


Après le test de la “Photon Mono X2” qui se veut être la remplaçante de la “Photon Mono X (4K)” (testée ici), j’ai eu le plaisir de découvrir, avant sa sortie officielle, la “Photon Mono 2“, qui vient remplacer la “Photon Mono (4K)“.
Fiche technique de la Anycubic Photon Mono 2
Voici donc une nouvelle imprimante résine MSLA dans la gamme, déjà vaste, des imprimantes résine MSLA et DLP d’Anycubic.
Pour ne peser que 4 kg, celle machine est constituée d’un corps principalement en matière plastique. Pour cette taille de machine, cela ne semble pas compromettre la rigidité de l’ensemble, ni impacter la qualité d’impression.
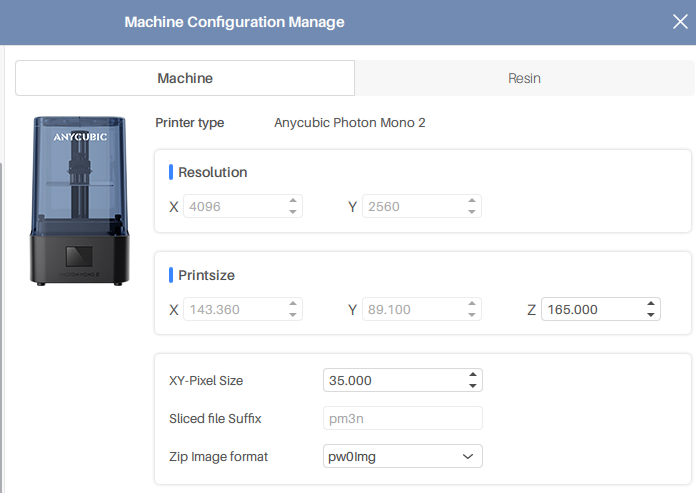
Son écran LCD de masquage 4K, de résolution 4096 x 2560 pixels, offre un volume d’impression de 143.36 x 89.1 x 165 mm avec des pixels de 35 microns.
Pas de connectivité Wi-Fi comme l’on peut en trouver sur la “M3 Premium” pour cette machine bien plus abordable.
Pas de rail linéaire sur l’axe Z, mais deux tiges lisses de guidage pour garantir la stabilité. L’entretien en sera donc plus simple.
Pas de système embarqué de filtration de l’air mais possibilité de placer un “Anycubic Air Pur“, le système de filtre à charbon rechargeable en USB du constructeur.
Le réservoir de résine (VAT) en matière plastique, utilise un FEP serti sur un cadre en plastique, comme les FEP pour la M3 mais d’une taille inférieure. Cela facilite et simplifie le changement du FEP car il y a moins de vis, donc moins de risque de déchirer le film lors de sa mise en place/tension. Par contre, cela rend difficile, voire impossible, la possibilité d’utiliser de simples feuilles de FEP ou nFEP souvent plus économiques et bien plus facile à trouver.
La dalle de LED UV “Anycubic LighTurbo” permet une exposition uniforme sur l’écran de masquage pour offrir une meilleure qualité d’impression.
| Technologie | MSLA |
| Source lumineuse | Matrice de LED UV 405 nm “Anycubic LighTurbo” |
| Densité de puissance | 4200 µW/cm² |
| Ecran de masquage | 6.6 pouces monochrome (4K+) |
| Rapport de contraste | 300:1 |
| Résolution écran de masquage | 4096 x 2560 pixels |
| Précision XY (taille des pixels) | 35 μm |
| Volume maximal d’impression | 143.36 x 89.1 x 165 mm (LPH) soit environ 2.1 L |
| Précision Z | Jusqu’à 10 μm |
| Surface plateau d’impression | 16 x 9.5 cm |
| Texture surface plateau d’impression | Motif en damier texturé gravée au laser |
| Format FEP | Feuille sertie / collée sur un cadre en plastique |
| Connectivité | Clé USB Type-A (max 16 Go formatée en FAT32) (pas de Wi-Fi) |
| Ecran de contrôle | 2.8 pouces TFT tactile |
| Dimensions | 22.98 x 23.5 x 39.06 cm (LPH) |
| Poids | 4 kg |
| Consommation | 48 W |
| Résine recommandée | Résine UV 405 nm |
Déballage (unboxing) Anycubic Photon Mono 2
Livrée dans un carton sobre, la machine est protégée de l’humidité dans un grand sachet plastique et bien calée avec des morceaux de mousse expansée découpés sur mesure.









Dans ce carton, on y retrouve :
- La machine (molette de maintien du plateau déjà en place)
- Son capot gris bleuté de protection anti-UV
- Le plateau d’impression (avec les quatre vis d’ajustement déjà en place), bien protégé dans les blocs de mousse
- Un sachet avec :
- un petit manuel de mise en fonction (cinq pages recto-verso en anglais)
- une feuille de nivellement
- une protection d’écran avec un petit feuillet d’explications en anglais pour son installation
- Le réservoir de résine (VAT) protégé dans un sachet bulles et avec un film de protection sur le FEP pré-installé
- Et dans une boîte en carton à oreilles :
- une clé USB de 4 Go avec les fichiers d’impression de test et les manuels d’utilisation au format PDF en huit langues (dont une version en français), ainsi que le logiciel Photon Workshop v3.0.1 (Windows et macOS)
- une spatule en acier pour décoller les impressions du plateau
- une spatule en plastique pour mélanger le réservoir de résine et éventuellement nettoyer le FEP (mais préférer une spatule en silicone pour ne pas rayer le FEP et pouvoir l’utiliser plus longtemps)
- deux paires de gants en nitrile
- un masque
- l’adaptateur secteur
- un jeu de trois clés hexagonales (M3 , M2.5 et M2)
- les deux vis de maintien du réservoir de résine
- un sachet de nettoyage à utiliser avant de placer la protection d’écran
- cinq filtres à peinture en papier jetable
- une carte de contrôle qualité
Bien noter que de base, Anycubic ne fournit pas de FEP de rechange avec sa Mono2, ni de bouteille de résine. Il vous faudra donc penser à en commander pour éviter de devoir patienter avant de pouvoir utiliser l’imprimante.
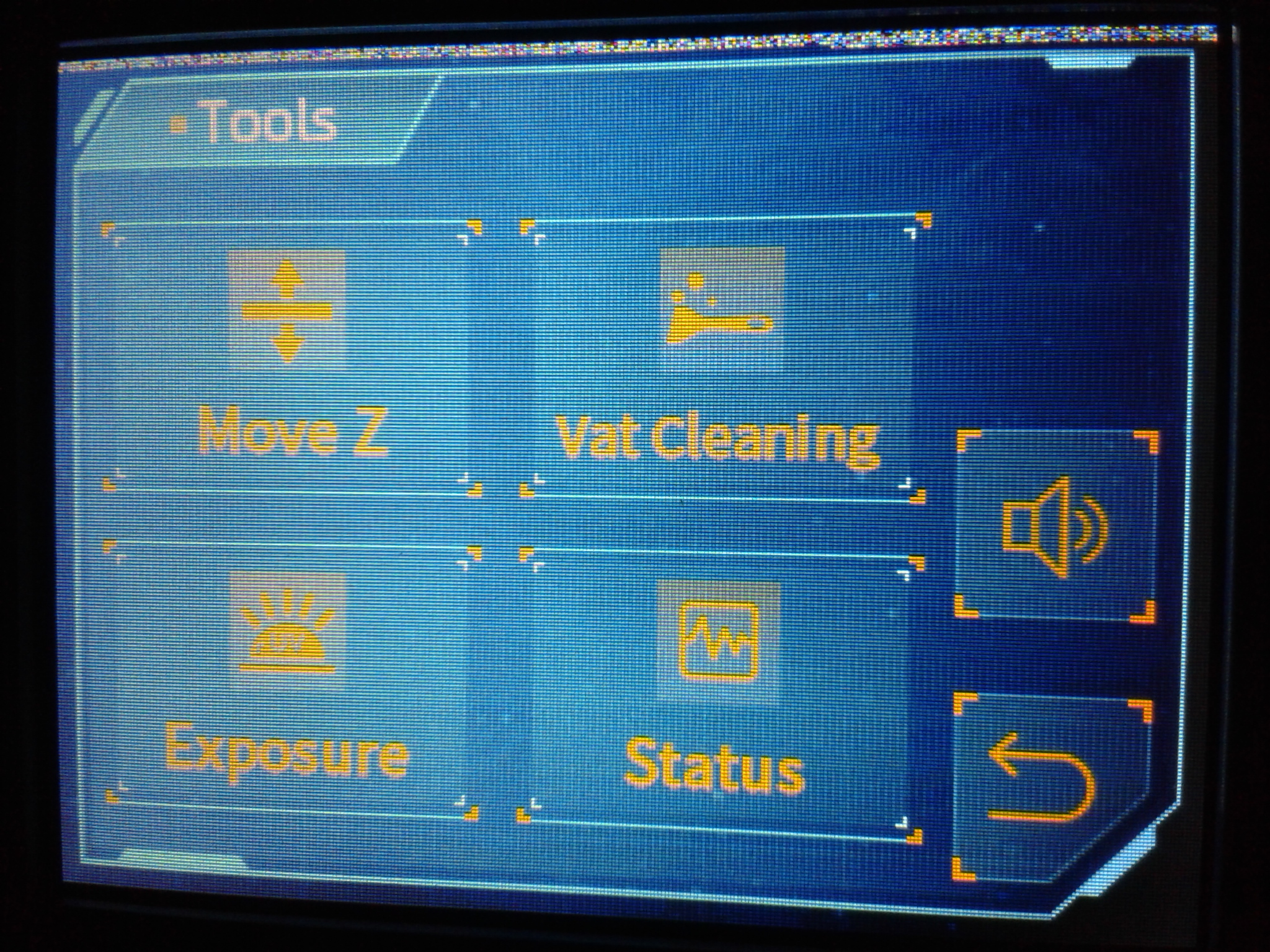
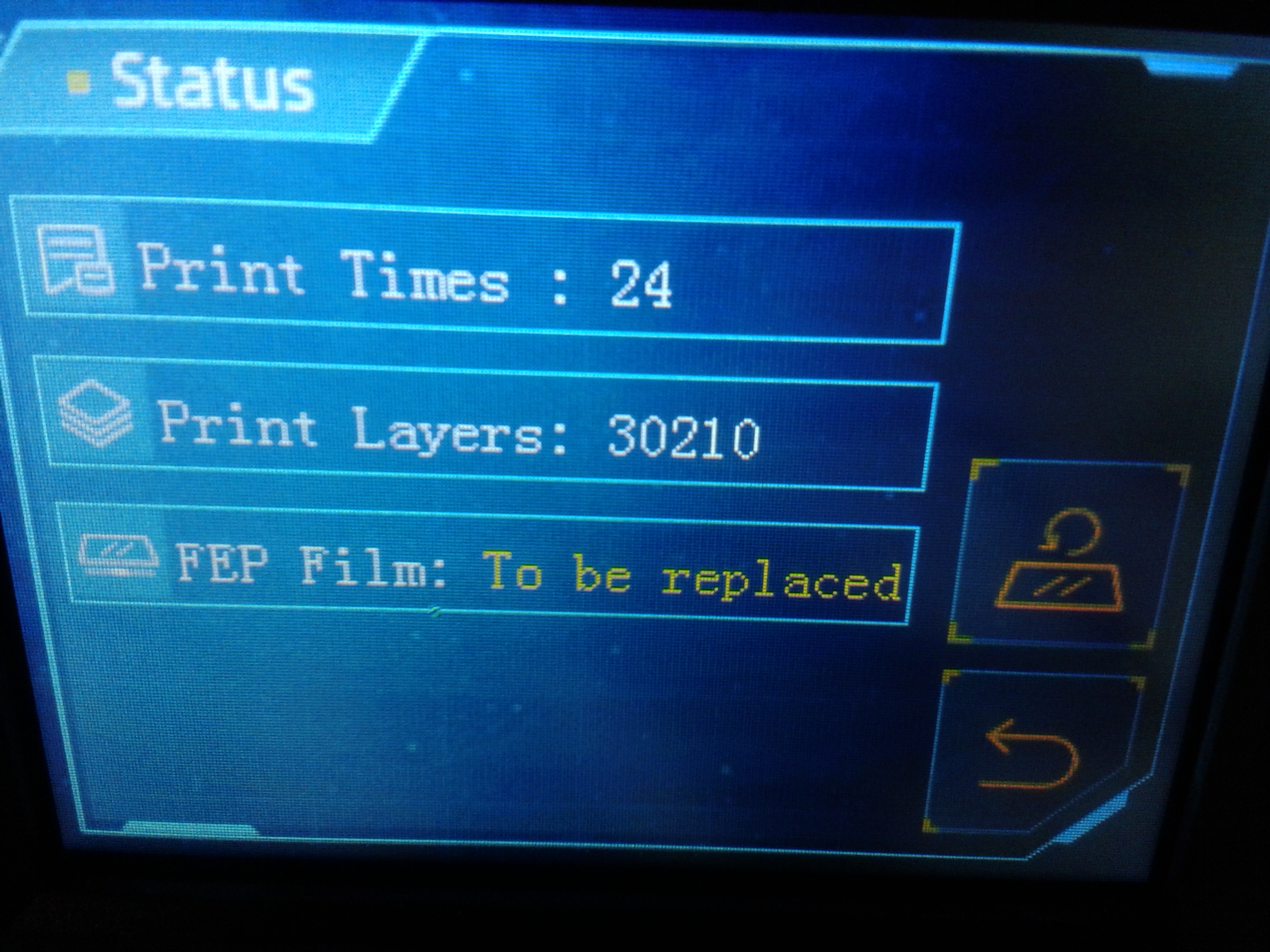
Le firmware dispose, dans le menu “Tools”, d’un menu “Status” où sont affichés le nombre d’impressions et le nombre de couches cumulées des impressions réalisées. Ceci permet de nous avertir quand il faut changer le FEP pour éviter les ratés d’impression quand celui-ci est trop usé.
Montage Anycubic Photon Mono 2
Il y a peu de choses à faire, la machine est déjà assemblée. Toutes les étapes de montages et de mise en fonctions sont détaillées dans le livret papier en anglais et le manuel au format PDF présent sur la clé USB fournie.
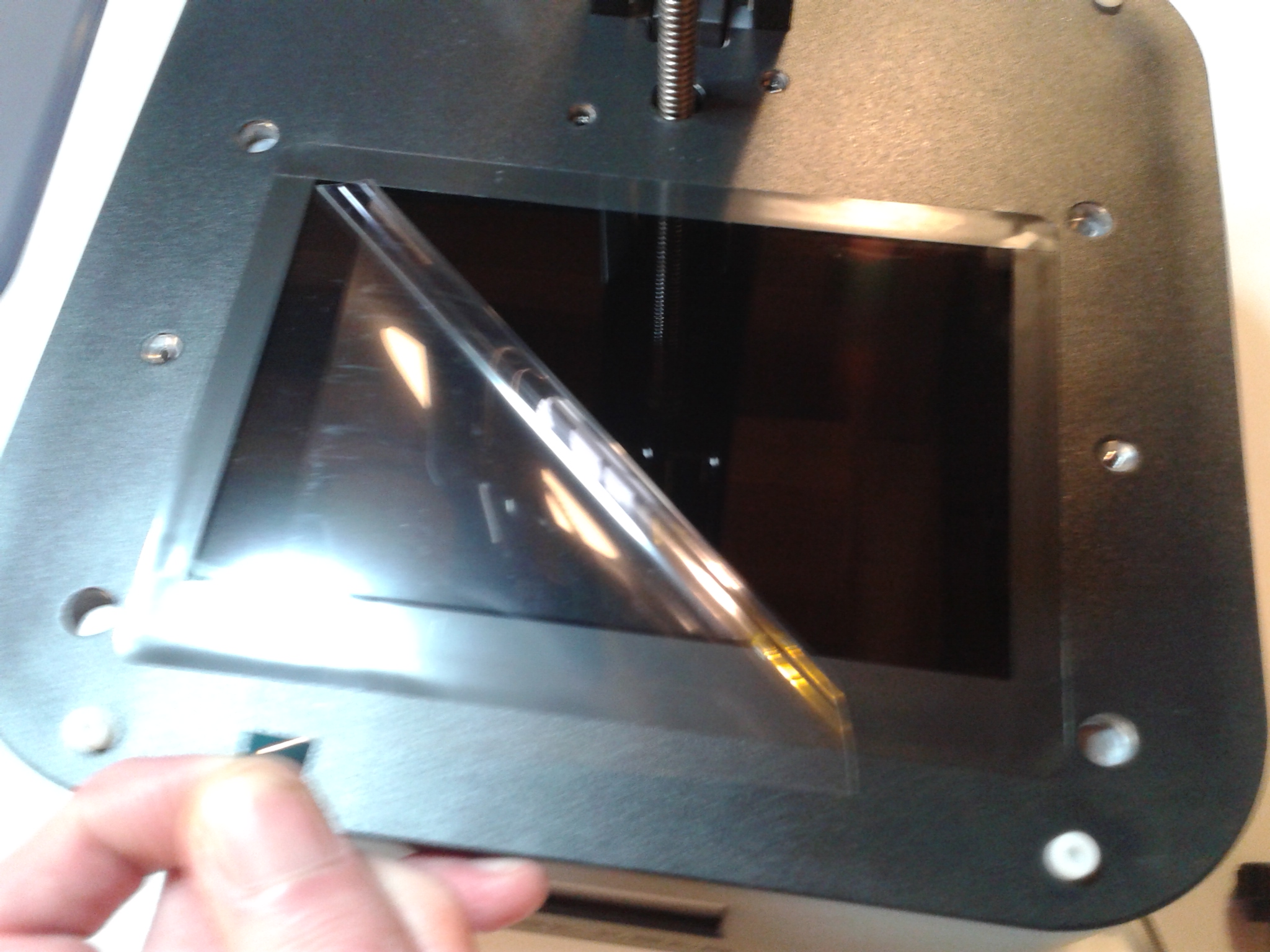
Pour commencer, il faut tout d’abord enlever les films de protections du plateau, de l’écran de masquage, du FEP et de l’écran de contrôle.

