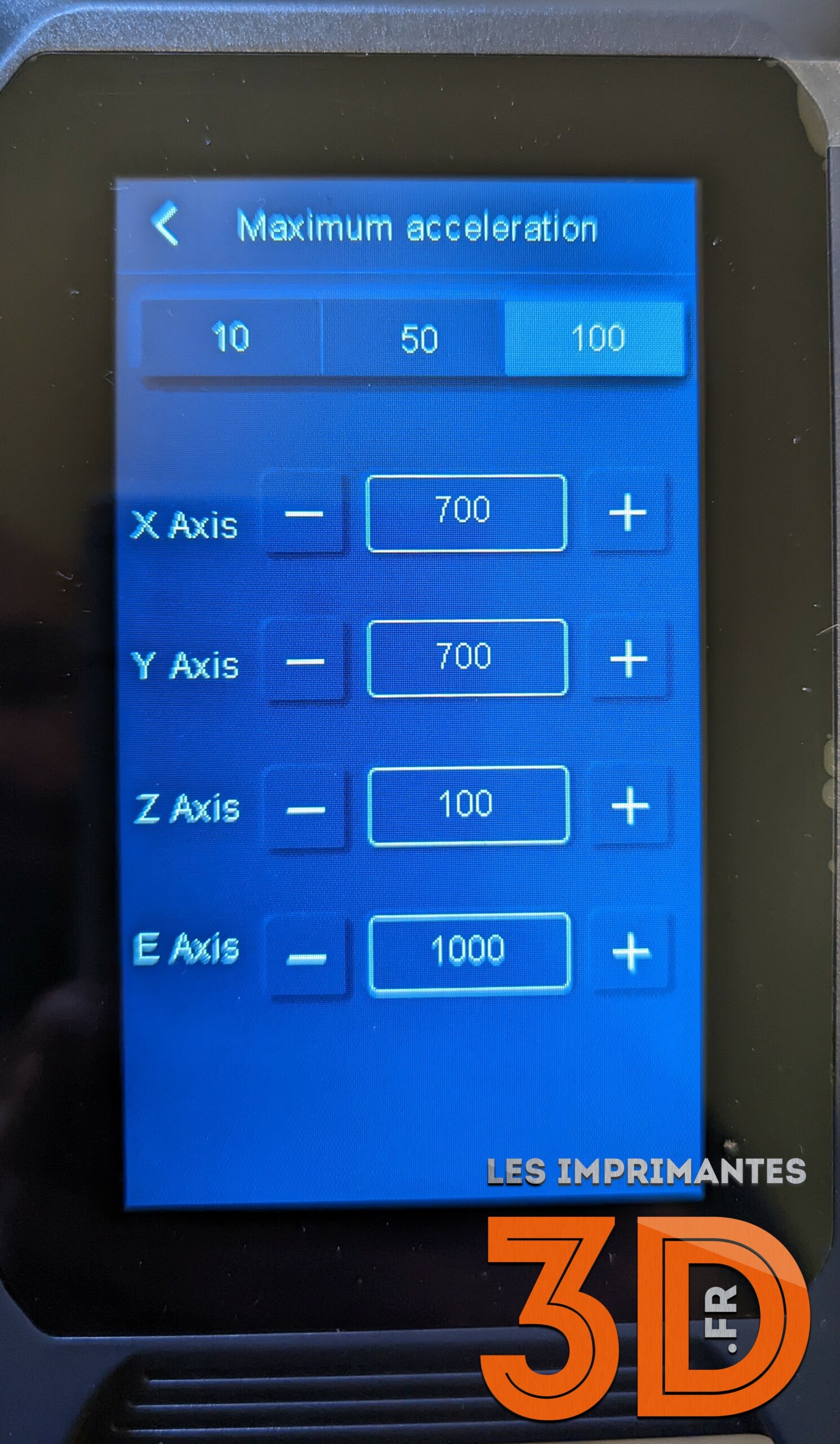
Mes captures d’écran sont en anglais mais il est possible de mettre le menu en français (et d’autres langues). Les traductions étant parfois approximatives, peu explicites et peu utilisées sur Internet, je préfère m’en passer et rester en anglais.
Au passage, dans les menus, on peut activer l’éclairage LED 💡

Si le bandeau LED est du plus bel effet, bien que pas RGB, il n’éclaire pas directement l’objet imprimé en 3D. Personnellement, je préfère des LED au niveau de la hotend, comme sur la V400 par exemple.
Première impression avec l’échantillon de PLA fourni
Après avoir enroulé les quelques centimètres de PLA fourni sur une bobine vide et avoir inséré le filament dans la tête chaude, j’ai directement lancé l’impression du fichier “EN3P_The Buddha.gcode” qui se trouve sur la carte SD fournie par Elegoo.
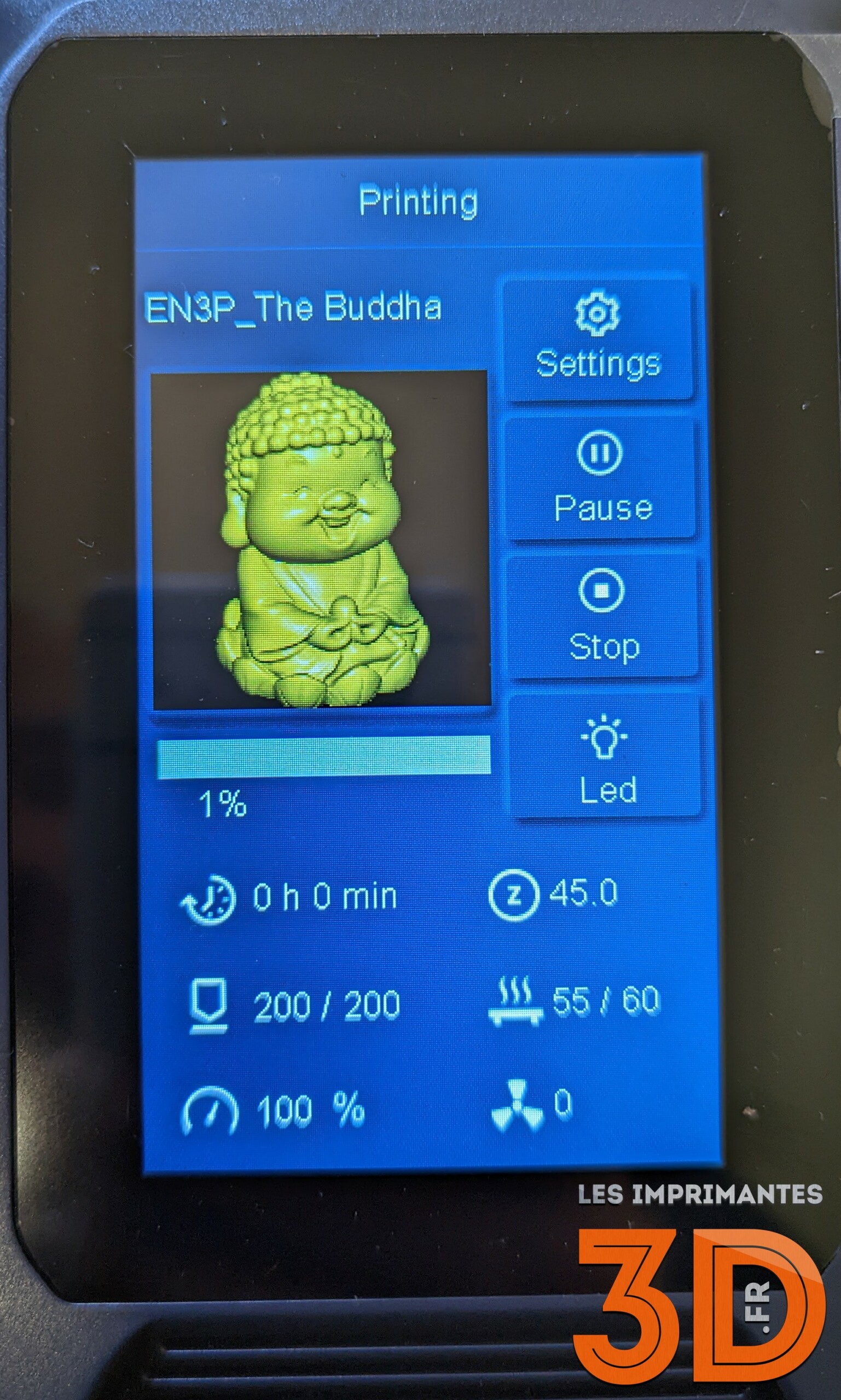
Ce fut long mais sans échec et surtout, avec une qualité au rendez-vous. Vous pourrez voir une photo du Bouddha en question plus bas, avec le print suivant.
