


Depuis sa mise sur le marché fin 2016, la Creality CR-10 (modèle S3 avec 300 x 300 x 400 mm, S4 et S5 de volumes d’impression plus grands) a rencontré un important succès commercial en se vendant à plusieurs dizaines de milliers d’exemplaires et propulsant ainsi le constructeur parmi les marques plébiscitées des makers.
Fiche technique Creality CR10 V2
Fort de ce succès, Creality ne s’est pas reposé sur ses lauriers. De nombreux modèles se sont ajoutés au catalogue : réduction des dimensions d’impression (Ender 3 et ses variantes), ajout d’un second axe Z (CR-10S), ajout et améliorations matérielles par le remplacement de certains éléments, par d’autres de meilleure qualité et de marques reconnues.
Un des derniers modèles sortis est la Creality CR-10 V2. Modèle que Creality présente comme une évolution de la CR10 originelle, remise au goût du jour de 2019 – 2020.
Par rapport à son aînée la CR10, celle-ci propose d’origine de nombreuses améliorations :
| Alimentation 24V de marque Meanwell | Détecteur de fin de filament |
| Reprise d’impression après coupure de courant | Nouvelle carte mère équipée de pilotes silencieux (TMC2208) |
| Chargeur de démarrage présent sur la carte | Double axe Z mais sans synchronisation matérielle |
| Plaque de verre type Ultrabase | Système de pinces façon Ultimaker pour la tenir |
| Renforts de structure pour l’axe Z | Meilleur agencement du câblage |
| Courroies GT2 de marque Gates | … |
Les caractéristiques techniques complètes de la CR10 V2 sont consultables dans le comparateur.
J’ai été contacté par l’équipe du site sur le forum, qui m’a proposé de réaliser le test de l’imprimante 3D Creality CR-10 V2. J’ai évidemment accepté le défi pour la découvrir et la comparer avec le modèle de première génération, dont je suis aussi propriétaire.
Creality CR-10 V2, réception et déballage
Un matin, la sonnette d’entrée se fait entendre. Un livreur souhaite me remettre un gros carton contre une petite signature ; je m’empresse de répondre avec entrain à sa demande. Le colis pèse son poids et ne montre pas de marques de détérioration extérieures. Aucun emballage supplémentaire pour masquer son contenu, on sait immédiatement ce qu’il contient.

L’ensemble des éléments est protégé des aléas du transport par du polystyrène, chaque élément est inséré dans les découpes de celui-ci. Rien ne bouge à l’intérieur, tout est parfaitement calé. L’accès aux différentes pièces se réalise en dépilant les étages au fur et à mesure.



Au final, après déballage de tous les éléments, voici son contenu :

L’ensemble est complet. Tous les outils nécessaires au montage (clés Allen, clés plates, pince coupante, etc…) et une première maintenance (buses supplémentaires, raccords pneumatiques, tube PTFE, contacteur de fin de course) sont fournis. Une carte SD avec son adaptateur USB et une petite bobine de filament (200g) complètent les fournitures.
Un manuel papier (en anglais) d’une vingtaine de pages permet de prendre connaissance des quelques étapes à réaliser pour procéder à l’assemblage. Le contenu de la carte SD :
Le montage est à la portée de tous car contrairement à un kit, les deux pièces principales (base et portique) sont déjà pré-assemblées en usine : 4 vis suffisent à cet assemblage.
Montage de la structure et premiers réglages du matériel
Un autocollant apposé à l’intérieur du carton permet de penser que cette imprimante est passée par un test de qualification / qualité. Des marques sur la base confirment que celle-ci a été montée puis démontée.
Comme ce n’est pas ma première imprimante 3D, je procède à quelques vérifications et réglages non indiqués dans la notice papier mais indispensables pour obtenir une imprimante dont la géométrie soit d’équerre.
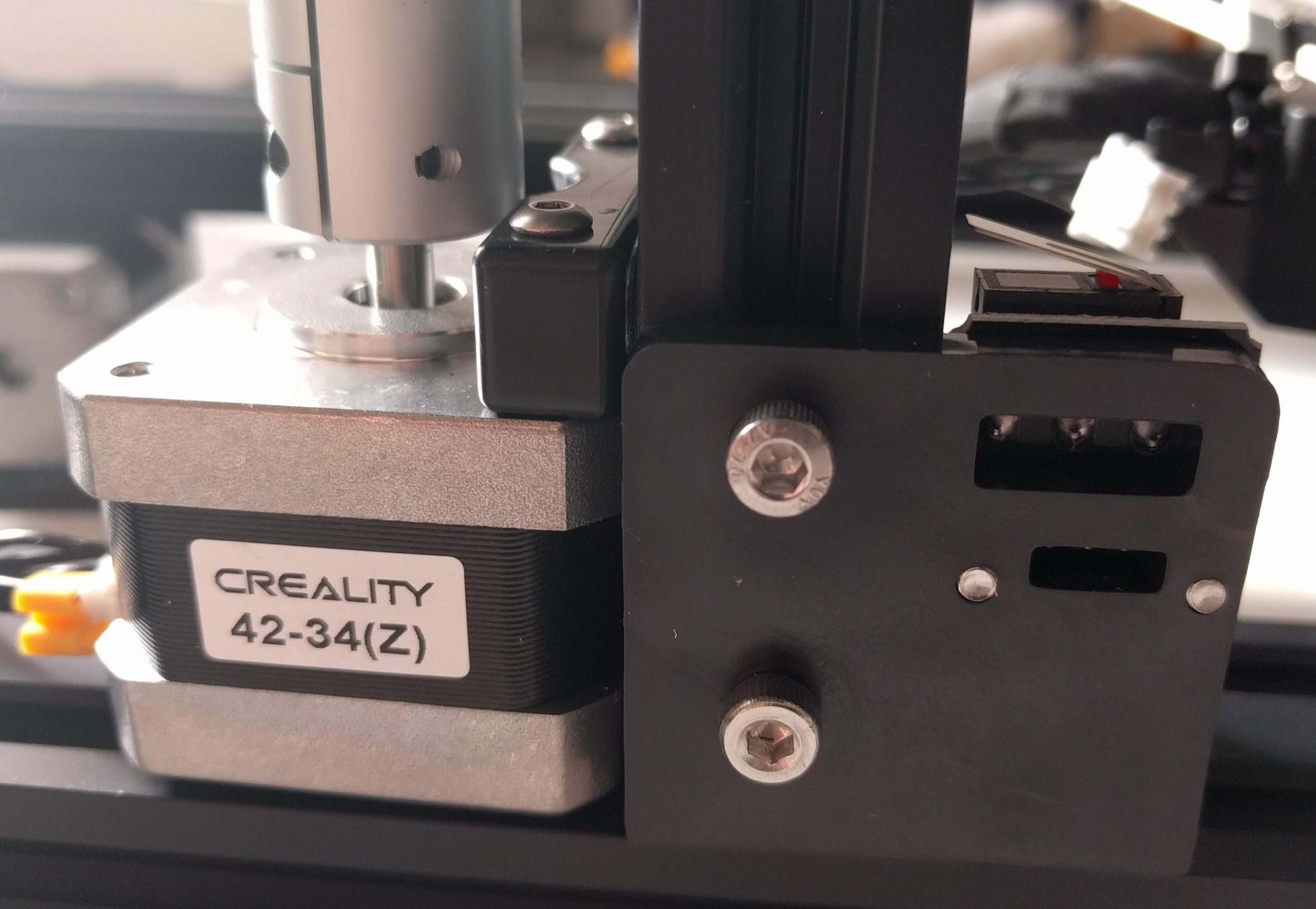
L’entraînement des axes X et Y est dorénavant assuré par des courroies de marque Gates.

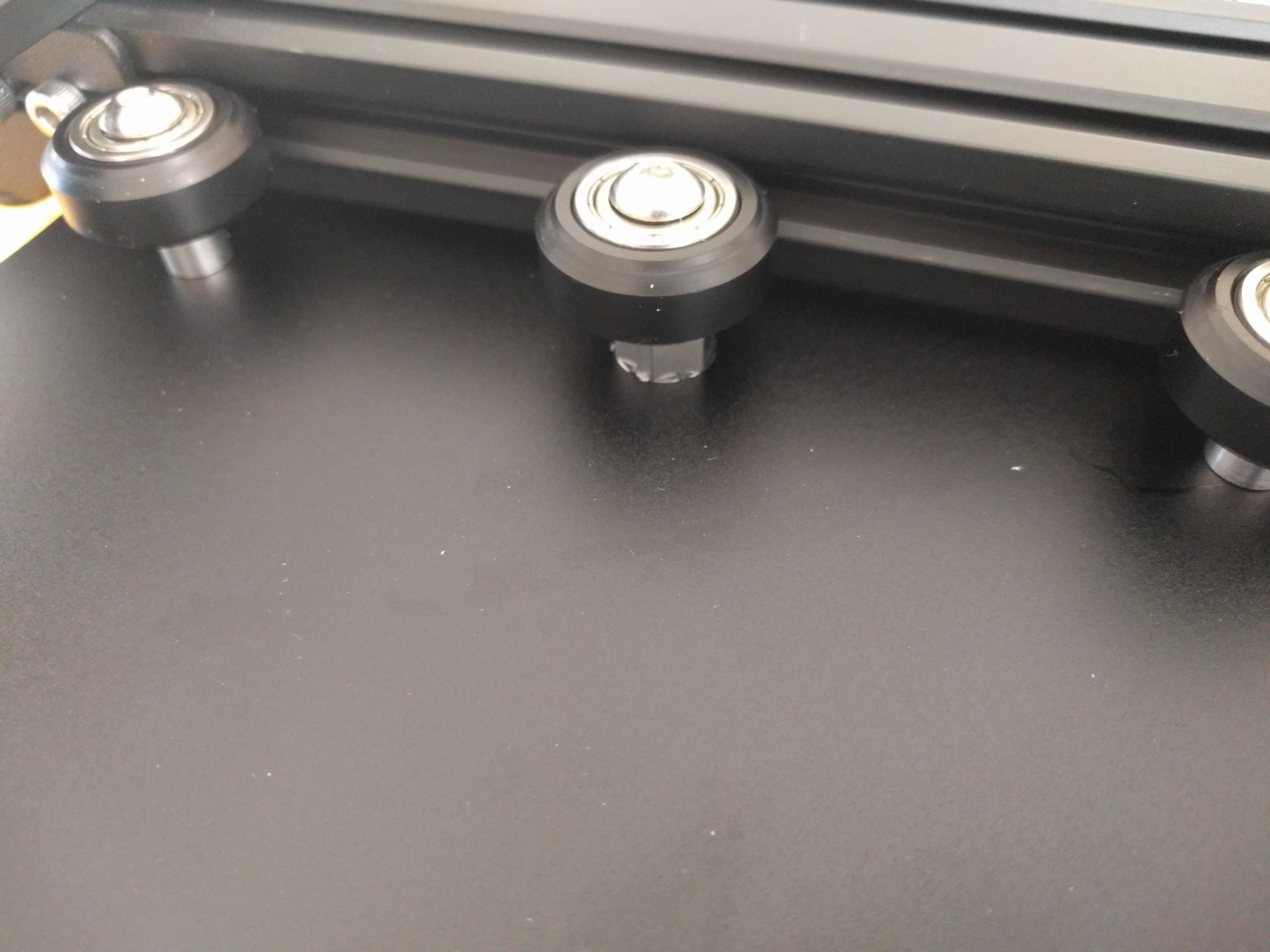
Les déplacements des axes sur les profilés Vslot se font via des galets de roulements. Pour assurer leur positionnement, certains galets ont leur axe monté sur un excentrique. Avec la clé plate fournie, on peut rapprocher ou éloigner les galets du profilé afin de les positionner correctement.
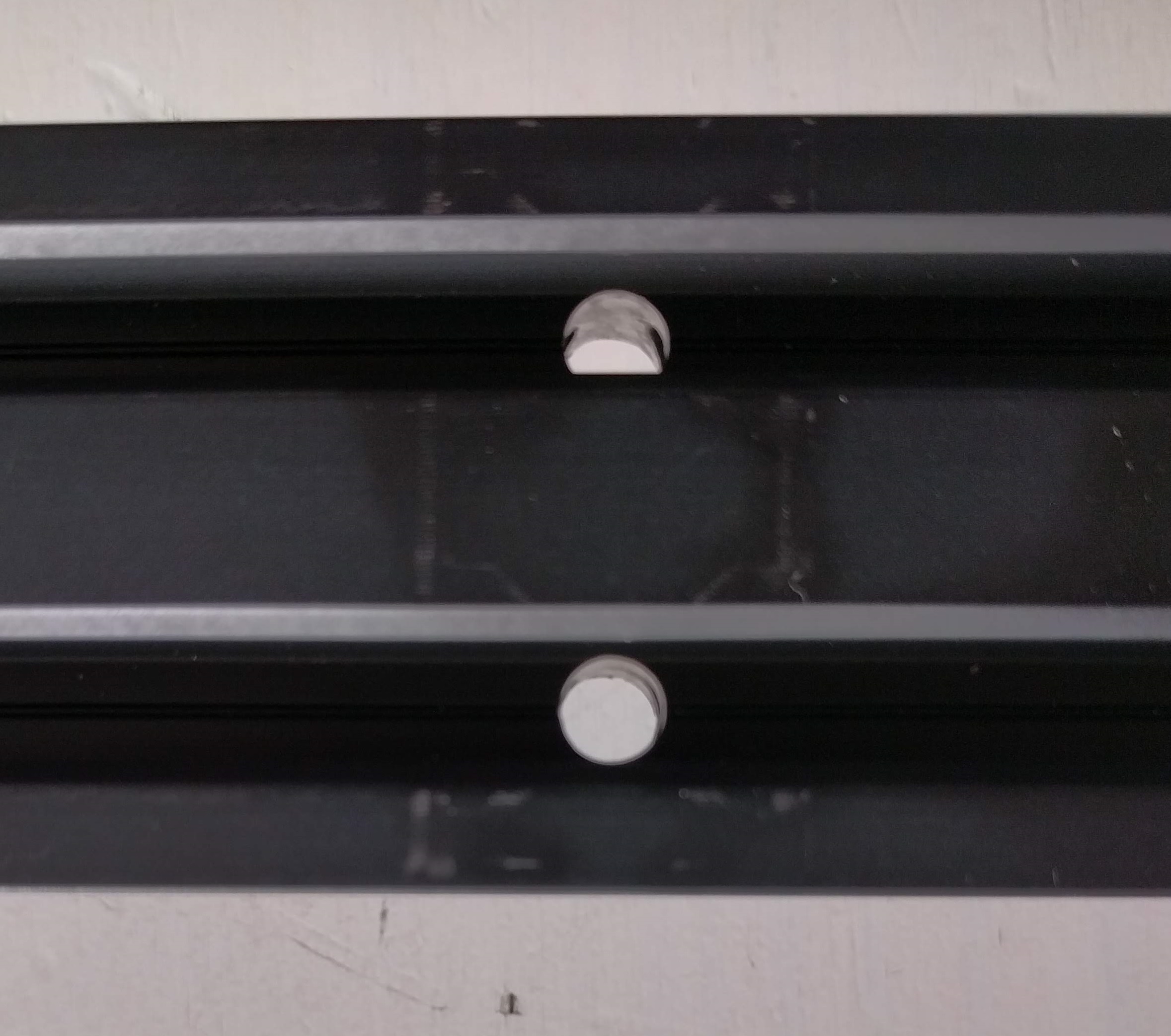
Le plateau chauffant nécessite un réglage car tel quel, il est instable. Contrairement à son aînée (CR10) qui plaçait tous les excentriques du même côté (3), sur cette CR10-V2, la disposition de ceux-ci est alternée :
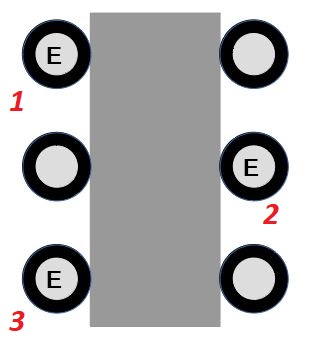
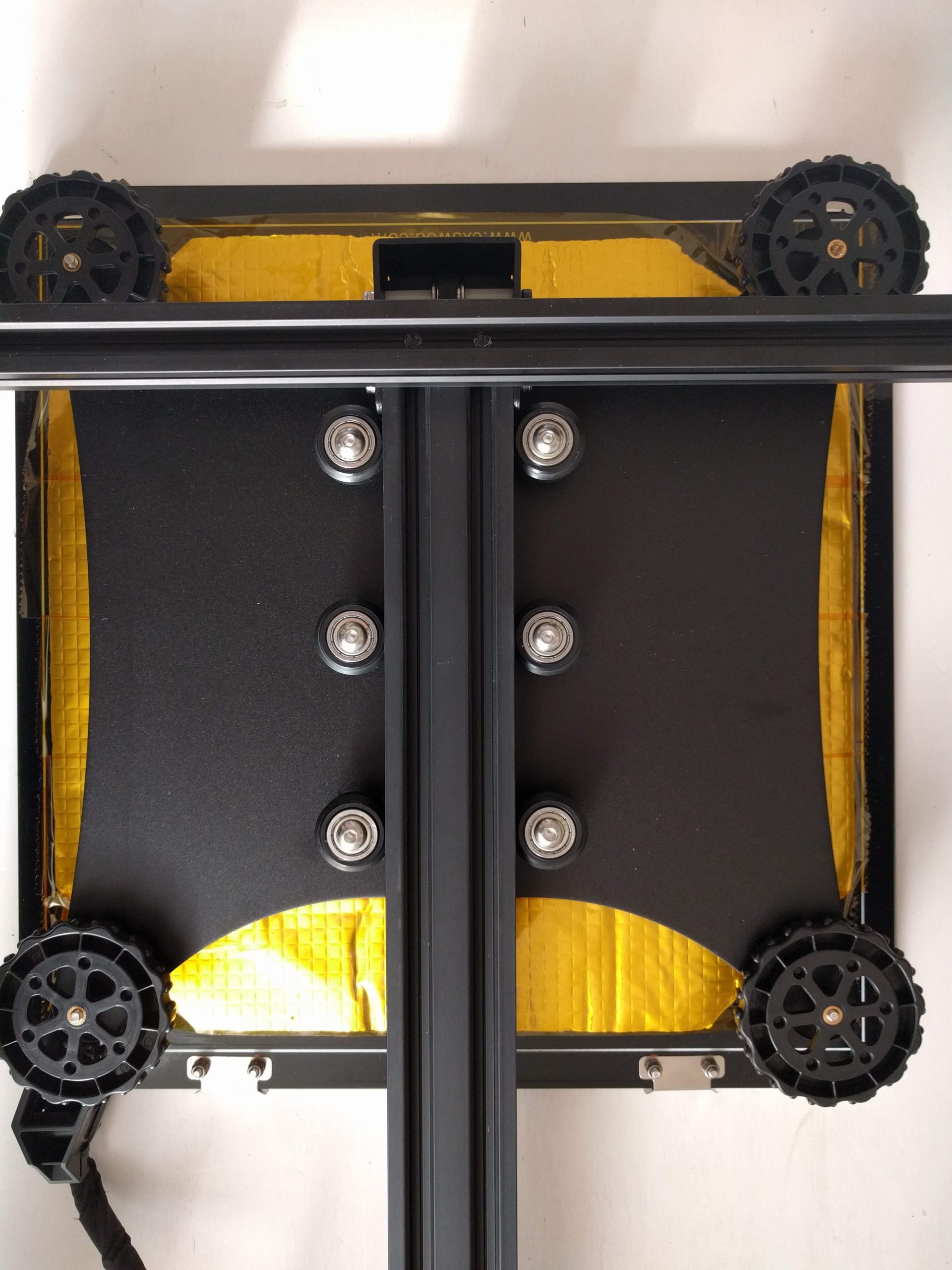
Leur réglage en est facilité, il suffit de commencer le réglage par les galets 1 et 3 et finir par le 2.


Pour les tripodes de la tête (axe X) et des axes Z, le réglage effectué en usine ne nécessite pas de modification.
L’assemblage du portique sur la base de la structure oblige à monter l’axe X pour que la tête soit plus haute, comme l’indique le manuel. Le tout se réalise en tournant manuellement les deux axes Z via leur coupleur. Il suffit ensuite de placer le portique sur la base et de visser les quatre vis avec leurs rondelles qui le maintiendront. Une équerre permet de vérifier la perpendicularité portique / base.