Ensuite, avant de mettre en place la protection d’écran, bien nettoyer votre espace de travail et l’écran de masquage pour éviter de vous retrouver, comme moi, avec des bulles dues à des poussières capturées.




Mise en route de la Anycubic Photon Mono 2


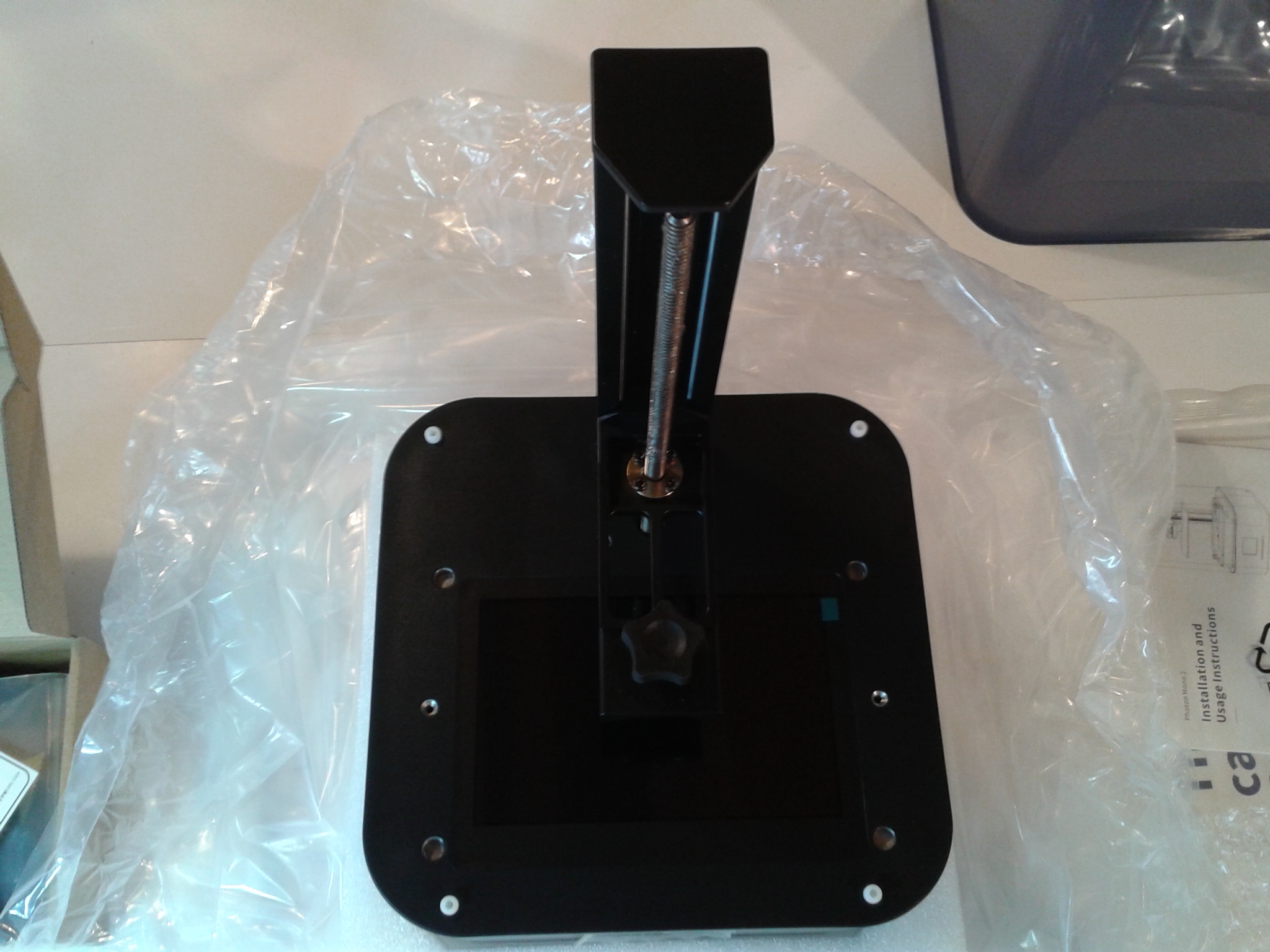
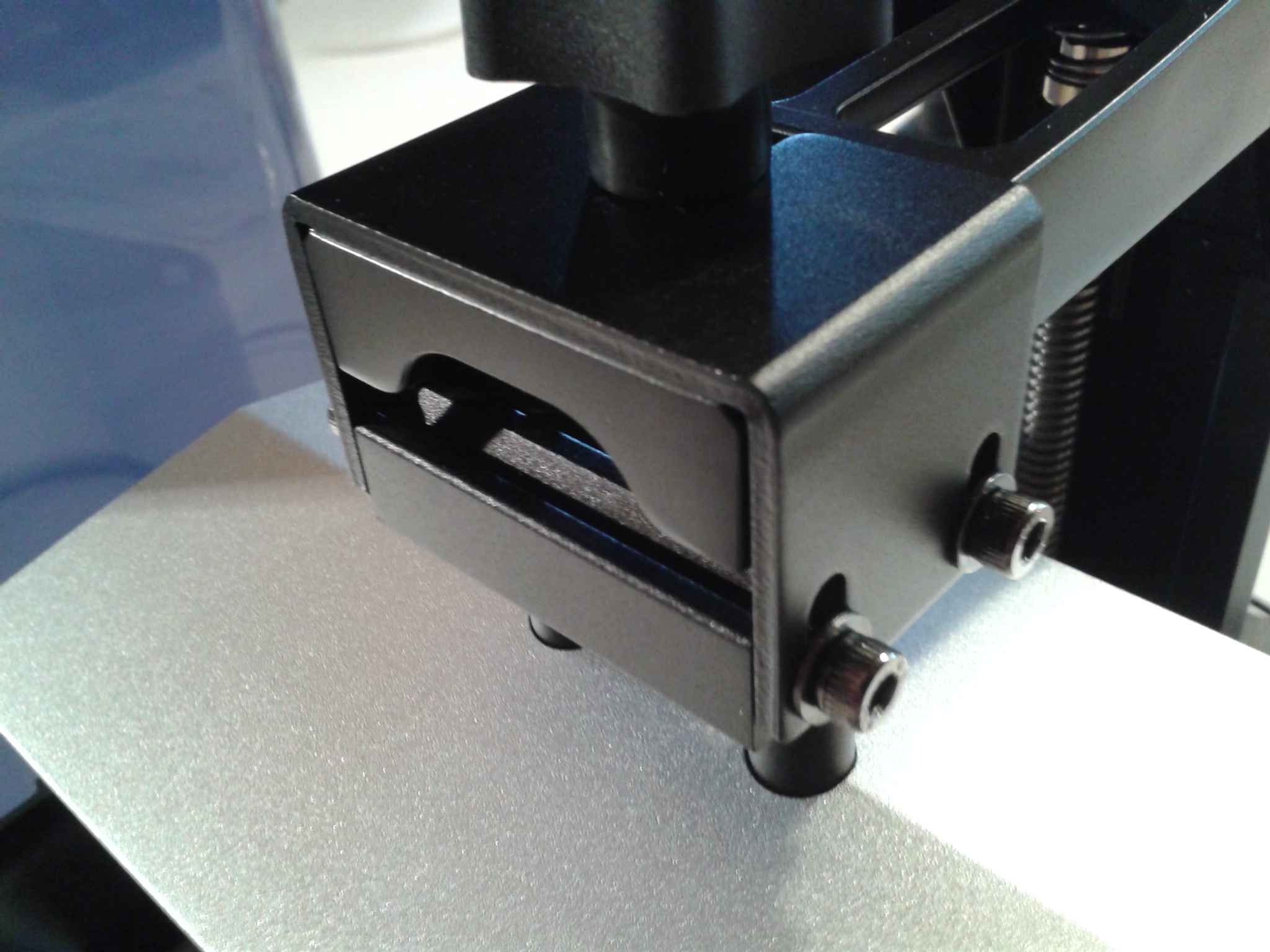
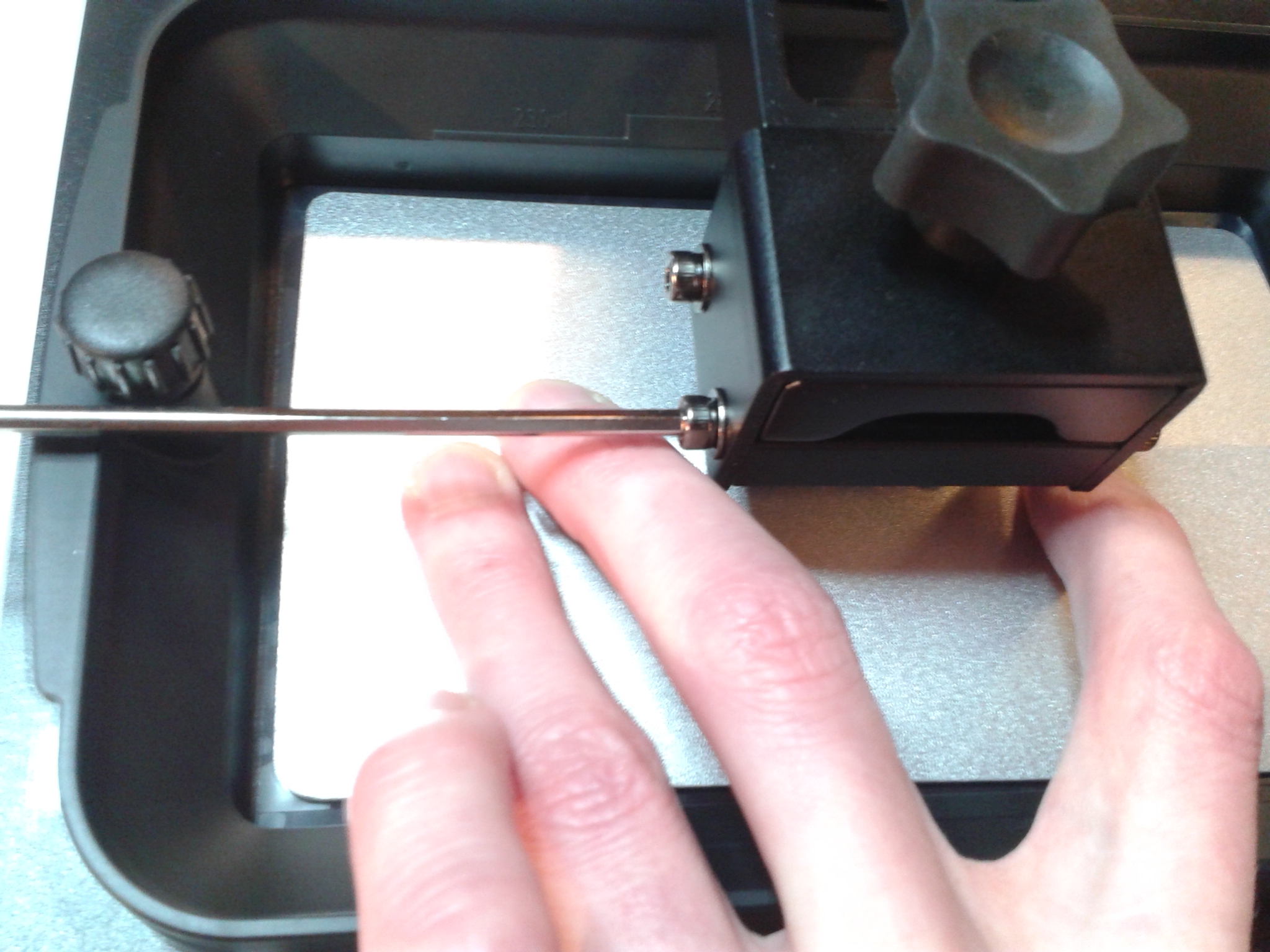
En premier lieu, il faut connecter la machine au secteur puis desserrer les vis d’ajustement du plateau pour pouvoir le mettre en place et le fixer sur le bras en porte-à-faux. Ne pas oublier de serrer la molette.
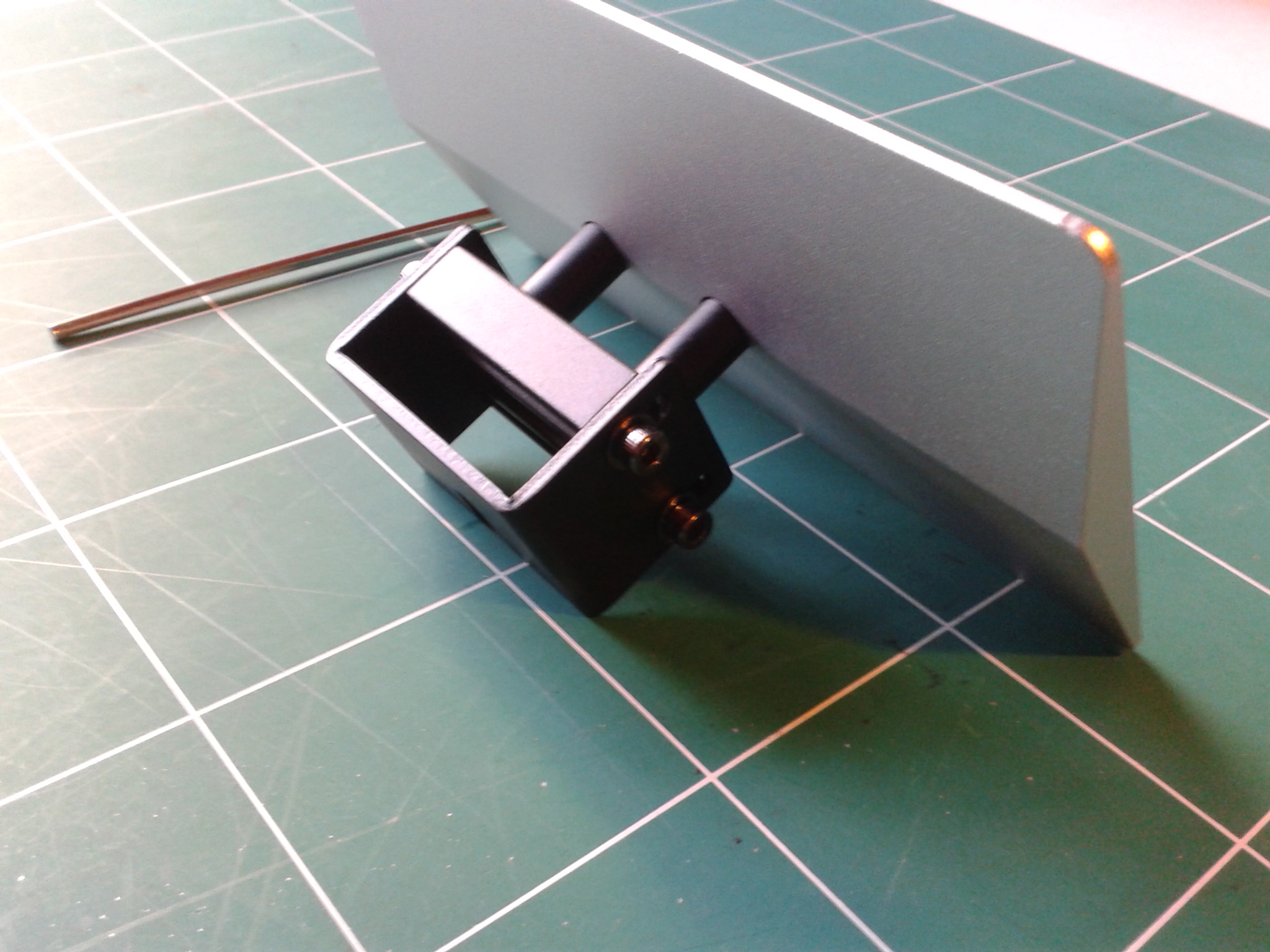
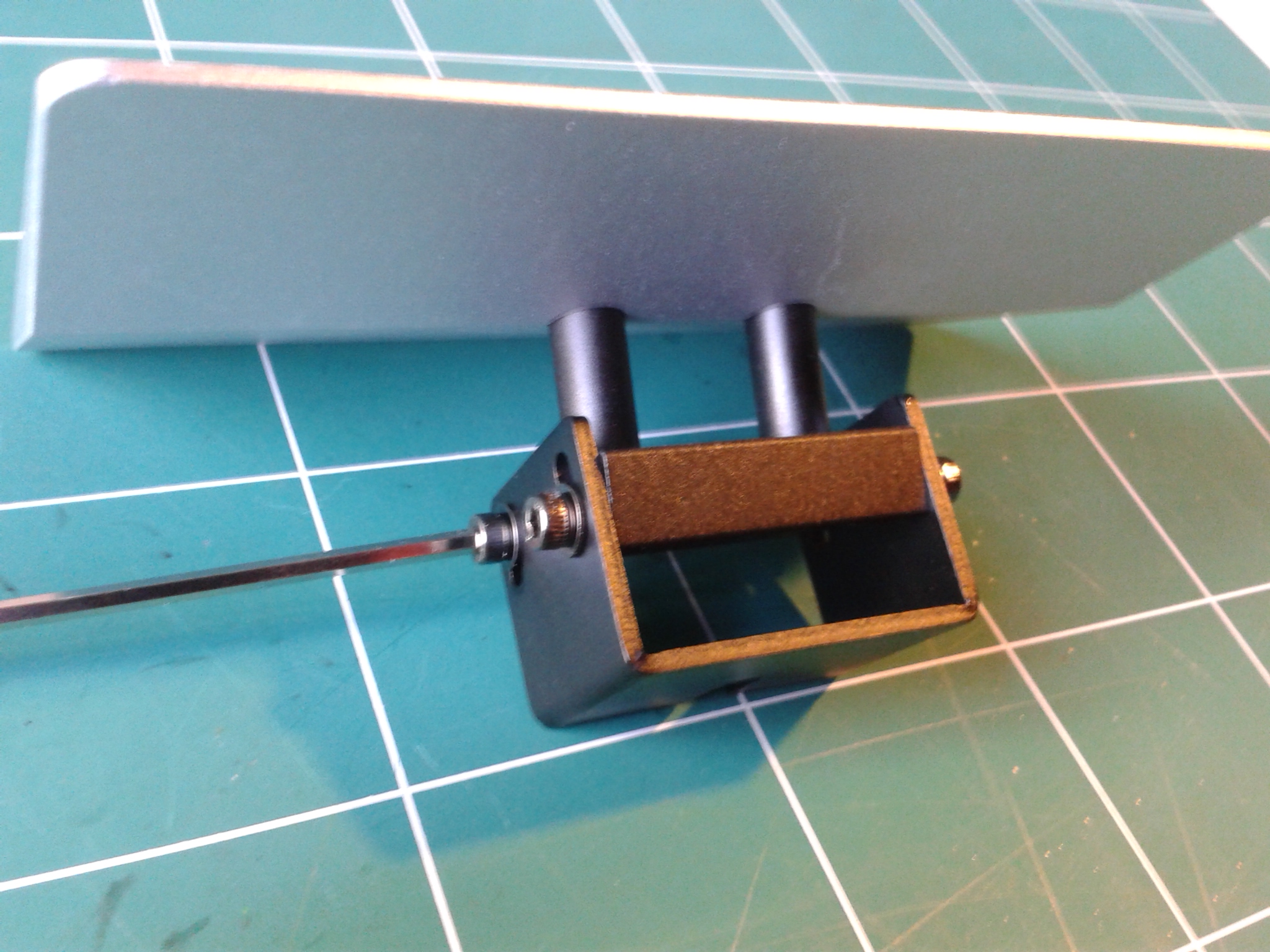
Il faut ensuite effectuer l’ajustement du plateau avec la feuille de calibration mais j’ai préféré réaliser l’ajustement du plateau directement dans le VAT.
J’ai donc mis en place le réservoir de résine, placé et serré ses deux vis de fixations, puis, réalisé délicatement l’ajustement du plateau sans utiliser la feuille de calibration.


