

Au printemps 2024, Anycubic a présenté son système de mélange des filaments pour une impression 3D FDM. Baptisé “ACE Pro”, ce boitier n’est actuellement compatible qu’avec la Kobra 3, nouvelle génération de la petite imprimante à filament. Les deux ensemble, on obtient la référence Anycubic Kobra 3 Combo qui est l’objet de ce test avancé. Cela permet des impressions ayant jusqu’à quatre couleurs avec un changement de filament de manière automatique.
Fiche technique Anycubic Kobra 3 Combo
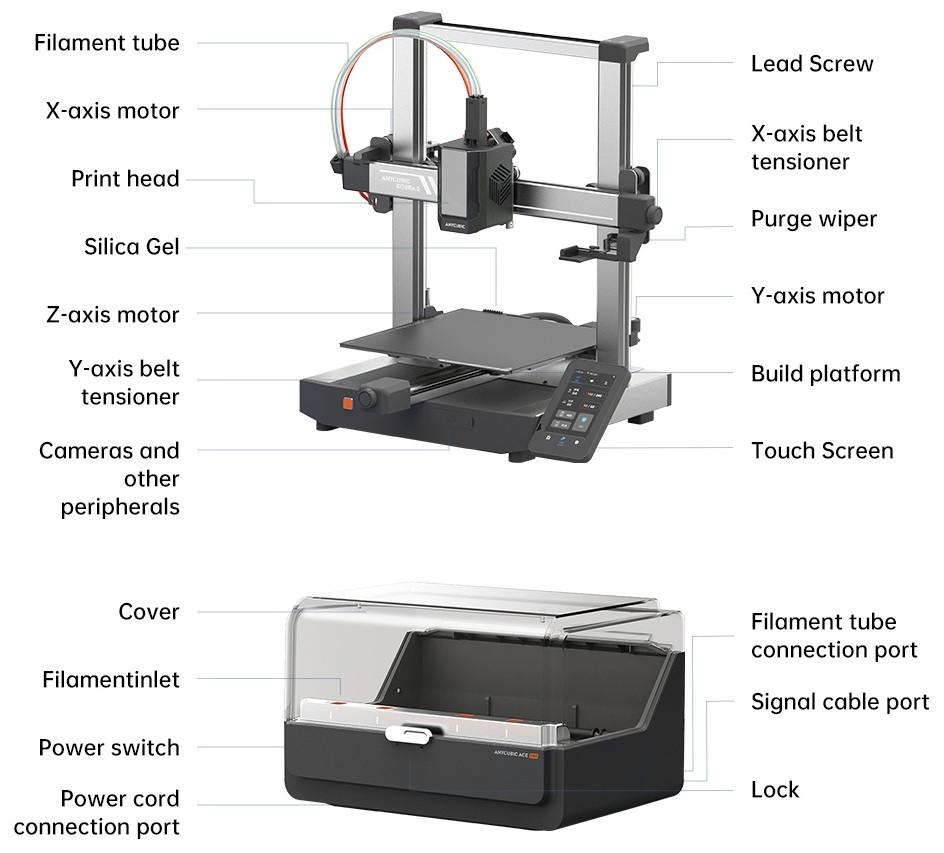
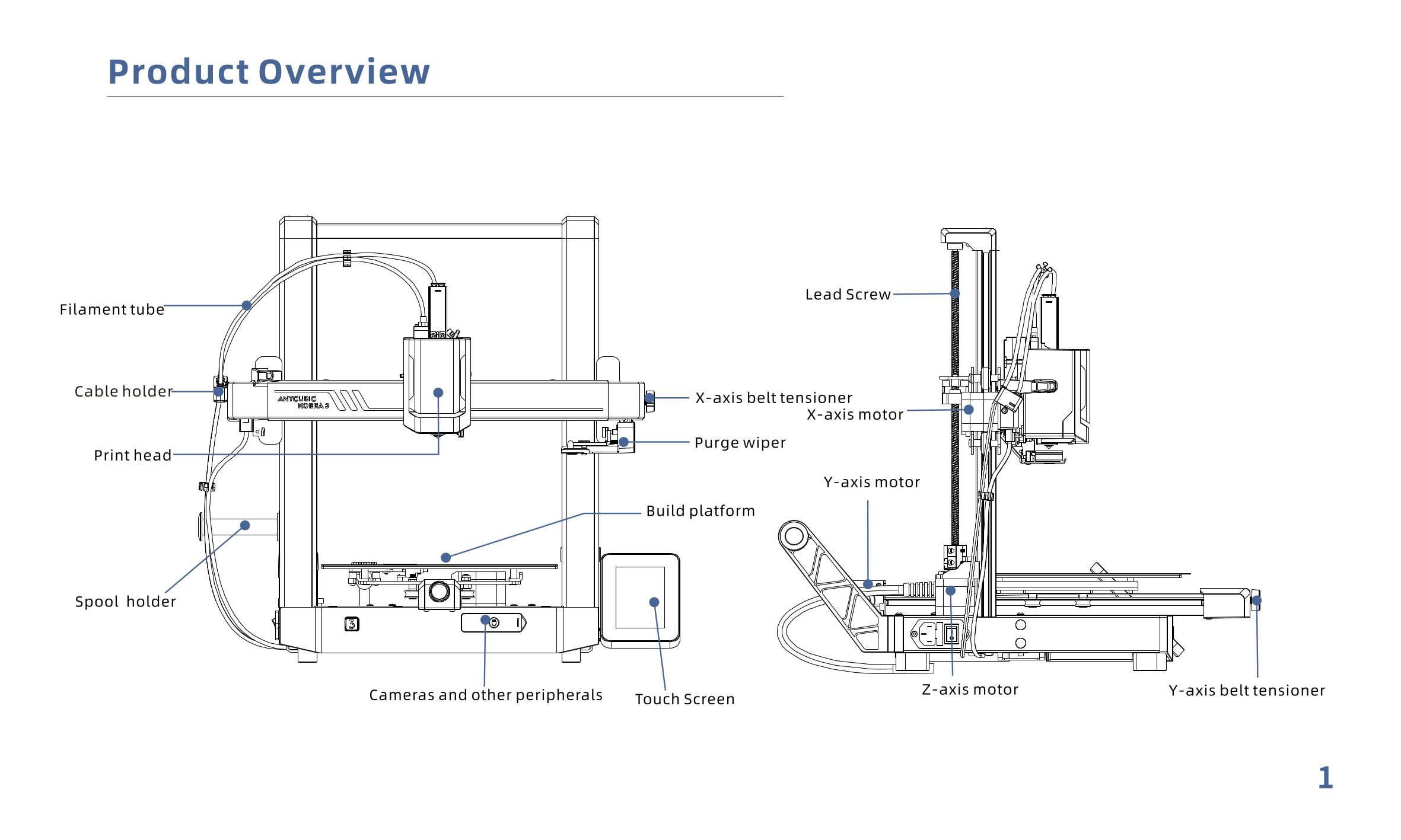
L’imprimante Anycubic Kobra 3 a un volume d’impression de 250 x 250 x 260 mm, utilise des filaments de 1.75 mm de diamètre et dispose d’une tête d’impression ayant un style plutôt futuriste.

Source images : Sujet Isidon et Wiki Anycubic
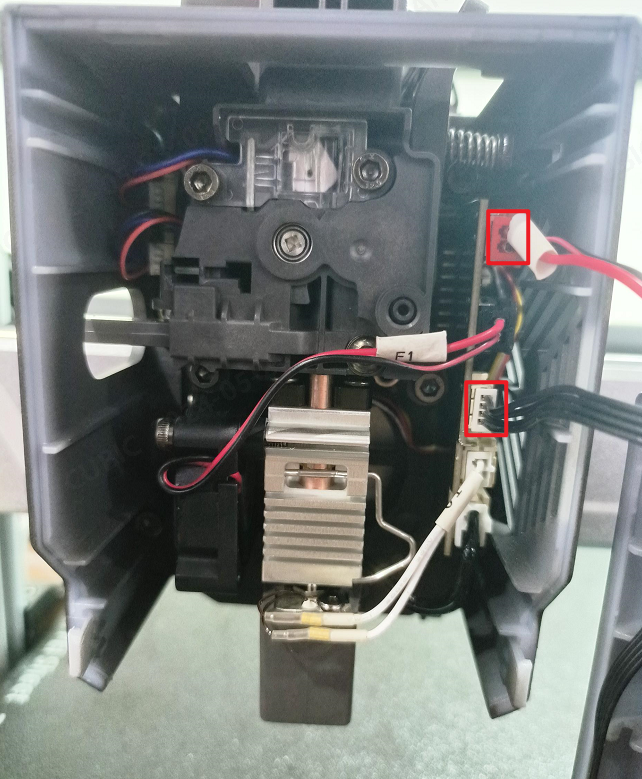
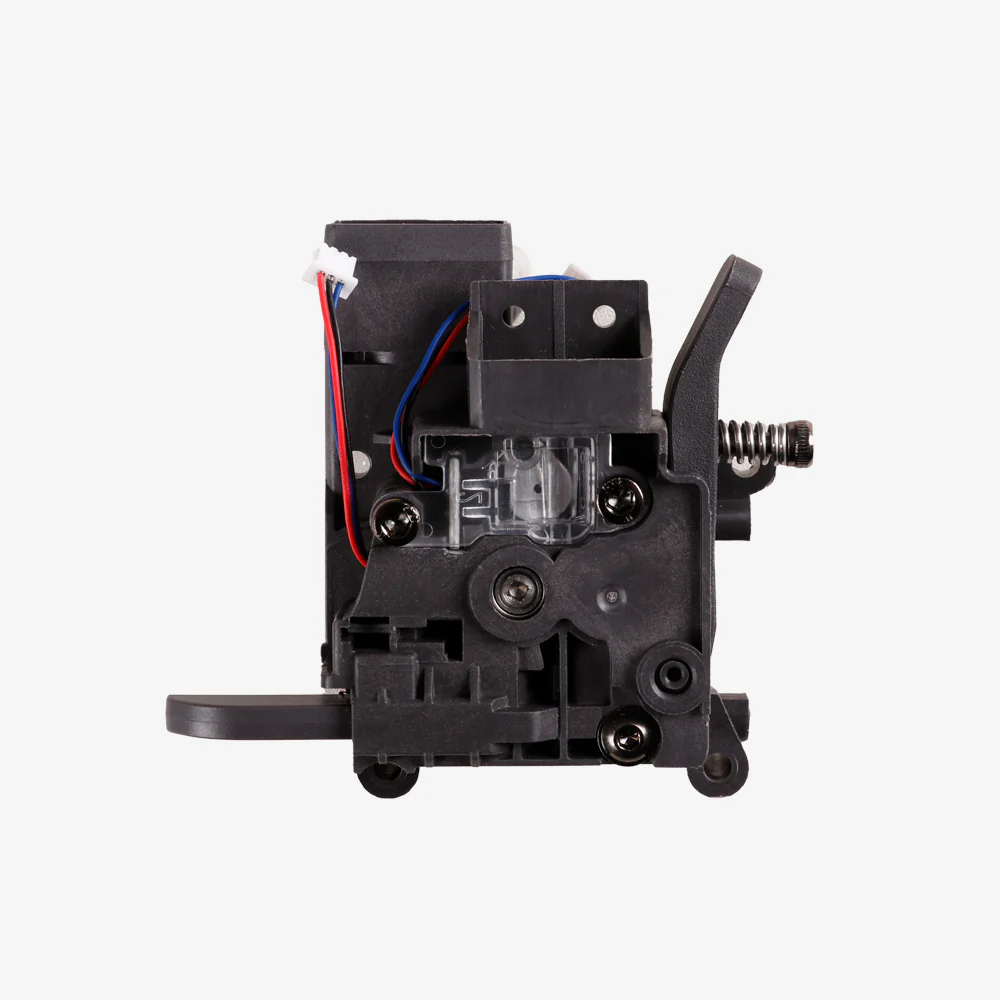
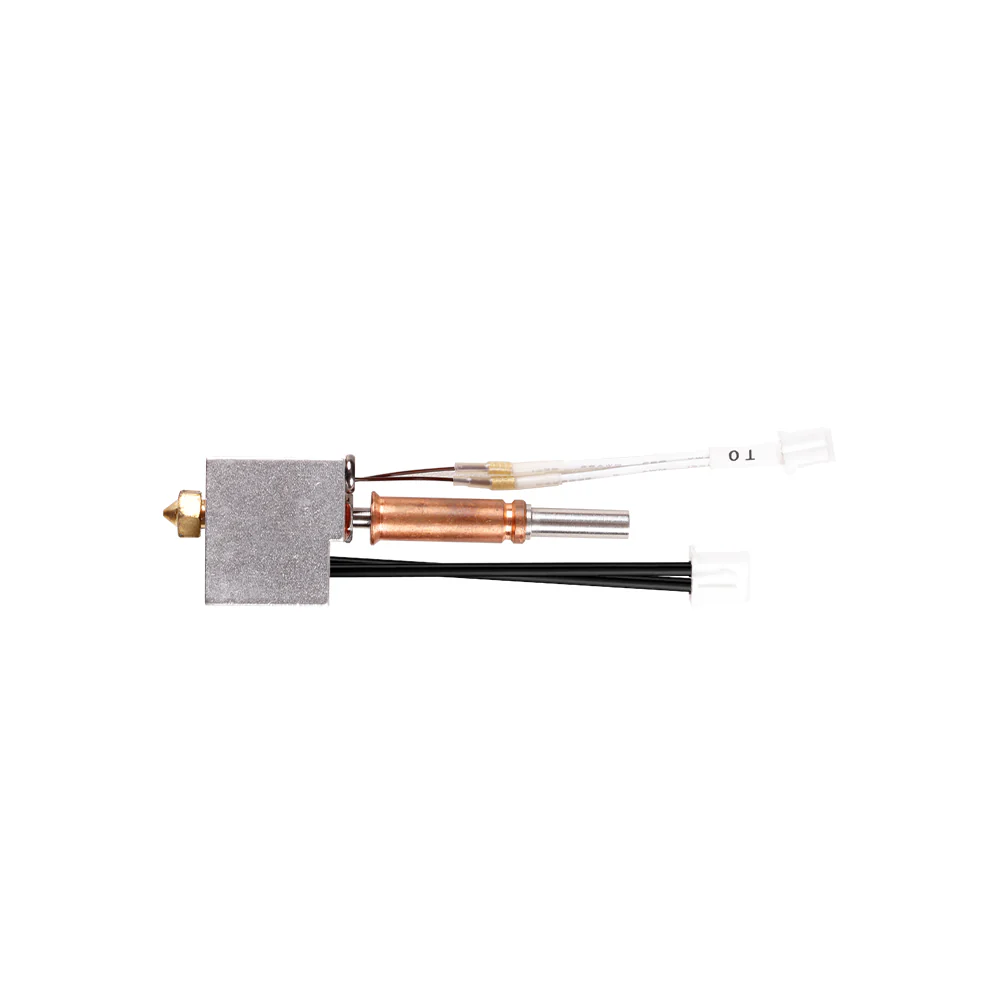
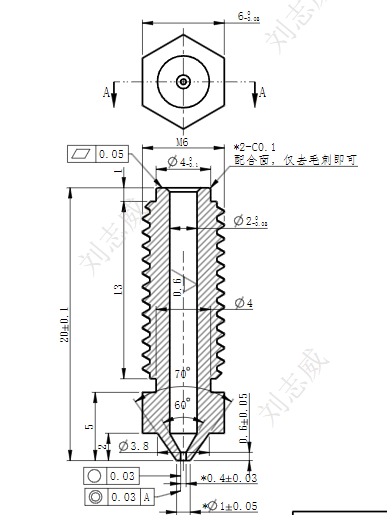
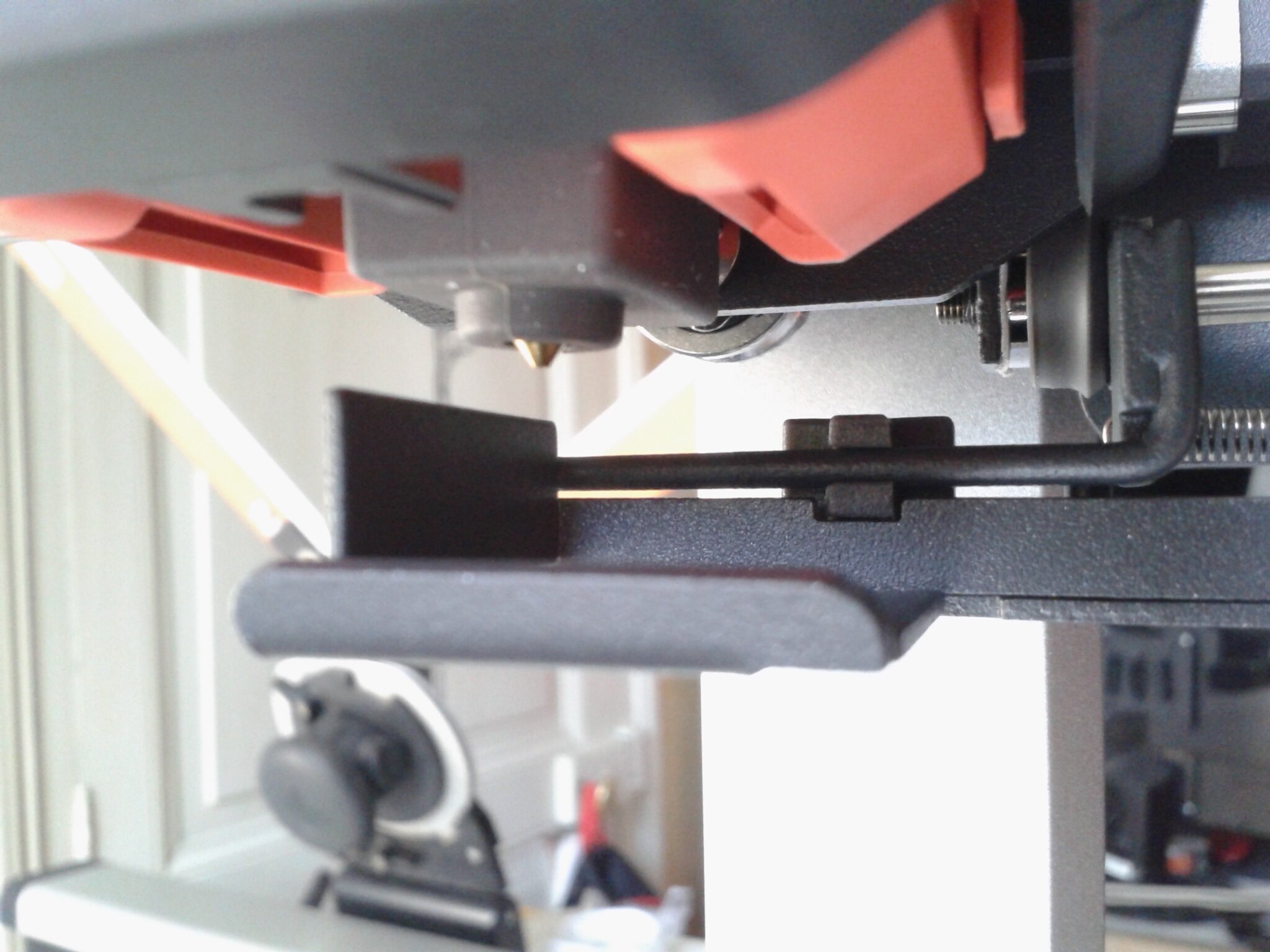
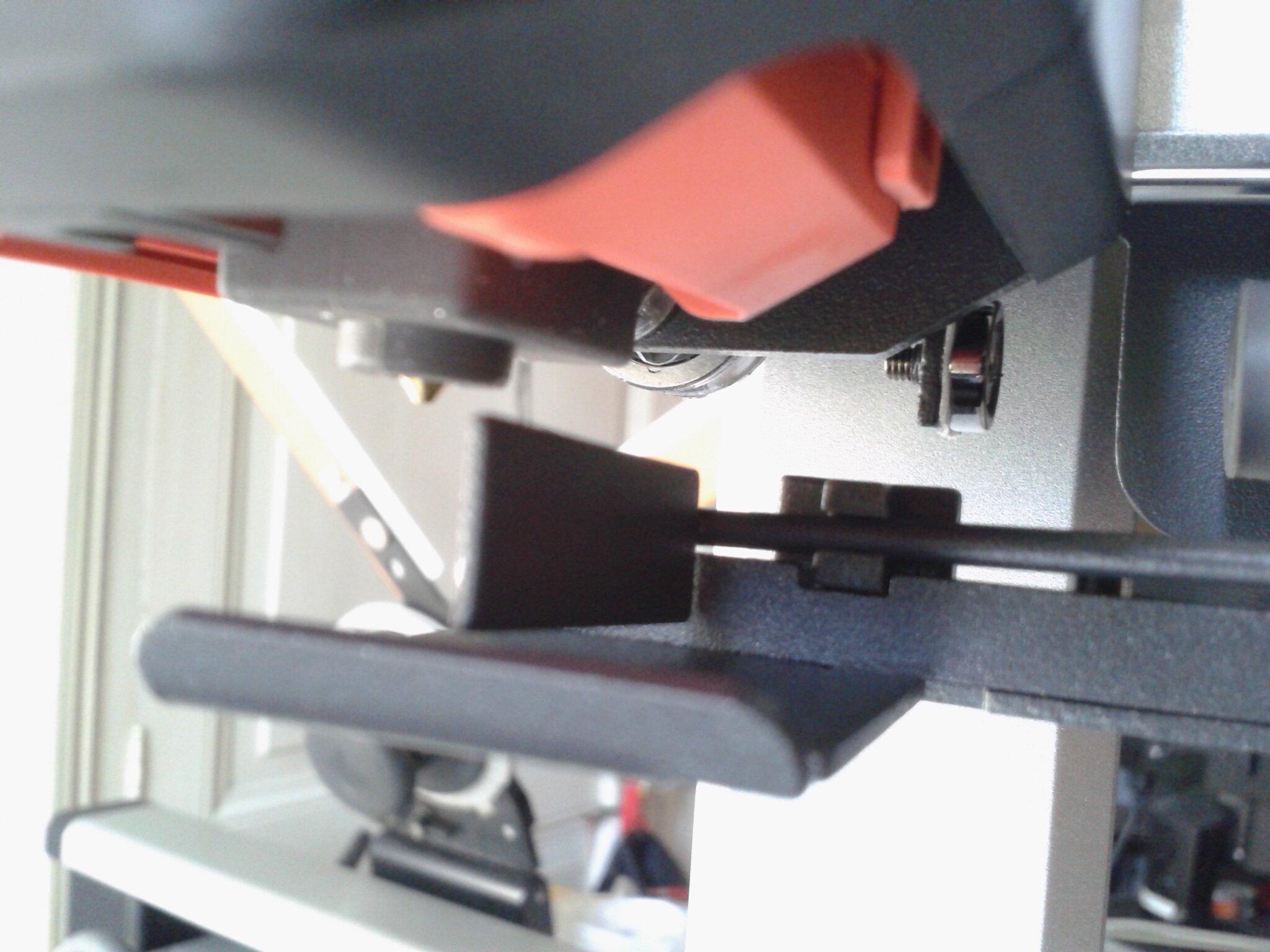
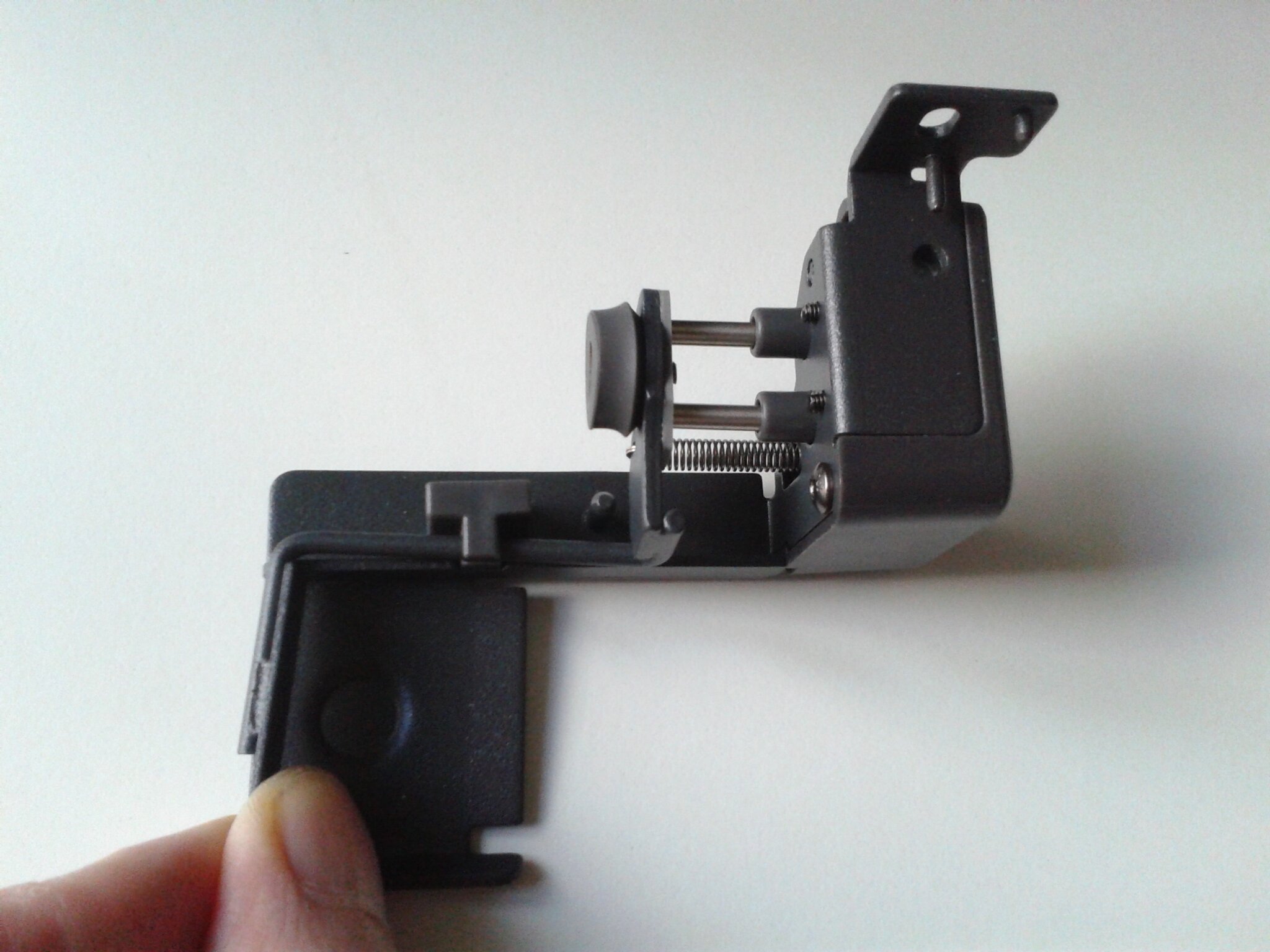
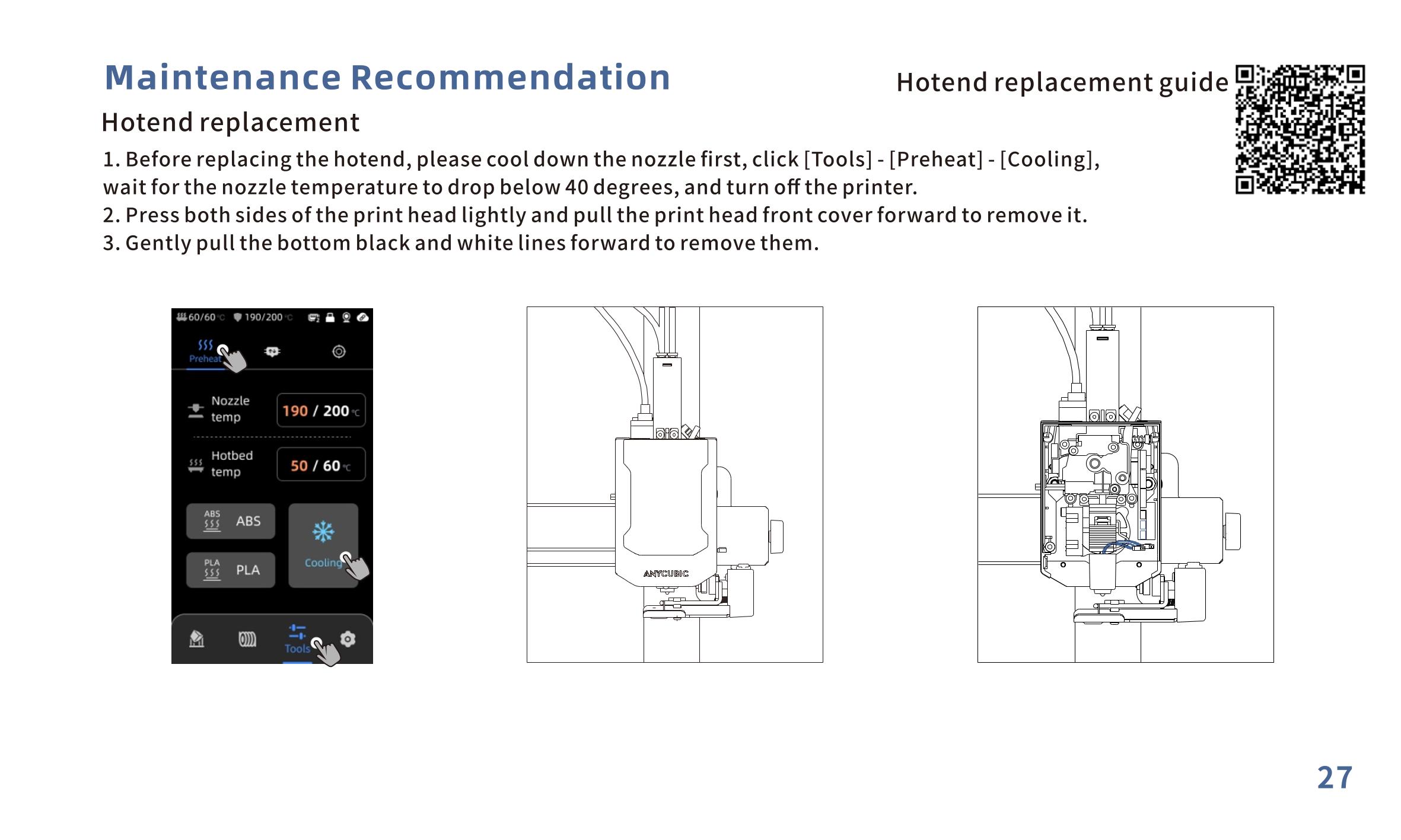
Avec, un extrudeur Direct Drive, un capteur de fin de filament, une buse laiton de 0.4 mm de diamètre sur sa partie chaude qui peut monter jusqu’à 300°C, une LED pour éclairer la zone imprimée et un capteur de pression (jauge de contrainte) placé au-dessus de la partie chaude pour déterminer lorsqu’il y a contact entre le nez de la buse et le plateau.



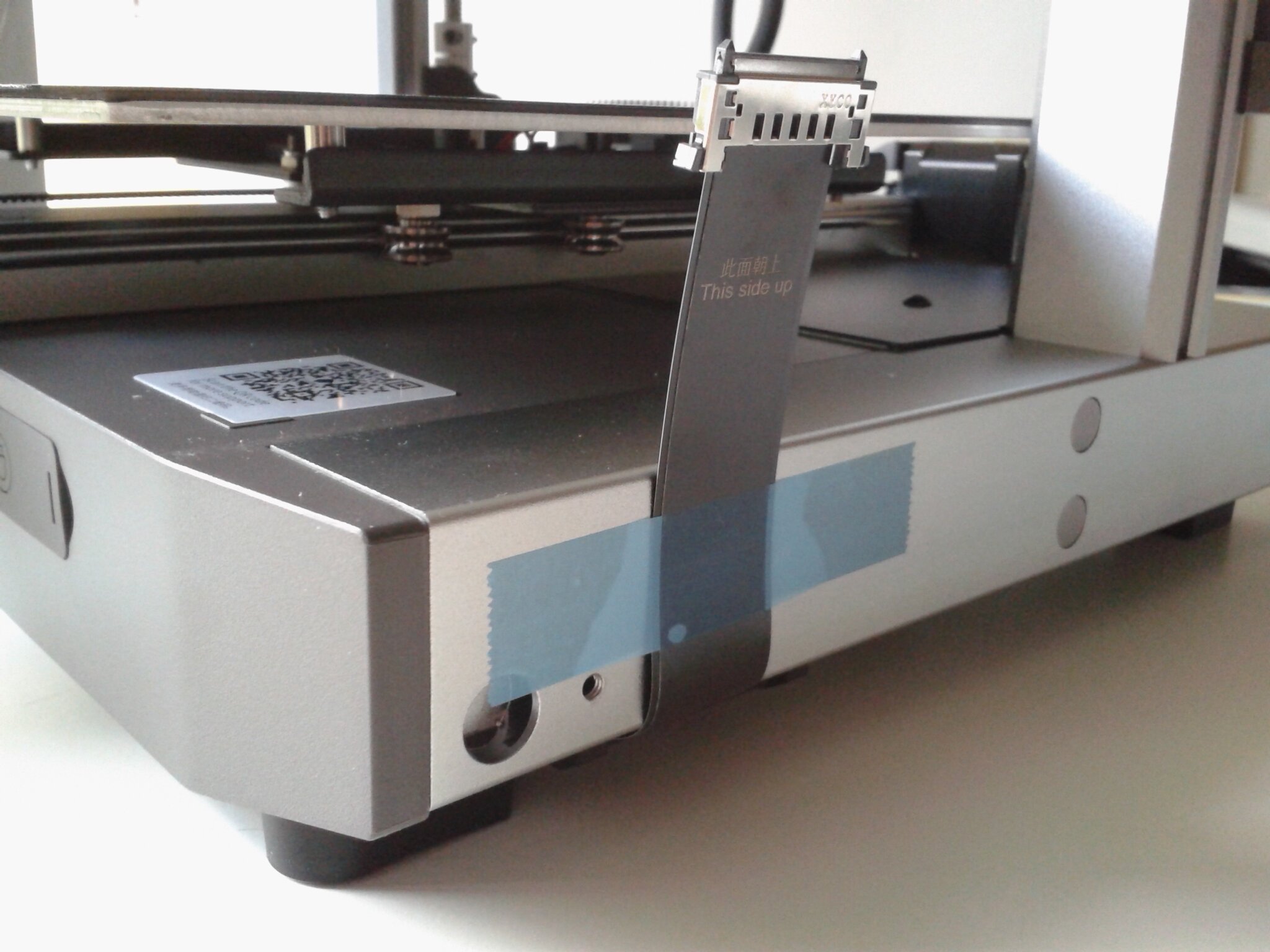
Il y a un système qui permet de couper le filament entre l’extrudeur et la partie chaude, par appui mécanique quand la tête d’impression est déplacée le plus à gauche sur l’axe X.



Le plus à droite de l’axe X, on trouve un système sur ressort et aimanté pour l’éjection des purges d’extrusion.