Niveau nuisance sonore, les ventilateurs se font bien évidemment entendre mais on reste dans la moyenne tolérable. Il sera bien sûr compliqué de l’avoir dans une chambre à coucher mais c’est de toute façon déconseillé à cause des émanations plus ou moins nocives en fonction des filaments et sans enceinte fermée et filtrée.
Consommation électrique
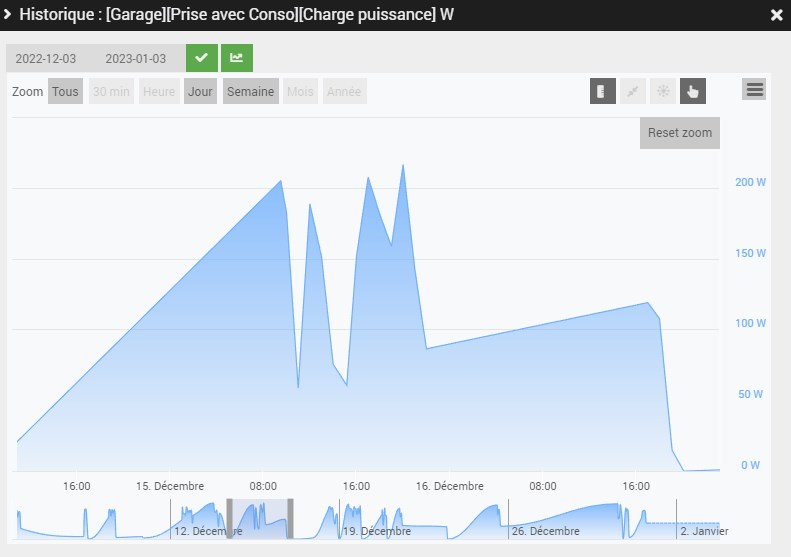
En plein plan sobriété énergétique, il est important de s’attarder sur la consommation électrique de la Neptune 3 Plus. Le graphique Jeedom montre que ma prise connectée Xiaomi a mesuré un pic de consommation à 216W en cours d’impression avec une moyenne qui se situe à environ 120W.
Logiciel Elegoo Cura
Sur la carte SD, j’ai trouvé une version 4.8 de Cura modifiée par Elegoo avec les profils pour les trois nouvelles variantes de la Neptune 3. J’ai effectué tous mes tests avec ce duo, en ayant juste augmenté la vitesse pour certains prints. Les profils sont relativement standards et je conseillerais plutôt de les migrer sur la dernière version de Cura (V5.x) qui apporte de nombreuses améliorations et nouveautés.