Préparation de la résine
Secouer puis ouvrir une bouteille de résine, remplir le réservoir de résine sans dépasser la marque de niveau maximal. Attendre plusieurs minutes (ou effectuer plusieurs “Home” de suite) pour que les éventuelles bulles dans la résine se dissipent.
Déroulement de la première l’impression 3D
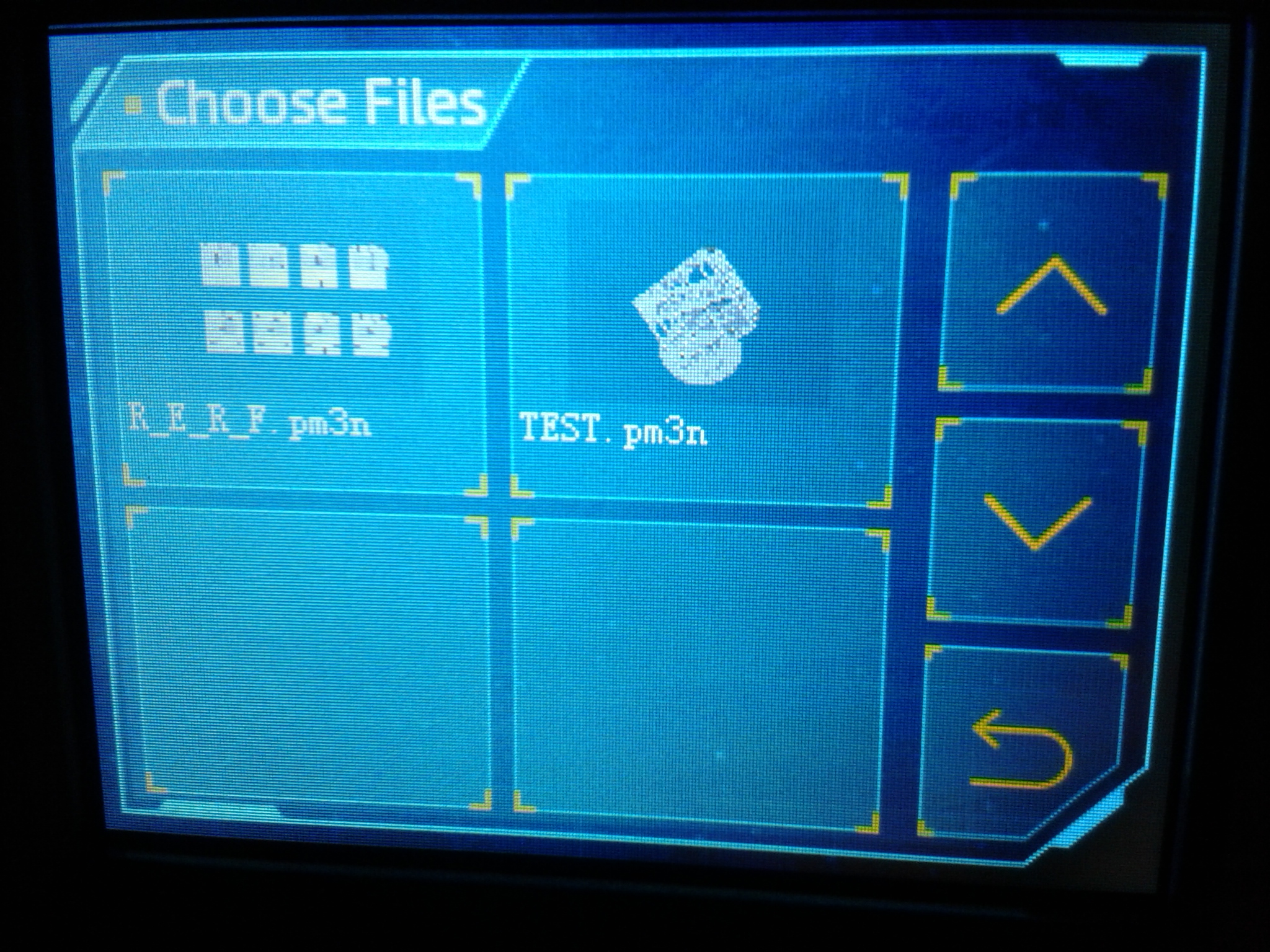
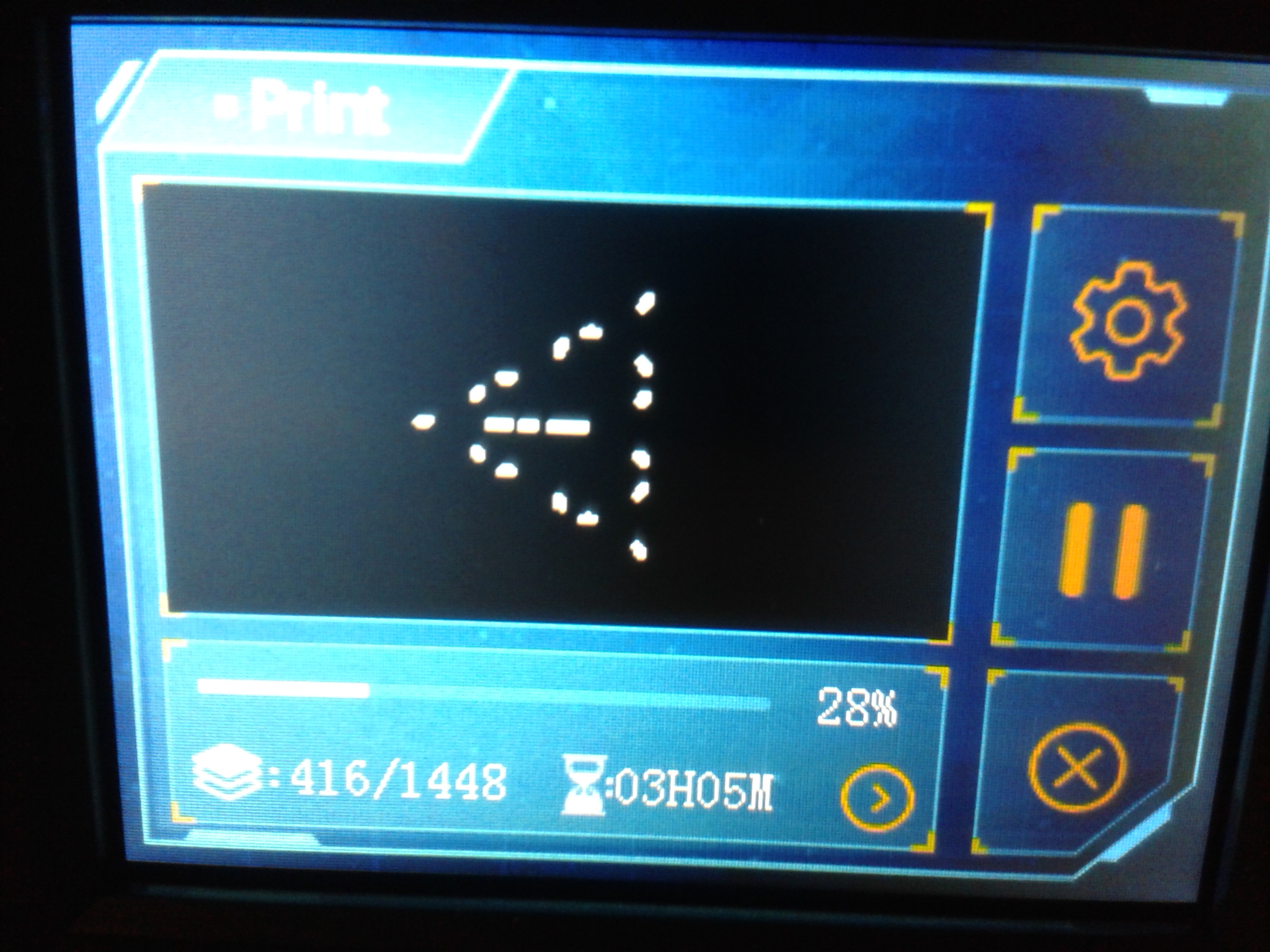
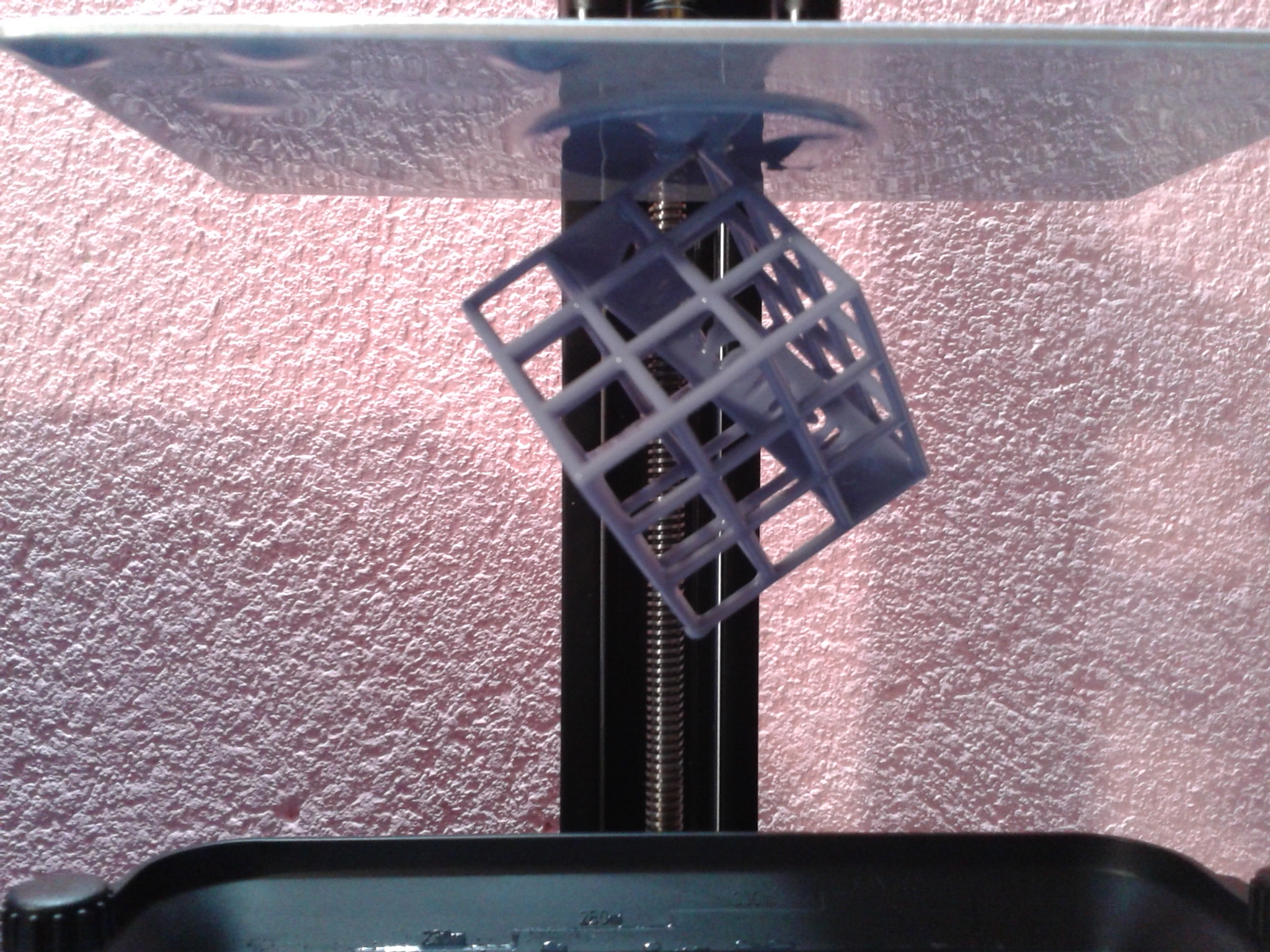
Connecter la clé USB et, via le menu “Print”, sélectionner un fichier à imprimer. En l’occurrence ici, j’ai utilisé des photos d’une impression d’un fichier R_E_R_F qui n’est pas celui fourni sur la clé USB.