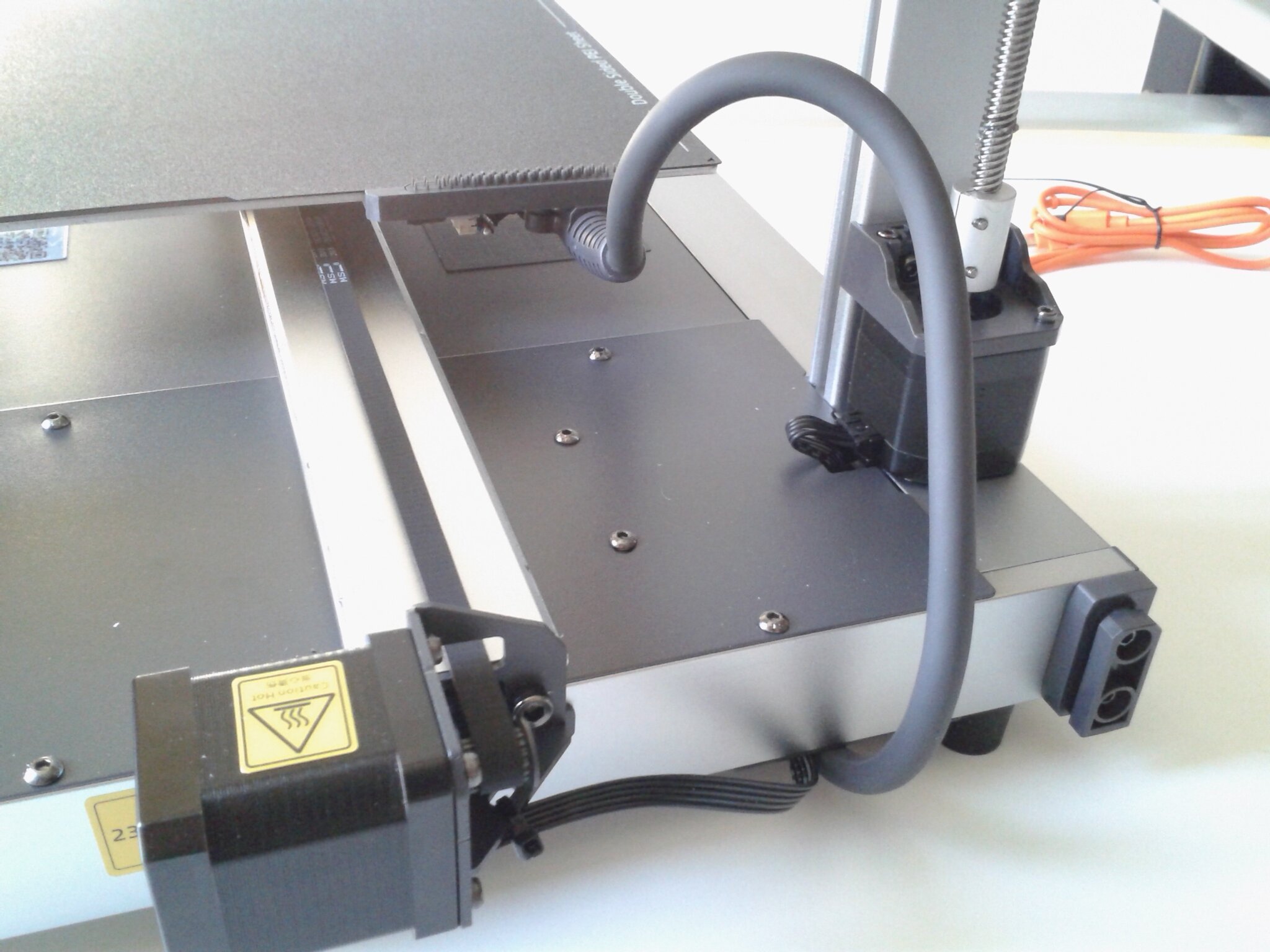
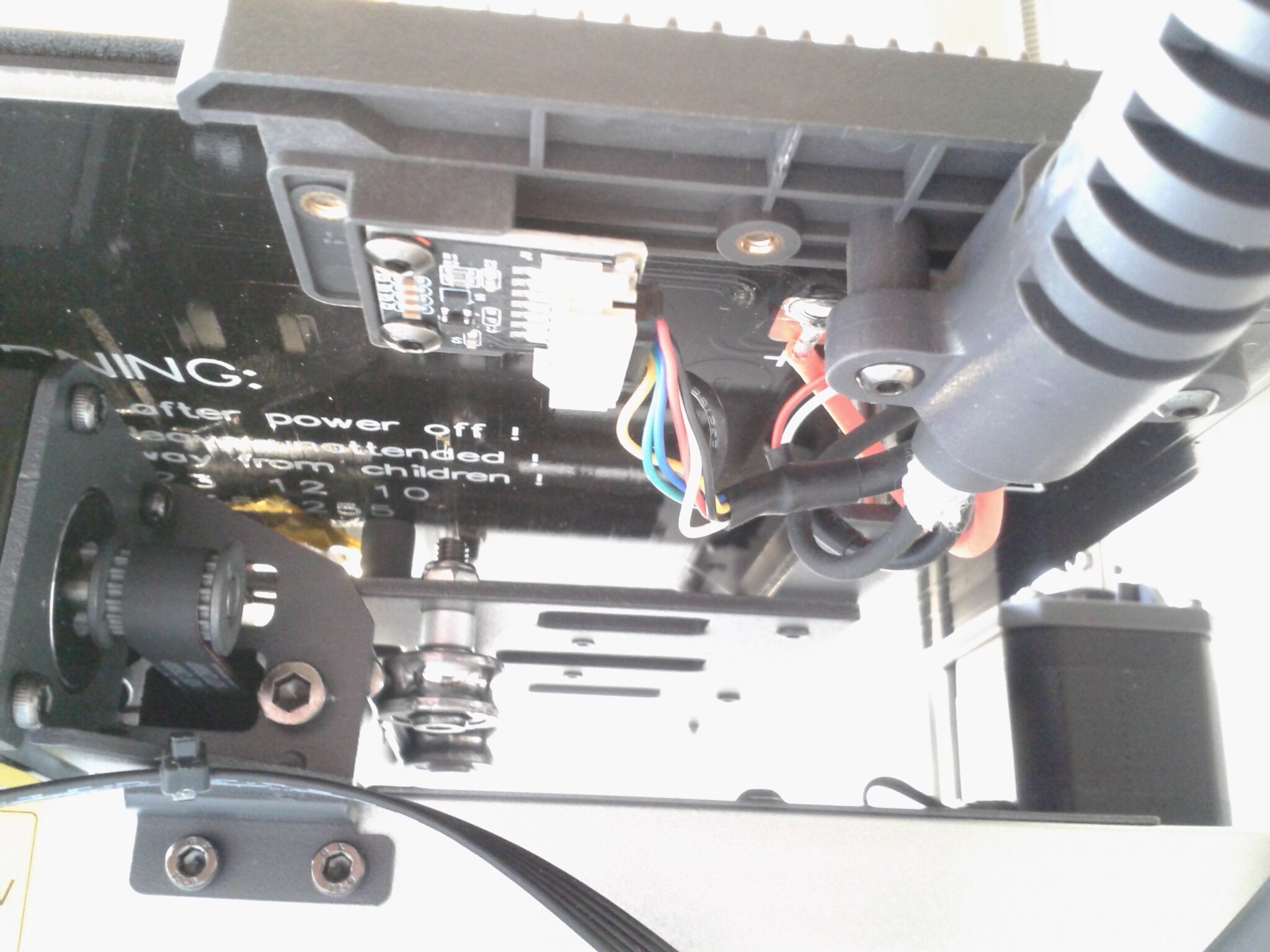
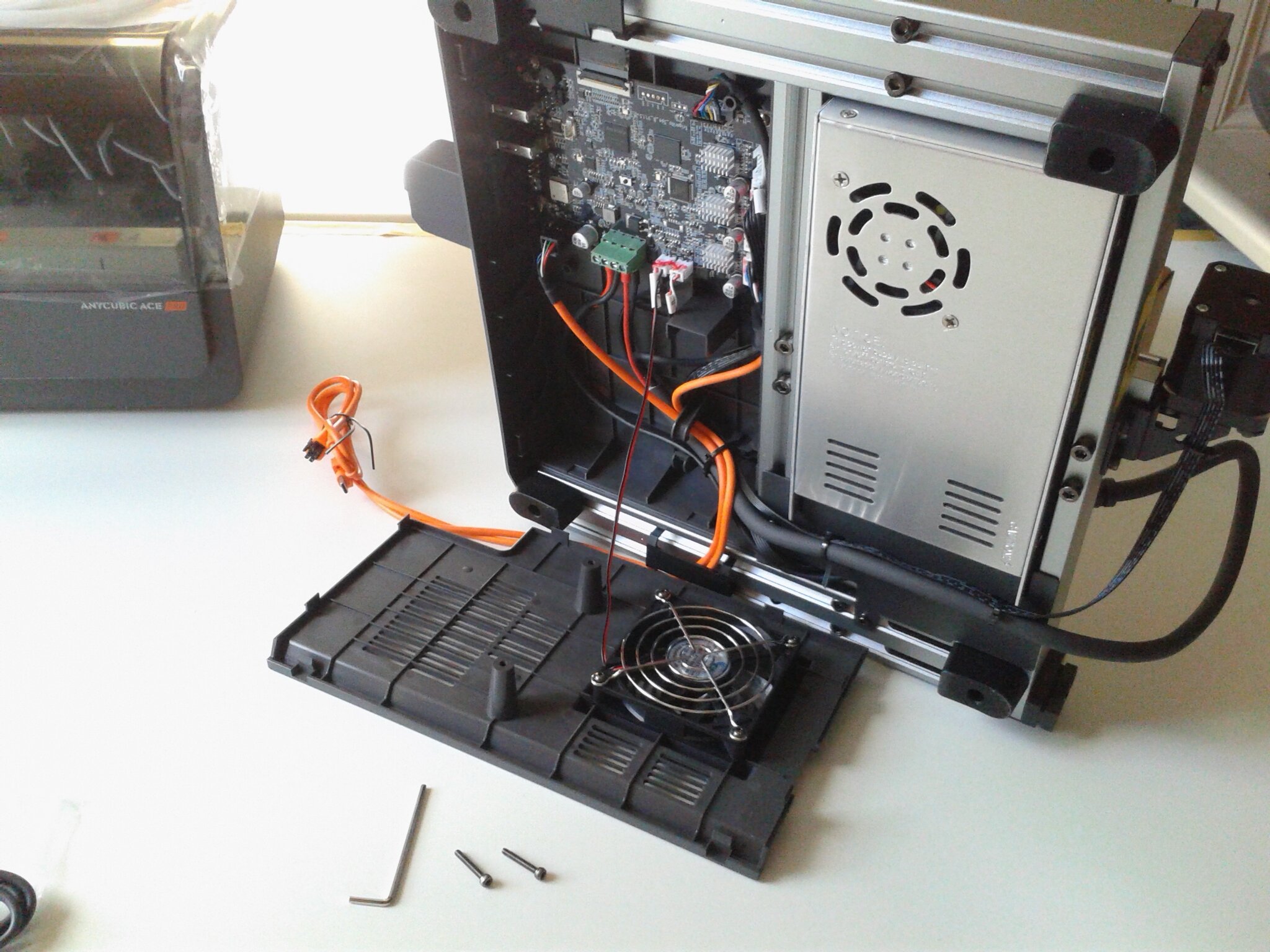
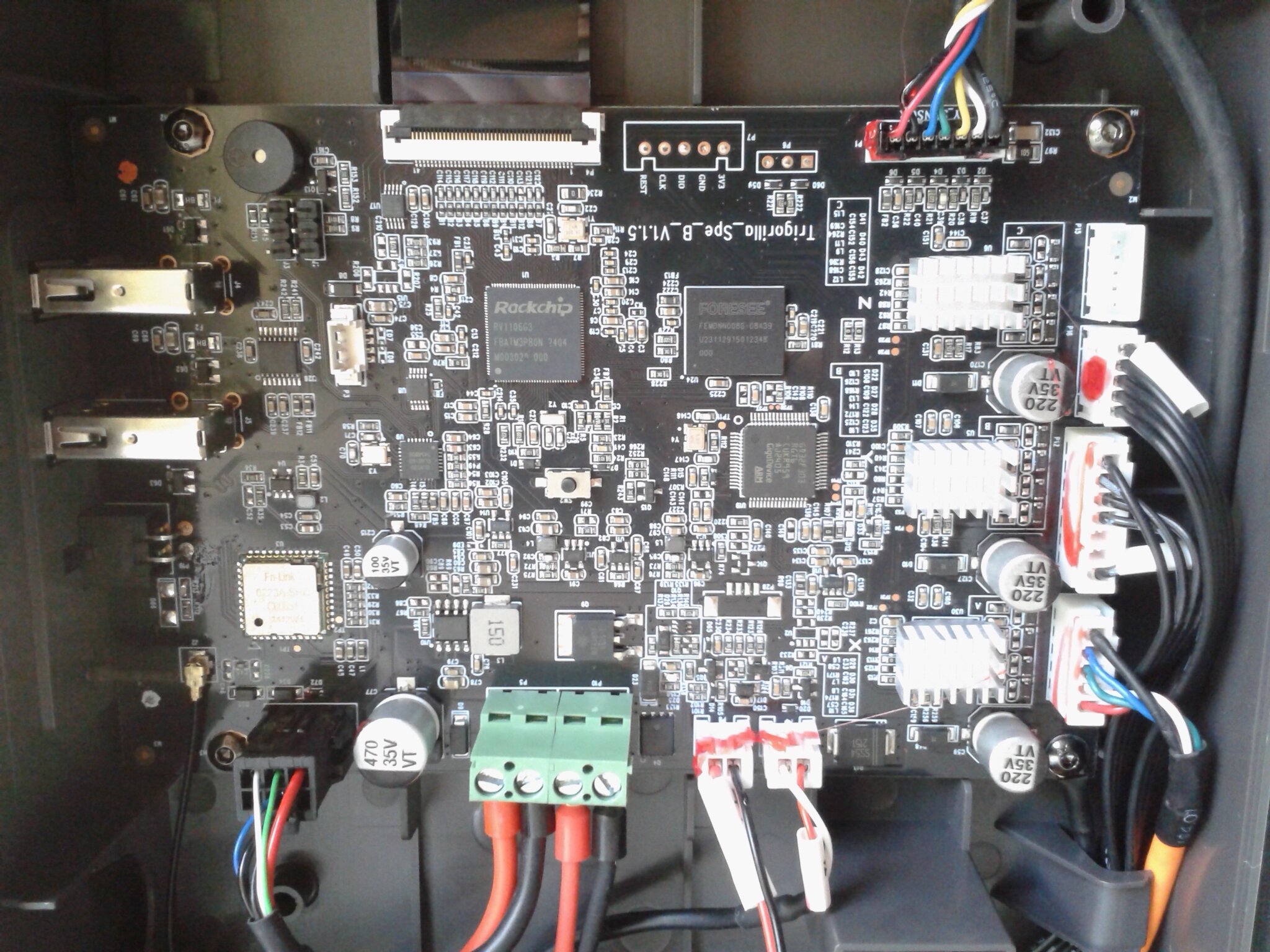
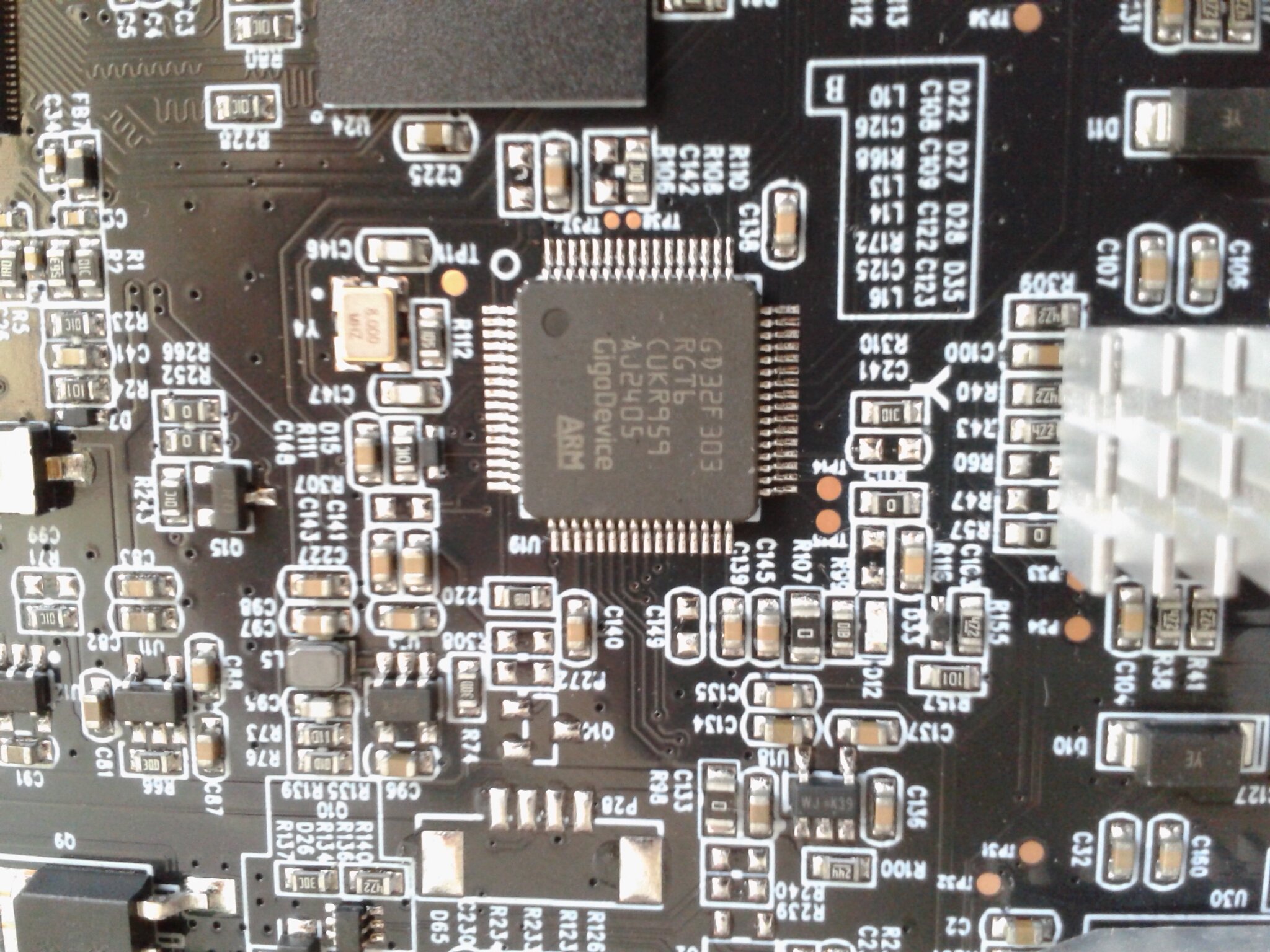
Sur la carte mère, on trouve des contrôleurs de moteur pas à pas TMC2209 configurés en “sensorless”. Pour les axes X et Y, il n’y a pas de capteur de fin de course mécanique ou optique, ce sont les contrôleurs de moteur pas à pas qui déterminent les butées physiques selon les forçages moteur détecté lors des déplacements.
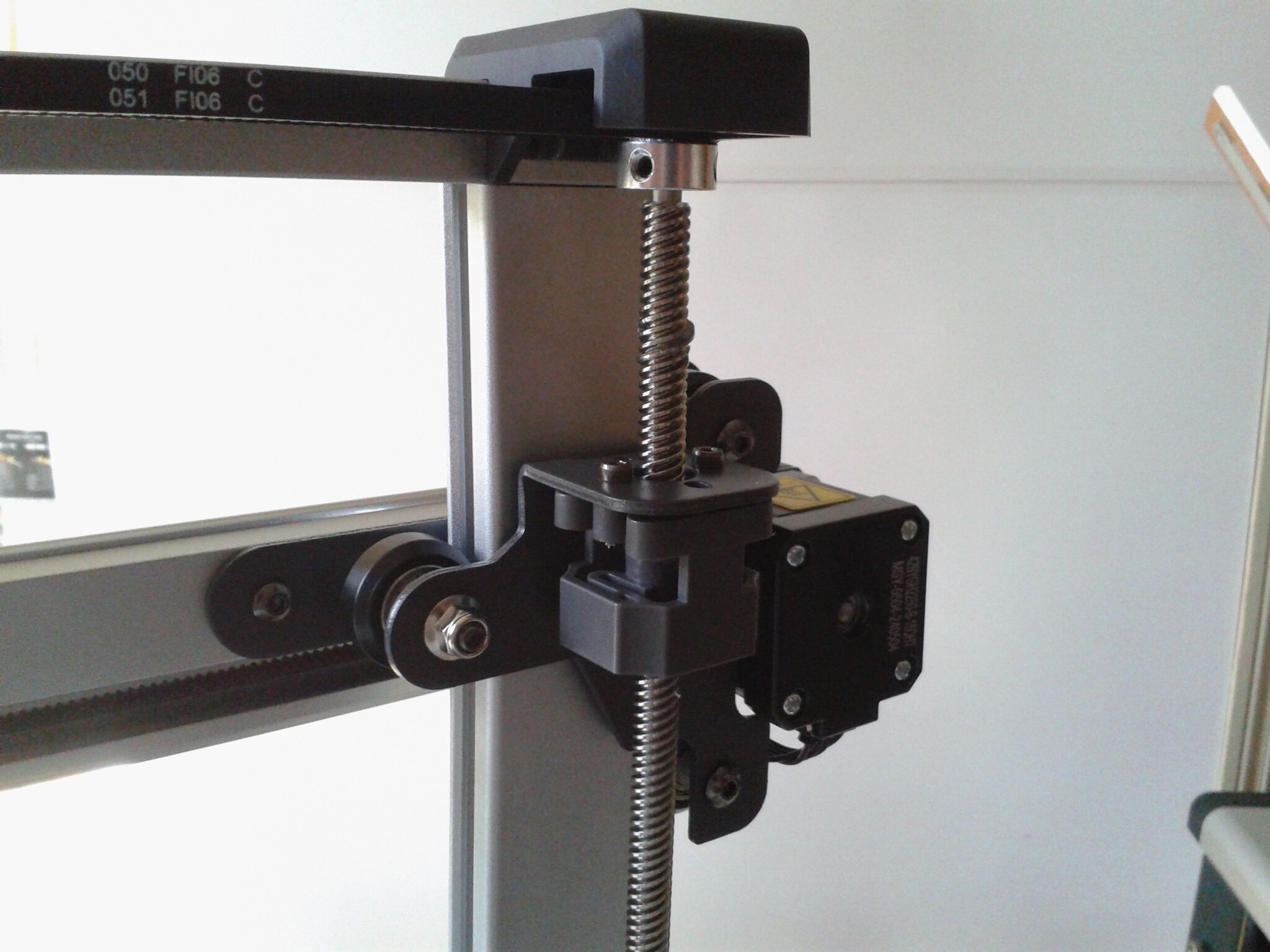
Comme sur la Kobra 2 Pro, on retrouve des moteurs guidés par des tiges lisses et roues métalliques en “U” qui déplacent les éléments sur les axes X et Y. Ces moteurs déplacent la tête d’impression et le plateau à des vitesses de 600 mm/s avec des accélérations de 20 000 mm/s² sur ses axes X et Y.
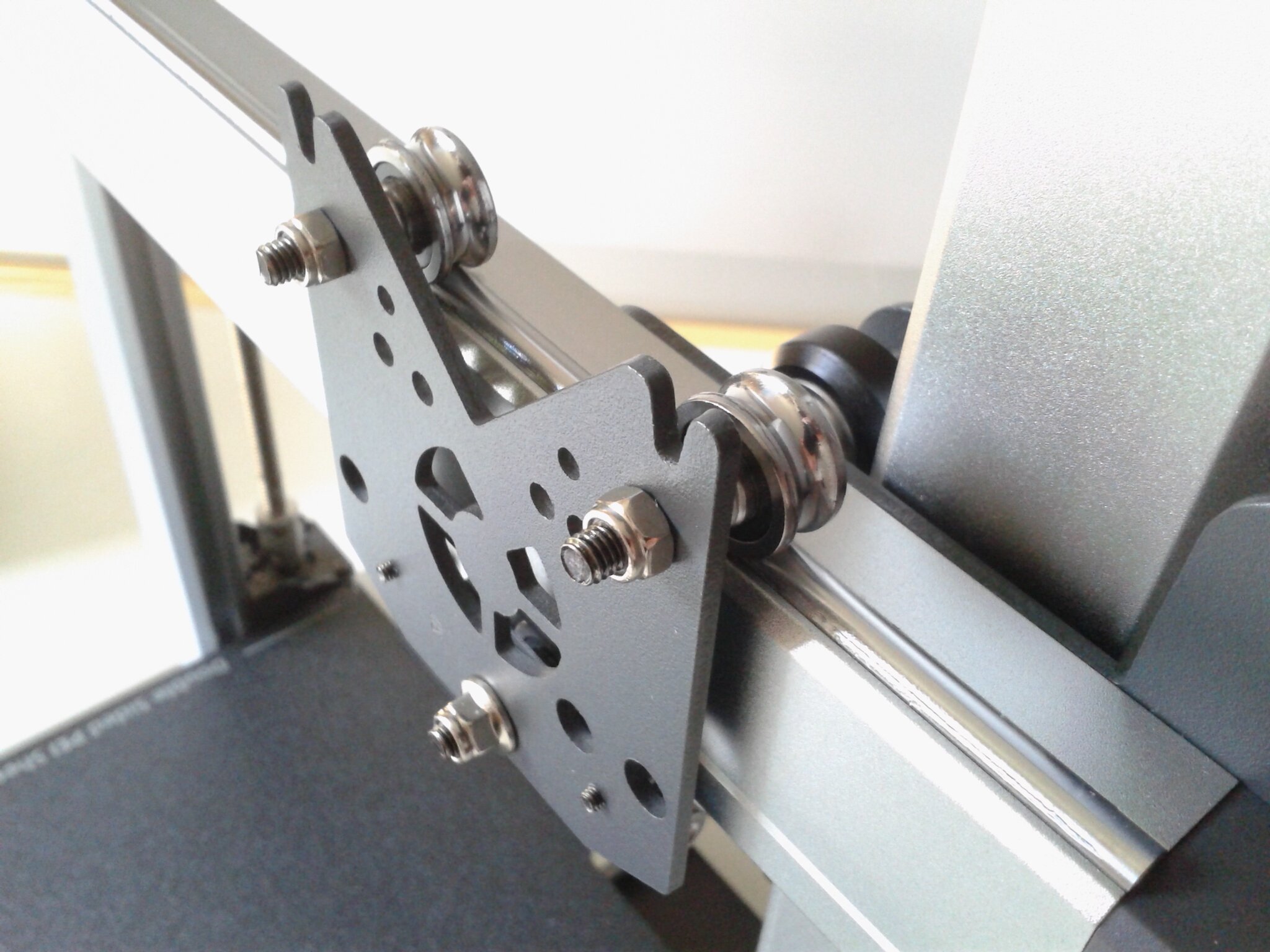
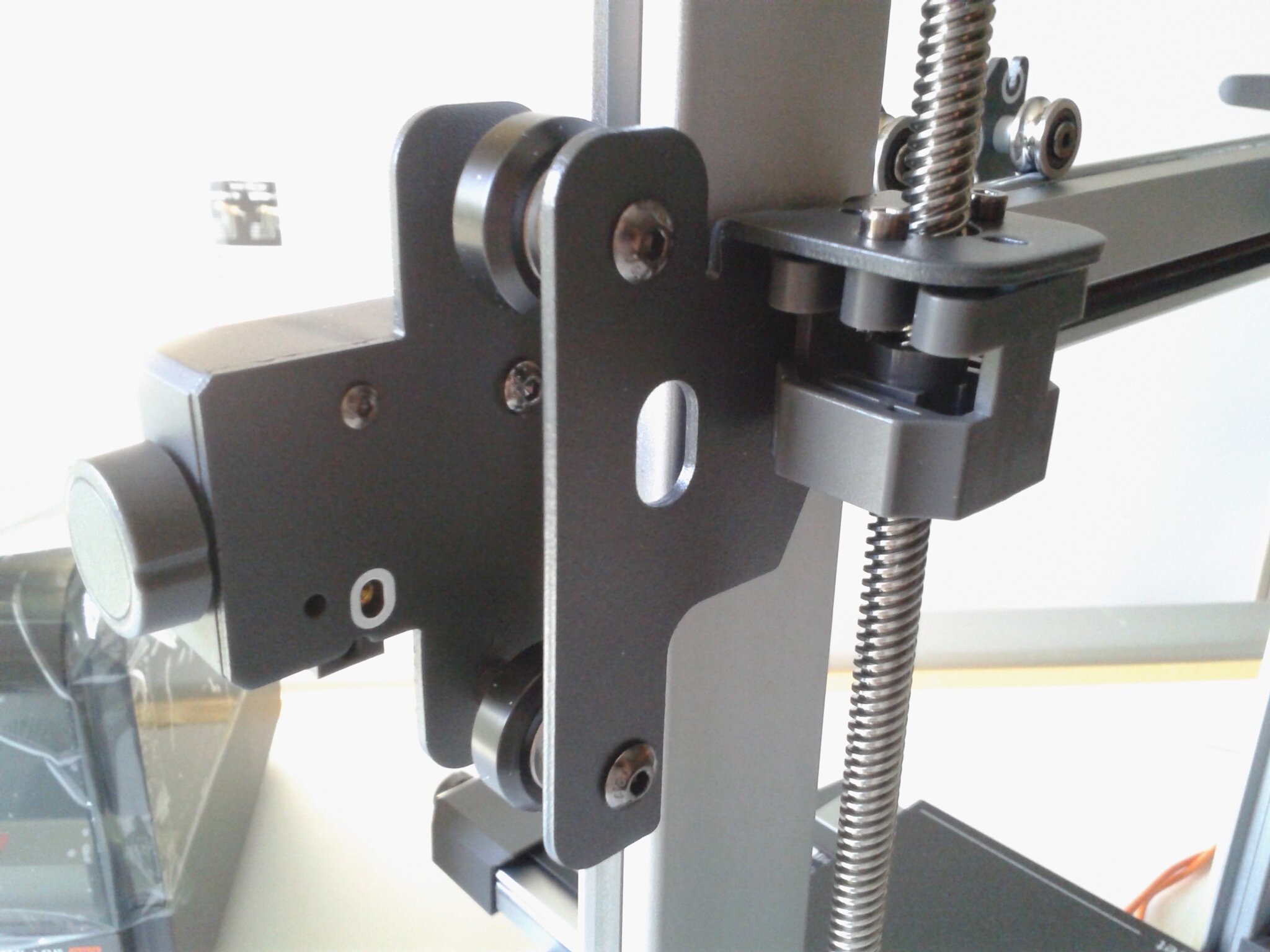
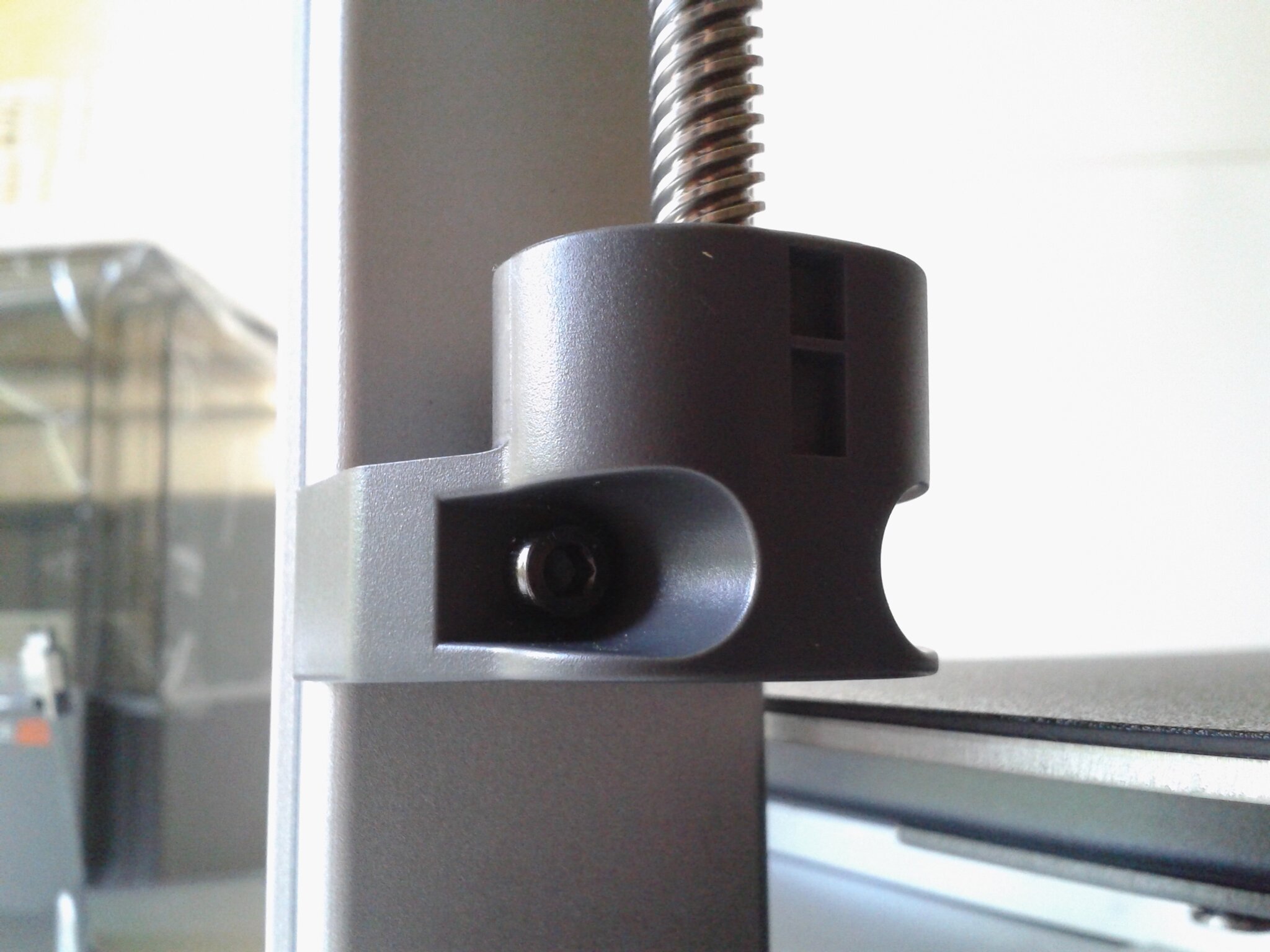
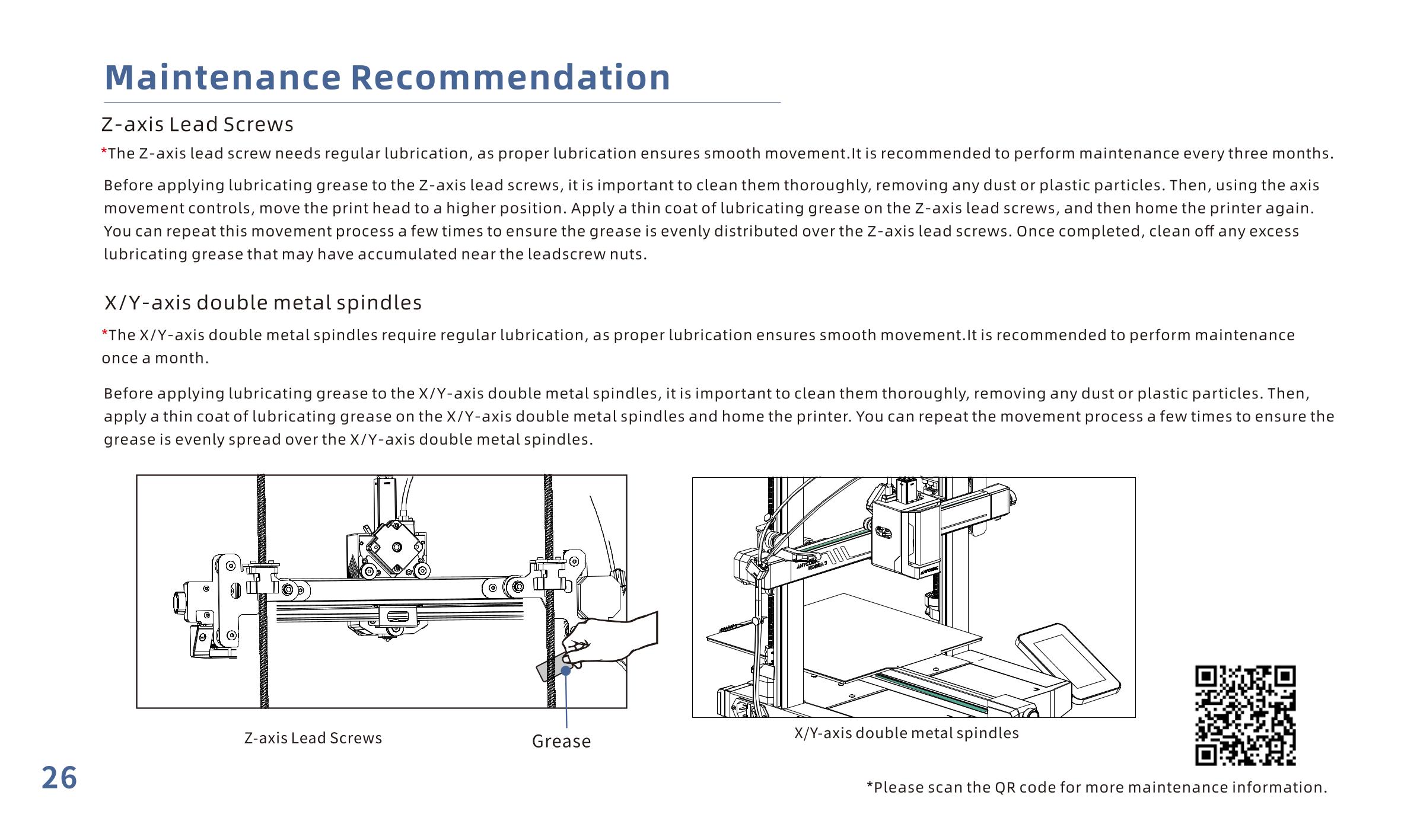
L’axe Z (là encore, comme sur la Kobra 2 Pro) utilise un seul moteur et deux tiges filetées synchronisées par une courroie fermée en haut du portique, ainsi que des galets pour “V-Slot”.
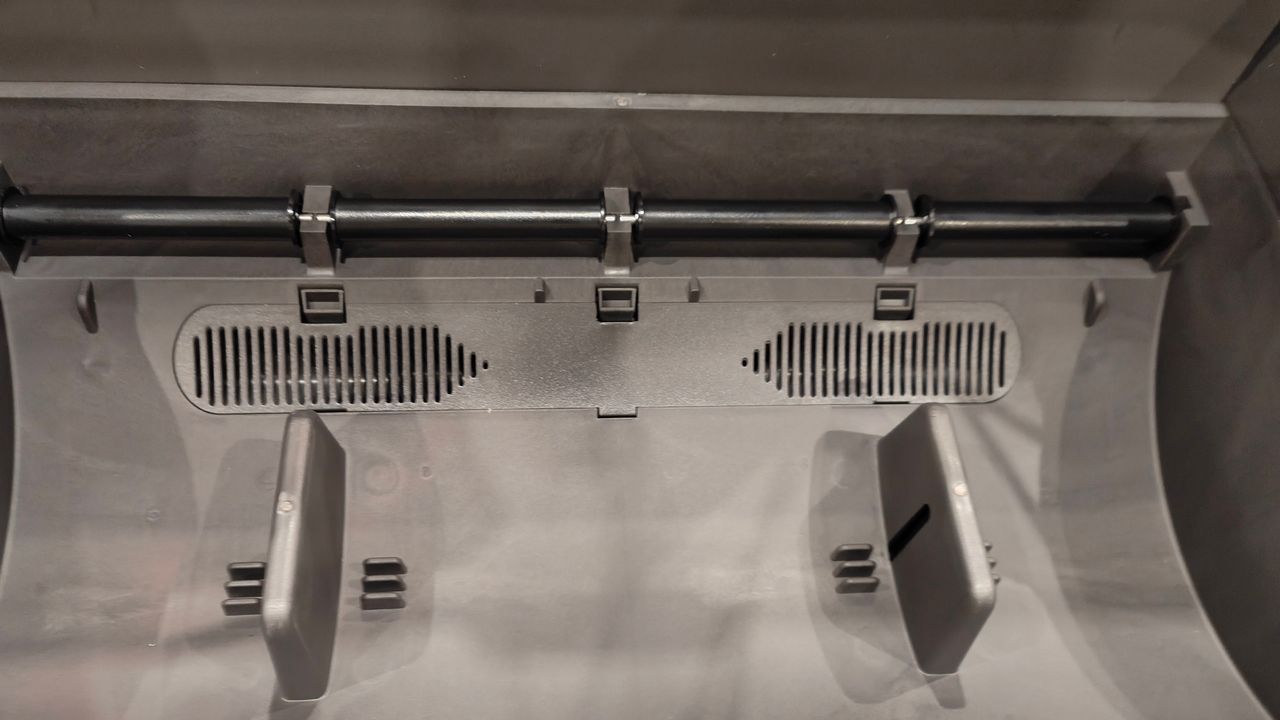
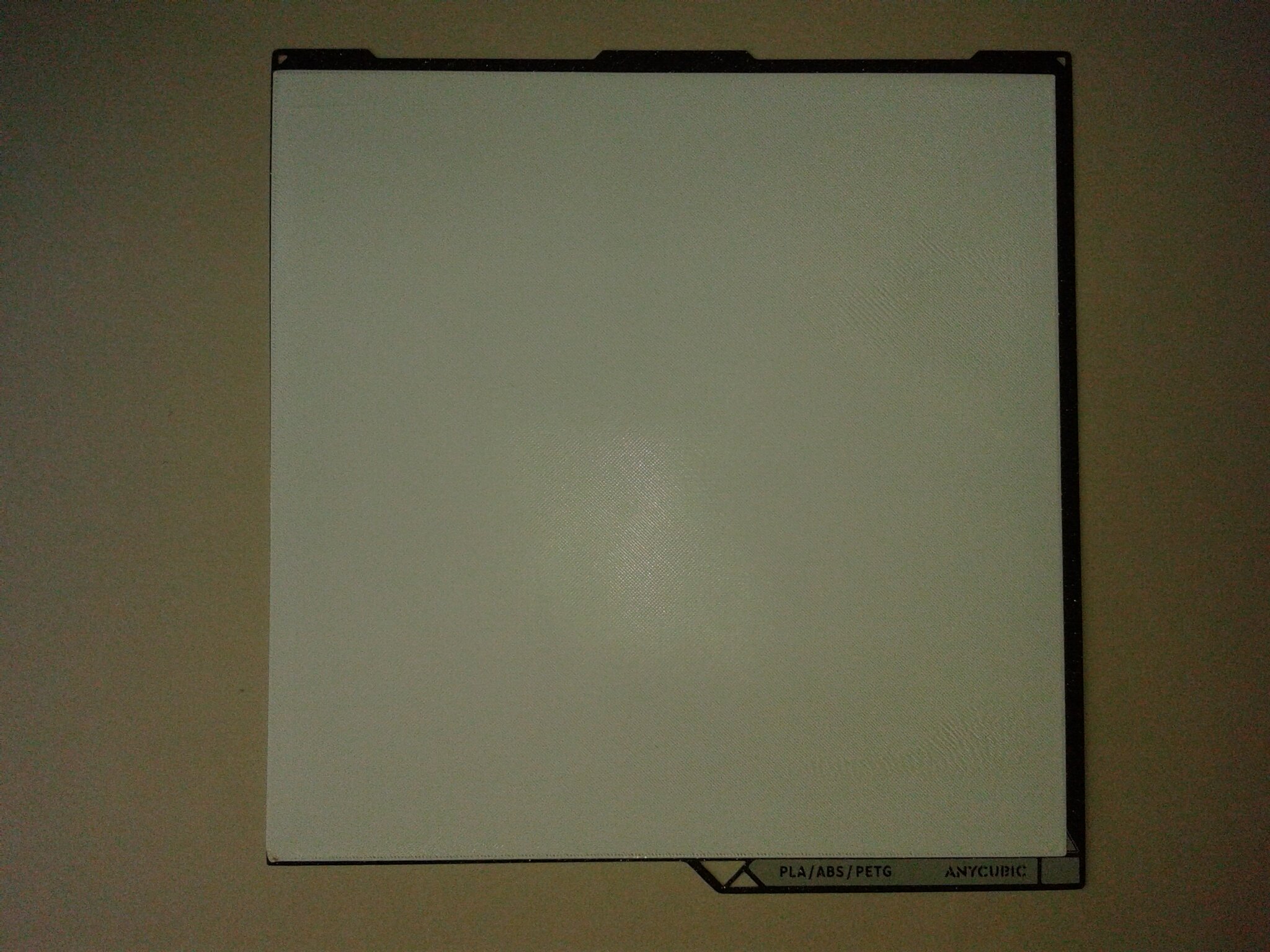
Surface d’impression avec une plaque flexible ayant un revêtement PEI texturé sur les deux faces, maintenue en place grâce à une base magnétique collé sur un plateau chauffant pouvant monter jusqu’à 110°C. Avec une bande en silicone de nettoyage du nez de la buse à l’arrière de la surface d’impression, ce qui oblige la plaque flexible d’avoir une forme adaptée.
| Technologie | FDM |
| Volume maximal d’impression | 250 x 250 x 260 mm (L x P x H) |
| Type de surface d’impression | Plaque flexible aimantable avec un revêtement PEI texturé sur les deux faces |
| Hauteur de couche | De 0.08 à 0.28 mm (recommandé pour la buse de 0.4 mm de diamètre fourni par défaut) |
| Précision de positionnement | 0.0125 mm pour l’axe X et Y 0.0025 mm pour l’axe Z |
| Nombre de têtes d’impression | 1 |
| Nombre d’extrudeurs | 1 |
| Type d’extrudeur | Direct Drive |
| Température maximale de la buse | 300°C |
| Température maximale du plateau | 110°C |
| Système d’exploitation / Firmware | “Kobra OS” (distribution Linux “Rockship” pour système embarqué, avec un Klipper modifié et actuellement verrouillé par Anycubic car il n’y a pas d’interface web Fluidd ni Mainsail et le fichier de configuration printer.cfg n’est pas accessible) |
| Mémoire interne | eMMC de 8 GB (soudée en surface de la carte mère, ~5.3 GB de disponible pour les fichiers d’impression) |
| Vitesse maximale d’impression | 600 mm/s |
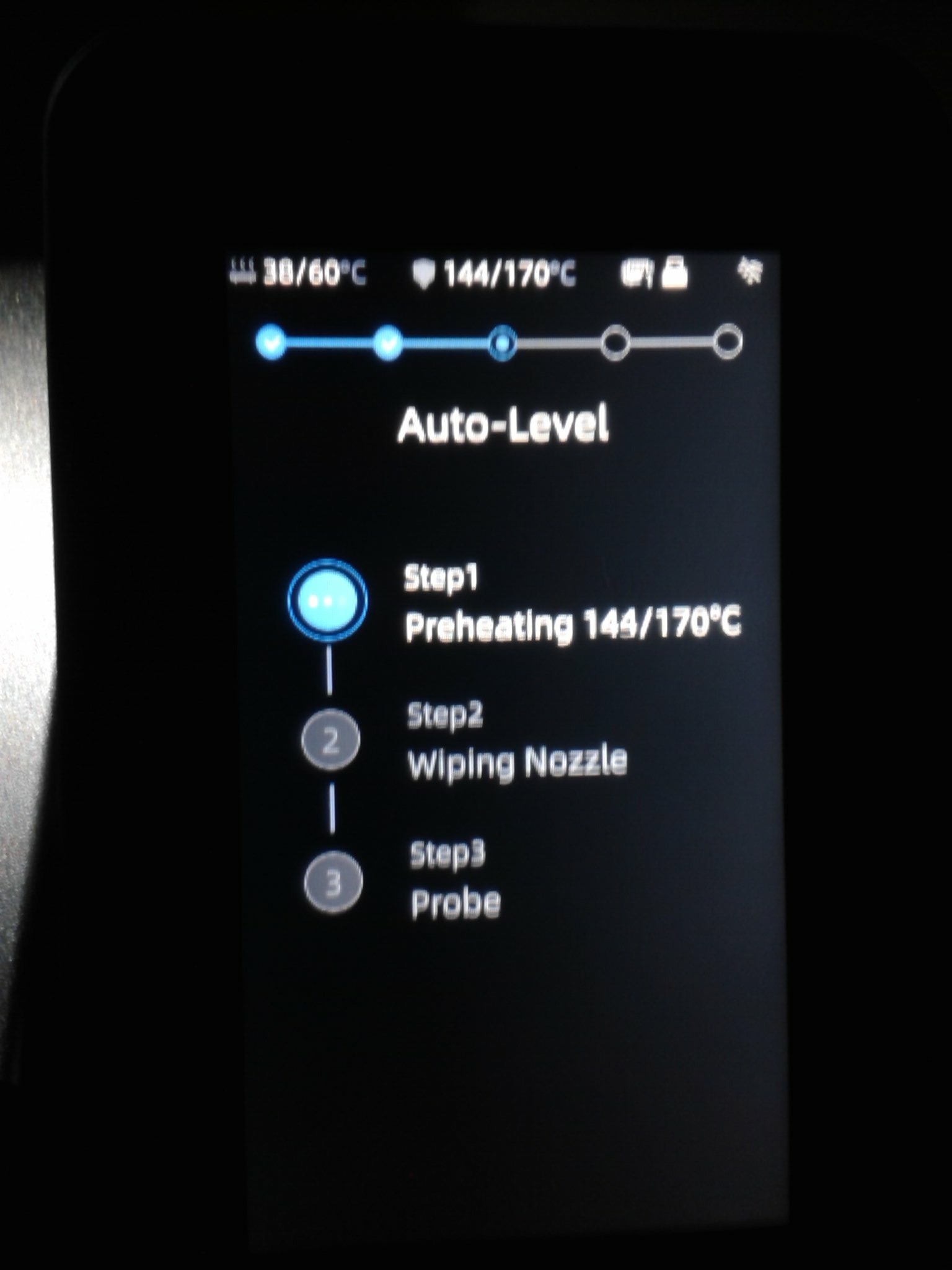
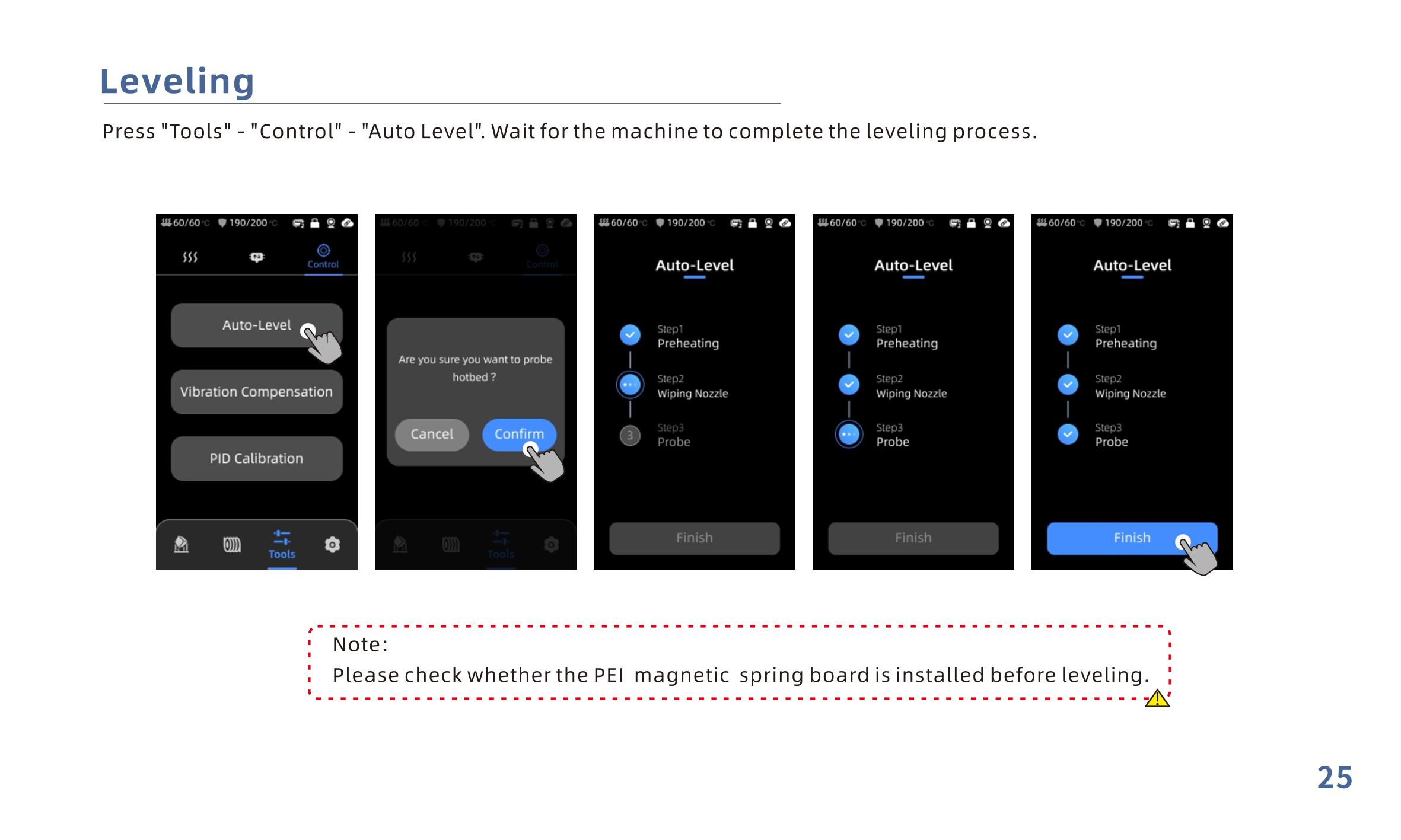
| Nivellement du plateau | Capteur de pression (jauge de contrainte) dans la tête d’impression, pour une détermination automatique du Z-Offset, leveling en 25 points de mesure par contact du nez de la buse avec le plateau |
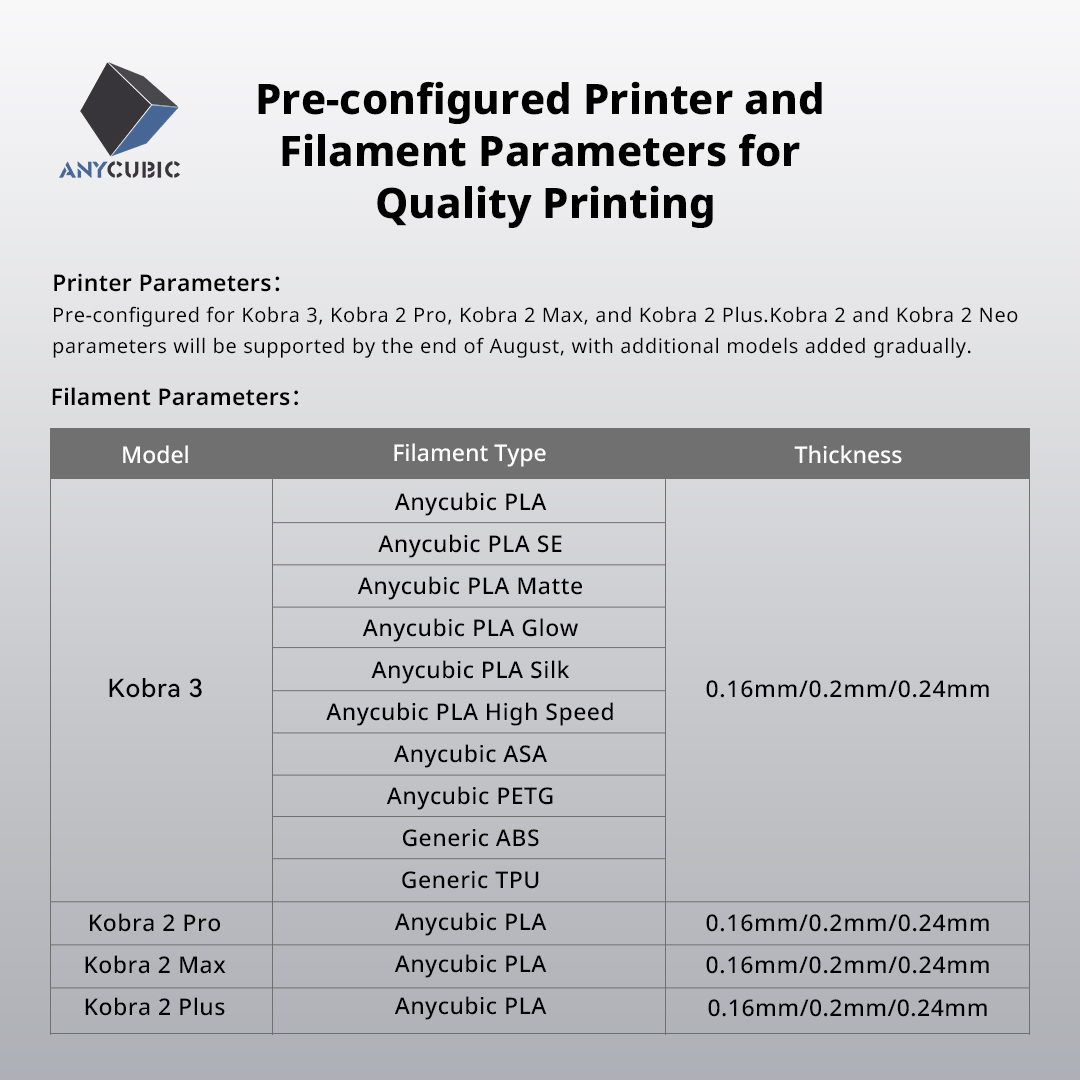
| Filaments compatibles | PLA, PETG et TPU (TPU incompatible avec l’ACE Pro) |
| Connectivité | USB-A x2 (pour une caméra et une clé USB), Wi-Fi (via le Cloud Anycubic, le mode de contrôle par réseau local devrait arriver avant fin 2024) |
| Écran de contrôle | Couleur tactile 4.3″ (272×480 pixels) |
| Dimensions Kobra 3 | 45.29 x 50.47 x 48.3 cm (L x P x H) |
| Poids Kobra 3 | ~9.2 kg |
| Impression multi couleurs | Oui, jusqu’à 4 couleurs si ACE Pro connecté (maximum de 8 couleurs si un second ACE Pro est connecté mais nécessite un “HubPro” pour connecter les 8 sorties filaments des deux ACE Pro à la tête d’impression, HubPro qui n’est pas encore disponible, mais qui le sera normalement avant fin 2024) |
| Dimensions ACE Pro | 36.59 x 28.28 x 23.45 cm (L x P x H) |
| Poids ACE Pro | ~4.6 kg |
| Puissance Kobra 3 | 400W |
| Concurrence | A mi-chemin entre la Bambu Lab A1 Combo et son AMS lite et la P1P avec AMS |
L’unité “ACE Pro” (Anycubic Color Engine Pro)
Présentation du ACE Pro
Grâce à son unité “ACE Pro”, la “Anycubic Kobra 3 Combo” permet des impressions multi couleurs, jusqu’à quatre couleurs, de manière automatisée.





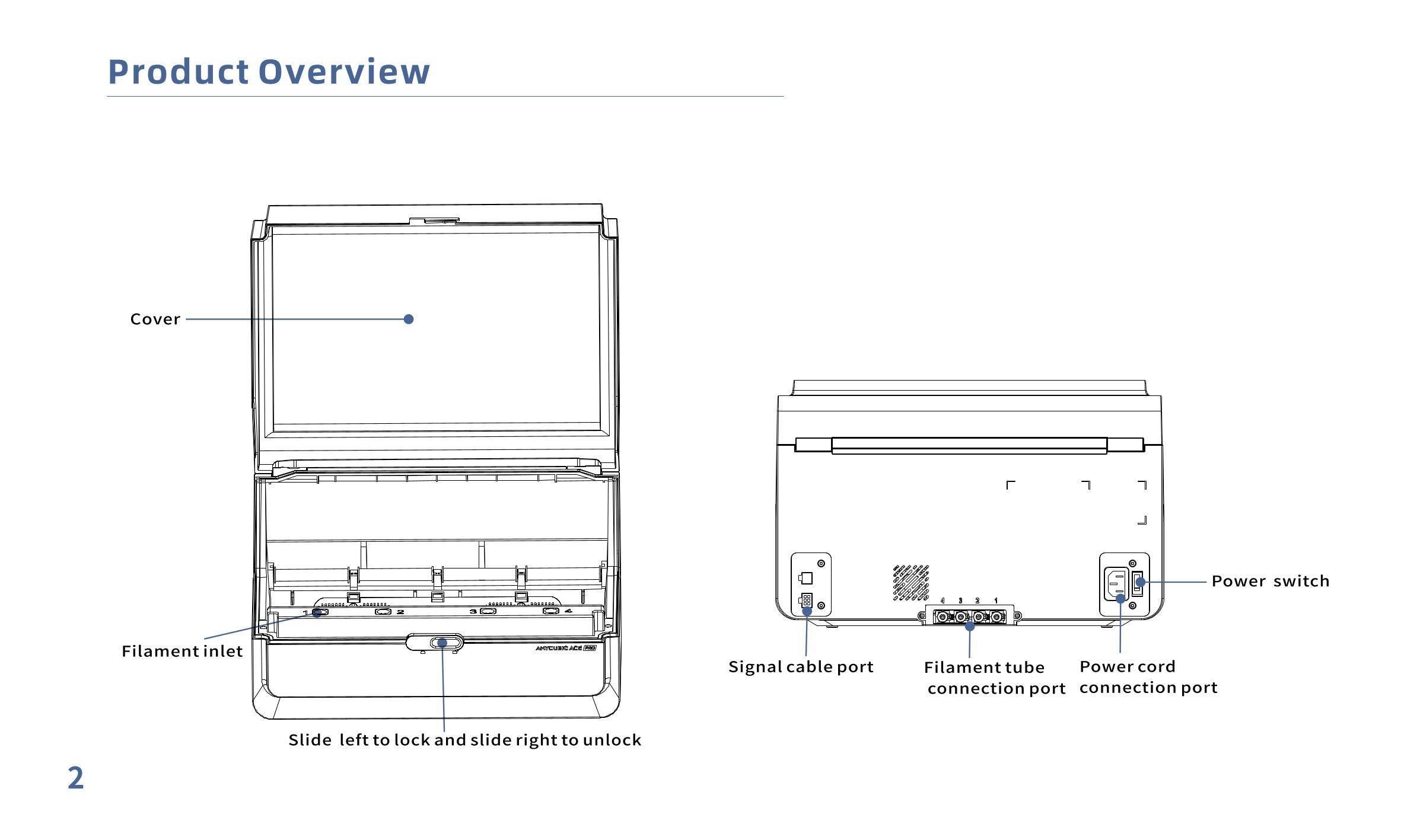
Le “ACE Pro” est une sorte de boitier pouvant contenir quatre bobines de filament de 1 kg et qui, quand il est connecté à la “Kobra 3”, permet d’automatiser les changements de filament lors de l’impression, car il gère la sélection de la bobine, l’envoi et le retrait des filaments au “Hub” qui est connecté à la tête d’impression.



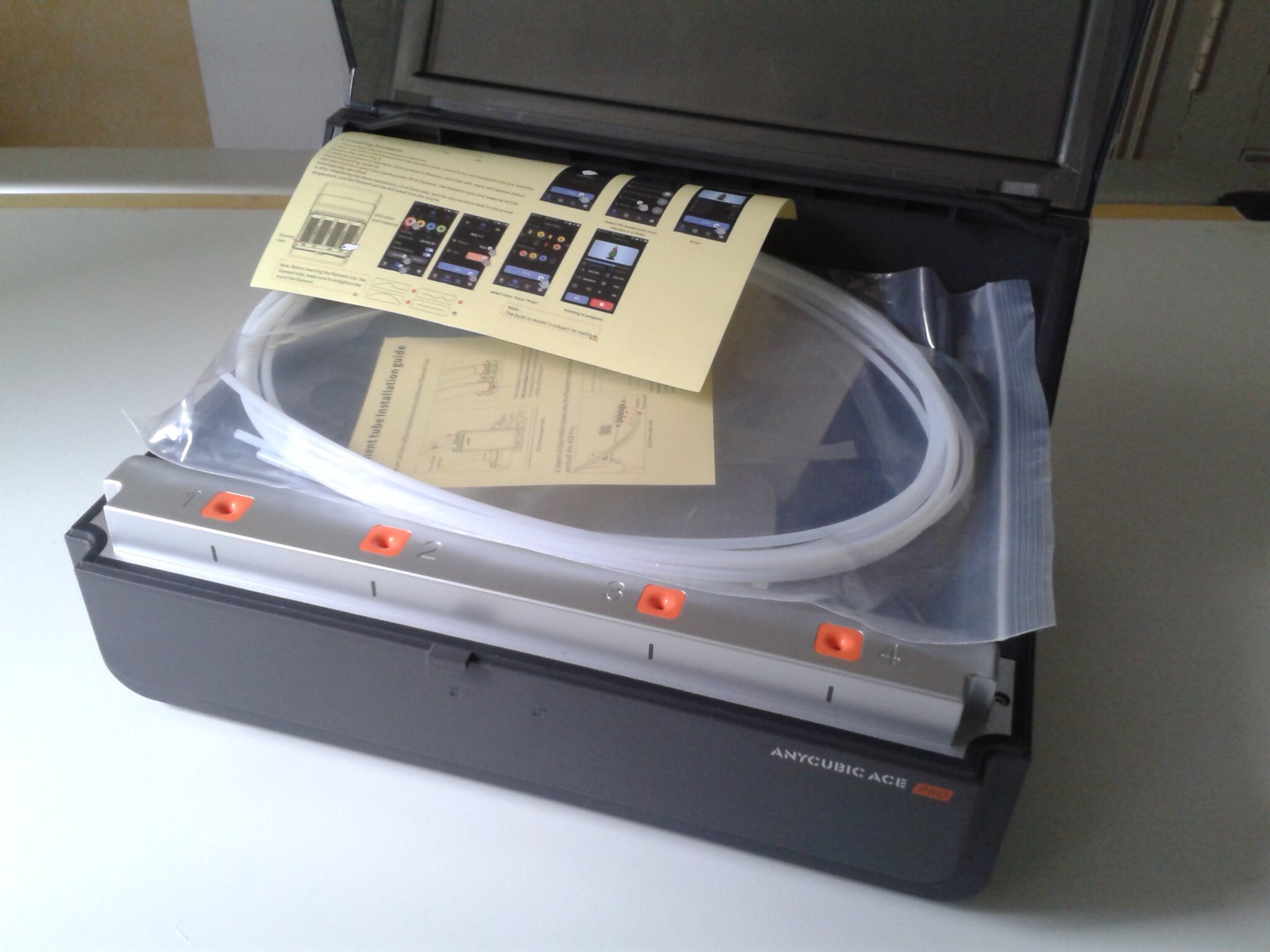



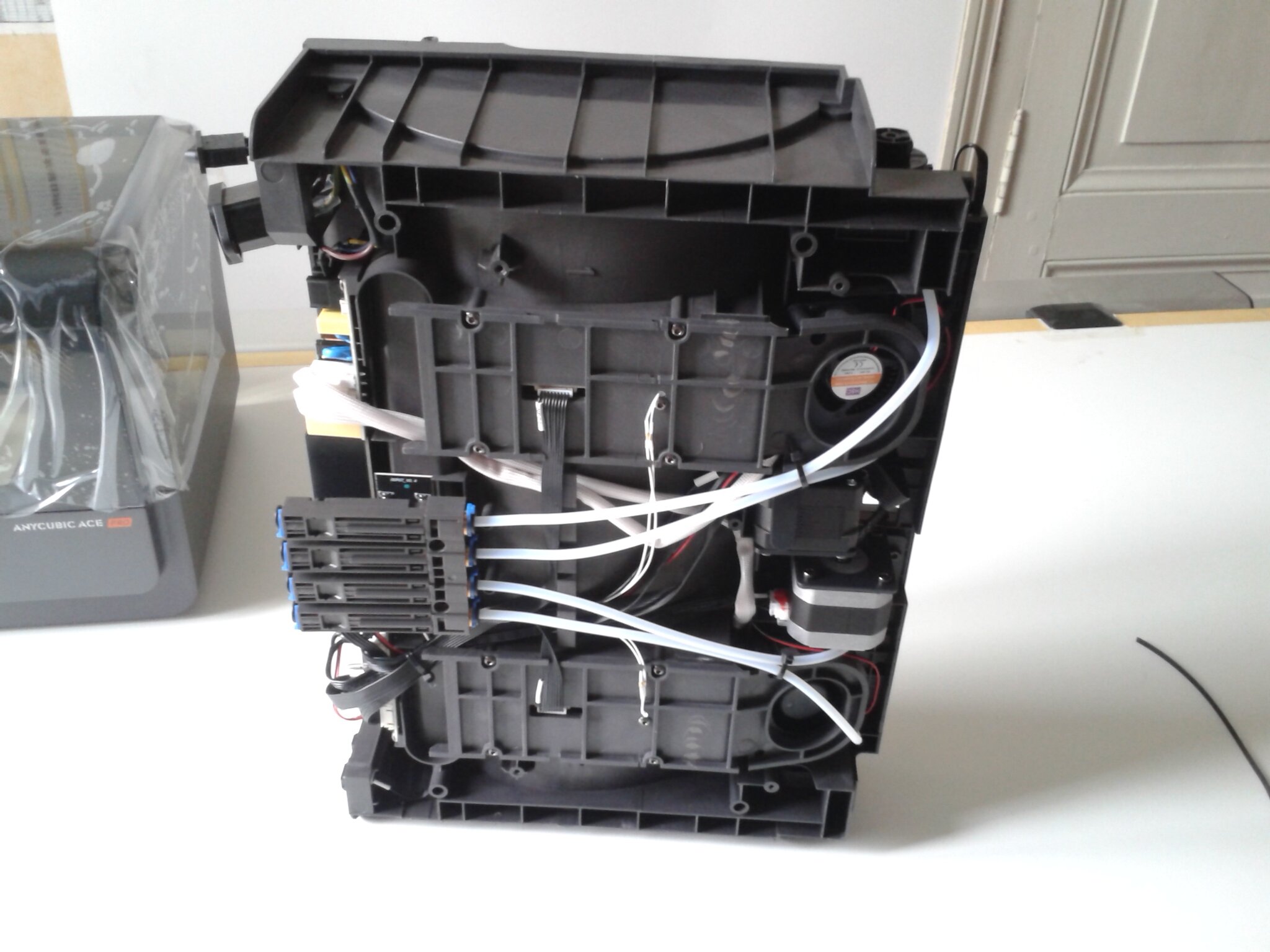
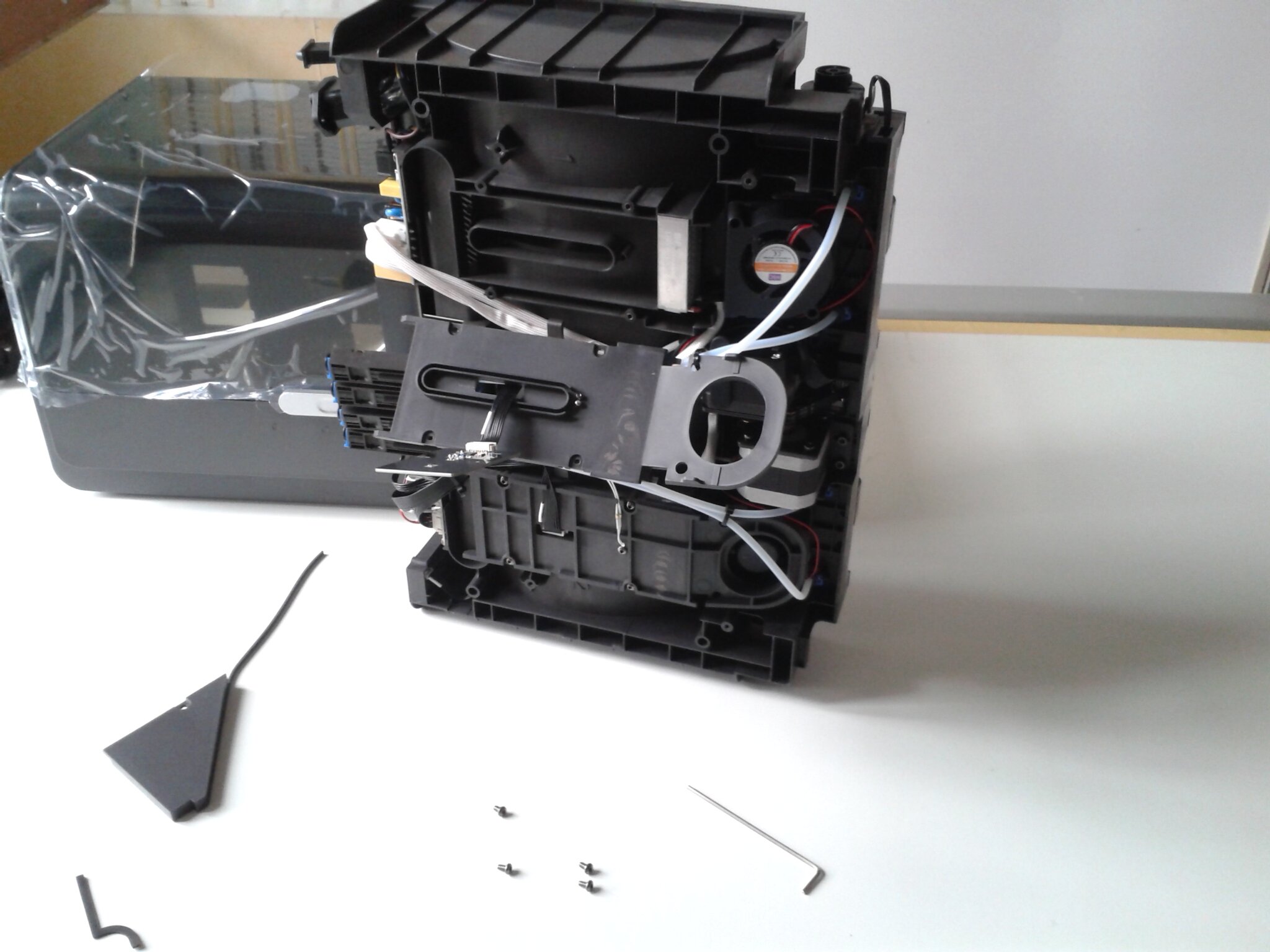

Pour voir plus de photos du déballage, démontage et de quelques composantes d’un ACE Pro commandé seul, voir le commentaire suivant sur le forum.
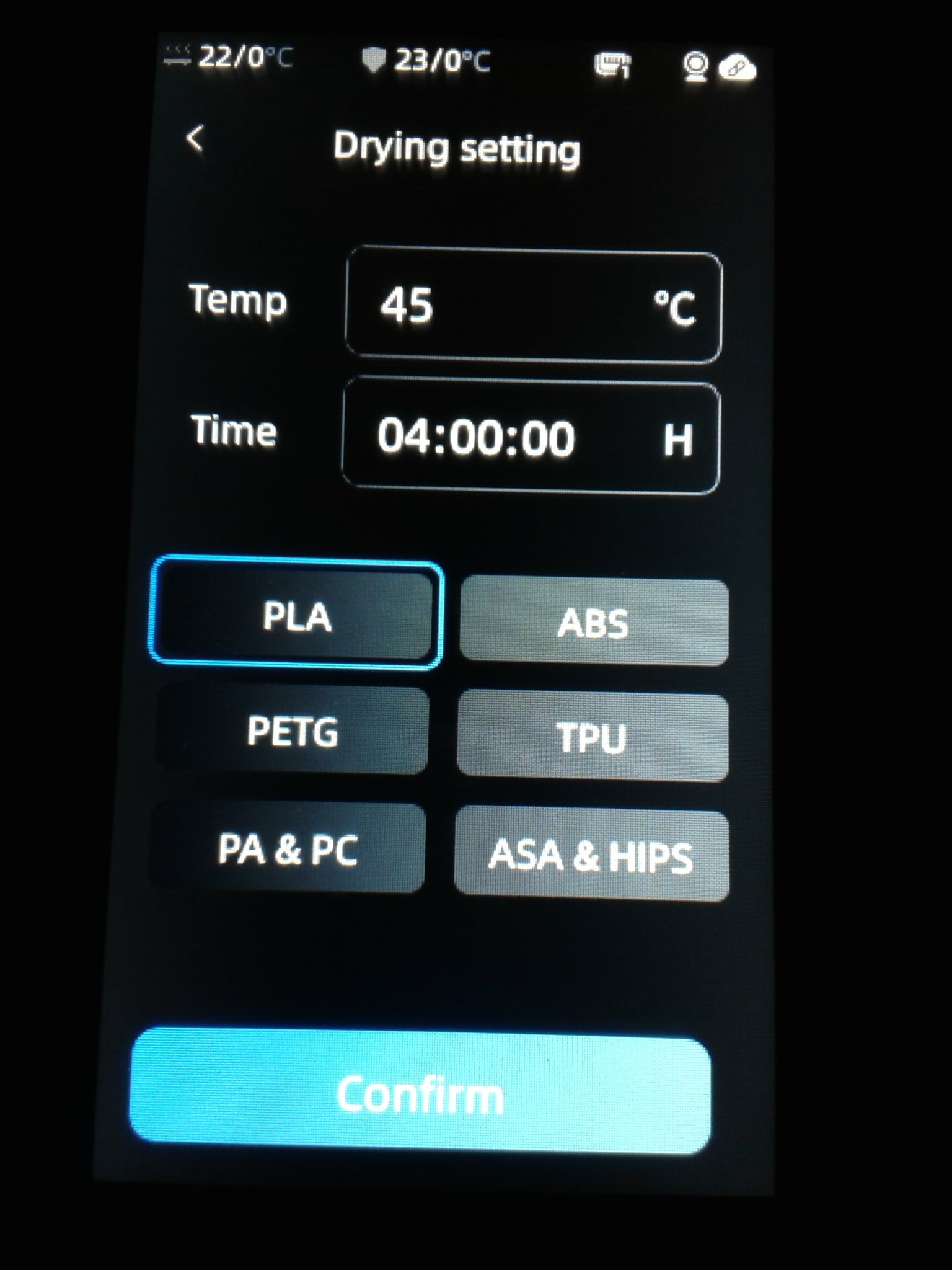
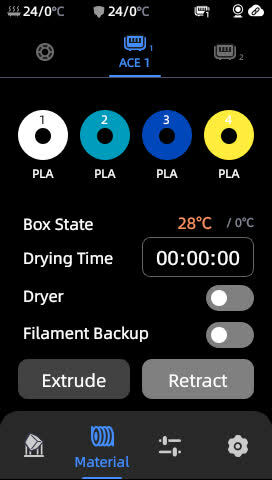
Fonction Dryer du ACE Pro
L’ACE Pro dispose d’une fonction chauffage (“Dryer” activable seulement quand il est connecté à la Kobra 3) pour sécher les bobines de filaments qu’il contient.
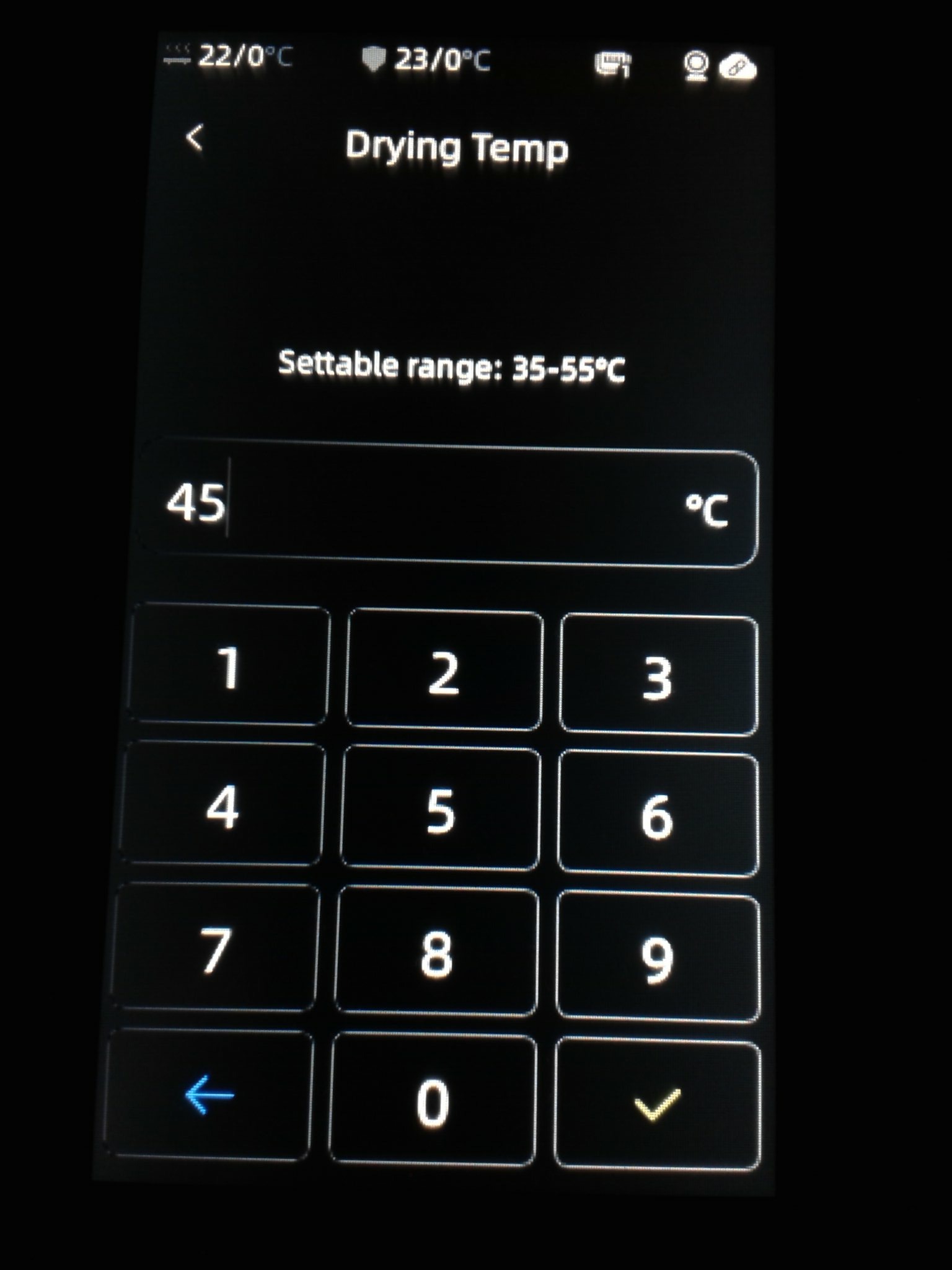
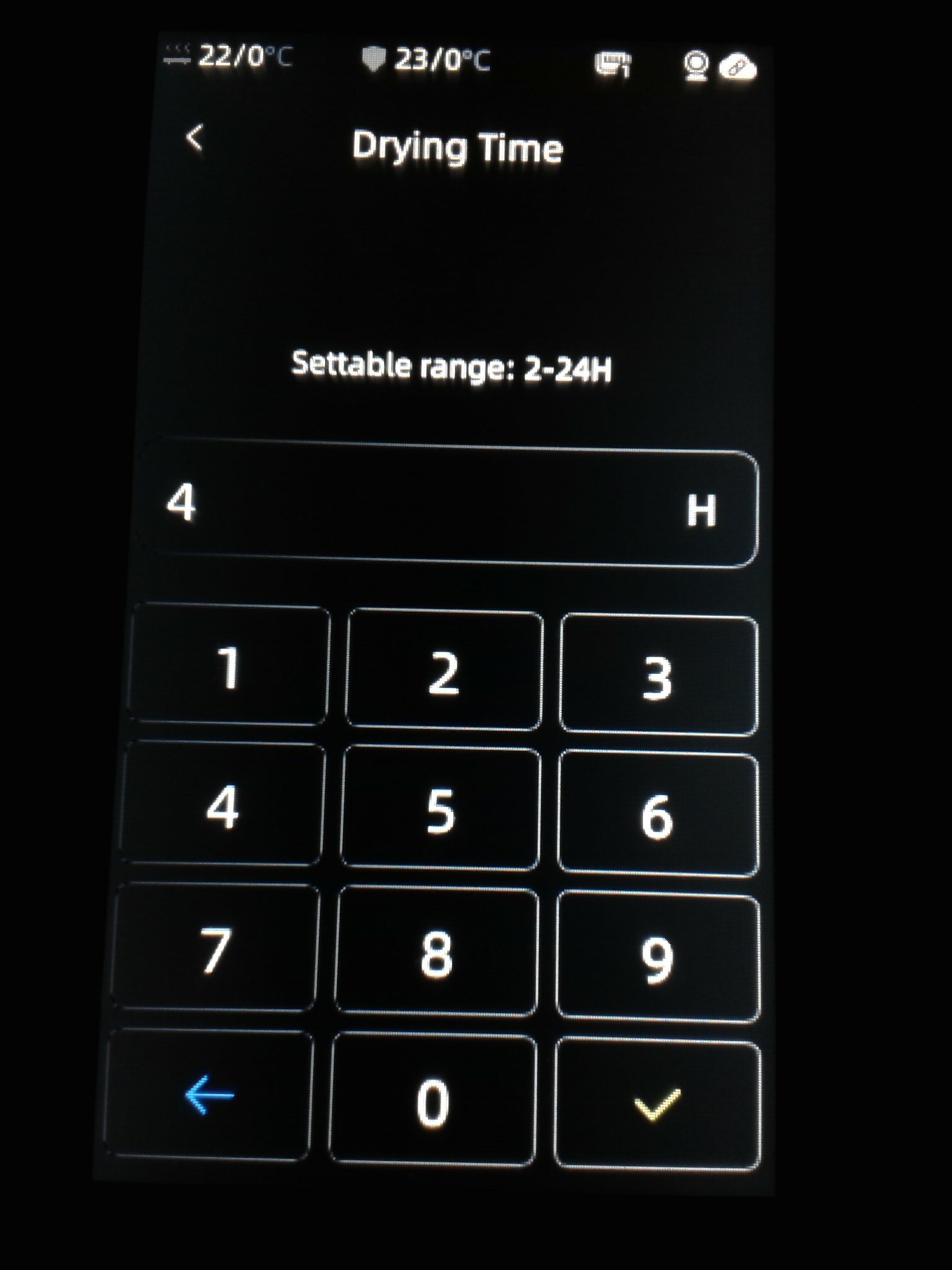
Il dispose de capteurs pour réguler la température de consigne de l’enceinte (consultable et modifiable via l’imprimante ou “workbench” avec le trancheur Anycubic Slicer) mais il n’a pas de capteur du taux d’humidité interne.
Température maximale du chauffage d’un ACE Pro : 55°C et durée programmable pour 24 heures au maximum. Avec comme “preset” :
- PLA : 45°C sur 4h,
- ABS : 55°C sur 12h,
- PETG : 50°C sur 4h,
- TPU : 55°C sur 4h,
- PA & PC : 45°C sur 12h,
- ASA & HIPS : 55°C sur 8h


Quand la fonction chauffage est activée, l’ACE Pro est relativement bruyant du fait des ventilateurs pour faire circuler l’air dans son enceinte.
Reconnaissance des filaments par RFID
Le boitier ACE Pro dispose de capteurs RFID (plus exactement NFC) qui identifie automatiquement le type de matériau et la couleur des bobines disposant des puces RFID Anycubic (pour l’instant, il semble que seules les bobines de filament PLA couleur Pantone Anycubic soient munies de ces puce RFID).
Les bobines sans puce RFID ou ayant une puce RFID non compatible, sont bien sûr utilisables mais il vous faudra, lors de leur insertion dans l’ACE Pro, passer par l’écran de contrôle de la Kobra 3 ou le “Workbench” d’Anycubic Slicer pour y spécifier leur type de matériau et sa couleur. C’est le même principe que chez Bambu Lab.

Jusqu’à huit couleurs avec deux ACE Pro
Anycubic annonce qu’il devrait être possible de connecter un maximum de deux unités “ACE Pro” à une “Kobra 3” pour permettre de gérer jusqu’à 8 couleurs, mais il faudra ajouter un “Hub Pro” qui sera normalement disponible d’ici fin 2024 pour connecter les 8 sorties de filaments cumulées des deux ACE Pro, jusqu’à la tête d’impression de la Kobra 3.
Comme le “Hub Pro” (pour connecter deux “ACE Pro” à une même imprimante) n’est pas encore disponible, certains utilisateurs ont décidé de faire leur propre équivalent imprimable (voir par exemple ici. Mais le bon verrouillage des tubes PTFE semble délicat, surtout si l’on veut éviter d’alourdir la tête d’impression en ajoutant des connecteurs pneu-fit qui sont non imprimables).
Enfin, on s’attend à ce que la Anycubic Kobra 3 Combo soit prochainement complétée par une Anycubic Kobra 3 Pro Combo, Anycubic Kobra 3 Max Combo, toujours compatibles avec un ou deux ACE Pro.
Le boitier Anycubic ACE Pro sur le comparateurDéballage (unboxing) Kobra 3 et ACE Pro
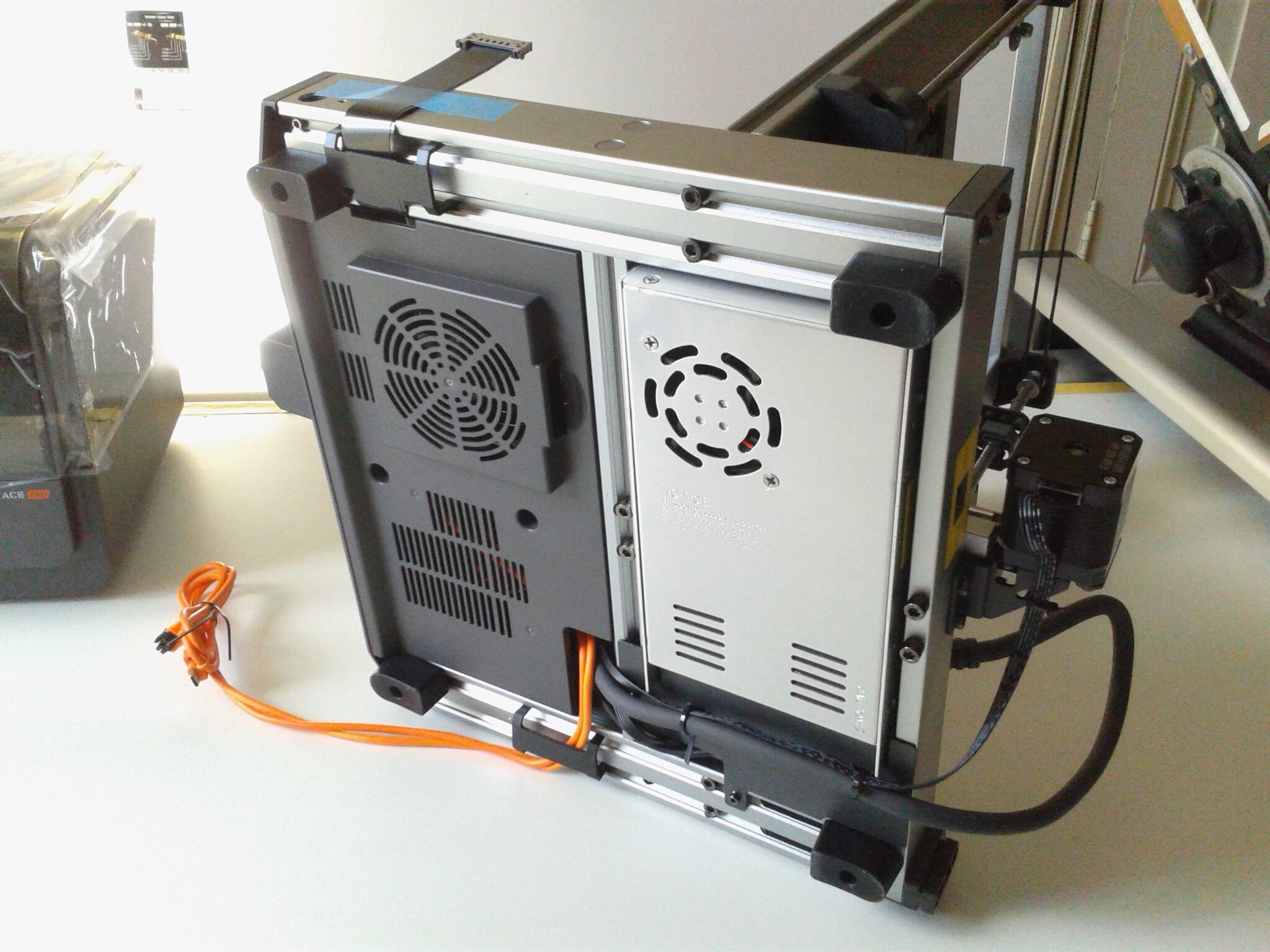
Le carton de la “Kobra 3 Combo” est relativement encombrant car il contient des blocs de mousse de protection pour le transport. C’est cependant la garantie d’ouvrir un produit non endommagé malgré un transport depuis l’usine en Asie.
