Vous pouvez aussi créer un profil sur votre slicer préféré (Simplify3D, PrusaSlicer, SuperSlicer, Lychee Slicer, Bambulab Studio, etc.) en reportant simplement les vitesses et paramètres de rétraction conseillés par Elegoo. Attention cependant à ne pas prendre ceux du PDF qui sont erronés (tout du moins pour les premières séries de production de l’imprimante puisque le constructeur m’a ensuite indiqué qu’il corrigerait ce problème dans la prochaines prochaines versions de la documentation). En effet, ils font référence à la Neptune 3 classique qui est en Bowden (extrudeur déporté), la rétraction est par conséquent trop importante pour du Direct Drive et le filament risquerait de boucher le heatbreak.
D’autres impressions en PLA
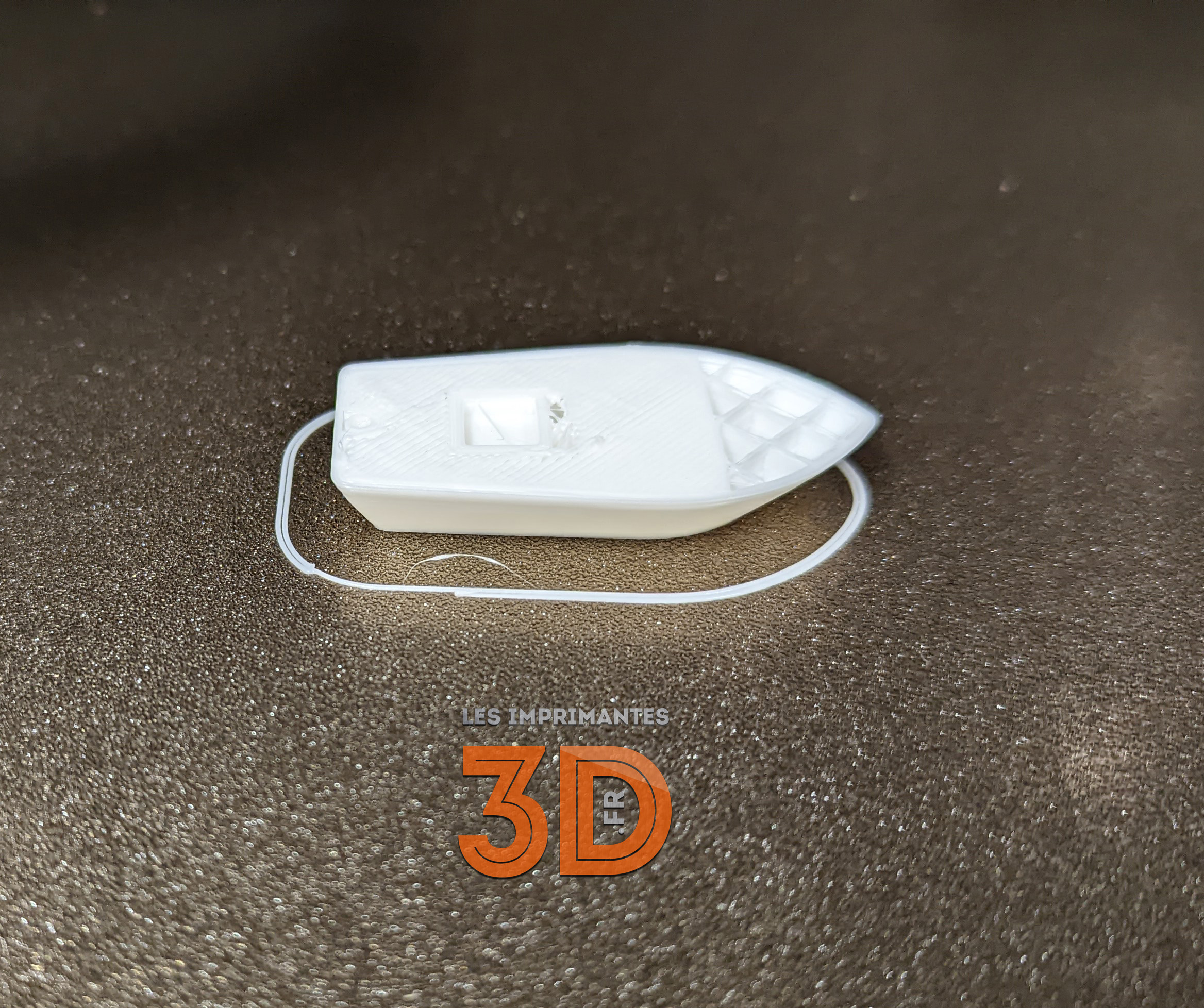
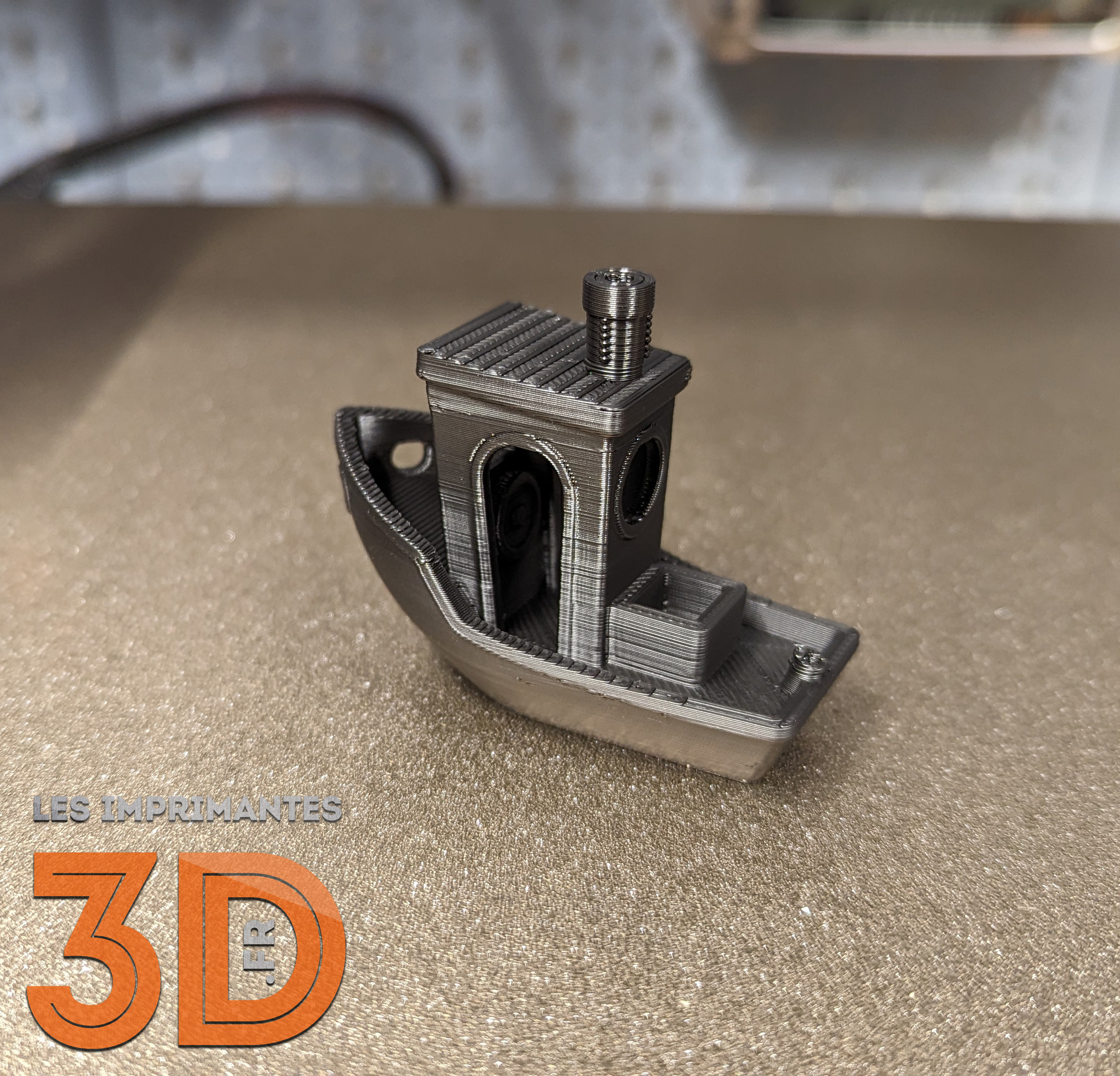
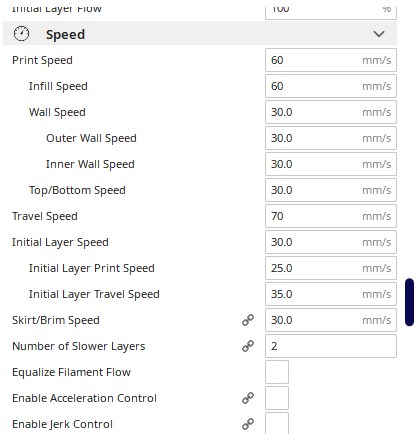
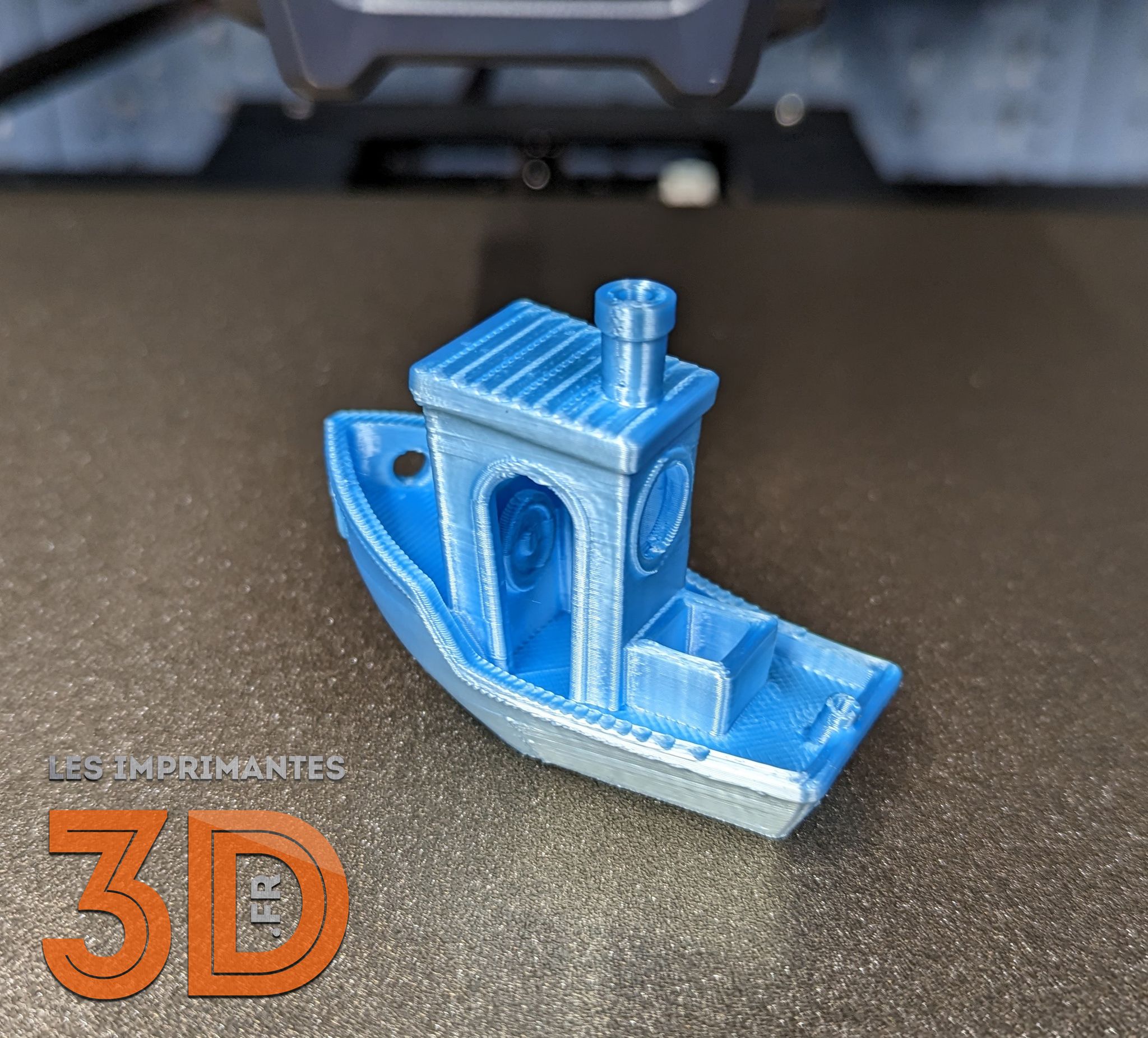
J’ai tout d’abord tranché un Benchy Boat avec les paramètres par défaut (lit à 60°C, buse à 200°C, hauteur de couche à 200 microns, remplissage à 60 mm/s, parois à 30 mm/s et 2,5 mm/s de rétraction à 20 mm/s). La faible quantité de consommable fournie m’a permis de tester le changement de filament en cours d’impression.