Ne pas oublier de mettre le capot de protection anti-UV et de bien refermer la bouteille de résine. Attendre la fin de l’impression…
Avant d’effectuer une autre impression, il faudra filtrer la résine et nettoyer le VAT pour ne pas risquer d’abîmer le FEP ou l’écran s’il reste des morceaux de résine durcis dans le réservoir de résine.

Les étapes d’après impression
Il reste alors à :
- libérer le plateau,
- décrocher l’impression du plateau avec la spatule en métal,
- effectuer le “Wash” (nettoyage a l’alcool isopropylique – IPA -),
- laisser sécher (le temps pour l’alcool de s’évaporer de l’impression),
- et le “Cure” (post-traitement de durcissement aux UV).
Ces étapes sont facilitées par un boitier de type “Wash & Cure”, de marque Anycubic ou autre fabricant : Anycubic Wash&Cure 2.0, Anycubic Wash&Cure Plus, Phrozen Wash & Cure (test), Elegoo Mercury…
Logiciel pour l’imprimante Anycubic Photon Mono 2
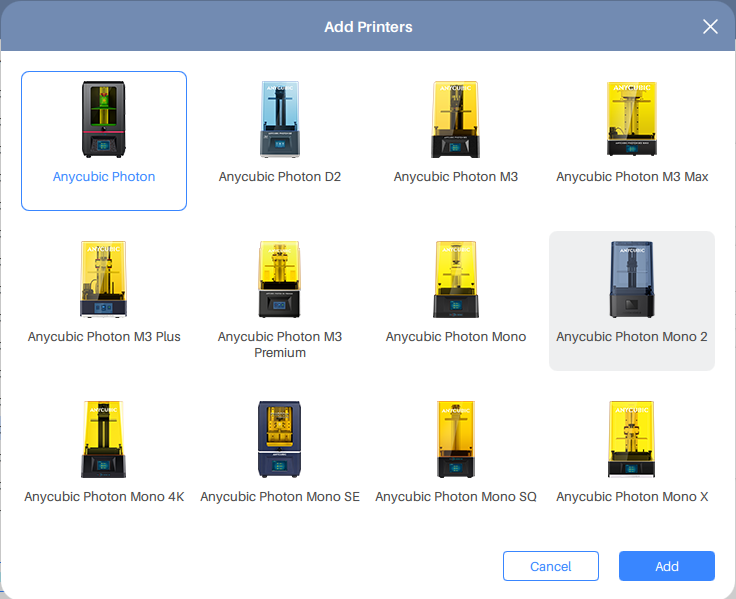
On trouve, dans le logiciel Anycubic Photon Workshop, le profil pour la Photon Mono 2 à partir de la version 3.0.0 (setup présent sur la clé USB fournie) pour Windows ou MacOS (pas de version Linux). Pour une version plus récente, se rendre sur le site Anycubic.

Cette version 3.x de Photon Workshop dispose d’un système de téléchargement et d’installation de la version la plus récente, si elle existe. Actuellement, Photon Workshop se limite a deux choix de langues, à savoir l’anglais et le chinois. A la date de rédaction de ce test, je n’ai pas encore trouvé d’autre trancheur qui propose un profil “tout fait” pour la Photon Mono 2 (Chitubox, Lychee).
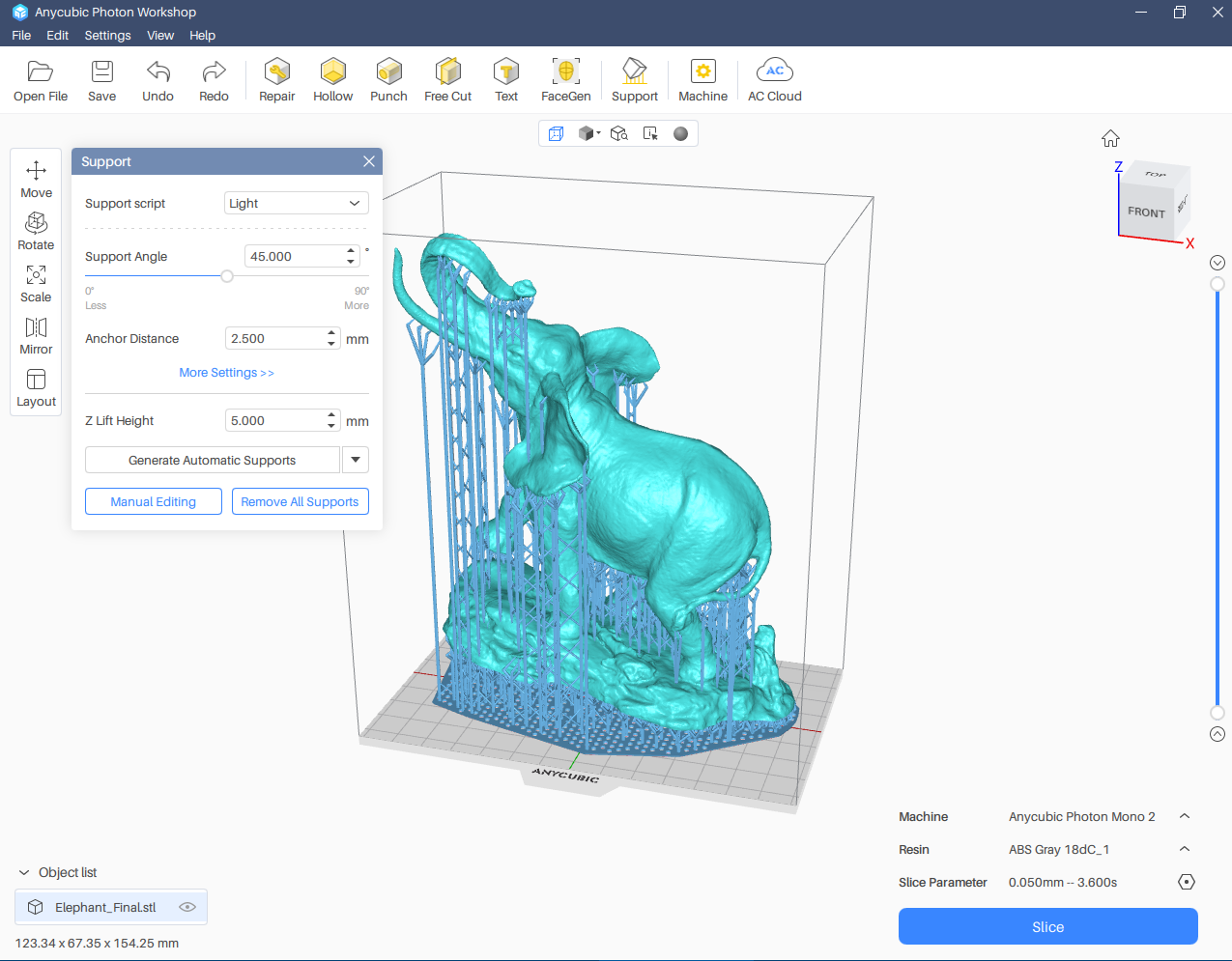
Je trouve personnellement que Photon Workshop est trop limité et contient encore quelques bugs mais aussi, on ne peut pas y enregistrer une scène dans un format qui permet de venir y retravailler les supports plus tard. Je préfère préparer mes scènes d’impression (placement, orientation, évidage, perçages, supports, …) sous d’autres trancheurs comme par exemple Chitubox ou Lychee Slicer et utiliser leur fonction d’export en fichier “.stl”. Pour finir, je tranche finalement ce fichier “.stl” obtenu avec Photon Workshop afin d’arriver a un fichier d’impression d’extension “.pm3n” compatible avec l’imprimante Anycubic Photon Mono 2. Ce fichier est à déposer sur une clé USB, à brancher sur la machine.
Impressions de test
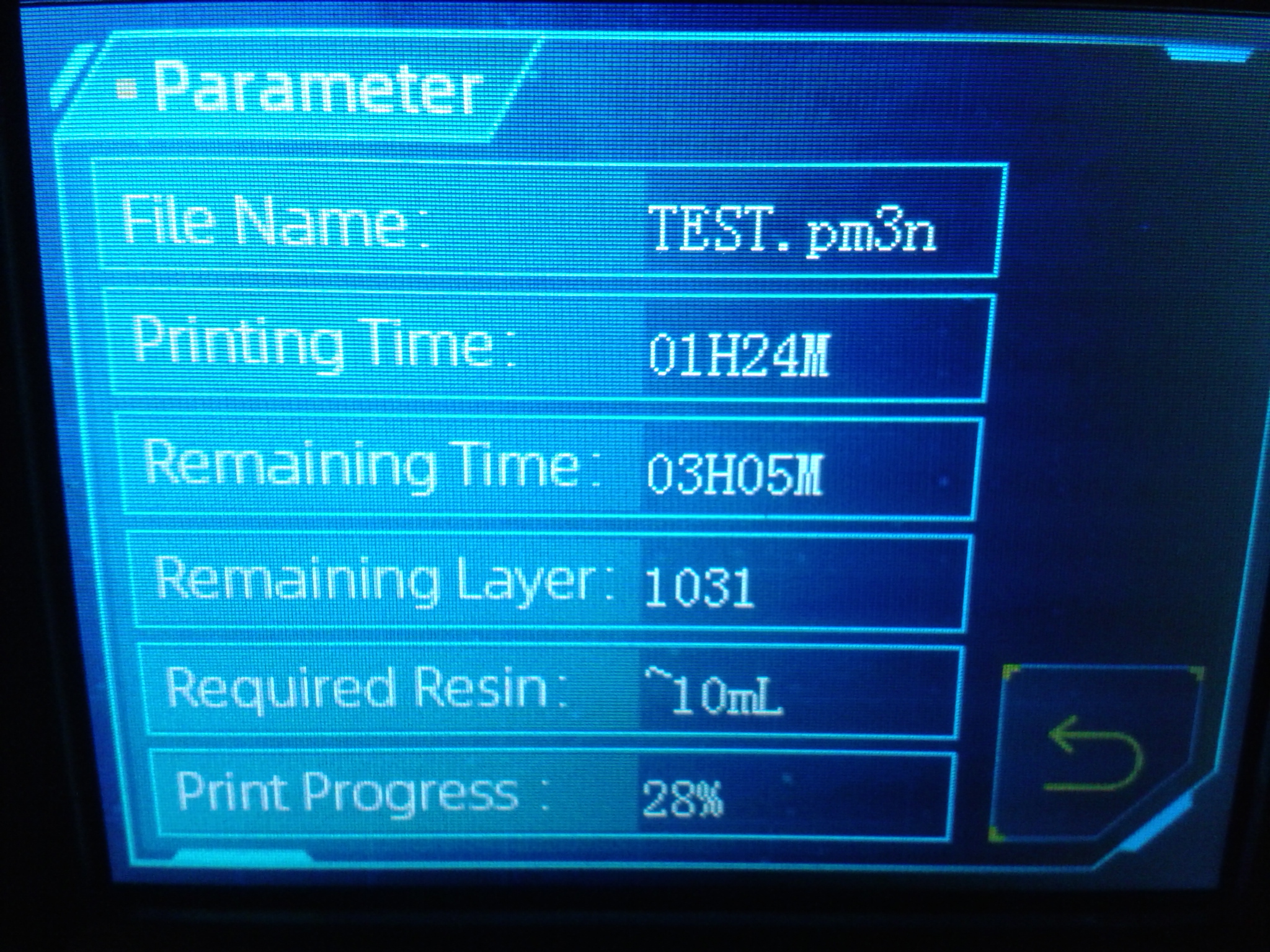
TEST.pm3n
1449 couches, durée d’impression ~4h30 ( “Normal Exposure(s)” modifié de 2.5 s à 3.0 s en début d’impression pour compenser mon environnement d’impression à 18°C ).