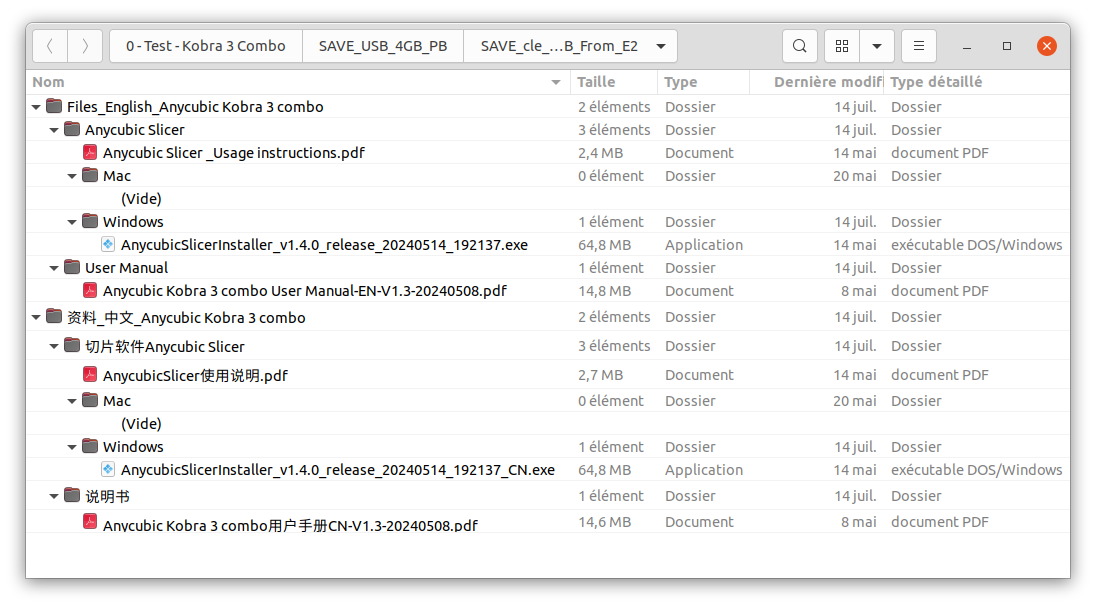
Dans mon carton, la clé USB de 4 GB fourni n’était pas fonctionnelle (partiellement lisible une fois sur quatre à l’insertion sur mes PC ou sur la Kobra 3, écritures qui déclenchaient des erreurs et un formatage qui n’a semble-t-il pas résolu le problème). Je mets une capture d’écran du contenu que j’ai réussi à lire, mais ne vous y fiez pas aveuglément car la liste est certainement corrompue et incomplète.
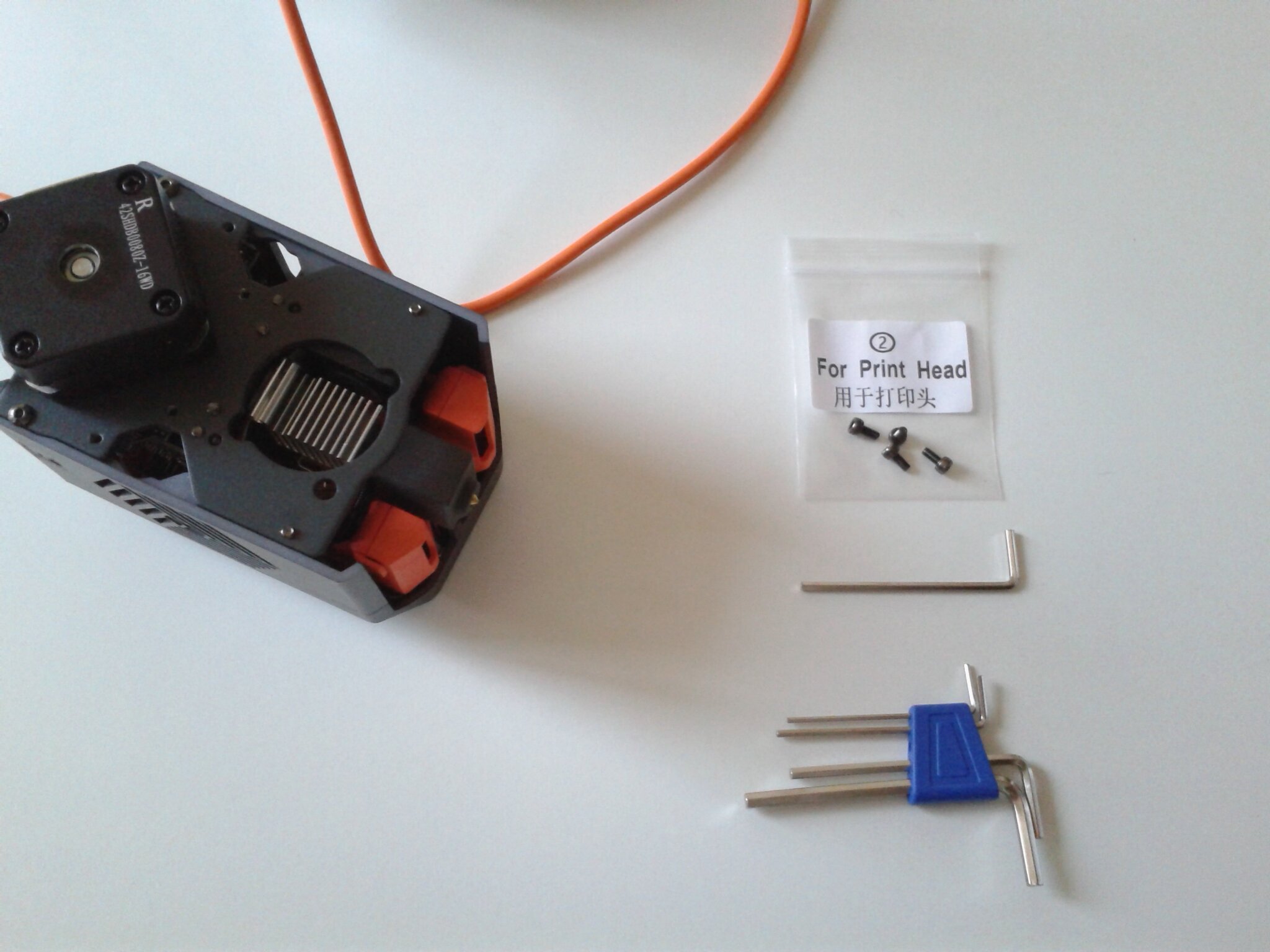
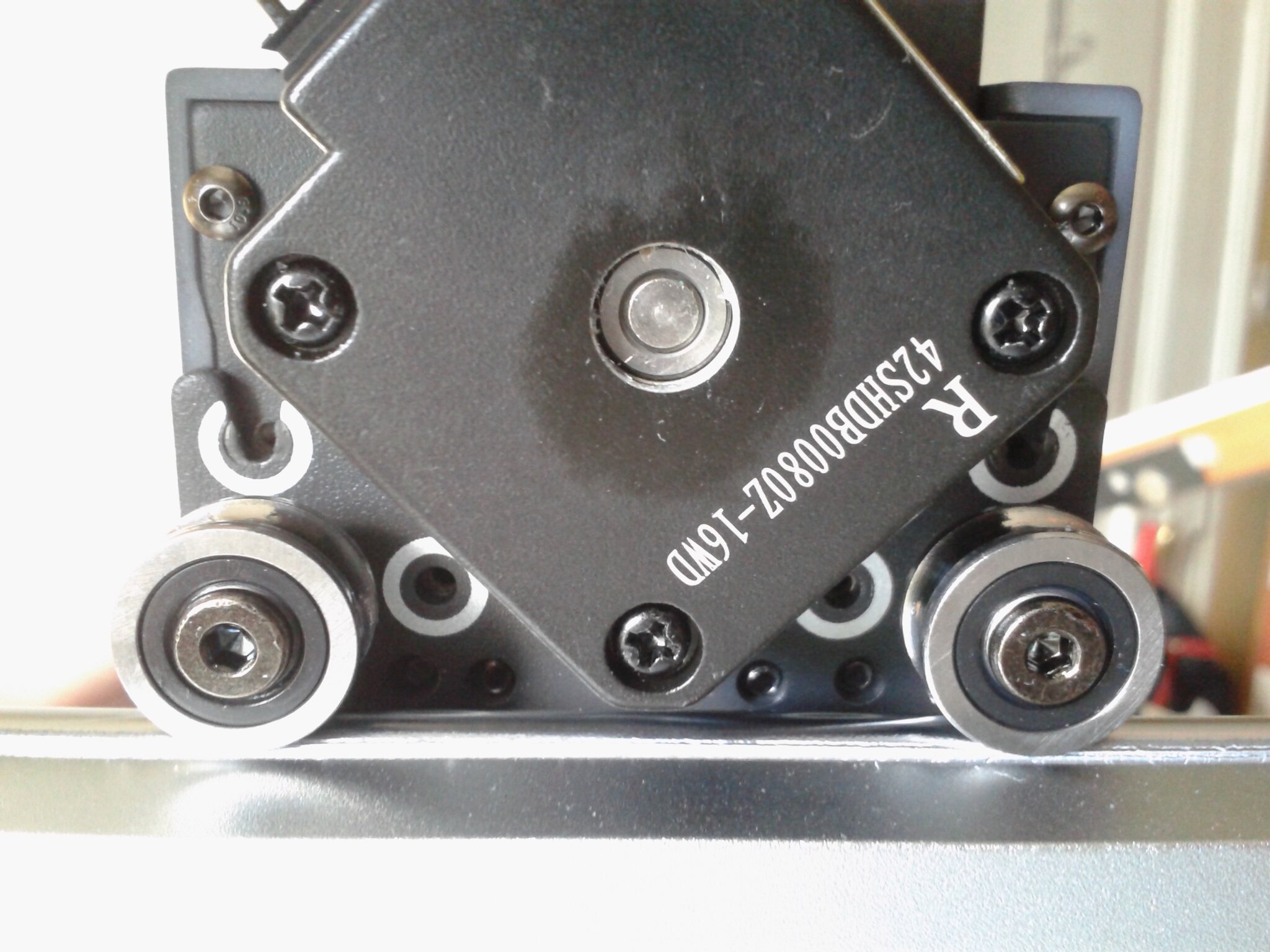
Photos de la “Kobra 3” avant assemblage
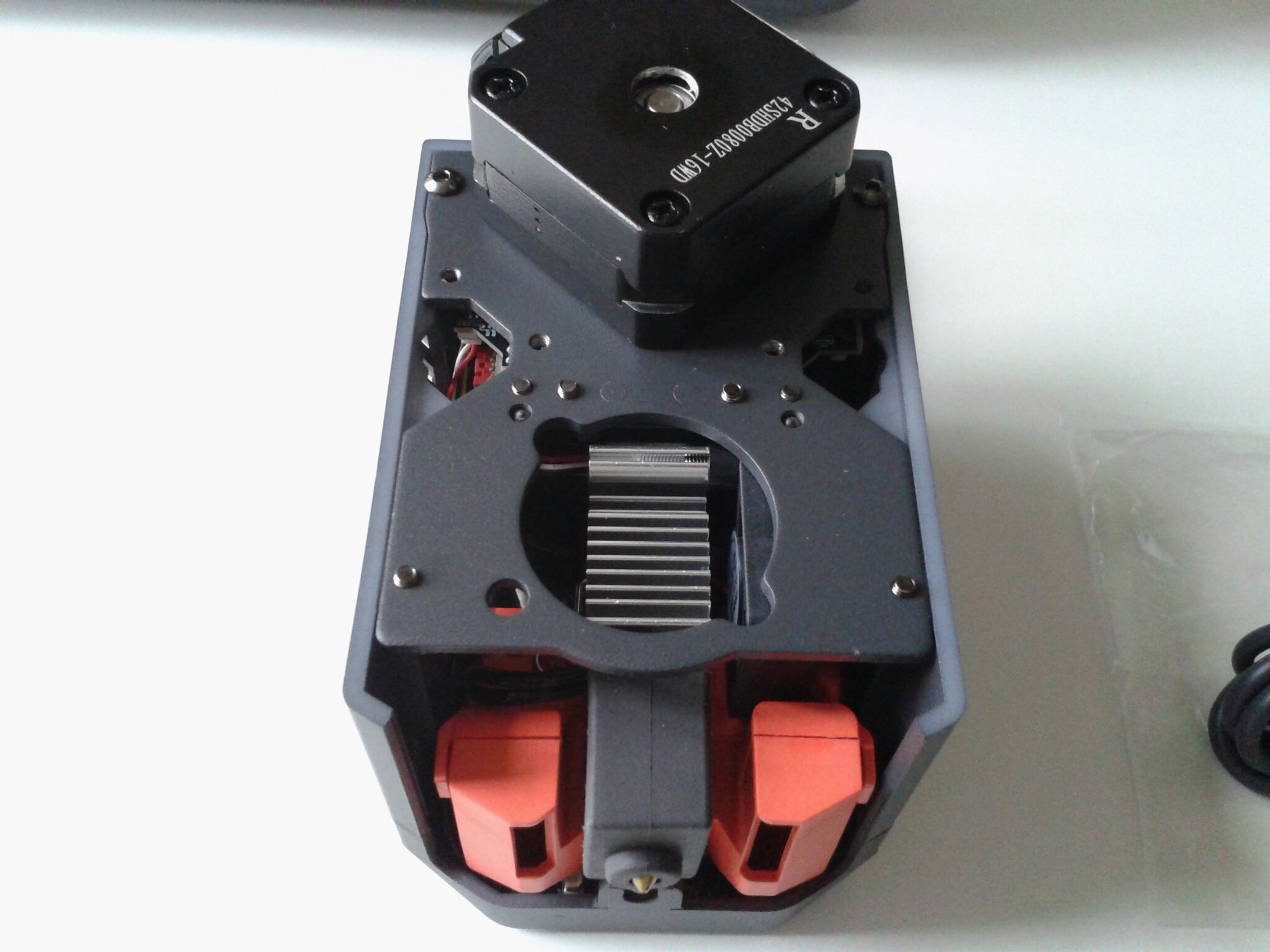









Quelques détails du “ACE Pro” en photos








Reliquats de commande
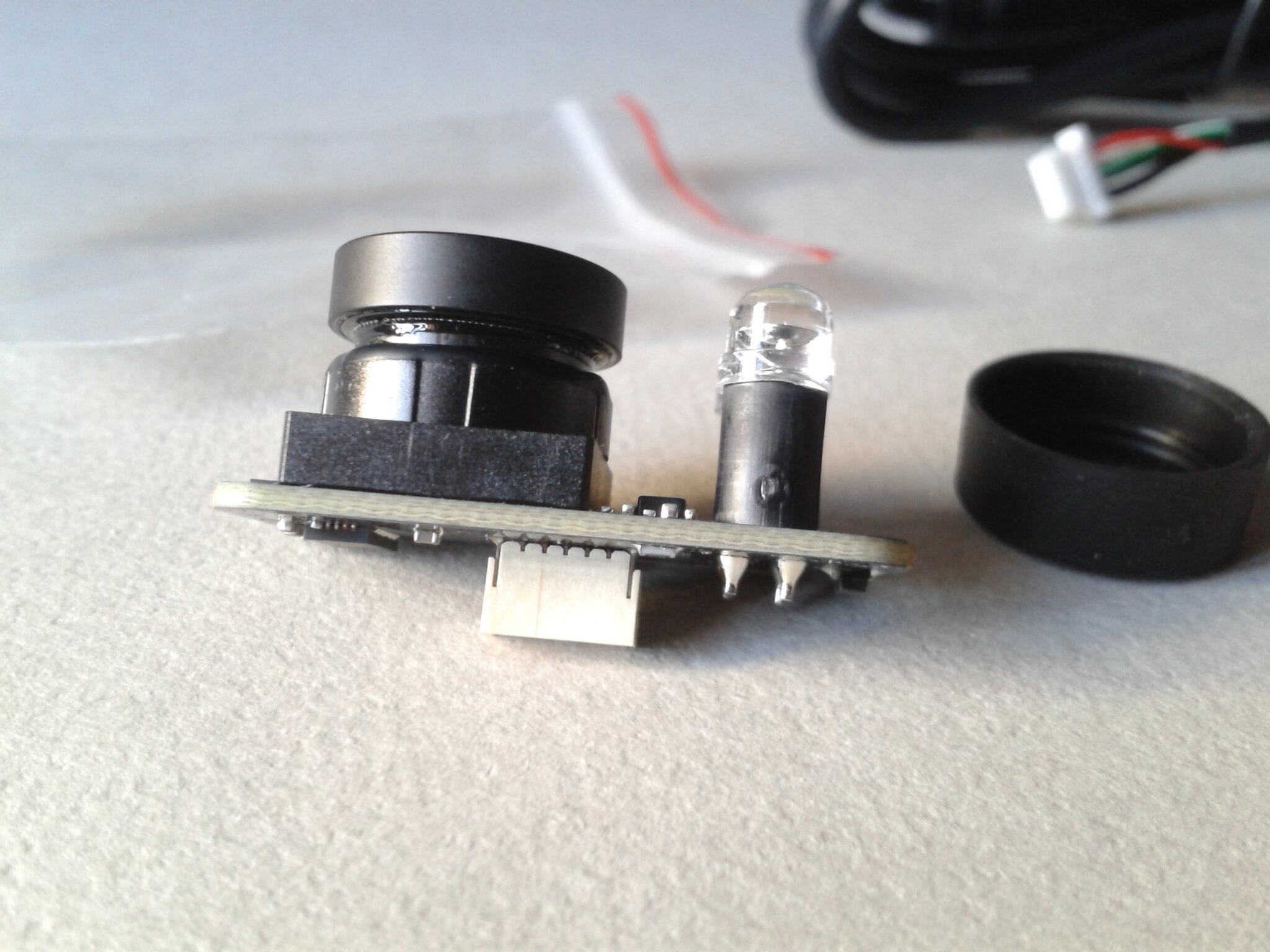
Quelques jours après le colis de la “Kobra 3 Combo”, j’ai reçu une bobine de PLA couleur Pantone et la caméra officielle Anycubic Kobra, offerts avec ma pré-commande.







Isidon a quant à lui profité d’un beau pack de 4 bobines de 1 kg de chaque PLA couleur Pantone.

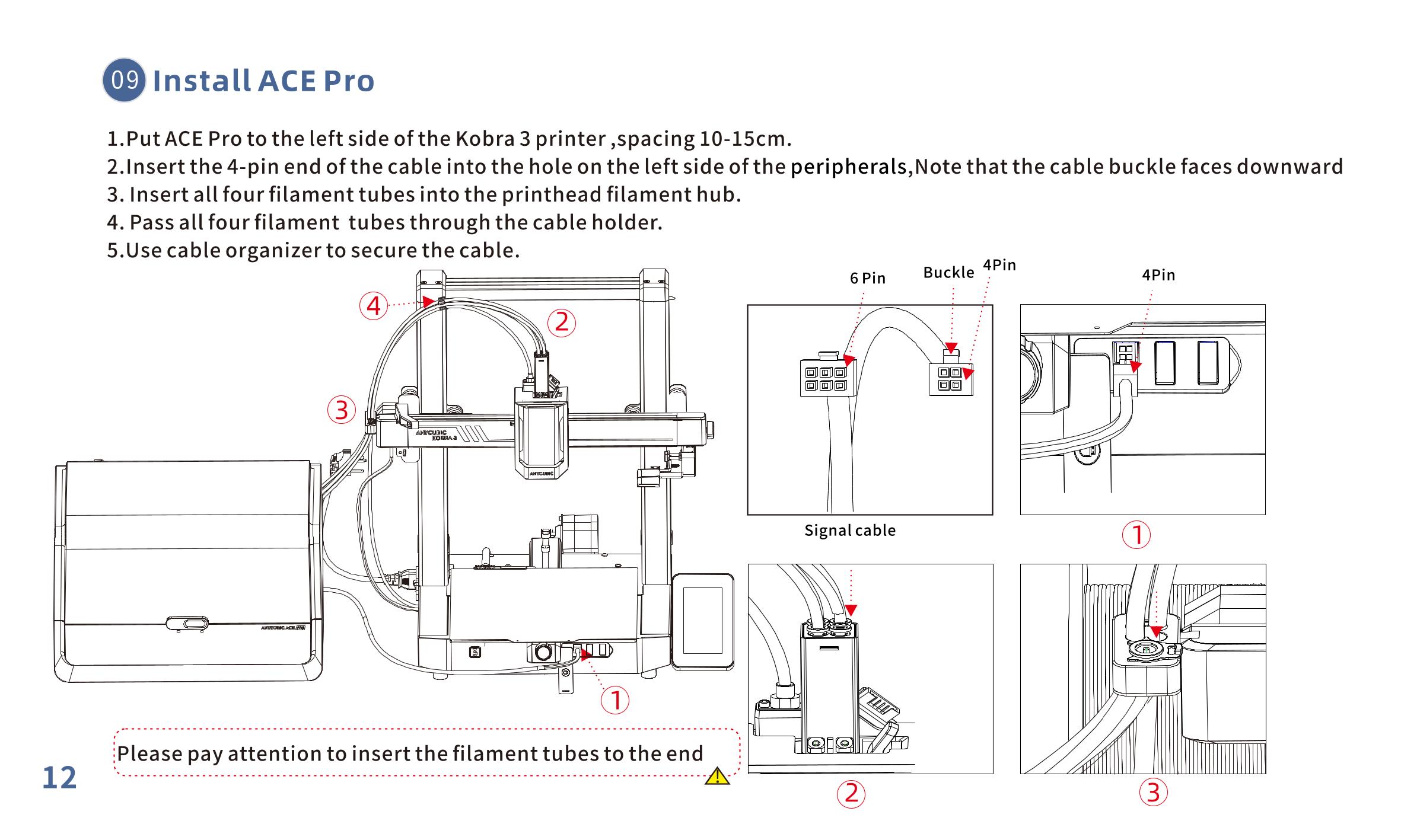
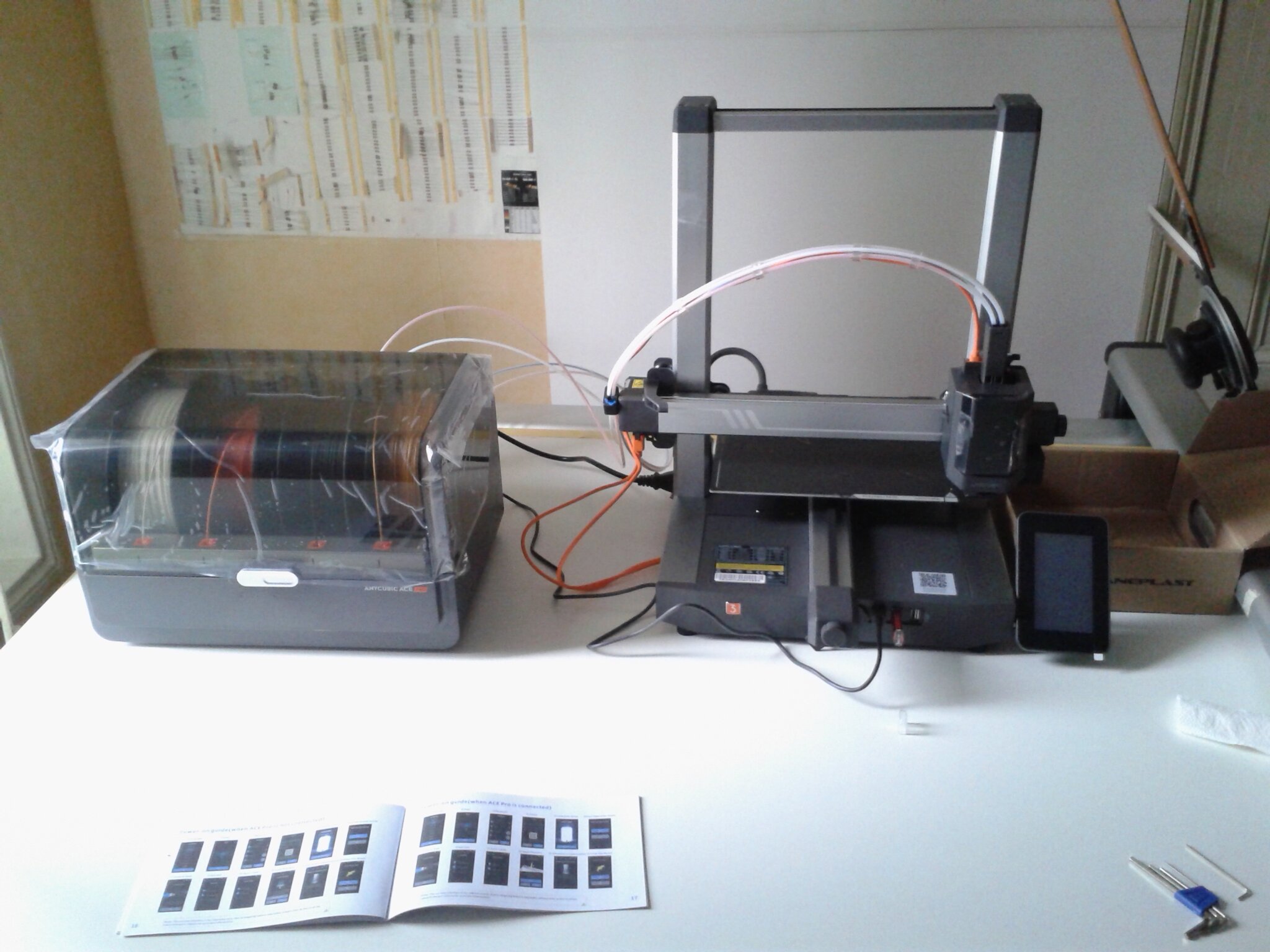
Montage Anycubic Kobra 3 Combo avec ACE Pro
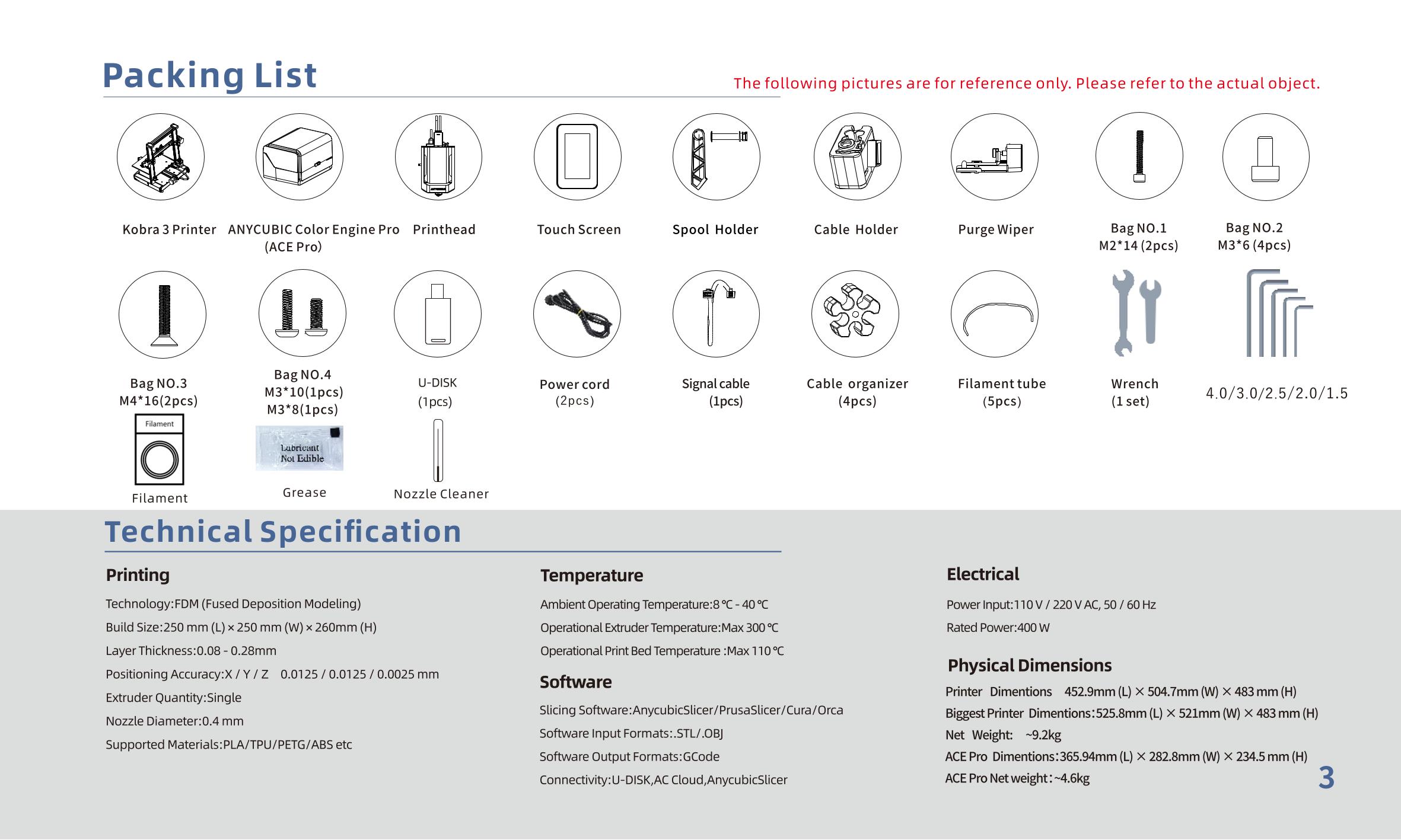
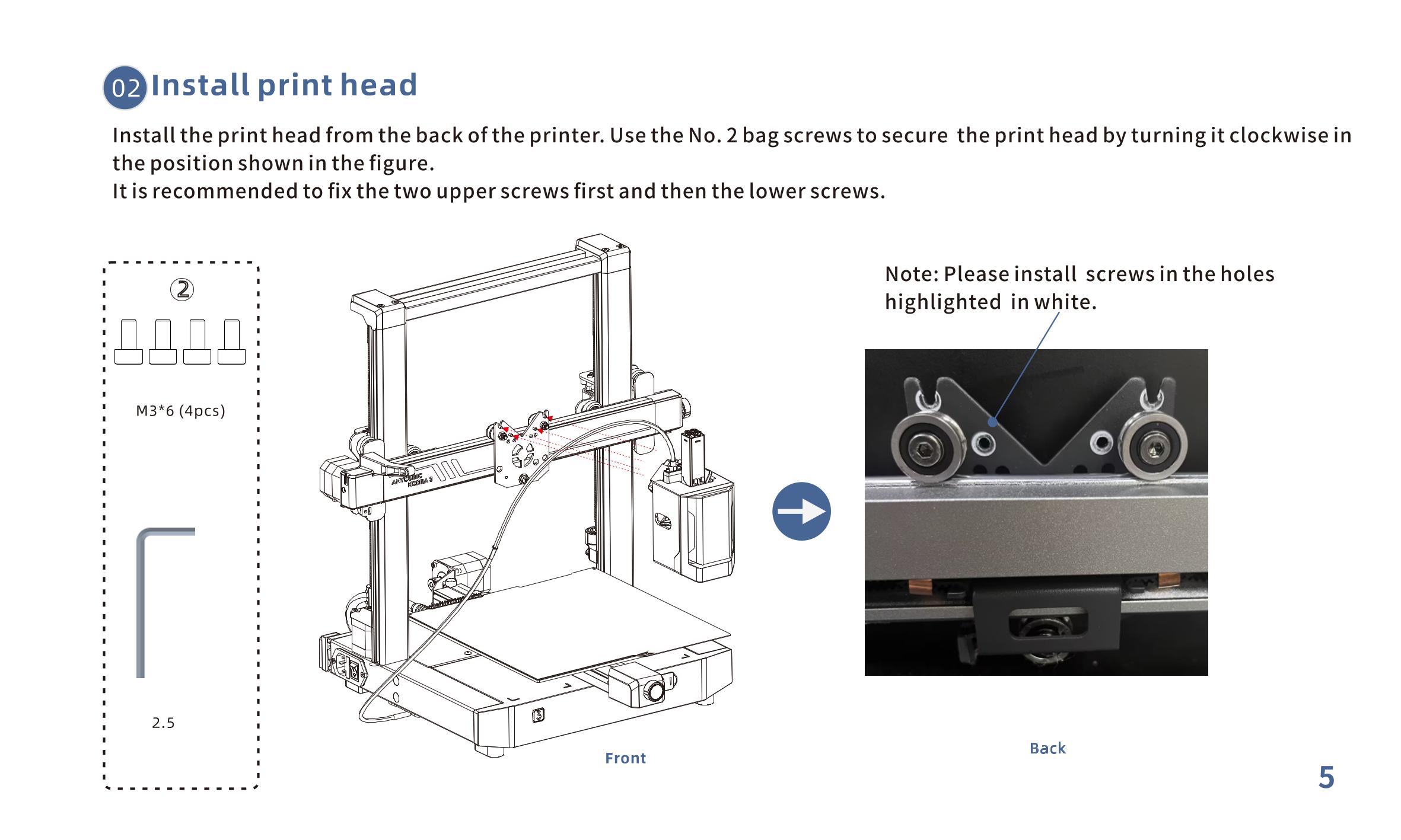
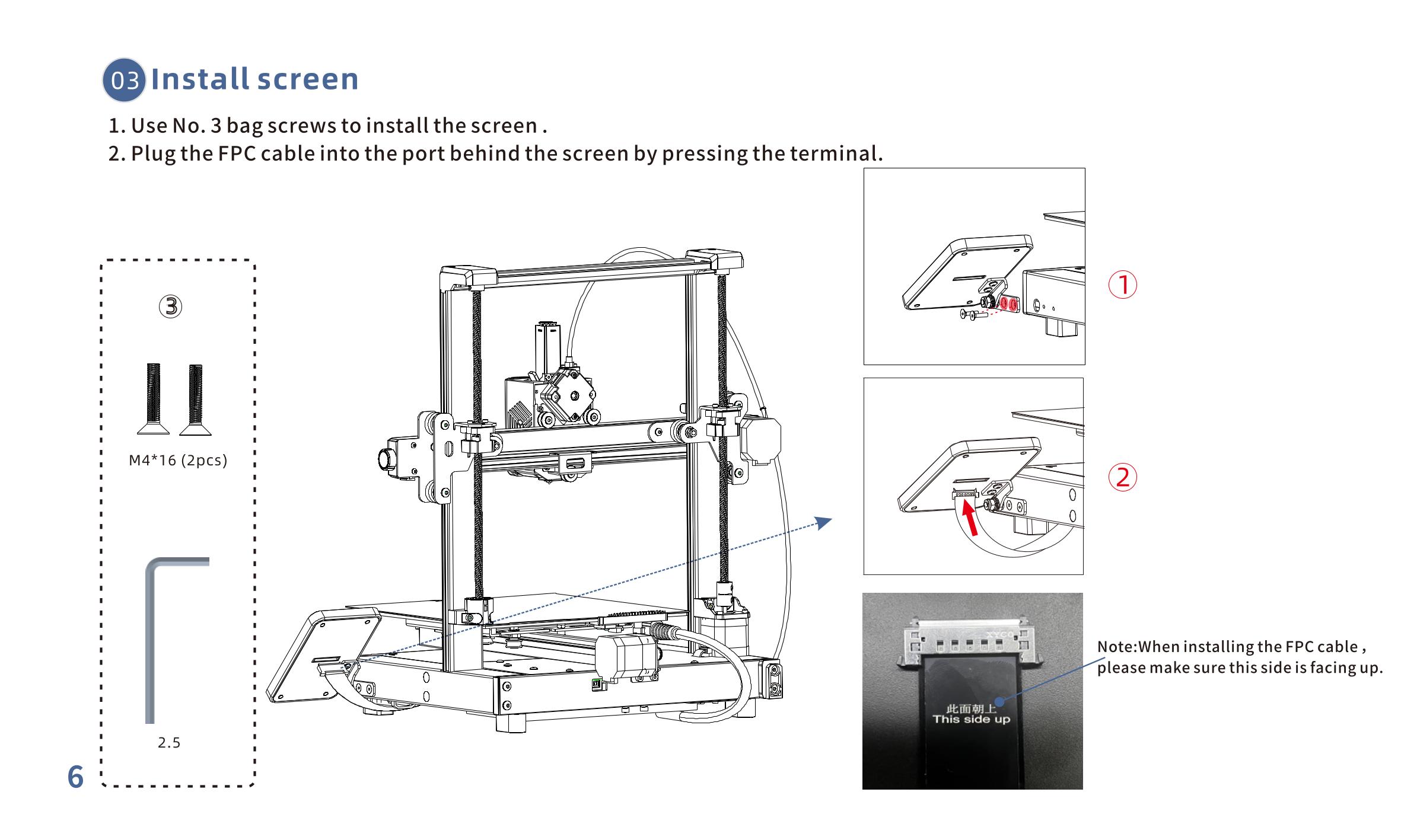
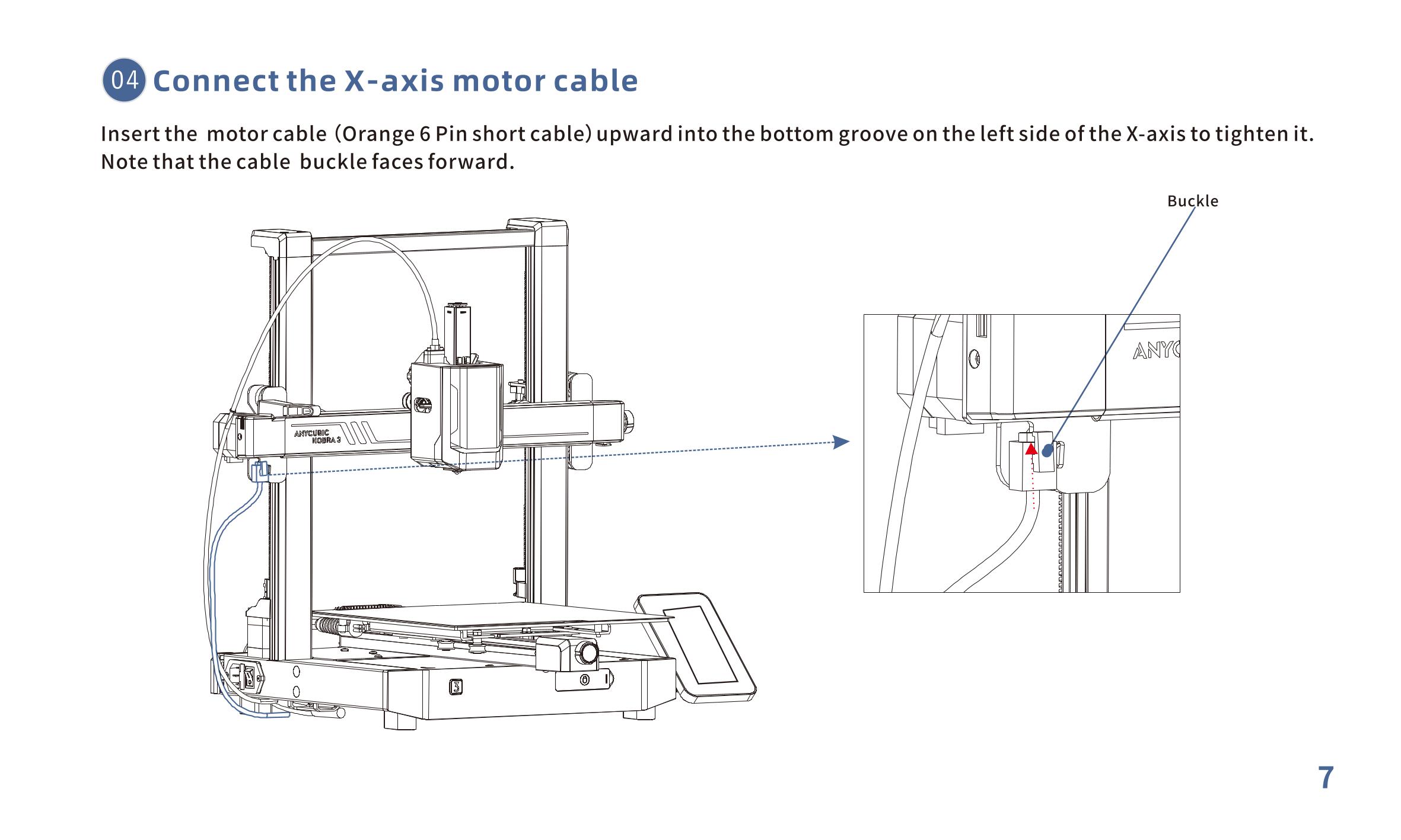
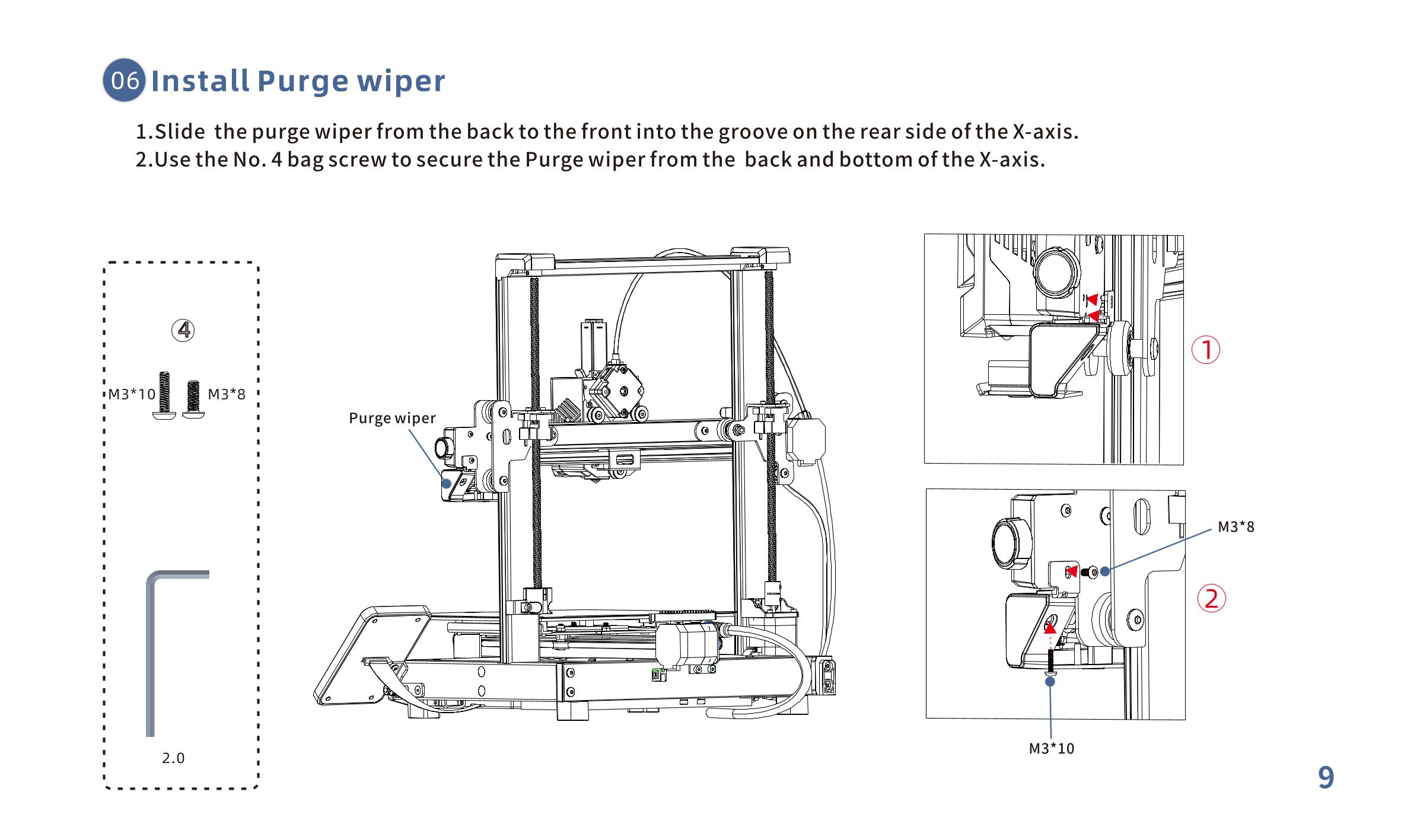
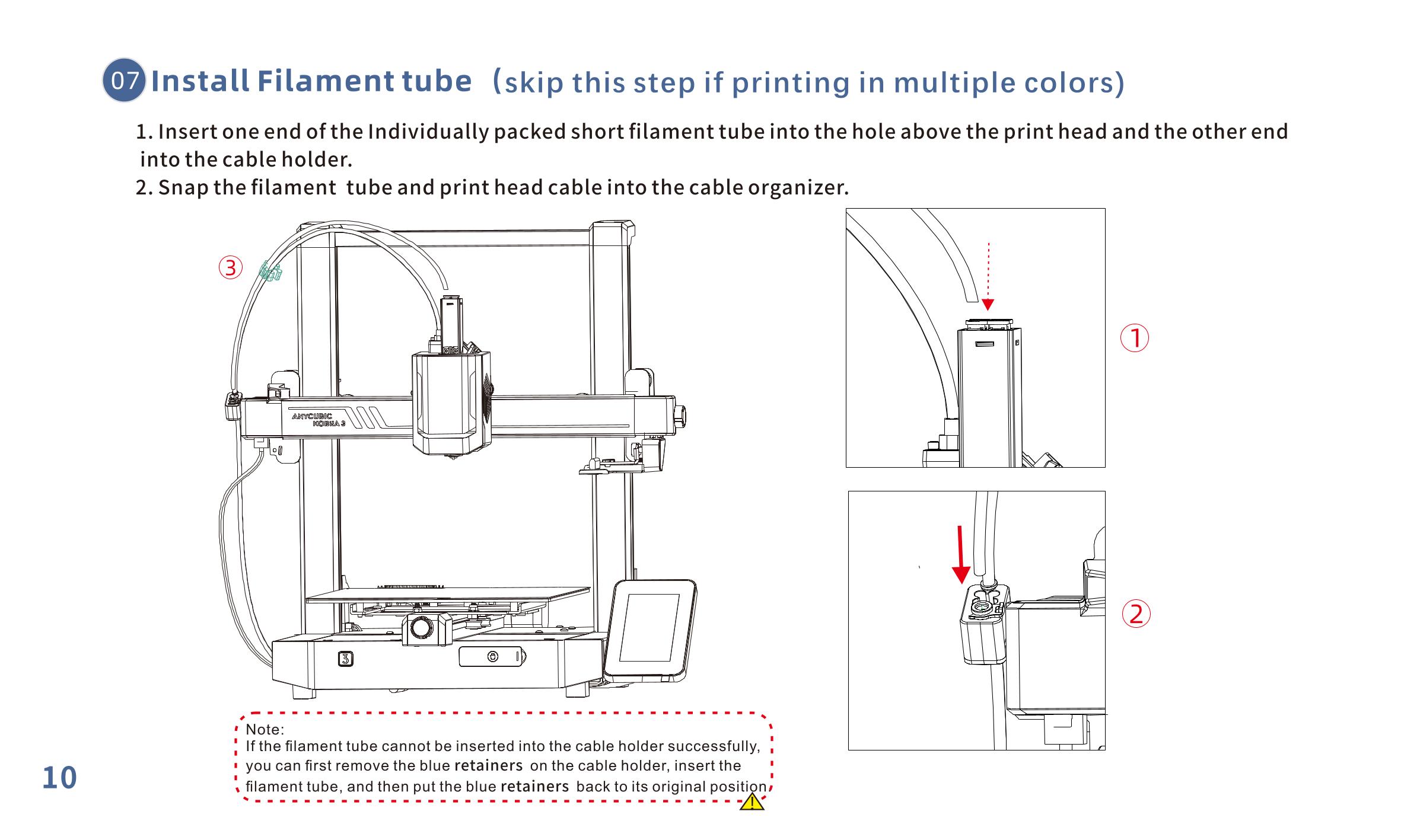
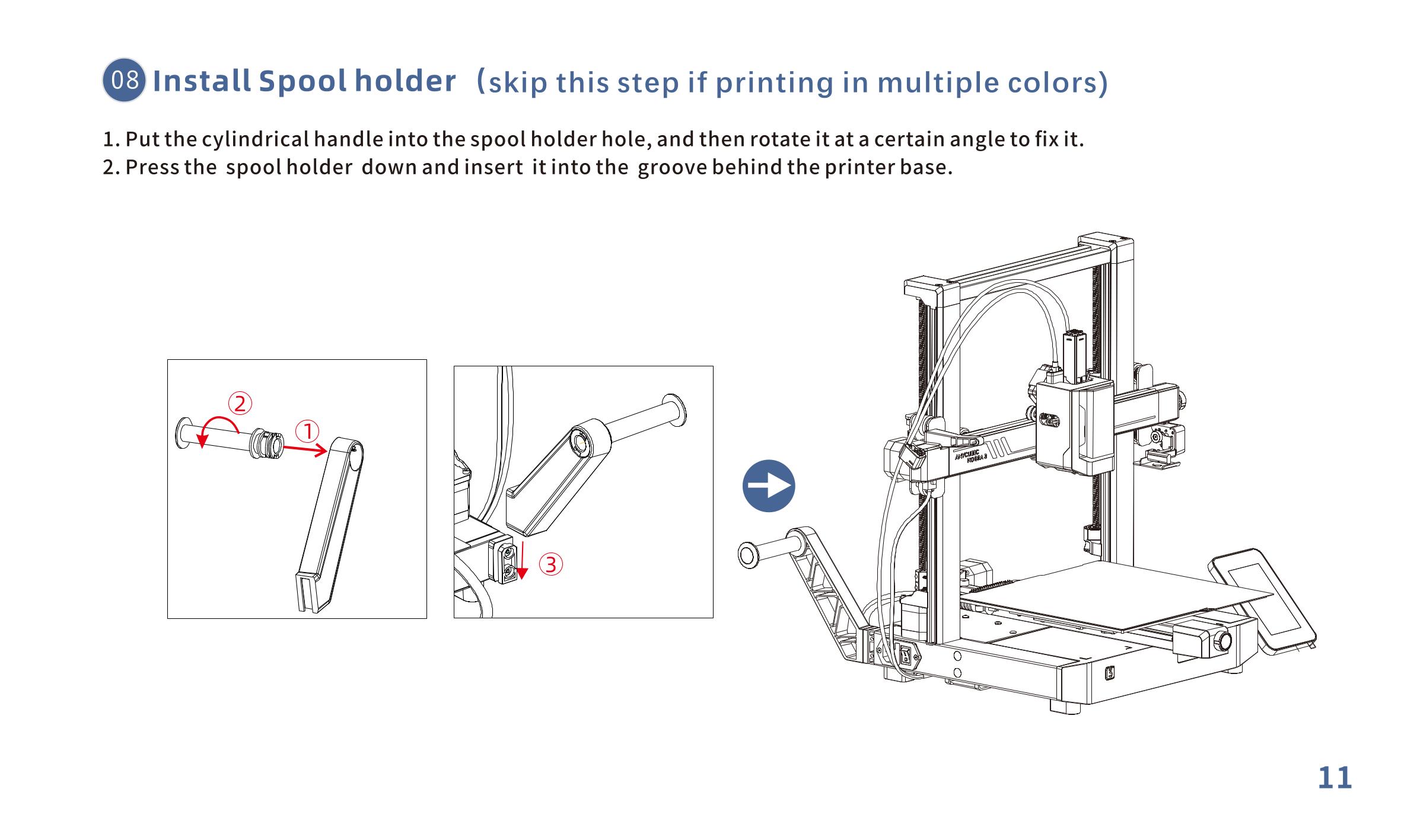
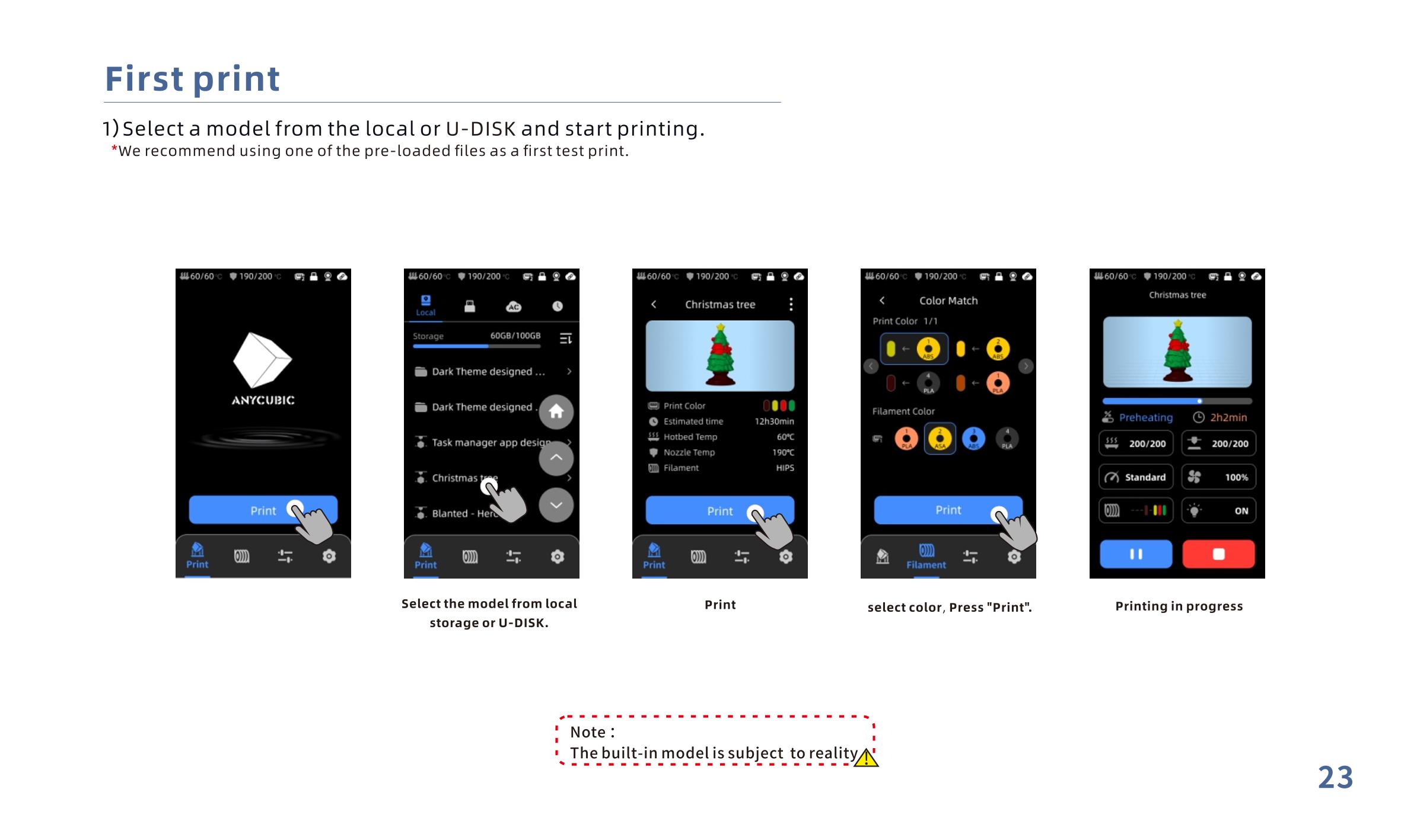
Les étapes d’assemblage sont relativement simples et rapides à effectuer. Elles sont détaillées dans le manuel utilisateur papier fourni (28 pages en anglais), que l’on retrouve au format PDF sur la clé USB fournie et sur la page de la Kobra 3 Combo du wiki d’Anycubic. Page où l’on peut aussi trouver la vidéo officielle de déballage et mise en fonction :