Après insertion d’un filament noir Giantarm que j’ai acheté à seulement 16€ le kg durant le Black Friday sur Amazon et en suivant simplement les instructions à l’écran, l’impression s’est terminée avec succès au bout de 1h38 de travail effectif (sans compter la pause changement de filament). Cela fait tout de même une bonne heure de plus que la FLSun V400 et environ 40 minutes de plus que la Ender 5 S1.


Si le Benchy est très clean, le Buddha l’est encore plus ! On perçoit à peine les couches.
Ensuite, le lit étant grand, j’ai effectué un test de première couche :
Le résultat étant concluant, j’ai enchainé avec le fameux Torture test d’Autodesk qui a mis 4h47 à sortir en ayant pourtant augmenté la vitesse du remplissage à 80 mm/s et celle des périmètres internes à 45 mm/s :

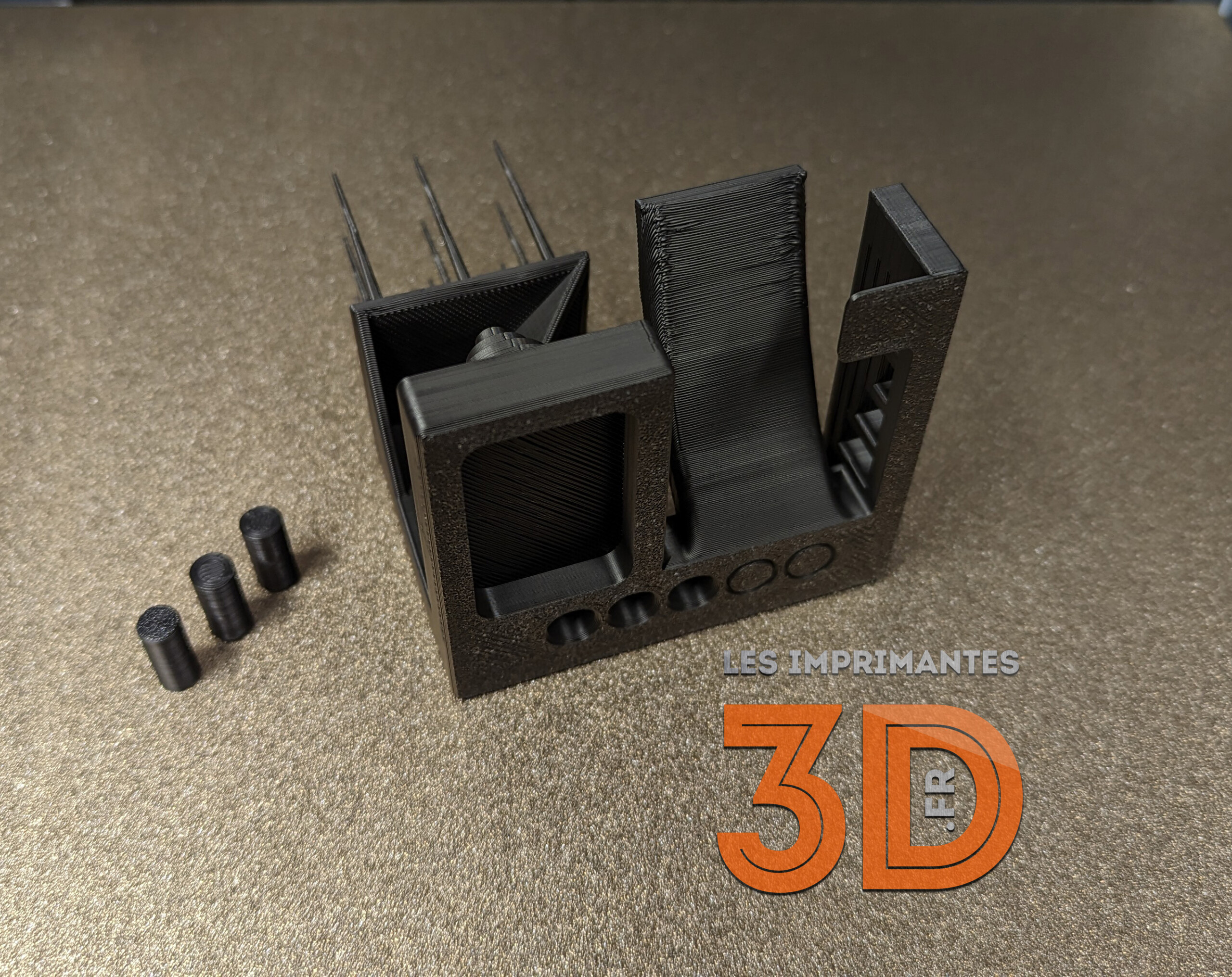