R_E_R_F.pm3n pour calibrer le temps d’exposition
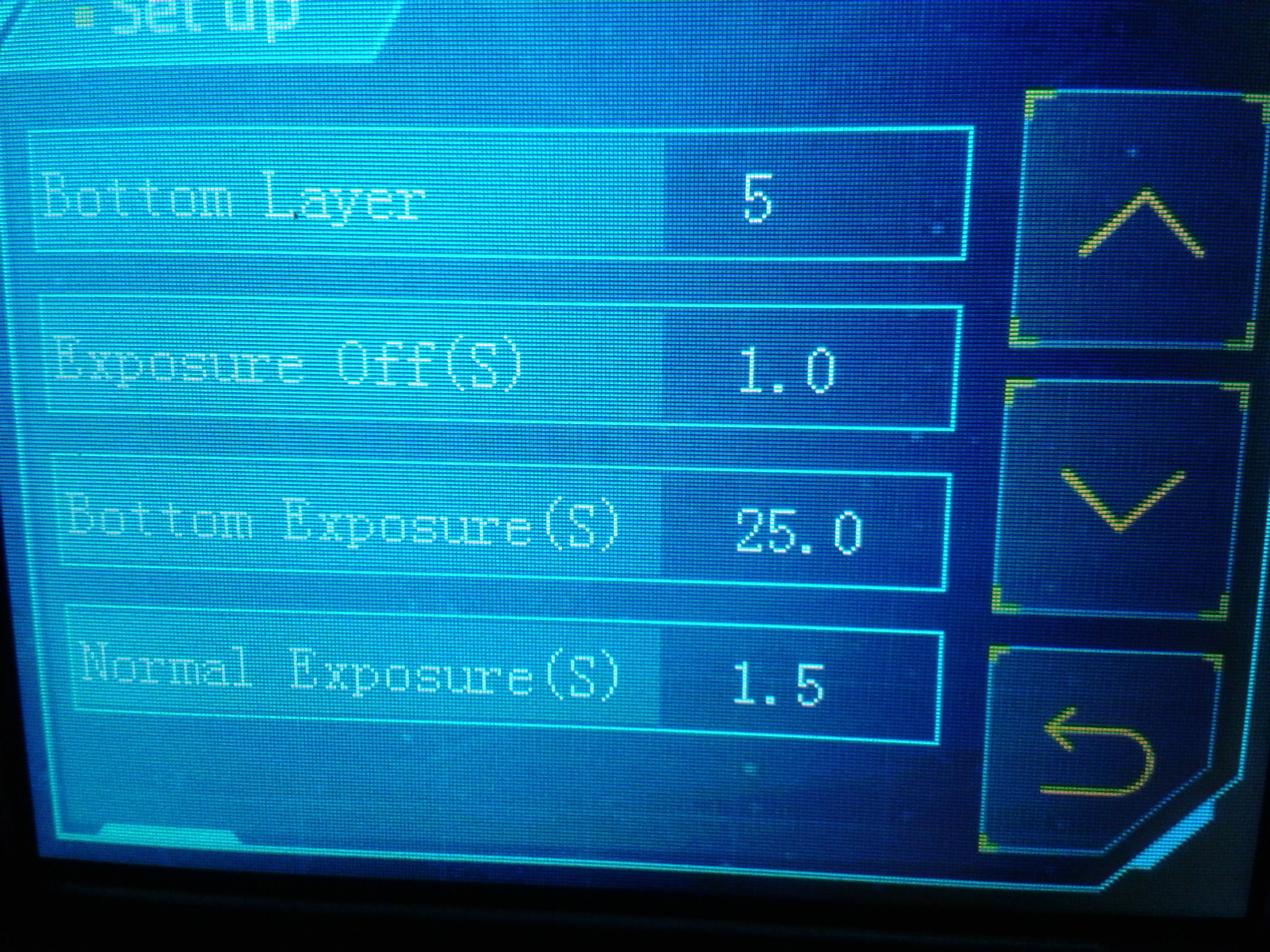
RERF pour “Resin Exposure Range Finder”. C’est un fichier spécial par son nommage qui permet, en une impression, d’obtenir huit modèles de test ayant chacun une durée d’exposition pour les couches normales incrémentée de +0,25 seconde.
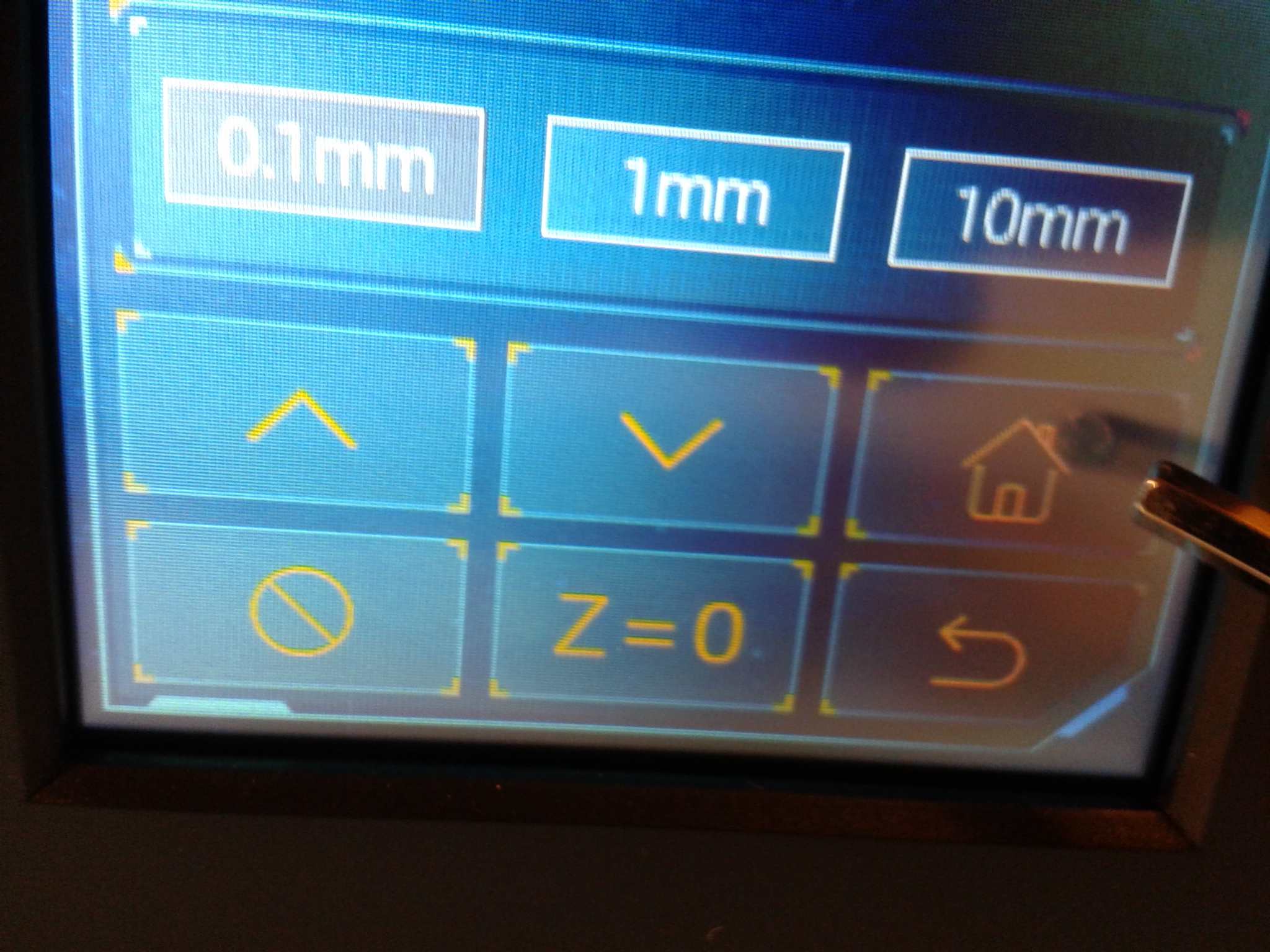
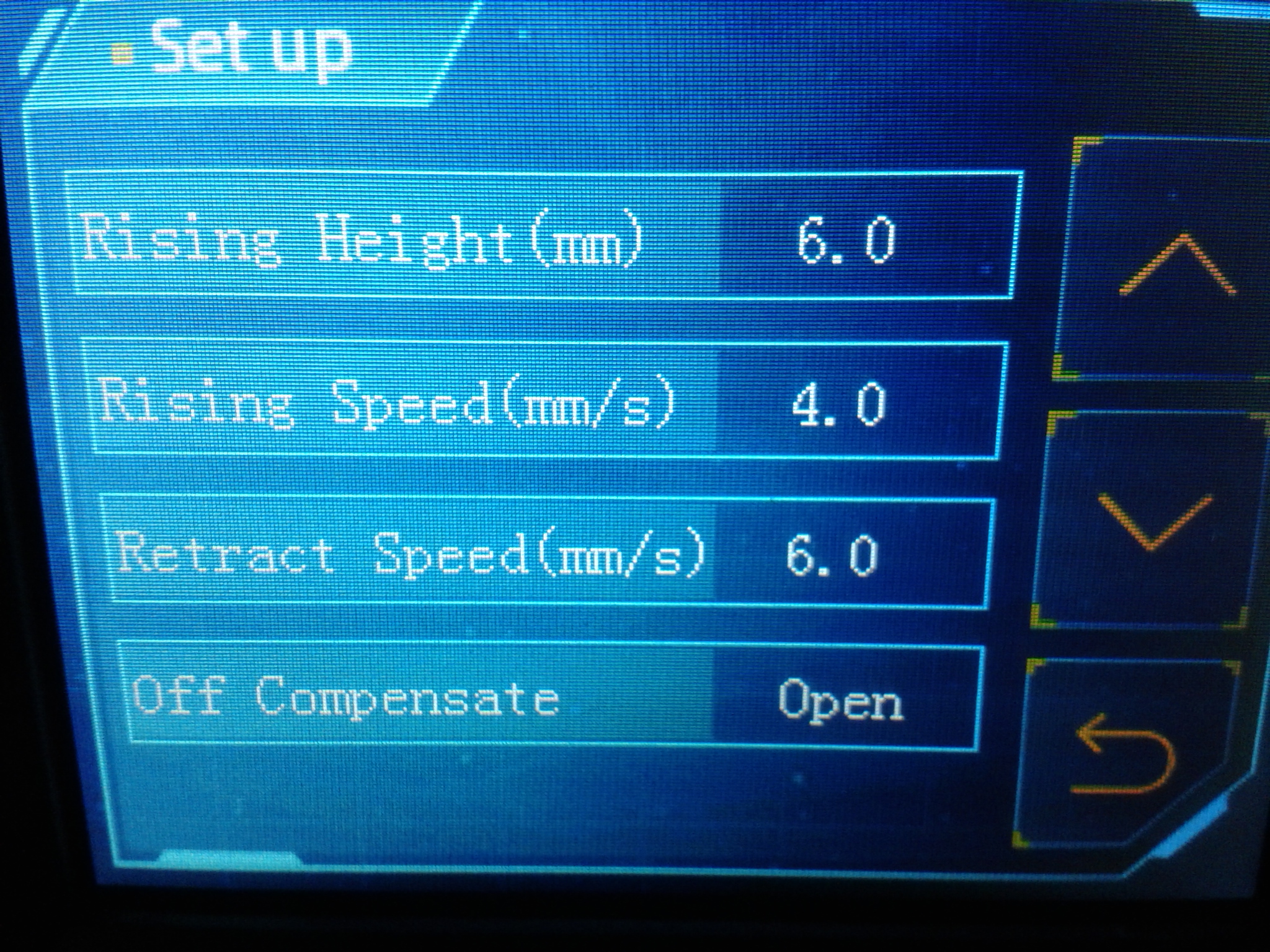
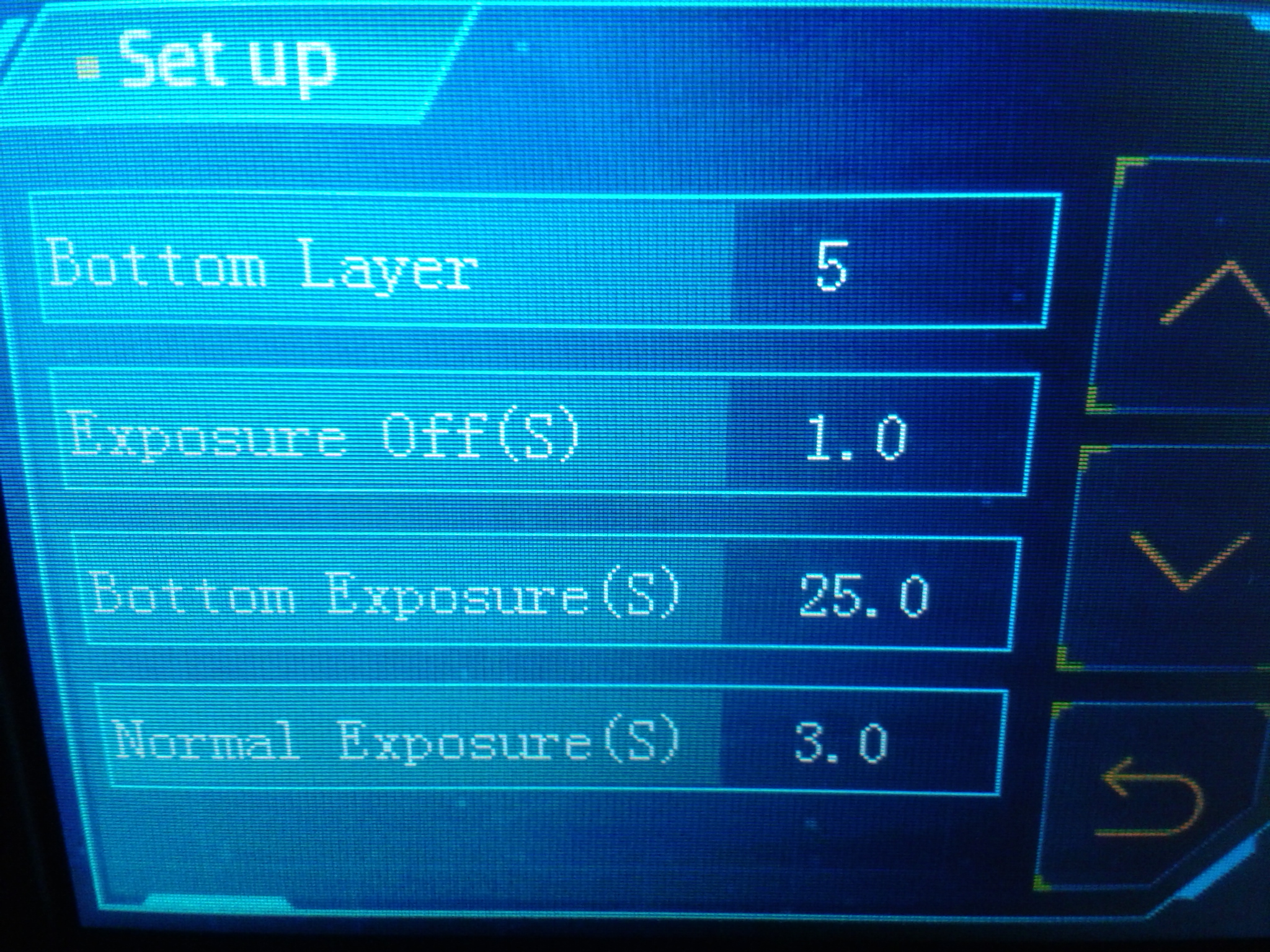
De base, il commence avec 1,5 seconde en valeur de durée des couches normales. Il faut donc le copier puis l’ouvrir avec le logiciel Anycubic Photon Workshop pour y modifier le paramètre “Normal Exposure Time(s)” via “Slice Parameter”, selon vos besoins et le réenregistrer via un clic sur “Save Slice File” (ne pas modifier le nom du fichier). On peut également modifier la valeur de “Normal Exposure(s)” en début d’impression, directement sur l’écran de l’imprimante :