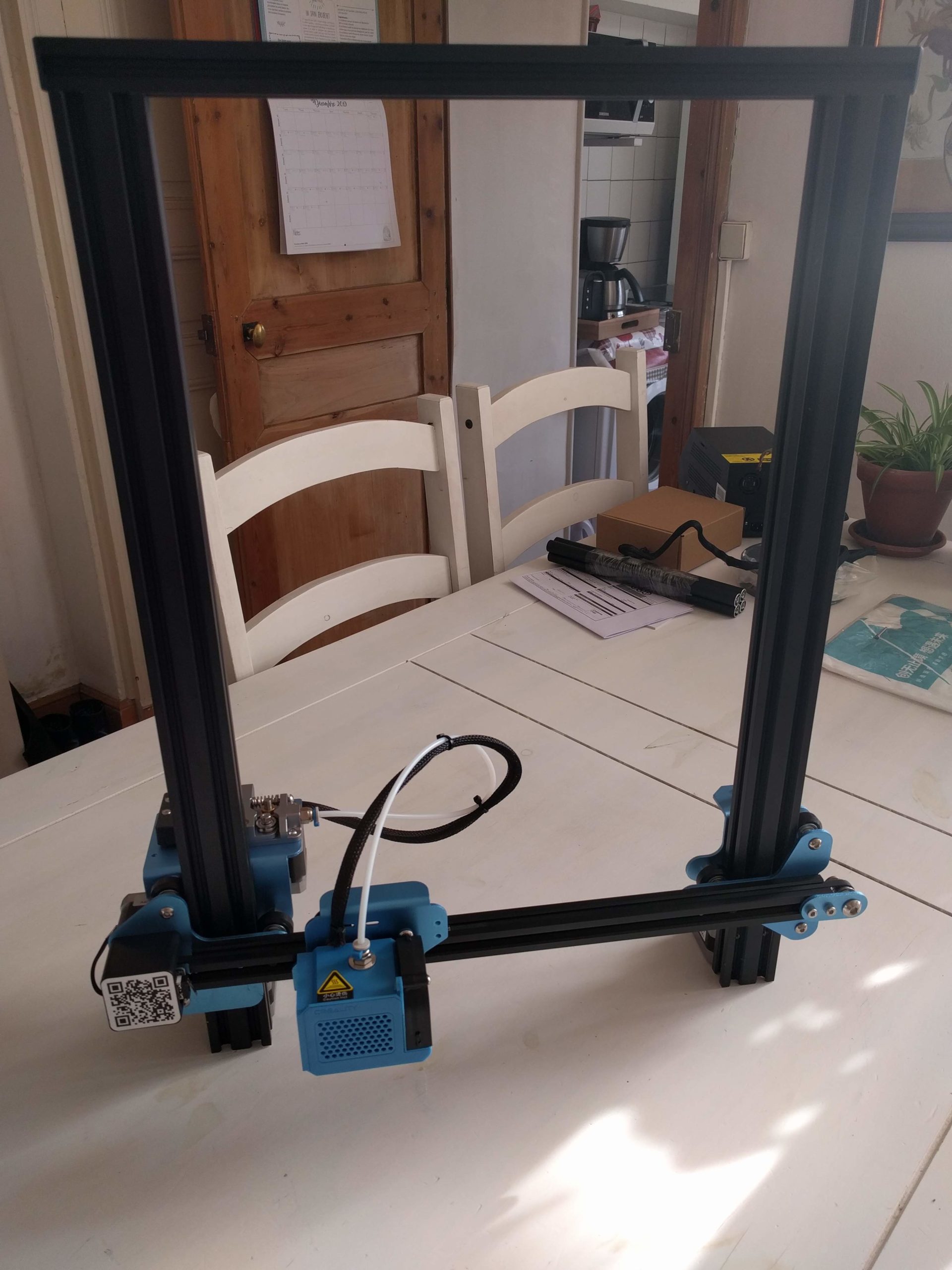

Les renforts de structure sont ensuite assemblés puis montés sur la structure là encore en se référant au manuel.


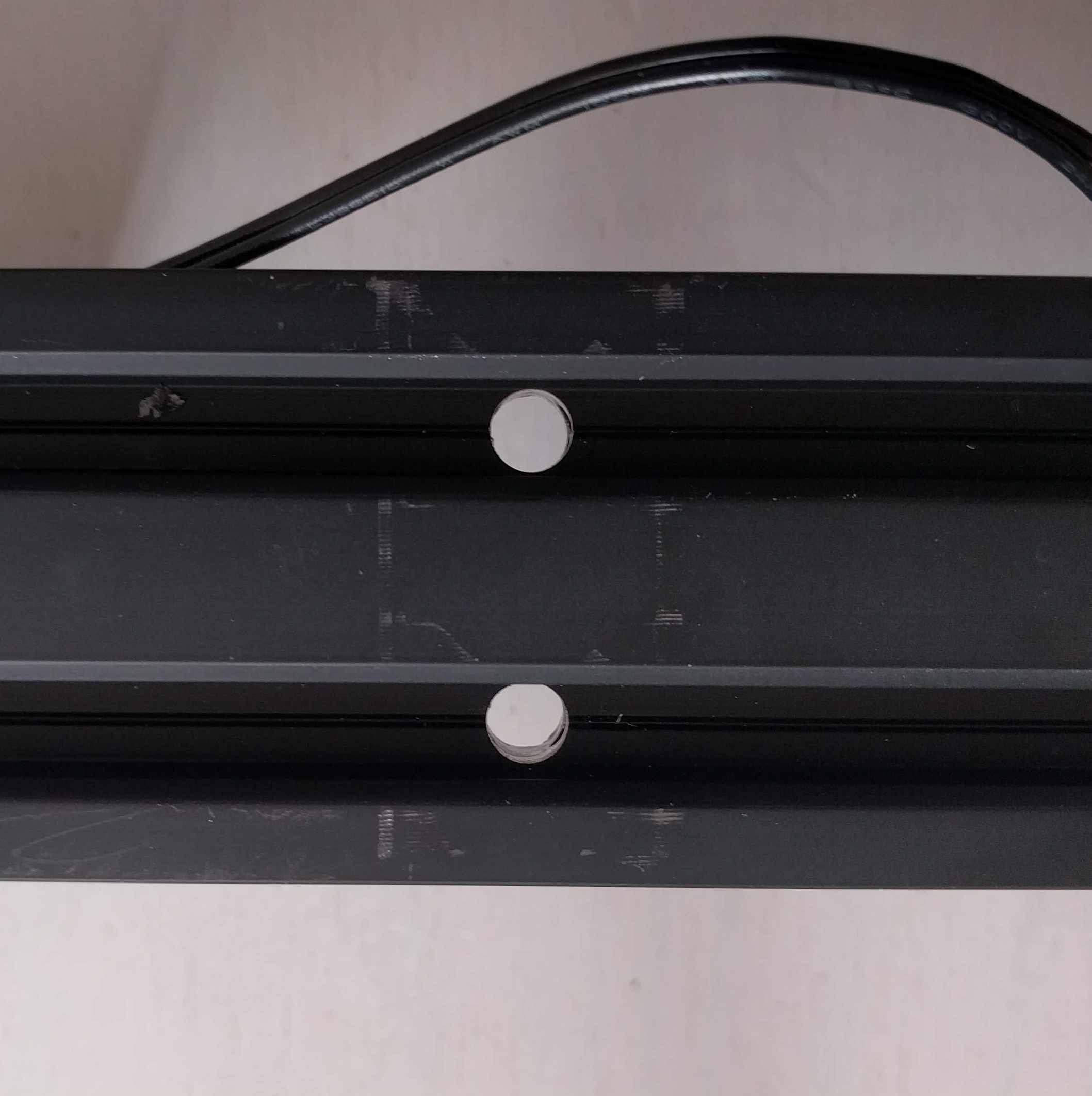
Simplement, ne pas oublier d’enlever les anciens caches de bout des profilés et les remplacer par ceux fournis (percés en leur centre). Là encore, le montage est aisé, l’extrémité des profilés ayant été taraudée pour permettre le vissage en bas du renfort. Le positionnement des équerres en haut du portique dans le profilé permet un ajustage longitudinal grâce au couple vis M5 et écrou marteau. On vérifie une dernière fois que la structure est toujours d’équerre puis on finalise le serrage des contre boulons.




Assemblage de la structure terminé :

Il m’a fallu une trentaine de minutes pour assembler la structure, en prenant mon temps mais en procédant aux vérifications indispensables. Un néophyte mettra sans doute un peu plus de temps, bien qu’il y ait peu de choses à faire : 4 vis pour l’assemblage base / portique, 14 vis et 4 écrous pour les renforts.
Câblage de la CR-10 V2
La structure étant montée, la connexion des différents câbles peut avoir lieu. Au préalable, il faut monter le détecteur de fin de course de l’axe Z sur la structure. Sa position est fixe et ne peut donc pas être réglée ; on devra donc serrer les roulettes de réglages du plateau pour s’assurer que celui-ci soit le plus bas possible avant de procéder à une mise au 0 de l’axe Z (si l’on veut éviter de détériorer la plaque de verre).



Creality a modifié le câblage ainsi que son agencement sur ce modèle : le boîtier électronique peut être complètement et facilement déconnecté de l’imprimante. Trois faisceaux de câbles :
- une prise GTX16 mâle (4 broches) pour connecter et visser la prise GTX16 femelle du faisceau de câbles provenant du lit chauffant,
- un faisceau de câbles dans une gaine tressée regroupant la connectique pour l’axe Y, les moteurs de l’axe Z et leur contacteur de fin de course respectif, terminé par une prise à 16 broches (3 moteurs, deux endstops). Au niveau de la base de la structure, le passage des câbles individuels est caché dans la rainure des profilés et est maintenu par des clips et des goulottes.
- un dernier faisceau de câbles vers l’ensemble extrudeur, axe X et tête, terminé par une prise 24 broches (moteur X et son endstop, détecteur de fin de filament, 2 ventilateurs, cartouche de chauffe et thermistance, soit 17 emplacements occupés, il reste donc de la place pour par exemple monter un BLTouch qui requiert 5 broches).