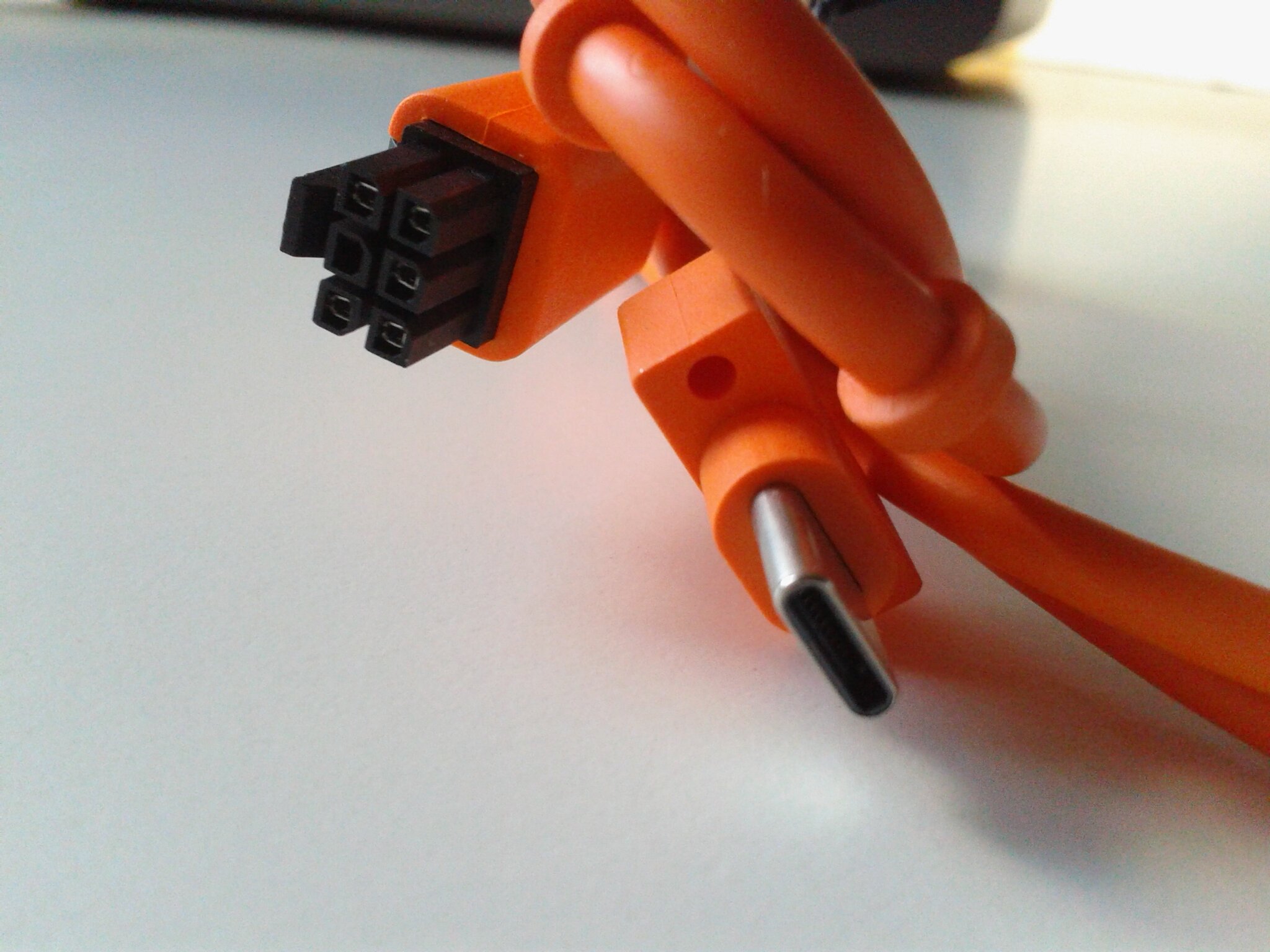
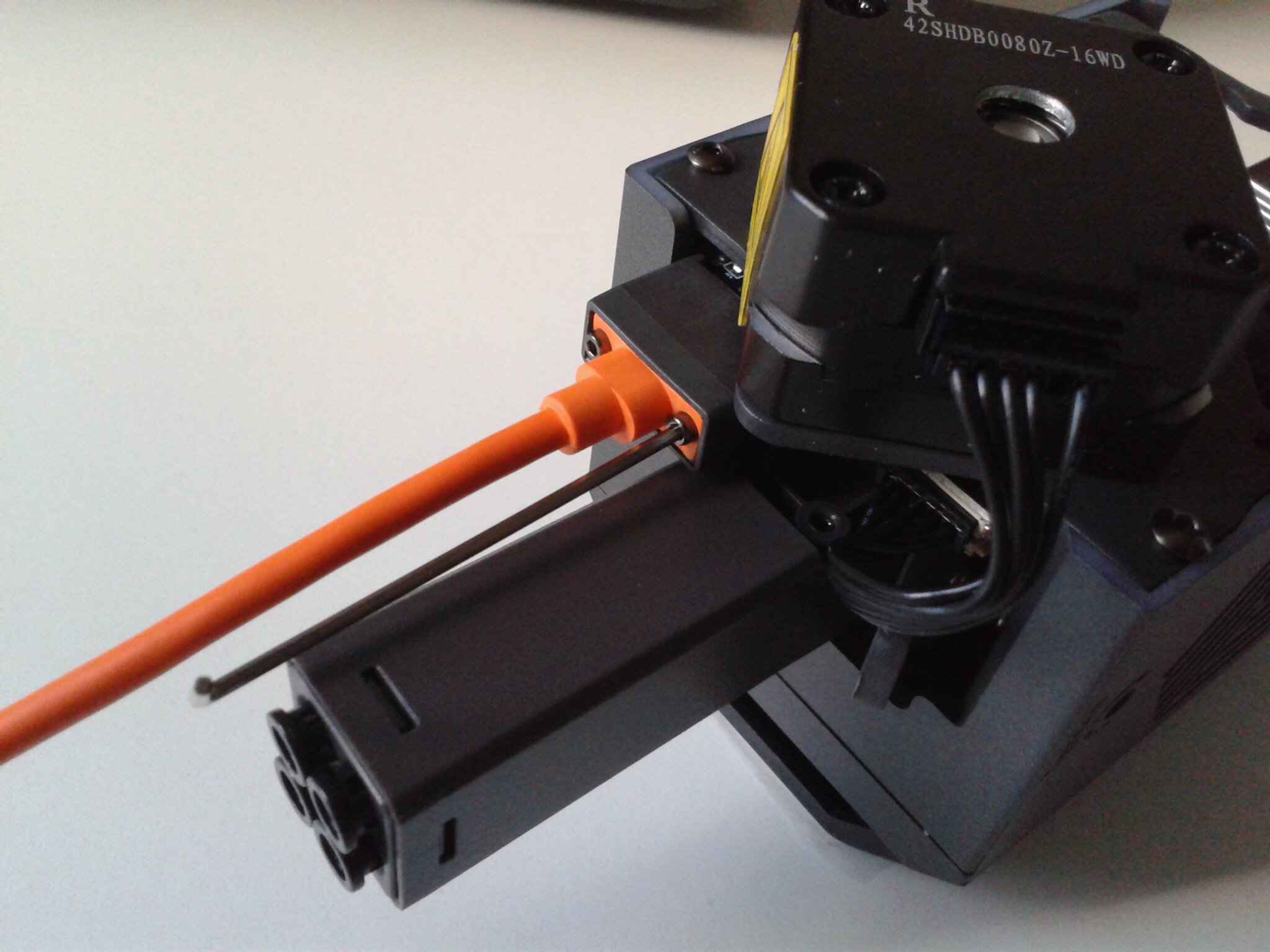
Quelques photos :
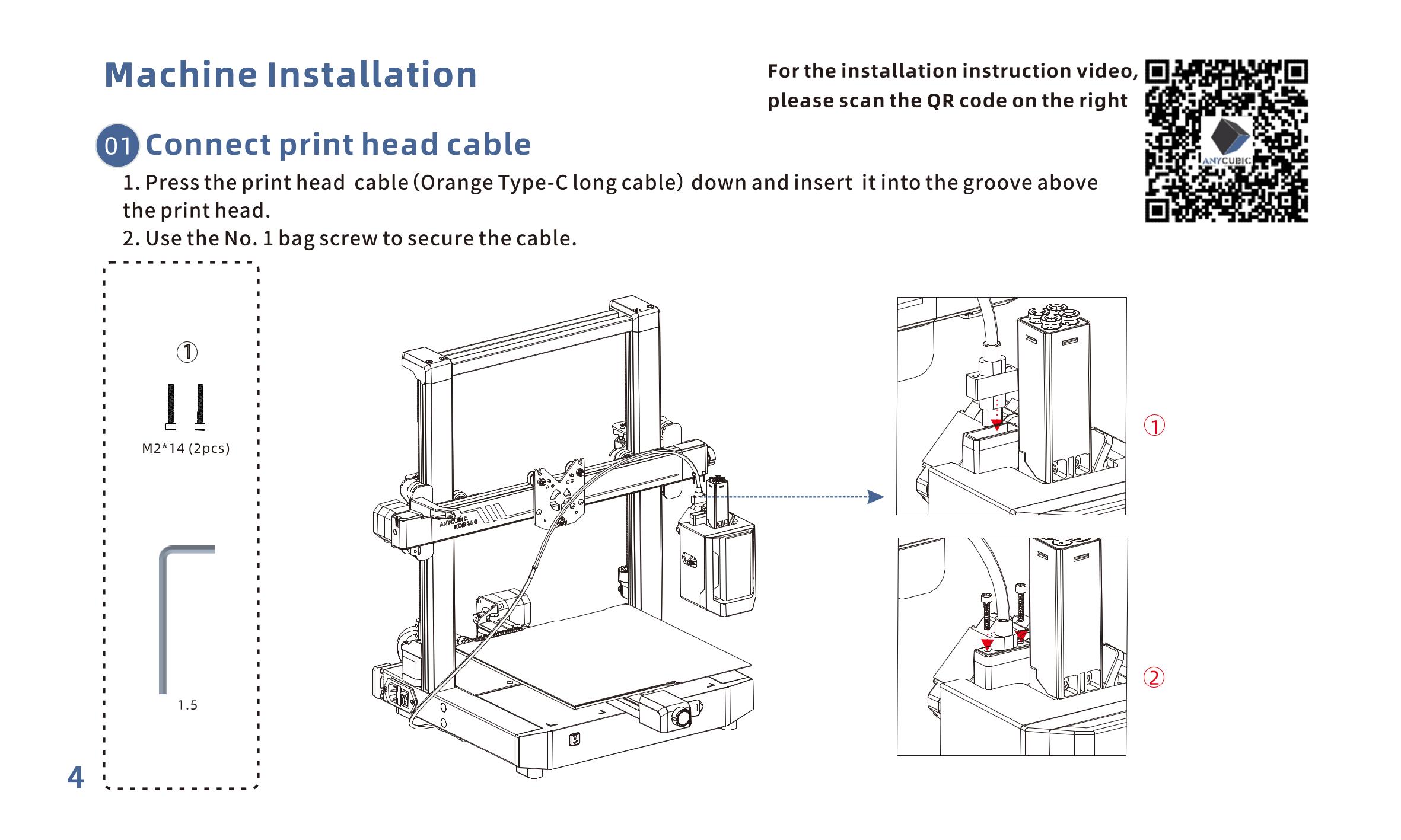









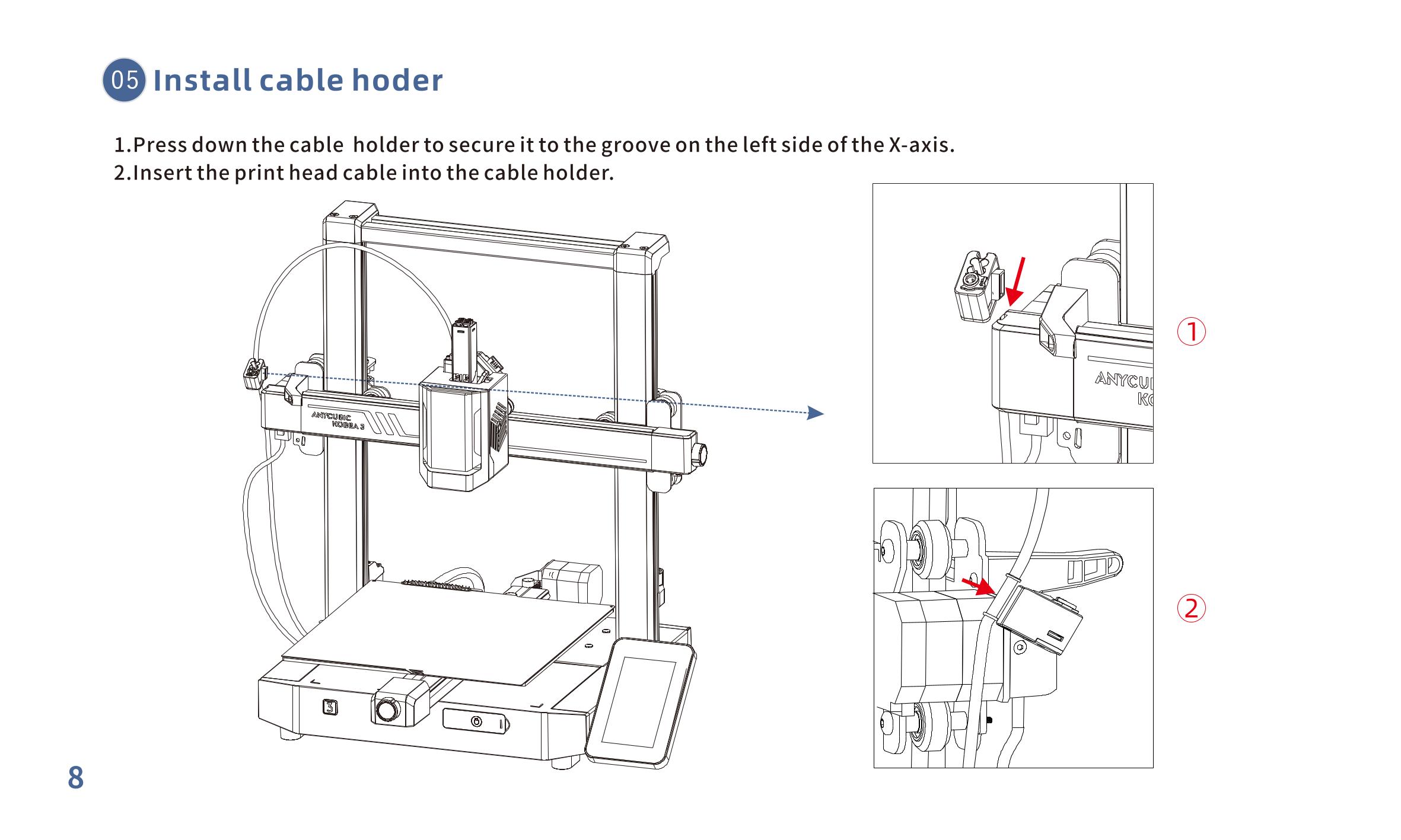





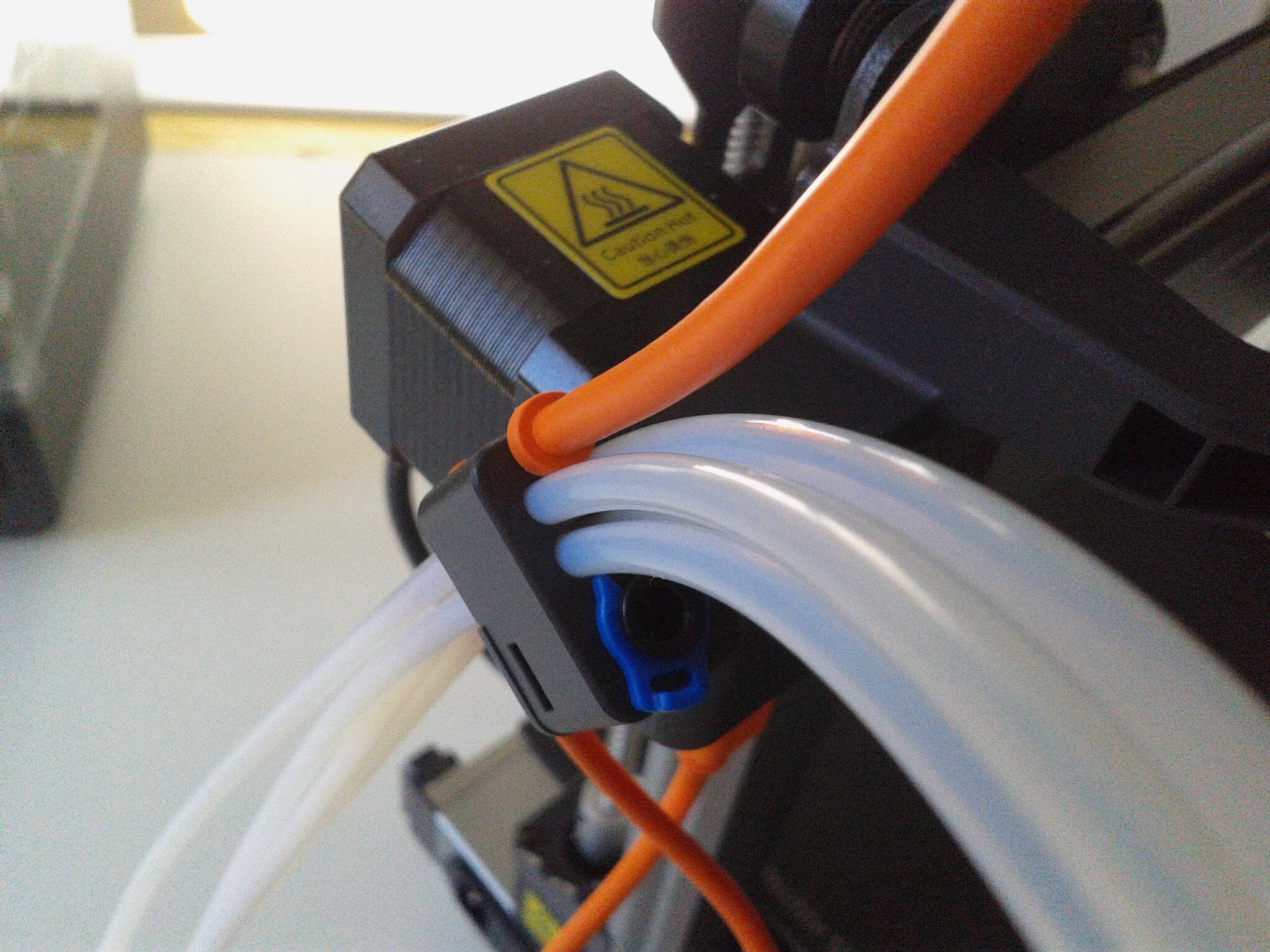
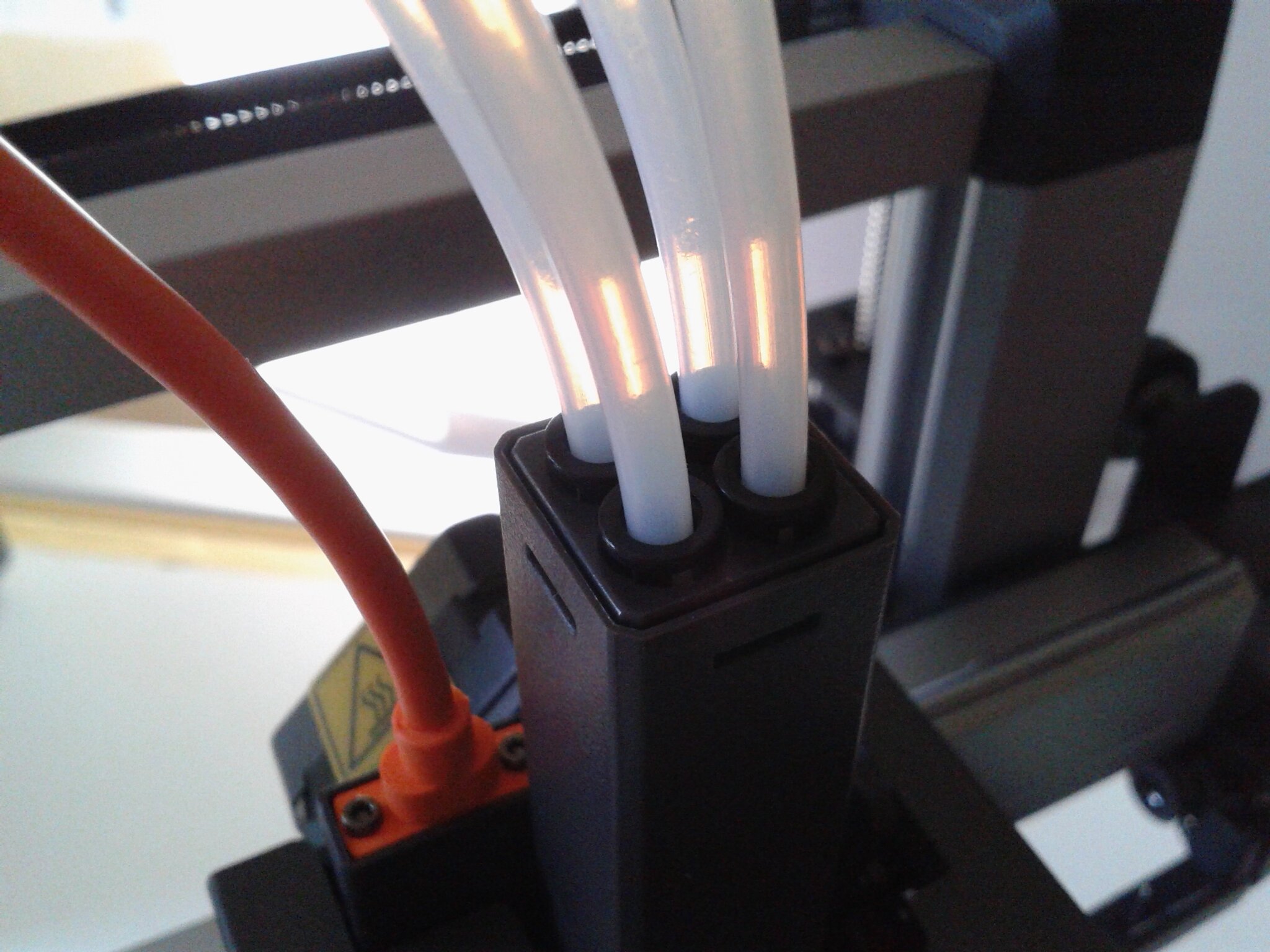
Comme j’utilise l’ACE Pro, j’ai sauté les étapes de mise en place du porte-bobine et du tube PTFE de guidage filament a la tête d’impression, car les quatre tubes PTFE provenant de l’ACE Pro vont utiliser toutes les entrées du Hub.
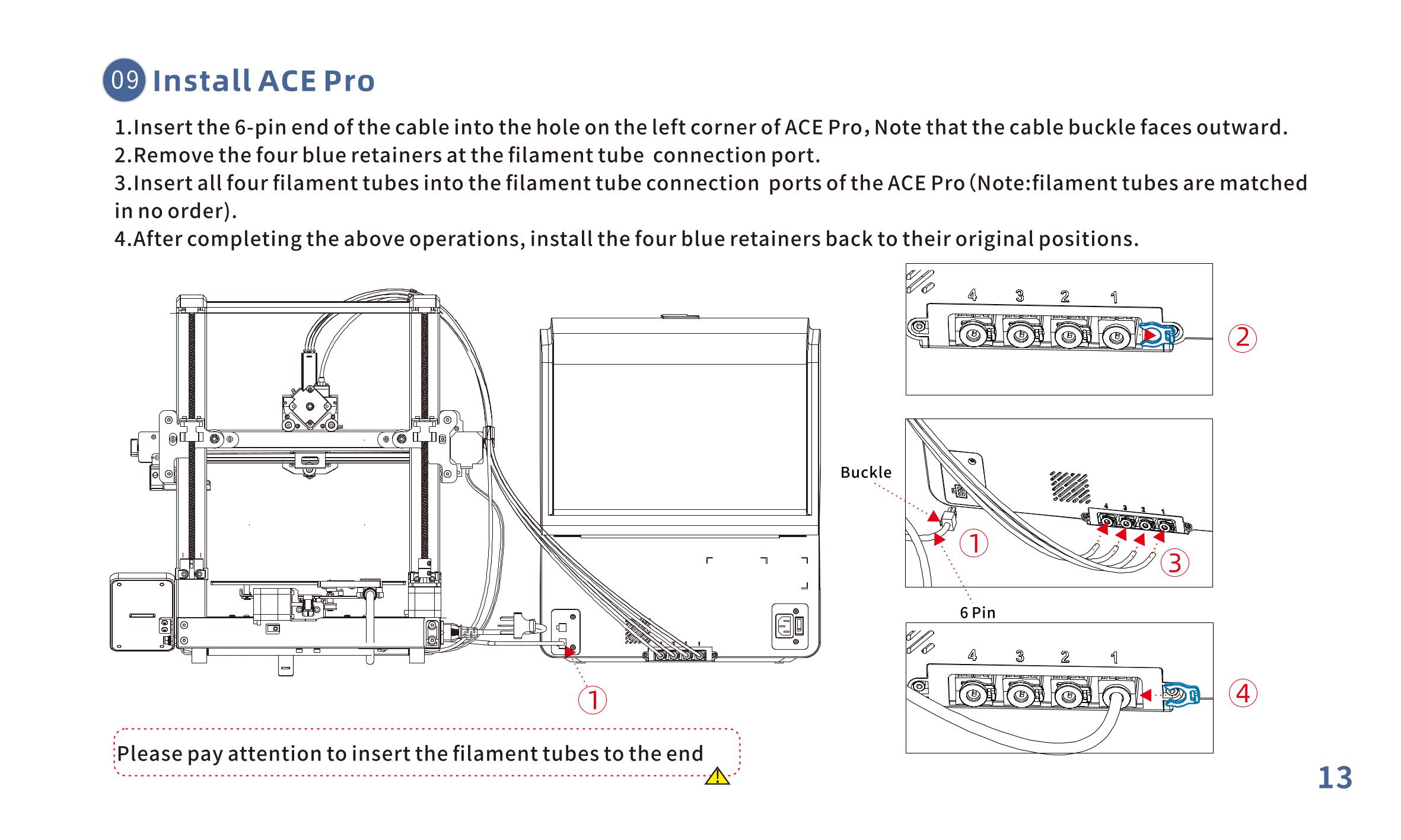
Je n’ai pas fait suffisamment de photos pour illustrer la connexion du câble de communication entre la Kobra 3 et l’ACE Pro, ni du raccordement des tubes PTFE à l’arrière de l’ACE Pro. Mais il n’y a rien de compliqué à réaliser ces branchements.
D’après les recommandations d’Anycubic, l’ACE Pro doit être placé à gauche de la machine.
Acheter une Kobra 3 sur le site Anycubic
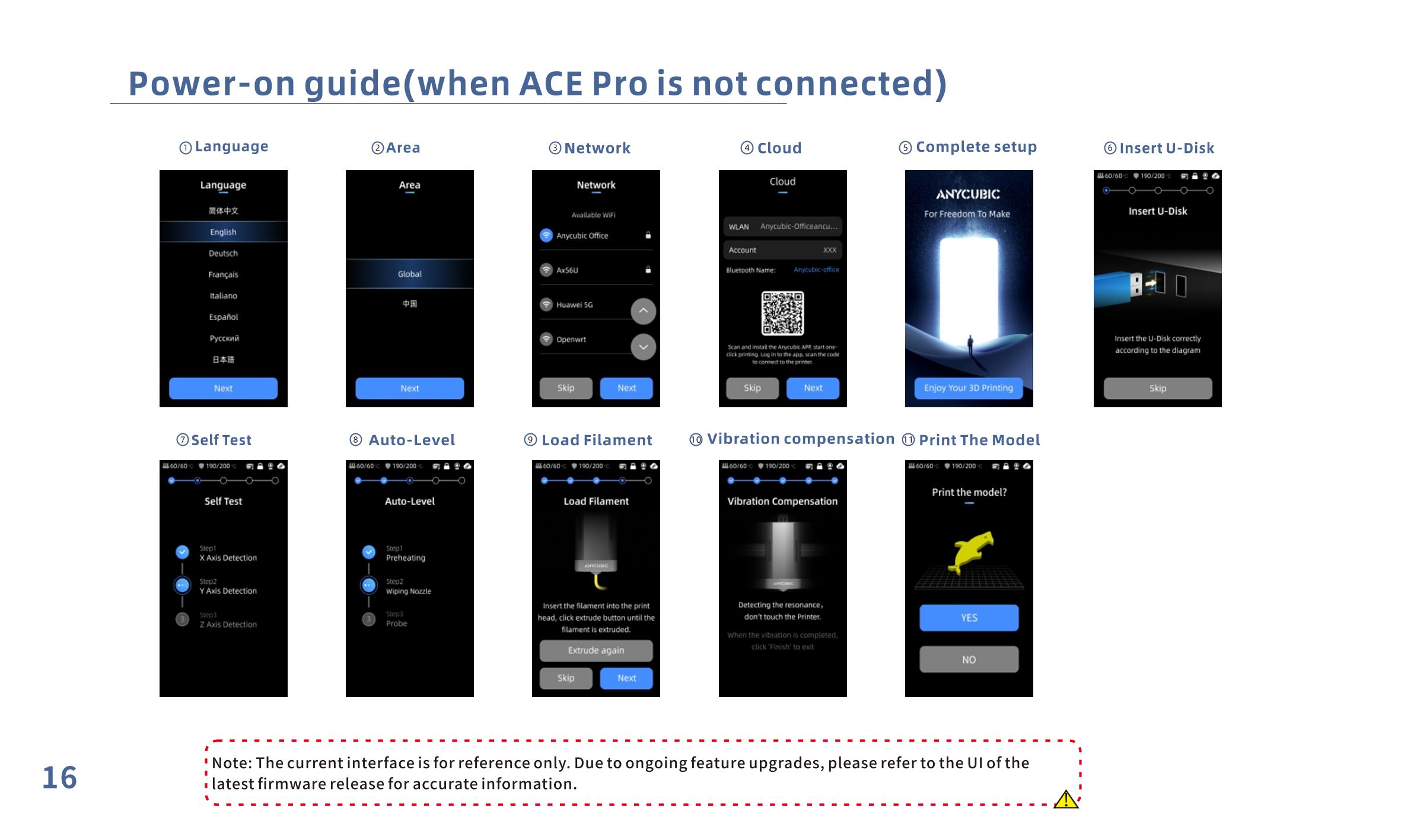
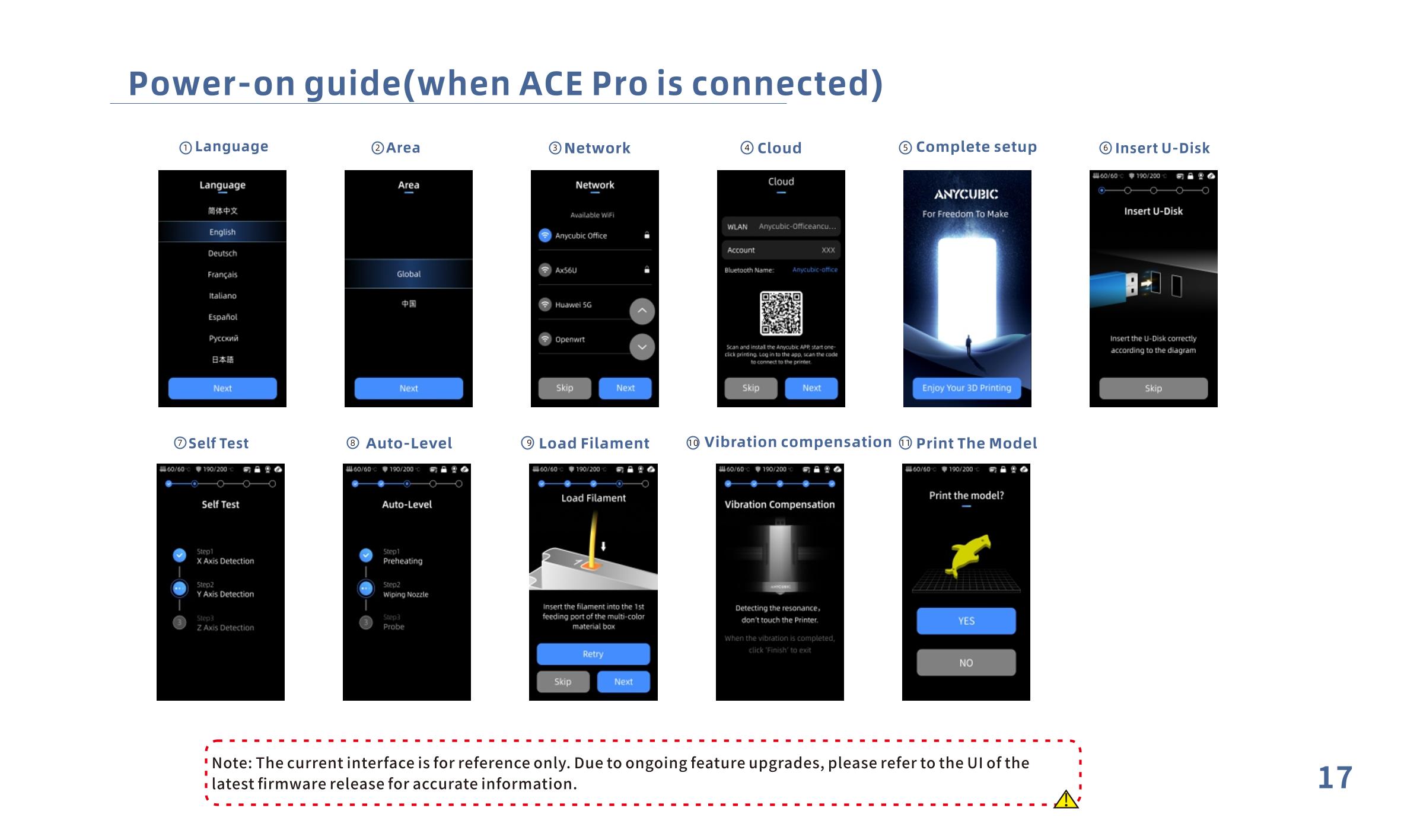
Mise en route de la Kobra 3 Combo
Bien inspecter la machine avant la mise en fonction. Par exemple, sur le groupe Facebook de la Kobra 3 Combo, on trouve un nombre non négligeable d’acheteurs qui ont eu des déconvenues : support du moteur de l’Axe Y retrouvé cassé à la réception, plateau non plat, etc. Certains s’en plaignent aussi sur notre forum français Anycubic.
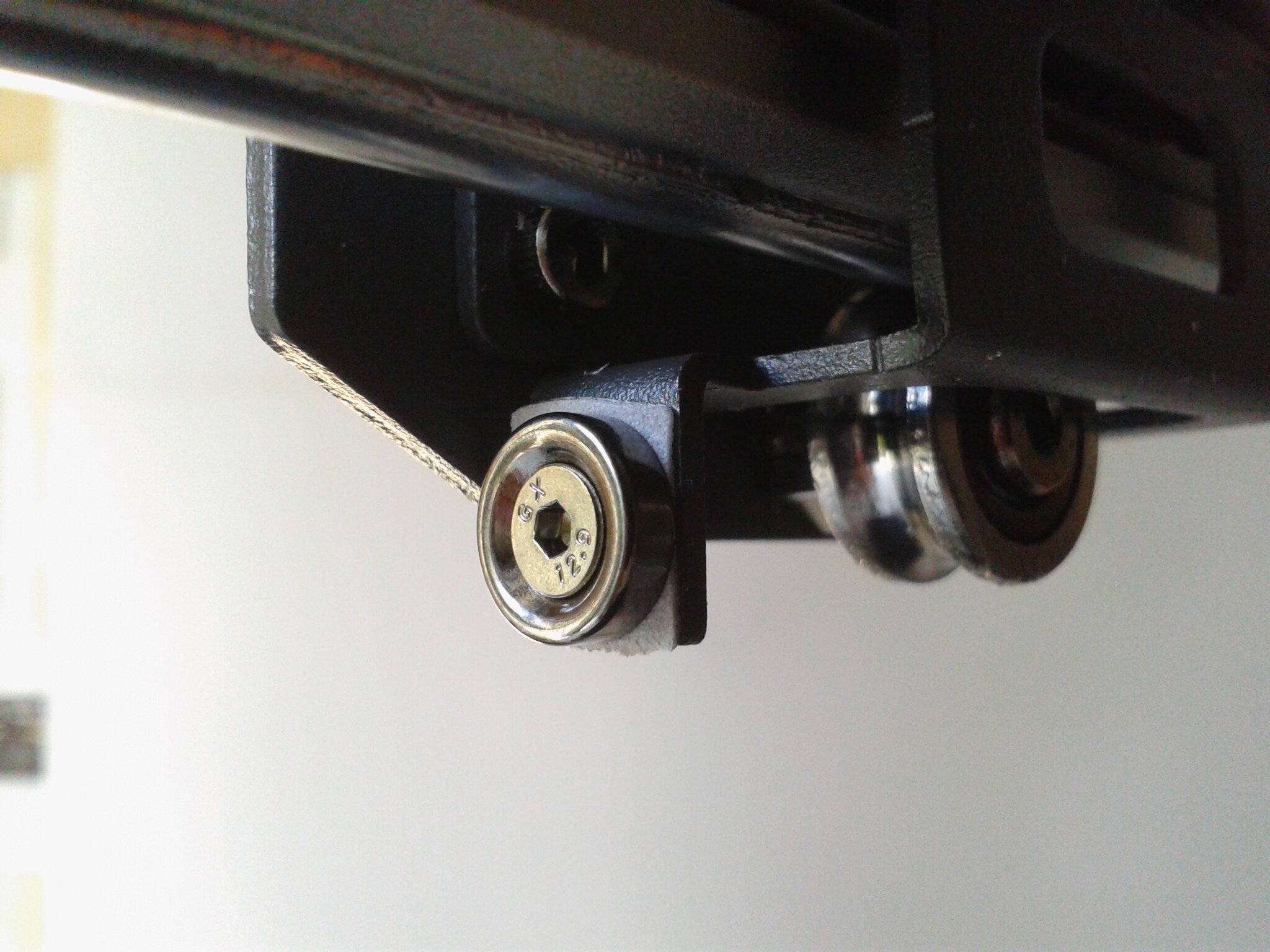
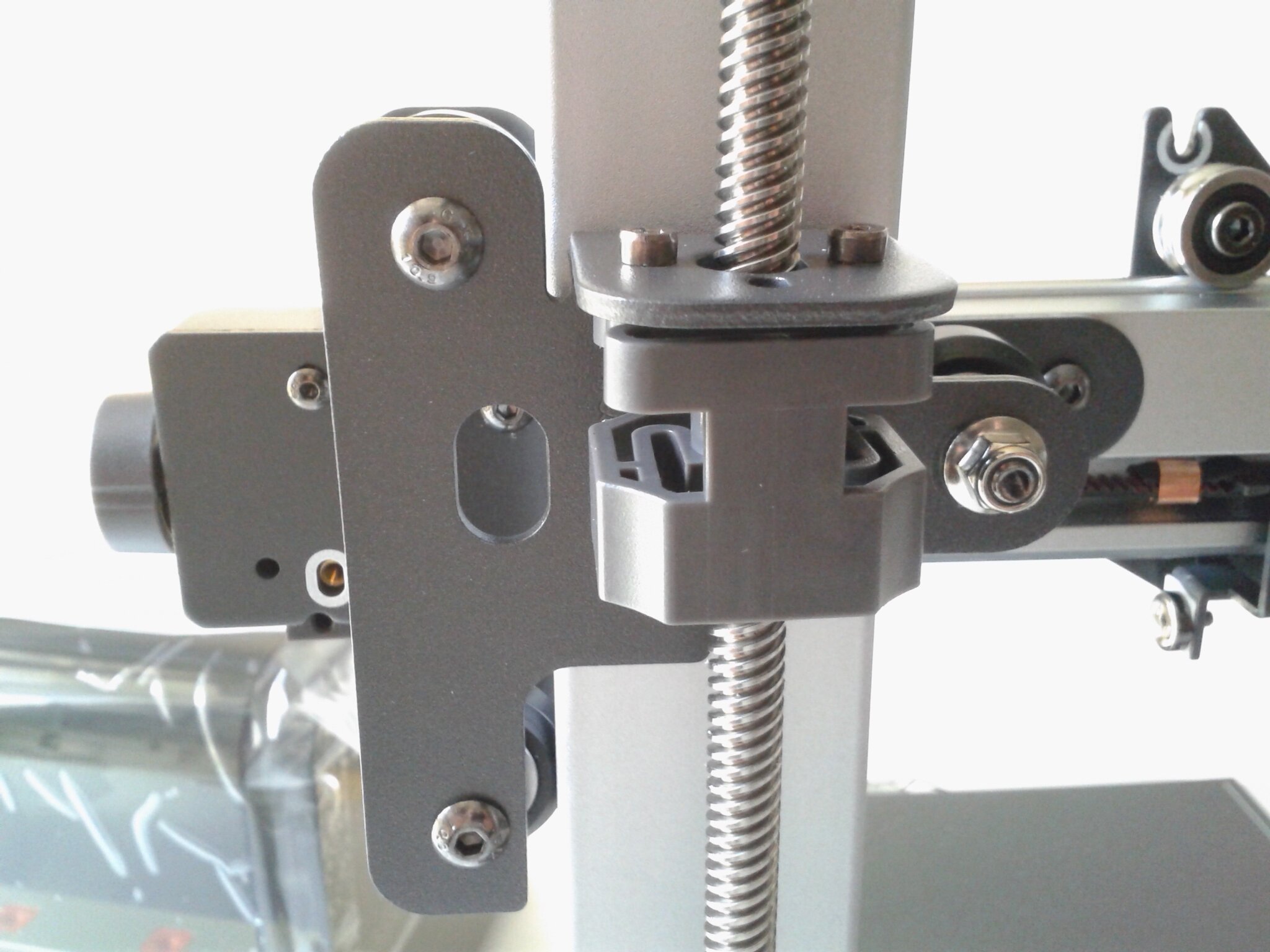
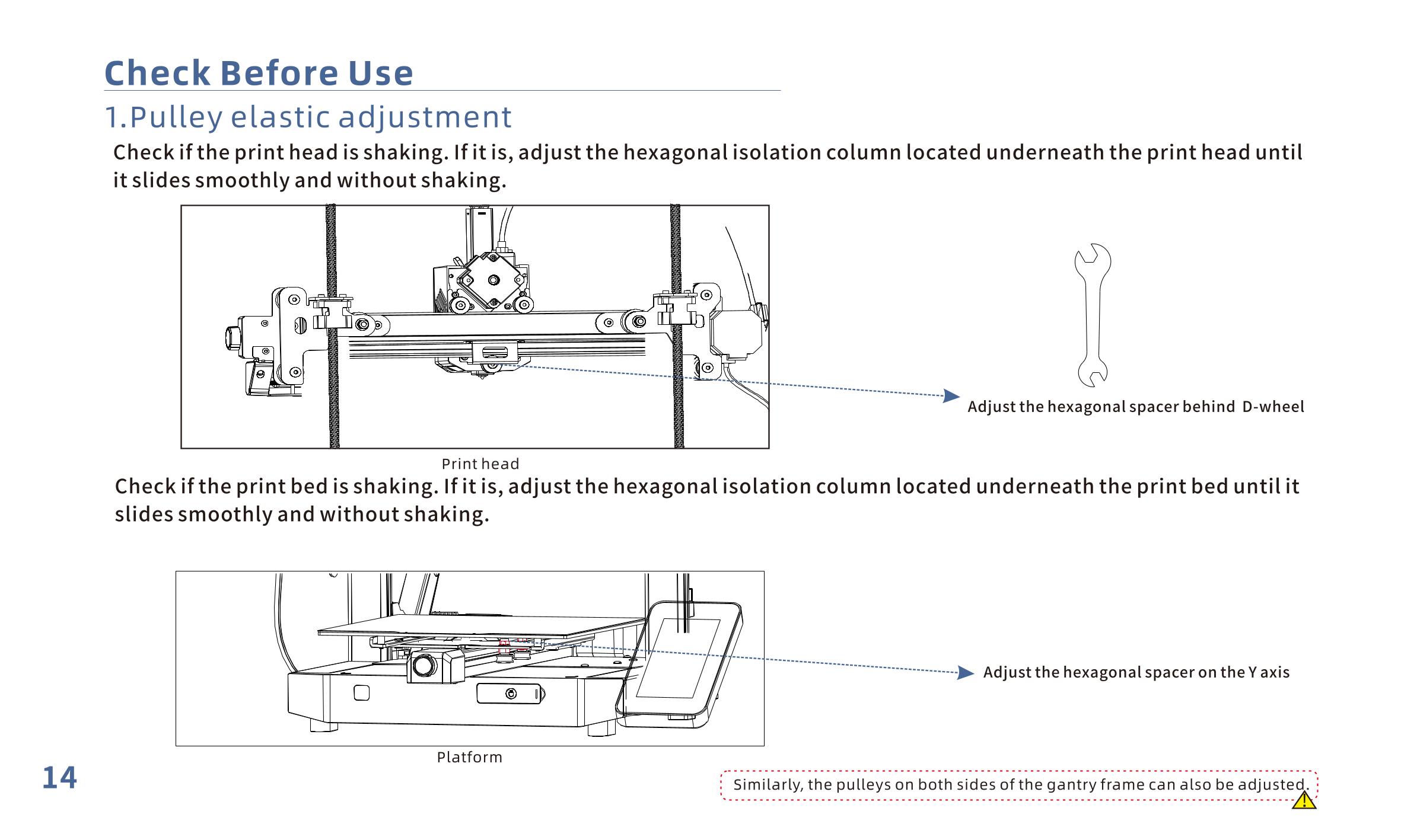
Vérifier l’ajustement des écrous excentriques (en dessous de la tête d’impression, du plateau et de chaque côté intérieur du support de l’axe Z du portique) ainsi que les tensions des courroies des axes X et Y.
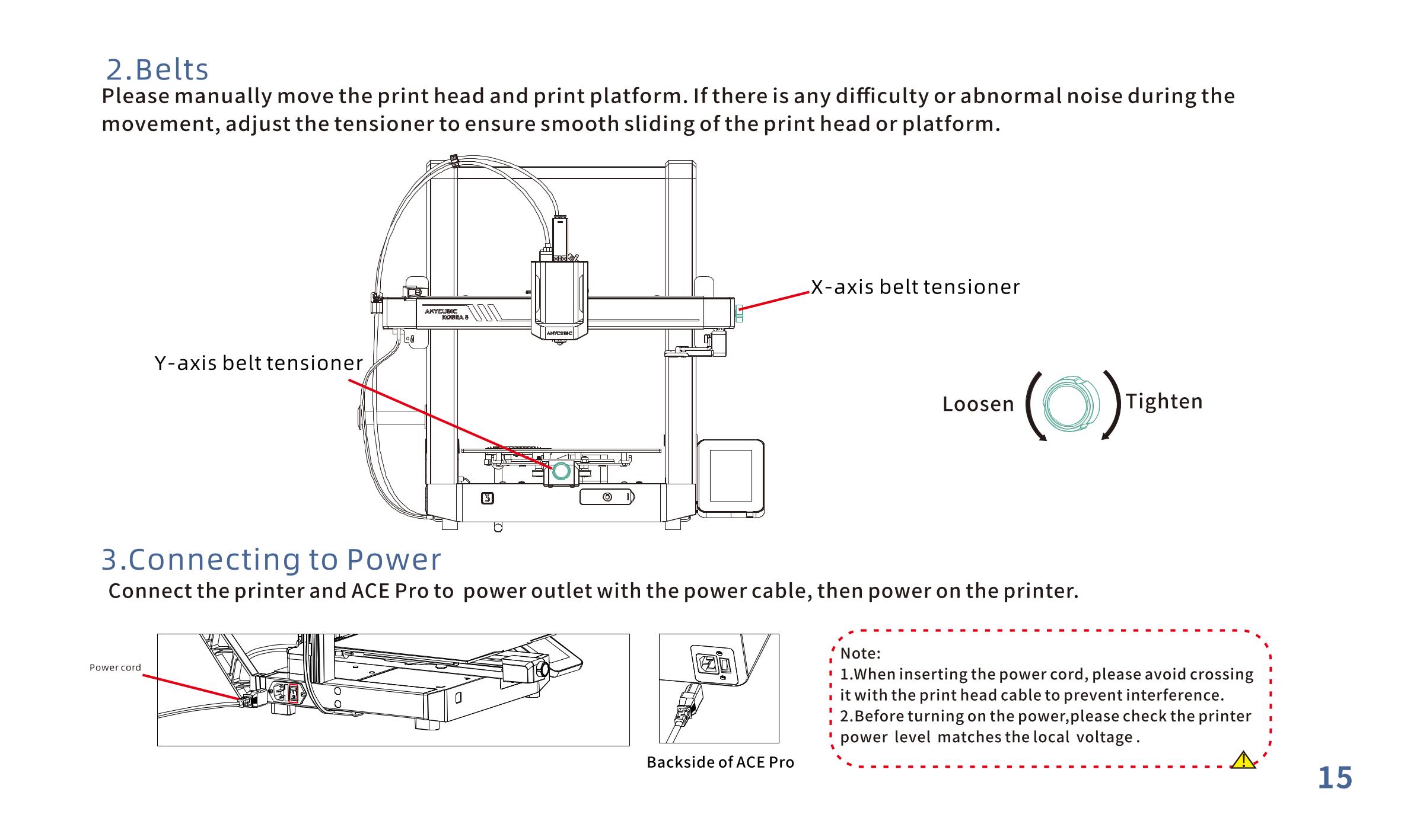
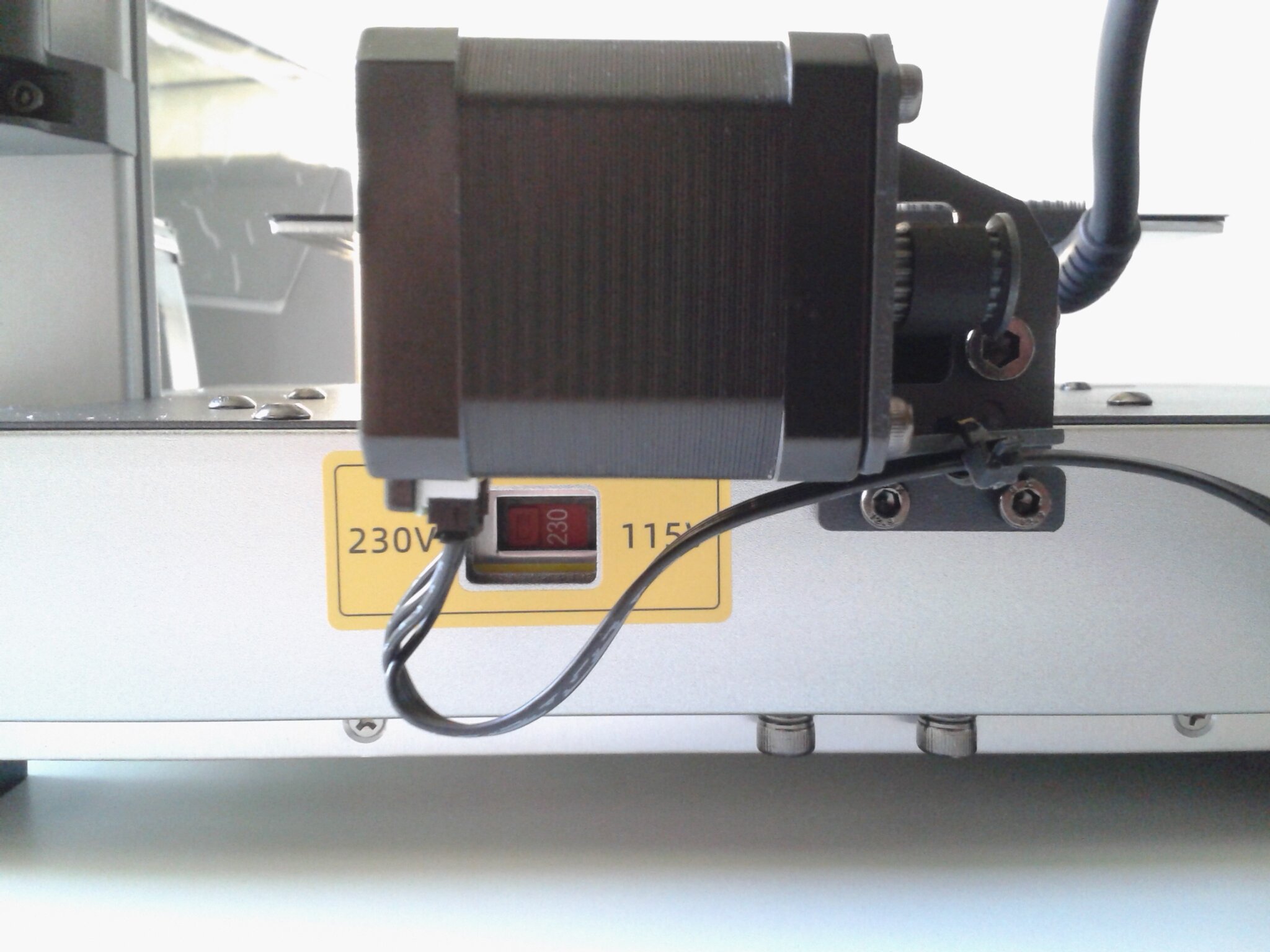
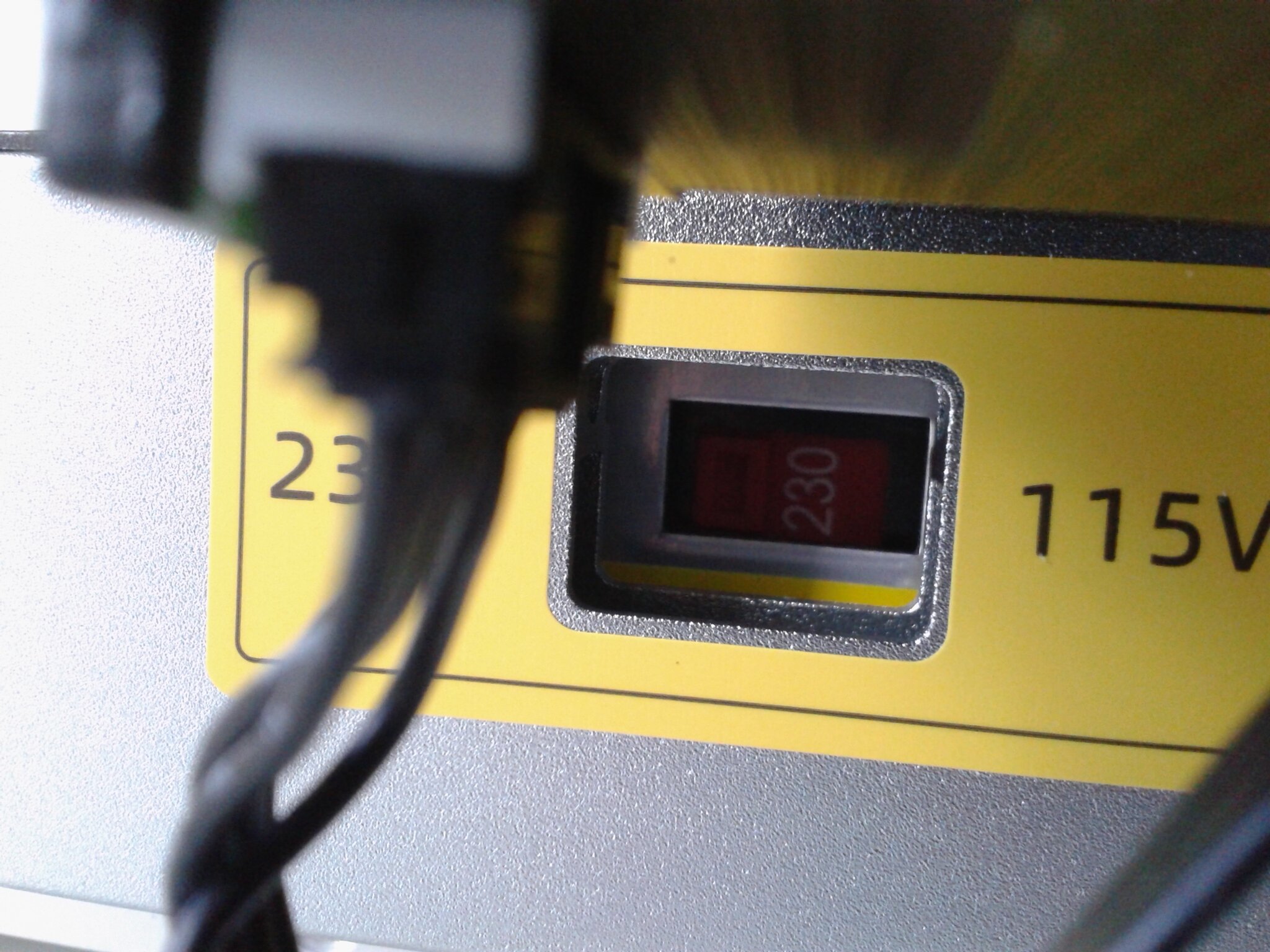
Vérifier que la position du sélecteur de tension du bloc d’alimentation, à l’arrière de la Kobra 3, soit adaptée à la tension secteur de votre réseau électrique. Il n’y a pas de sélecteur de tension sur l’ACE Pro.

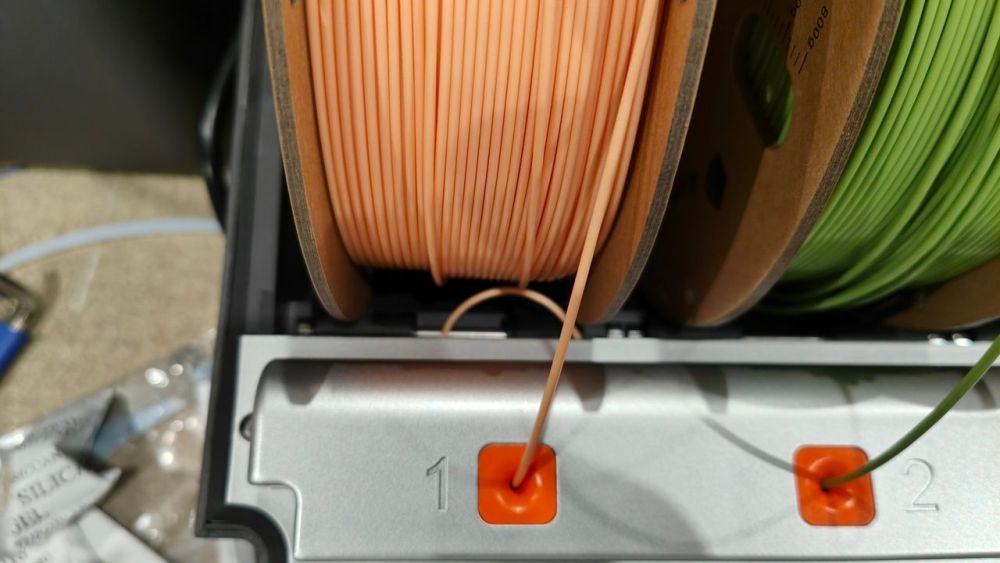
Chargement des bobines dans l’ACE Pro
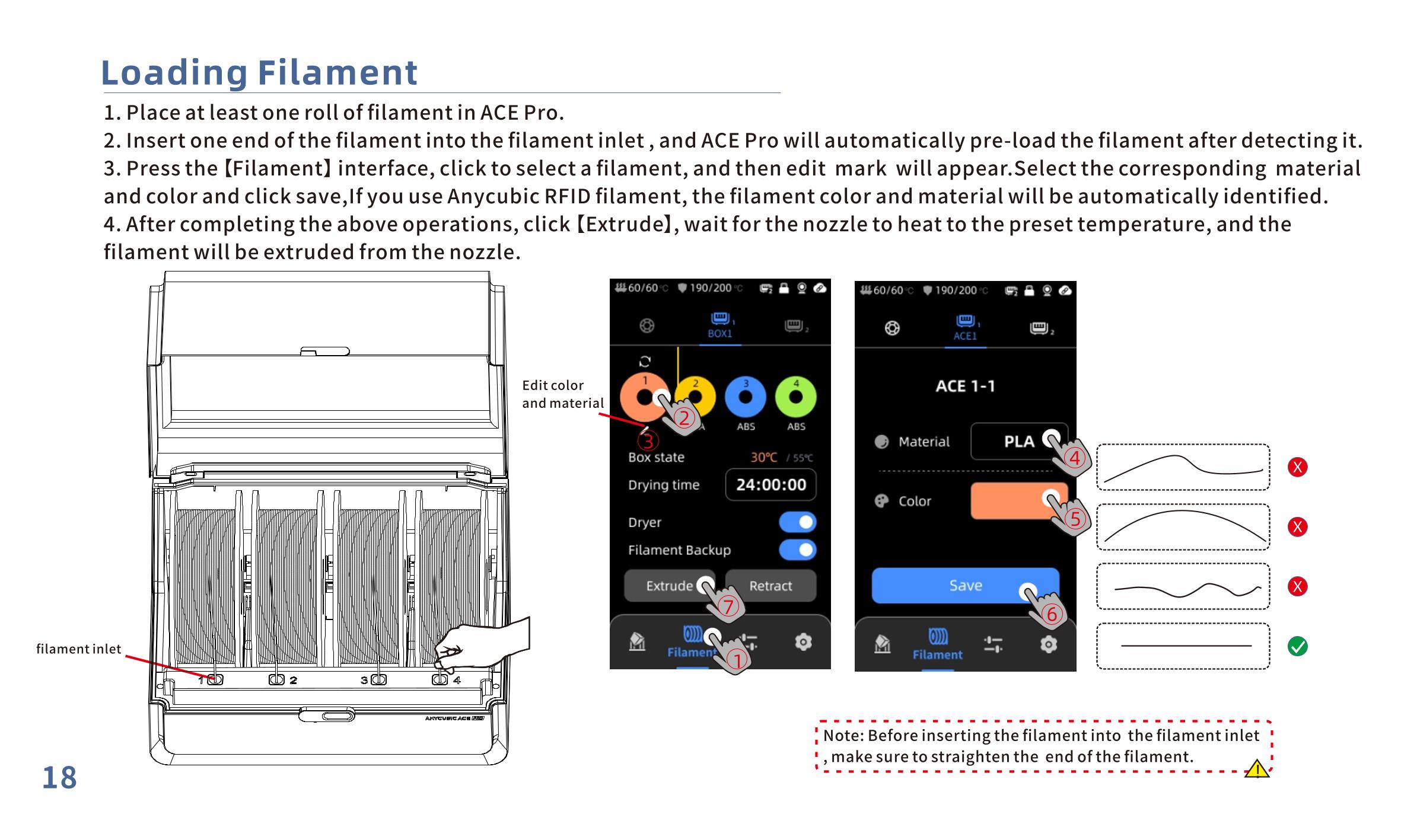
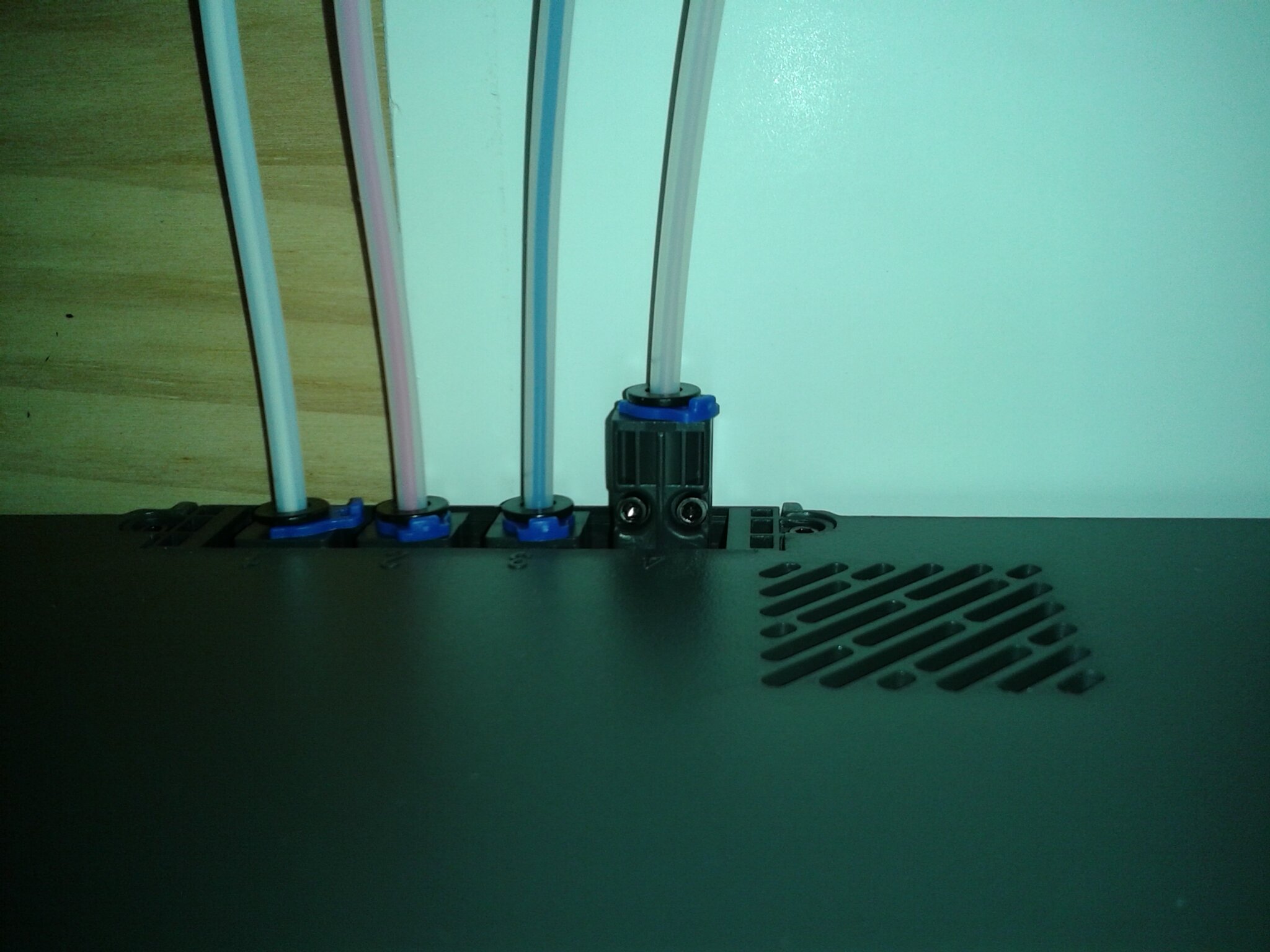
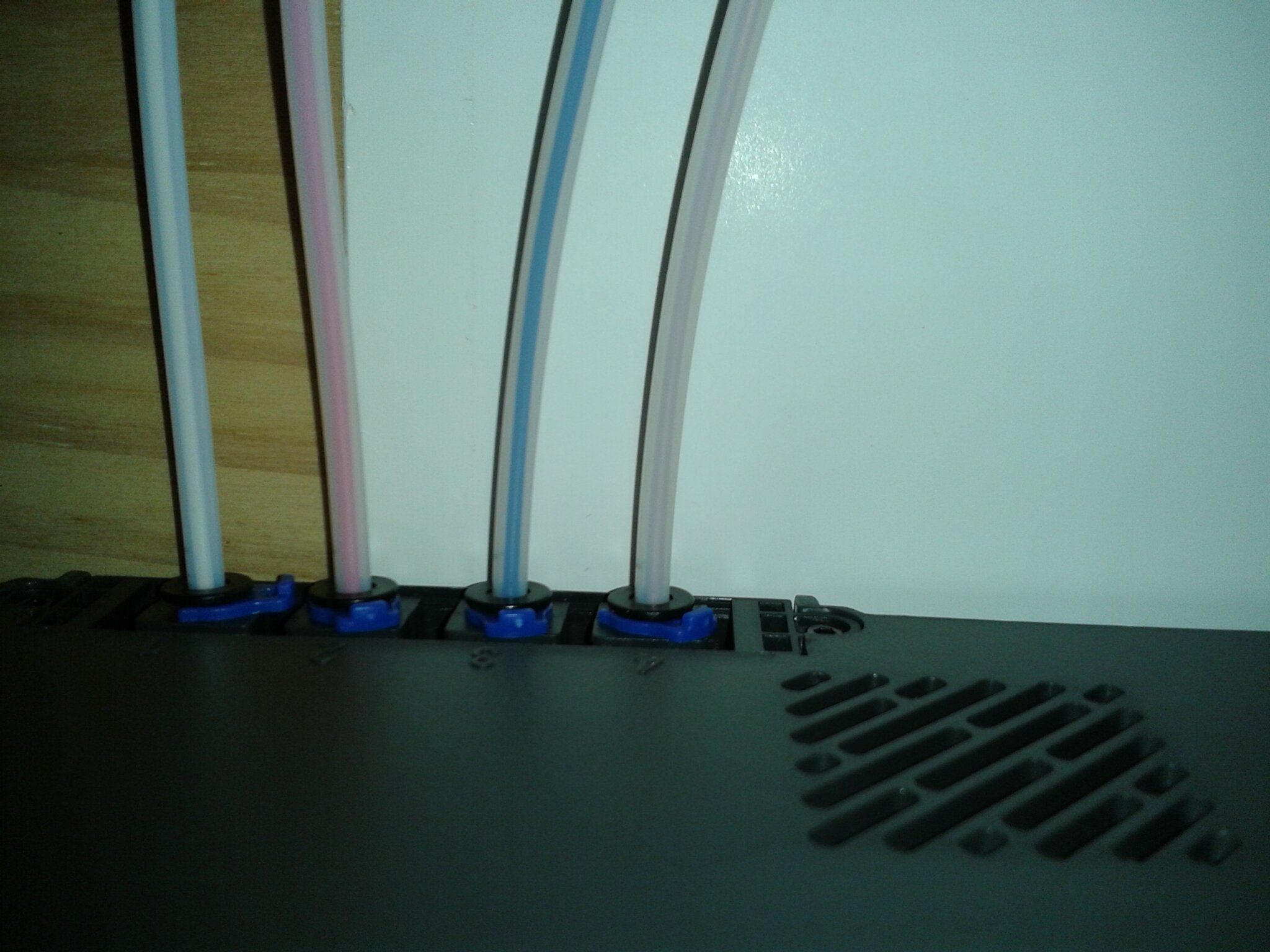
Bien couper et redresser le bout du filament afin qu’il soit le plus droit possible sur ~10 cm avant son insertion dans le “Filament inlet” (“entrée filament” de l’ACE Pro) et l’insérer le plus perpendiculairement possible. Il y a sinon le risque de se retrouver avec le filament qui ressort ailleurs que là où on l’attend lors du chargement dans l’ACE Pro.
Isidon a d’ailleurs rencontré ce problème lors d’un chargement d’une bobine.