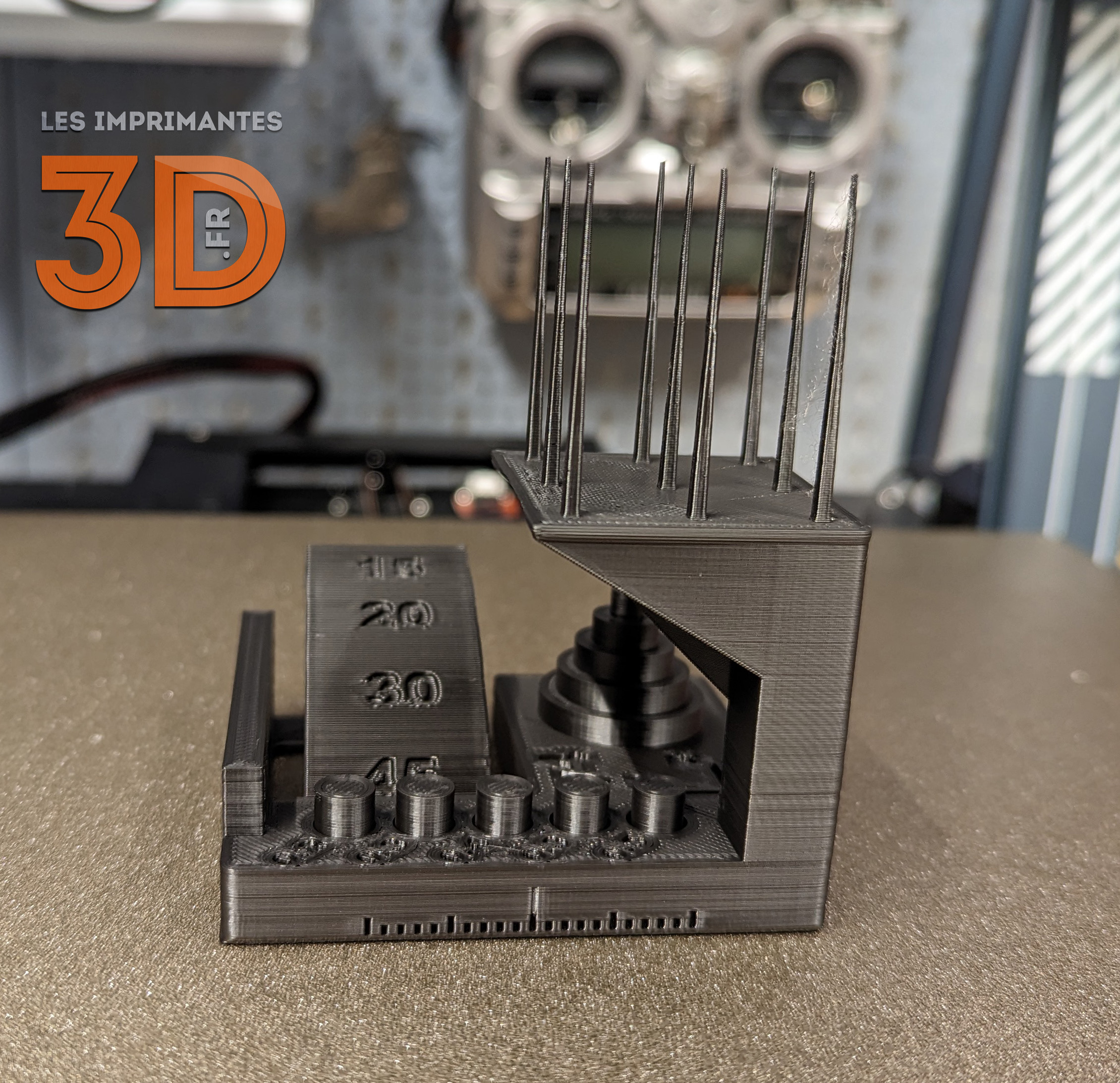
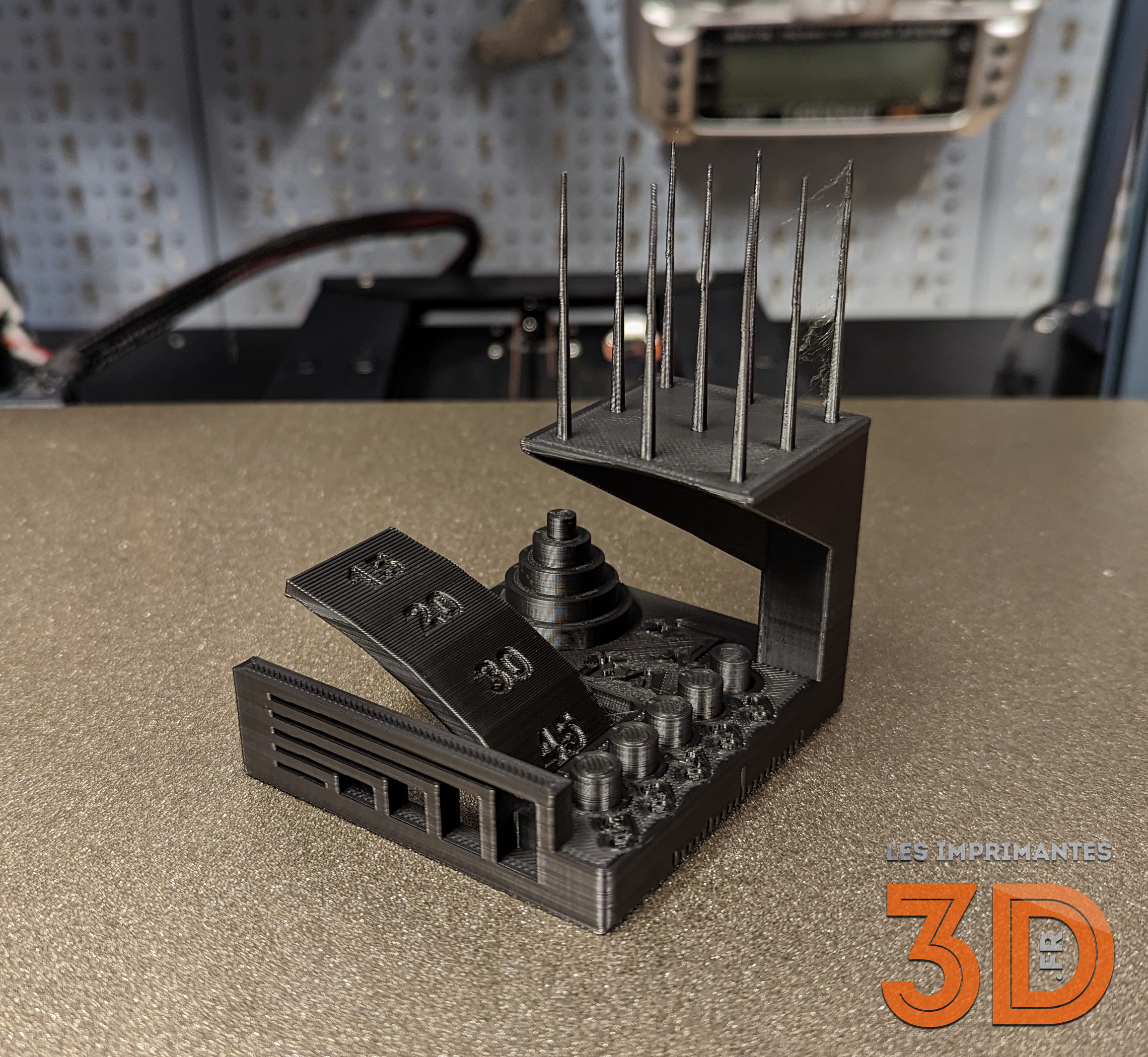
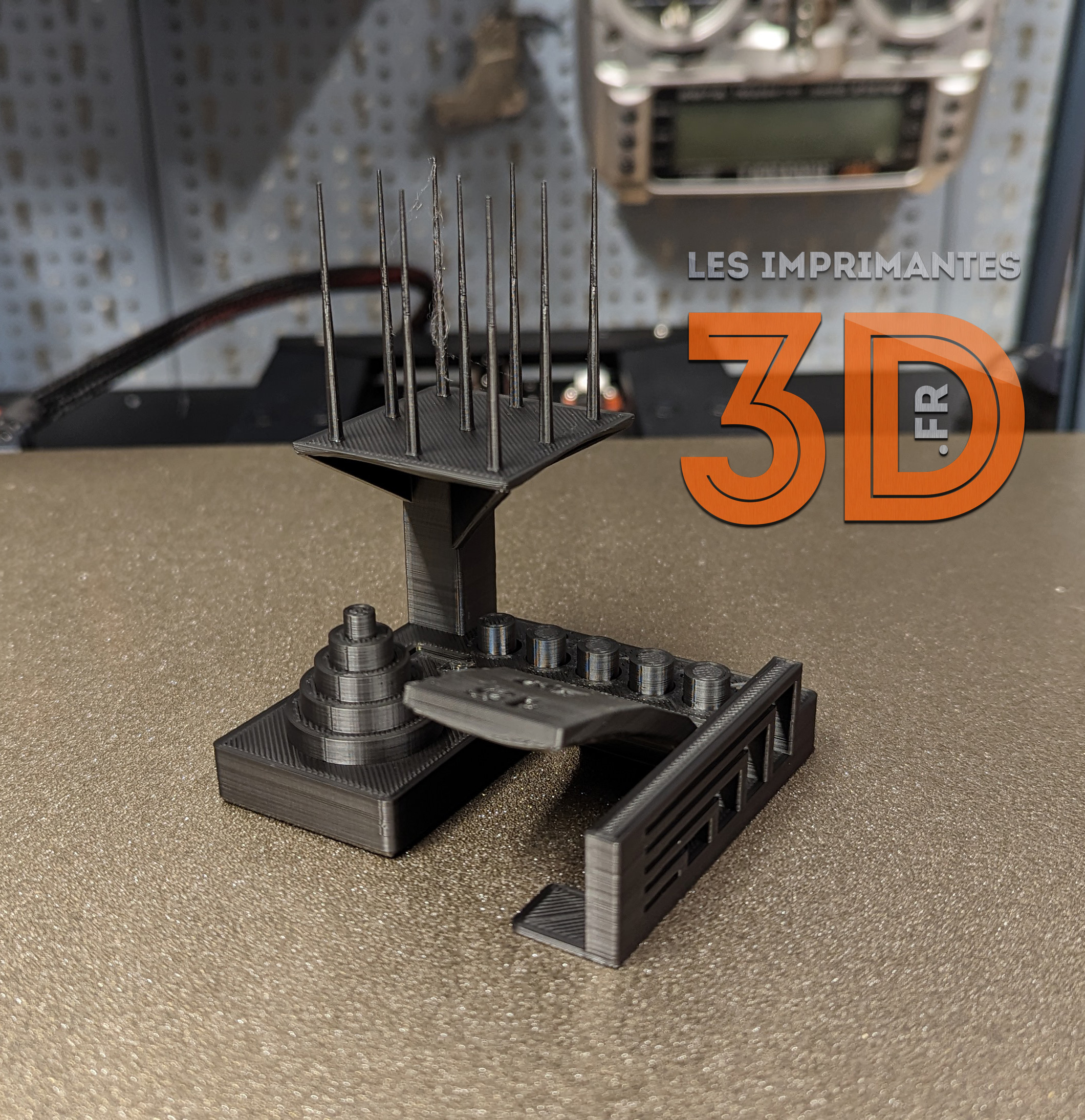
Le résultat est très bon. Il n’y a aucun cheveux d’ange et les pointes des pics sont parfaites. Les parties en surplomb et les ponts sont bien refroidis. Il n’y a pas de ghosting et la tolérance est bonne pour trois cylindres sur cinq.
En guise de dernier test avec du PLA, j’ai tranché le même Benchy avec la dernière version tant controversée de Simplify3D qui ne propose que la Neptune 2 par défaut. Je suis donc parti de ce profil pour lequel j’ai mis les réglages de hauteur de couche, température, vitesse, remplissage et rétraction du profil d’Elegoo Cura :


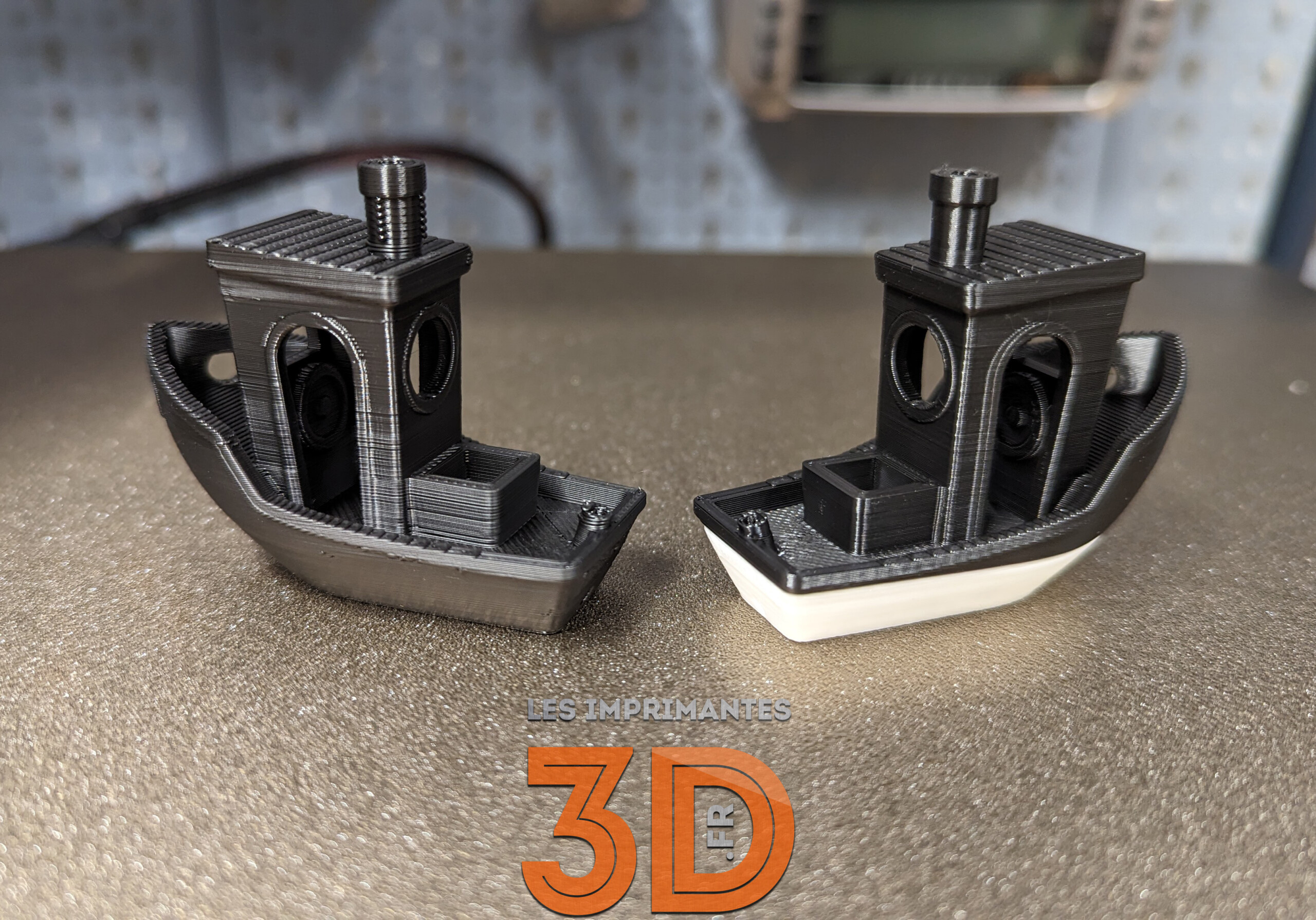


Le résultat est sans appel, Cura 4.8 l’emporte sur Simplify3D V5, tout particulièrement au niveau de la cheminée… Cela ne veut pas pour autant dire que S3D est mauvais mais il ne fait cependant pas de miracle et demande un peu de tuning.
Impression en TPU 95A
Pour le TPU, j’ai utilisé une bobine noire de chez Eryone en mettant une vitesse de 60 mm/s pour tout, sauf pour le remplissage à 80 mm/s. Le Snorlax Low-Poly est ainsi sorti en 2h37 sans problème :
Le résultat est vraiment très bon au delta près des overhangs qui auraient pu être imprimés un peu plus lentement.
Impression en PETG
Le PETG est également validé avec un énorme sapin de Noël imprimé en 5h43 avec du filament gris hématite de chez Compozan. Niveau réglages, j’ai activé le mode vase dans Cura 4.8 version Elegoo, fixé la vitesse à 80 mm/s et la ventilation à 30%, voici le résultat :
Plus vite ?