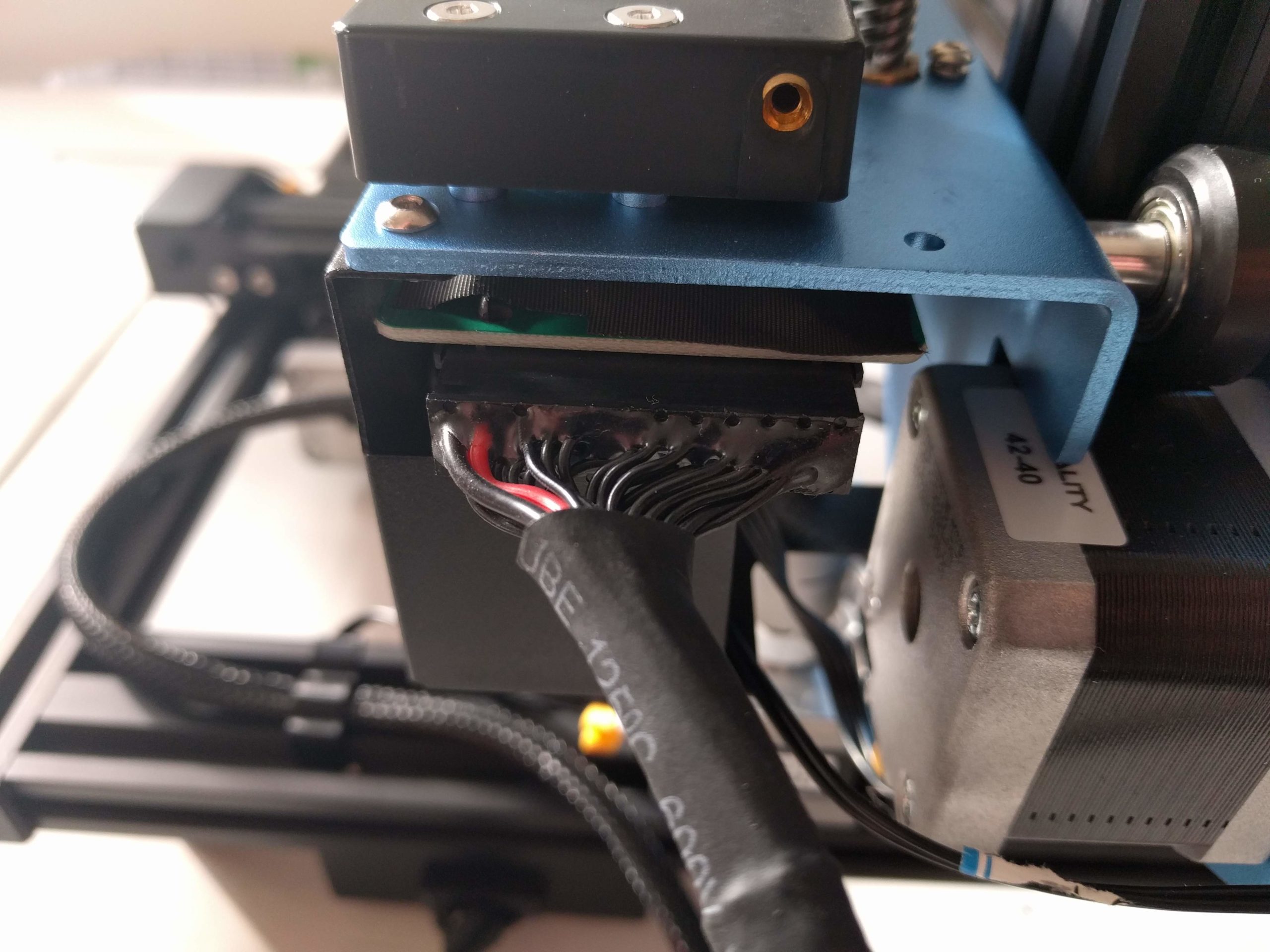

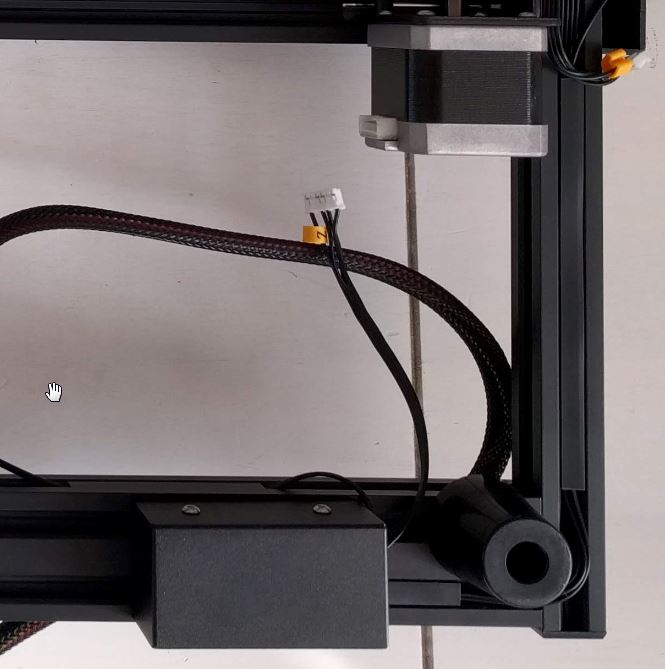
Une fois ces grosses prises branchées, il ne reste qu’à connecter les derniers câbles pour relier les moteurs des axes Y et Z ainsi que leur contacteur de fin de course. Chaque câble est muni d’une étiquette, les connecteurs possèdent des détrompeurs ce qui normalement empêche une mauvaise insertion.
Relier tous ces faisceaux de câbles au bon endroit prend moins de 10 minutes.
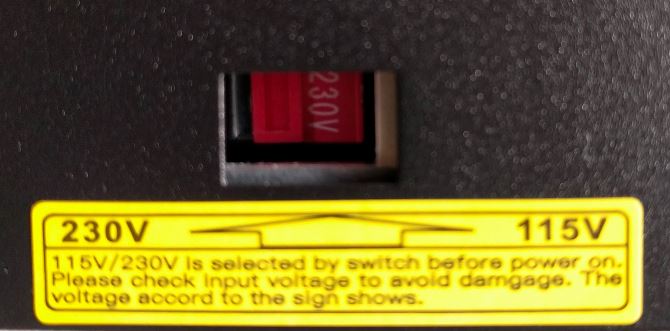
Dernière et ultime précaution avant d’allumer la CR10-V2 : vérifier sur le boîtier électronique que la tension du courant est bien positionnée sur 230V.
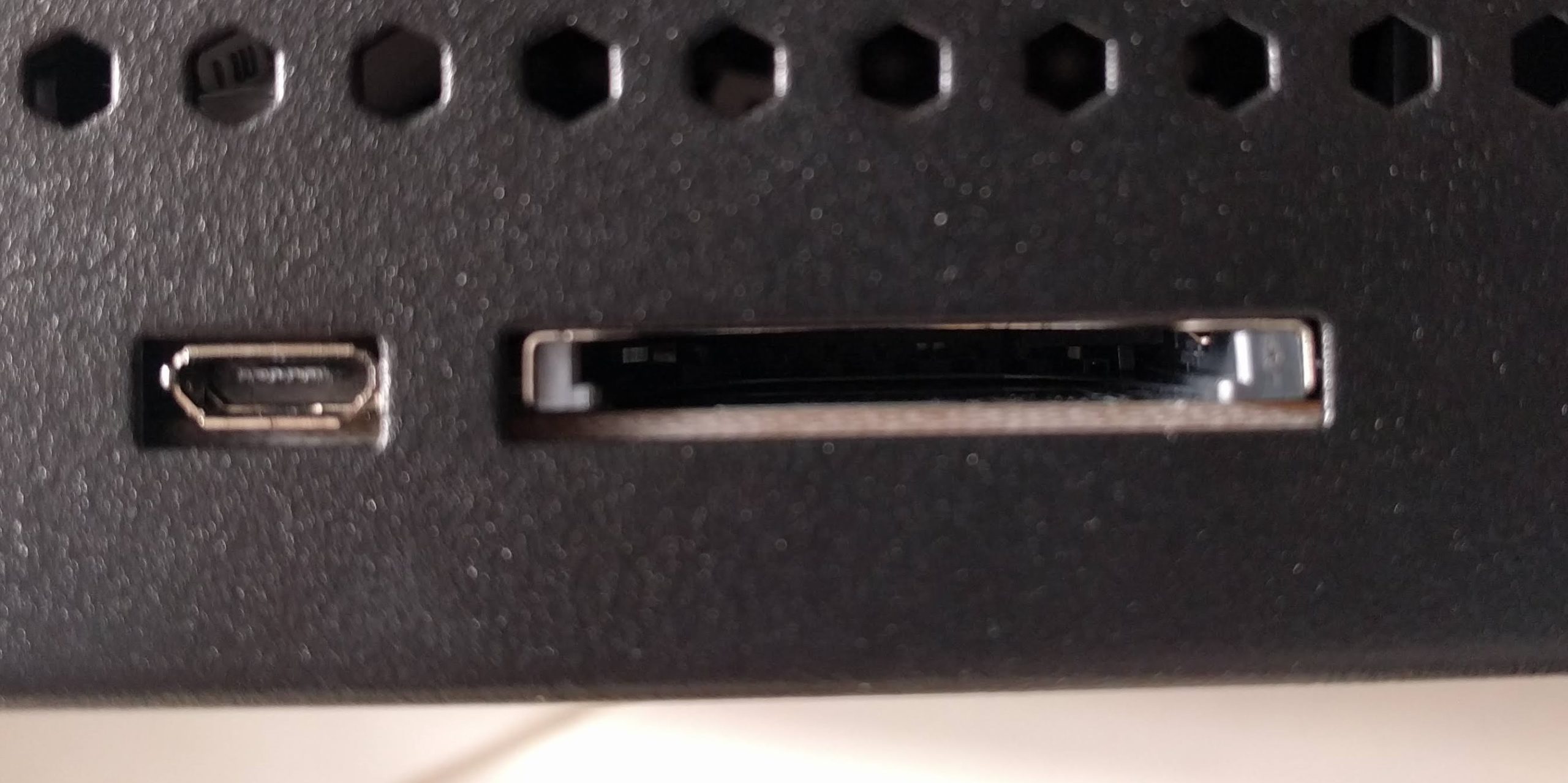
Sur le flanc extérieur, on peut noter que Creality3D a modifié le format de la prise USB (micro-USB). Celui recevant la carte mémoire passe de micro-SD à SD. On minimise d’un côté, on agrandit de l’autre.
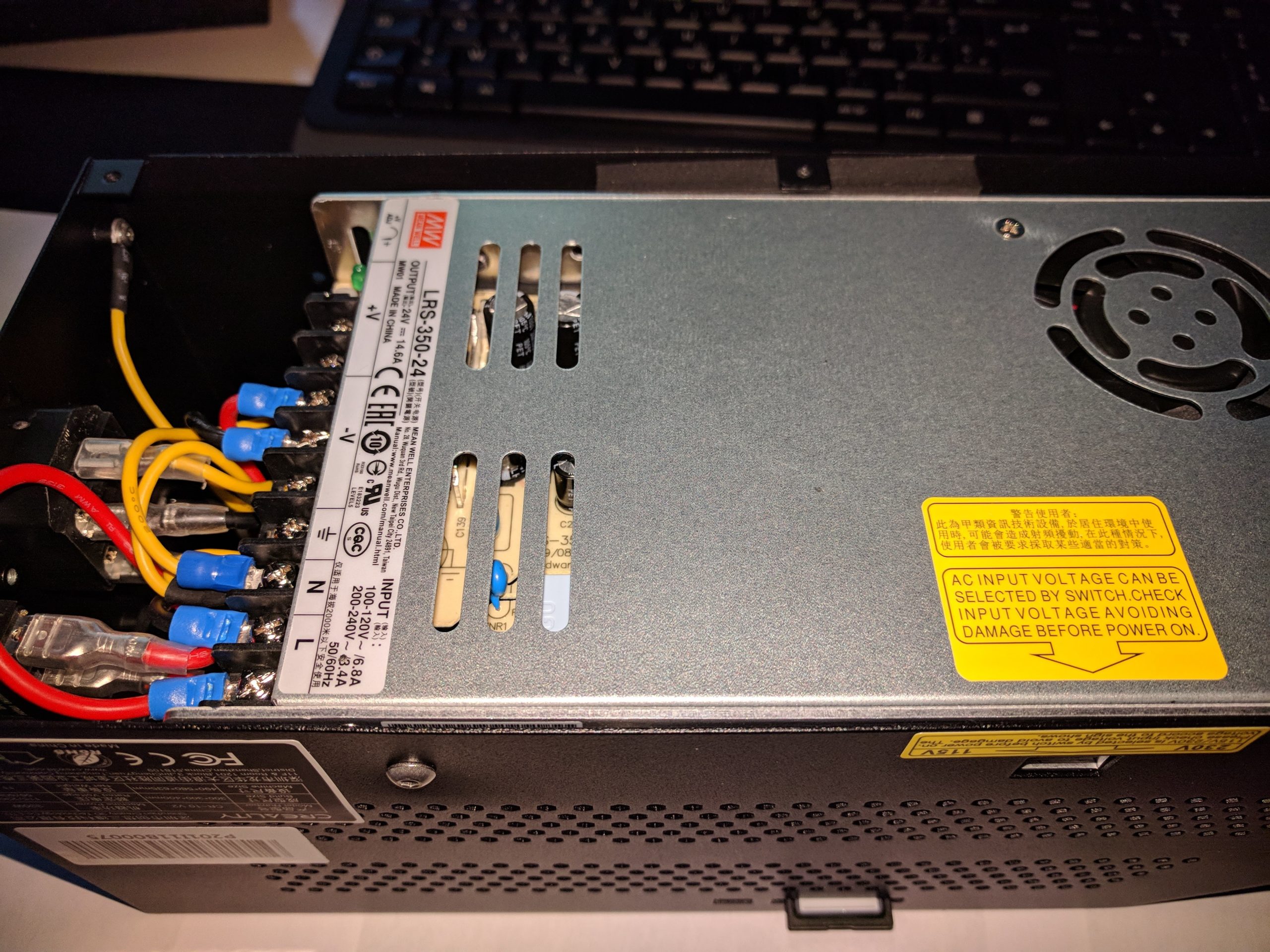
Ce boîtier ne possédant pas d’étiquette de scellement / garantie, j’en profite donc pour aller observer ses entrailles. Il suffit de dévisser quelques vis pour ôter la base et l’alimentation.
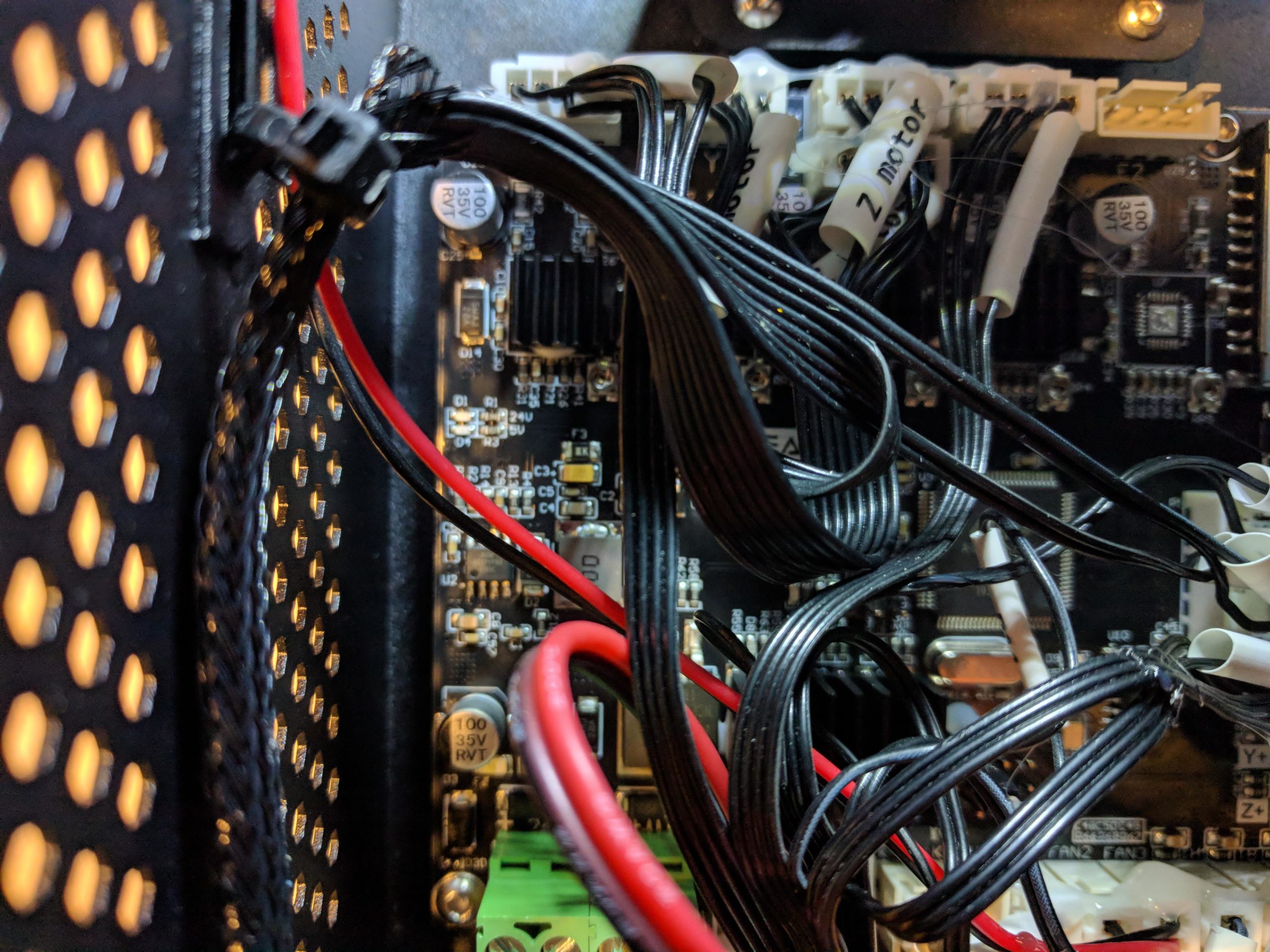
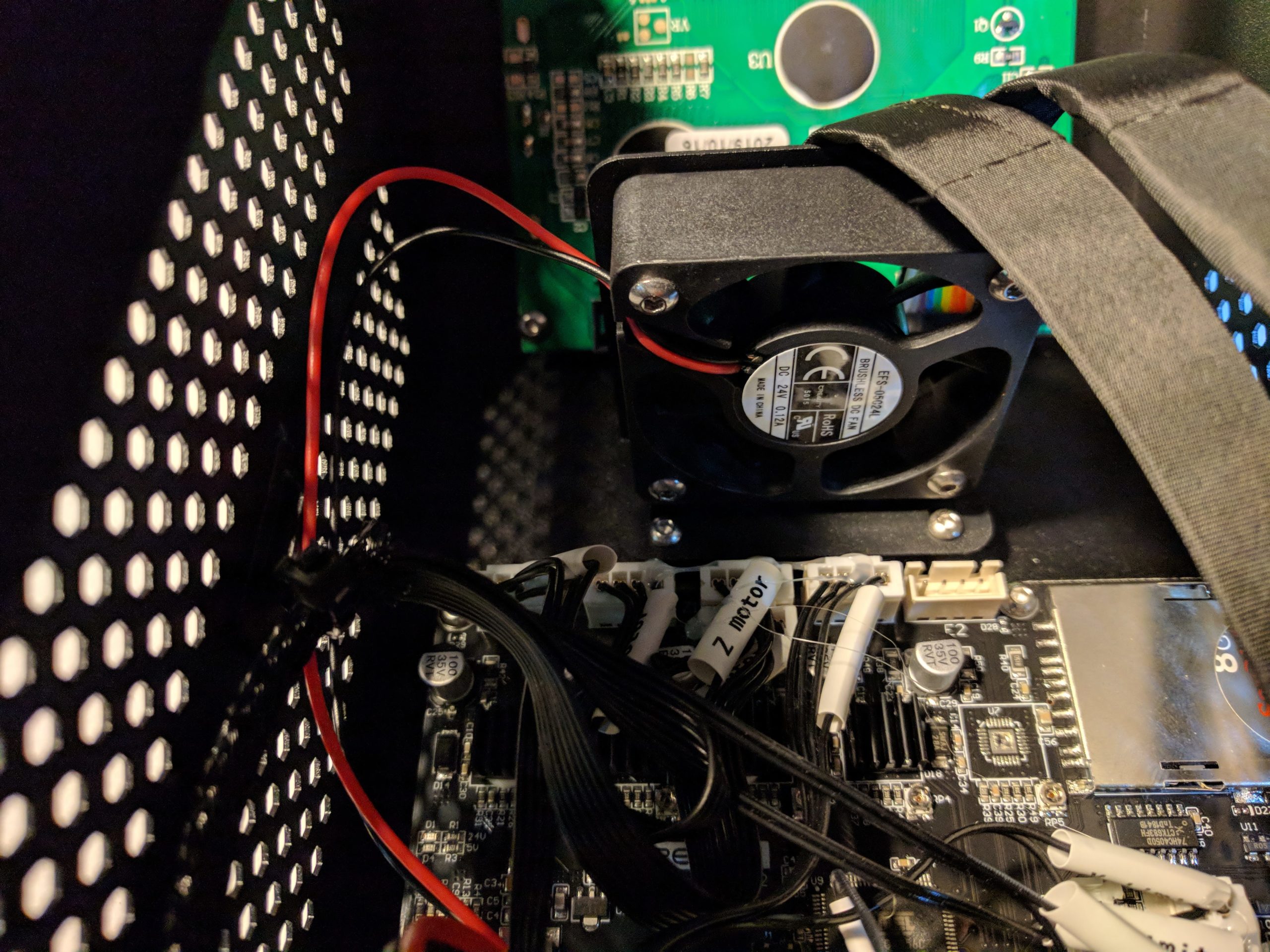
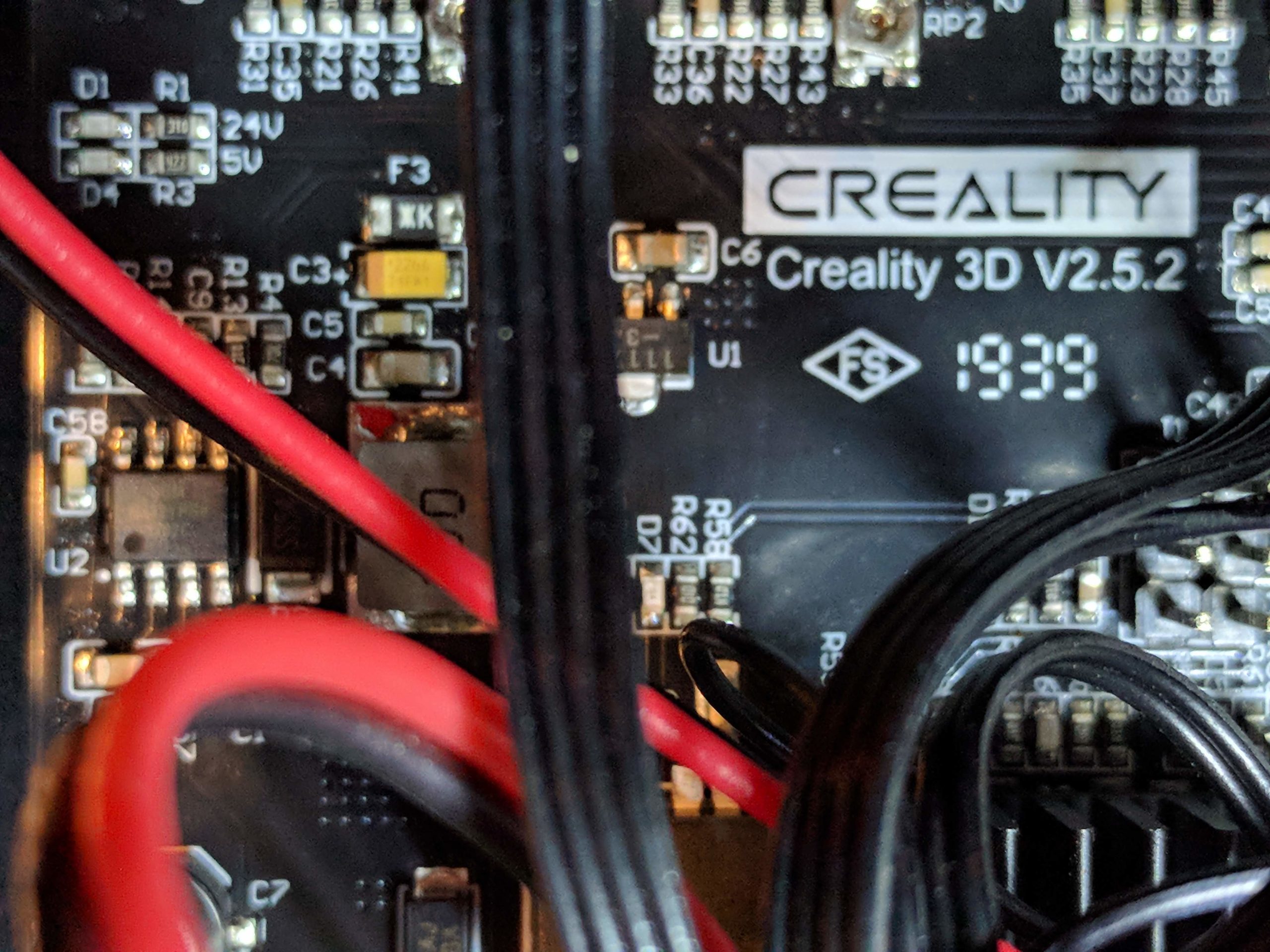
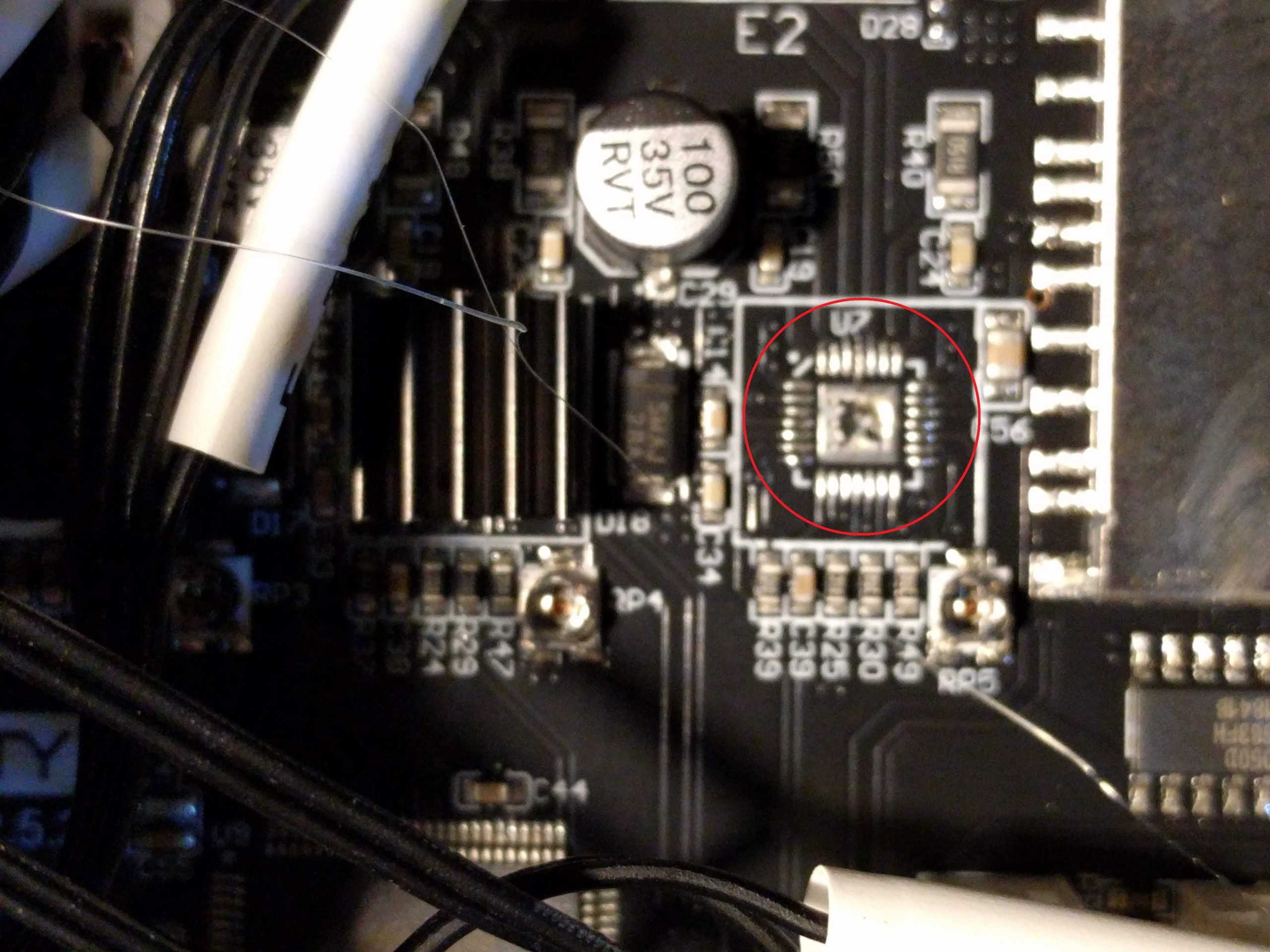
Cette alimentation est de marque Meanwell, tension de 24V, puissance de 350W, son ventilateur se déclenche en fonction de la température. La carte mère est indiquée comme étant une version 2.5.2, le processeur est un ATMega 2560, les pilotes soudés sont des TMC2208. Bien qu’un connecteur sérigraphié E1 soit présent, son pilote est absent de la carte. Il ne sera donc pas possible tel quel de tester une tête bi-couleur en ajoutant un second extrudeur.
La carte est refroidie par un ventilateur de 60 mm. L’air chaud à l’intérieur du boîtier est extrait par un ventilateur de 40 mm. Contrairement à son aînée, il n’y a pas de Mosfet externe pour le lit chauffant.
Quand les trois ventilateurs fonctionnent, leur niveau sonore ne passe pas inaperçu.
Les flancs du boîtier métallique sont percés de nombreux trous ce qui permet une meilleure aération. La nuit, il s’illumine de nombreuses couleurs.