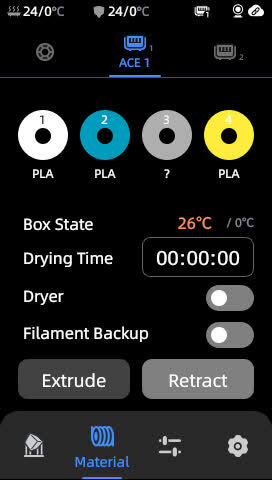
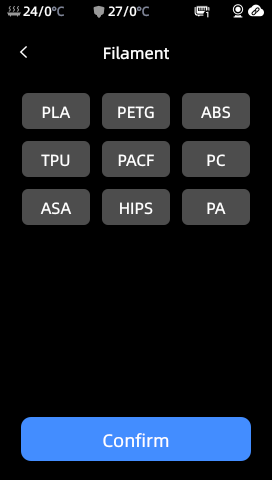
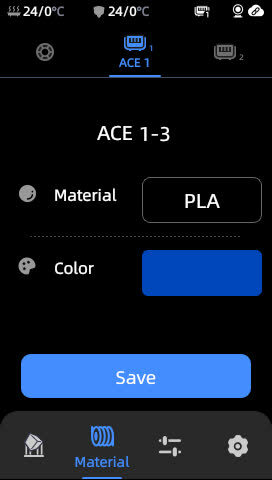
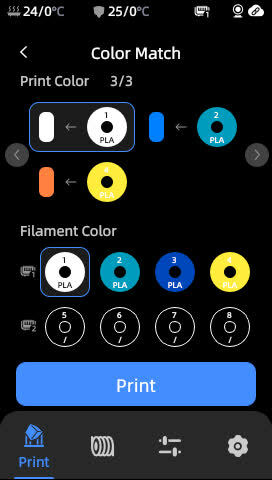
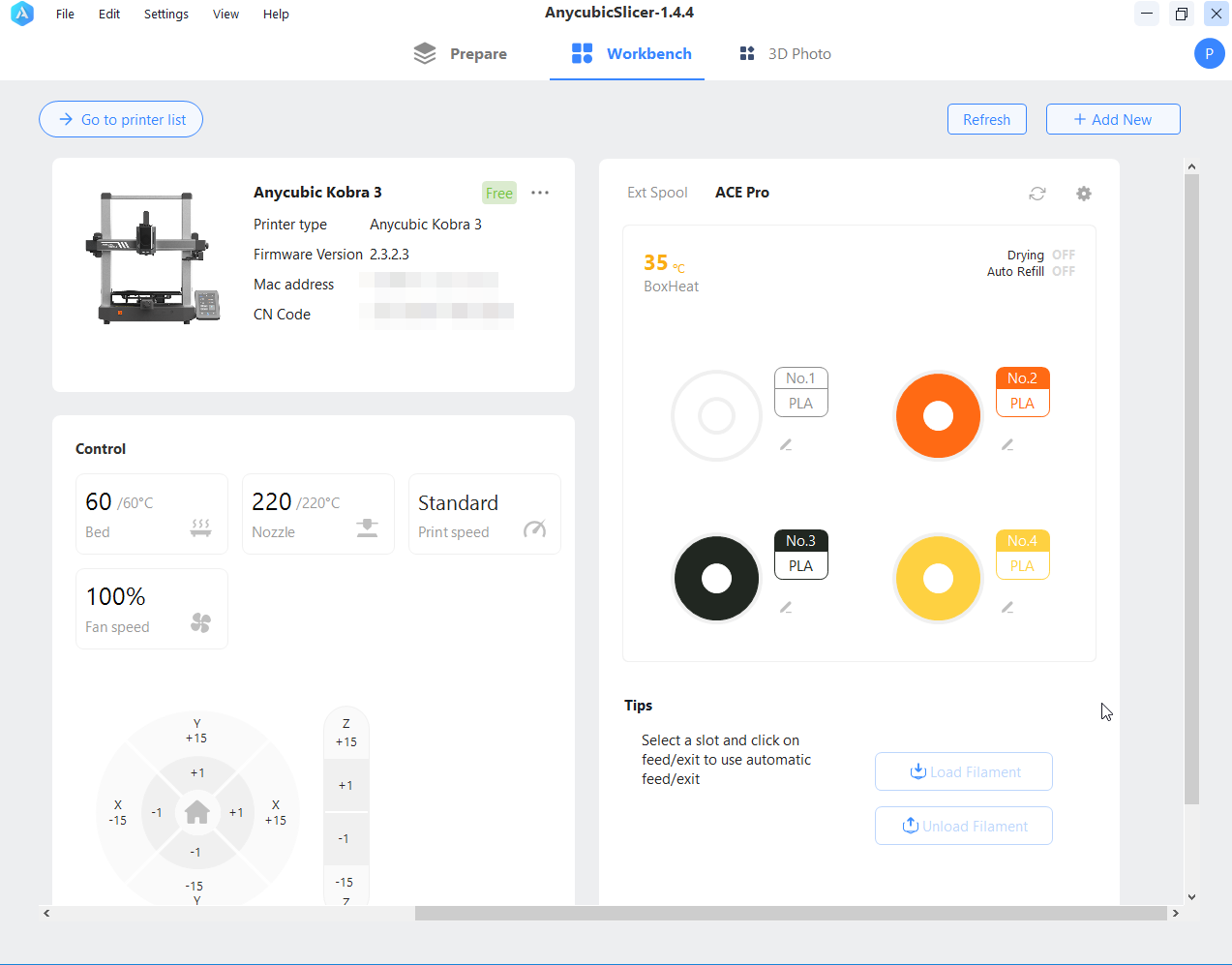
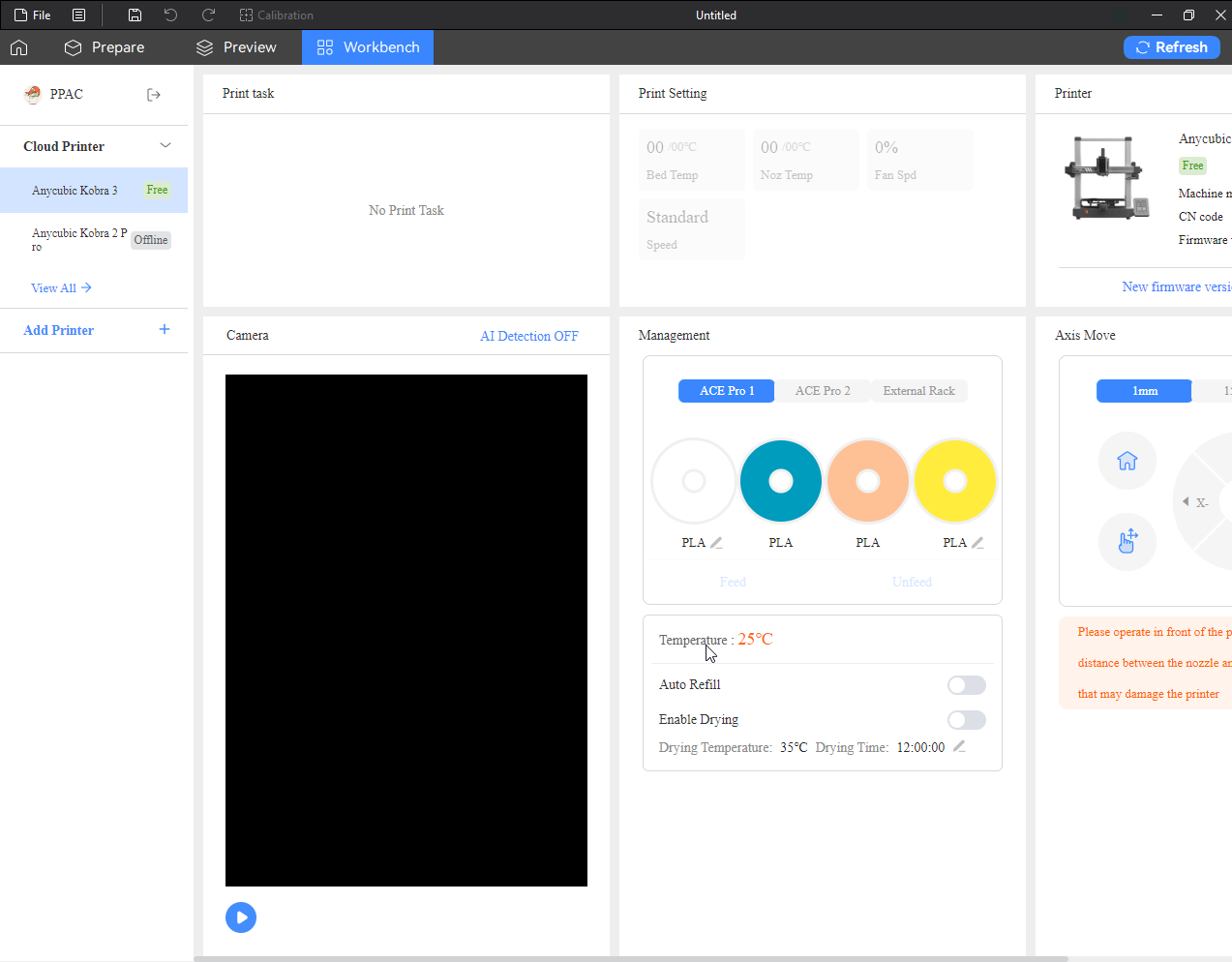
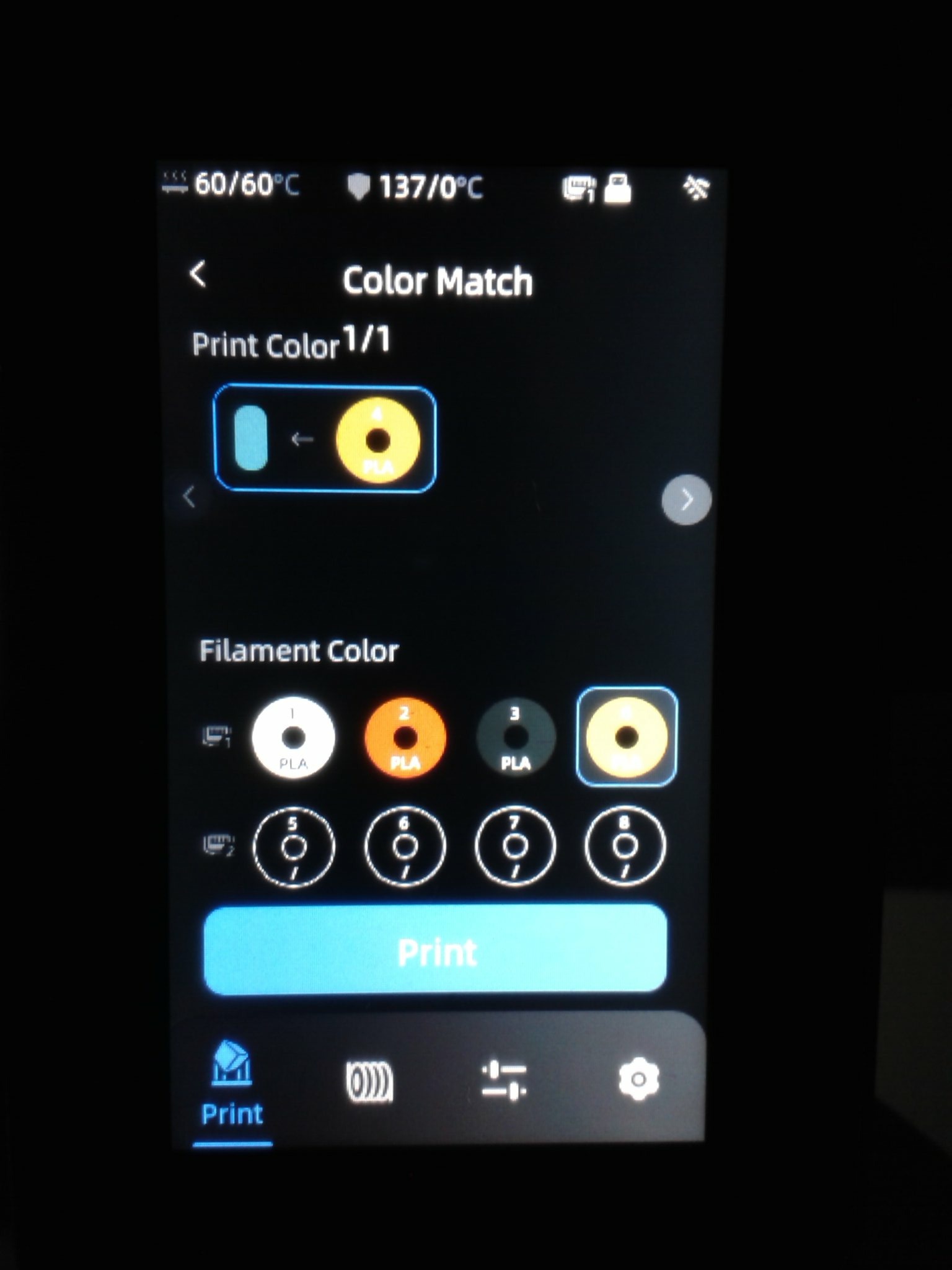
Pour les bobines sans “puce RFID Anycubic”, il faut passer par une phase d’édition du type de filament et couleur via l’écran de contrôle de la Kobra 3 ou via l’onglet “Workbench” sous Anycubic Slicer ou l’app mobile Anycubic.
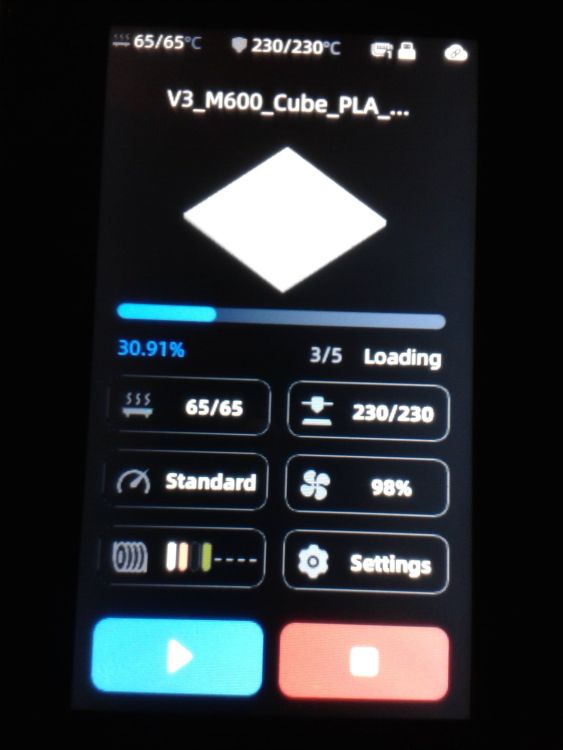
Ici, il faut remarquer que pour la troisième bobine que je viens juste d’insérer avant l’image 2, il y a un “?” en dessous de l’icône de la bobine. Il faut alors cliquer sur cette bobine pour voir l’icône d’édition (le petit crayon) et arriver à cliquer dessus pour modifier matériau et couleur associés à cette bobine, puis sauvegarder. On peut ainsi remarquer qu’il n’y a plus de “?” mais bien un type de matériaux (ici “PLA”) en dessous de l’icône de la bobine. Sans cela, vous aurez une erreur “Please select a color match” lors du “Color Match” au lancement d’une impression.


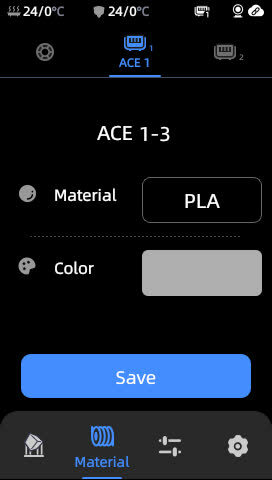
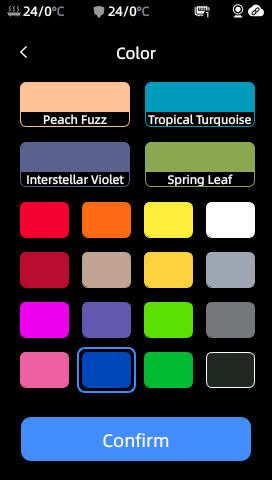
L’interface de choix de couleur n’est pas adaptée pour des daltoniens.
Il n’y a pas de notion de filament multi, dual ou triple couleur.
Il est possible de définir la couleur avec son équivalent en codage hexadécimale RGB de la forme “#FFFFFF” depuis le “Workbech” d’Anycubic Slicer.
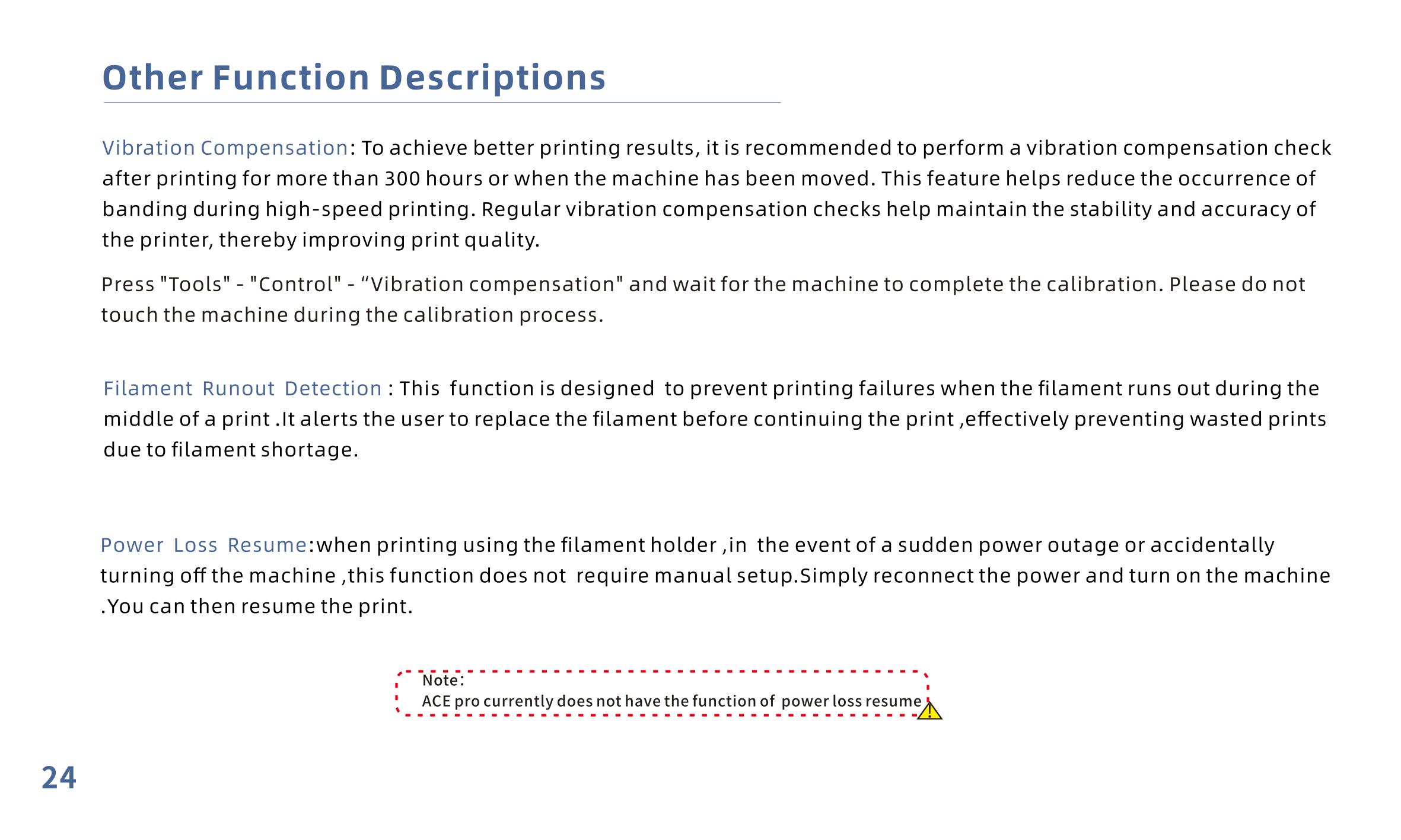
Quelques pages de la fin du manuel utilisateur
Logiciel de tranchage (slicer)
Depuis que j’ai reçu ma Kobra 3 Combo, Anycubic a publié plusieurs versions de différents trancheurs. Il manque encore certaines fonctionnalités et malheureusement, ces logiciels ne sont pas exempts de bugs.
On ne peut par exemple pas accéder à la liste ou lancer l’impression des fichiers qui sont déjà dans la mémoire interne de l’imprimante Anycubic Kobra 3 Combo.
A date du 18 août 2024, voici les versions que l’on retrouve.
“Anycubic Slicer” v1.4.4 (dérivé de Prusa Slicer)
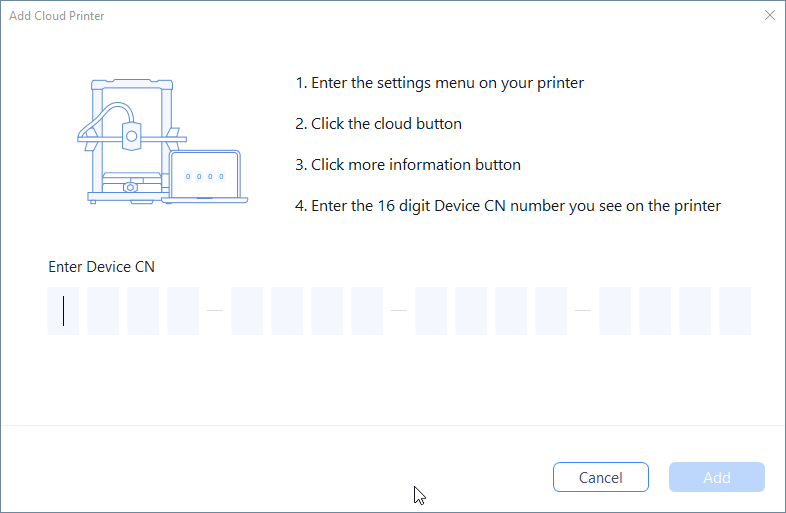
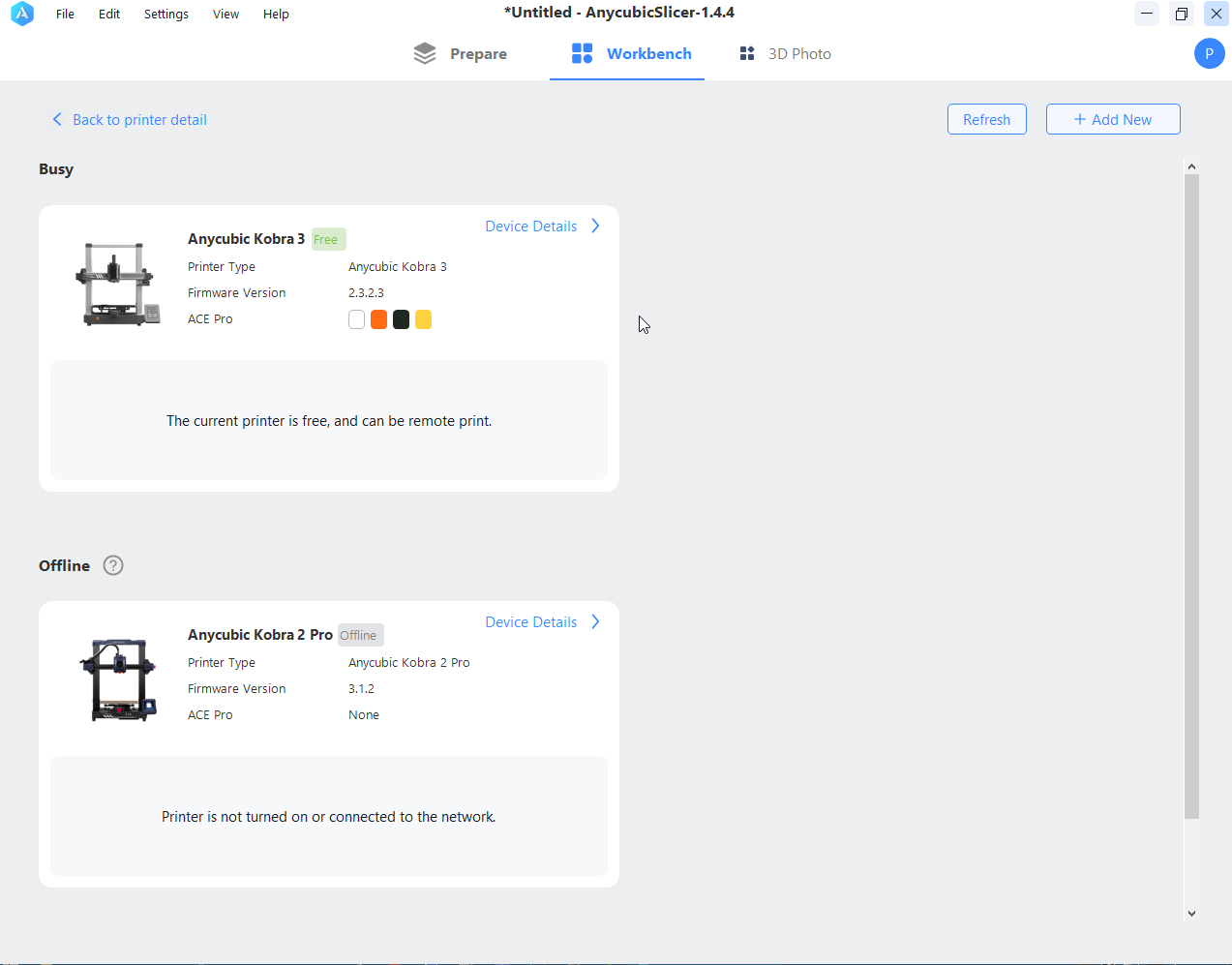
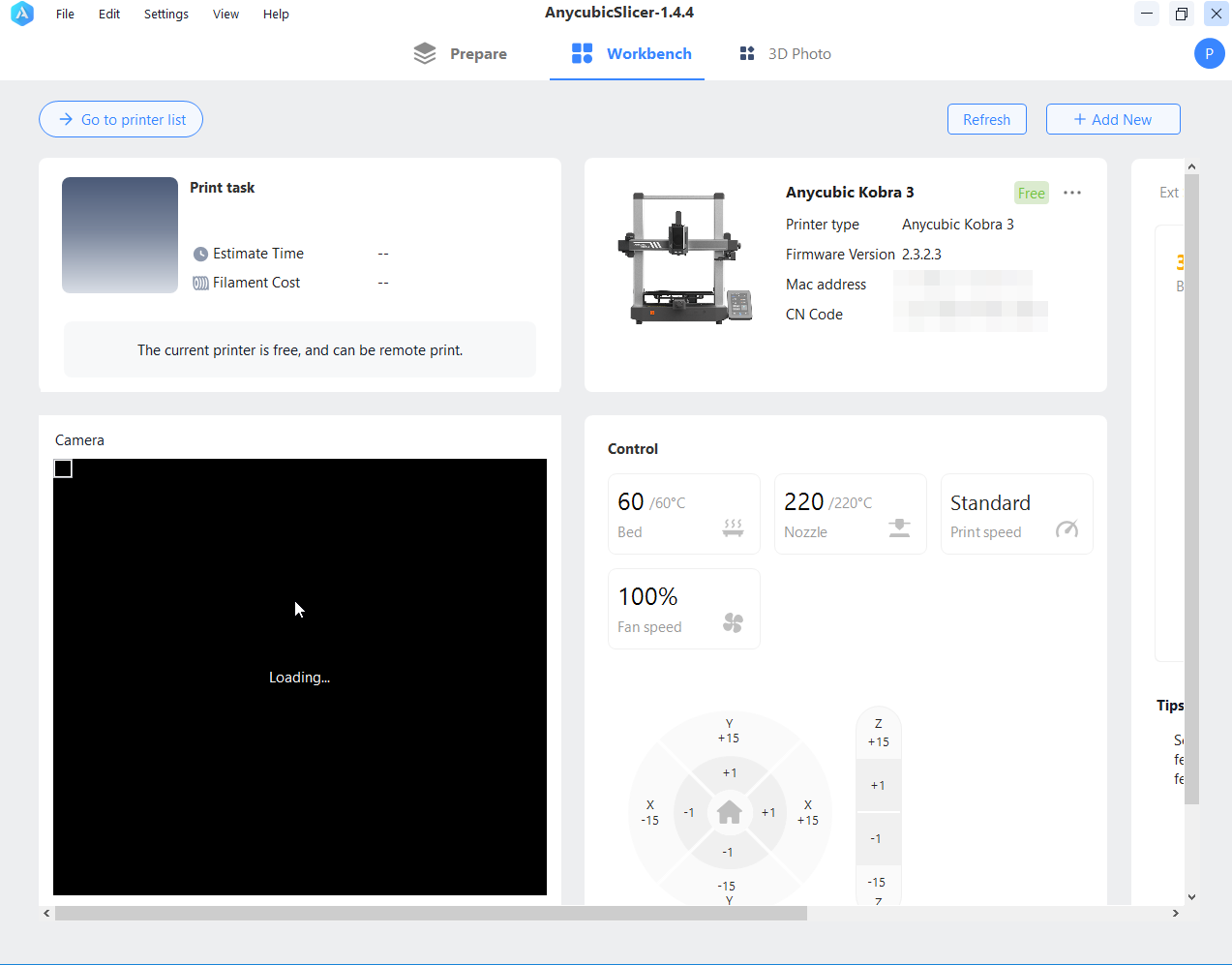
Après association de l’imprimante, il permet l’envoi et le contrôle à distance d’impression via son onglet “Workbench”
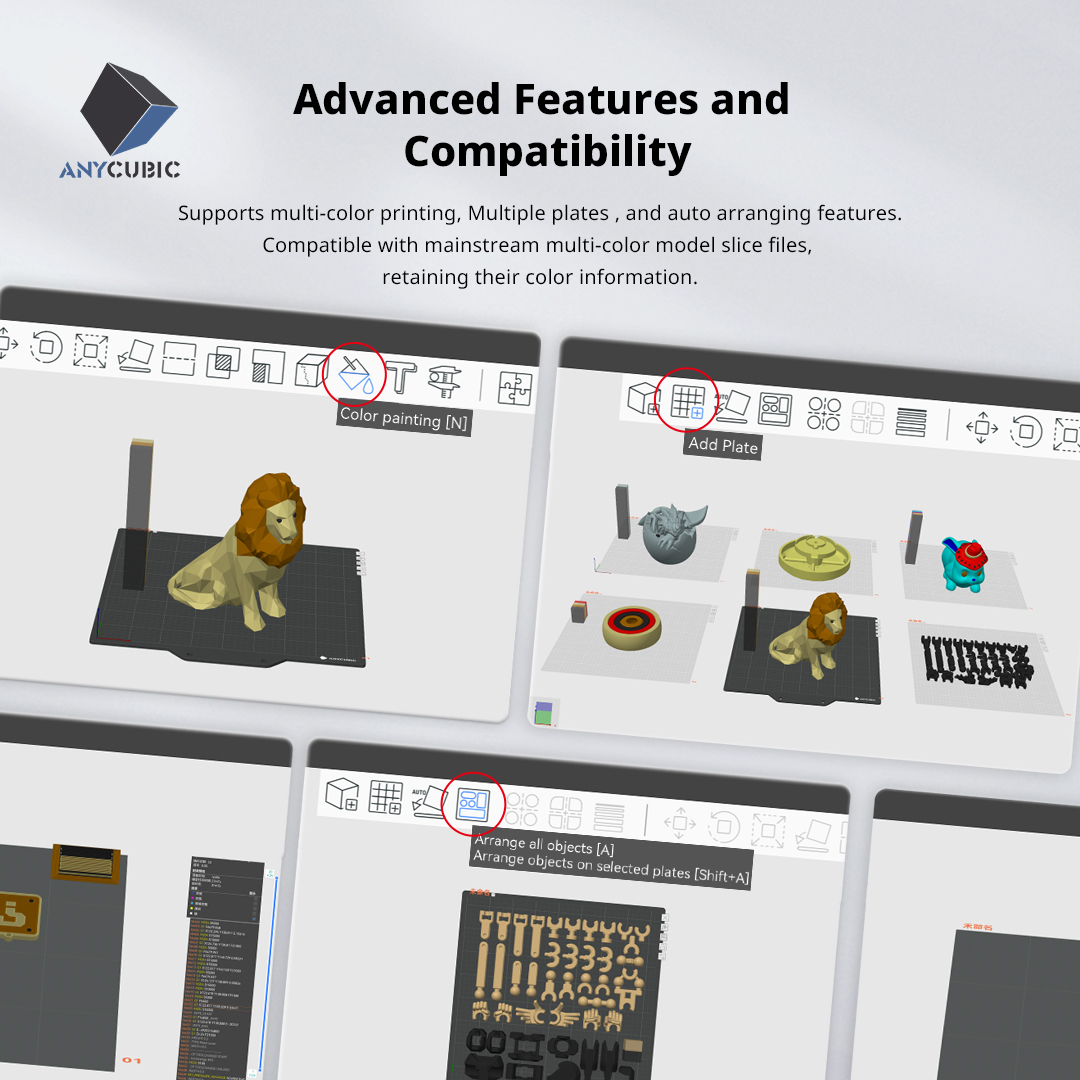
Par exemple, il y a une fonction de coupe planaire et de séparation pour les objets 3D qui le permettent.




Mais pas de fonction pour ajouter ou retirer un volume de texte sur l’objet 3D ou de notion de projet avec plusieurs plateaux.
“Anycubic Slicer Next” v1.0.0 (dérivé d’Orca slicer)
Téléchargeable ici.
Les premières versions étaient nommées “Anycubic Slicer Beta” (v0.1.0, v0.2.0), et n’avaient pas encore la possibilité d’envoi et de contrôle d’impression à distance via le Cloud Anycubic.
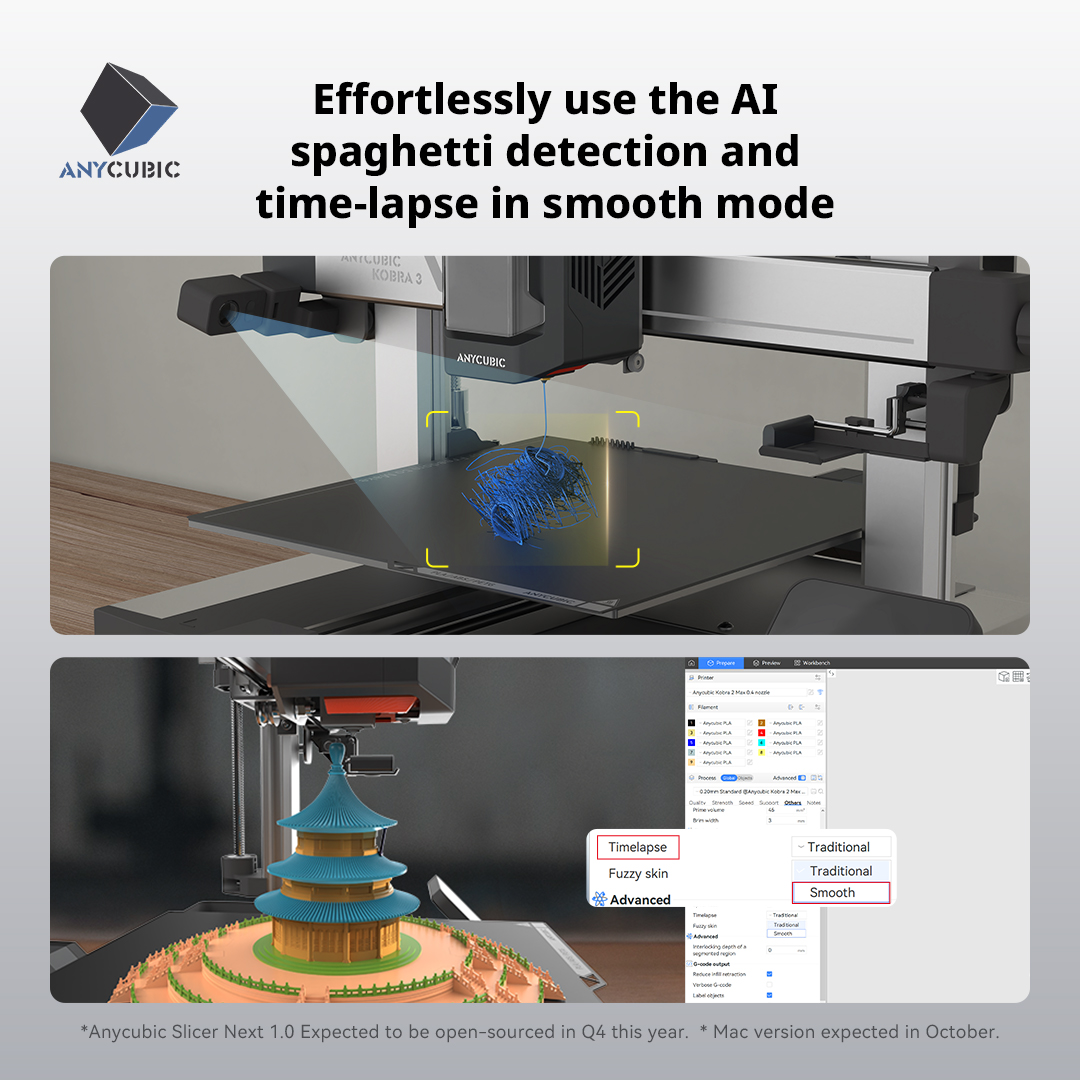
Je n’ai pas encore testé les modes de paramétrage du timelapse visible dans l’une des images précédentes.
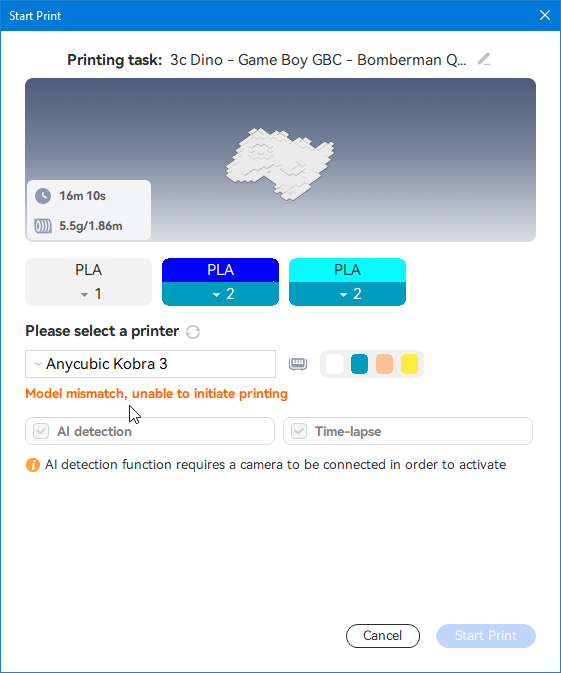
Si vous avez sélectionné d’autres imprimantes que la “Anycubic Kobra 3” (Combo) pour les utiliser dans ce logiciel, alors prendre garde de choisir le bon profil d’imprimante avant tranchage du modèle 3D, sous peine d’afficher l’erreur “Model mismatch, unable to initiate printing” (j’avais tranché pour un profil de “Kobra 2 Pro” et non de “Kobra 3”).

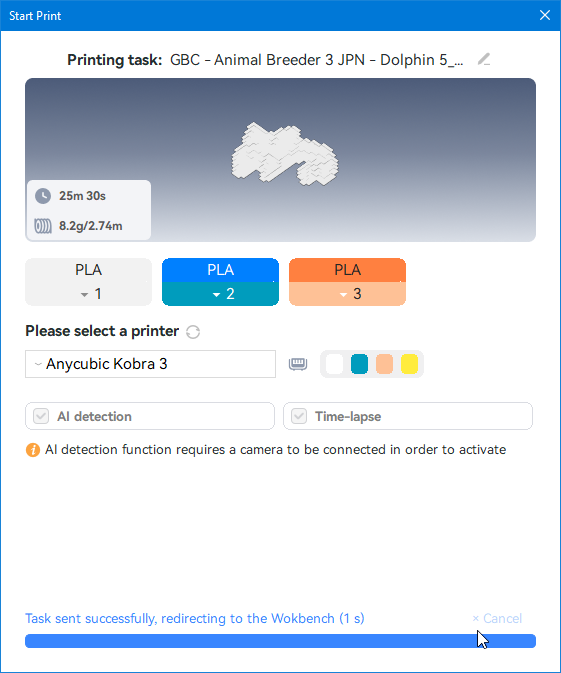
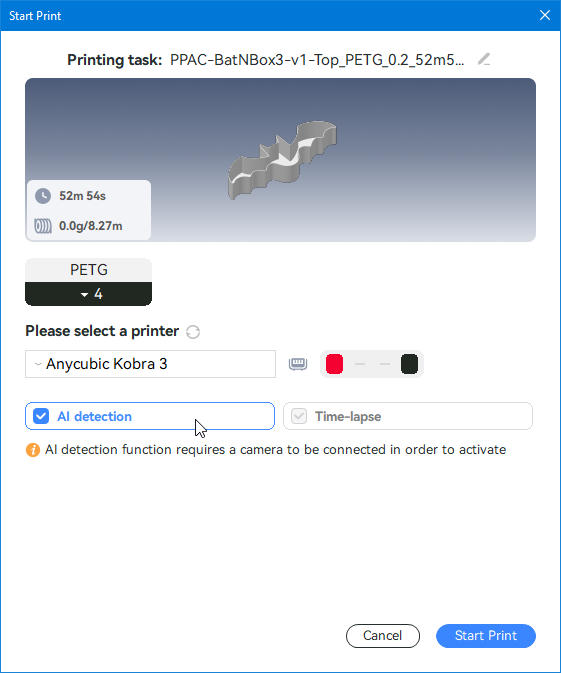
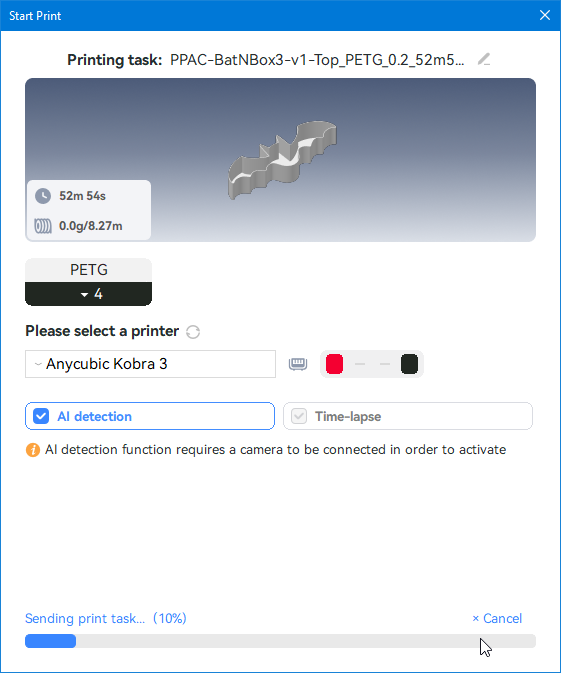
Exemple d’envoi d’impression à distance qui réussi et dont l’impression se termine correctement.



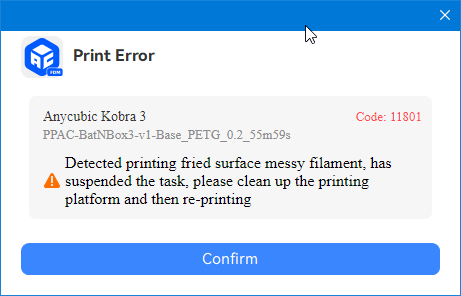
Pour l’instant, la fonction IA semble ne pas être au point car la seule fois où je l’ai testée, cela a déclenché une mise en pause de l’impression sur détection d’un problème alors qu’il n’y avait pas de problème. Malheureusement, lors de la pause, il y a suintement par le nez de la buse et cela m’a donc fait un petit défaut de manque matière à la reprise, pour rien.








Il y a encore quelques bugs sur cette v1.0.0. Par exemple, quand on envoie à distance l’impression d’un plateau d’un projet ayant plusieurs plateaux, cela semble envoyer le gcode du dernier plateau du projet et non celui du plateau en cours d’aperçu, en plus avec le nom du plateau en cours d’aperçu pour le nom du .gcode envoyé à l’imprimante.
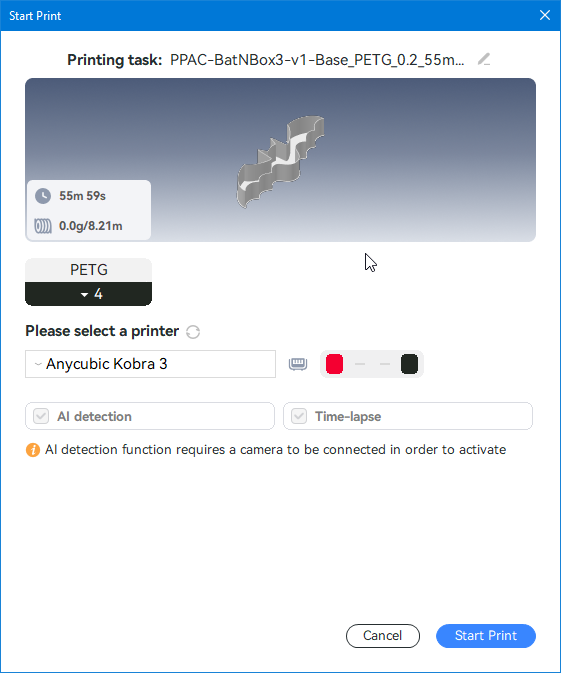
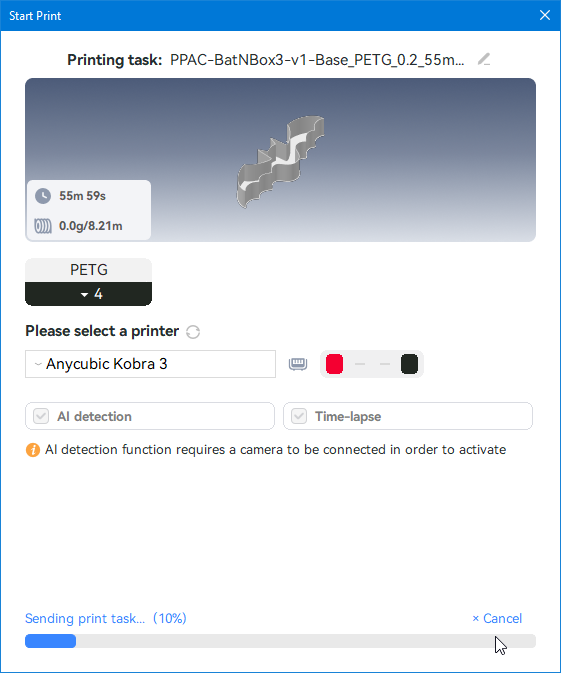
Pour mon impression de ma boite chauve-souris en deux parties, j’ai eu besoin d’exporter le fichier d’impression d’extension “.gcode”, puis fermer le projet, ouvrir seulement le fichier d’impression .gcode avec Anycubic Slicer Next v1.0.0 pour arriver à envoyer l’impression de la base de cette boite de mon projet avec plusieurs plateaux. Fastidieux.
Profil d’impression Anycubic Kobra 3 pour Orca Slicer
On trouve sur le wiki d’Anycubic un profil de la Kobra 3 Combo pour Orca Slicer (ici). Si on souhaite utiliser ce trancheur, il n’y aura pas la possibilité d’envoyer l’impression via le Cloud d’Anycubic. Il faudra donc exporter et copier le fichier .gcode sur une clé USB, ou l’ouvrir avec un slicer Anycubic.
Il y a aussi des petits trucs à corriger dans le profil (M600 et non M601 en g-code de pause, entre autres).
Acheter une Anycubic Kobra 3 (Combo)
Impressions de test (PLA) sur Anycubic Kobra 3 Combo
Selon la version du firmware de l’imprimante, certains fichiers d’impression de test dans la mémoire interne peuvent avoir été optimisés et avoir donc un nom de fichier et/ou contenue différent. Initialement, je n’avais tenté d’imprimer que deux des fichiers de test.
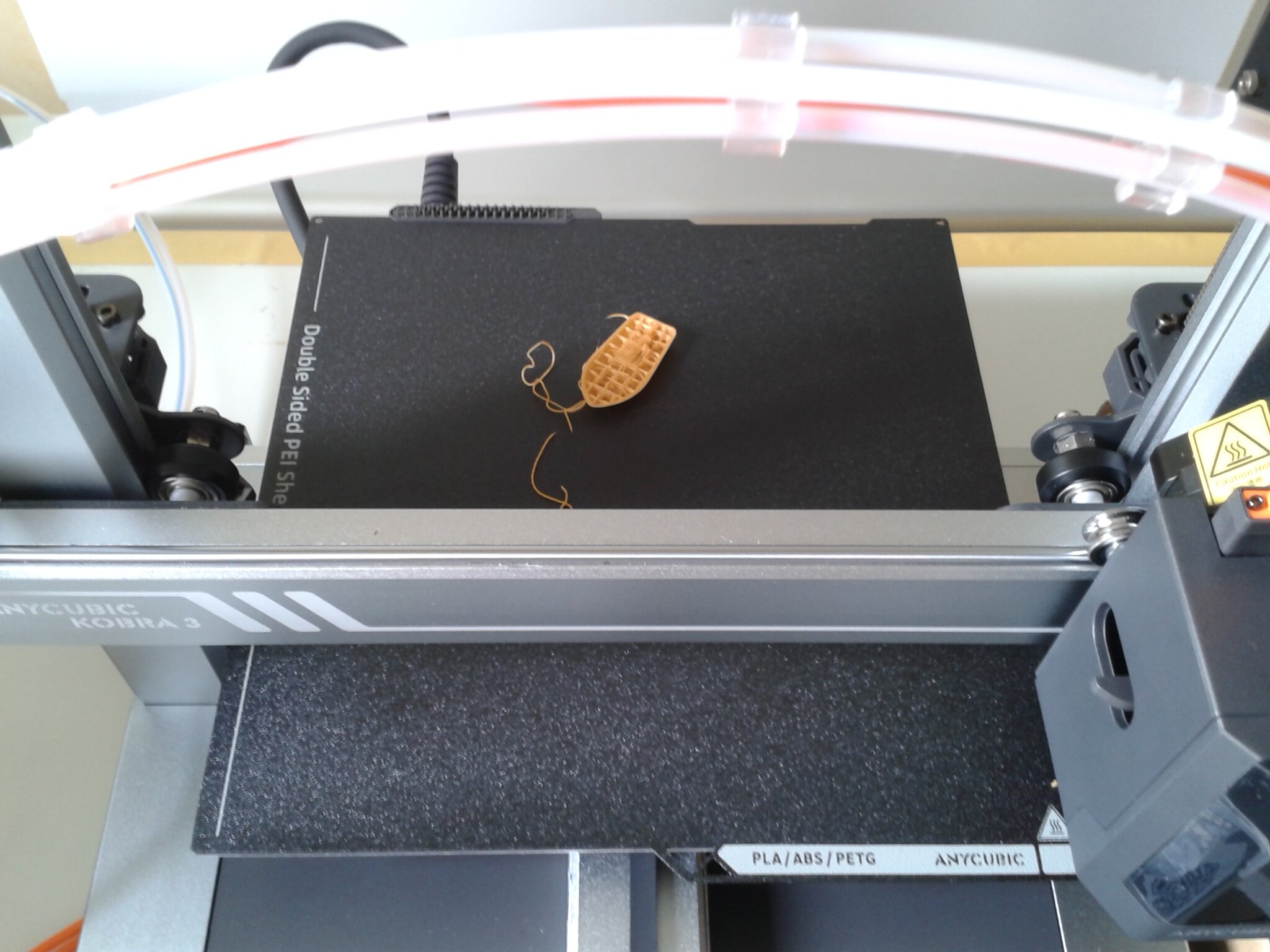
“HSPLASPeedBenchy-12m.gcode” (essai 1 et 2, sans filament Haute vitesse)
Mes premiers essais d’impression du Benchy Boat en haute vitesse (donc pour PLA High Speed) se sont soldées par deux échecs car je n’avais pas utilisé un filament adapté.
Firmware Kobra 3 : v2.3.1.3
Filament : PLA Jaune Or ArianePlast



“3DBenchy-54m.gcode”
Firmware : v2.3.1.3
Filament : PLA Blanc Ecofil






“HSPLASPeedBenchy-12m.gcode”
J’ai bien plus tard, après de nombreuses impressions et plusieurs mises à jour du firmware, refait cette impression de test, cette fois avec un filament Haute Vitesse.
Firmware : v2.3.3.2
Filament : PLA Haute Vitesse gris Anycubic





“SpeedBenchy-15m-5-29.gcode”
Firmware v2.3.3.1
Filament : PLA Haute Vitesse Gris Anycubic (certainement un peu humide, car bobine entamée lors du test de la Kobra 2 Pro, ce qui pourrait expliquer les cheveux d’anges)




“01-Base_PLA_0.2_4h33m.gcode”
Firmware v2.3.3.1
Filament : PLA Pantone “Peach Fuzz” Anycubic

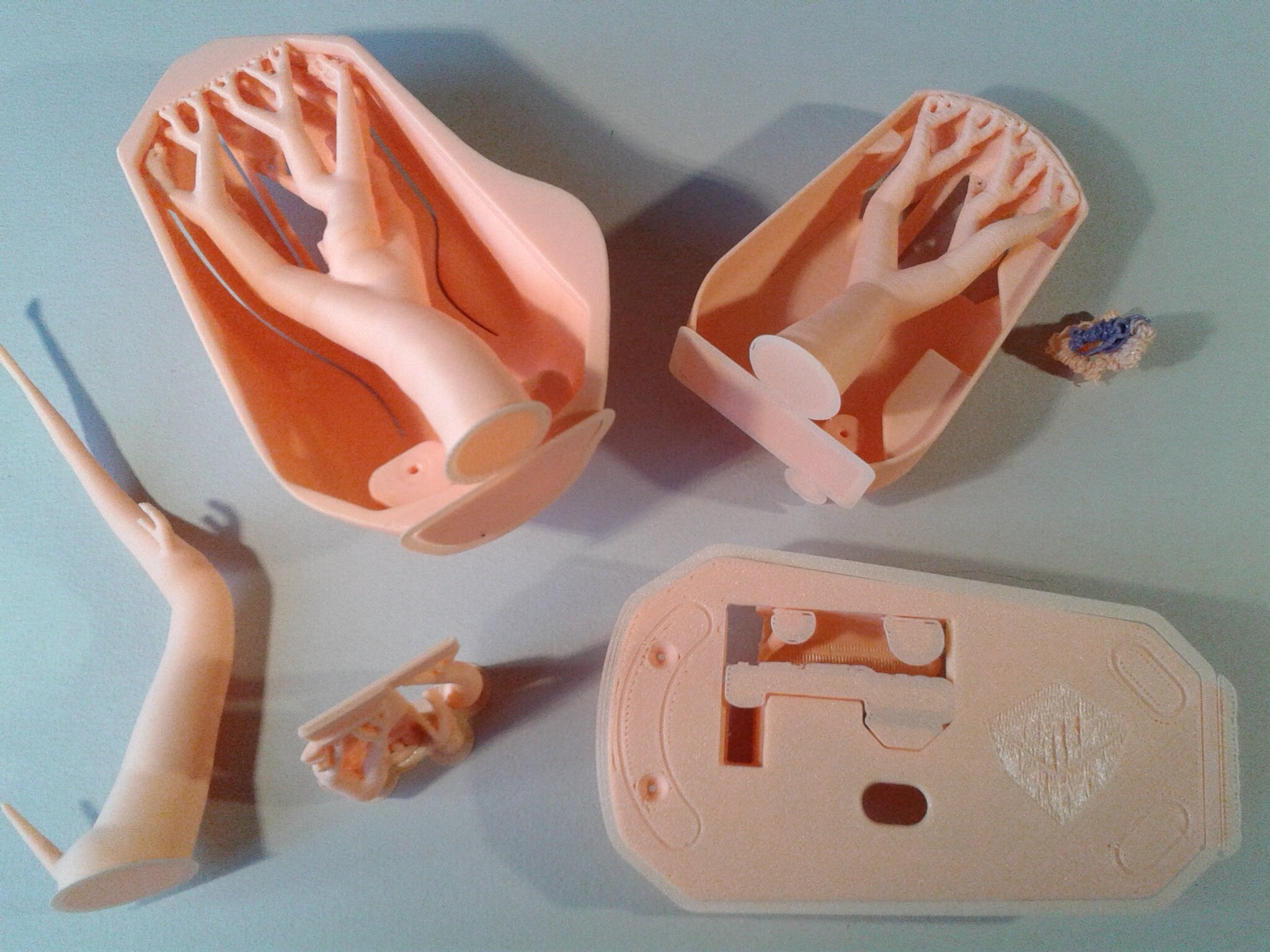
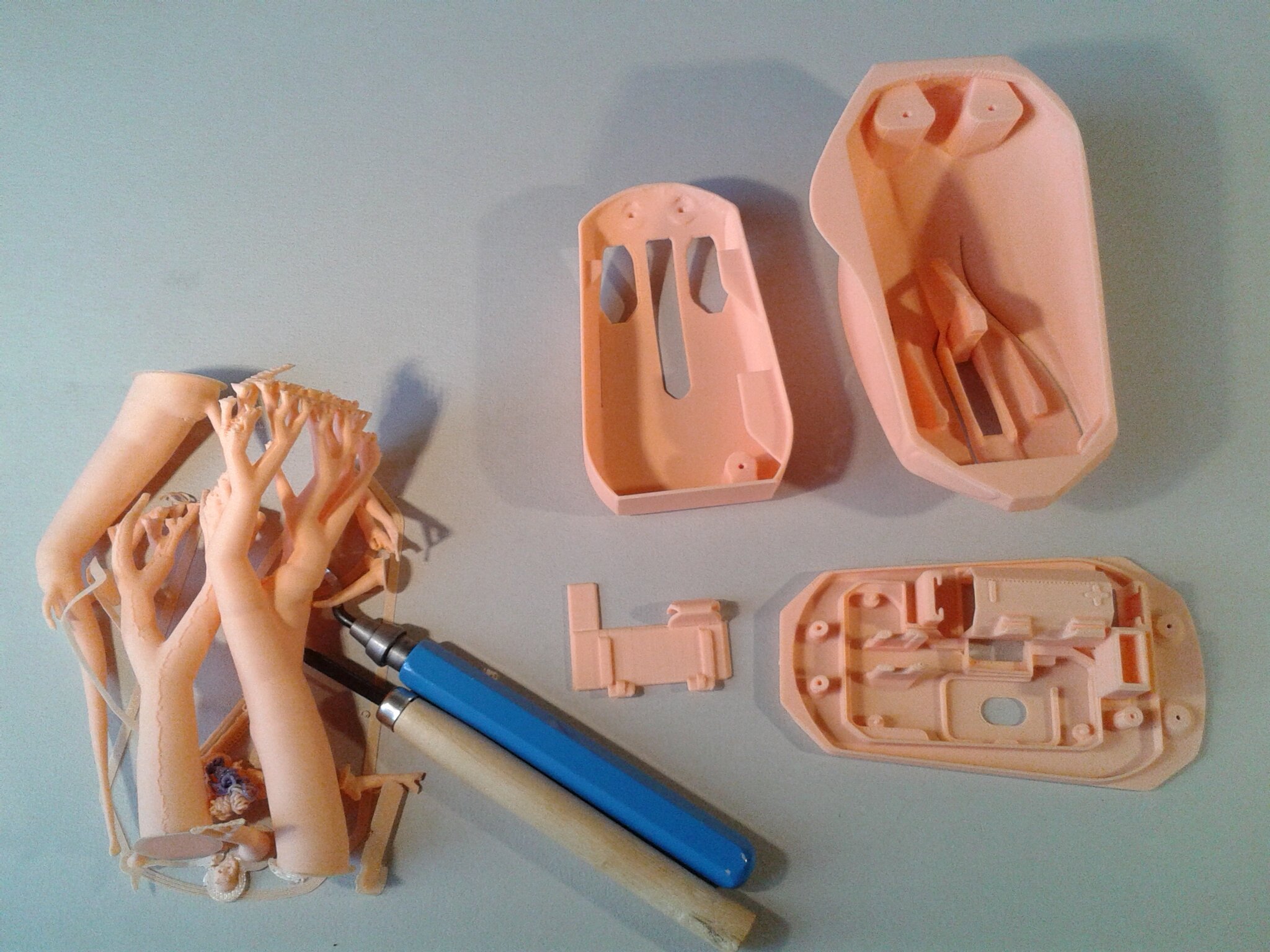
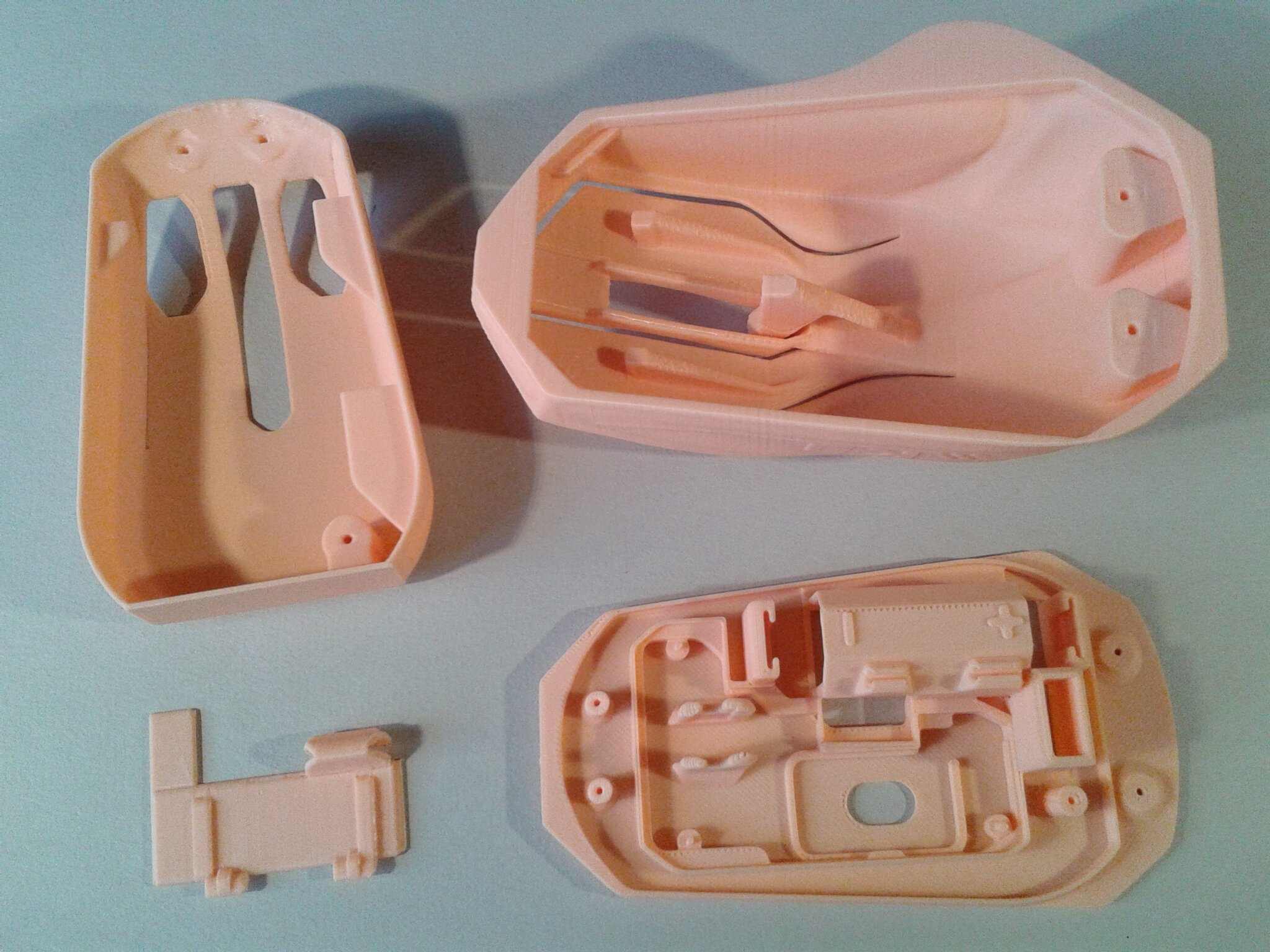
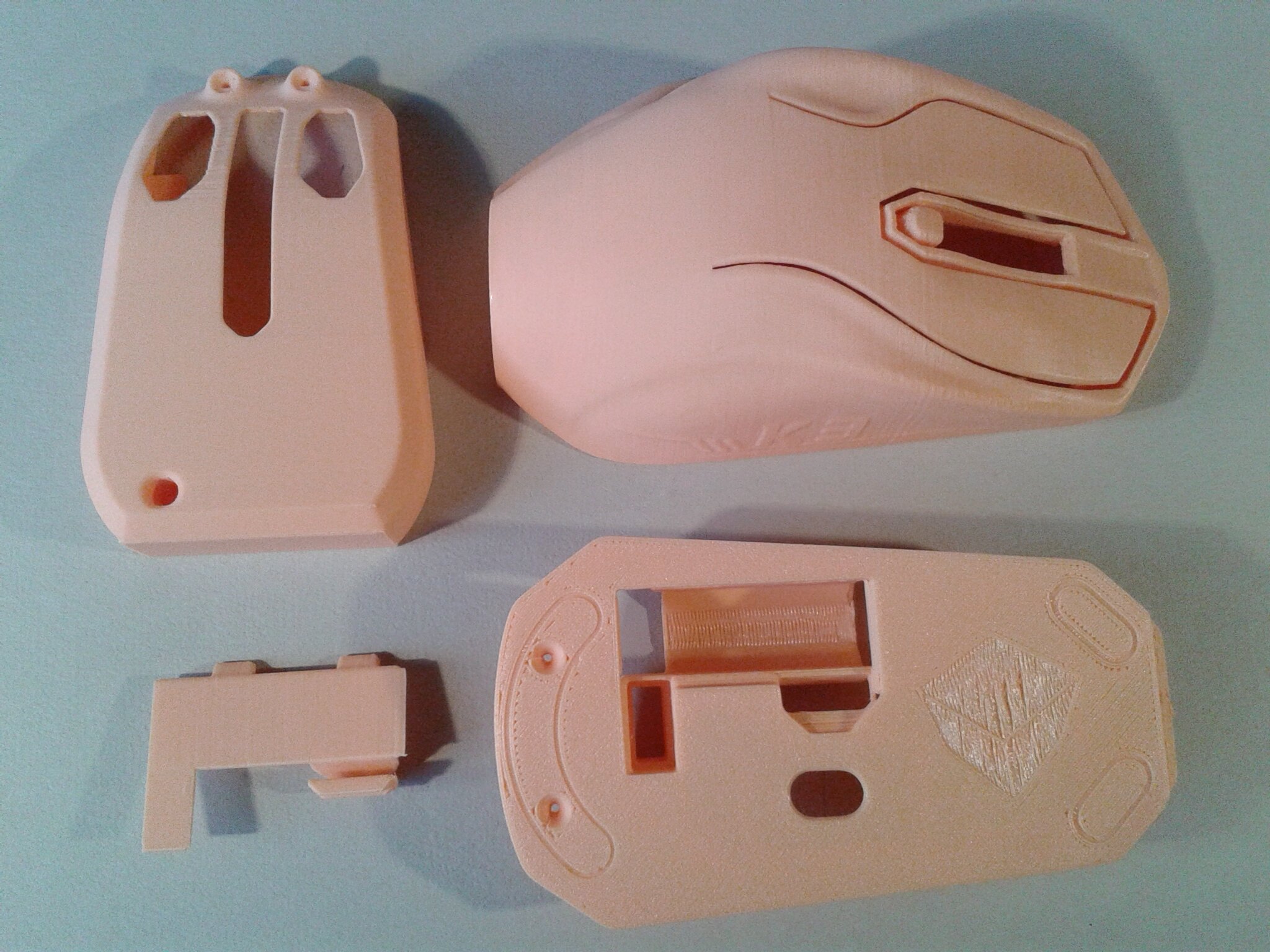



Cette impression s’utilise avec le “Kit Créatif de Souris Sans Fil” Anycubic (l’un des kits surprise que l’on pouvait recevoir en cadeau avec la Kobra 3 Combo).