Le constructeur annonce une vitesse maximum de 180 mm/s. Pourtant, le profil Cura fourni nommé “Extra Fast” est réglé aux mêmes vitesses que le profil “Normal”, seule la hauteur de couche change. Du coup, j’ai modifié quelques paramètres à ce profil Elegoo Neptune 3 Plus :
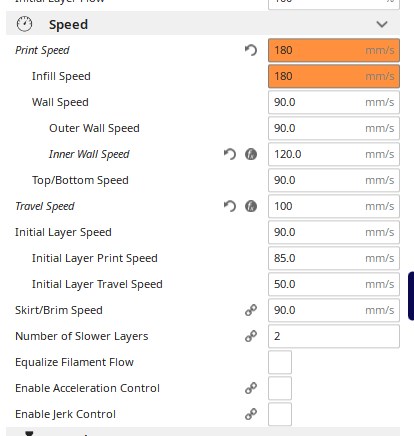
La durée d’impression estimée par le trancheur passe ainsi de 1h27 à 43 minutes ! En réalité, on passe de 1h38 à 1h7 (le trancheur est un peu trop optimiste).

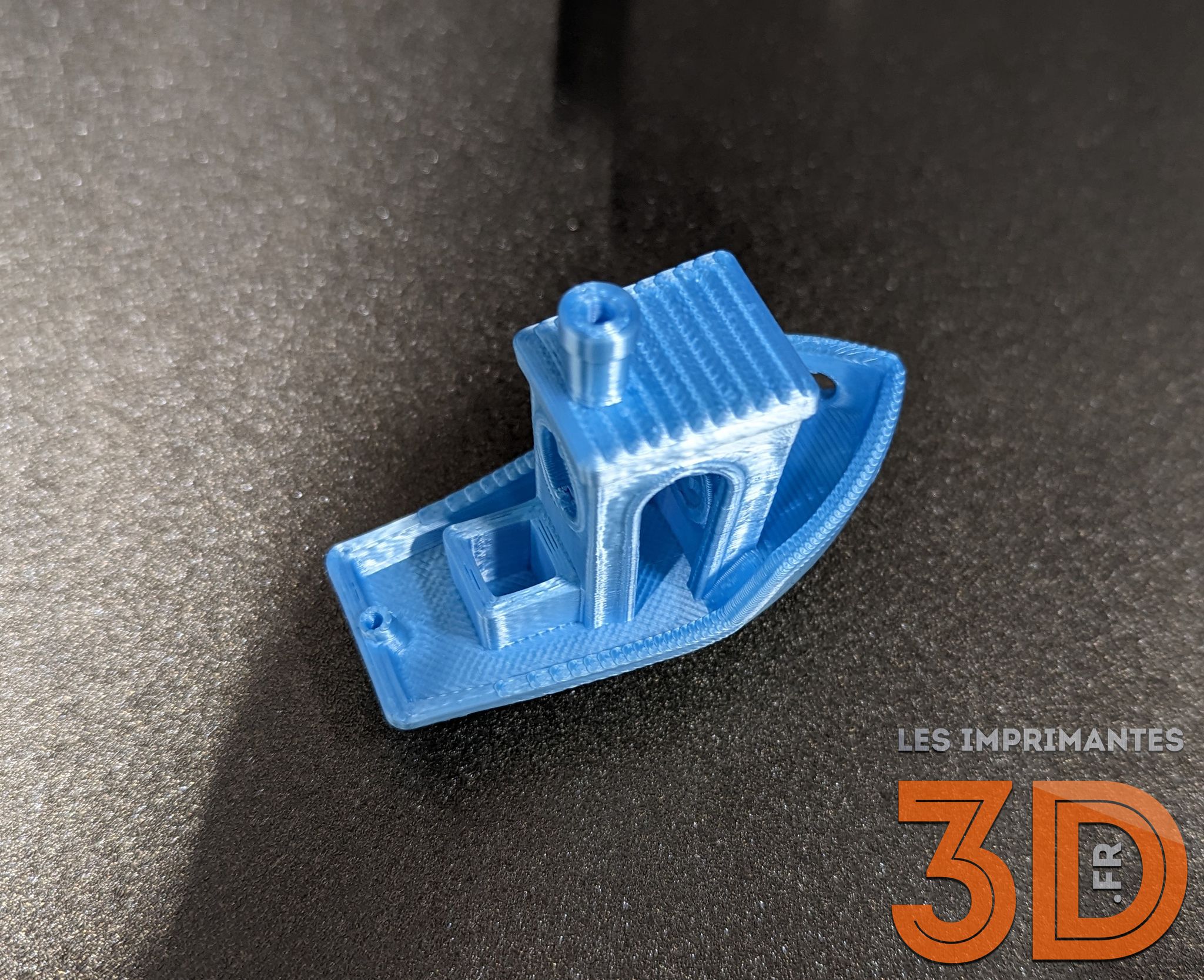
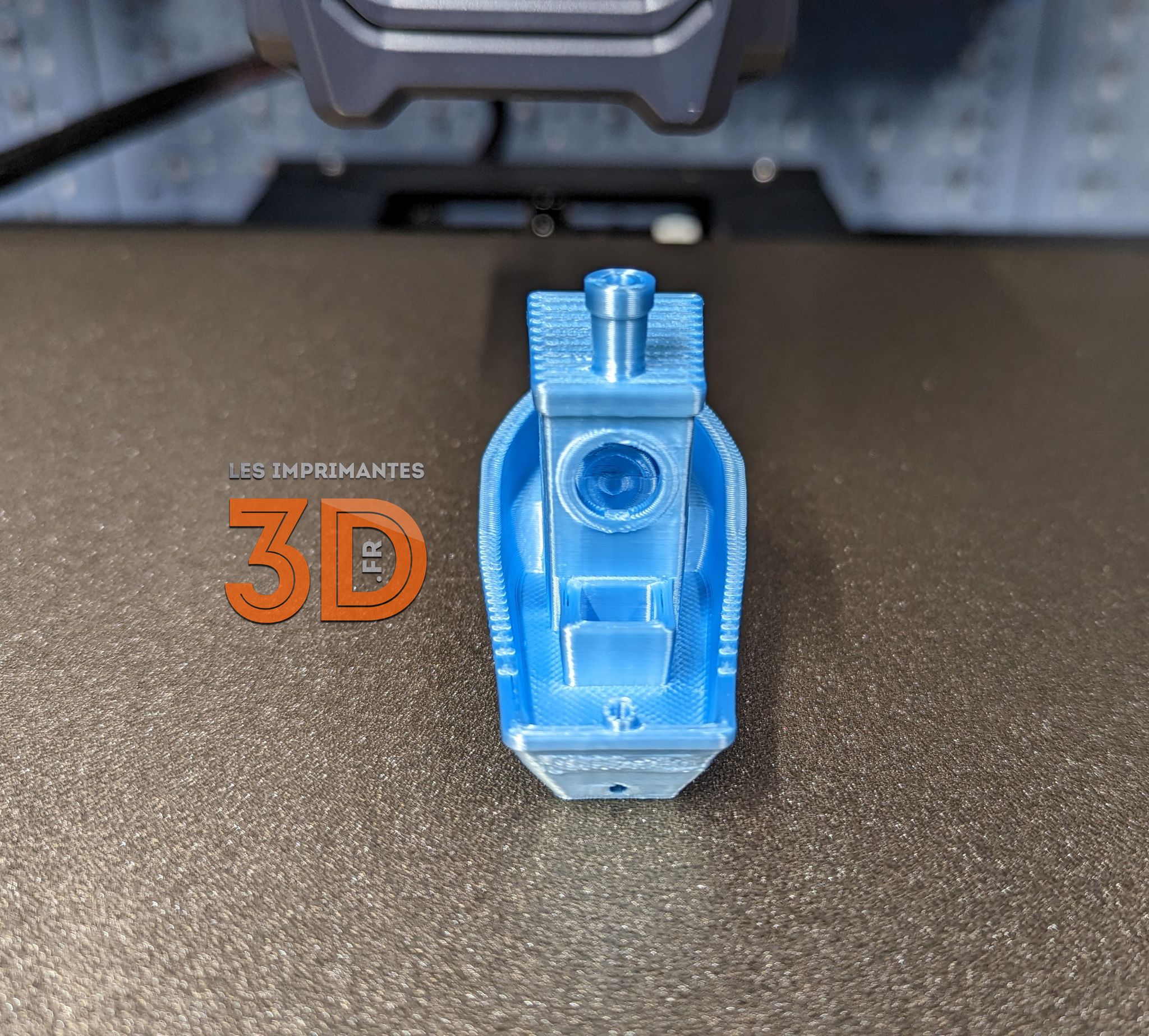
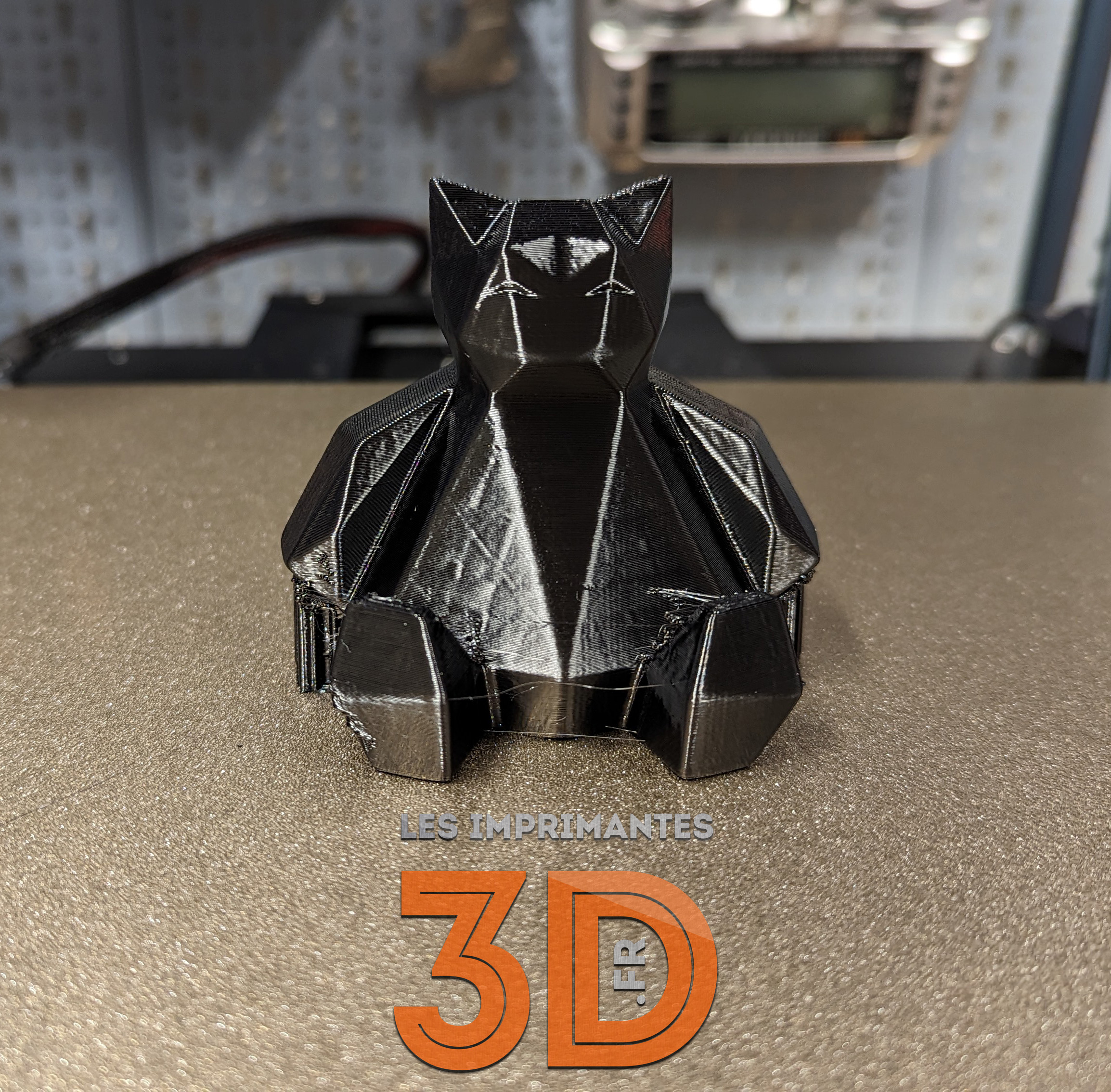
L’aspect soie du filament bleu-ciel de Giantarm le rend peu tolérant aux défauts sur les photos en pleine lumière et pourtant le résultat est très convaincant ! Le fait que l’objet soit de petite taille limite forcément la vitesse à cause du temps minimum par couche pour un refroidissement idéal. Cependant, le remplissage à plus grande vitesse n’a pas souffert de sous-extrusion et laisse un peu de marge sur la vitesse des contours. Je n’ai aucun doute que ce benchy puisse sortir en moins de 60 minutes et en bonne qualité !
Bonus de Noël
Ayant testé la machine quelques jours avant les fêtes, j’en ai aussi profité pour imprimer un abat-jour sapin en filament dual color gold & silver silk de chez Eryone qu’on peut également utiliser avec une lumière LED sur batterie :

Avant de conclure ce test, un dernier print multi-matériaux (assemblés post-impression) pour offrir à un enfant :