Mise en route de l’imprimante 3D
Avant de mettre la CR10-V2 sous tension, on vérifie manuellement que le plateau et la tête (axes X et Y) se déplacent correctement et entrent en contact avec les détecteurs de fin de course sans rencontrer de «points durs».
La façade du boîtier est en acrylique brillant, elle reflète tout ce qui passe devant :


Une fois la machine sous tension, on procède à la mise au zéro de tous les axes via l’écran en sélectionnant «Auto Home». Il n’y a plus qu’à effectuer le niveau du plateau via la méthode de la feuille de papier entre la buse et le plateau. Réglage à répéter plusieurs fois (les 4 coins et le centre) jusqu’à obtenir un espacement entre le plateau et la buse optimal.
La dernière étape avant de lancer une première impression est de charger le filament avec la bobine de 200g fournie. Le passage dans le détecteur de fin de filament est facilité si celui-ci voit son extrémité coupée en biseau. Après plusieurs tentatives, pour réussir à passer la roue dentée de l’extrudeur, il faut que le filament soit bien droit sinon il n’arrive pas à entrer dans la sortie de l’extrudeur (avec du filament flexible ce sera sans doute problématique).
Premières impressions avec la Creality CR10 V2
On peut alors lancer les premières impressions en utilisant les fichiers fournis sur la carte (ManekiNeko – chat – et cochon-tirelire) :







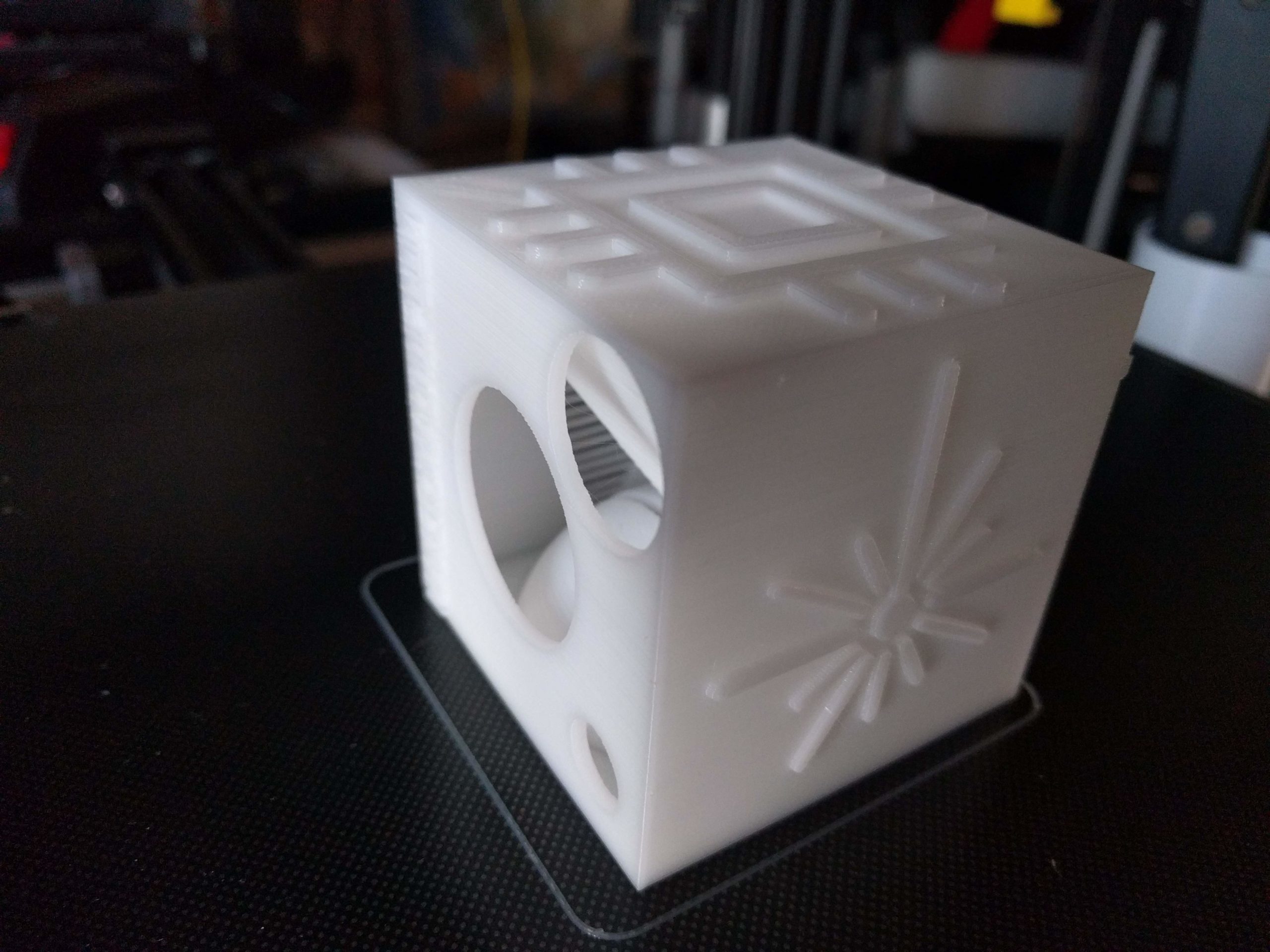
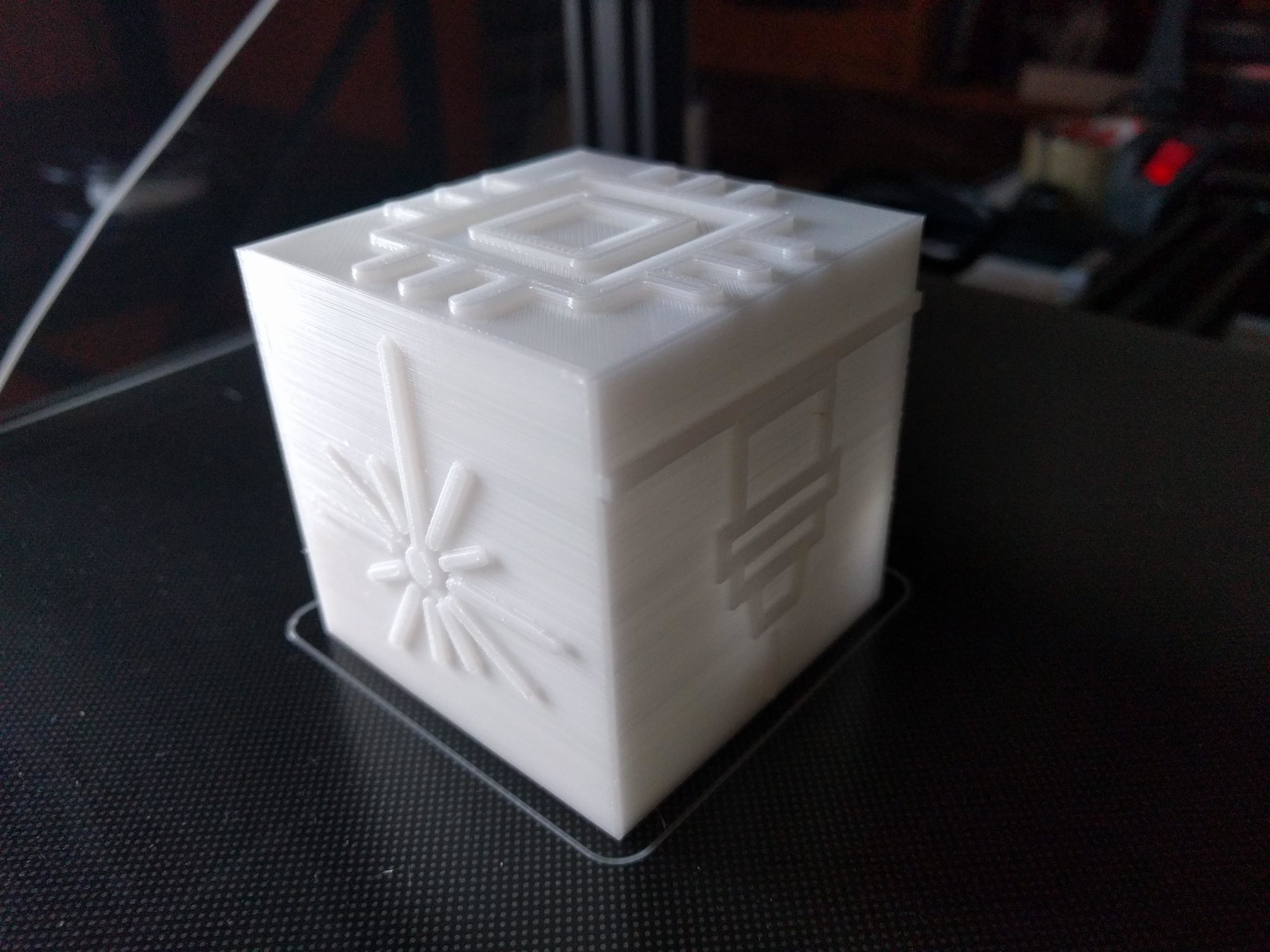
Quelques «torture» tests, un Benchy, celui d’Autodesk / Kickstarter, et un Makers Mashup torture test cube :




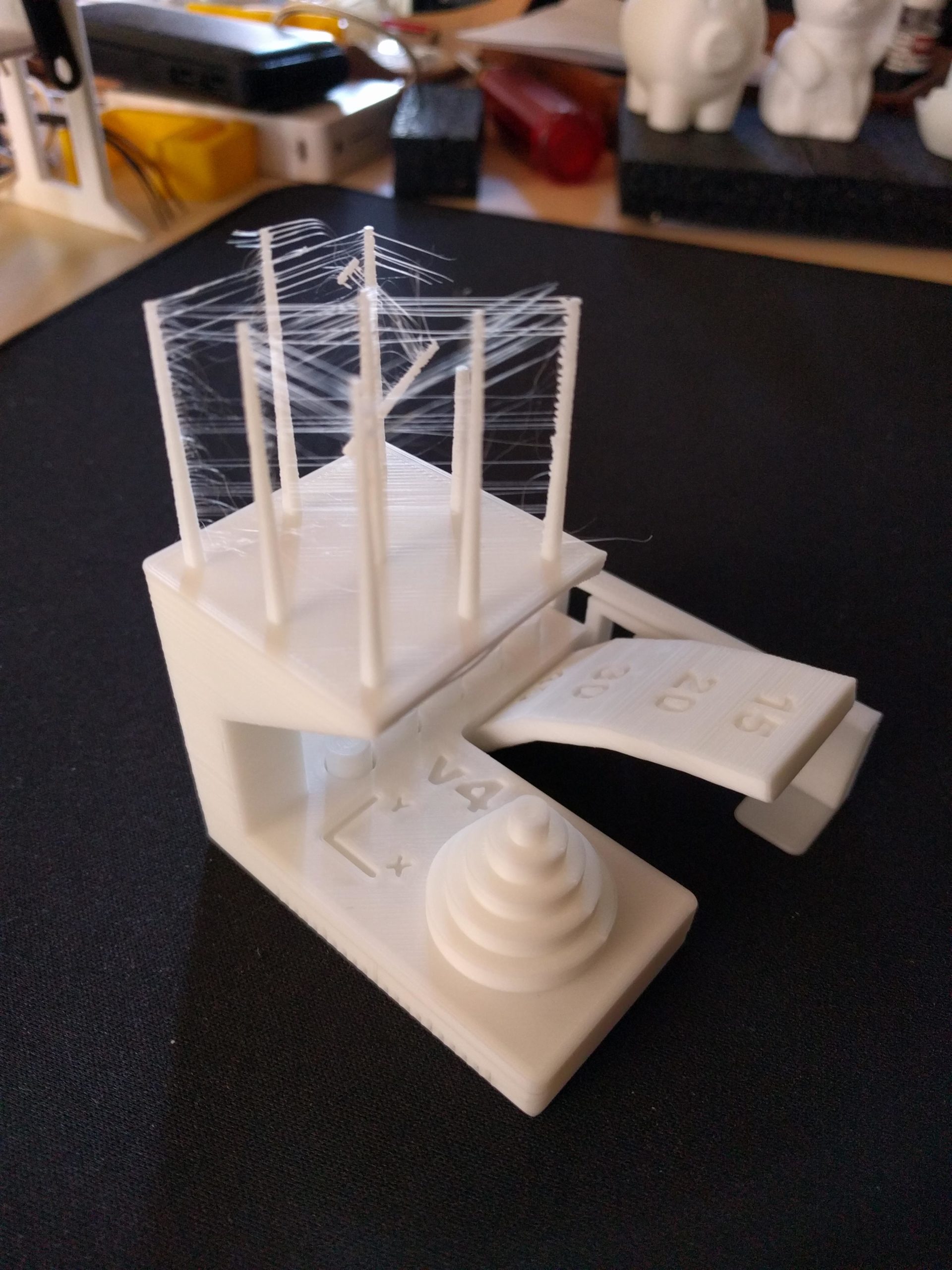
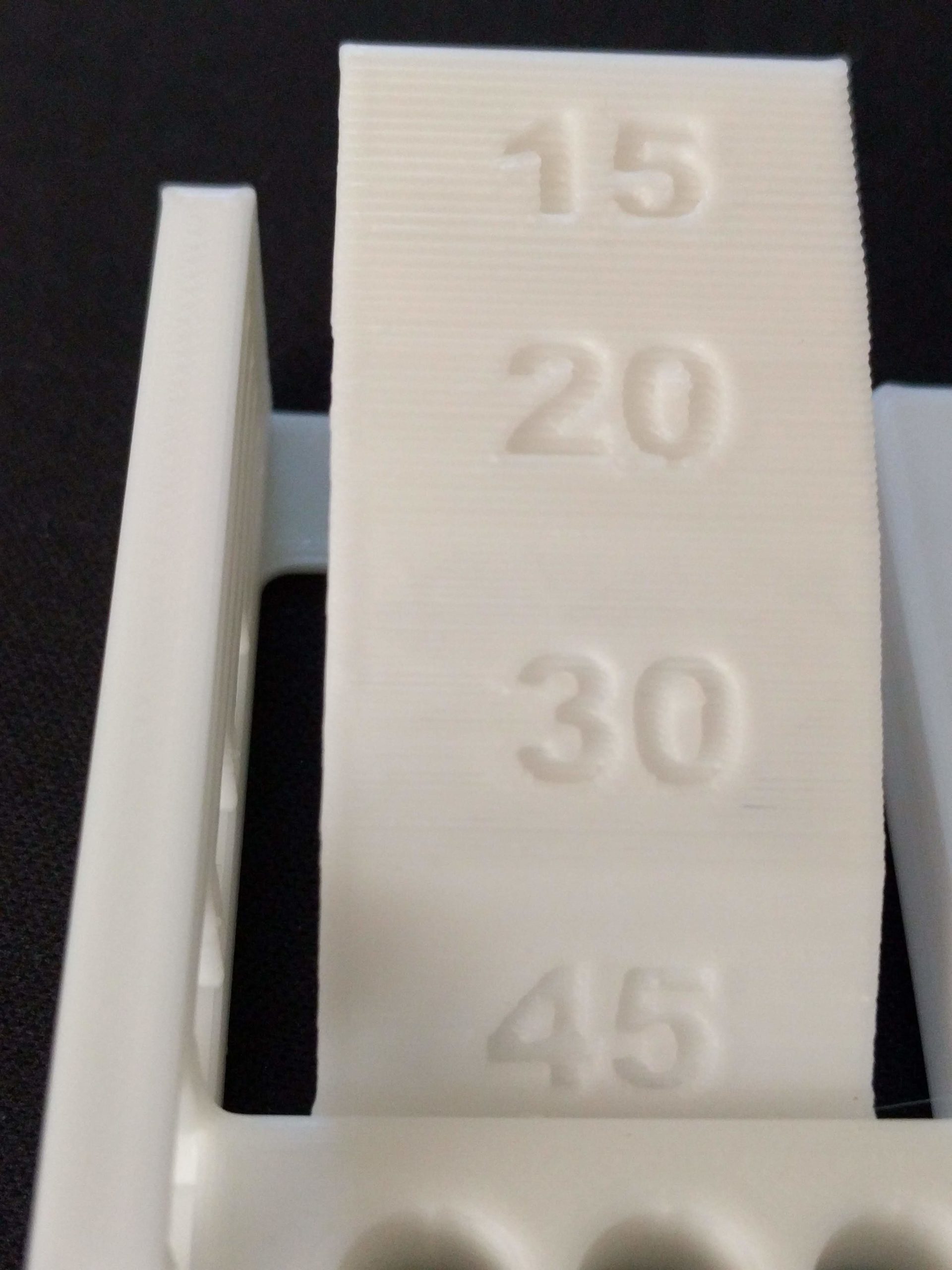


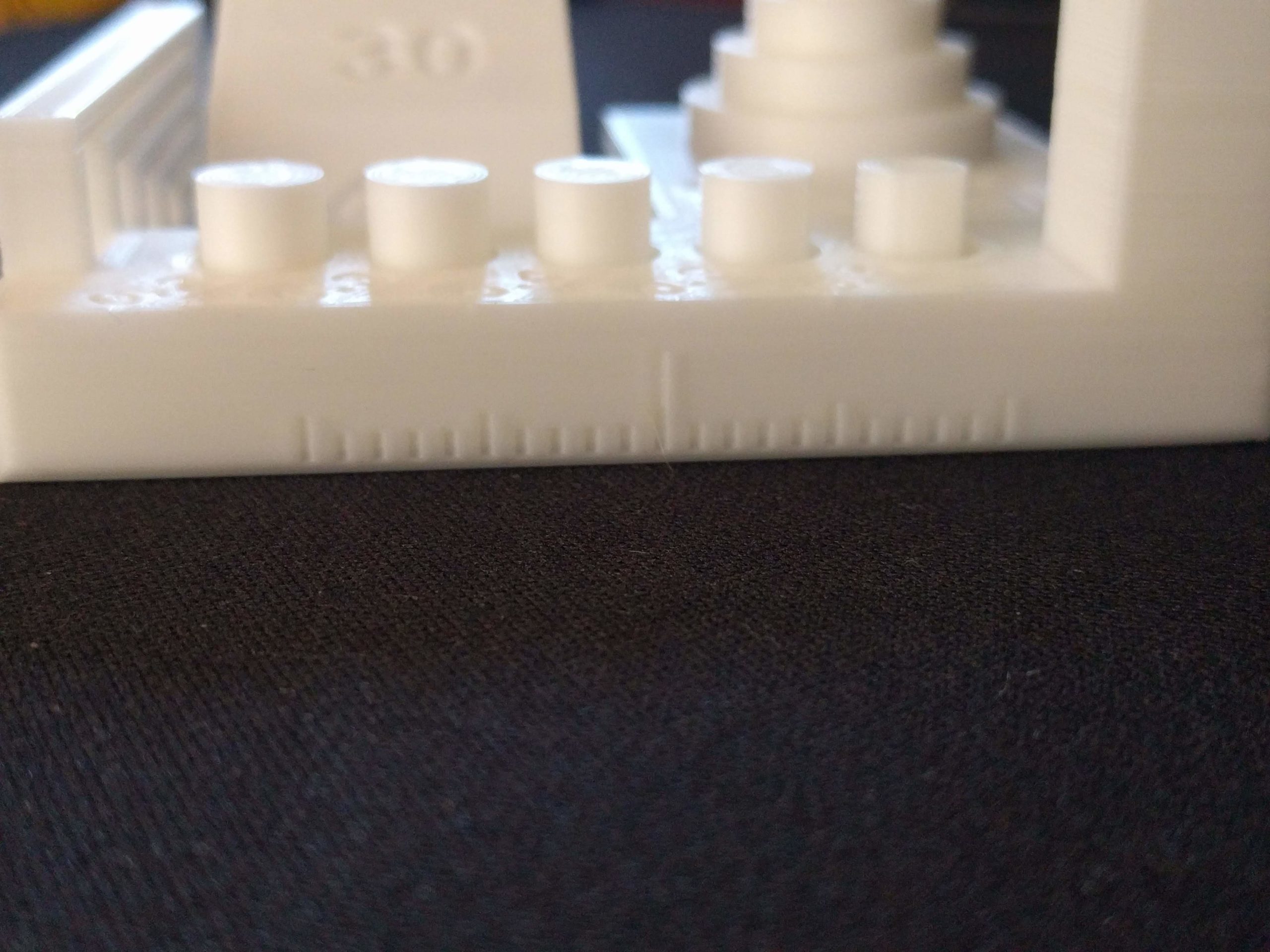
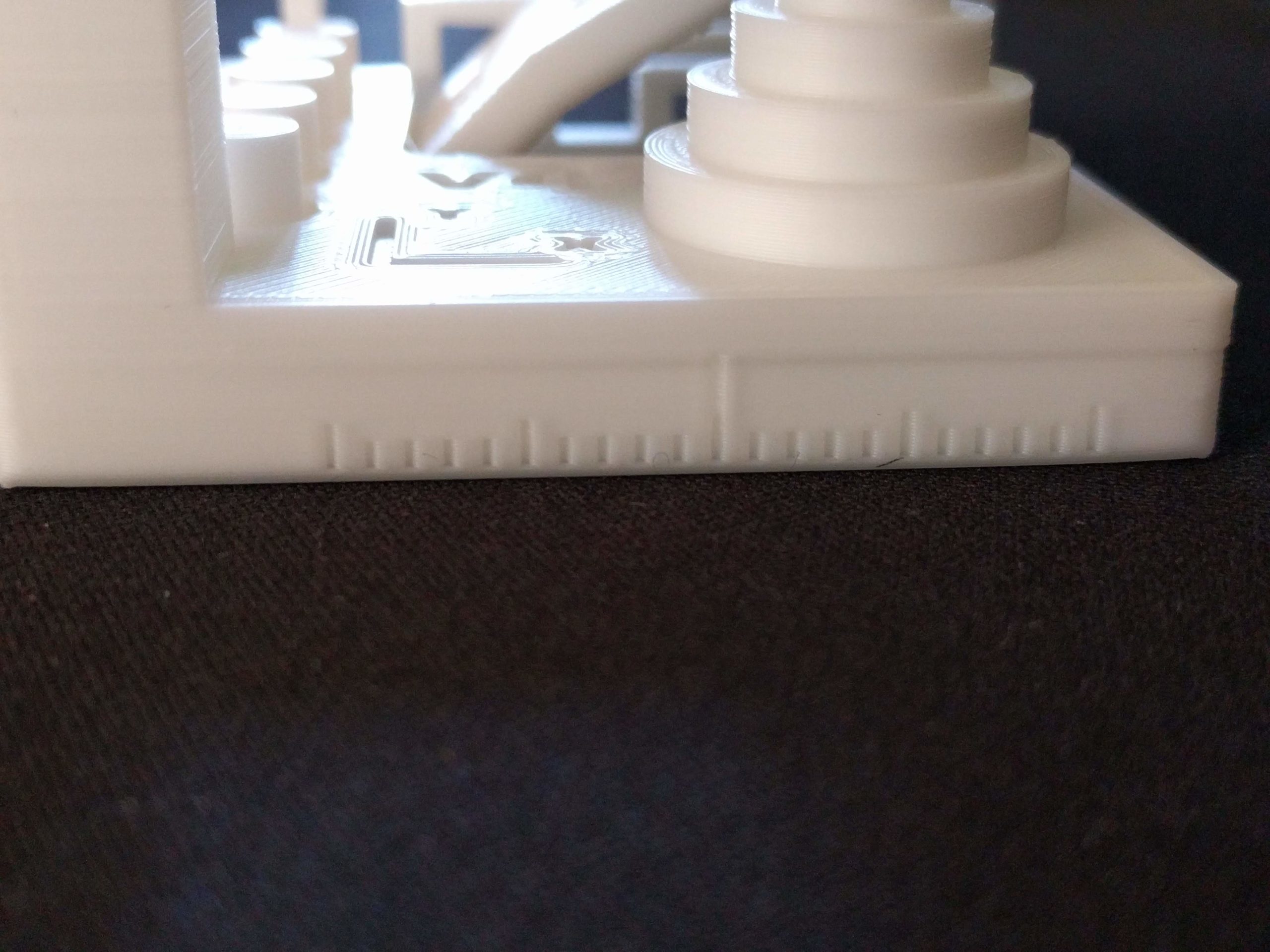