Comme le modèle 3D de test proposé n’a pas été pensé pour “récupérer” les “essais ratés de supports”, je n’ai pas fait cette impression car je ne voulais pas avoir à filtrer la résine et nettoyer le FEP.
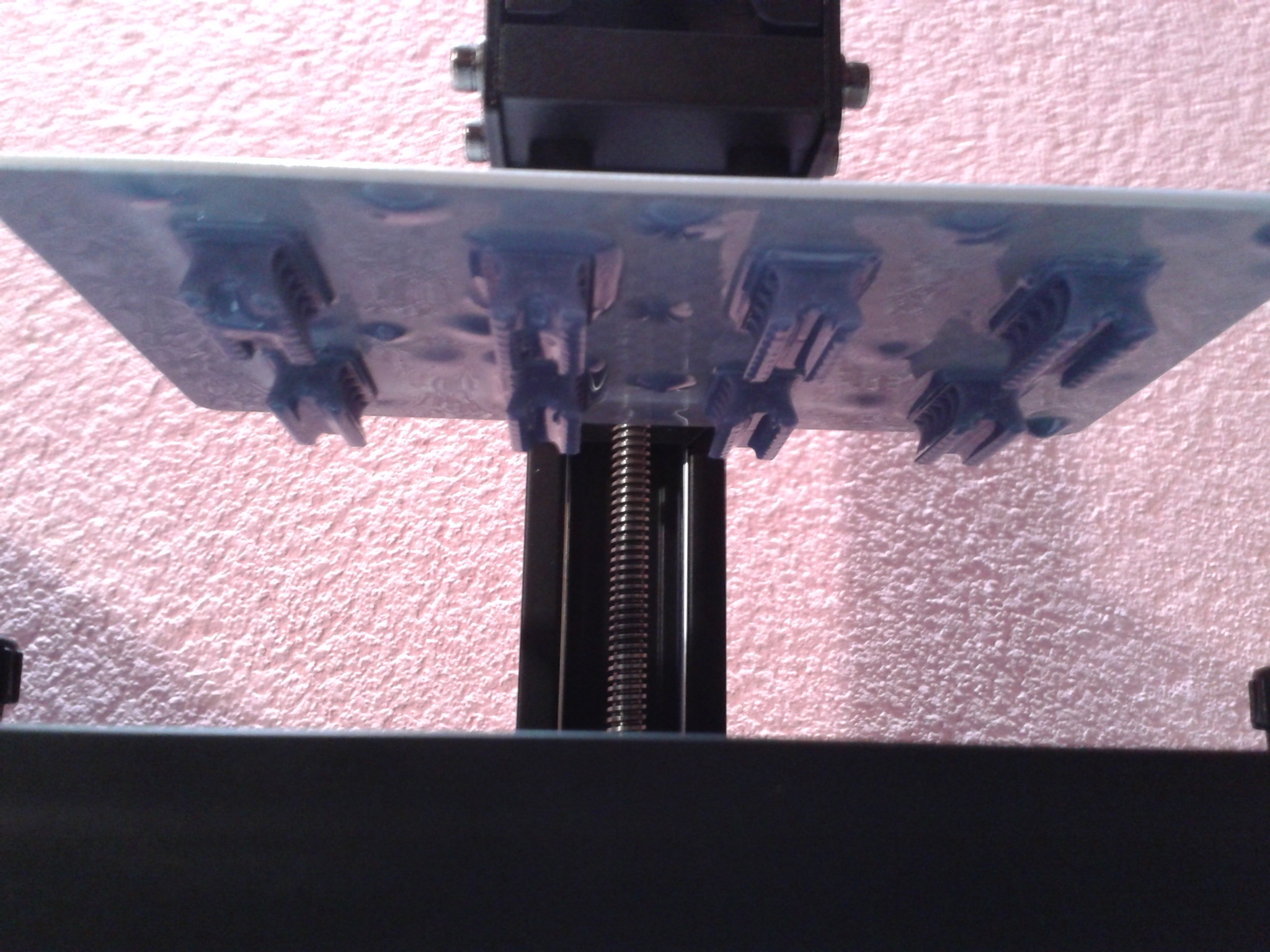
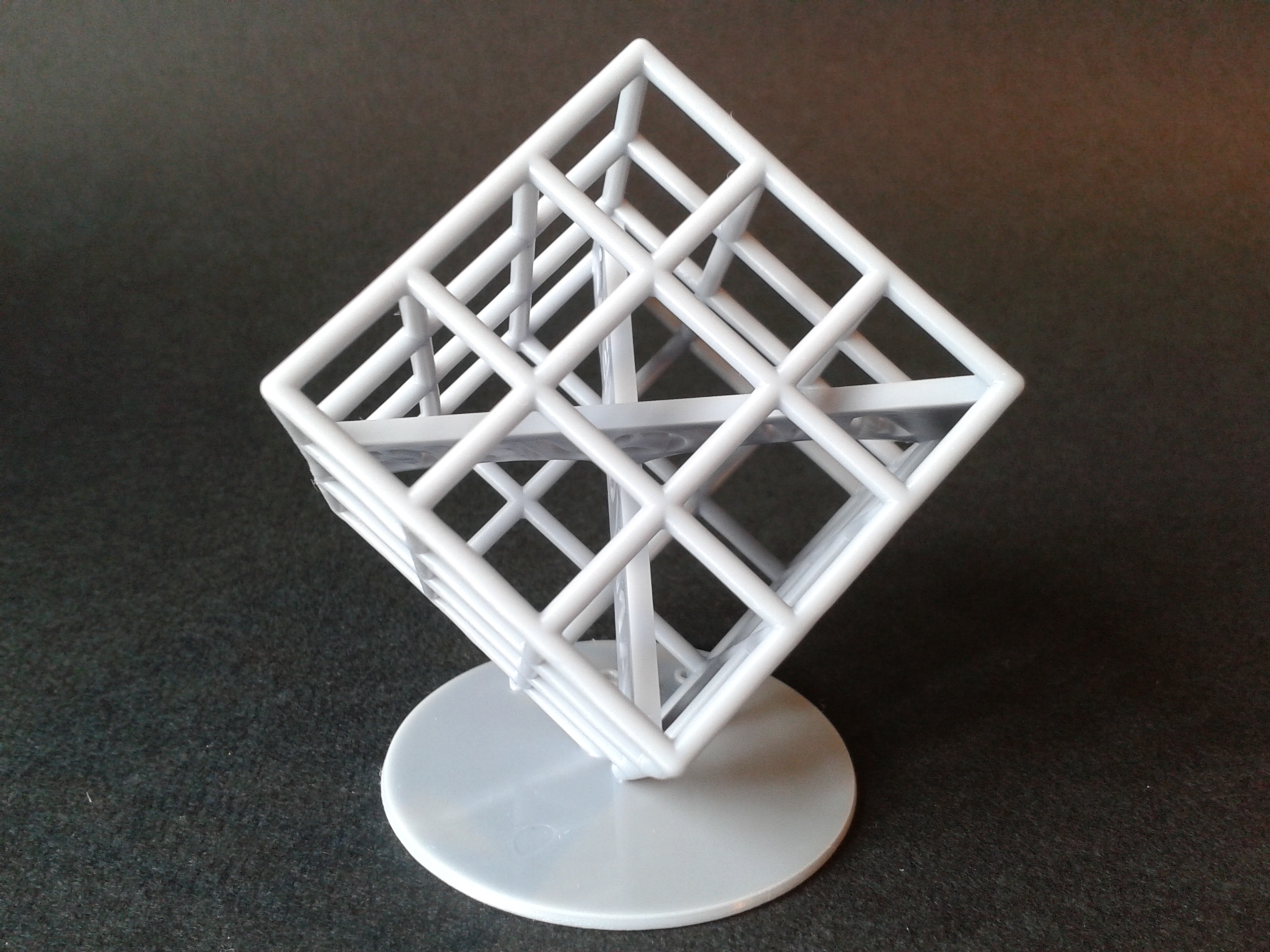
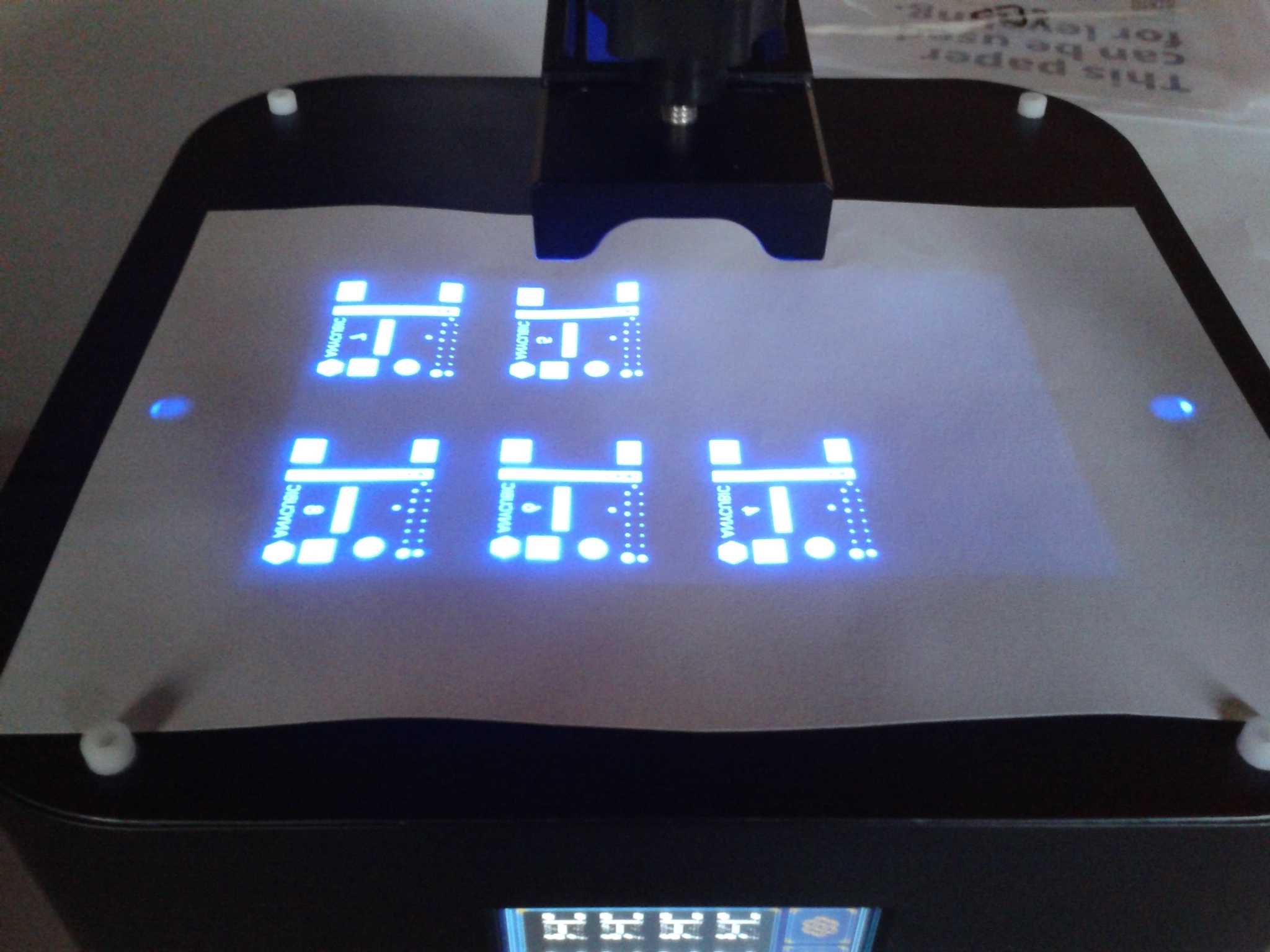
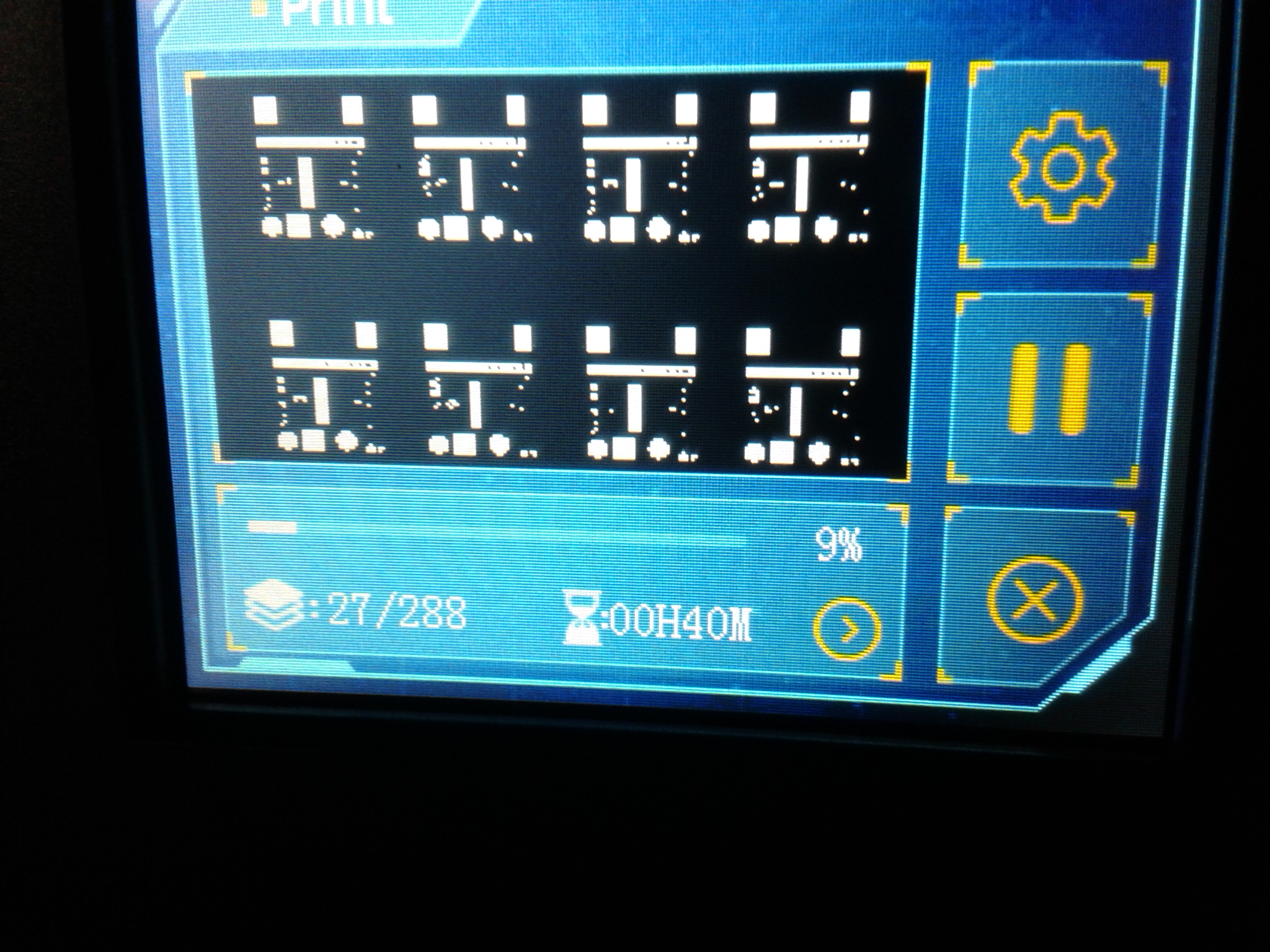
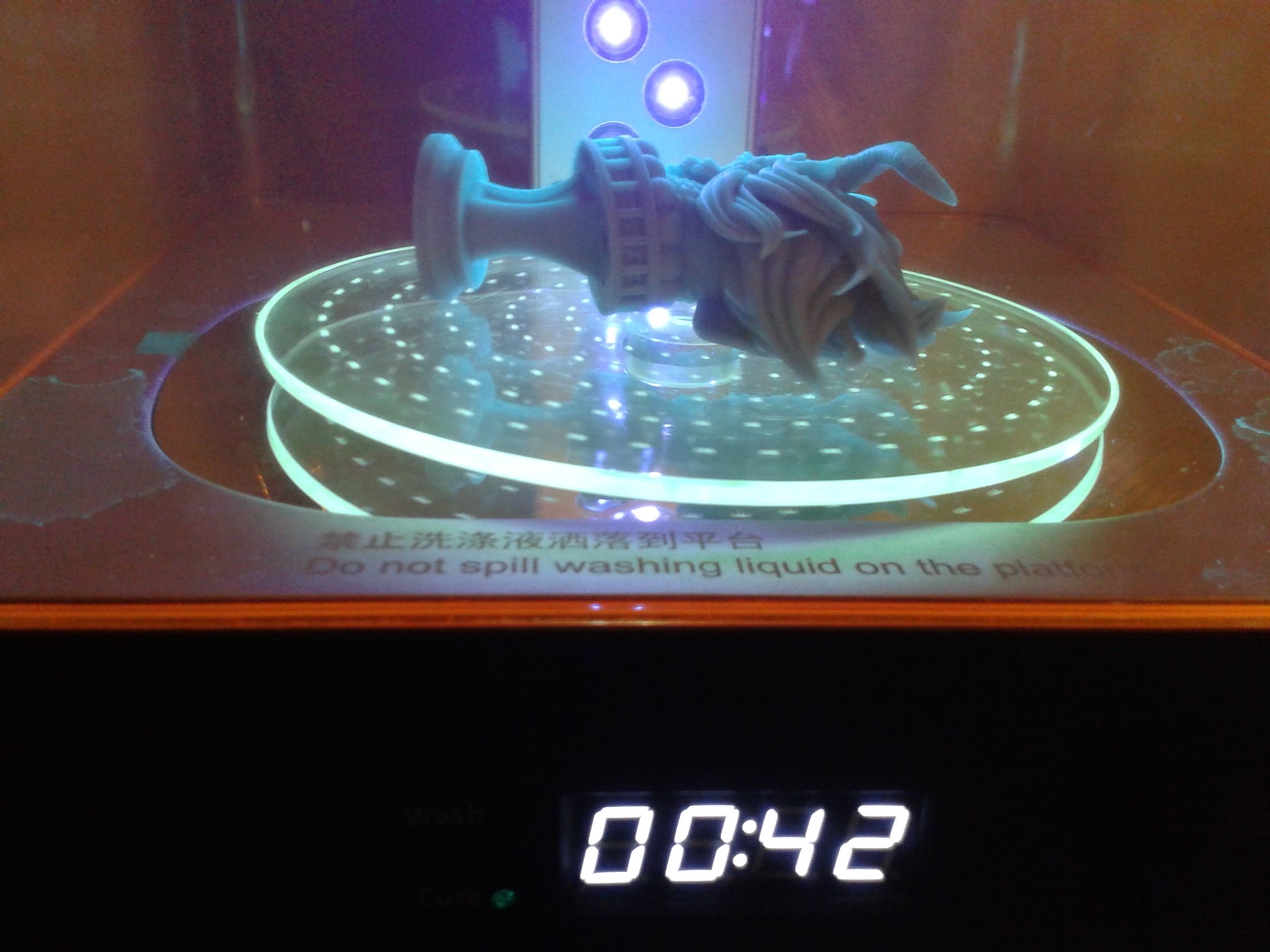
Mais, pour m’aider à trouver les durées d’expositions adaptées à la résine utilisée et à la température de mon espace de travail de ~18°C, j’ai fait et j’ai imprimé un fichier R_E_R_F, utilisant “The Cones of Calibration v2” de J3D Tech trouvés sur le Discord de TableFlip Foundry, dans le message suivant.
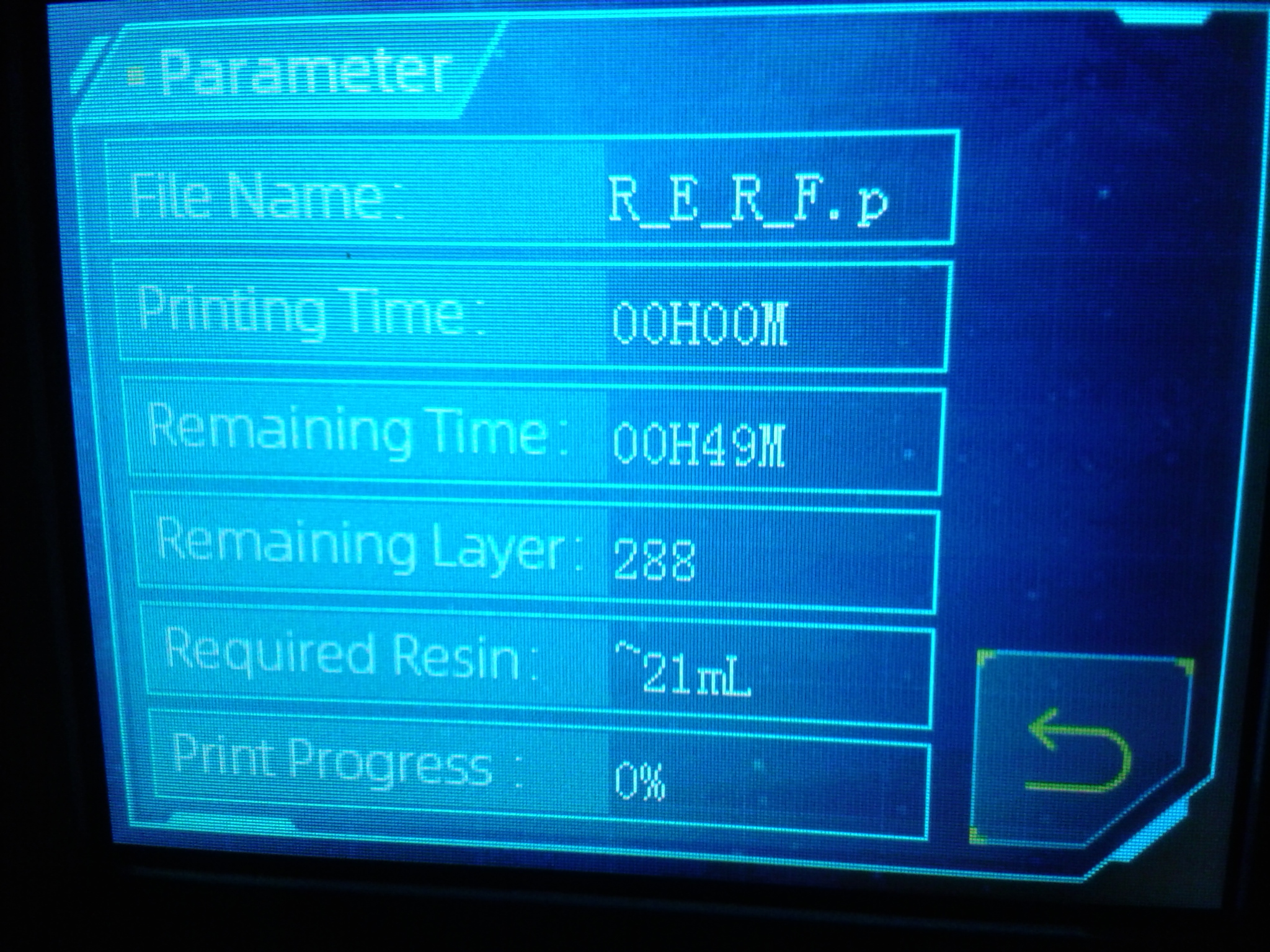
194 couches, durée d’impression ~42 min.