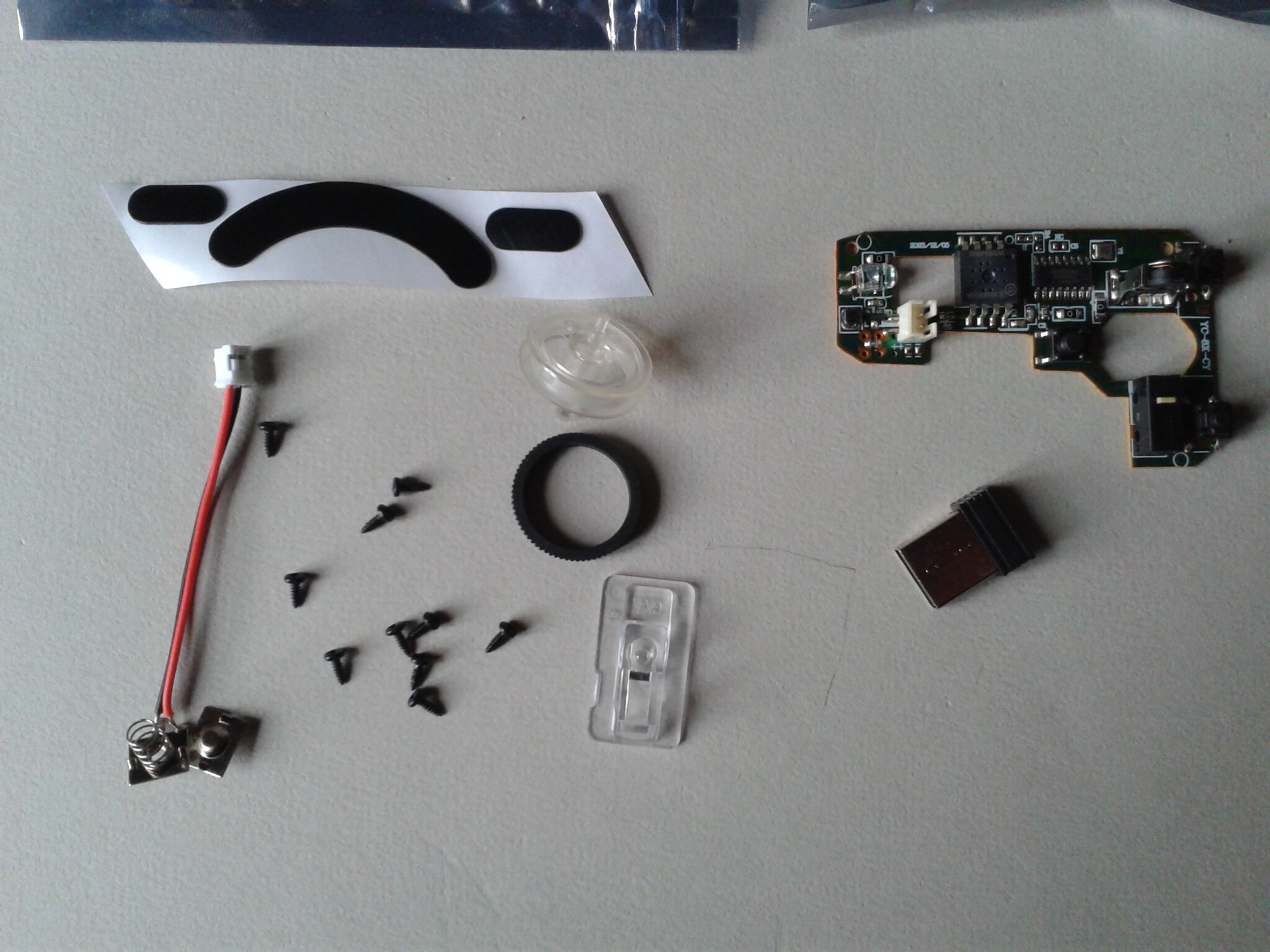

Montage : deux vis ne sont pas suffisamment longues (photo 3) et ne jouent pas leur rôle. Mais cela ne semble pas gêner, la souris fonctionne comme attendu.






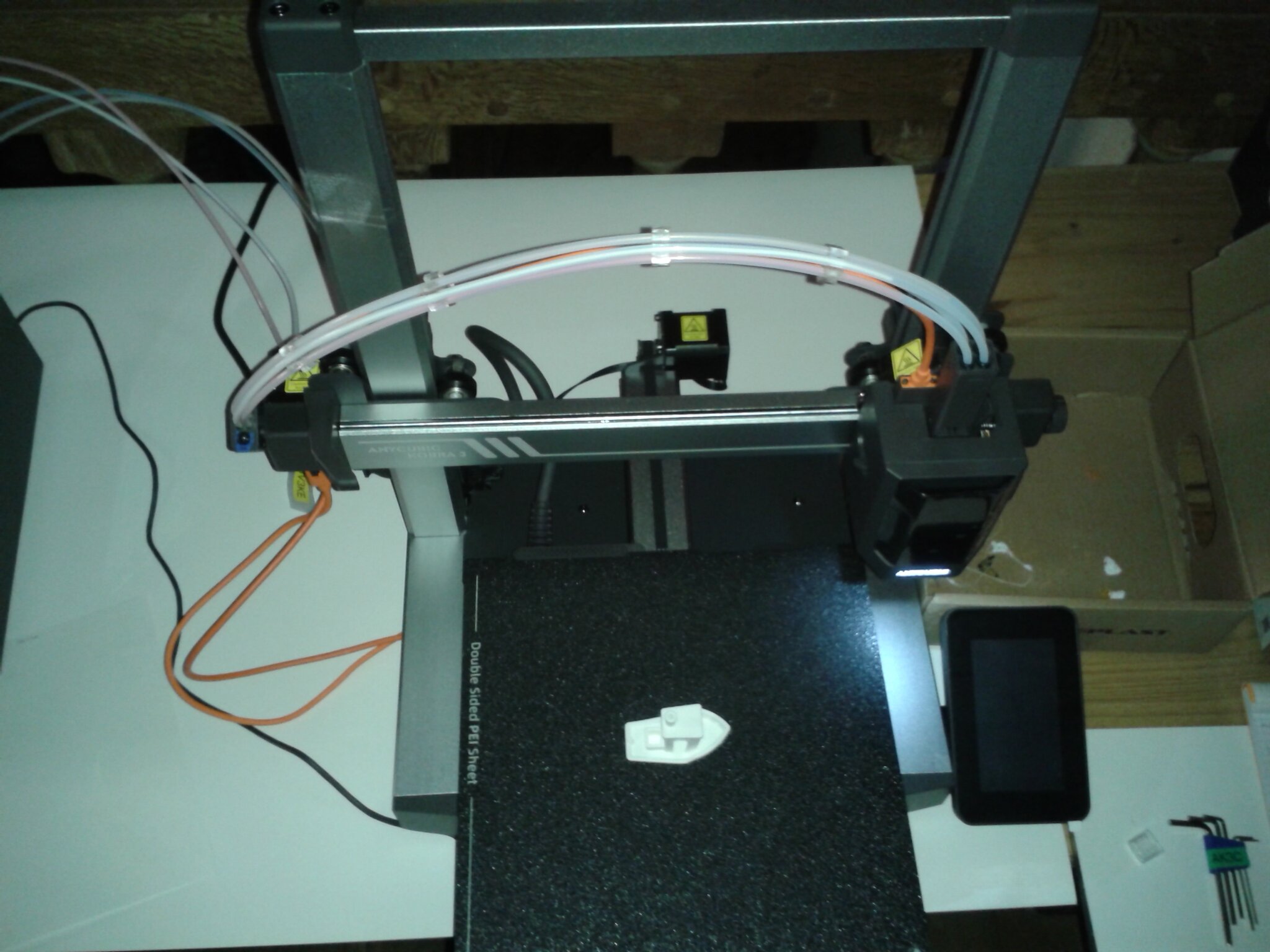
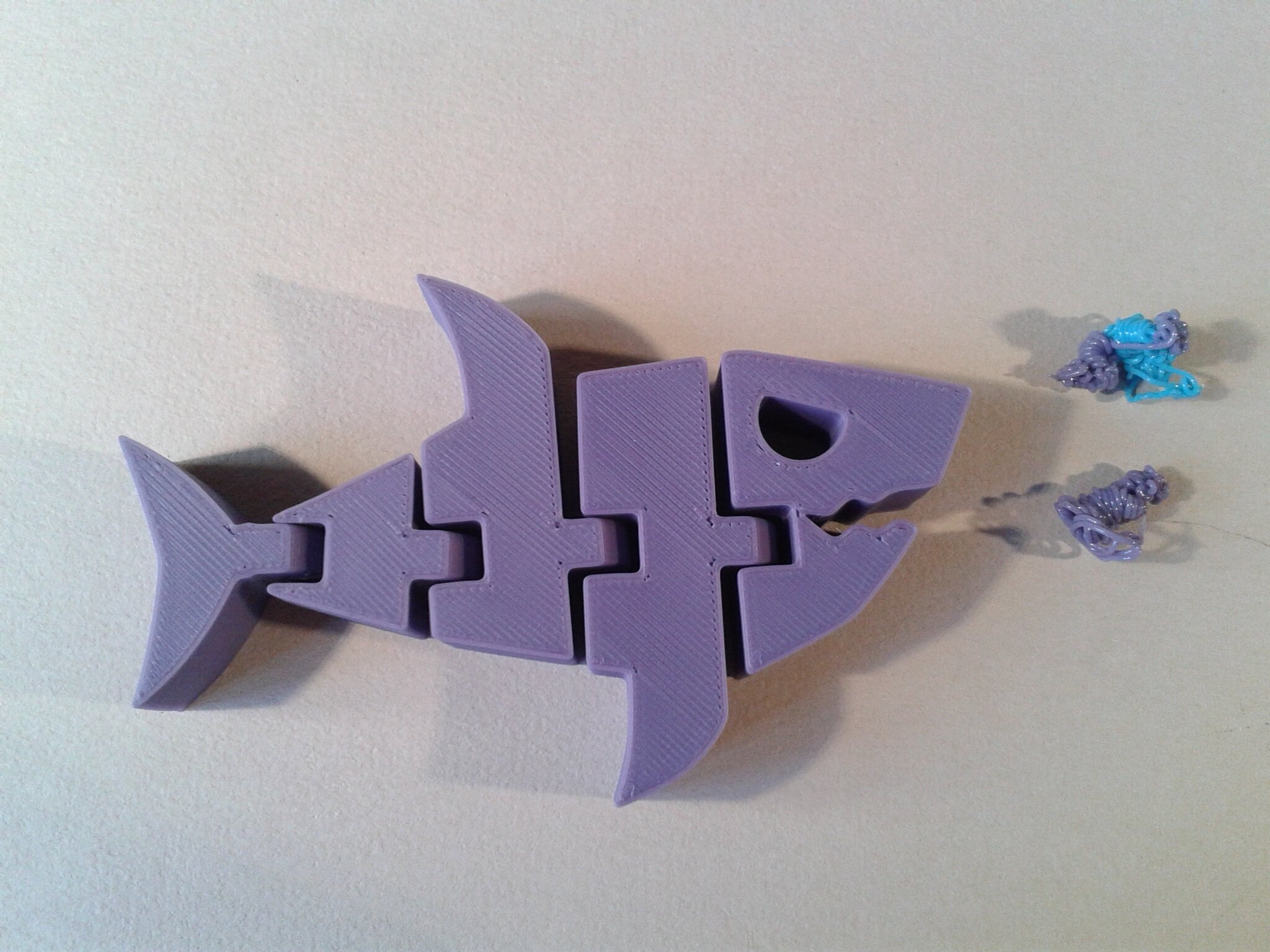
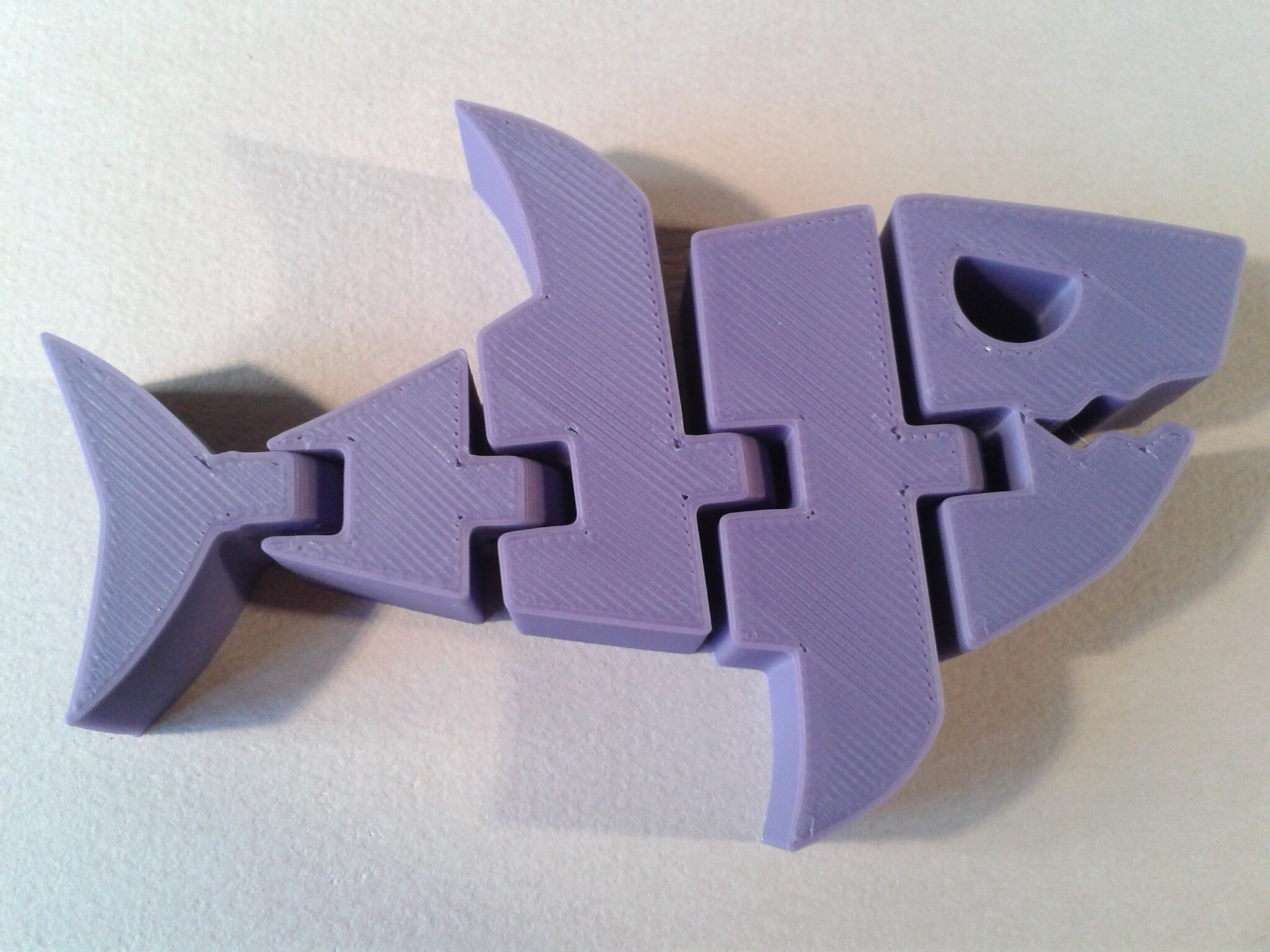
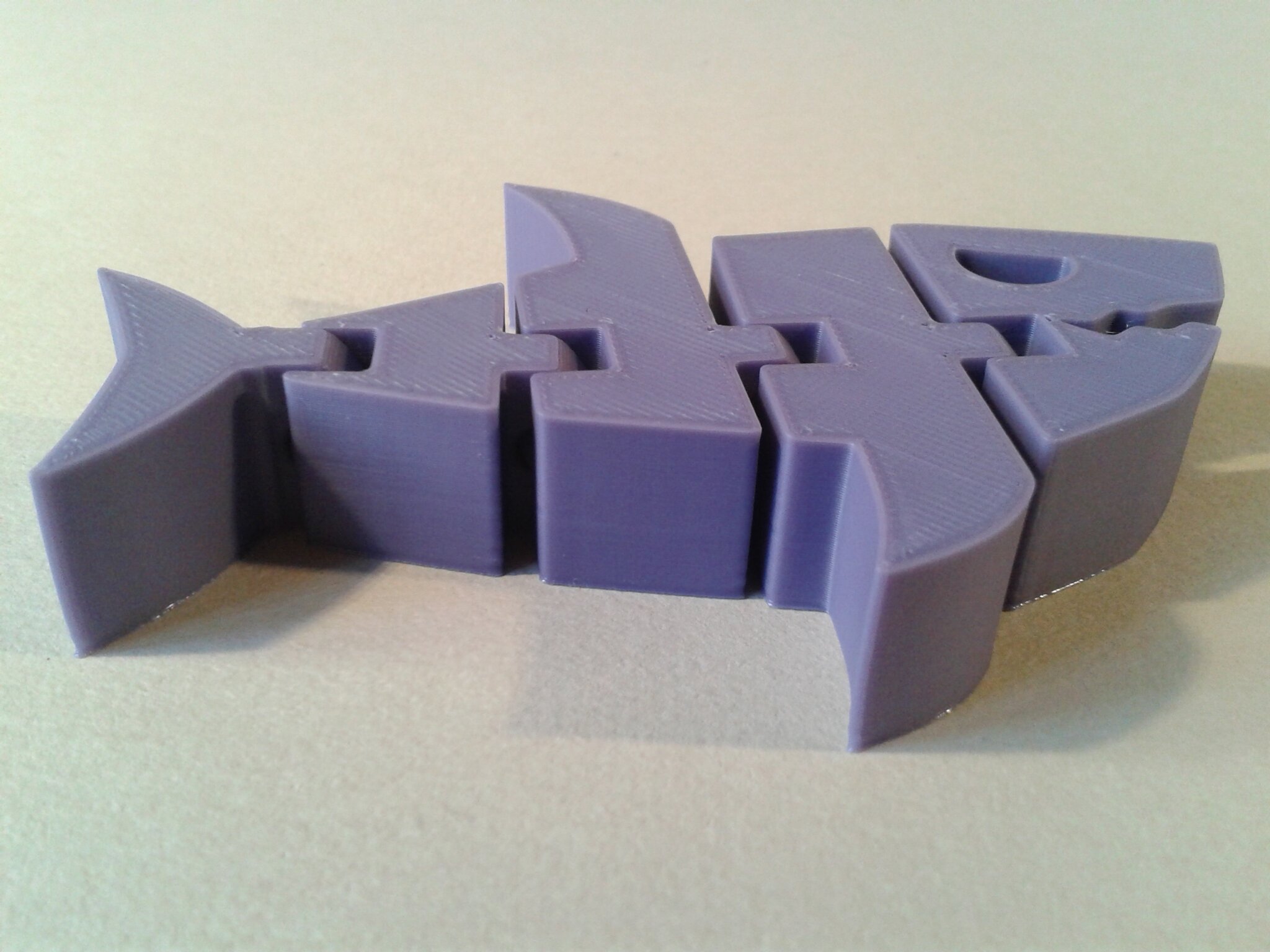
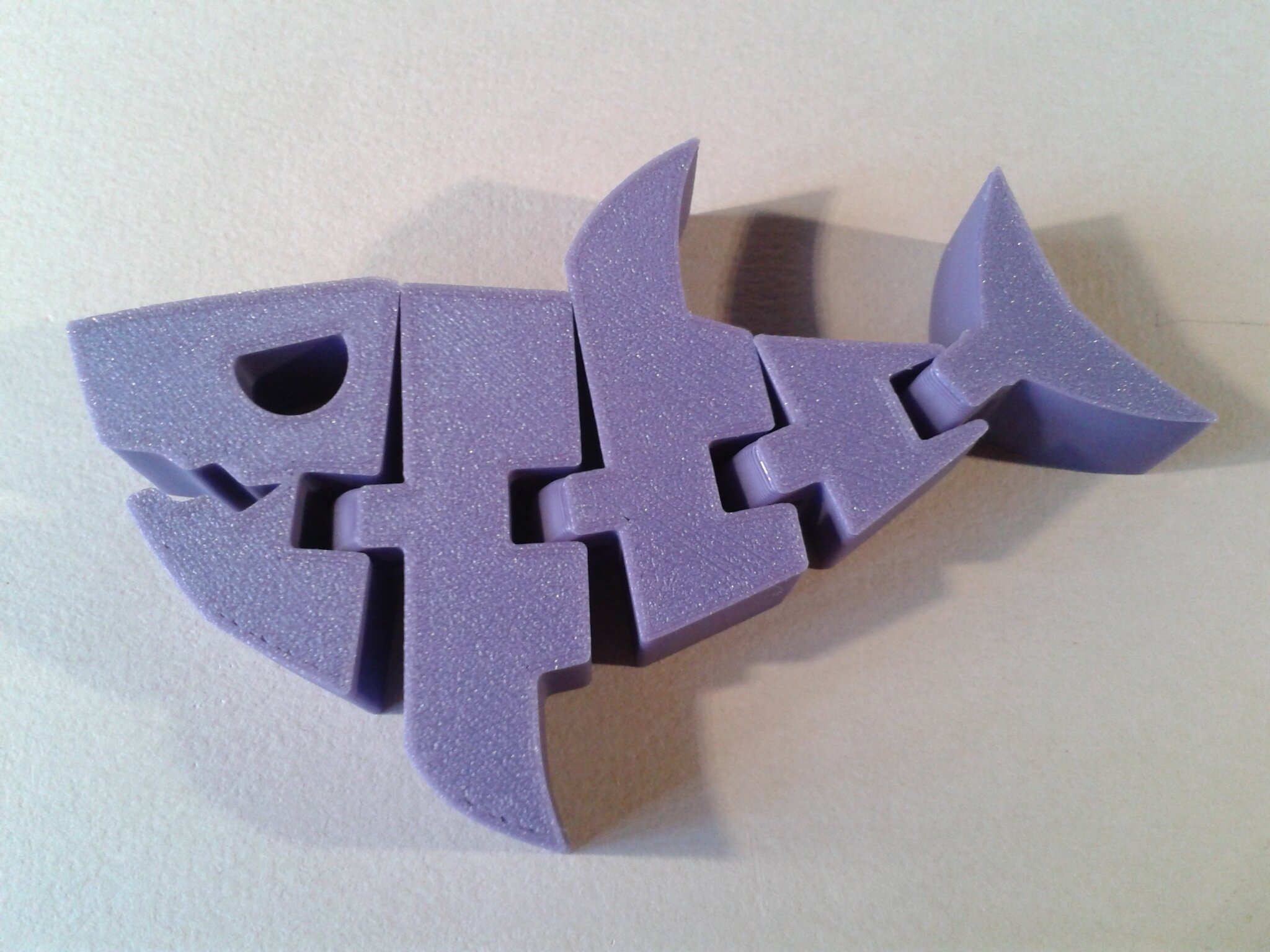
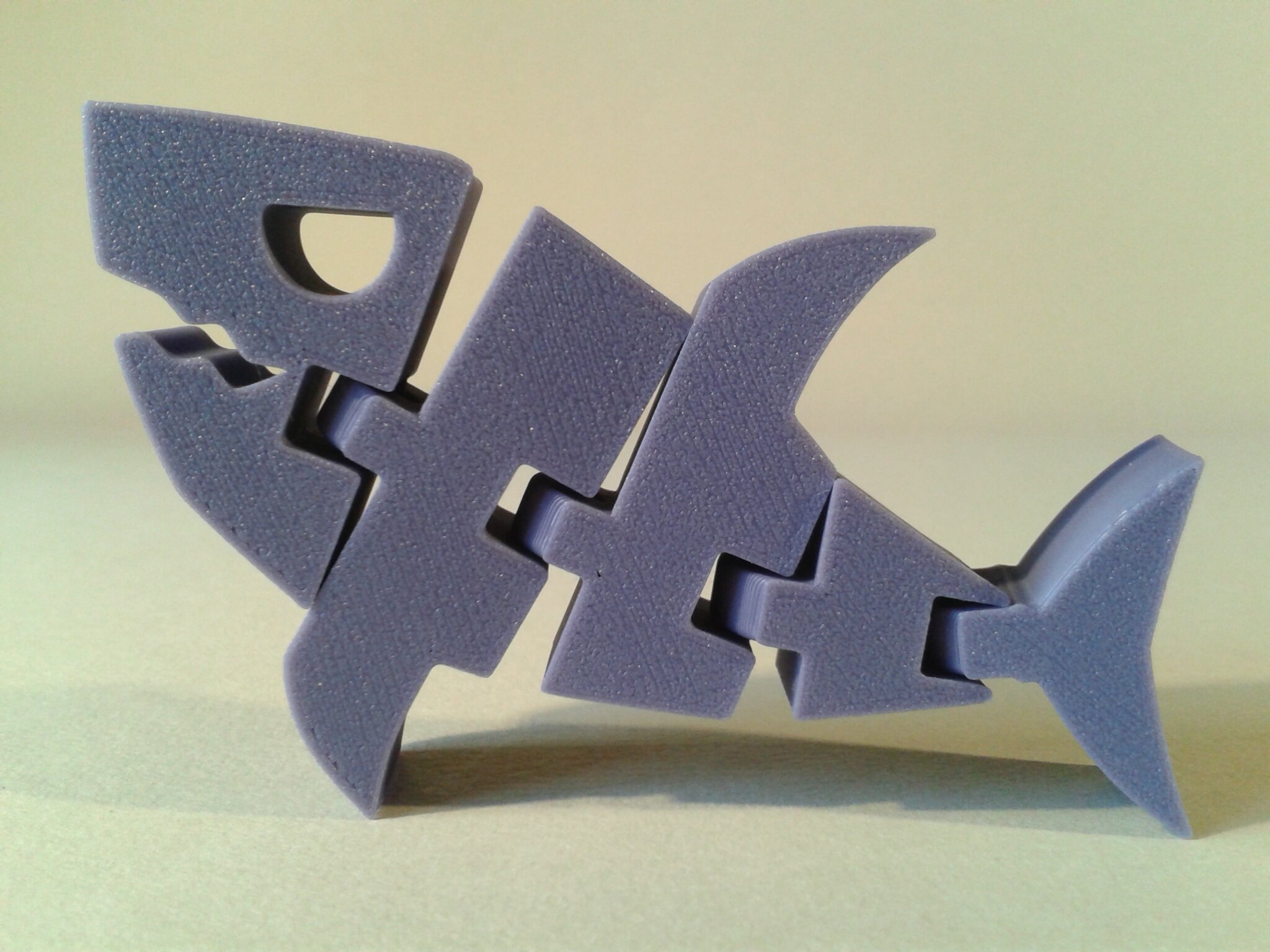
“FlexibleShark-41m.gcode”
Firmware v2.3.3.1
Filament : PLA Pantone “Interstellar Violet” Anycubic
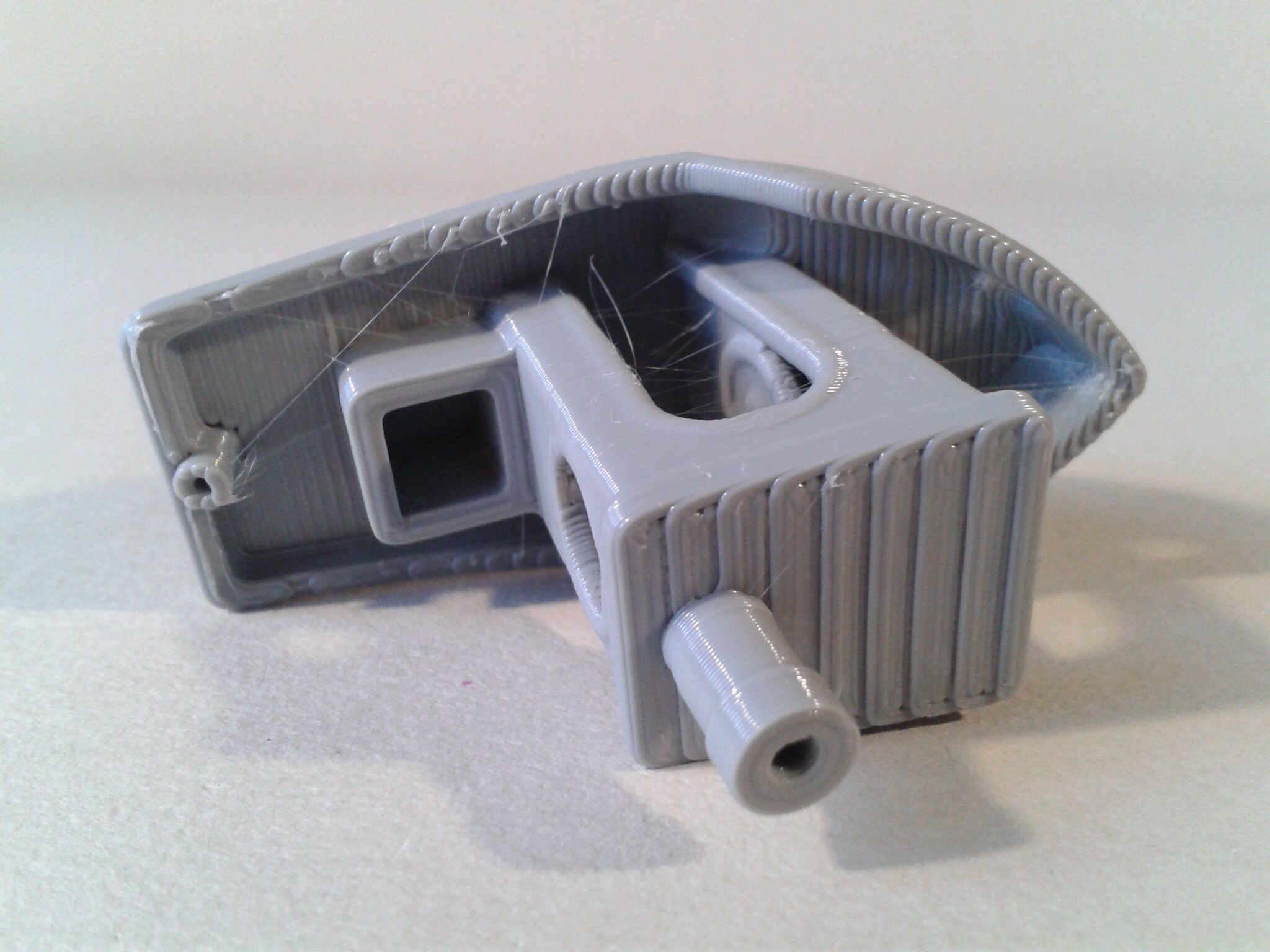
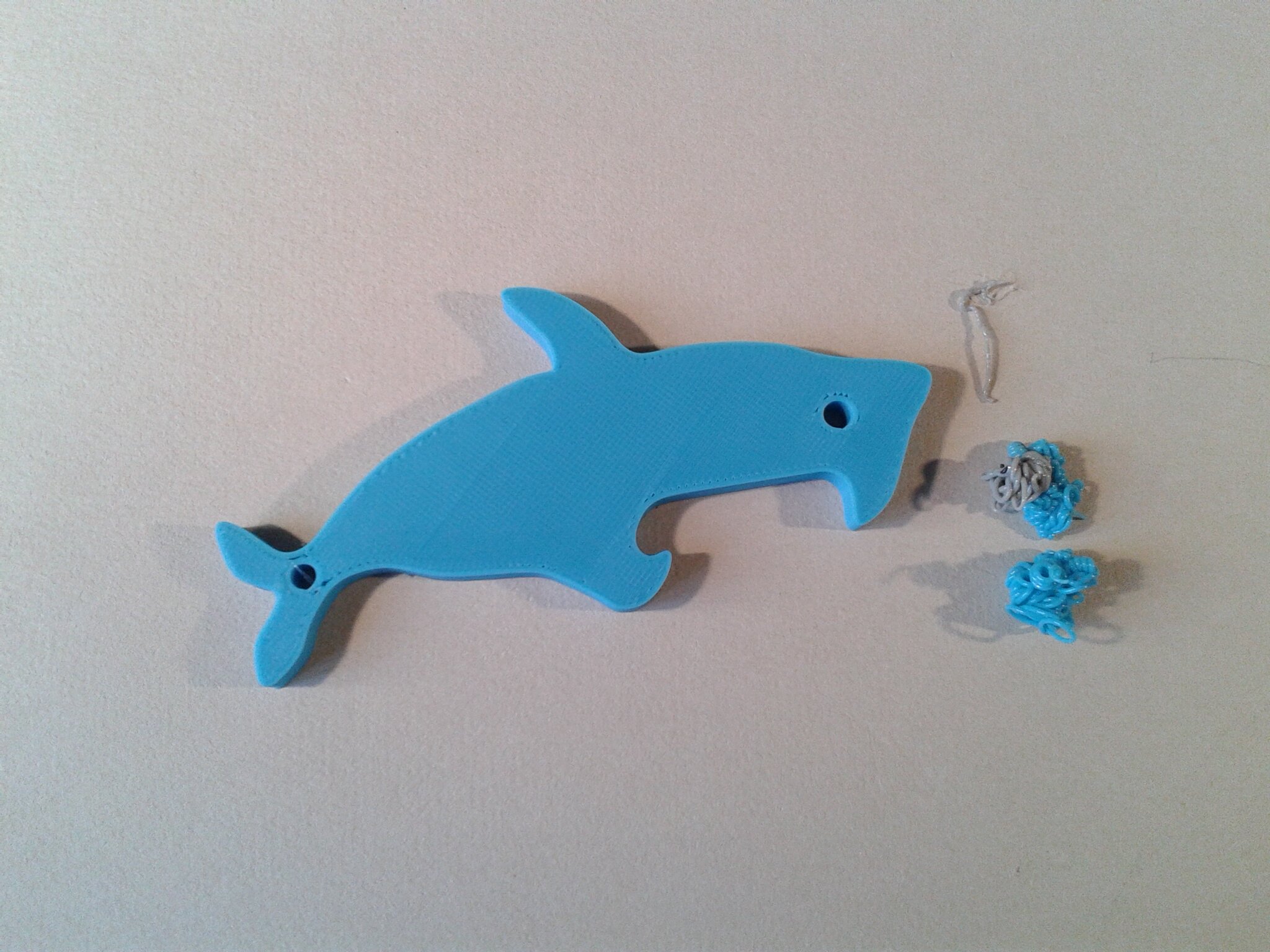
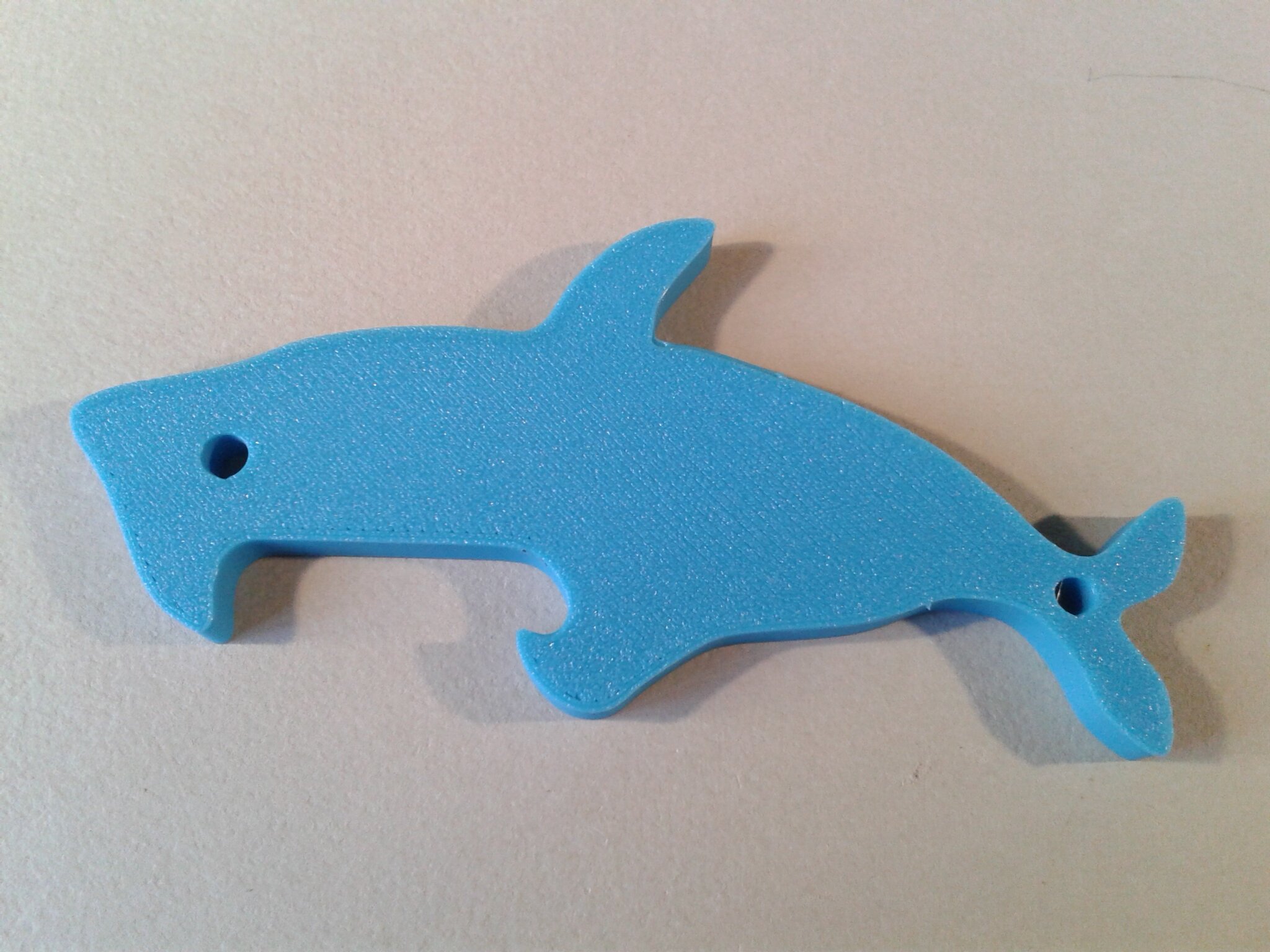
“SharkBeerBottleOpener-15m.gcode”
Firmware v2.3.3.1
Filament : PLA Pantone “Tropical Turquoise” Anycubic


Impressions de test pas encore faites
Anycubic fournit pour la Kobra 3 Combo d’autres fichiers de test que je n’ai pas souhaité essayer, soit par manque d’intérêt, soit parce que le nombre de changement de filament est trop élevé.
- “ACEFourColorGyro_10h.gcode” (357 changements de filament)
- “ACEColorfulSharkBeerBottleOpener.gcode” (31 changements de filament)
- “K3CameraMount-55m.gcode” (autre version déjà imprimée)
- “01_BASE_R100_H170-0.2-11h26m-6-18.gcode” (grande version avec logo Anycubic)
- “02_LAMP_LOGO_R1-0.2-5h37m-6-18.gcode” (petite version avec logo tête de robot)
Les deux derniers s’utilisent avec le “Kit Créatif de Lampe LED” (le kit surprise que j’ai reçu en cadeau avec mon Anycubic Kobra 3 Combo)



D’autres impressions en PLA
Logo Lesimprimantes3d.fr en 3 couleurs
Un de mes modèles “logo lesimprimantes3d.fr – multi couleur – par sous objets” sur MakerOnline.
Échelle 100%, Anycubic Slicer v1.4.4, 37 minutes d’impression estimée.
Lors de cette impression, il y a eu une coupure de courant de tout mon quartier pendant quelques minutes. Au redémarrage, on a bien un écran qui propose la reprise mais elle ne reprend pas exactement là où cela a stoppé. Il m’a semblé que cela a repris à la couche suivante, d’où certaines zones en sous extrusion car il manque un morceau de couche pour le “Or Jaune” et forcement, il y a le point d’arrêt où lors de la coupure de courant la buse a suinté qui donne un défaut.
Filaments : PLA+ Or Jaune ArianePlast, PLA Blanc EcoFil, PLA+ Noir ArianePlast.
Je vous passe l’échec de mon deuxième essai, même fichier d’impression, où la couche initiale a commencé avec le nez de la buse bien trop loin du plateau (voir le message suivant où j’en parle rapidement).
Troisième essai, même fichier d’impression.
Filaments : PLA Orange Eryone, PLA Blanc EcoFil, PLA+ Noir ArianePlast.
On peut remarquer sur la tour de purge qu’il y a un “blob” de sur-plus de matière à chaque changement de filament. Il s’agit d’un défaut du profil d’Anycubic Slicer v1.4.4 et/ou bug du firmware qui, lors du changement de filament, fait une extrusion de 1 ou 2 mm de filament supplémentaire à la reprise.
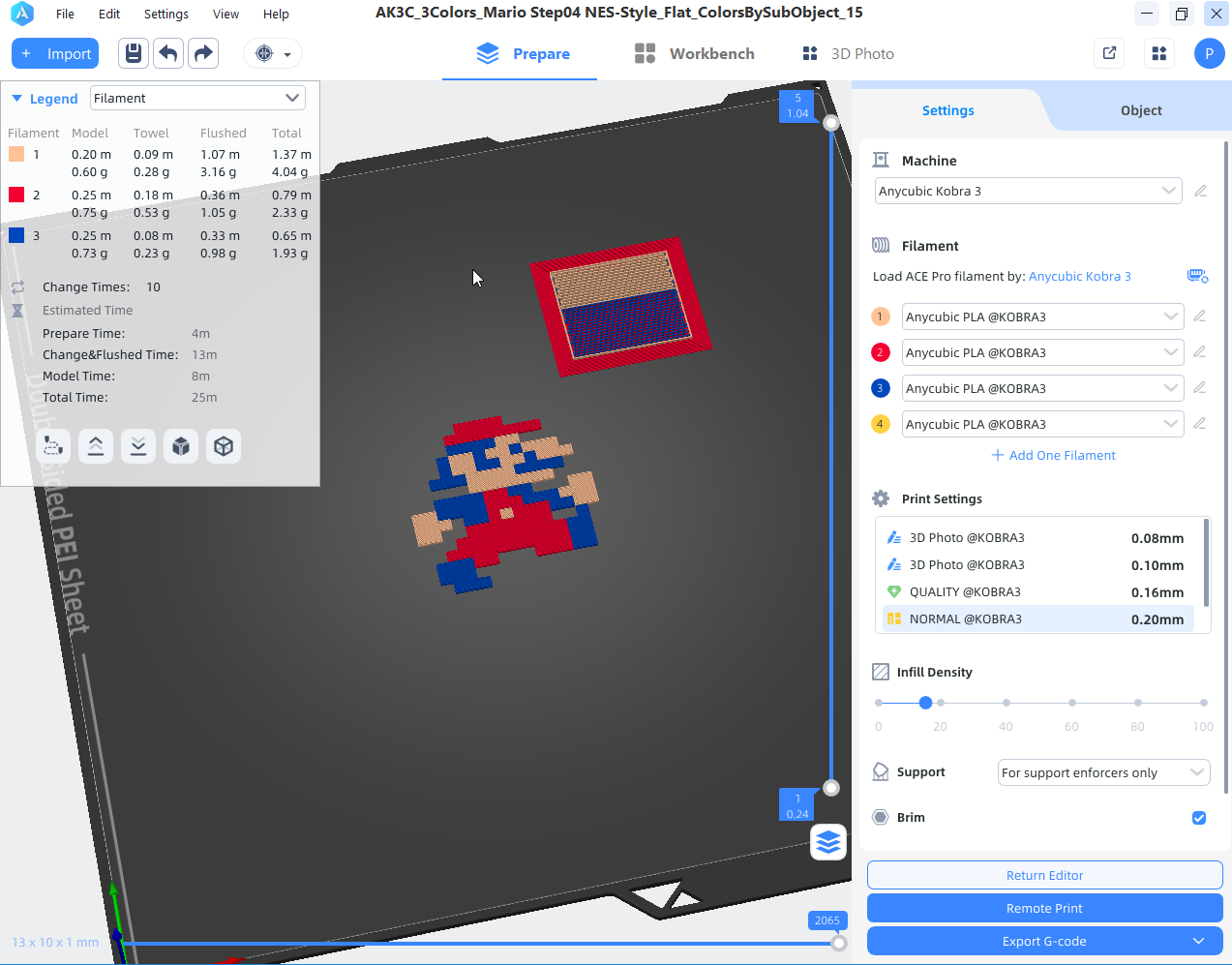
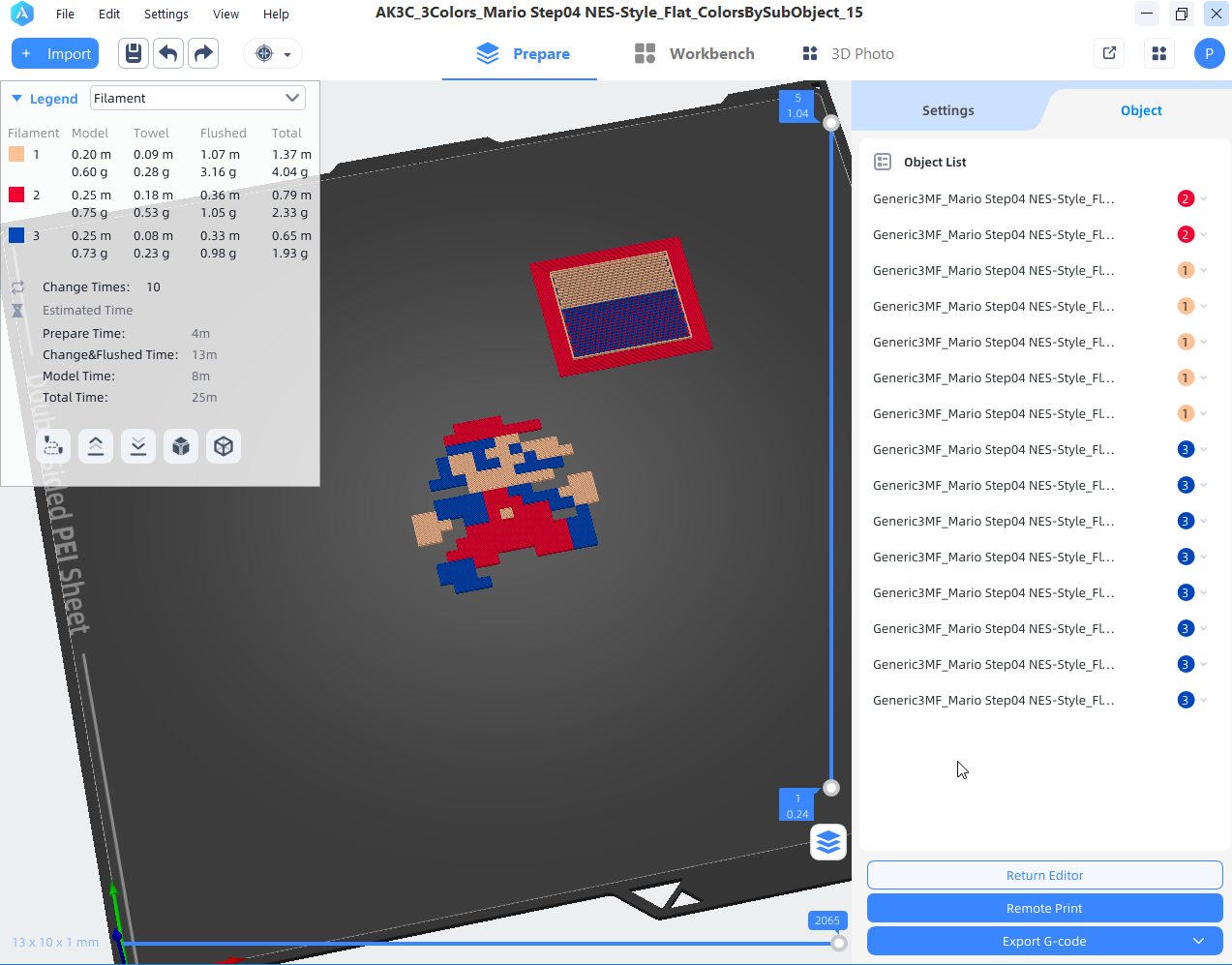
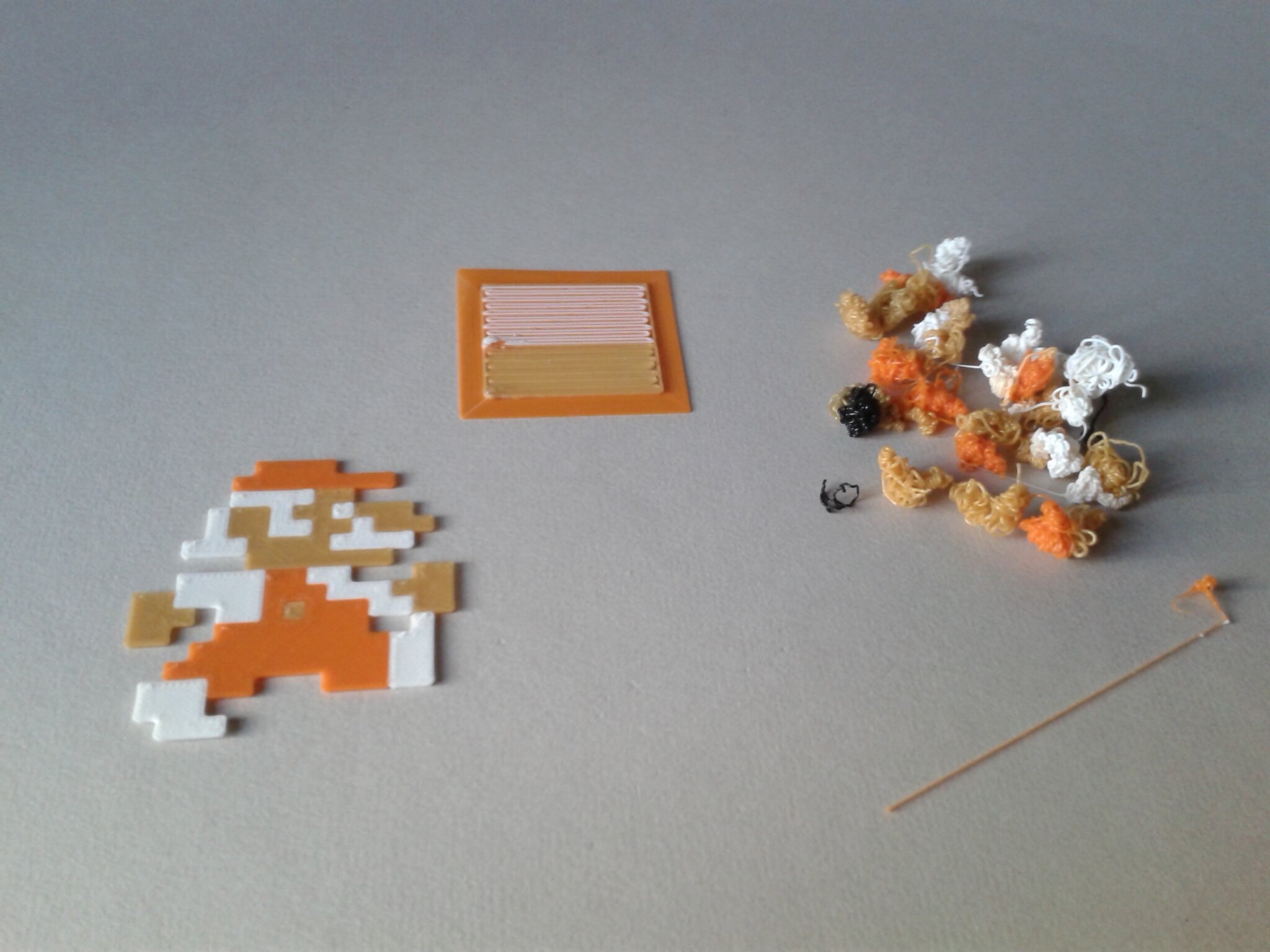
Pixel Art, Mario style NES, 3 couleurs
Un de mes modèles “Mario Step04 NES-Style, with 3 colors (multi-color by sub-object)“.
Échelle 100%, Anycubic Slicer v1.4.4, environ 23 min d’impression.
Filaments : PLA Blanc EcoFil, PLA Pantone “Peach Fuzz” Anycubic, PLA Orange Eryone.
Pour plus de détails, lire ici.