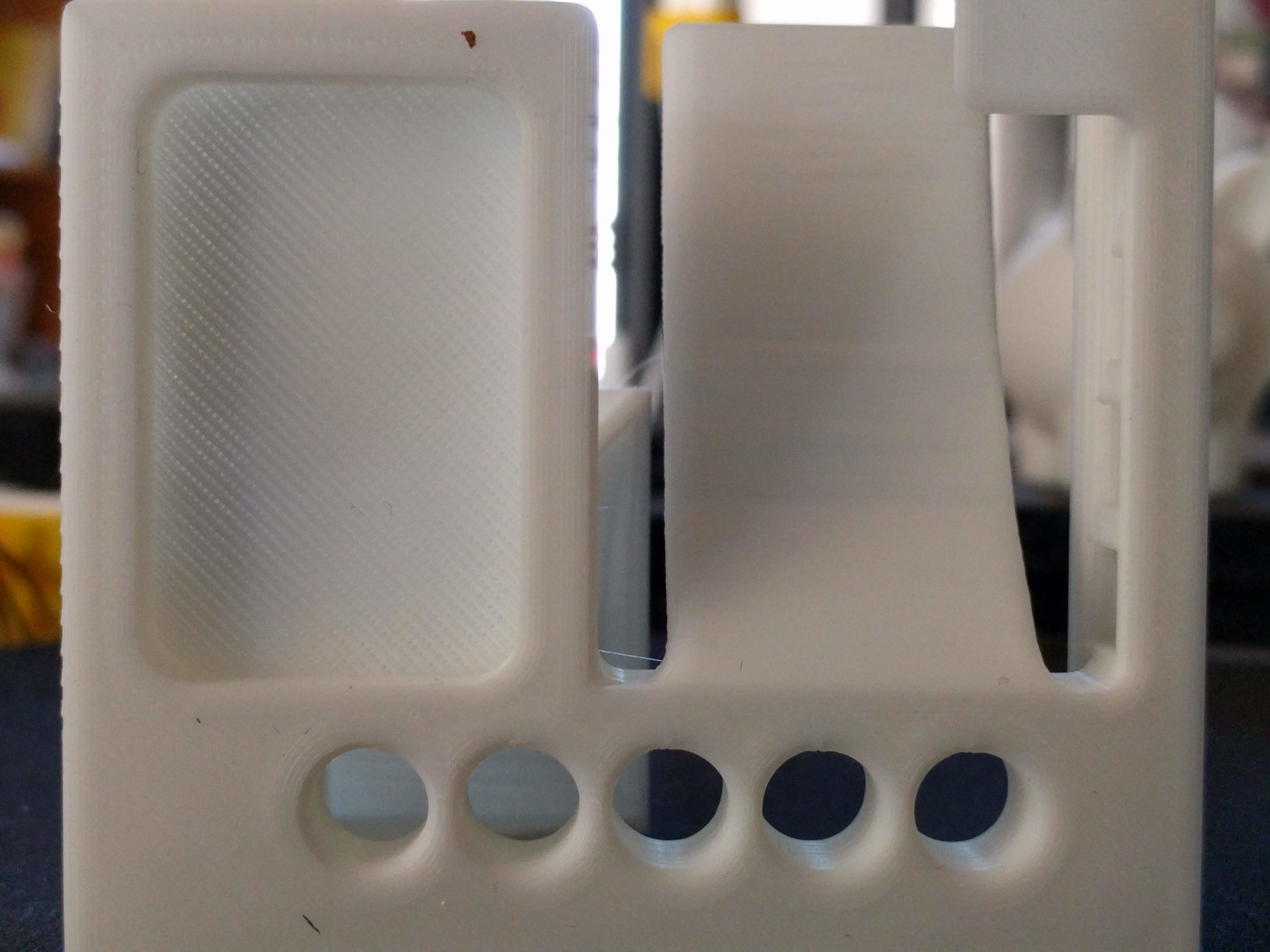
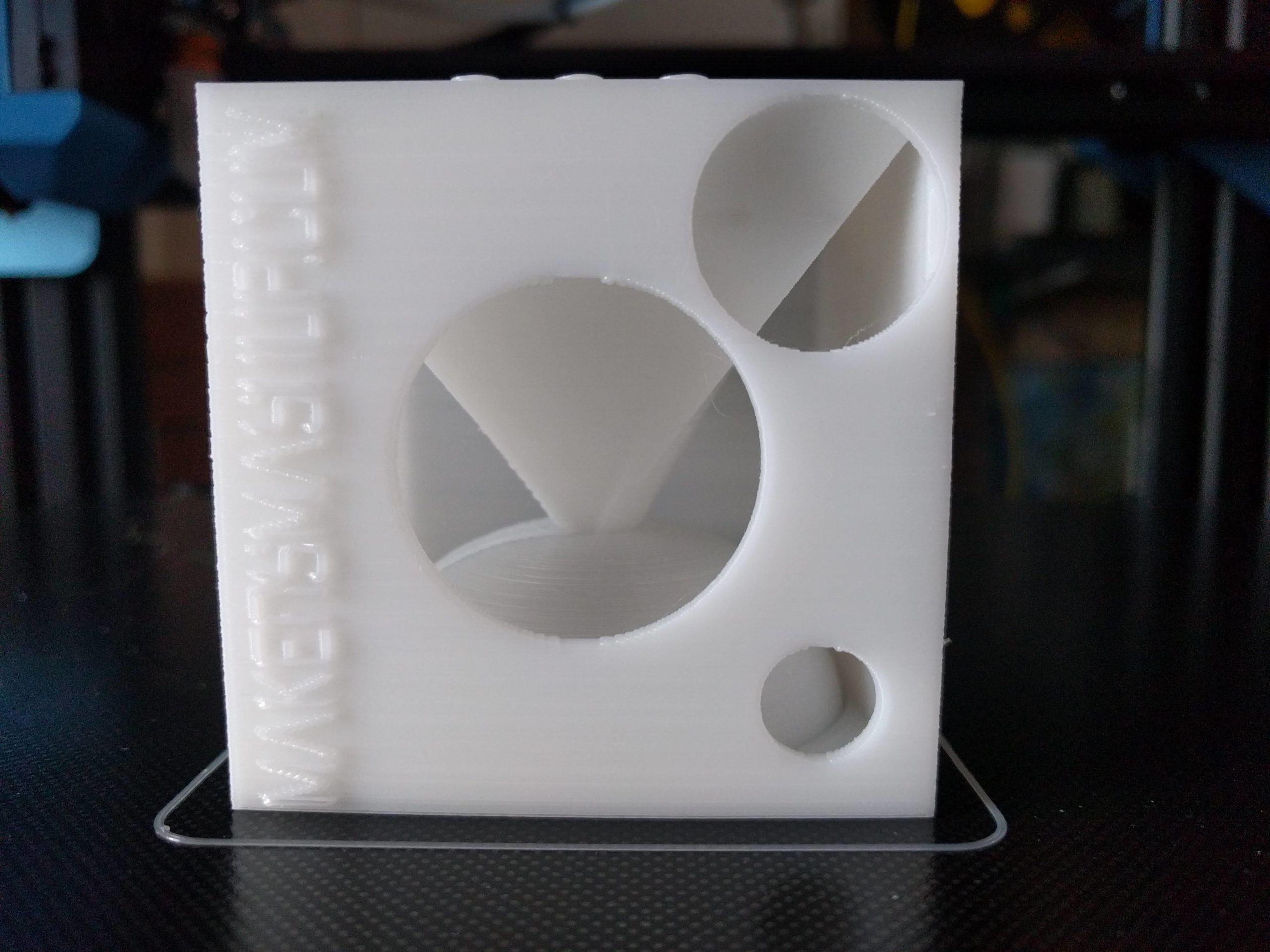
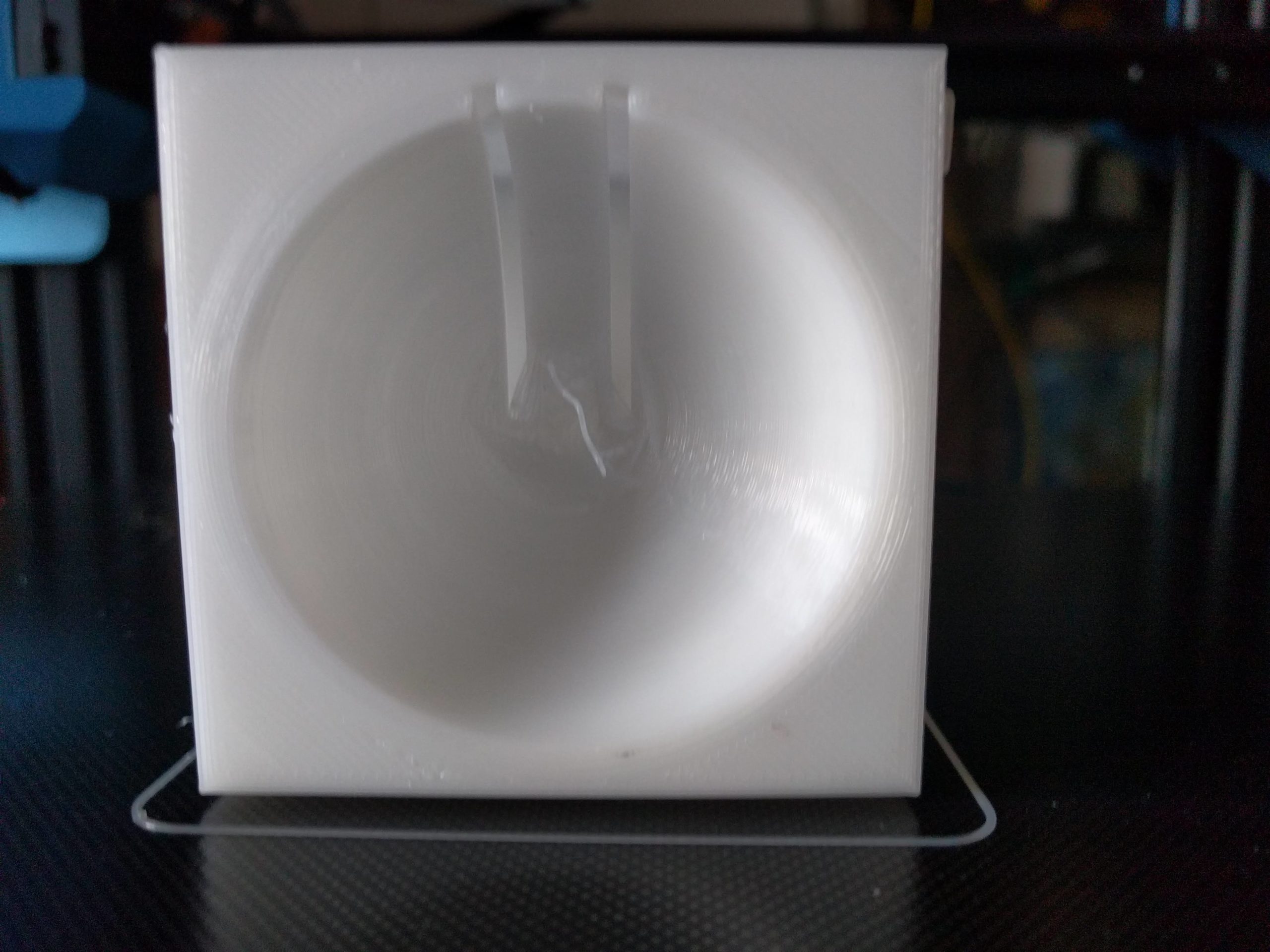
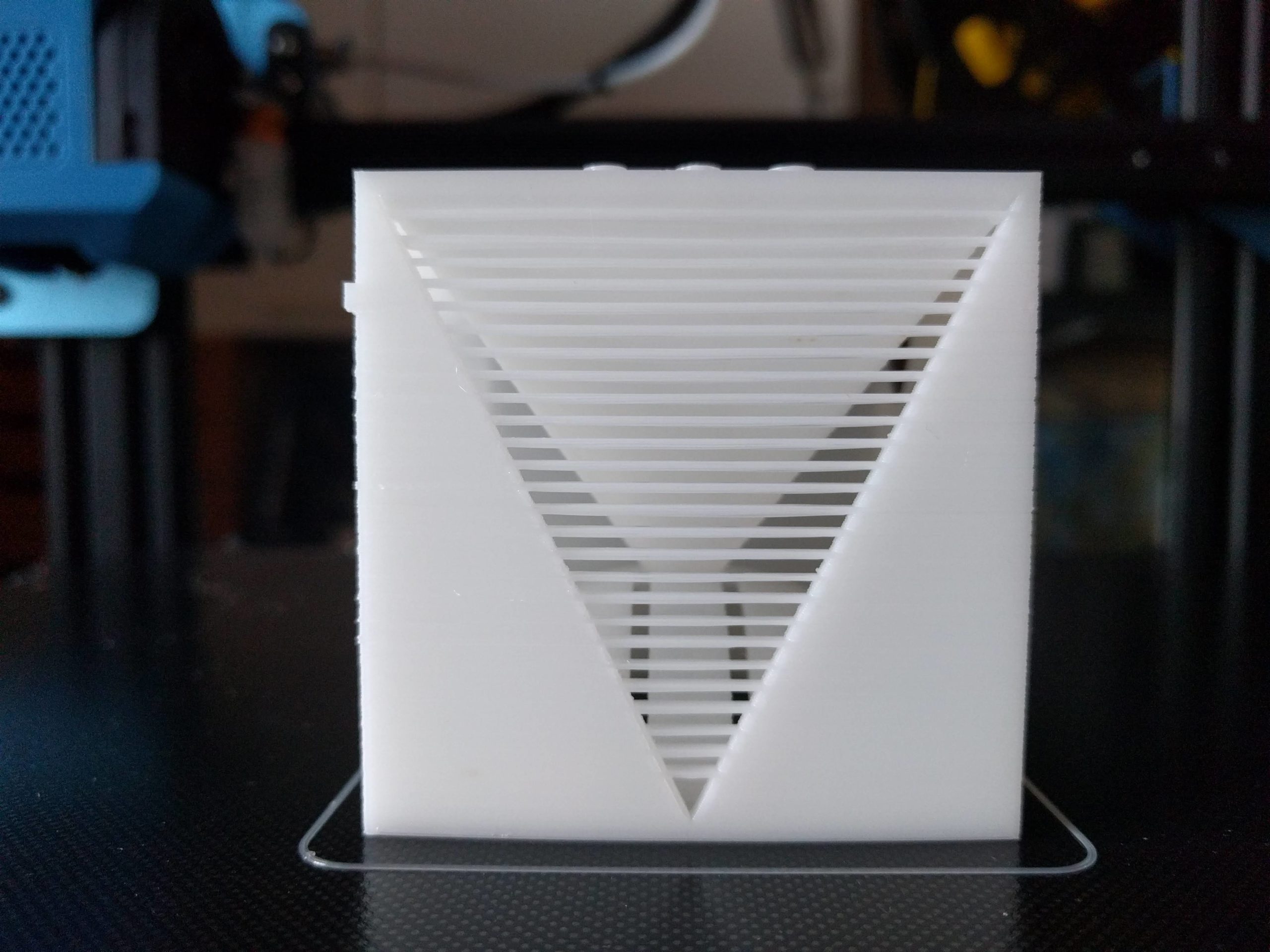
Le torture test Autodesk-Kickstarter obtient un score de 26,5 / 30 («Dimensional accuracy» = 5 / «Fine flow control» = 2,5 / «Fine negative features» = 5 / «Overhangs» = 4 / «Bridging» = 5 / «X Y resonance» = 2,5+2,5 / «Z axis alignment» = 0). C’est un excellent score.
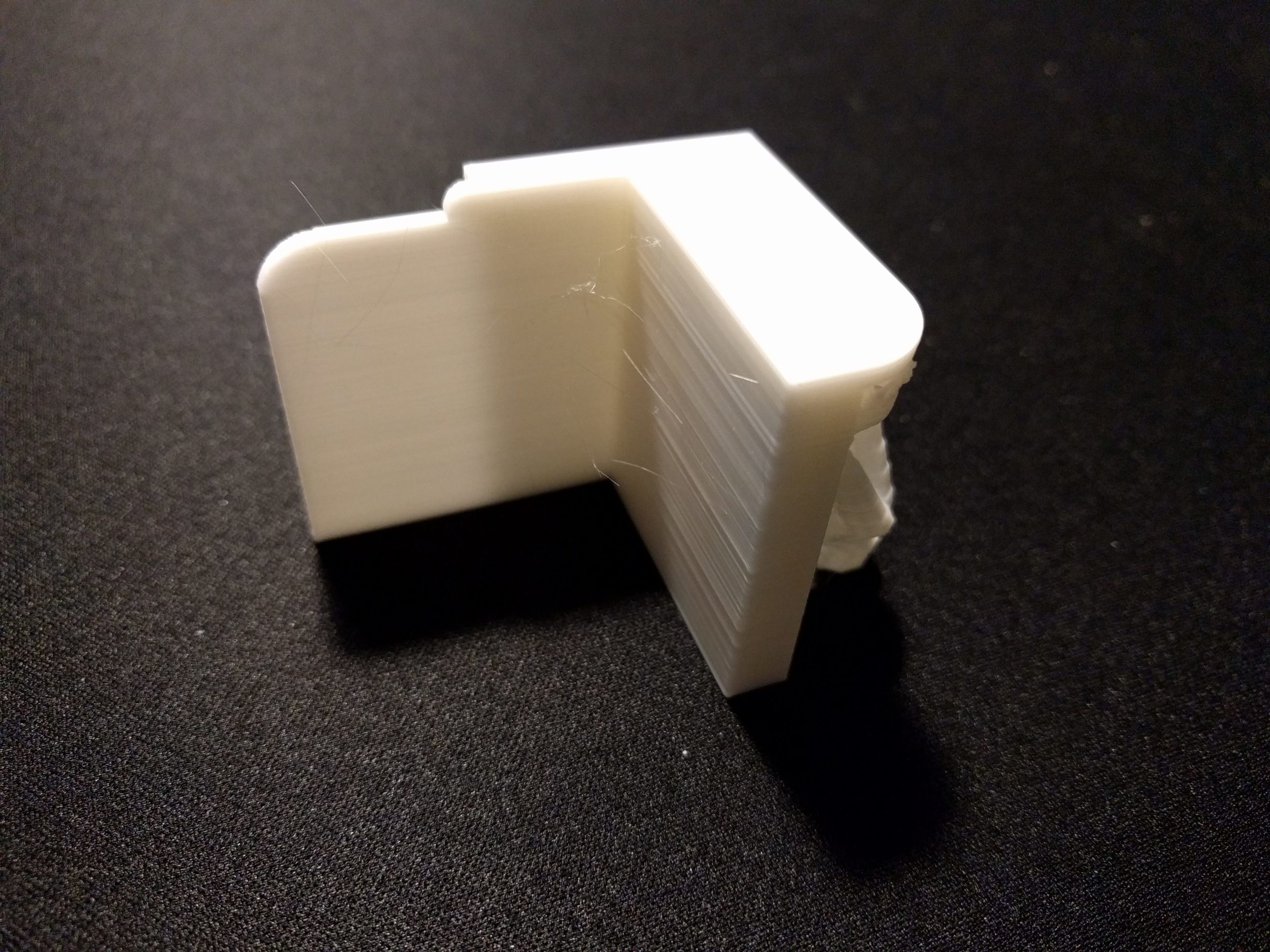
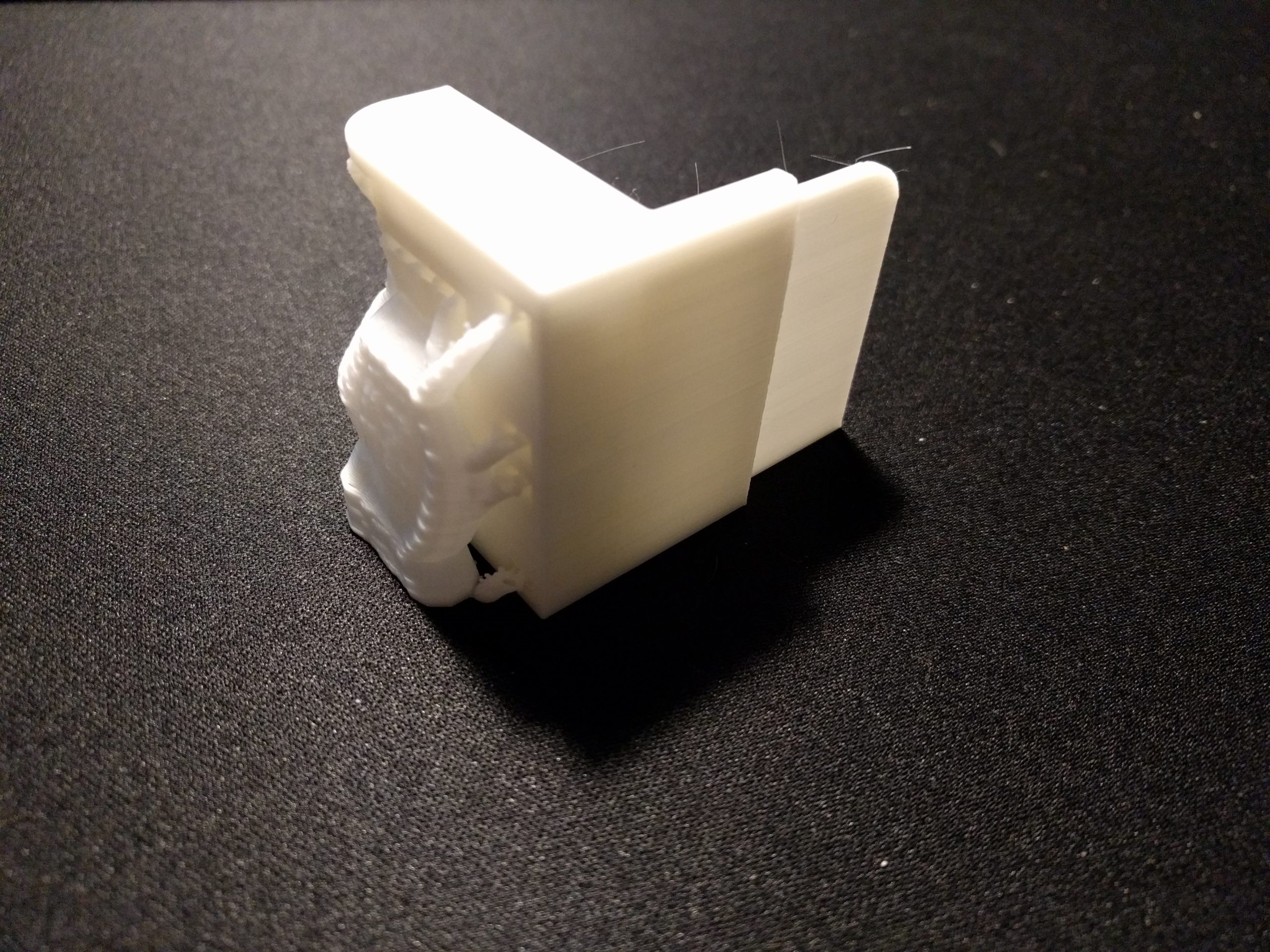
Pour changer des tests, une pièce utilitaire évitant au faisceau de câbles de l’axe X / tête d’être uniquement maintenu par sa prise :
Premier upgrade matériel pour améliorer la CR-10 V2 : BL Touch
En attendant de recevoir la CR10-V2, j’avais commandé, sur le site de Creality, le BLTouch prévu pour celle-ci.