Autres impressions
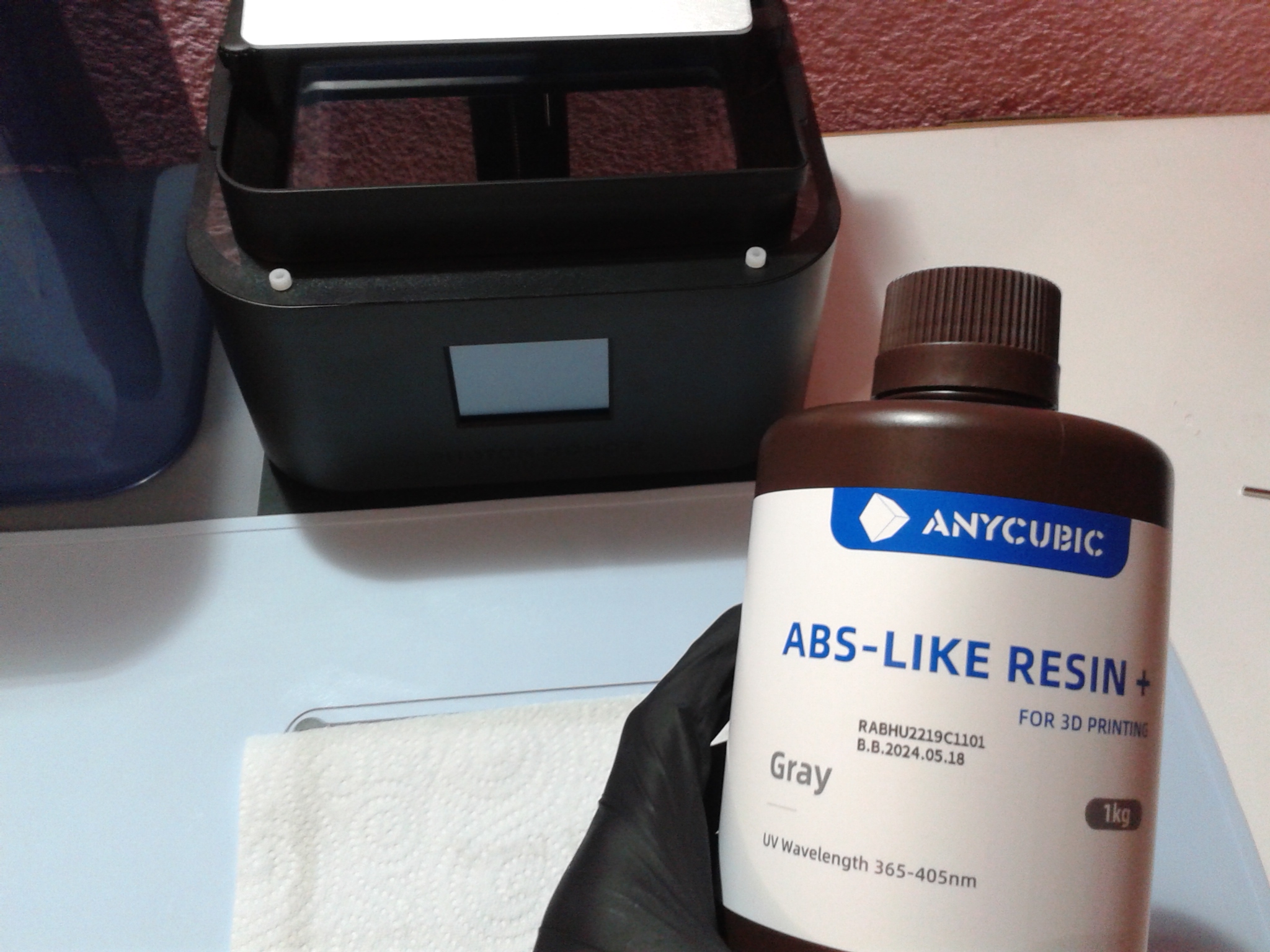
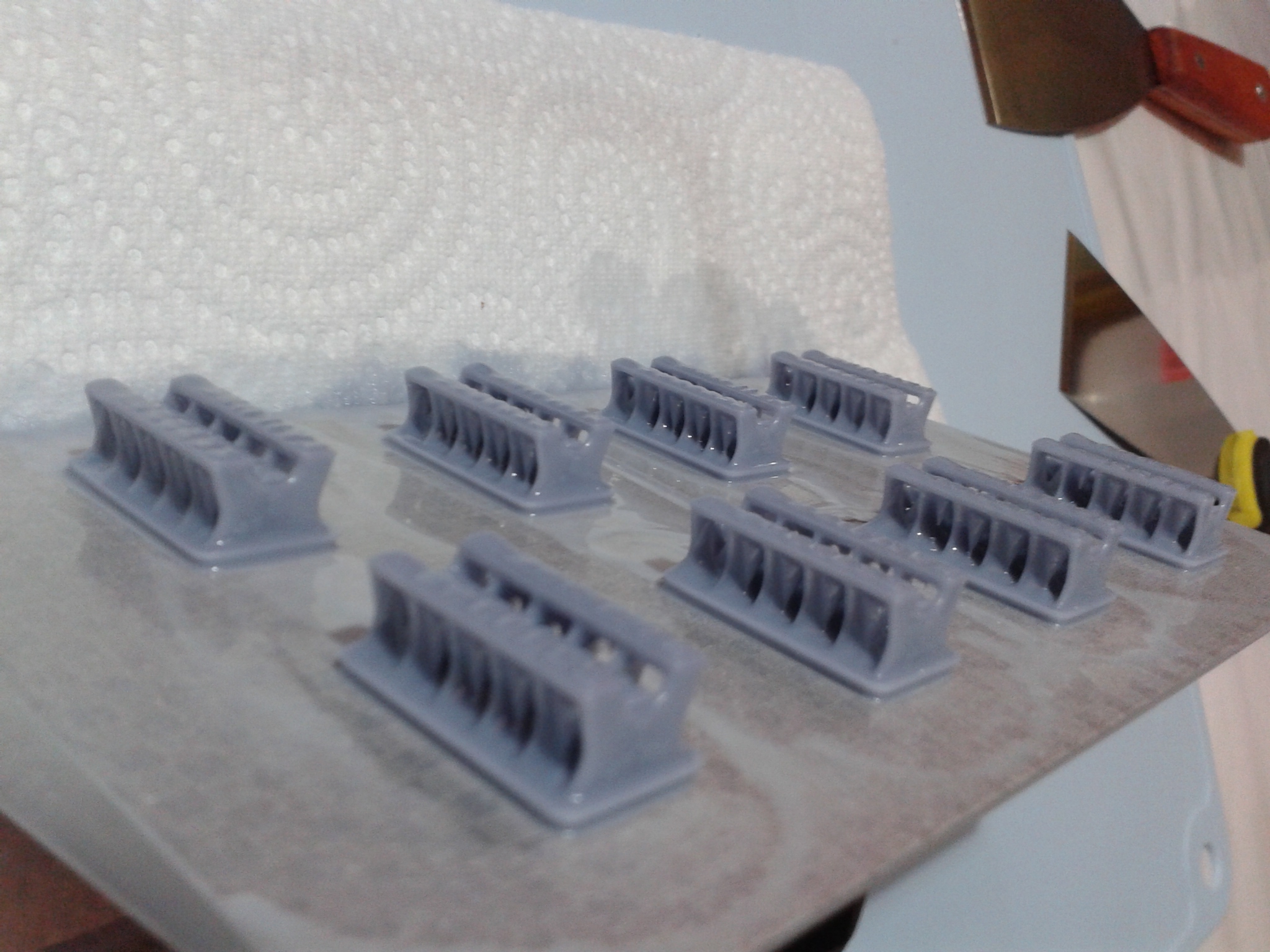
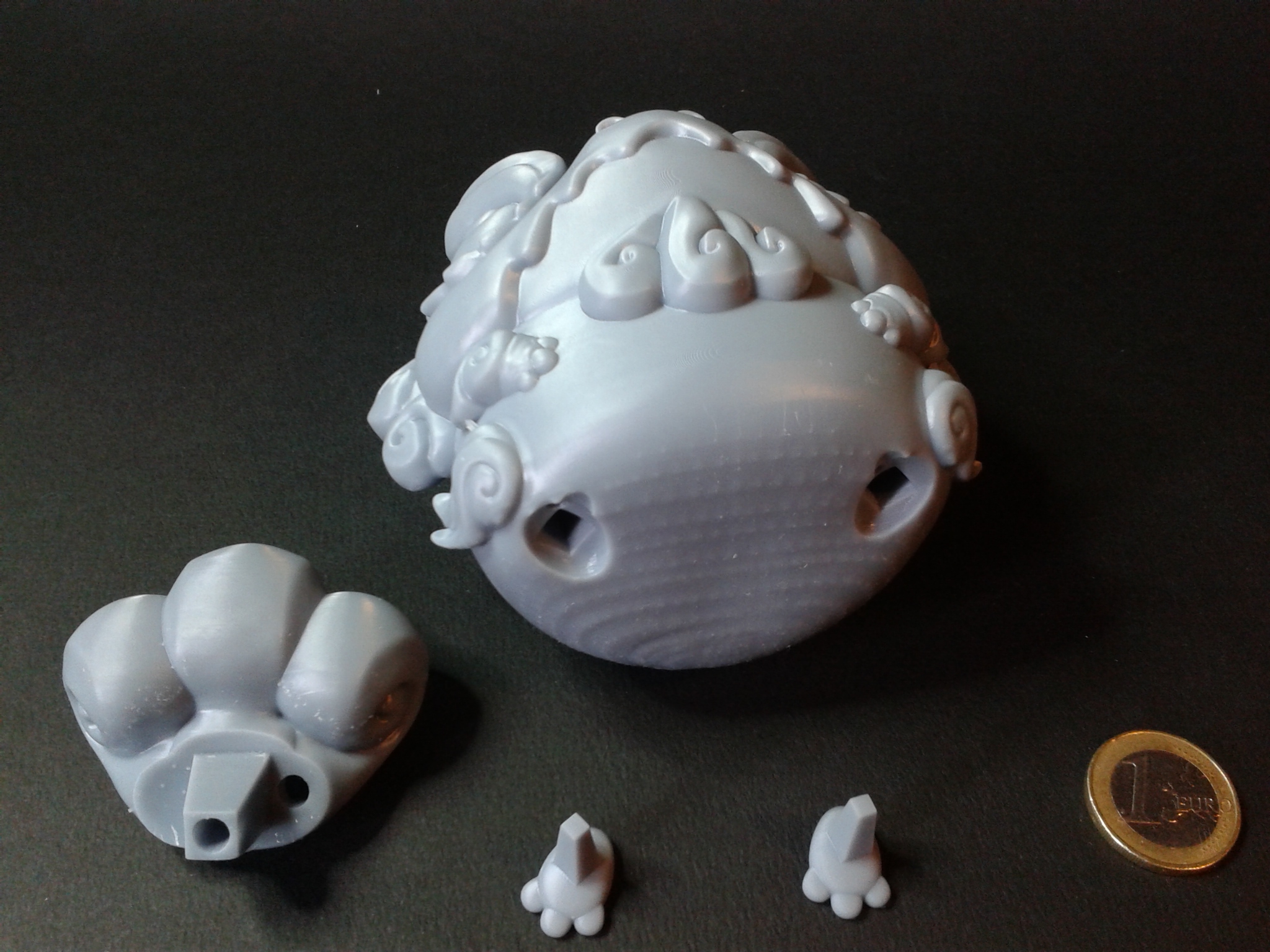
Toutes les impressions suivantes ont une hauteur de couche 50 microns, l’antialiasing désactivé et sont réalisées avec de la résine Anycubic ABS-Like Résine+ Grey.
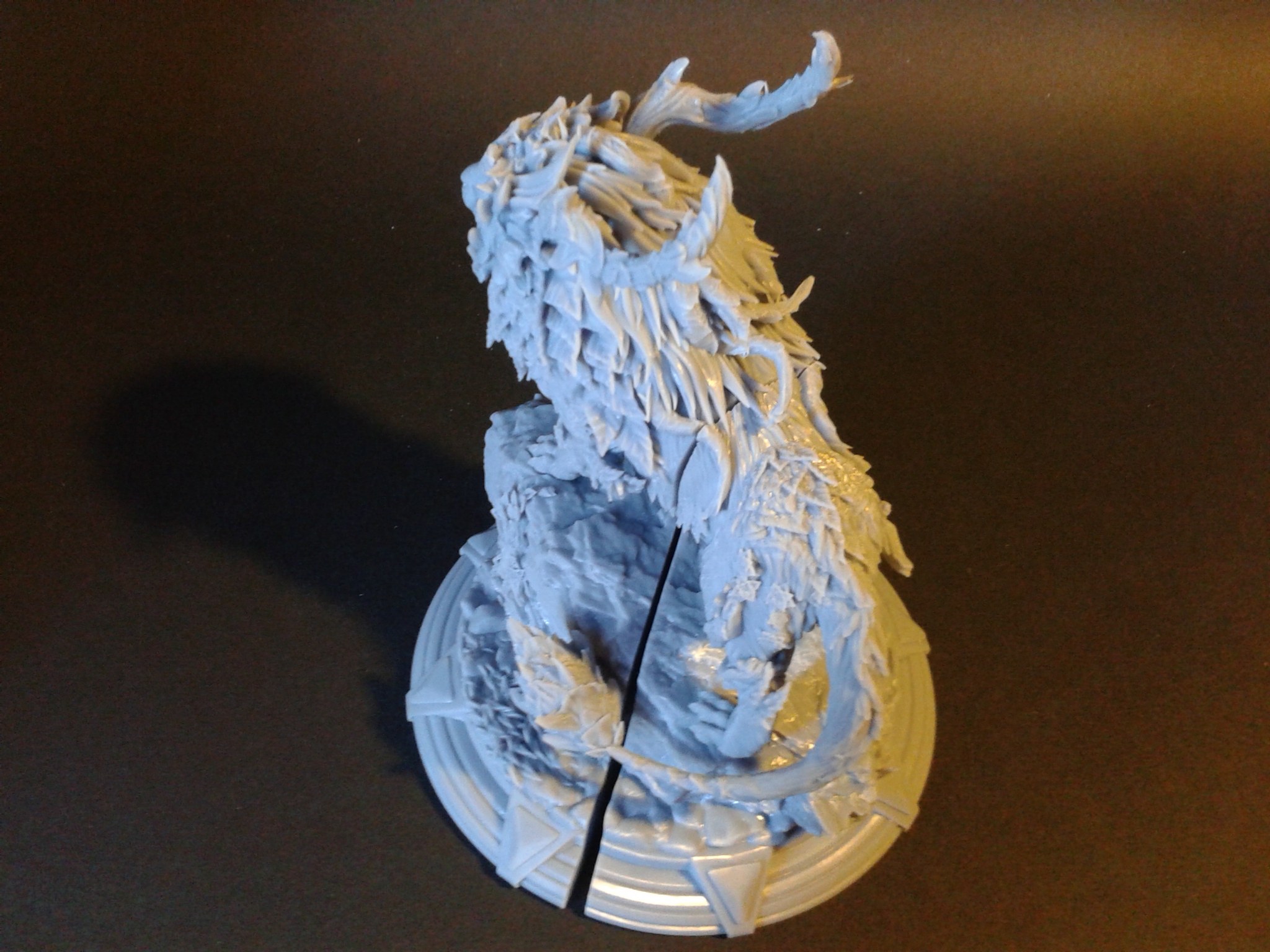
Modèle Lordly Fey Spirit – Torgothrin par “DM Stash” (payant), la version 32 mm “.stl” pré-supportée.
1161 couches, durée d’impression ~4h45.