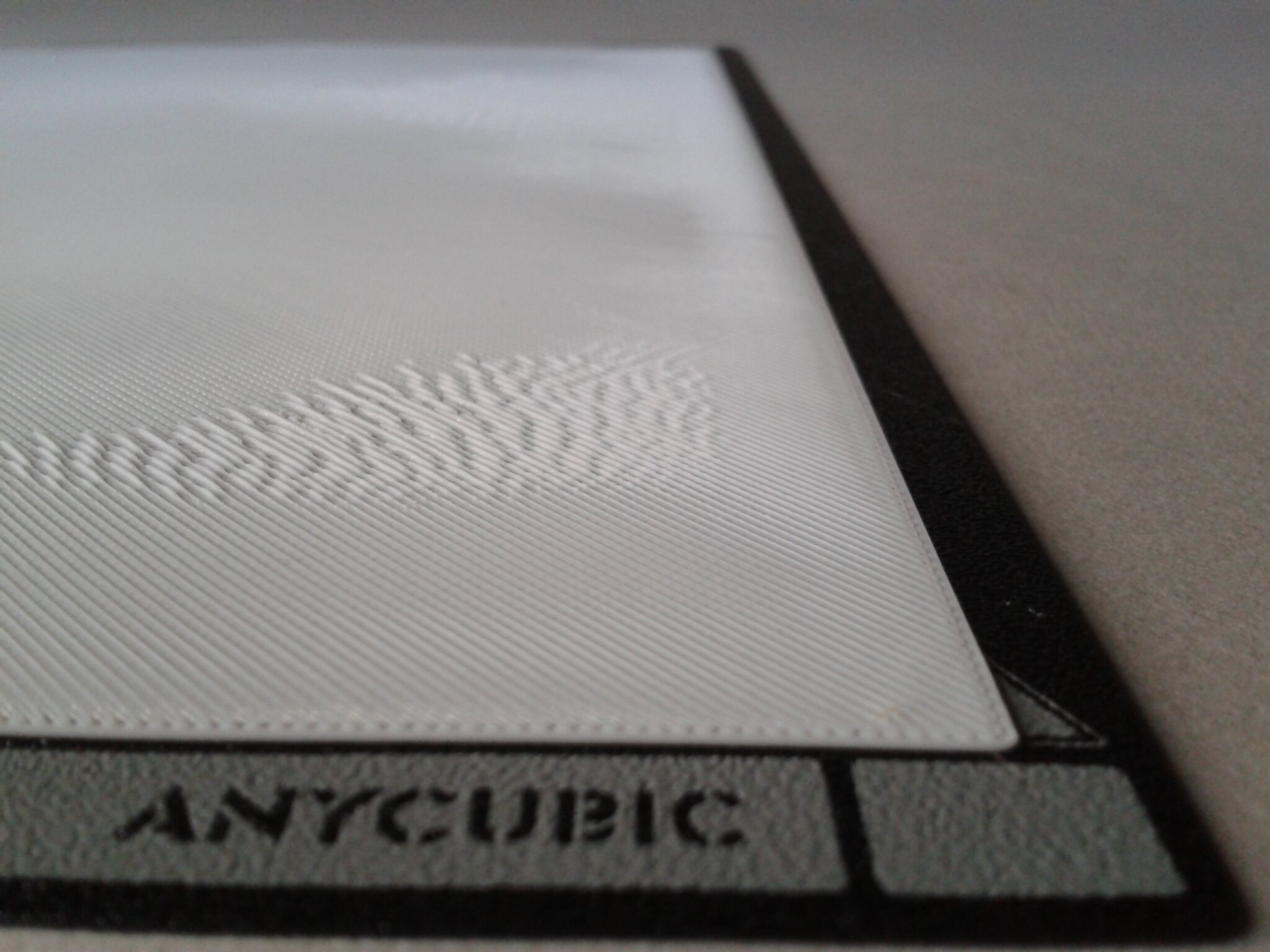
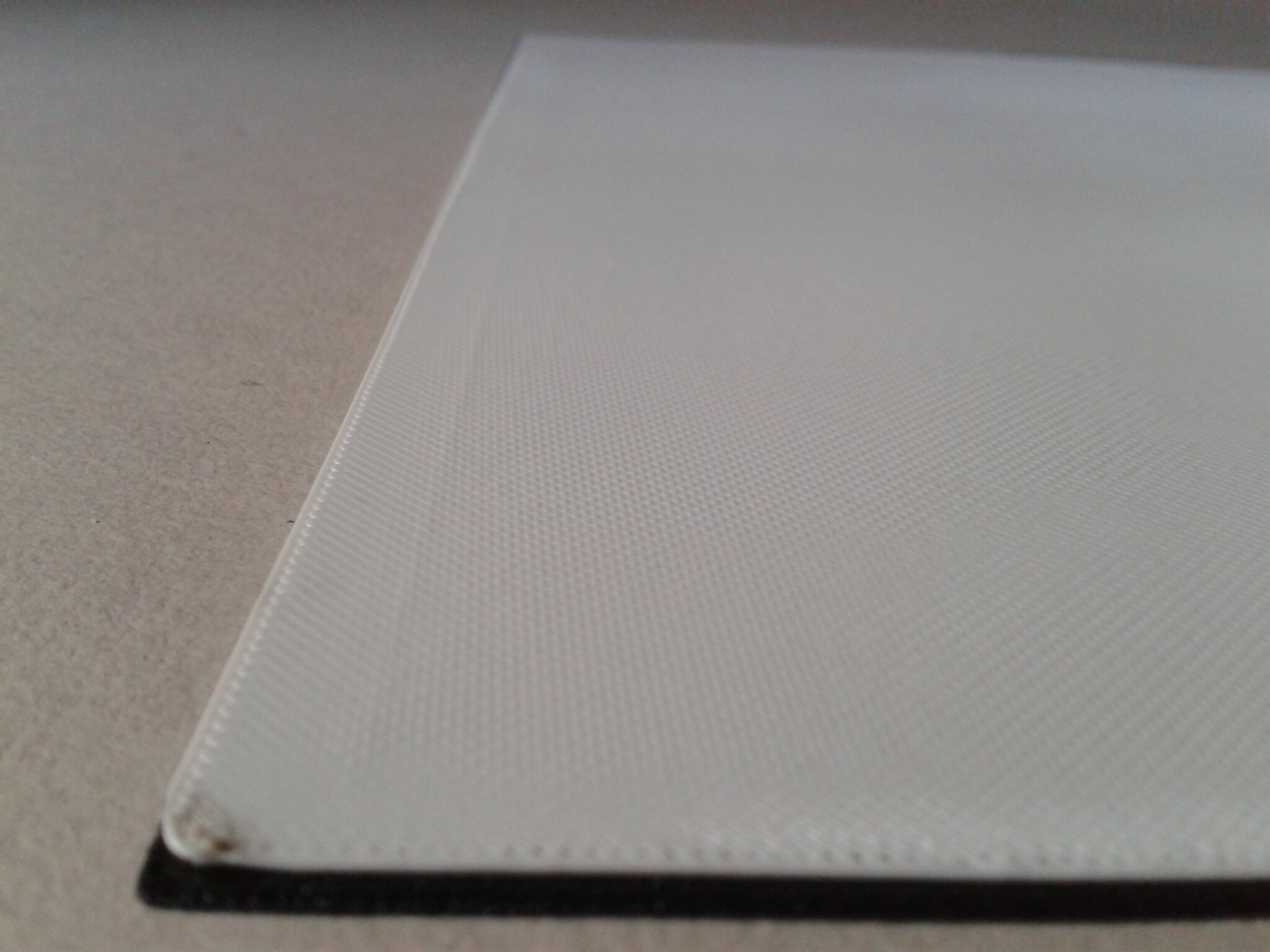
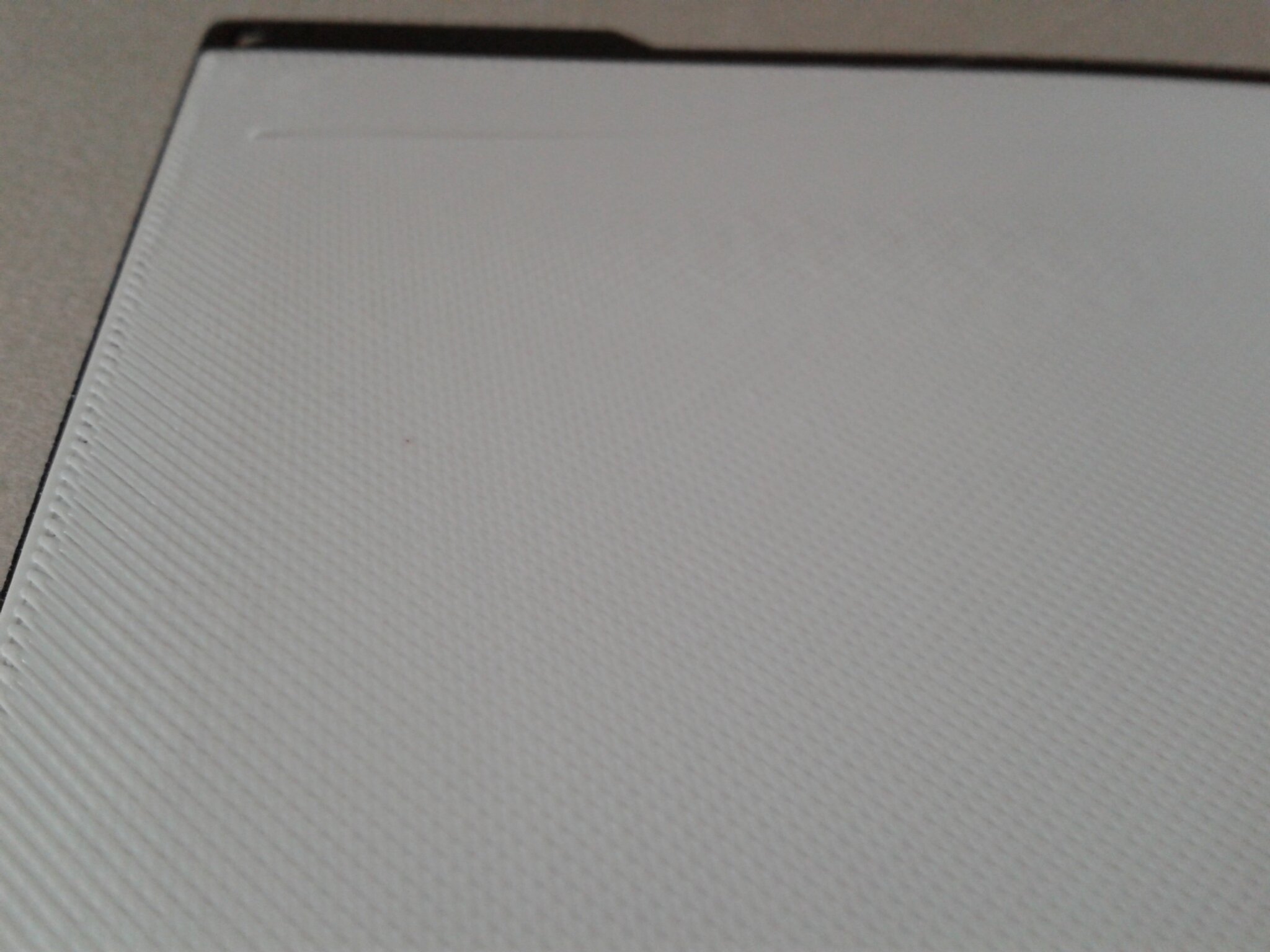
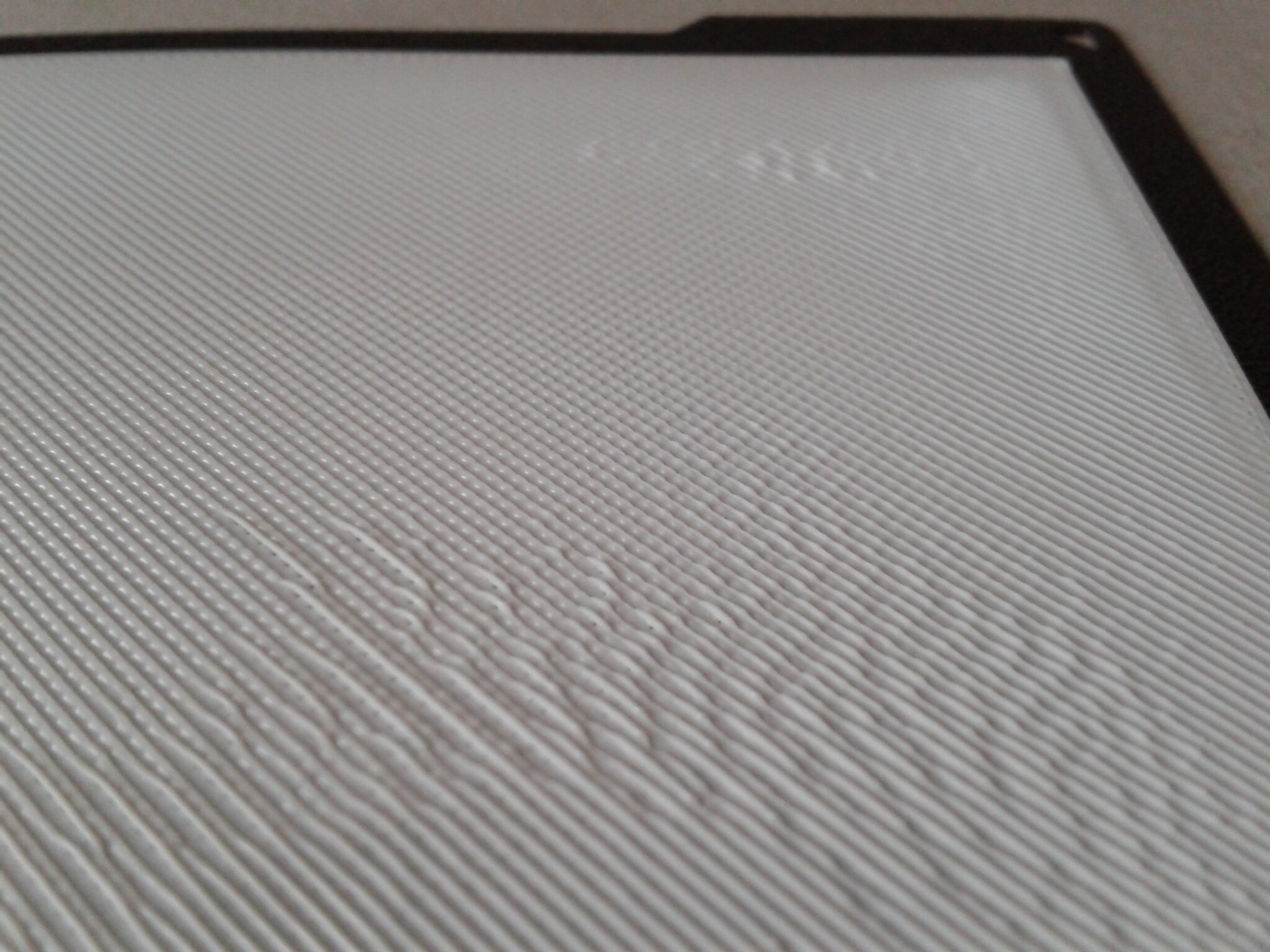
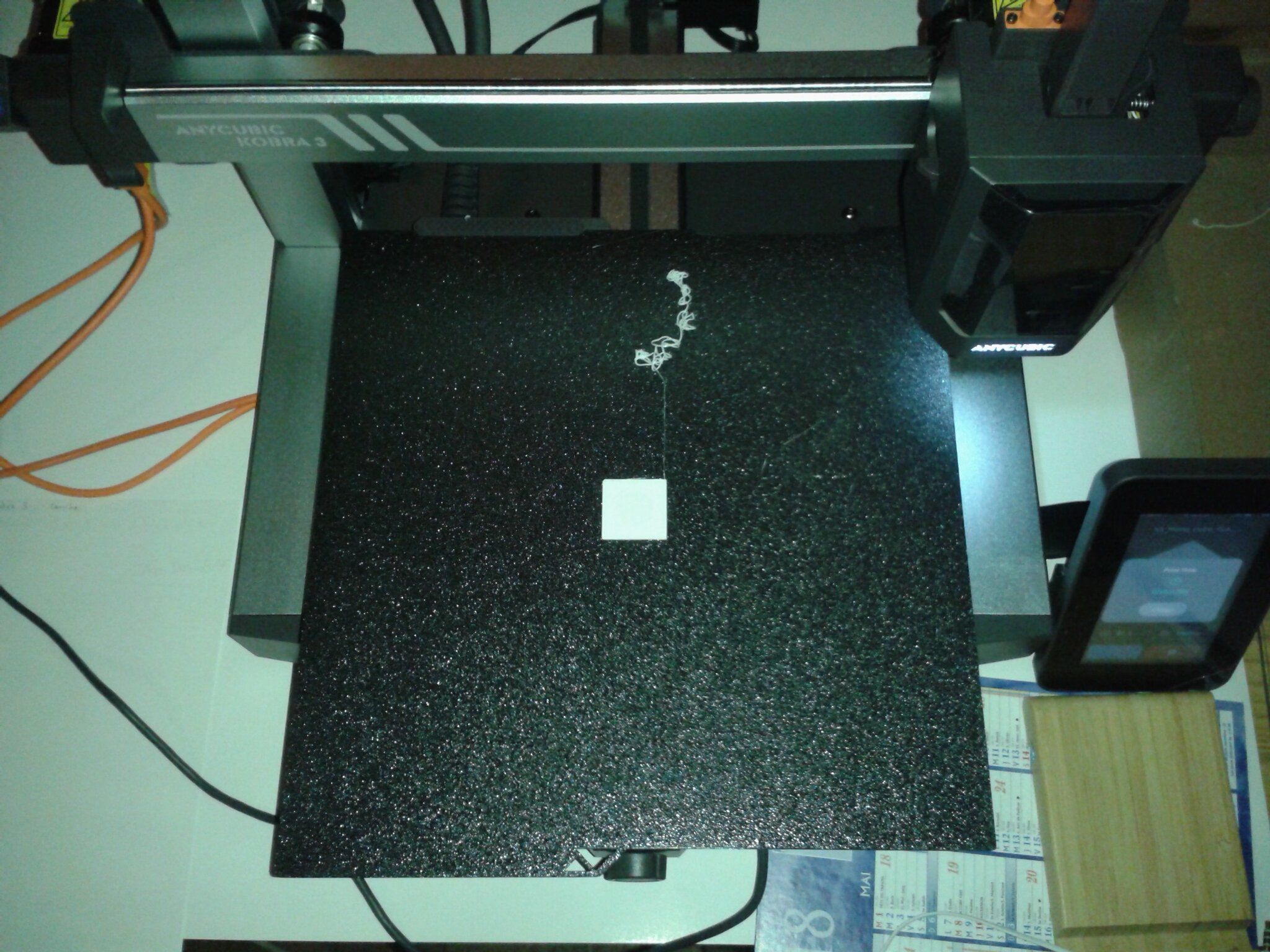
Test de la qualité du leveling
Un simple pavé de 250 x 250 x 0.4 mm, préparé sous Anycubic Slicer v1.4.4.
Filament : PLA Blanc EcoFil.
Pour plus de détails, voir le commentaire suivant.
Le résultat n’est pas parfait : des zones avec “des vagues” dues à un cumul de matière car la buse est trop proche du plateau et des zones dans lesquelles les lignes extrudées ne sont pas jointives car la buse est trop loin du plateau).
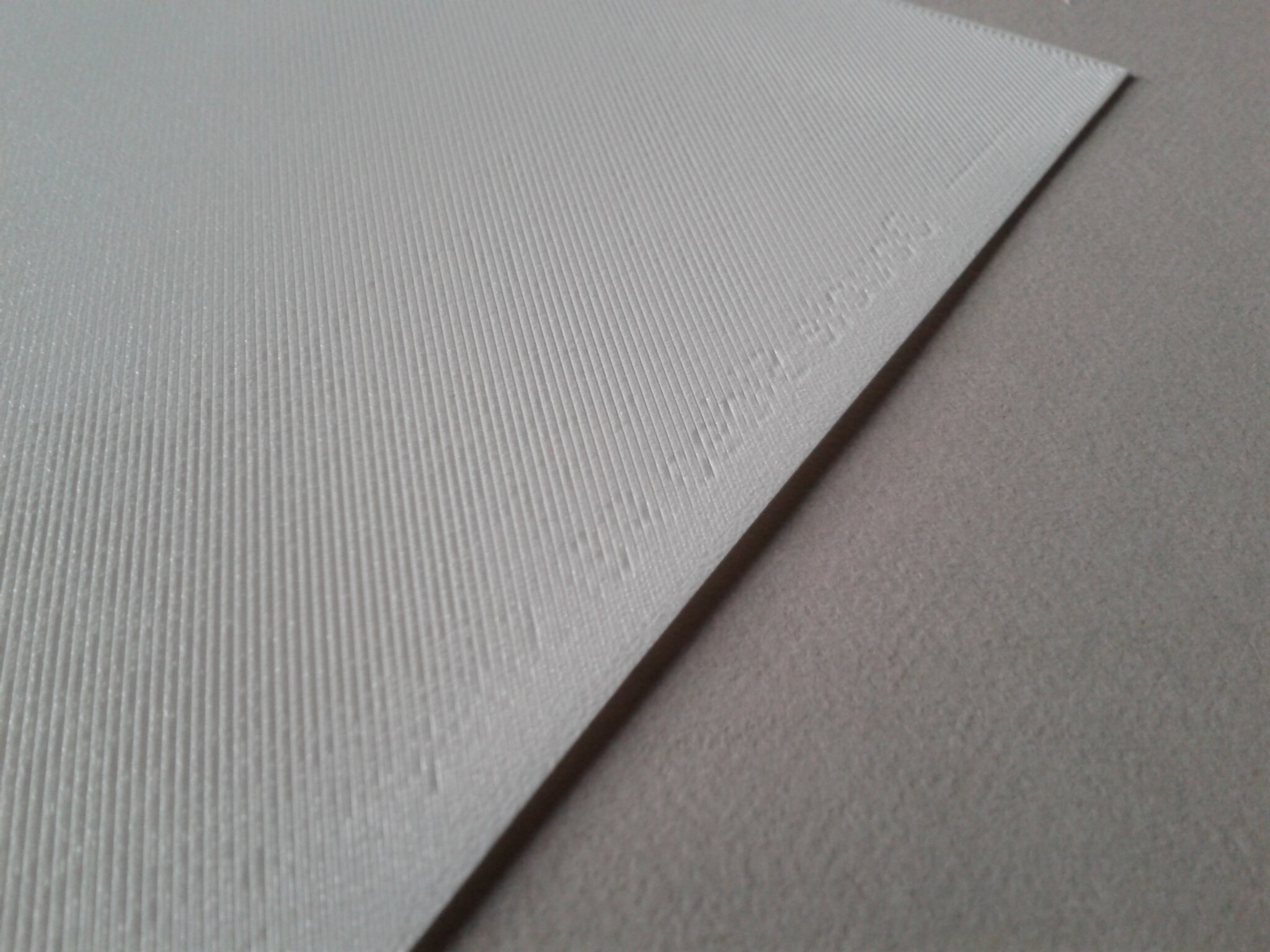
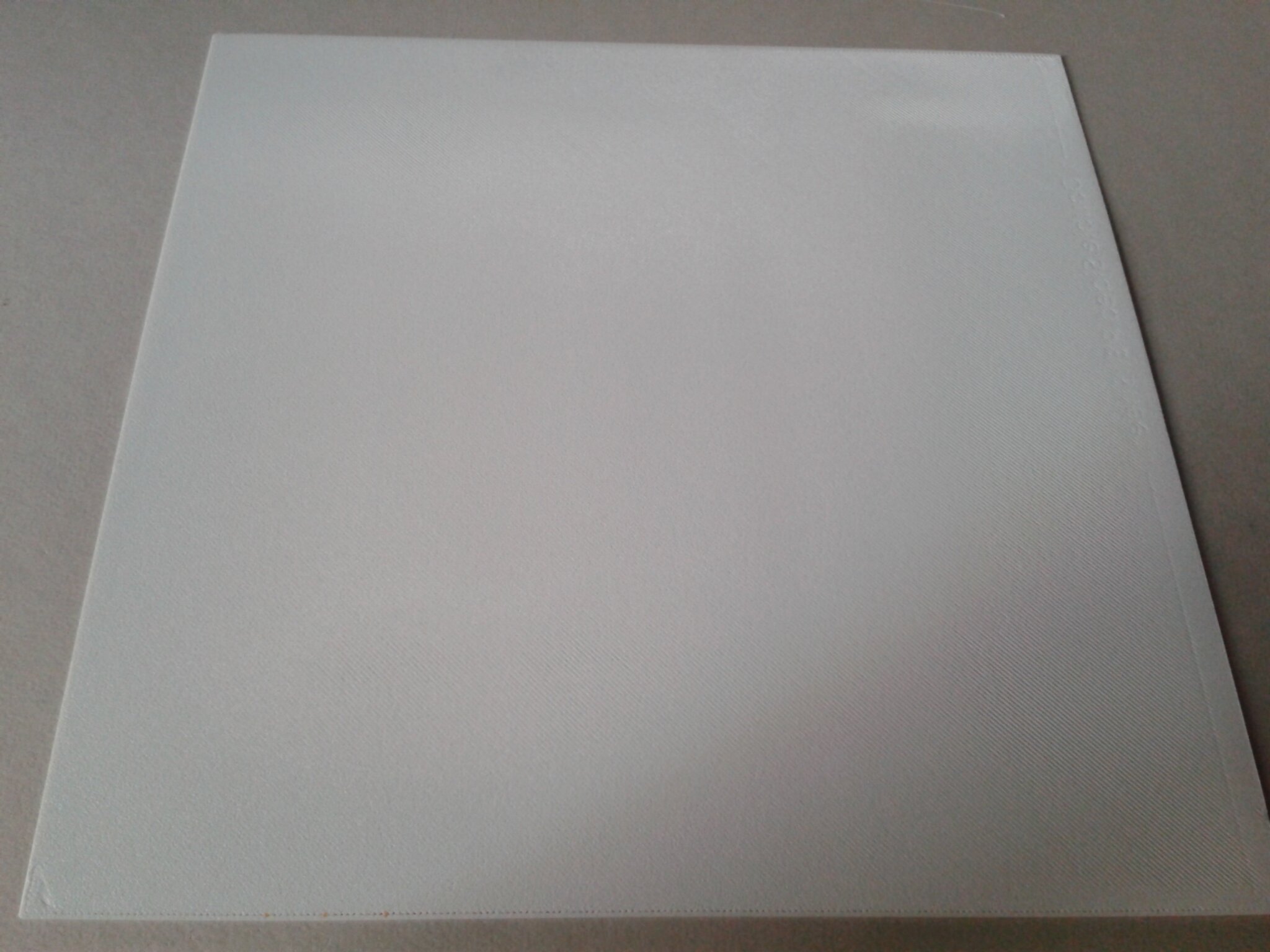
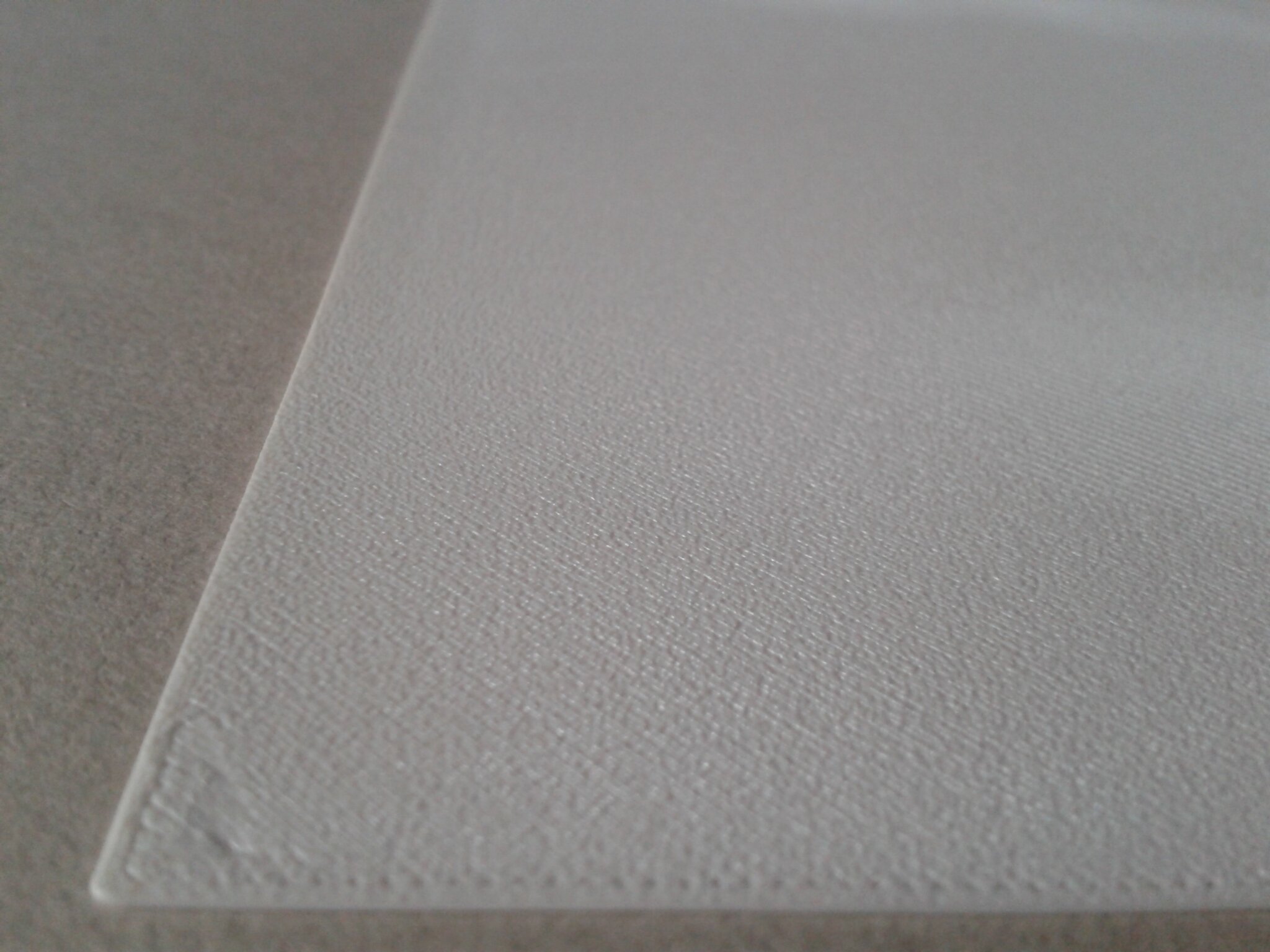
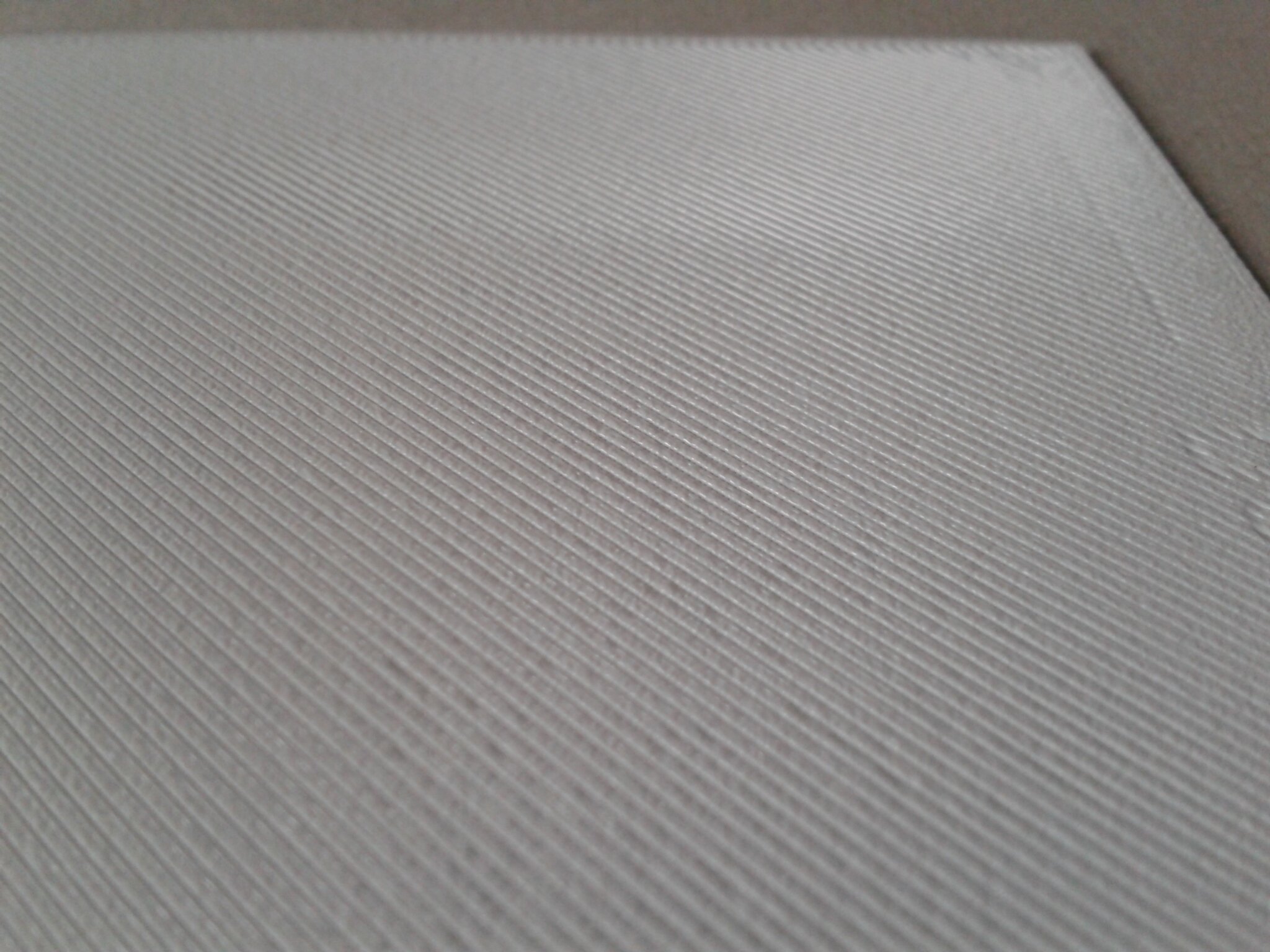
Une partie dépasse un poil de la surface du plateau mais dans mon cas, il me suffit de prendre soin de légèrement décaler la plaque flexible pour contourner le problème de centrage. Je n’ai donc pas cherché la raison de la source du problème, sûrement physique, du mauvais centrage a l’impression.
J’ai déjà eu pire avec d’autres imprimantes mais aussi bien plus propre bien sûr, par exemple avec la Ender-3 V3 et la Qidi Q1 Pro.
Test pause d’impression (g-code de pause “M600” et non “M601”)
Un petit pavé de 20 x 20 x 0.4 mm, tranché avec Anycubic Slicer v1.4.4, dans lequel j’ai manuellement ajouté une ligne pour effectuer une pause d’impression. Dans mes essais avec le firmware v2.3.2.3, c’est le g-code “M600” qui permet une pause alors que dans Anycubic Slicer v1.4.4 et Anycubic Slicer Next v1.0.0, le profil de la Kobra 3 contient un “M601”. D’après mes essais, ce dernier est ignoré par le firmware de l’imprimante. Pour plus de détails, voir ce commentaire sur le topic unique de la Kobra 3 Combo.
Lors de la pause (via un clic sur le bouton “Pause” de l’écran de contrôle ou sur lecture d’un g-code M600), il y a :
- Un “bip” sonore,
- La tête d’impression se parque vers le coin supérieur droit du plateau (mais étrangement, elle ne va pas sur le système de purge/flush du filament),
- Le bouton “Pause” sur l’écran de contrôle se transforme en bouton “Play”,
- La température de la tête reste à la température d’impression en cours lors de cette pause, ce qui fait que le nez de la buse a tendance à suinter.
Il n’est pas possible d’aller dans le menu “Settings” lors de la pause. On n’a donc plus la possibilité de faire un “On/Off” de la LED sur la tête ou de modifier la valeur du Z-Offset.
Un appui sur “Play” affiche “Resuming” et reprend l’impression, sans passer par un nettoyage du nez de la buse, ni par une purge.


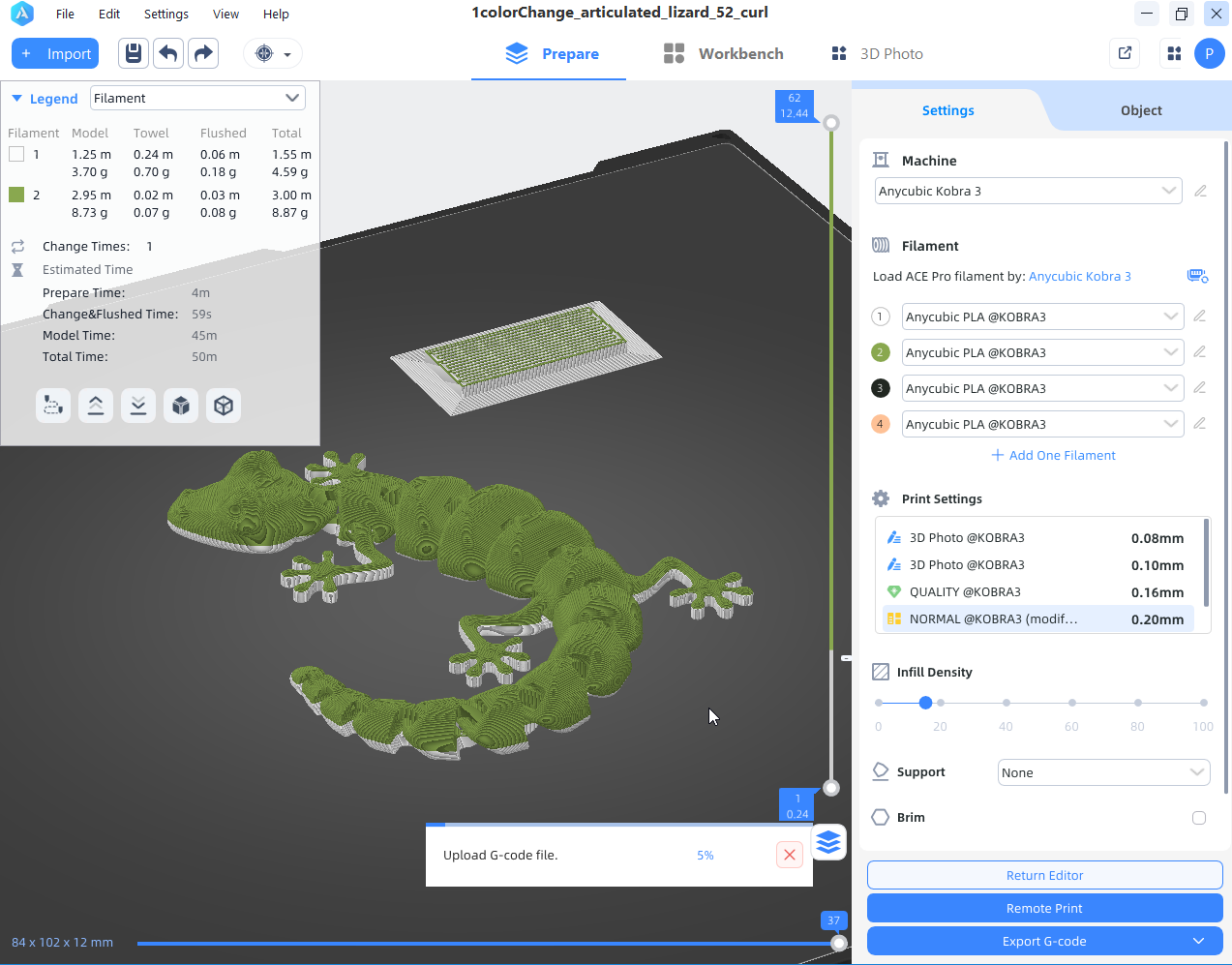
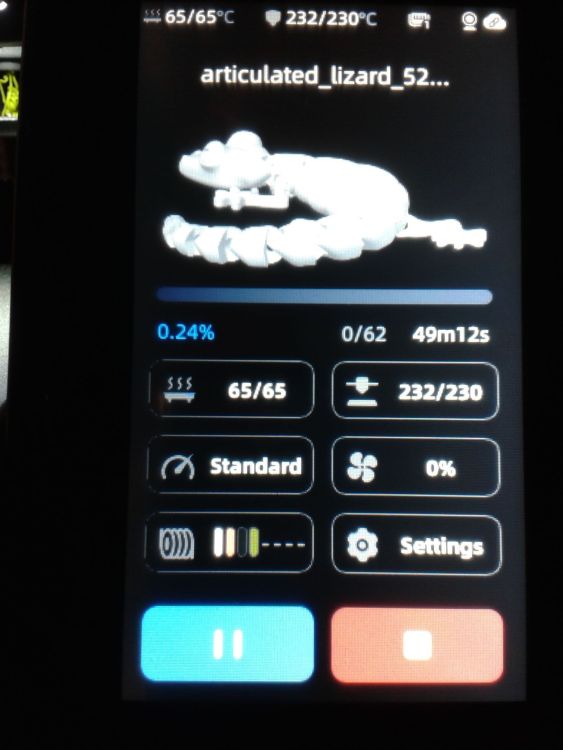
Lézard articulé ( avec un chagement de couleur a une hauteur de couche donnée )
“Articulated Lizard” de “McGybeer”.
Fichier “articulated_lizard_52_curl.stl”, échelle 100%, Anycubic Slicer v1.4.4, environ 50 min d’impression.
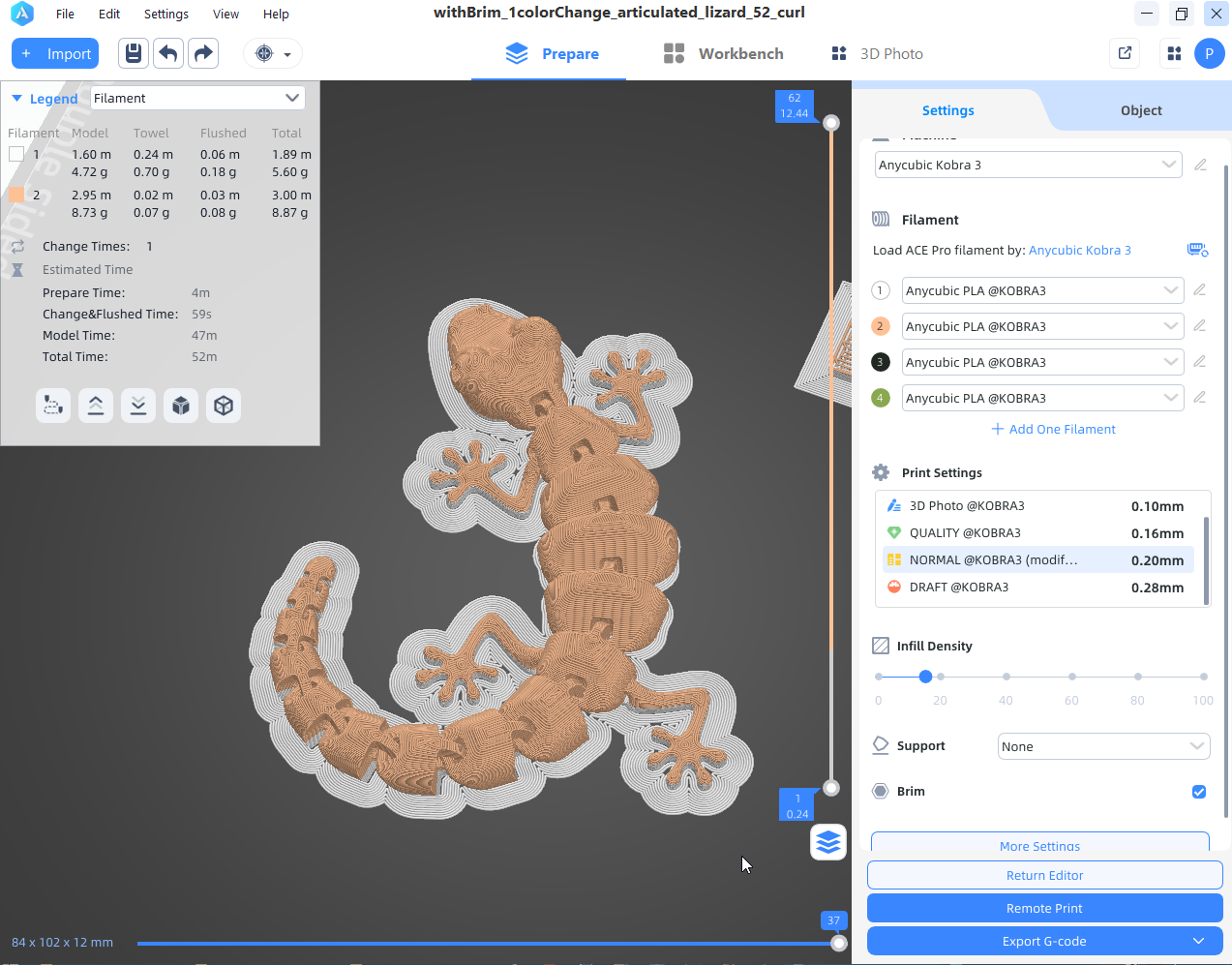
Modèle qui m’a demandé plusieurs essais car j’ai tenté, les premières fois, de l’imprimer sans bordure (“Brim”) et des éléments se sont partiellement décrochés du plateau lors de l’impression.
Filaments : PLA Blanc EcoFil, PLA Pantone “Peach Fuzz” Anycubic ou PLA Pantone “Spring Leaf” Anycubic.
J’en parle en détails sur ce message.





J’ai finalement réussi à l’imprimer correctement, quand tranché avec une bordure (“Brim”) d’impression. Mais je n’ai pas pris le temps de bien enlever la bordure d’impression pour ces photos.




Pixel Art, Yoshi, quatre couleurs, trois changement de filaments
“Yoshi 01, 3 filament changes (at-layer-change)” un de mes modèles.
Echelle 100%, Anycubic Slicer v1.4.4, environ 1h04 d’impression.
Filaments : PLA Blanc EcoFil, PLA Pantone “Peach Fuzz” Anycubic, PLA Pantone “Spring Leaf” Anycubic, PLA+ Noir ArianePlast.






Pixel Art, Yoshi, quatre couleurs, double face
“Yoshi 01, 4 colors (by sub-object)” un de mes modéles.
Échelle 100%, Anycubic Slicer v1.4.4, environ 1h34 d’impression.
Filaments : PLA Blanc EcoFil, PLA Pantone “Peach Fuzz” Anycubic, PLA Pantone “Spring Leaf” Anycubic, PLA+ Noir ArianePlast.






Support de caméra Anycubic Kobra 3 (Combo)
“Kobra 3 Camera Mount (Improved Print File)” de “XP”.
Échelle 100%, Anycubic Slicer v1.4.4, 1h02 d’impression.
Filaments : PLA White EcoFil






Mise en place du support de la caméra Anycubic expliquée ici.










Anneau extérieur pour bobine en carton Anycubic couleur Pantone
“Anycubic Paper Thread Reel Outer Ring” de “Makeronline” (pour bobine de 196 mm de diamètre).
Échelle 100%, Anycubic Slicer v1.4.4, ~25 minutes d’impression.
Filaments : PLA White EcoFil
Imprimé deux fois.





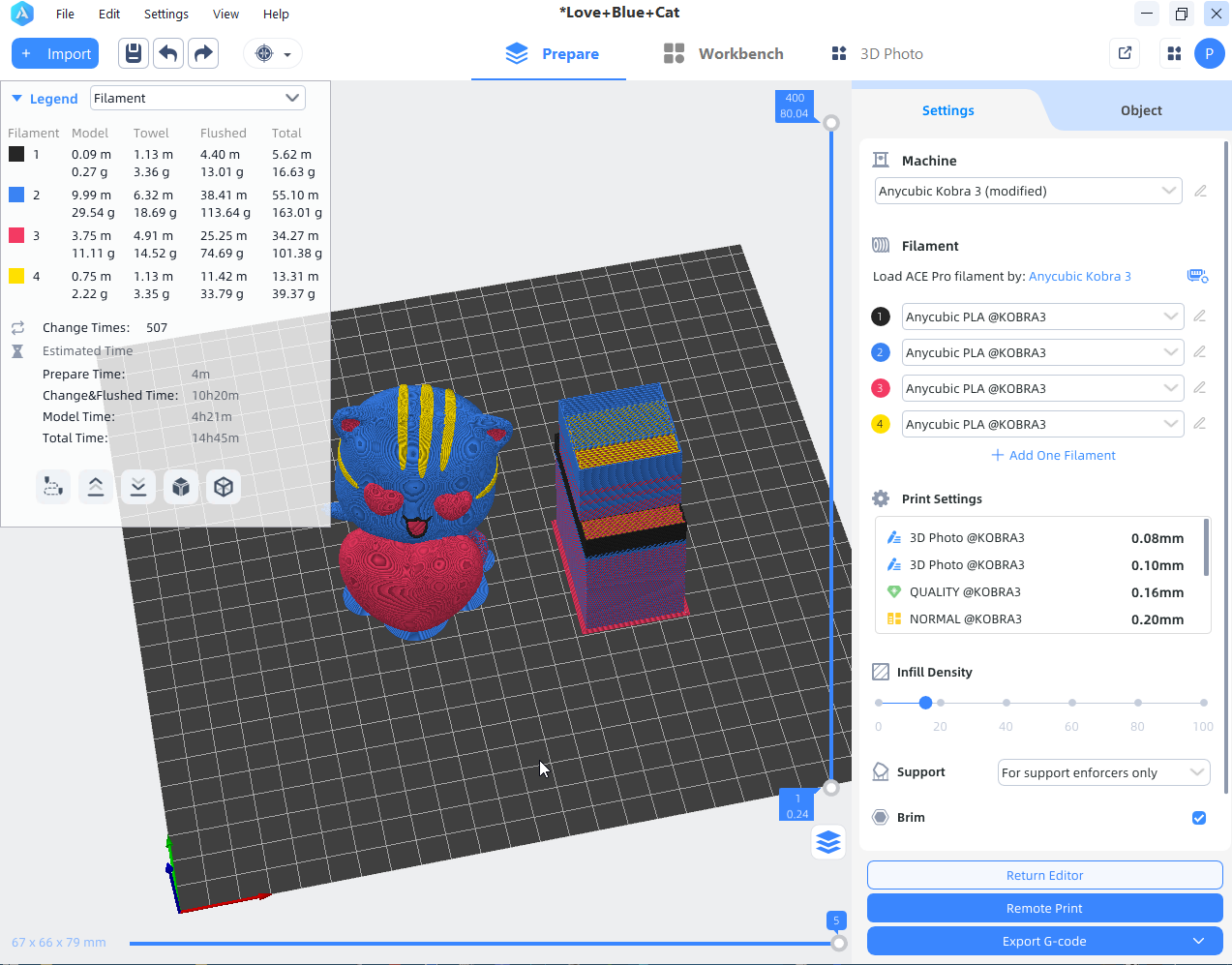
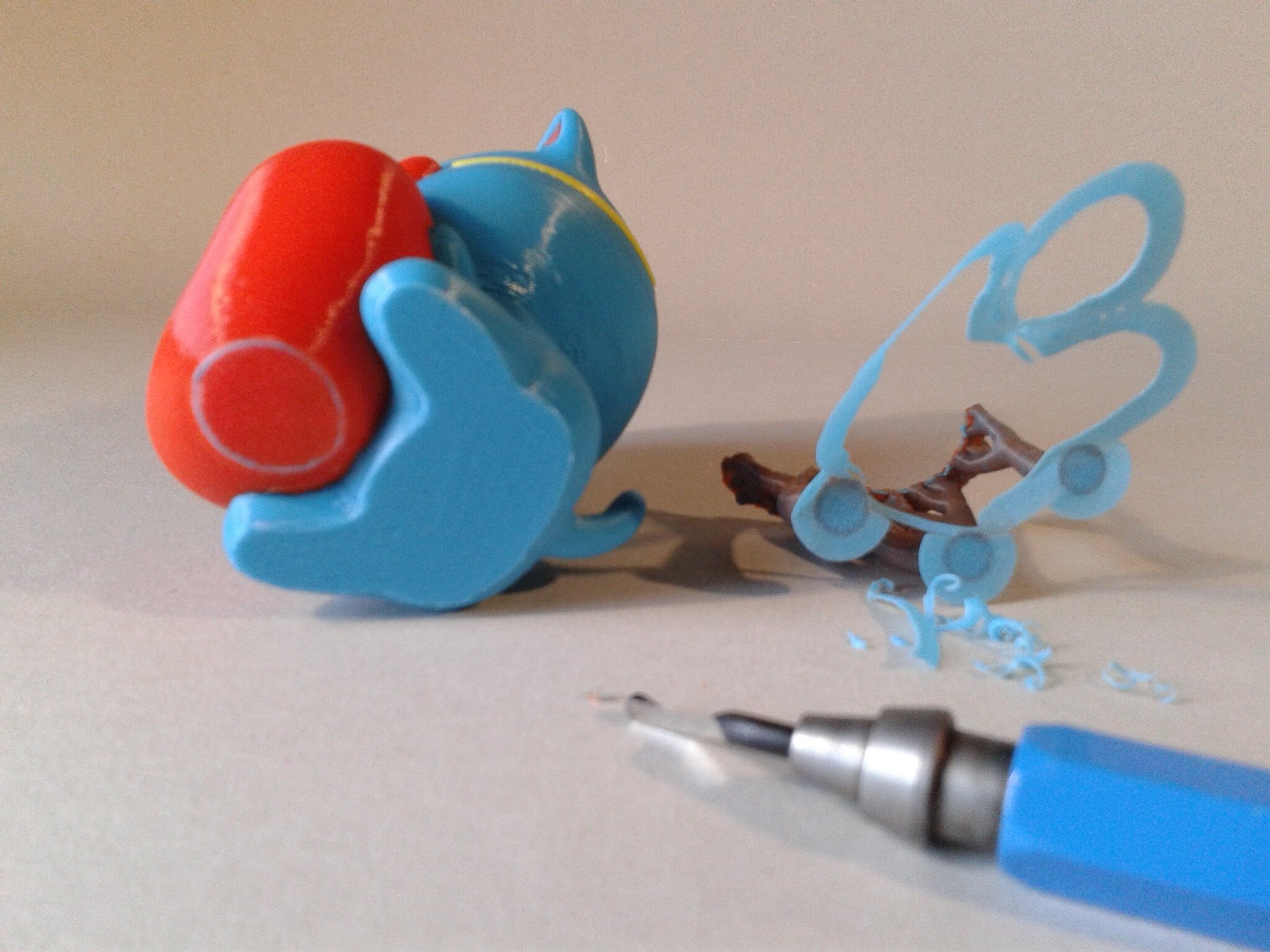
Chat bleu amoureux – Multi couleurs
“Love Blue Cat – Multicolour” de “QuantumHacker42”.
Fichier “Love Blue Cat.3mf”, échelle 100%, Anycubic Slicer v1.4.4, 507 changements de filaments, environ 14h25 d’impression.
Filaments : PLA Yellow PolyMaker, PLA+ Noir ArianePlast, PLA Pantone “Tropical turquoise” Anycubic, PLA Red Velleman.
“Flush Volume” (ratio de volume de purges) ajusté à 0.7 au lieu de 1.0 en début d’impression puis ajusté à 0.8 un peu après le début de la bouche, quand j’ai constaté les contaminations par le filament noir sur les autres couleurs.
Environ 273.9 g de déchets pour un modèle d’environ 46.7 g.
Pour plus de détails voir le commentaire suivant sur le sujet d’Isidon.











Le timelapse, activé depuis l’écran de contrôle de la Kobra 3 lors du lancement de l’impression, nécessite d’avoir une clé USB connectée sur la Kobra 3 car c’est sur ce support que sera enregistrée la vidéo timelapse en fin d’impression.

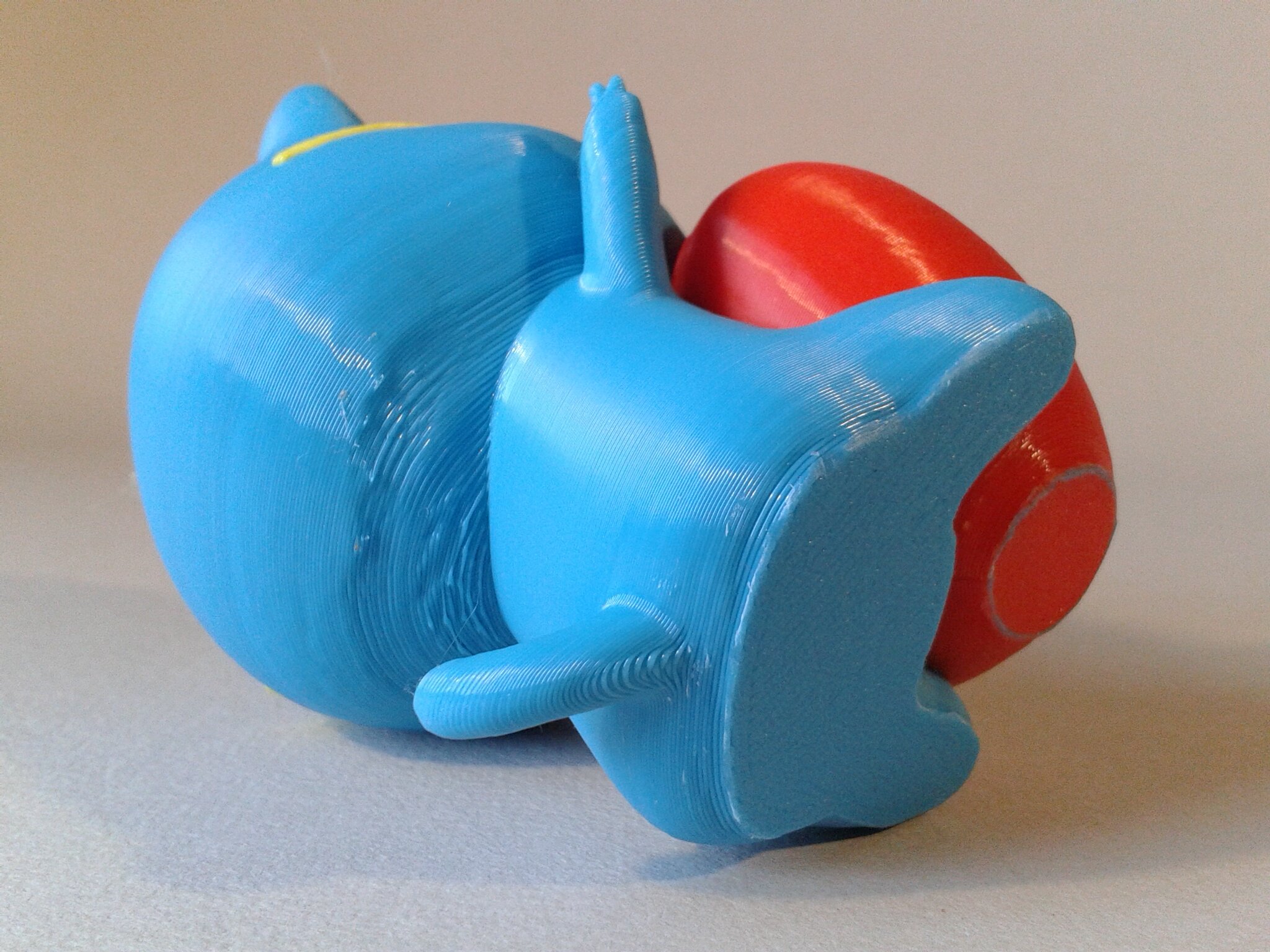
Version planche à voile du kit Anycubic Motion
Version “Windsurfing” du “Anycubic Motion Kit” de “Makeronline”, complété du Kit créatif Anycubic associé.