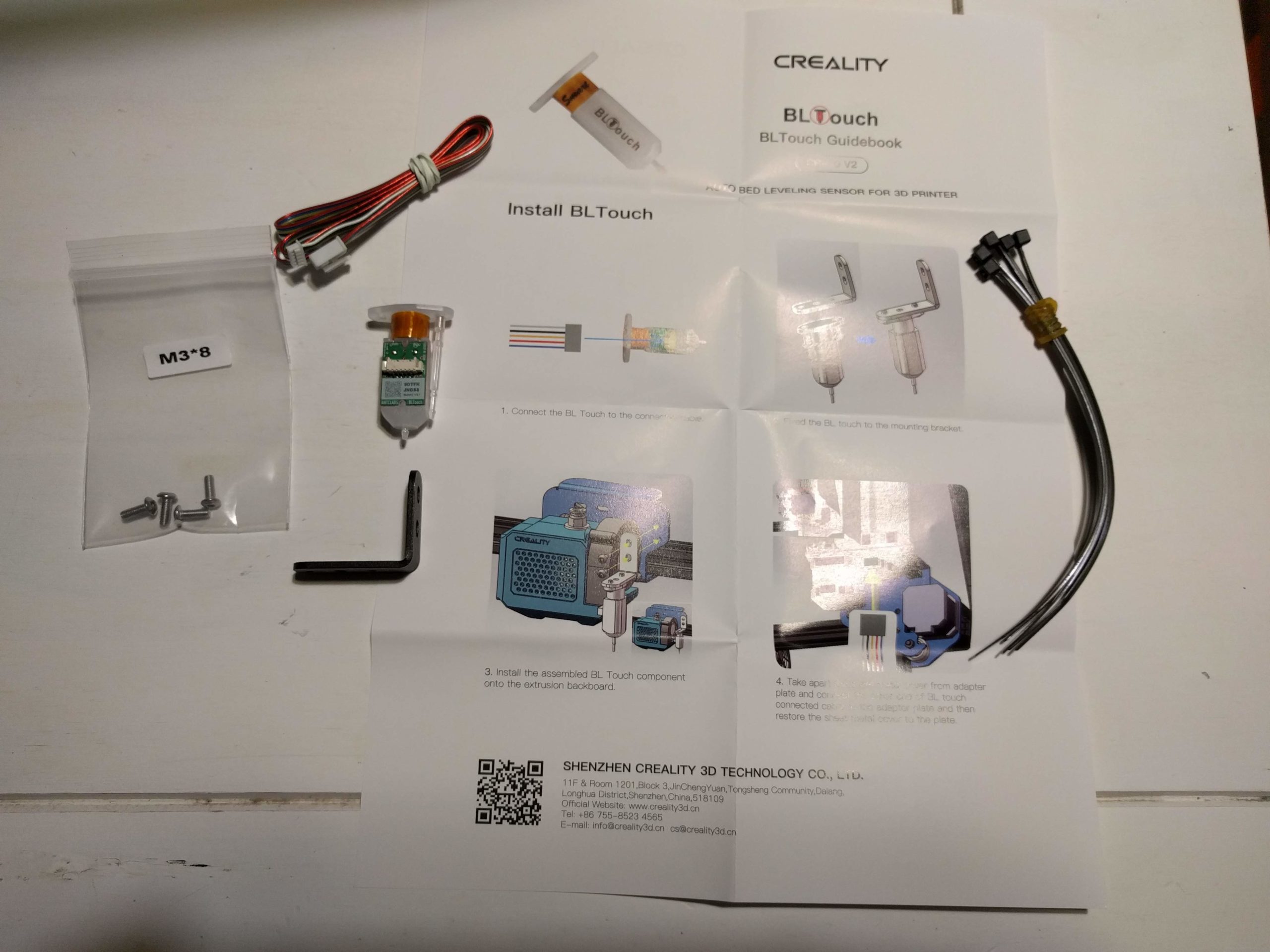
Son installation est vraiment très simple : on le fixe matériellement sur le support métallique via deux vis fournies dans le kit. Le câble est ensuite connecté sur la prise du BLTouch. Ne reste plus qu’à fixer la cornière sur l’emplacement prévu à droite de la tête, là encore avec deux vis fournies. N’aimant pas trop les câbles qui traînent, je fais passer celui du BLTouch dans la gaine tressée (après avoir enlevé les serre-câbles qui retiennent la gaine avec le tube PTFE).
On procède ensuite à la connexion de l’autre extrémité du câble sur la prise prévue sur la plaque électronique regroupant différents connecteurs. Pour cela, on ôte les vis qui maintiennent le cache métallique du tripode : une fois ceci effectué, on connecte cette prise sur son emplacement prévu puis on remet en place le cache métallique.
Dernière étape, modifier le firmware pour qu’il prenne en compte ce nouveau matériel : on le récupère sur le site de Creality avant de l’installer. Pour ce faire, je n’utilise pas la méthode indiquée par Creality (via leur logiciel «Creality slicer» qui contient Pronterface).
Xloader (permet de flasher des firmware au format binaire) étant installé sur mon ordinateur, c’est lui que je vais utiliser. Une fois le bon port série indiqué, l’emplacement du fichier hex précisé, le processus d’installation BL-Touch ne prend que quelques minutes. La carte redémarre, le nouveau matériel est reconnu puisqu’il effectue son auto-test et voilà le nouvel affichage de l’écran du boîtier :
L’installation matérielle et logicielle a pris moins d’un quart d’heure, le plus long ayant été de faire passer le câble dans la gaine tressée.
Ne reste plus qu’à régler le «Zoffset» (Creality a réalisé une vidéo expliquant comment le faire). Une fois celui réglé et enregistré dans l’EEPROM, deux tests sont tentés (Print Bed Flatness Customizable et Bed Leveling Squares). Le BLTouch effectue ses neuf points de mesure (grille de 3×3).

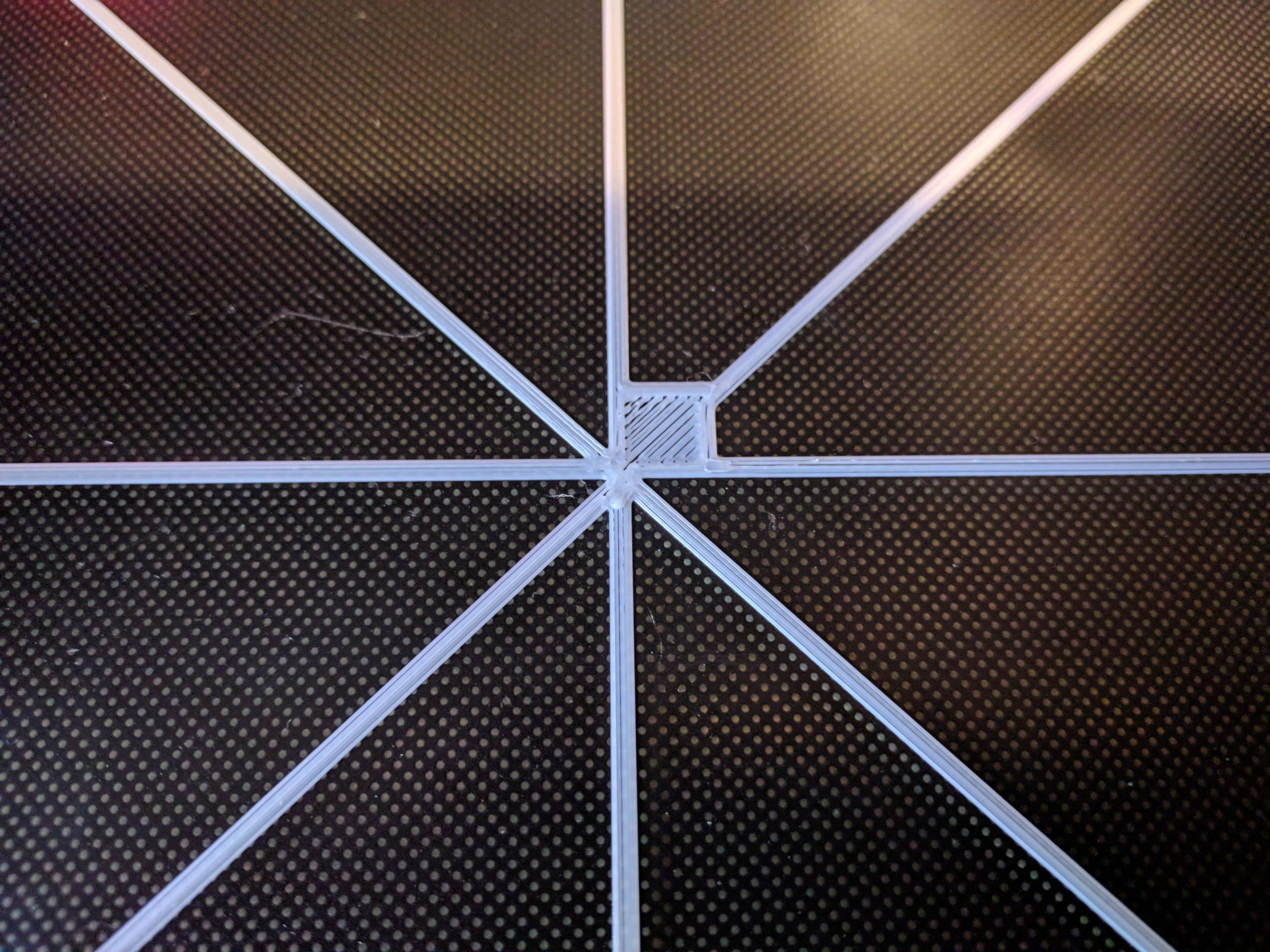
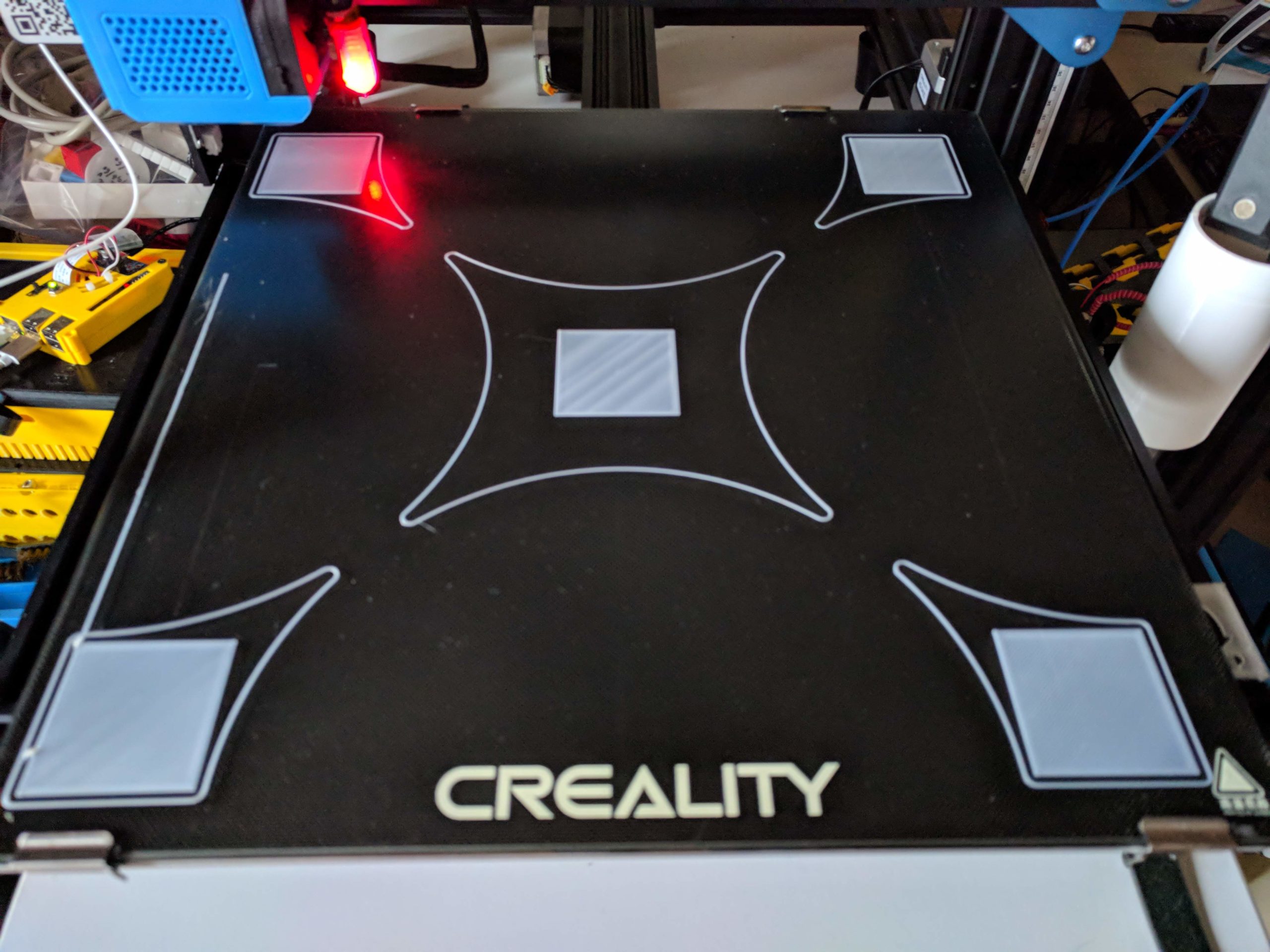
Les résultats parlent d’eux-mêmes. Étant adepte depuis longtemps du Raspberry et de la distribution Octoprint, voilà ce que m’affiche le plugin BedVisualizer :
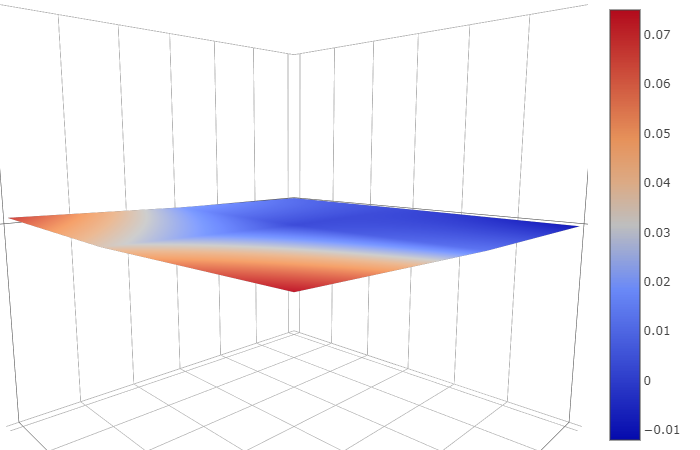
Pas mal, non ? Différence de planéité entre le point le plus bas (-0,01) et le plus haut (0,07) de 0,08 mm. Ma plaque de verre en «carborundum» est vraiment plane.
Maintenant que ce dispositif est installé, la dernière étape consiste à ajouter au g-code de démarrage de mes trancheurs (Cura, Prusaslicer et Ideamaker) la commande G29 (après le G28) afin que la prise de niveau se fasse avant chaque impression.
Creality CR-10 V2, la suite des tests d’impressions 3D
La bobine de filament blanc de 200g est maintenant épuisée. J’en profite pour tester un filament de Eryone acheté il y a déjà quelques mois : du PLA Silk Rainbow.
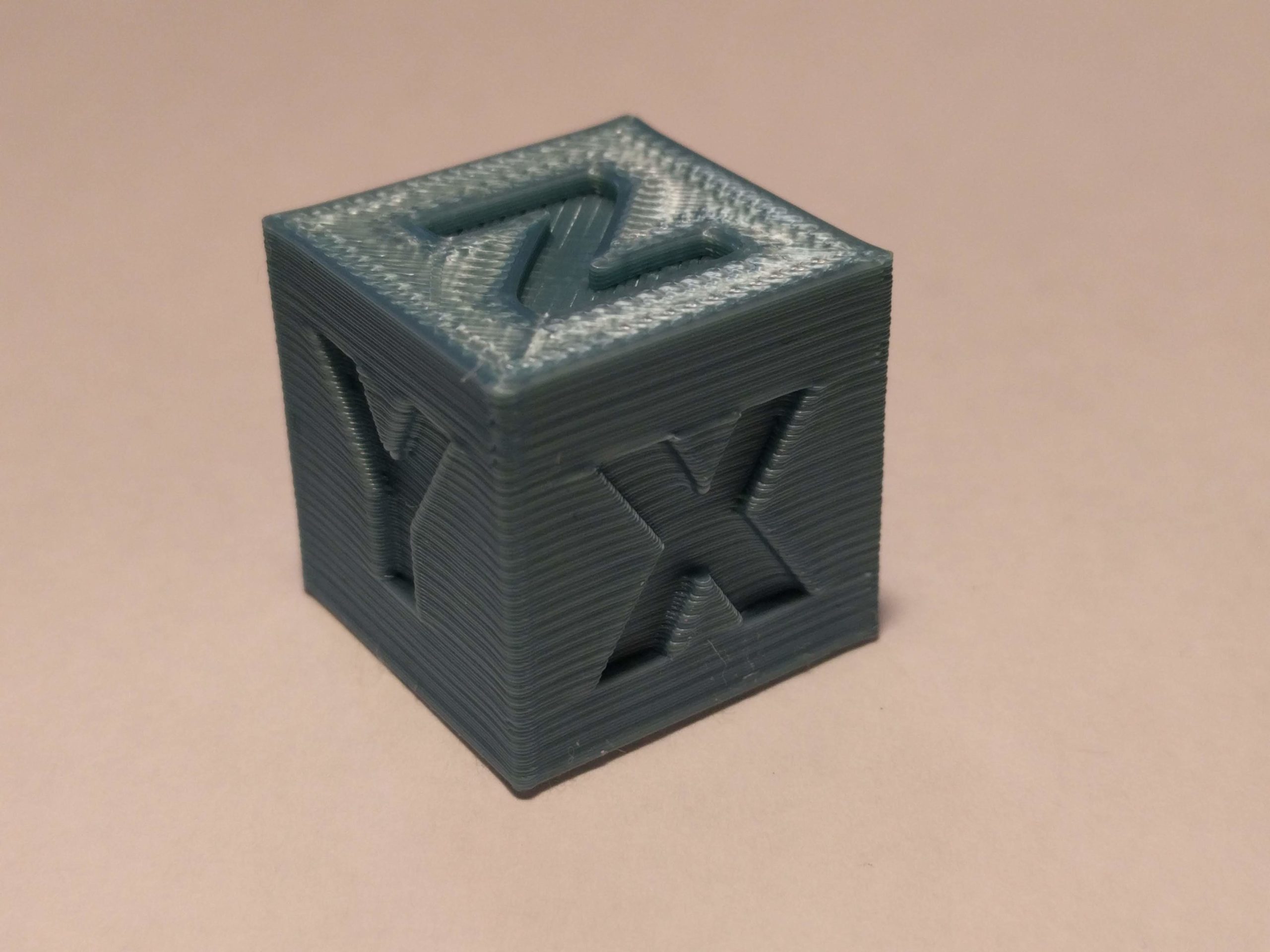
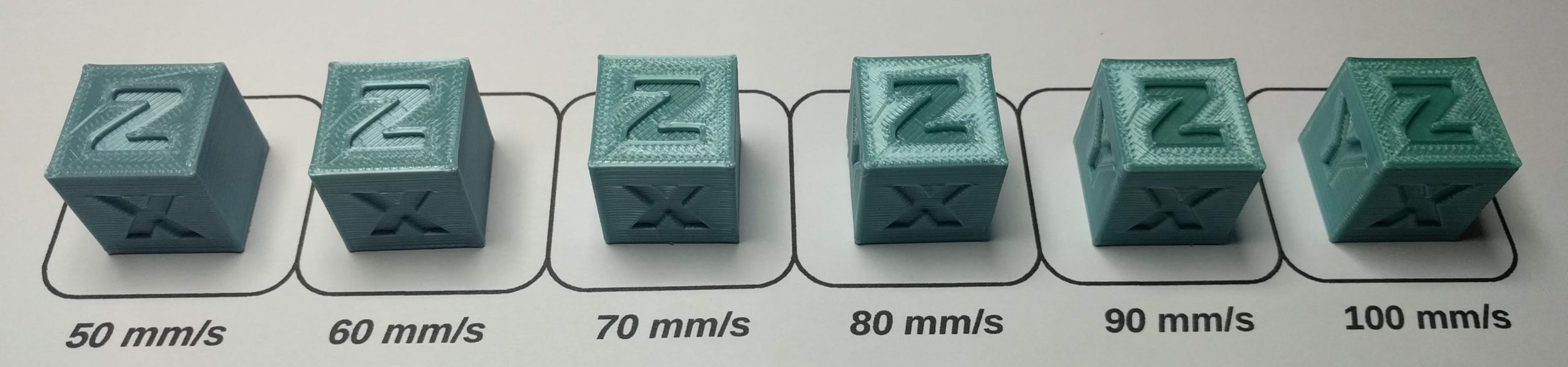
Je teste en premier plusieurs cubes de calibration, à différentes vitesses d’impression (de 50 à 100 mm/s, 205°). Les dimensions sont correctes, les coins mériteraient d’affiner le jerk. Pas d’effet d’écho notable, la couleur passe graduellement du bleu au vert.