Il s’agit d’une boite en forme de tête de Lego imprimée avec du PLA arc-en-ciel Eryone. Les yeux sont en PLA bleu ciel soie Giantarm et la bouche en PETG rouge transparent Stronghero3D. Je les ai collés avec de la colle ultra forte pour plastique. Vous pourrez découvrir l’objet flouté lors du prochain test de la Neptune 3 Pro qui sera suivi par celui de la Neptune 3 Max. Une vidéo qui comparera les trois versions sera également publiée sur notre chaîne YouTube à laquelle vous pouvez déjà vous abonner pour ne pas la rater !
Notes et conclusion
Qualité d'impression - 8.5
Fiabilité - 8.5
Logiciel - 7.2
Utilisation - 8.5
Rapport qualité / prix - 7.5
8
/10
- Volume d'impression
- Silencieuse
- Rigide et stable
- Sexy
- Auto leveling efficace
- Lit en PEI magnétique, amovible et flexible
- Tendeurs de couroies
- Management cable propre et sécurisé
- Simple d'usage
- Encombrante
- Profil Cura trop conservateur (notamment en terme de vitesse)
- LED n'éclairant pas assez le print
- Réglage des excentriques du lit pas pratiques
- Vitesse (par rapport à sa génération)




Ça semble une bonne machine apparemment mais qui ne sort pas des sempiternelles Ender3 / Cr10 clones.
L’extrudeur au vu des photos ressemble énormément à celui de Creality, le Sprite.
Par contre au niveau tarifs, c’est nettement moins que les imprimantes «équivalentes» de Creality qui ne propose pas de modèles «max»n
Wèp la machine arrive sur un marché plutôt saturé mais avec un rapport qualité/prix intéressant 🙂
y t il a un côté lisse sur la plateau ? ou ce n est que du texturé ?
C’est lisse mais pas recouvert de PEI :/