Pour la partie “Windsurfing”, je n’ai pas imprimé le projet .3mf fourni, j’ai pris le temps de le séparer en plusieurs plateaux, par couleur, et de transformer le “Color painting” (qui demandait un grand nombre de changement de filament) en juste quelques changements de filament selon la hauteur de couche.
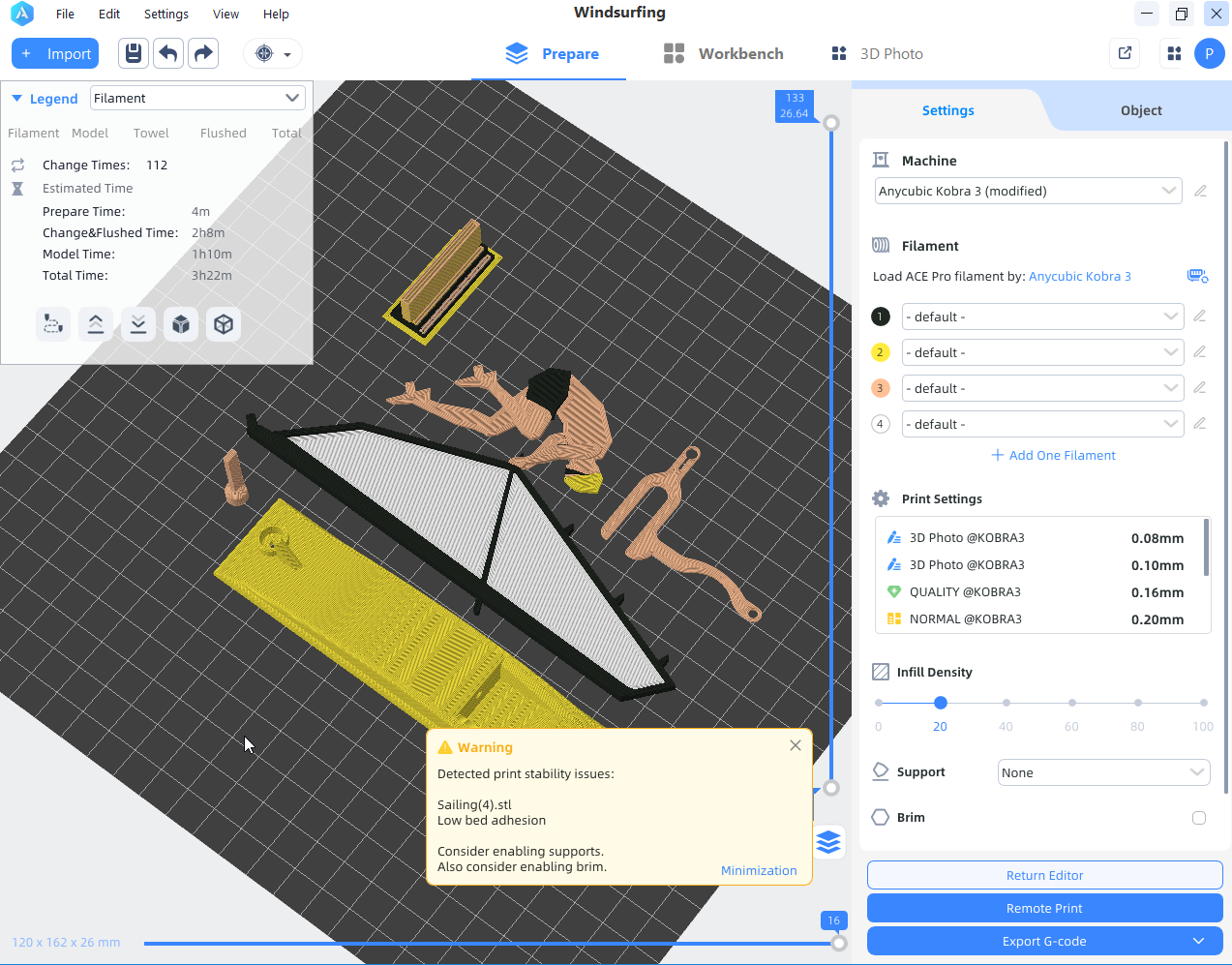

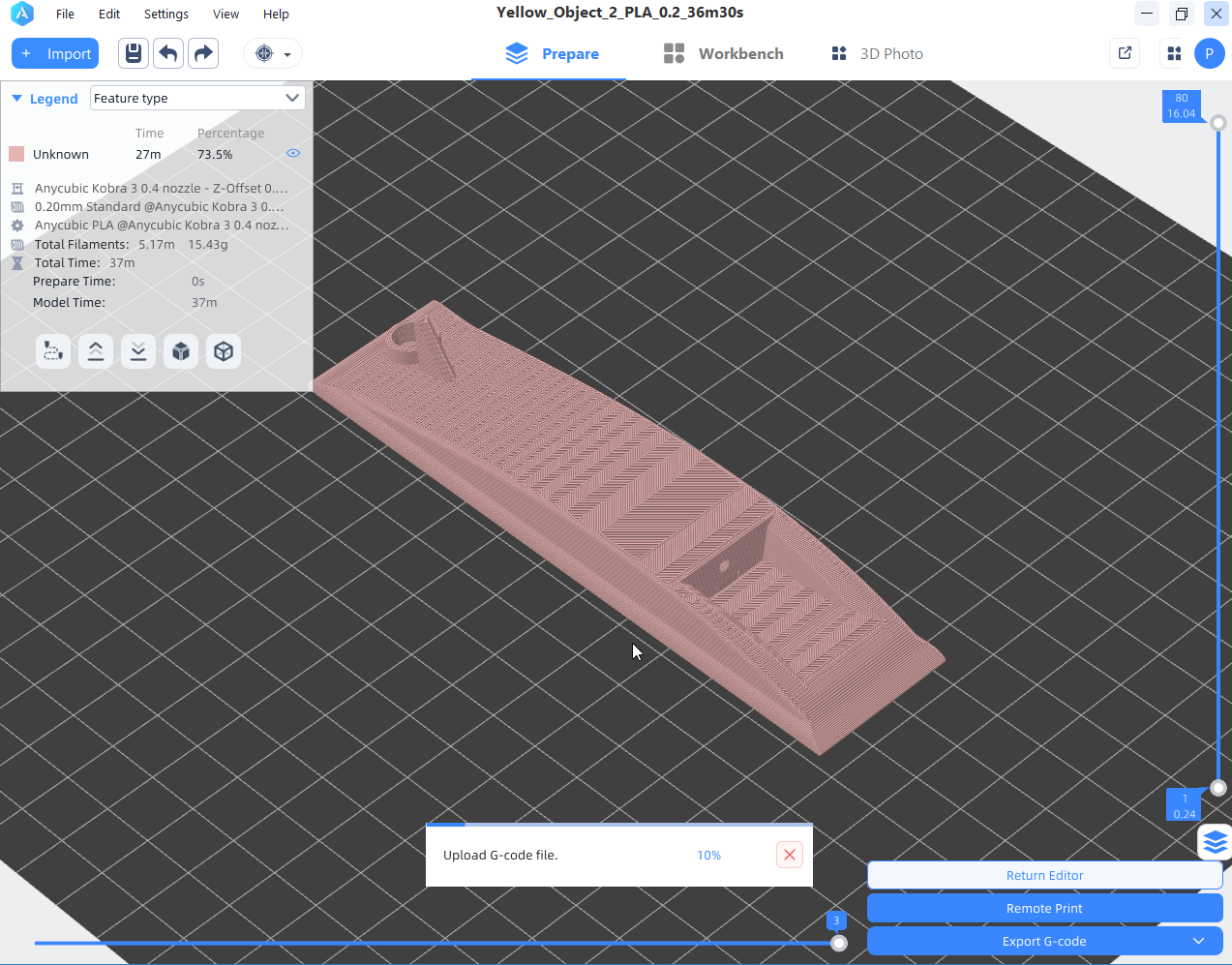
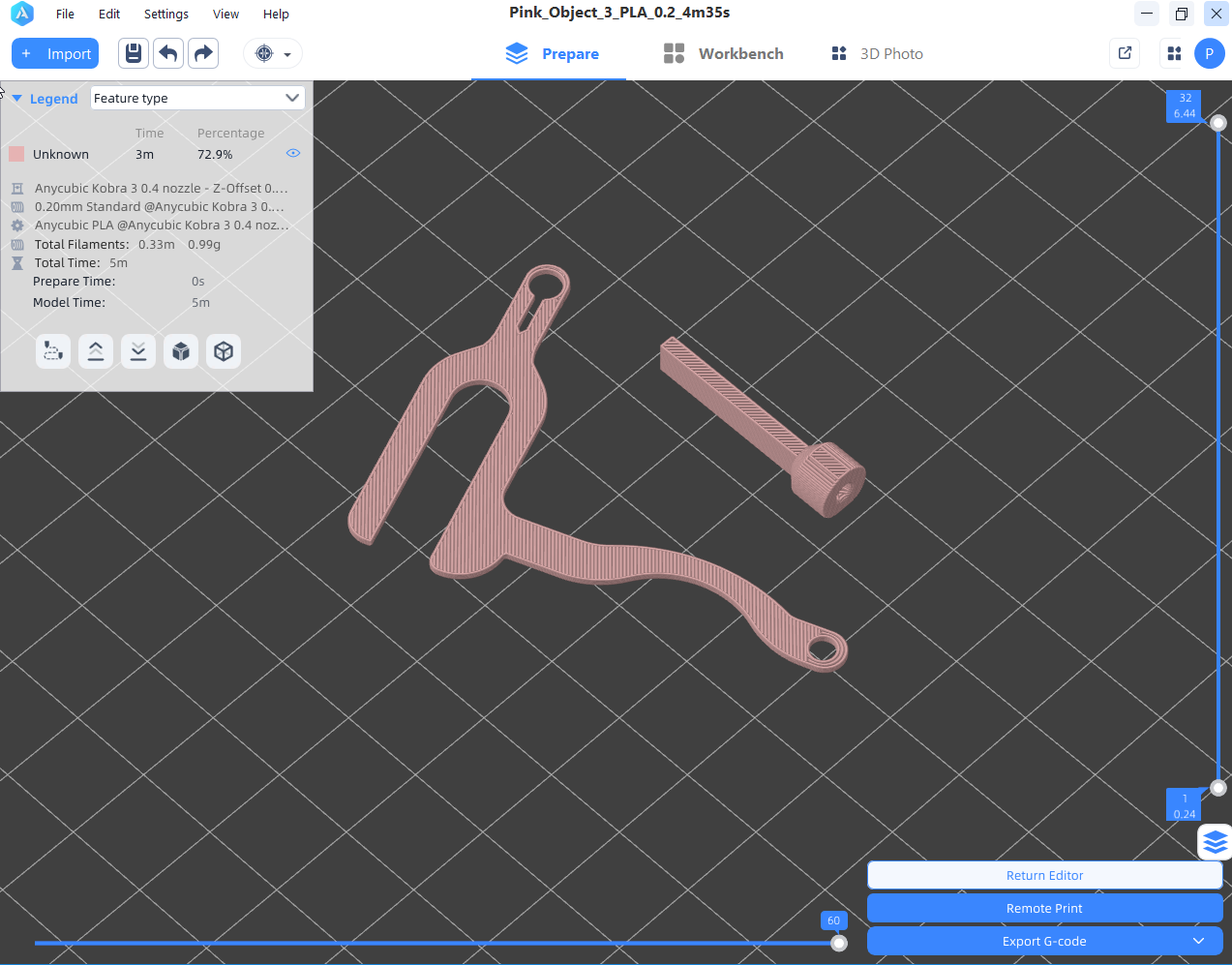
Échelle 100%, Anycubic Slicer v1.4.4 et Anycubic Slicer Beta 0.2.0, 13 plateaux d’impression, pour un total d’environ 13h36 d’impression.
Filaments : PLA recyclé ArianePlast, PLA Yellow PolyMaker, Silk PLA+ White Anycubic, PLA Pantone “Peach Fuzz” Anycubic, PLA Pantone “Tropical Turquoise” Anycubic.
Plus d’informations sur ce lien.









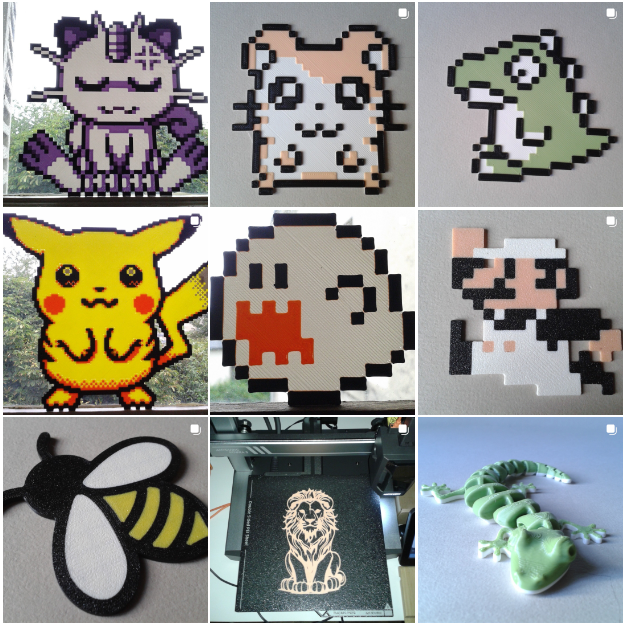
Mes entrées au “Anycubic 30-Day Challenge”
J’ai participé au “Anycubic 30-Day Challenge” où il fallait publier des photos d’impressions réalisées avec une Kobra 3 Combo. Voici des captures d’écrans de mes posts Instagram à ce sujet, ainsi que ce message.



Impression en TPU
Du fait de la flexibilité et élasticité de ce type de filament, son utilisation avec le “ACE Pro” est compromise car le filament TPU va certainement s’écraser, s’étirer et se coincer dans le trajet entre l’entrée du ACE Pro et l’extrudeur de la Kobra 3.
Il y a cependant la possibilité d’imprimer du TPU sans passer par le boitier ACE Pro, en alimentant directement la tête d’impression avec la bobine de TPU, comme avec une imprimante 3D FDM classique à mono filament.
Je n’ai pas encore testé l’impression de TPU avec la Kobra 3 étant donné que j’ai d’autres machines compatibles avec les filaments flexibles et que je n’ai pas encore imprimé en direct, sans passer par l’ACE Pro.
Acheter une Anycubic Kobra 3 (Combo)
Impression en PETG
Le profil filament PETG d’Anycubic Slicer v1.4.4 a une température d’impression pour le PETG de 220°C pour la couche initiale puis 210°C pour les autres couches, ce qui me semble inadapté. Le PETG s’imprime normalement dans la fourchette des 230-250°C, j’ai donc préféré utiliser Anycubic Slicer Next v1.0.0 qui lui propose une température d’impression du PETG de 230°C.
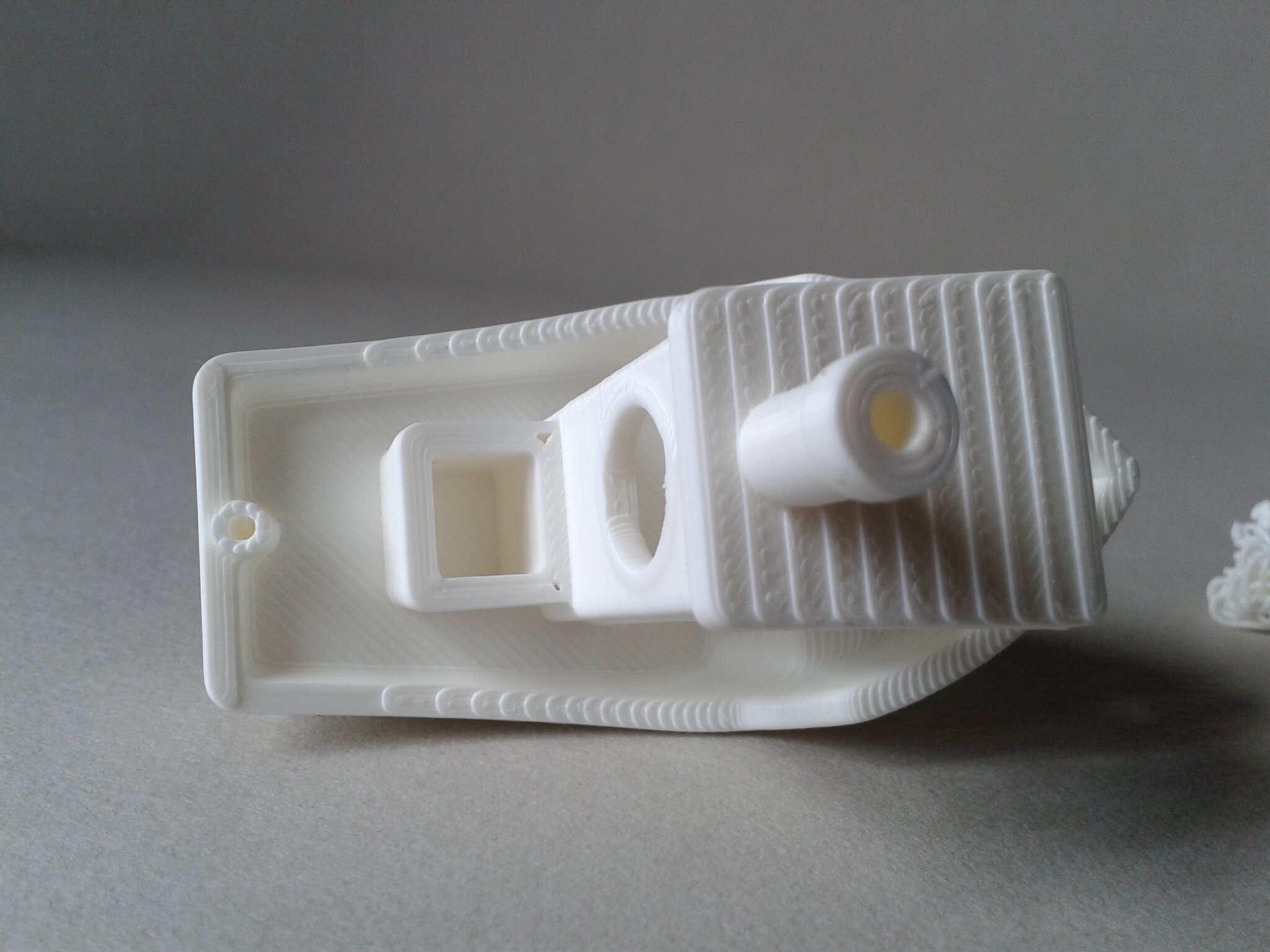
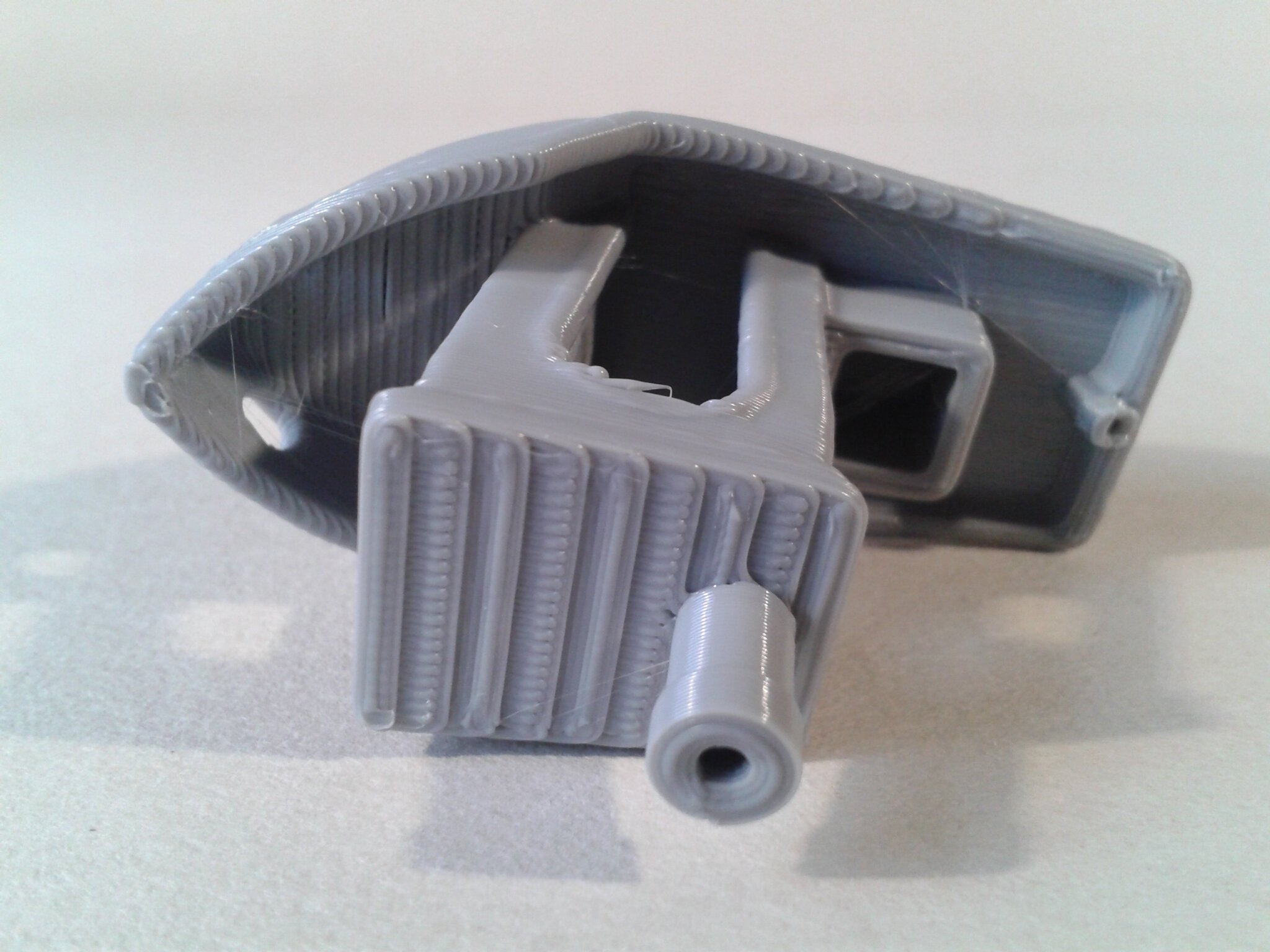
Boite chauve-souris en deux parties emboitables
“Bat nestable box 3 (v1)“, un de mes modèles.
Échelle 100%, Anycubic Slicer Next v1.0.0, en 2 plateaux, pour un total d’environ 2 heures d’impression.
Filament PETG Noir Sunlu (une vieille bobine)
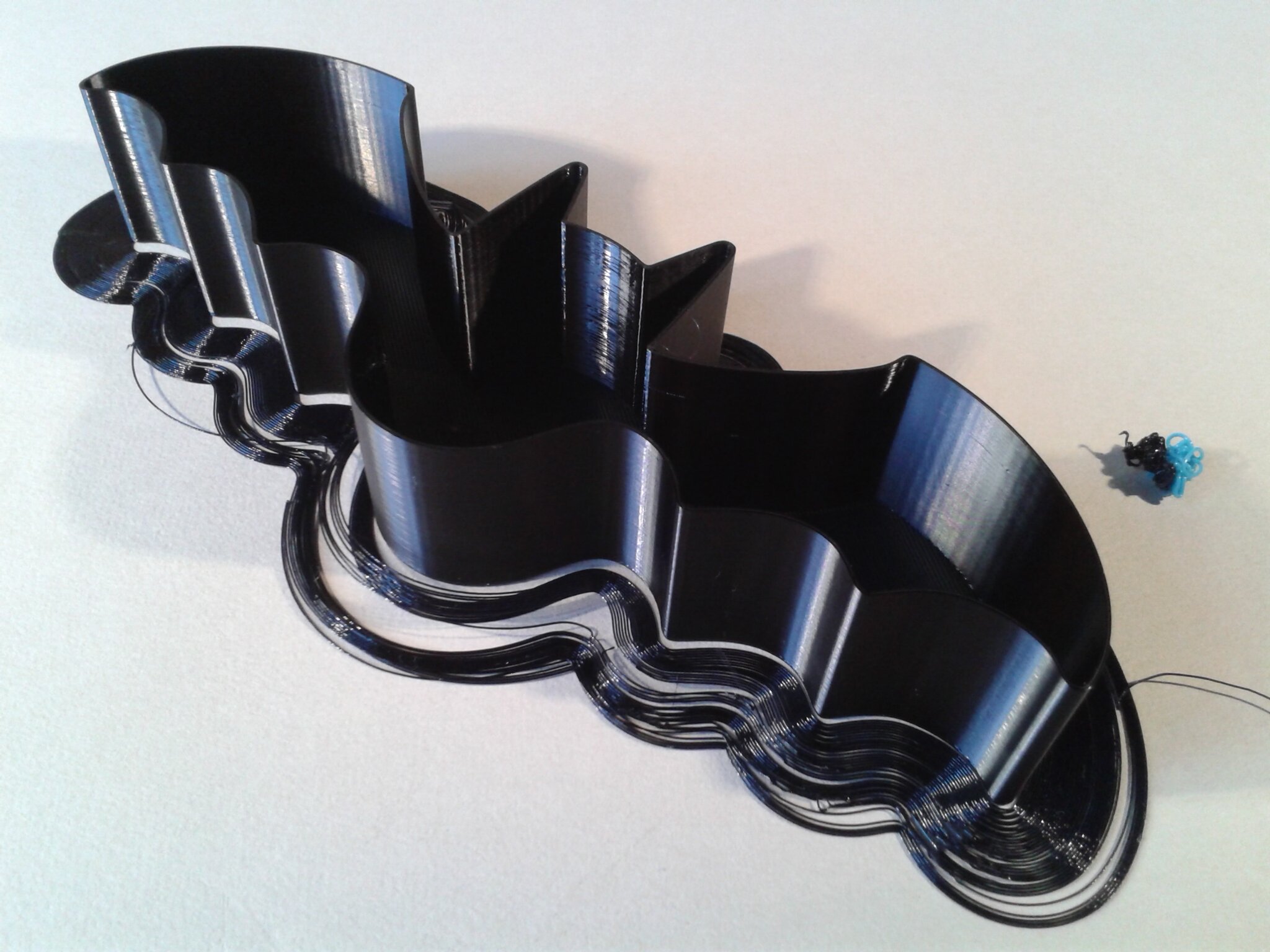
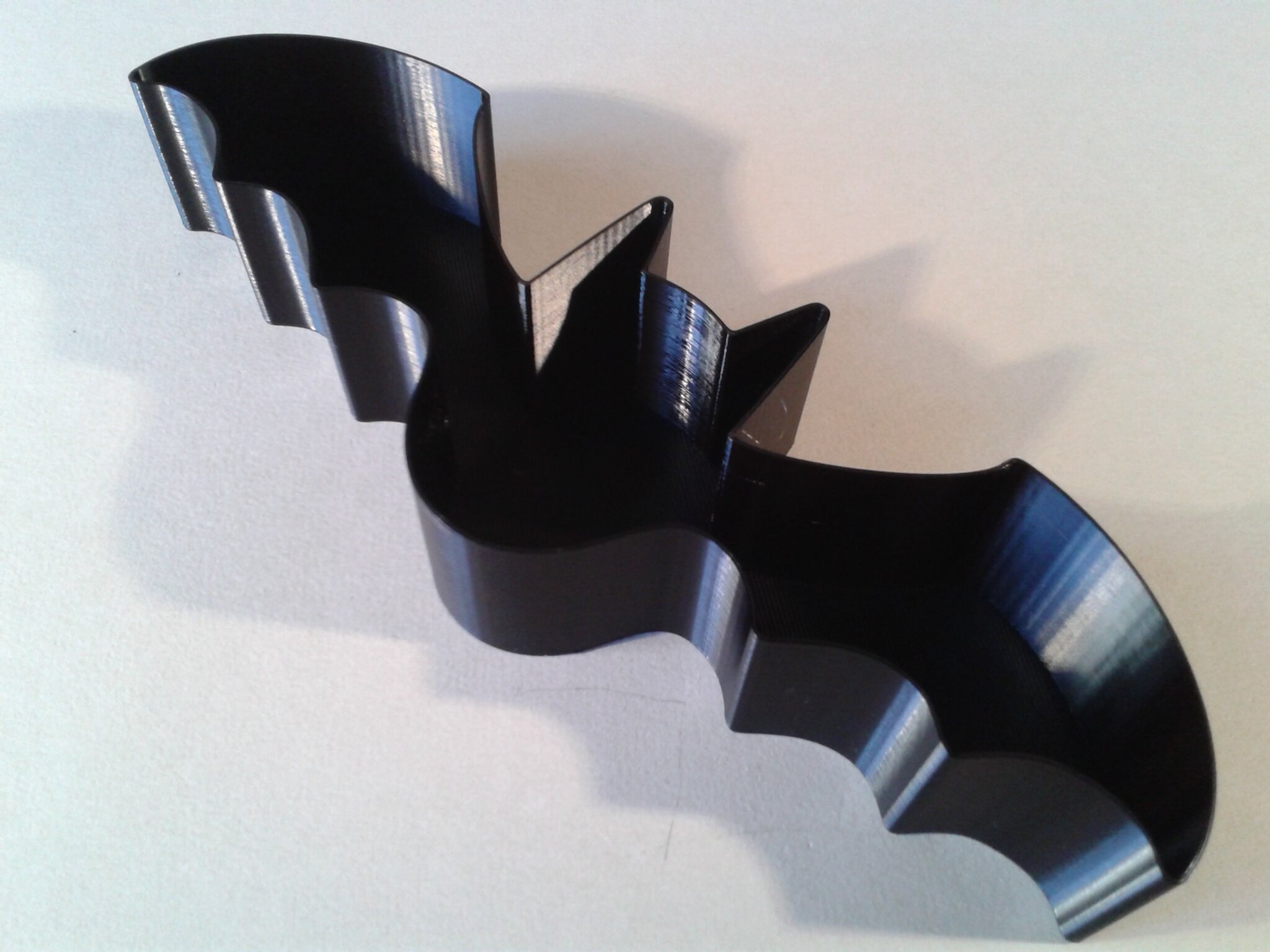

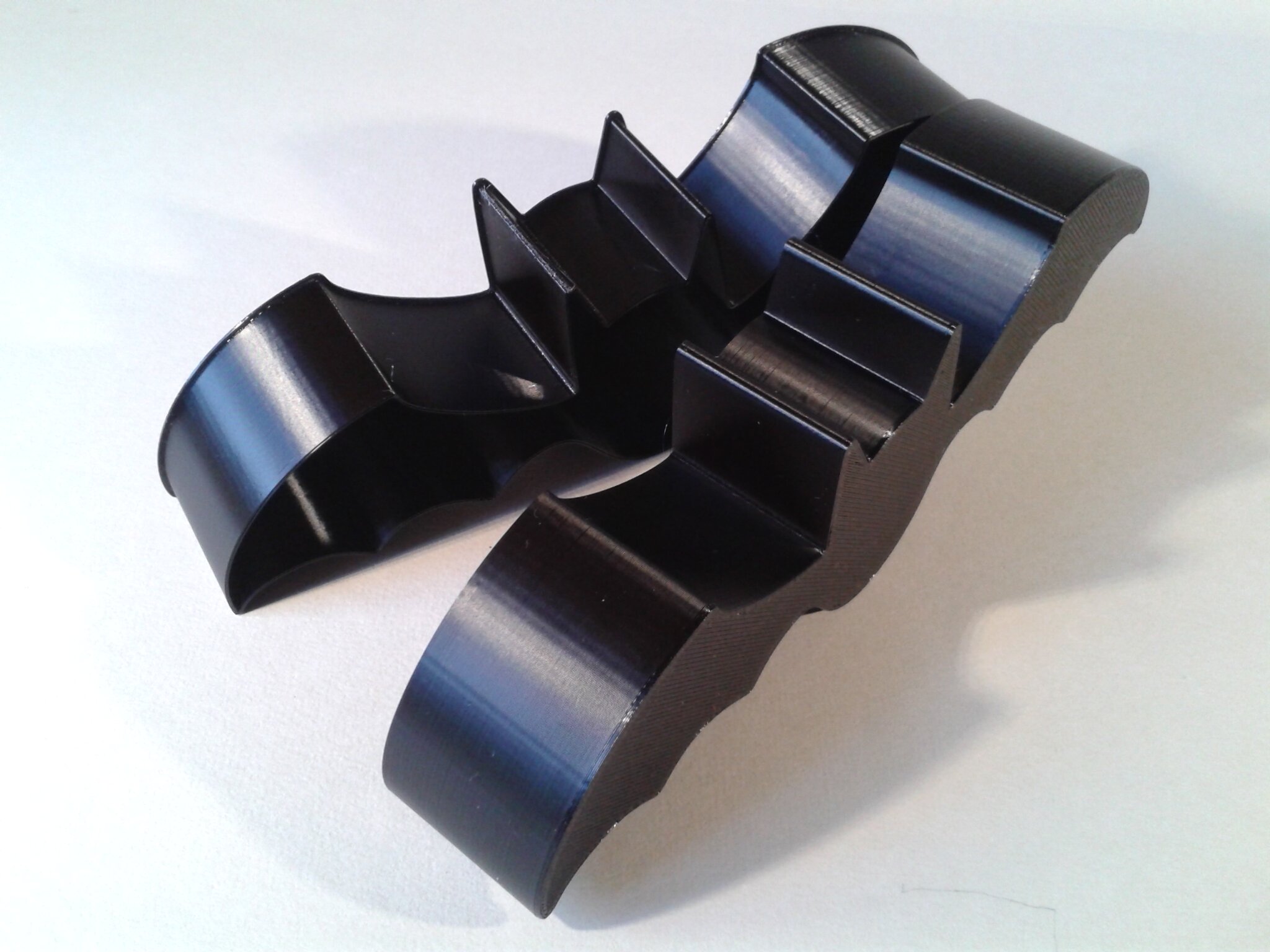
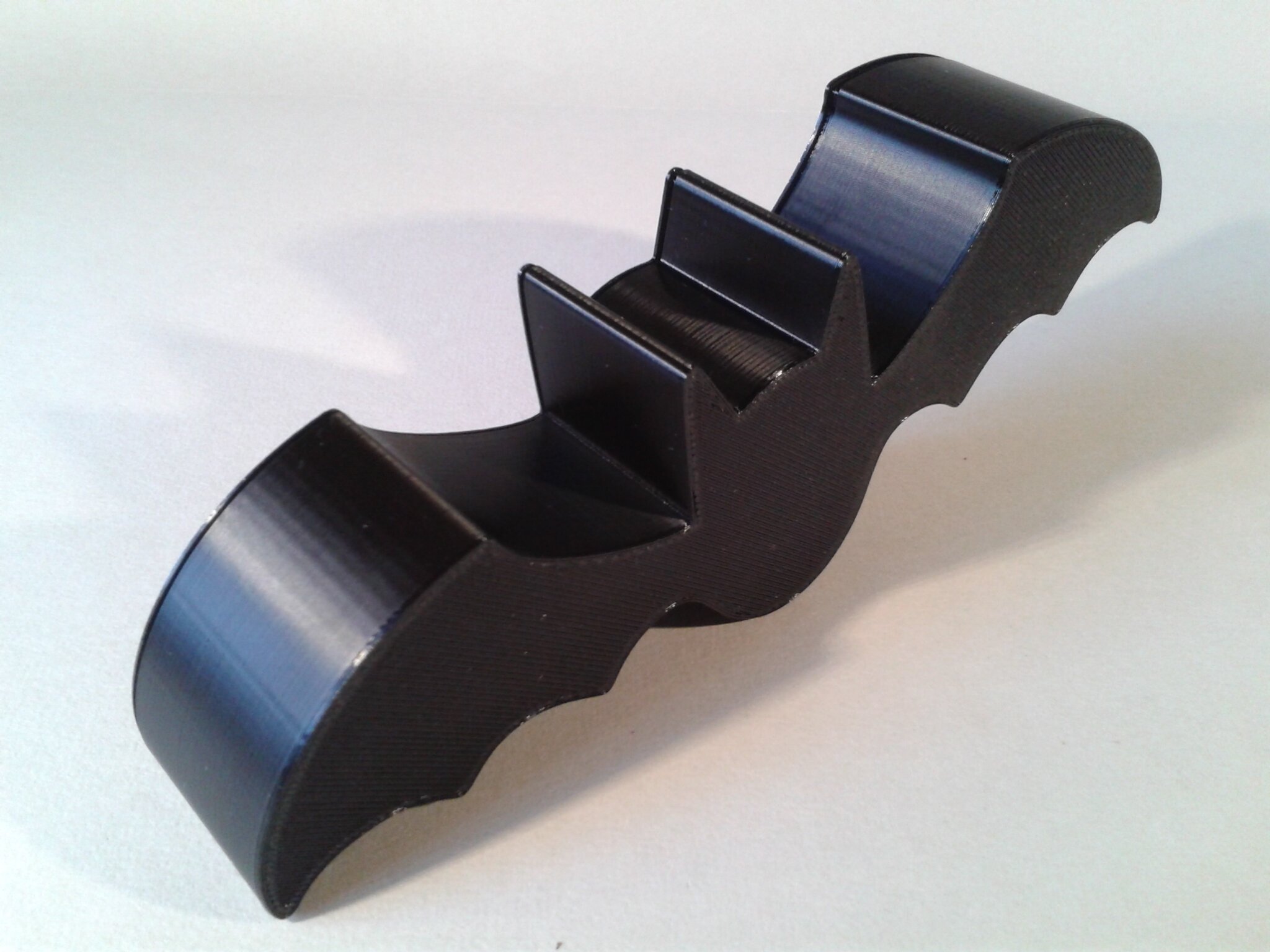
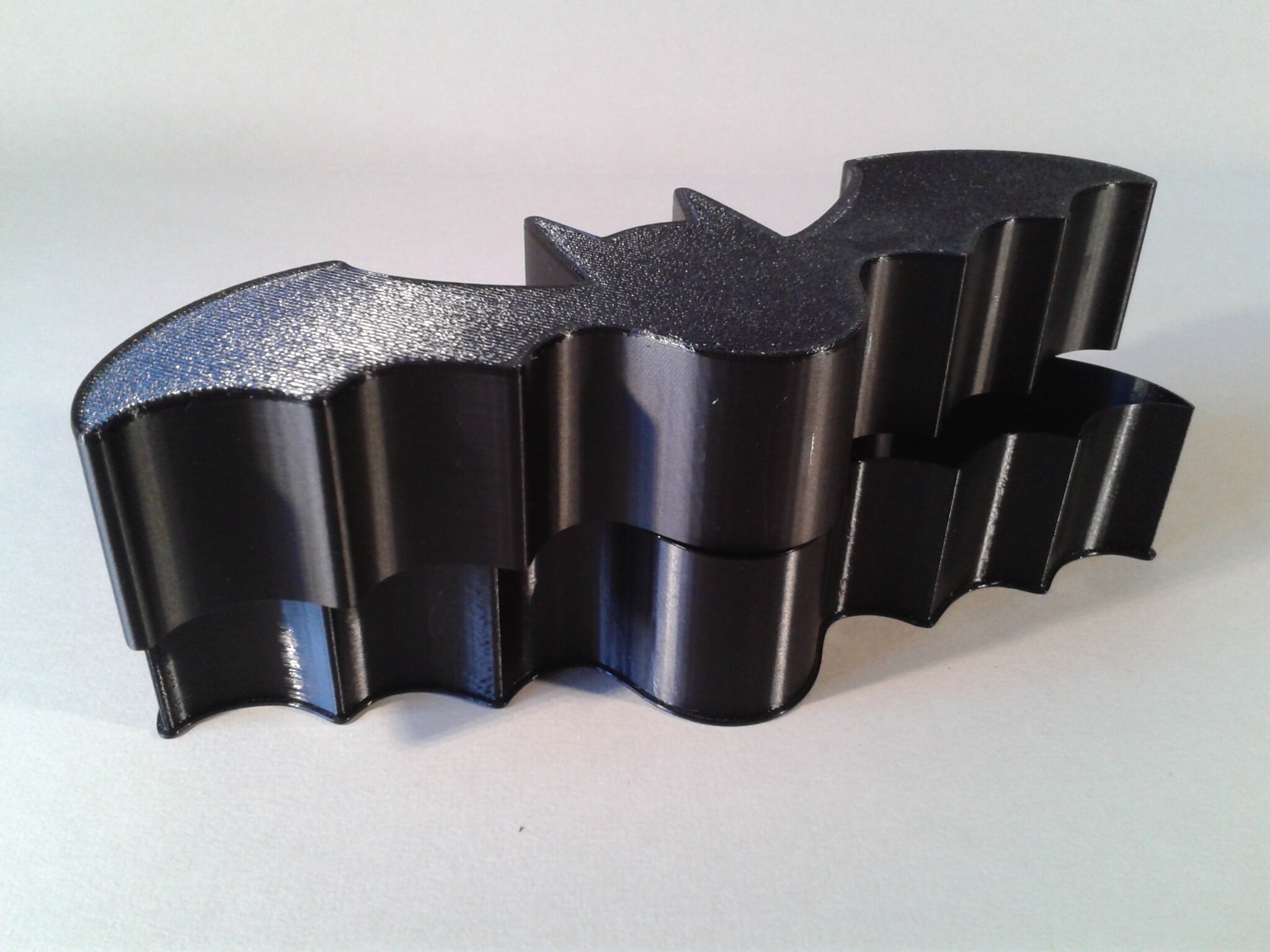
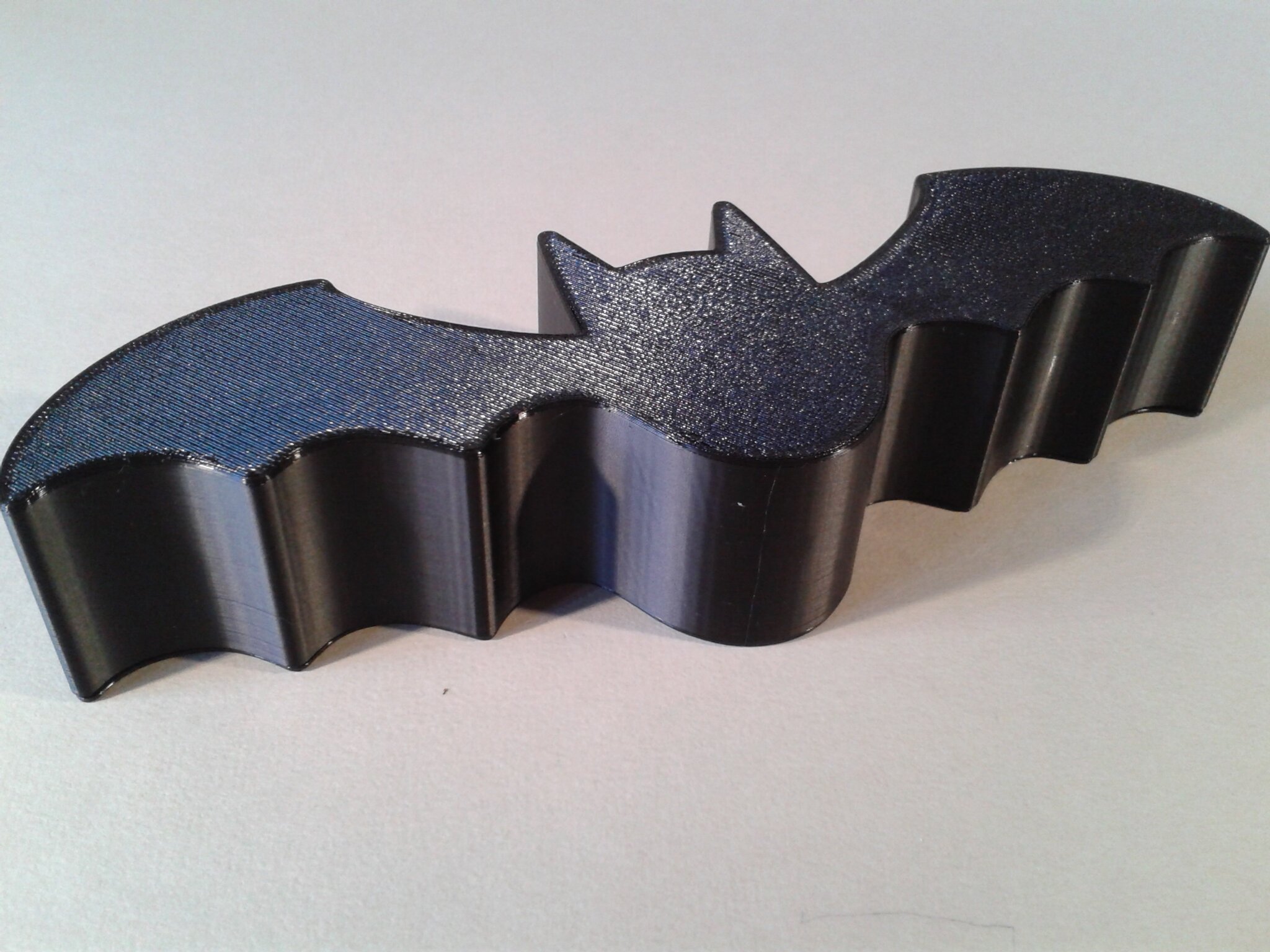
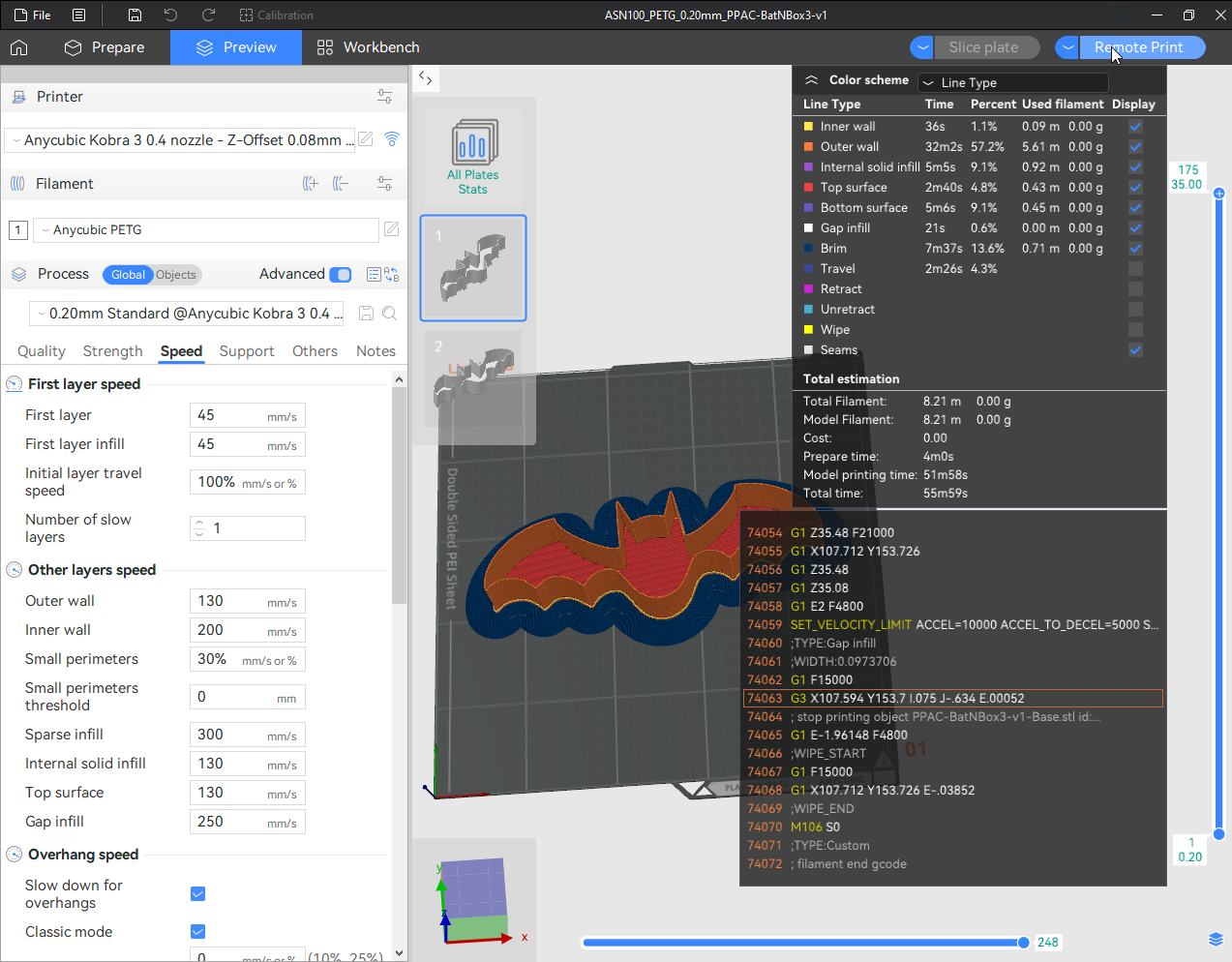
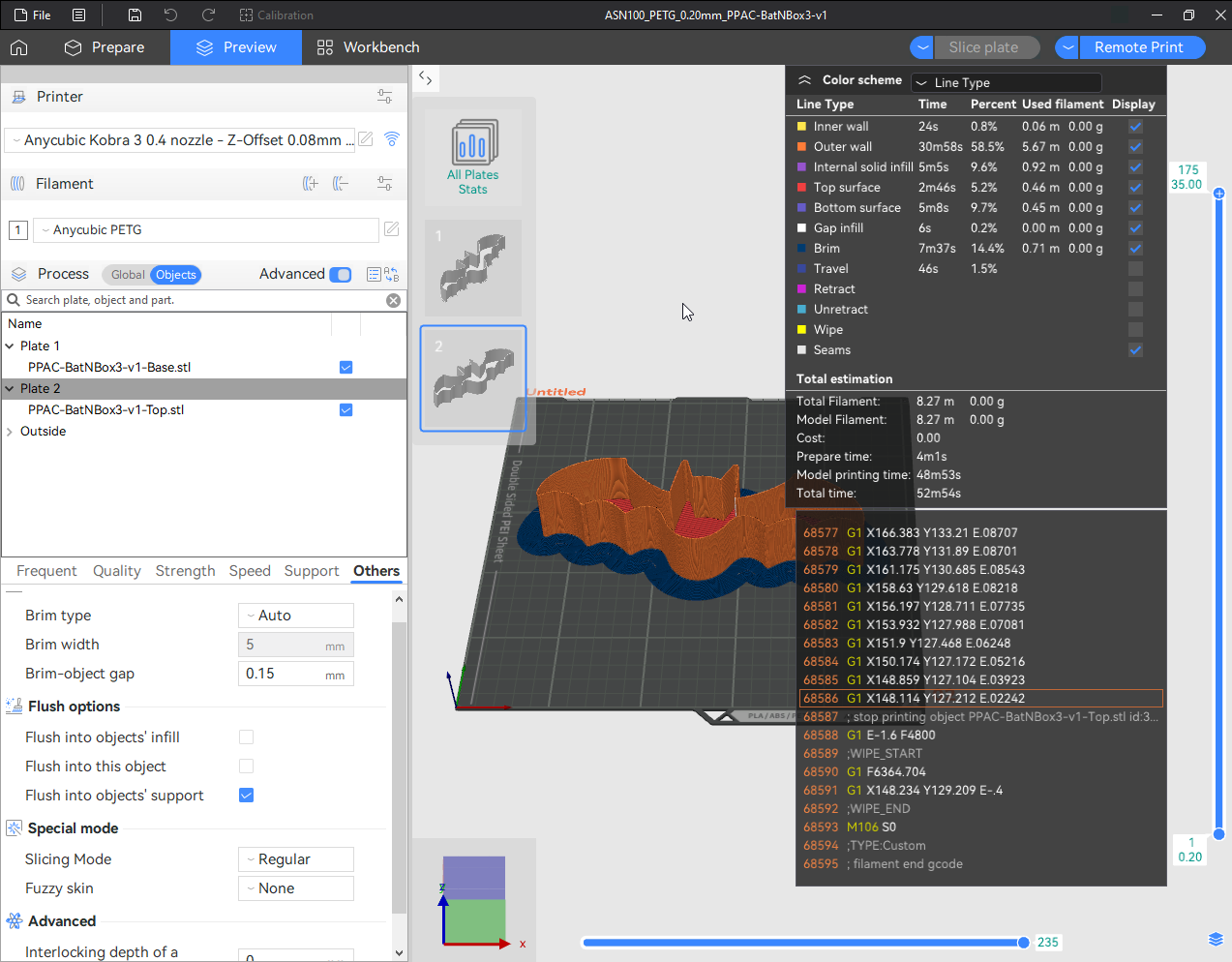

Dû à un bug d’Anycubic Slicer Next v1.0.0, j’ai imprimé deux fois le dessus de ma boite.
Déchets créés lors des changements automatisés de filament avec la Kobra 3 Combo
Pour l’instant (et je ne sais pas si cela sera implémenté ou non), Il n’y a pas de possibilité de gérer les volumes de purge depuis les trancheurs proposés par Anycubic.
Via l’écran de l’imprimante, lors de l’impression, dans le menu dédié au ACE Pro, on a la possibilité (un peu cachée) d’ajuster un paramètre “Flush Volume” qui est un ratio appliqué sur les volumes de purge. Par exemple, une valeur de 0.8 au lieu de 1.0 peut permettre de générer un peu moins de déchets.


Mais trop diminuer la valeur du “Flush Volume” risque d’entrainer des contamination de couleurs dues à un volume de purge insuffisant lors des changements de filaments. Si on passe d’un filament noir à un filament blanc, il y aura du gris à un moment.
Si l’on ne fait pas attention à bien étudier l’aperçu après découpage, le volume des déchets de purge peut vite être très important.
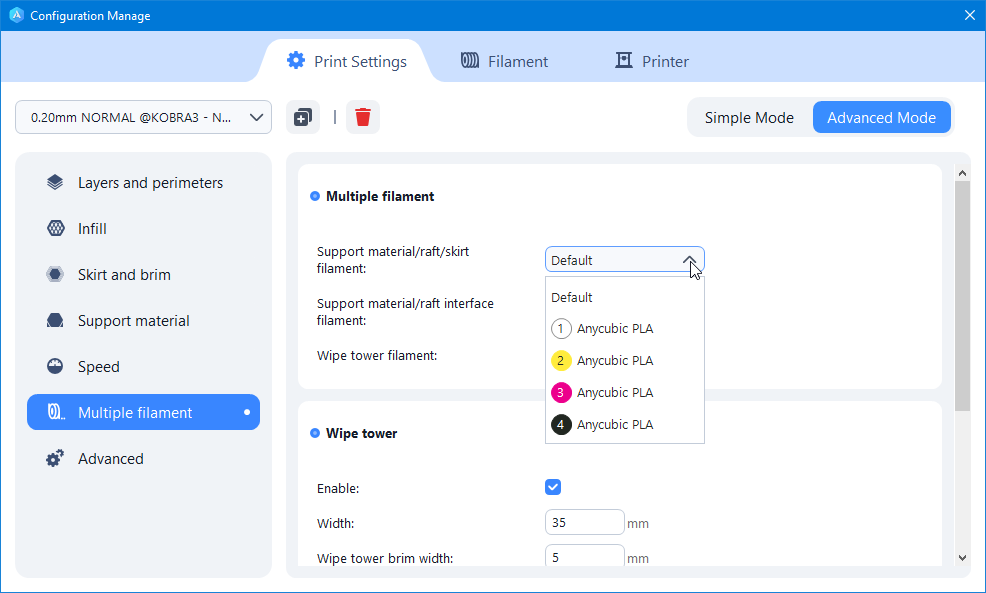
De plus de subtils bugs entre version / format des projets d’extension “.3mf” de Anycubic Slicer n’aide pas. Par exemple, il semble que si l’on ouvre un projet créé avec Anycubic v1.4.3 avec Anycubic Slicer v1.4.4, on se retrouve avec les paramètres de tranchage “Support material/raft/skirt filament:” et “Support material/raft interface filament:” avec de défini le premier filament et non “Default”, ce qui peut inutilement augmenter le nombre de changements de filament juste pour l’impression des supports.
Dans les captures suivante de projet du modèle “Scream Duck” de “Romwba3D”, le fait de repasser les paramètres de tranchage “Support material/raft/skirt filament:” et “Support material/raft interface filament:” sur “Defaut” fait passer de 1011 à 741 changements de filaments.




Mais malgré cela, pour ce modèle, la quantité de déchets estimés reste importante et il semble préférable de chercher à imprimer les fichiers .stl de la version découpée par couleur, en plusieurs plateaux, une seule couleur par plateau, et d’ensuite coller les éléments entre eux en post-impression, si l’on ne veut pas gaspiller trop de filament et de temps d’impression.


S’il y a la place sur le plateau, dupliquer le même modèle pour en imprimer plusieurs copies en même temps, n’augmente pas la quantité de déchets.
Selon la structure/géographie des zones de couleurs différente d’un objet multi-couleur, le réorienter peut éventuellement permettre d’avoir moins de changements de filament.
Impression sans ACE Pro
Je n’ai à ce jour pas encore fait d’essai d’impression sans ACE Pro de connecté a la Kobra 3. Par faute de temps et car j’ai d’autre imprimantes si j’ai besoin d’imprimer sans changement de filament ou du TPU.
Les retours des autres utilisateurs sont cependant bons à l’utilisation de l’imprimante Anycubic Kobra 3 avec une seule bobine, en direct.
Améliorations et upgrades
Home Assistant
Pour ceux qui utilisent “Home Assistant”, il existe le dépôt GitHub “Anycubic Cloud Home Assistant” pour contrôler votre Anycubic Kobra 3 Combo et son ACE Pro depuis l’interface de domotique.
Caméra et son support
Comme mentionné plus haut, l’achat en option d’une caméra USB pour Anycubic Kobra permet de garder un souvenir vidéo “timelapse” de ses impressions.
Liste non exhaustive de bugs et manque de fonctionnalités
Cette liste est à jour du 22 août 2024 au sujet de l’imprimante Anycubic Kobra 3, Combo ou non (avec ou sans ACE Pro).
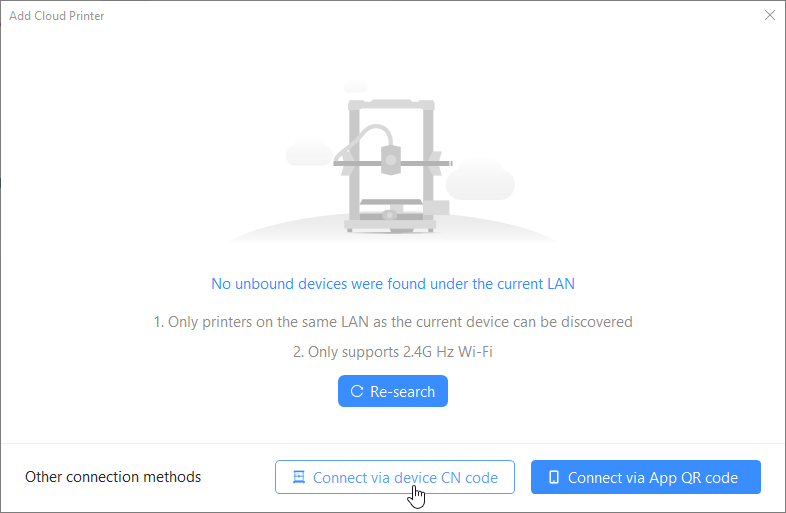
Pas de possibilité de contrôle et d’envoi d’impression sans passer par le Cloud d’Anycubic
Firmware v2.3.3.2 et v2.3.3.1, aucune interface d’accès via un réseau local. Il faut utiliser les trancheurs ou l’application mobile Anycubic sur smartphone ou tablette pour l’envoyer par le cloud du constructeur.
Tag RFID générique
J’aurais aimé avoir la possibilité de coller un tag RFID ayant un code quelconque sur une bobine pour associer et mémoriser les prochains chargements de cette bobine dans l’ACE Pro. Ainsi, elle serait automatiquement reconnue lors des prochaines utilisations, bien que bobine non pourvue d’un RFID d’origine Anycubic.
Ou encore, qu’Anycubic propose des tags RFID “génériques” reconnus par l’ACE Pro et la Kobra 3, à coller sur ses bobines.
Bug Z-Offset sur Anycubic Kobra 3 Combo
Firmware v2.3.3.2 et antérieur : si on ajuste manuellement le Z-Offset via l’écran de la machine, la détermination précise du Z-Offset ne se fera alors plus après un redémarrage de l’imprimante. Le Z-Offset utilisé par la machine a un biais de l’ordre de 0.5 à 0.7 mm, ce qui fait que le nez de la buse frotte le plateau. Il faut alors faire un “reset” de la Kobra et ne plus toucher au Z-Offset pour qu’il reste consistant. En cas de besoin, il faut alors passer par “Anycubic Slicer Next” pour utiliser le paramètre de tranchage Z-Offset.
Format 3mf et Anycubic Slicer v1.4.4
Trancheur “Anycubic Slicer” v1.4.4 (dérivé de Prusa Slicer) ne sait pas ouvrir les formats “.3mf non génériques” de Bambu Studio ou Orca Slicer, et qui ne sait pas interpréter les affectations de couleur au changement de couche du format “.3mf générique” des dérivés de PrusaSlicer.
Contrôle marche/arrêt LEDs caméra
Même si la caméra dispose de deux LEDs, il n’est actuellement pas possible de les activer (firmware 2.3.3.2 et antérieur). De plus, le flux vidéo passe par le Cloud Anycubic pose donc des questions de vie privée, charge inutilement votre connexion internet et dépend du bon fonctionnement du Cloud d’Anycubic.
Sources des firmwares non publiques
Même si Anycubic a laissé entendre que le système d’exploitation de la “Kobra 3” baptisé “Kobra OS” sera un jour ouvert, ce n’est pour l’instant pas le cas. Le SAV d’Anycubic ne fournit pas non plus le fichier printer.cfg de configuration Klipper de la Kobra 3.
Firmware verrouillé de l’Anycubic Kobra 3 Combo
Avec la v2.3.3.1 et v2.3.3.2 du firmware de la “Kobra 3”, il n’y a pas d’accès possible au système d’exploitation et donc aucun moyen de modifier le fichier de configuration Klipper “printer.cfg”. La méthode non documentée, car non officielle, qui permettait un accès en utilisateur root avec “adb connect” et “adb shell” qui fonctionnait sur la v2.3.2.3 et antérieure, ne fonctionne plus depuis la v2.3.3.1)
Interface de l’écran de contrôle – Nom long de fichier tronqué
A l’affichage sur l’écran de contrôle de l’imprimante, les noms de fichier de plus de 25 caractères sont tronqués à 22 caractères avec ajout de “…” ce qui peut poser problème pour différencier des fichiers ayant un nom identique sur leurs 22 premiers caractères. Il faudrait que l’interface soit retravaillée pour faire défiler les noms de fichier et/ou les afficher sur plusieurs lignes sans les tronquer.
Pas de contrôle ou paramétrage fin des volumes de purge lors des changements de filaments
Il n’y a pas de tableau pour définir les volumes de purge selon la couleur/filament de départ et la couleur/filament suivant comme on peut le trouver sous OrcaSlicer ou BambuStudio.
Sorte de colle entre les éléments de la partie chaude pour éviter les fuites
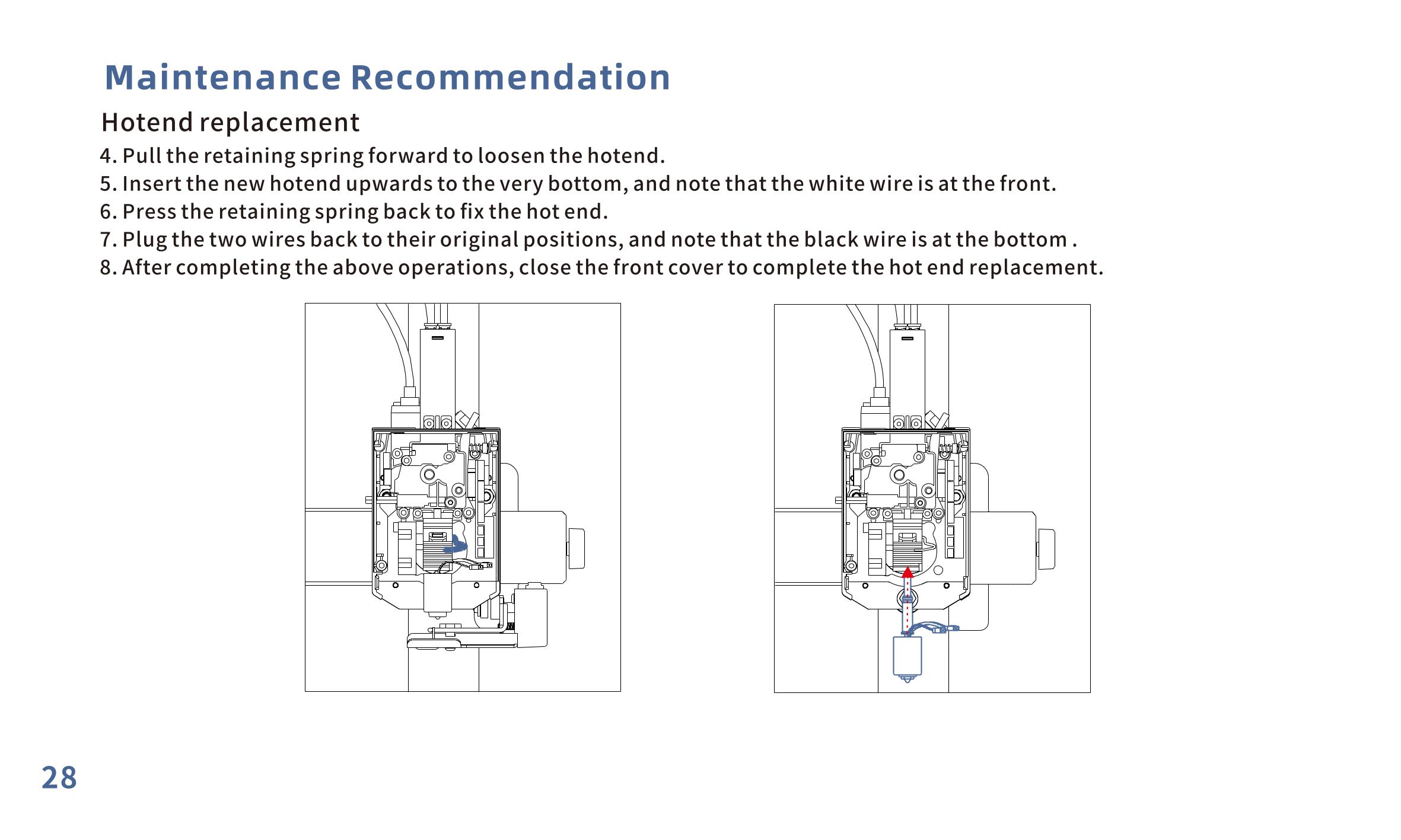
Je n’ai pour l’instant pas eu de problème de fuite au niveau de la partie chaude (“Hotend”) de la tête d’impression mais cela a été le cas pour un nombre non négligeable d’utilisateurs. Anycubic a fait une annonce pour prévenir du problème et en cas de fuite détectée, propose de fournir un ensemble de remplacement de la partie chaude.
Il semblerait donc qu’Anycubic, sur la Kobra 3 (Combo), ait fait le choix de mettre une sorte de colle entre les éléments de la partie chaude, ce qui rend le changement de buse délicat, voire impossible, car on a de forte chance de casser la buse si on essaie de l’enlever et cela oblige de changer l’ensemble de la partie chaude.
Acheter une Anycubic Kobra 3 (Combo)
Vidéo du test Anycubic Kobra 3 Combo avec ACE Pro
Autre point de vue sur cette imprimante 3D et son module multi-filaments, voici le test de la Kobra 3 Combo par Isidon dans une vidéo où il donne son avis et son ressenti sur cette solution multi-couleurs à bas coût.
Pour l’imprimante Kobra 3 seule, il conclut qu’elle n’apporte pas grand chose par rapport à la Kobra 2 que nous avions déjà testée.

Notes et conclusion
Qualité d'impression - 8
Fiabilité - 7
Logiciel - 4
Utilisation - 7
Rapport qualité / prix - 9
7
/10
- Le prix
- Facile à assembler
- La possibilité d'impression multi-couleurs avec automatisation des changements de filament
- Bonne qualité et vitesse d'impression
- Capteur de fin de filament
- Surface d'impression flexible avec PEI
- Wi-Fi
- Mémoire interne de 8 Go
- Ecosystème prometteur avec MakerOnline
- Communauté active sur Facebook / Discord et SAV constructeur réactif
- Bruits de fonctionnement
- Quantité de déchets lors de certaines impressions multi couleur
- Pas de possibilité de modifier les fichiers de configuration Klipper
- Sources firmware non disponibles (pour l'instant)
- Bugs et manque de fonctionnalités dans le firmware et les trancheurs (pour l'instant)