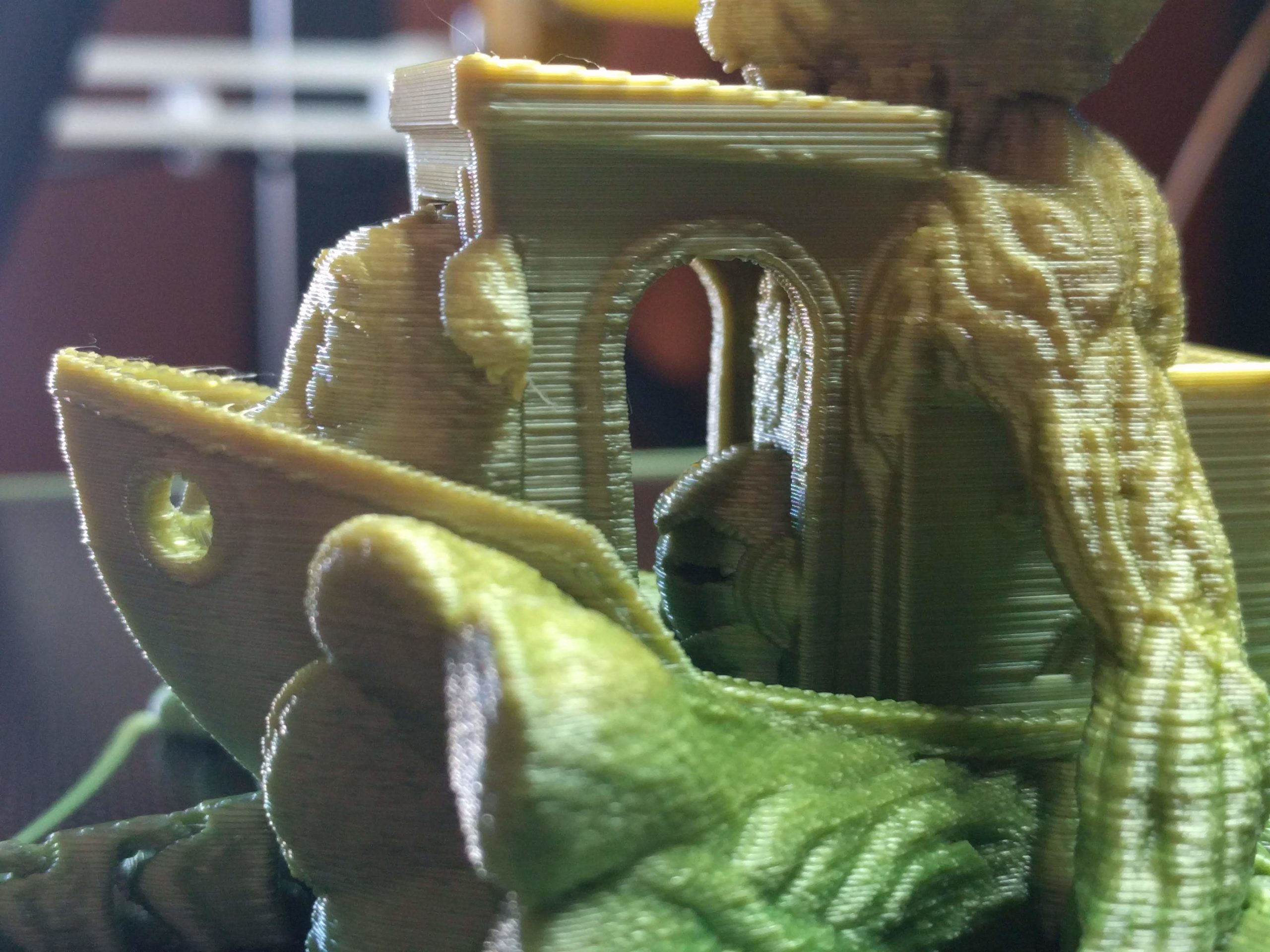
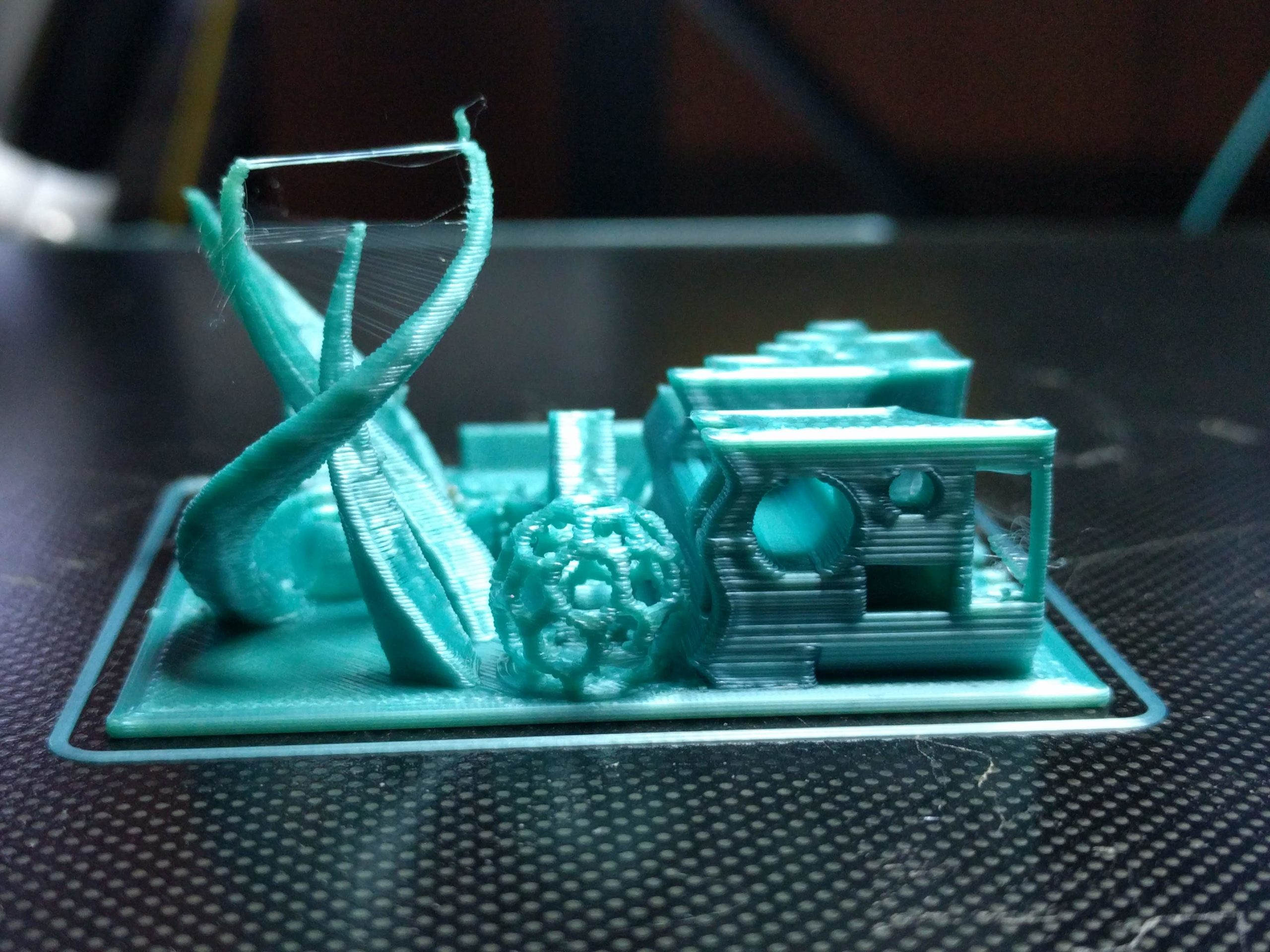
Comme le résultat me satisfait, j’en profite pour imprimer deux, trois autres pièces toujours avec ce filament Eryone «Silk Rainbow» : une monstruosité faisant office de torture test. Cet Ultimate Crash Test est la fusion d’un octopode, d’un Benchy, d’un cube test, d’un baby Groot avec la tête de Yoda, du chien et d’un Marvin à l’intérieur du kiosque !