BUST – Elf Fey Paladin Celathyn par “DM Stash” (payant), version “.stl” pré-supportée.
1615 couches, durée d’impression ~5h02.





Northern Ranger – Viktor Trine par “DM Stash” (payant) version 75 mm, fichiers .stl pré-supportés.
1783 couches, durée d’impression ~7h19.
(j’ai ajouté dans les photos suivantes la version 32 mm qui a été imprimée sur un autre plateau avec d’autre modèles)





Sur un même plateau : FREE Flamehorn Wyrmling | PRESUPPORTED par “Dragons of the Lodge” fichiers .stl pré-supportés et Sergeant – Silus par “DM Stash” (payant), fichiers .stl pré-supportés.






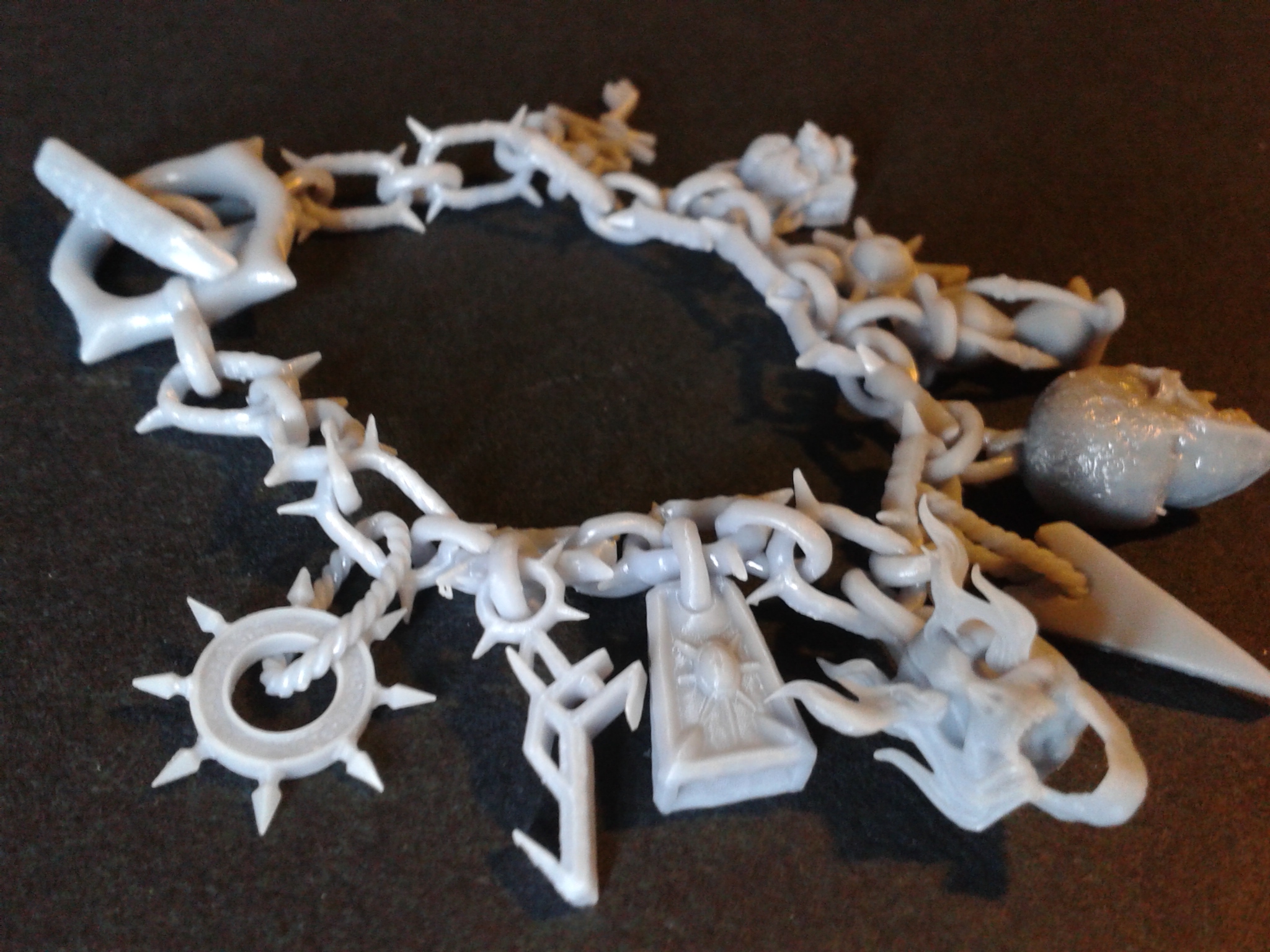
Hells BRACELET par “Atlas 3DSS” (payant).
986 couches, durée d’impression estimée ~4h02.


Lordly Fey Spirit – Torgothrin par DM-Stash (payant).
La version 75 mm, fichiers .stl pré-supportés, en quatre plateaux d’impression (~24 heures d’impression cumulées)




Fée 09 par GeorgesNikkei (gratuit). Préparation et supports réalisé avec “Lychee Slicer Pro”.


Forest Dryad – Elenil par DM-Stash (payant) version 75 mm, fichiers pré-supportés et retravaillés.



Hippogriff Rider – Rolen par DM-Stash (payant).



Kirin’s Bust par Dragon Gate Tavern (gratuit).



Kirin par Dragon Gate Tavern (payant).



Monarch of the abyss free bust! par Dragon Gate Tavern (gratuit).



Towards the Sun par walades (version échelle 1/22).



Iron fan princess par Dragon Gate Tavern (payant).





“Shi” par Grumpii (offert dans le “Welcome Pack” si l’on souscrit à la “tribe” MyMiniFactory de “Grumpii”)




Wash & Cure
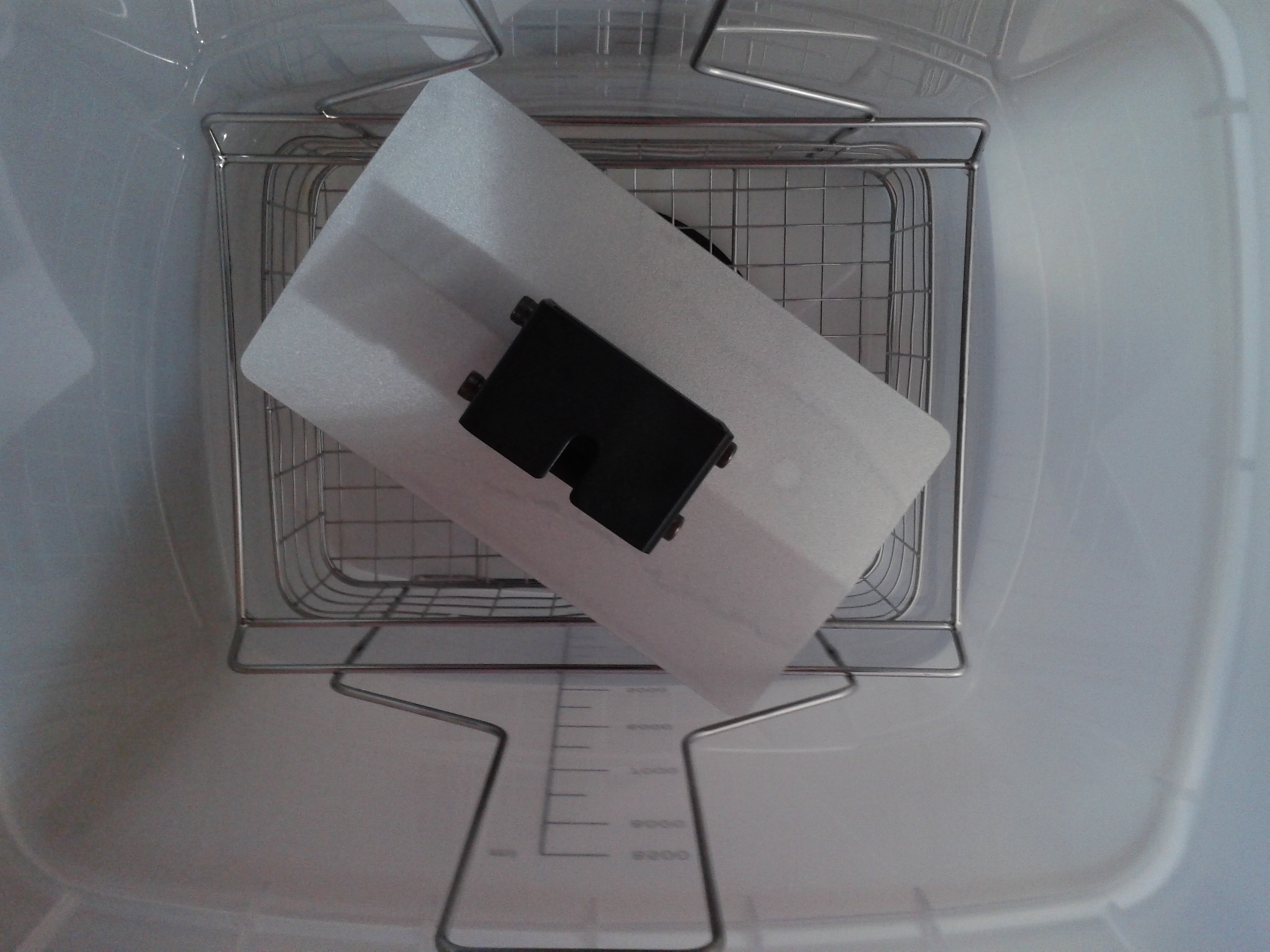
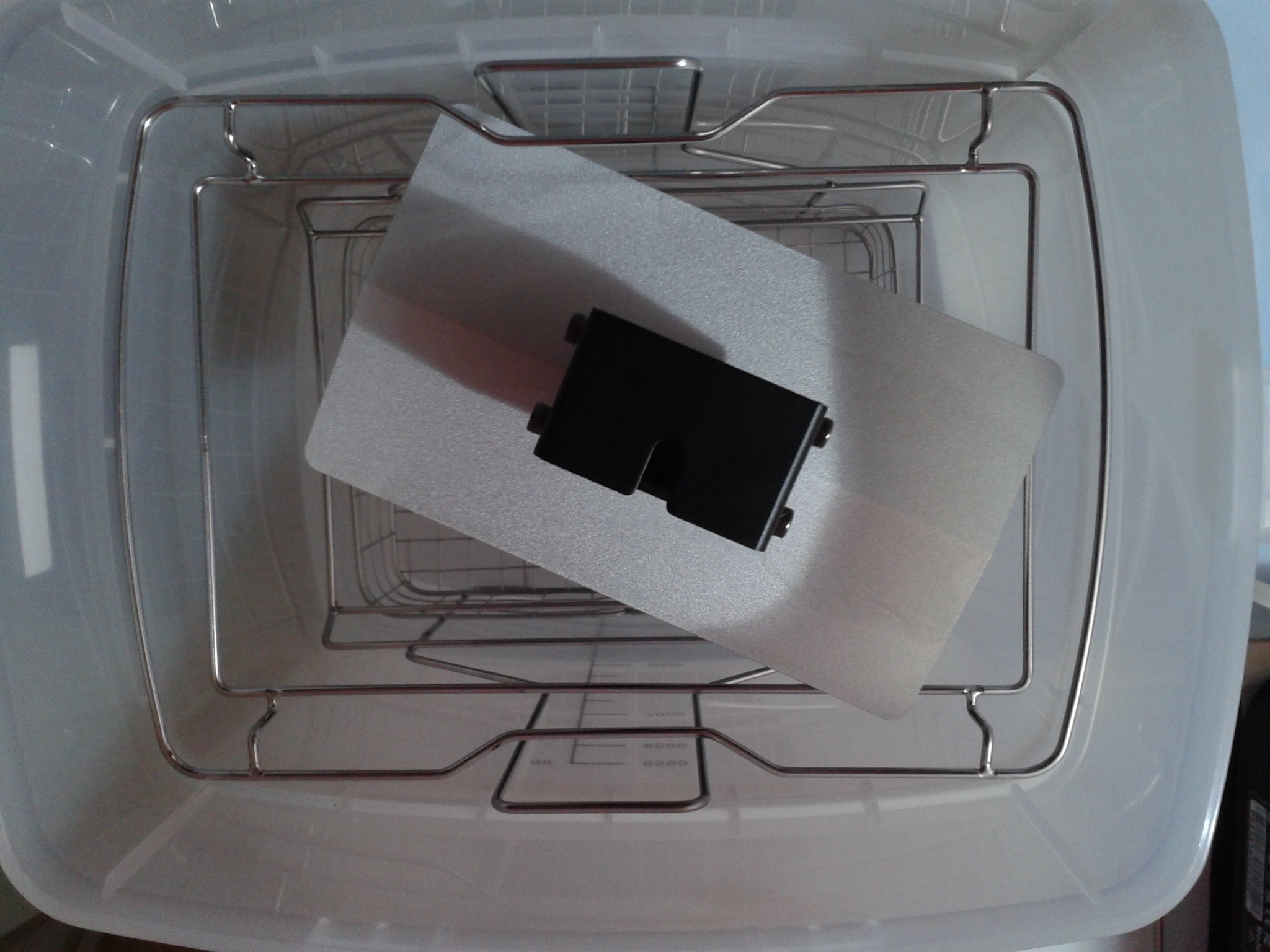
Le bac de lavage du Wash & Cure 2.0 est légèrement trop petit pour permettre un nettoyage d’une impression sur le plateau. Cependant, si l’on détache l’impression du plateau, ce format semble suffisant pour la majorité des impressions qui n’utilisent que rarement le volume complet d’impression disponible sur la Photon Mono 2 (165 x 143 x 89 mm).

Avec le Wash & Cure Plus, il est possible d’effectuer le nettoyage d’une impression encore attachée au plateau de la Photon Mono 2. Toutefois, il sera éventuellement nécessaire de concevoir un adaptateur pour bien le garder en place.
Améliorations et upgrade
Afin de faciliter la manipulation du capot à une seule main, on peut y ajouter une poignée. Pratique et pas cher, j’ai simplement réutilisé une poignée de pack de bouteille d’eau qui permet de toujours pouvoir placer des objets dessus, à la différence d’une poignée qu’on aurait pu imprimer en 3D.


Notes et conclusion
Qualité d'impression - 9.6
Fiabilité - 9.1
Logiciel - 8
Utilisation - 9.2
Rapport qualité / prix - 9.5
9.1
/10
- Qualité d'impression
- Bac de résine avec bec verseur et petits pieds pour le surélever quand on le pose sur un plan de travail
- FEP sertie sur un cadre donc plus simple et rapide a changer
- Communauté active sur Facebook et SAV constructeur réactif
- Silencieuse, faible bruit de ventilation
- Pas de FEP de remplacement fourni
- Capot sans poignée
- La manutention de la résine (propre à toutes les imprimantes 3D SLA / MSLA)
- L'odeur des résines et de l'alcool (aussi commun à toutes les imprimantes à résine liquide)
- Uniquement deux langues disponibles sur l'écran de contrôle et le logiciel slicer (anglais et chinois)