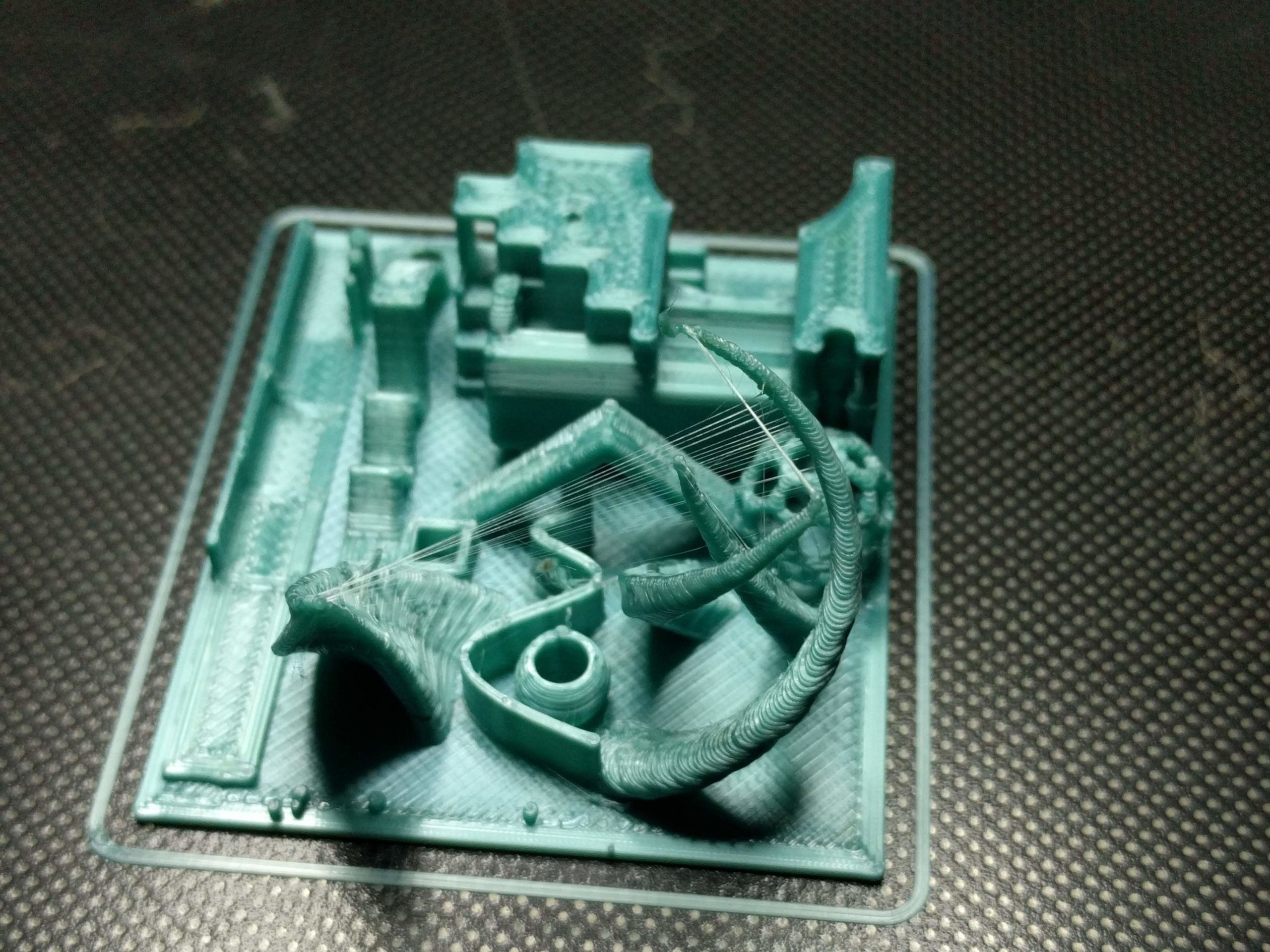
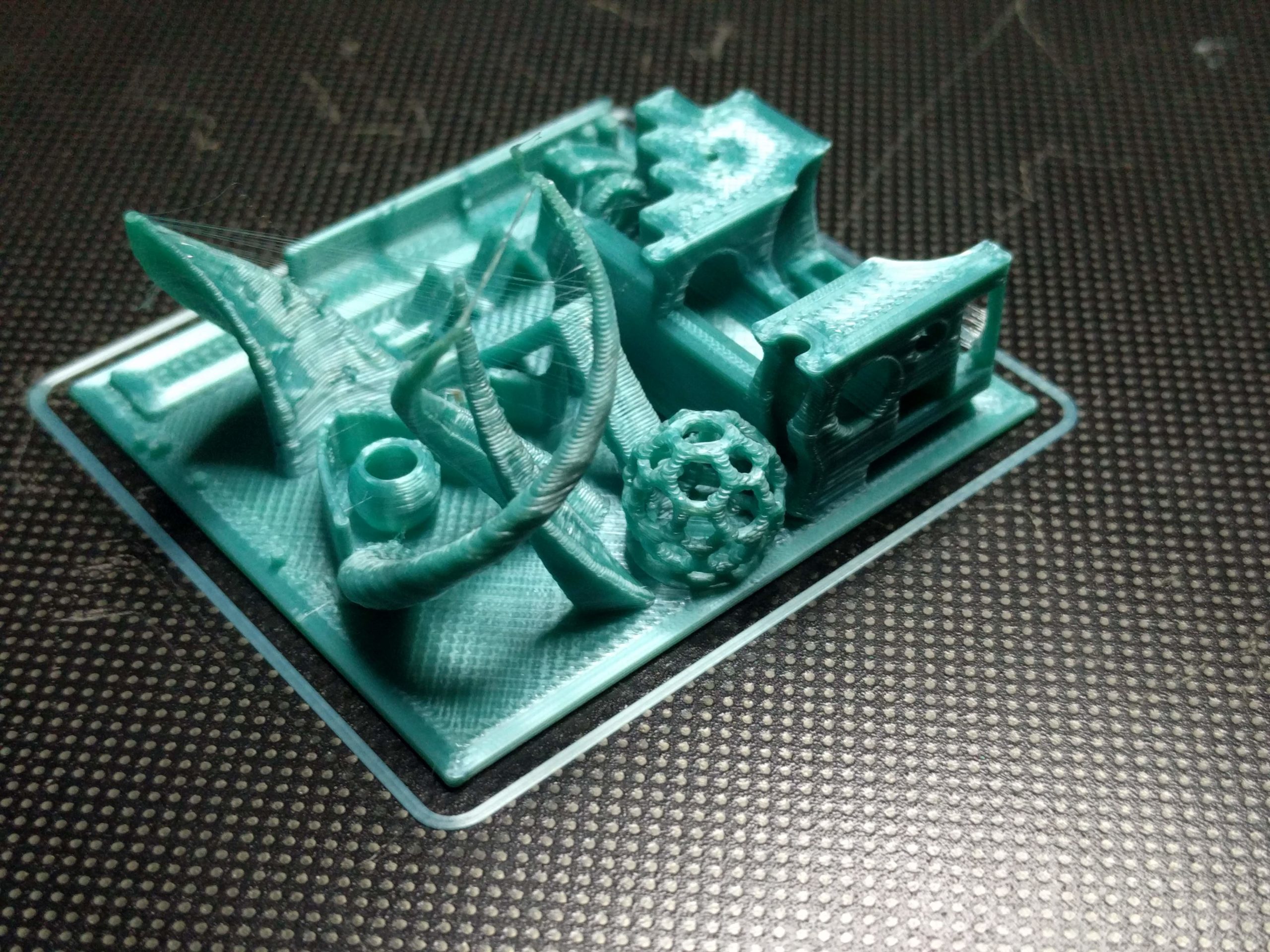
Un autre torture test :
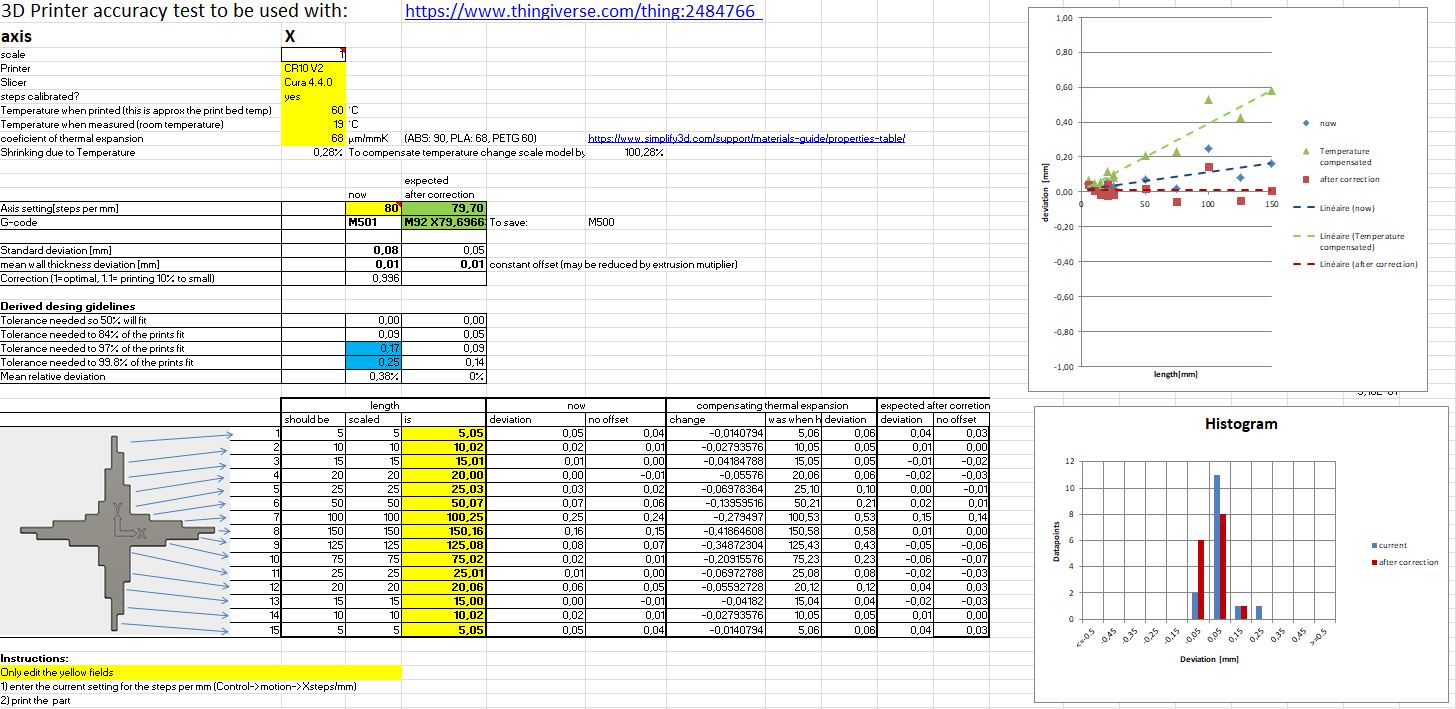
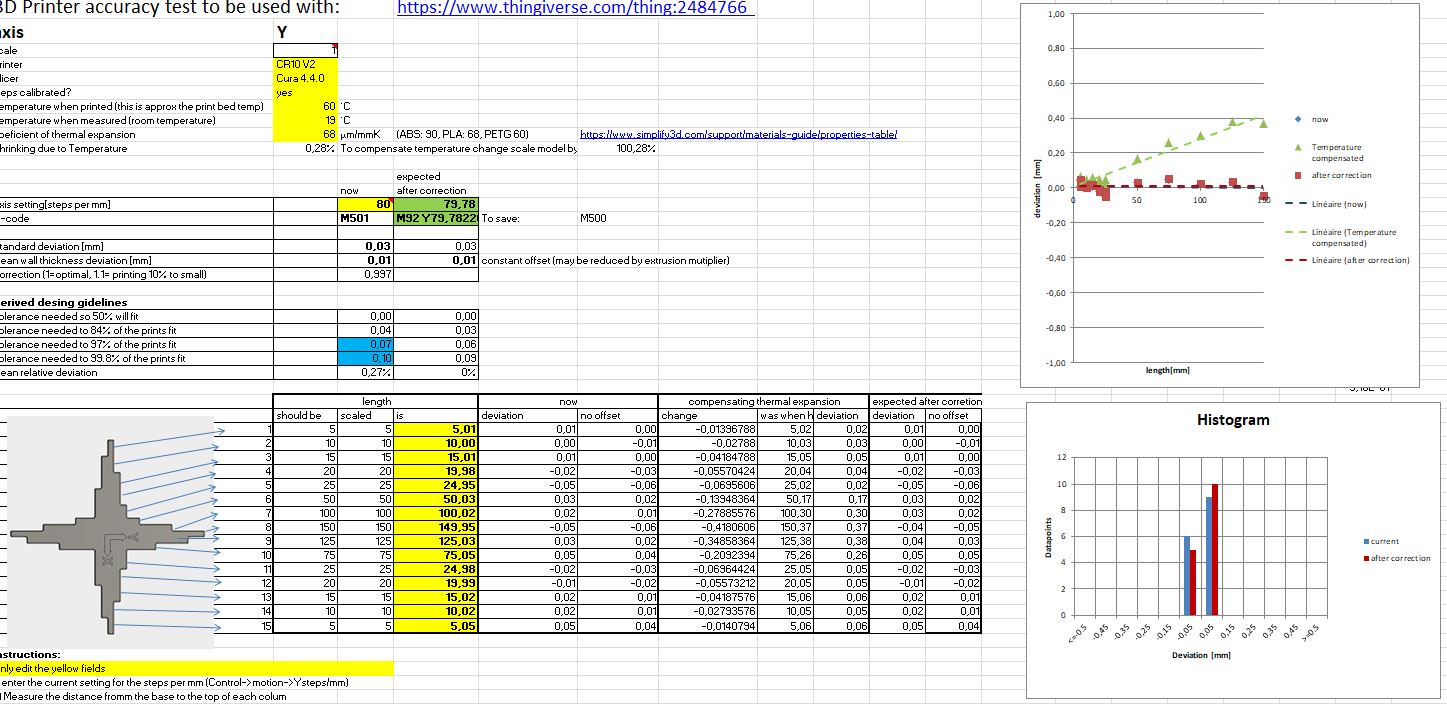
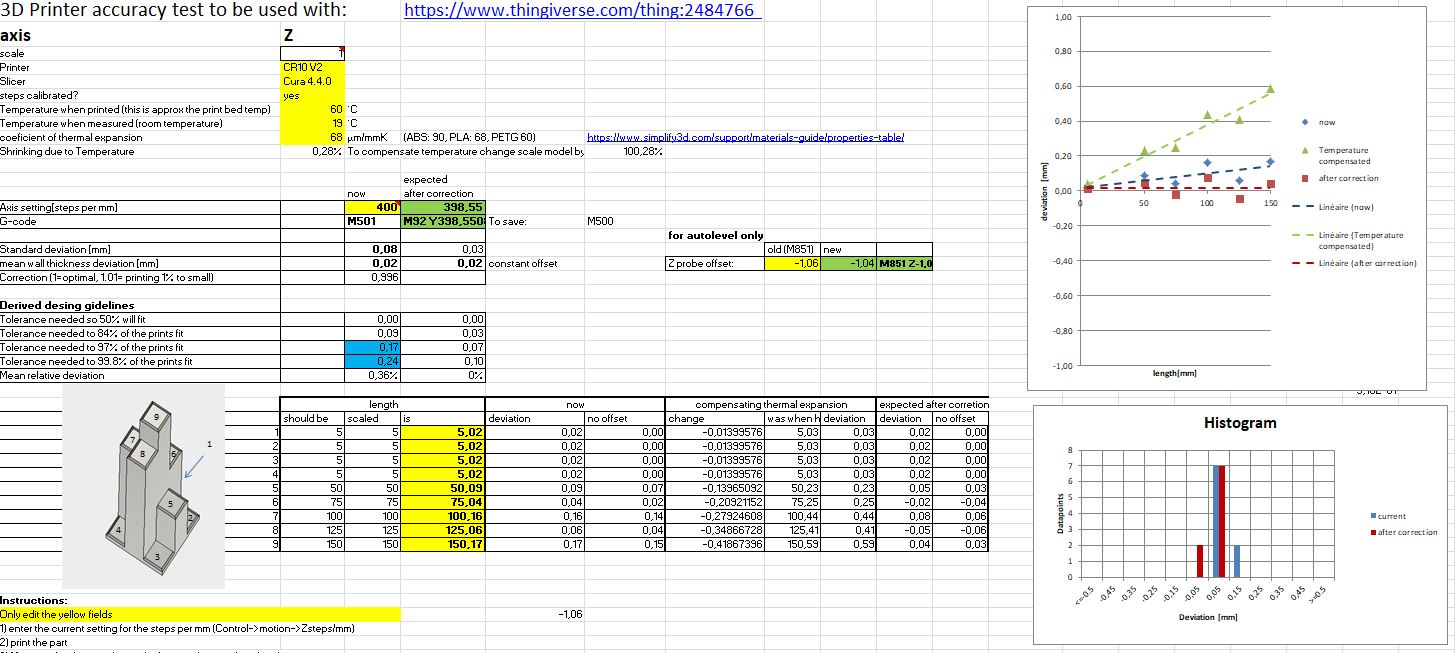
Une croix de calibration permettant d’affiner les pas moteurs des axes X, Y et Z :
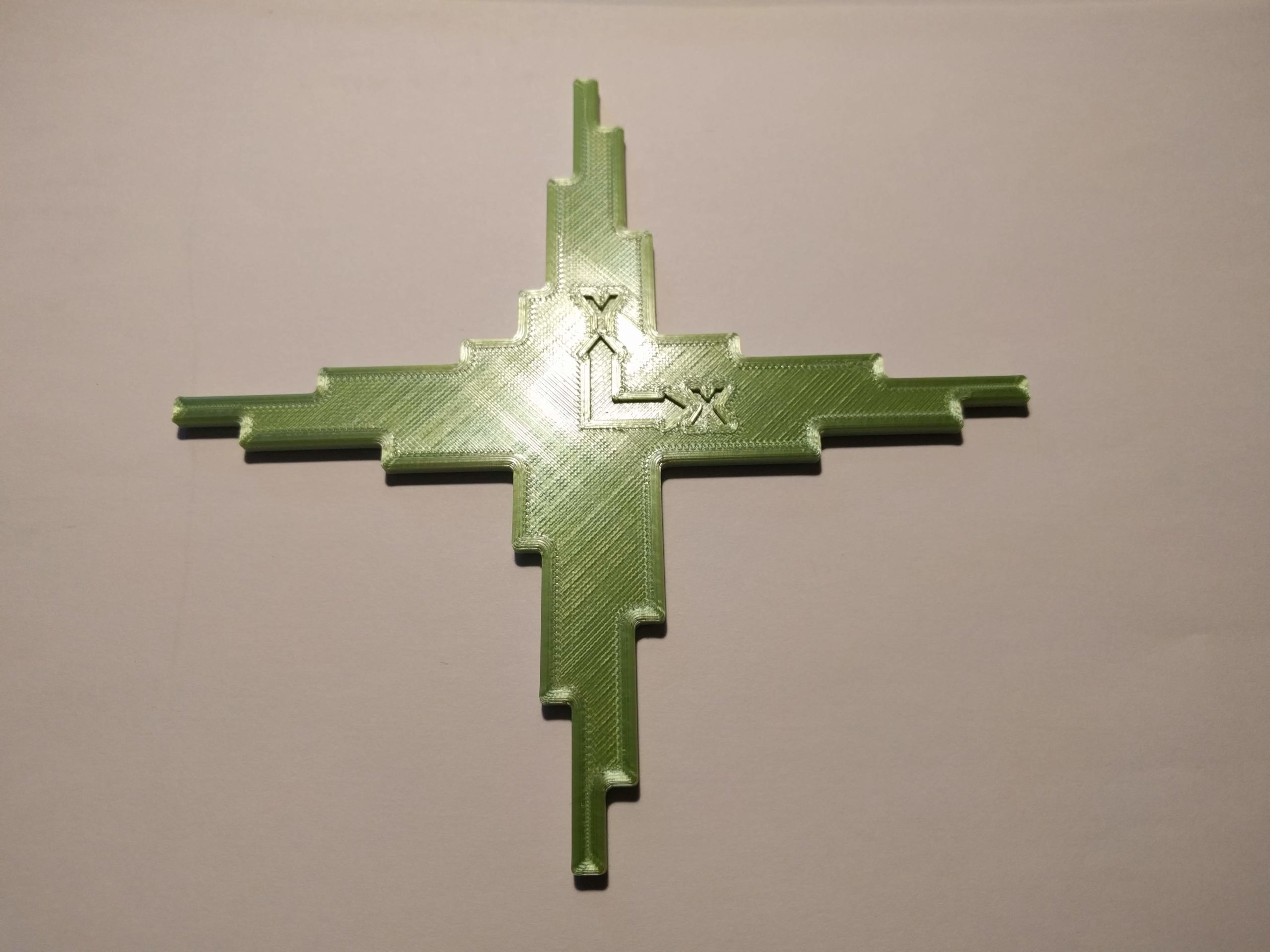

Voici les résultats des tests de précision (cliquez pour agrandir) :
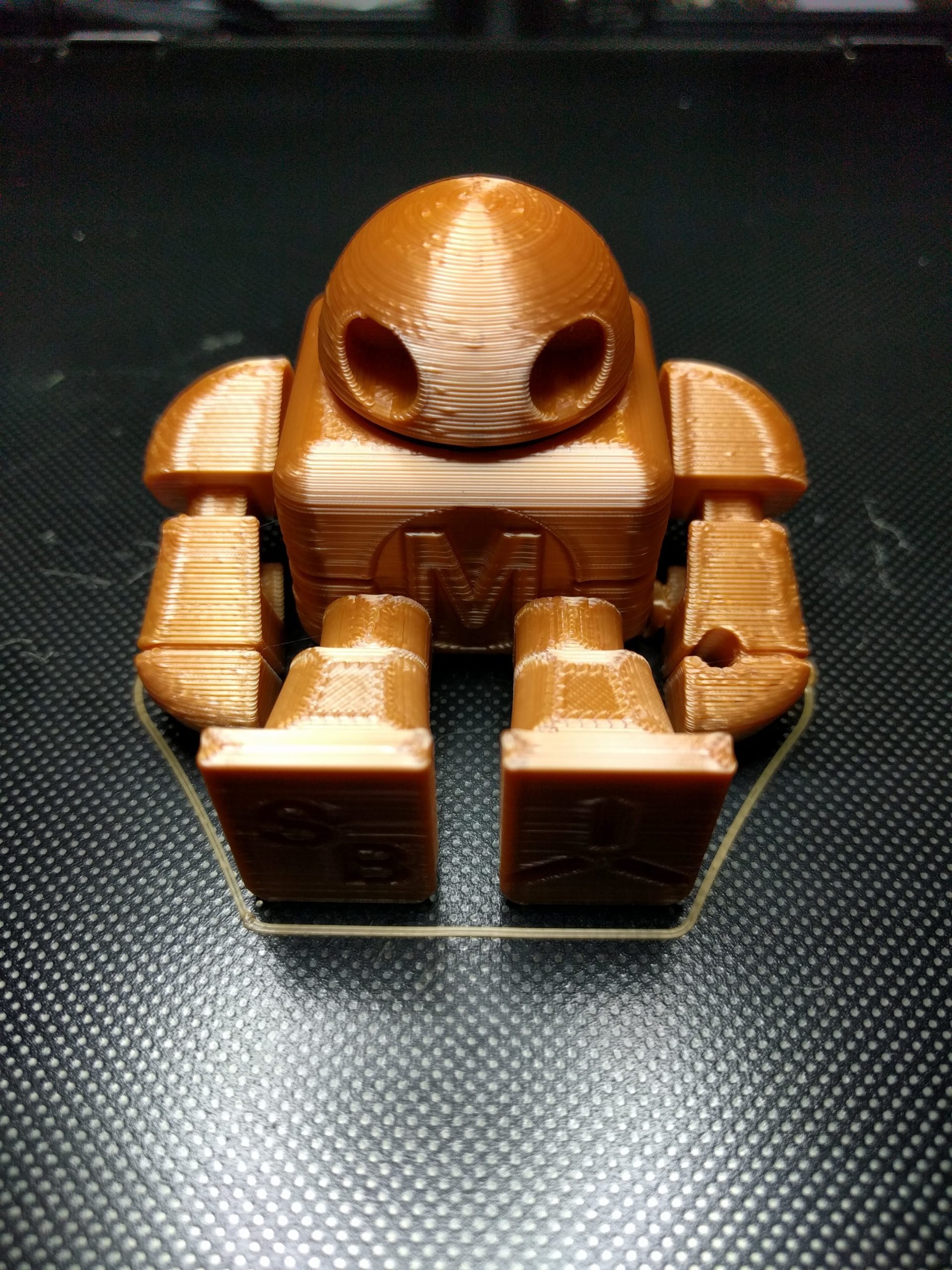
Un robot Maker Faire (le petit qui mesure 7 cm de haut, imprimé en une seule fois) :


Quelques Benchies à nouveau et à différentes vitesse d’impression (on n’a jamais trop de Benchy!) :




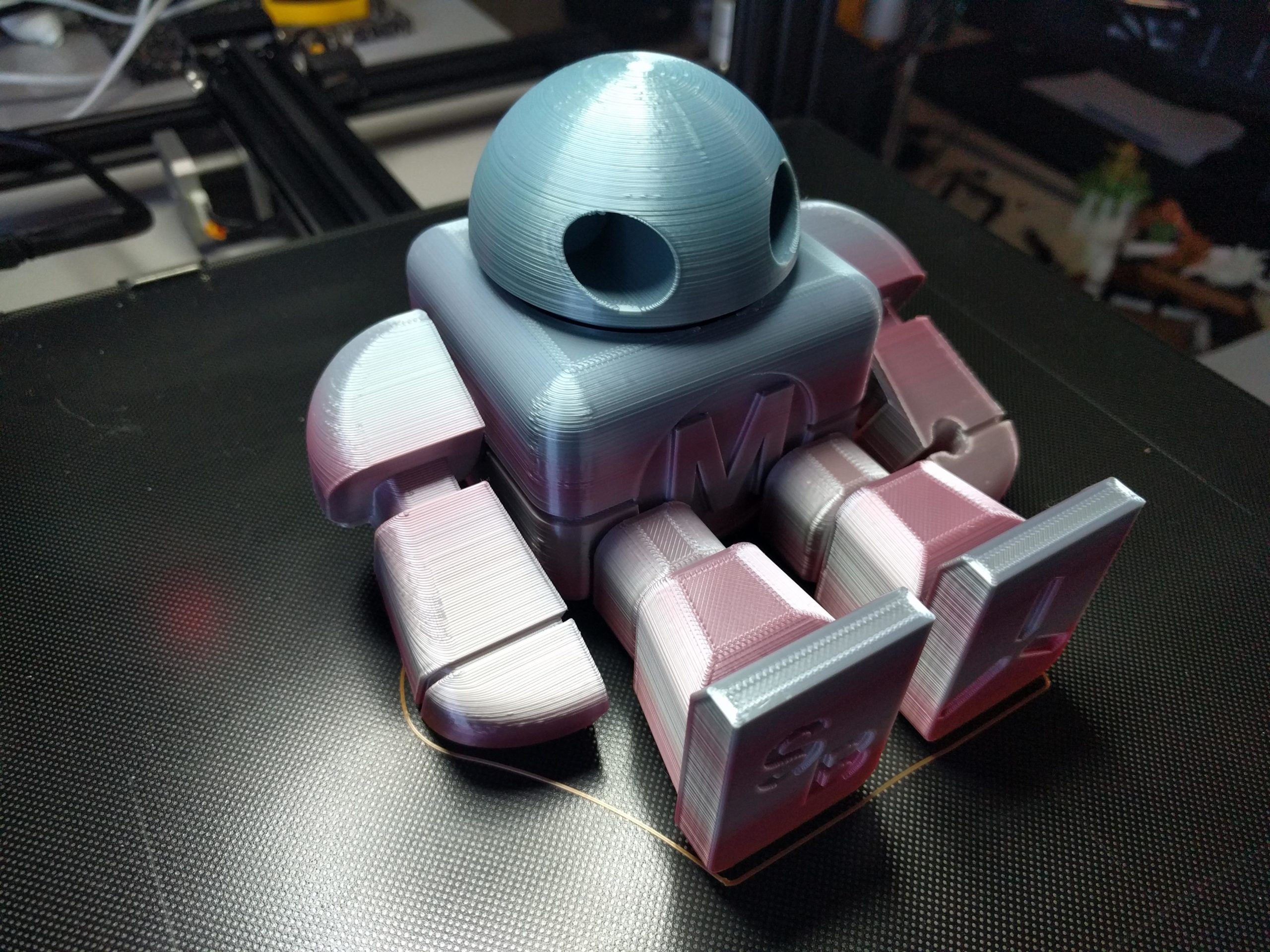
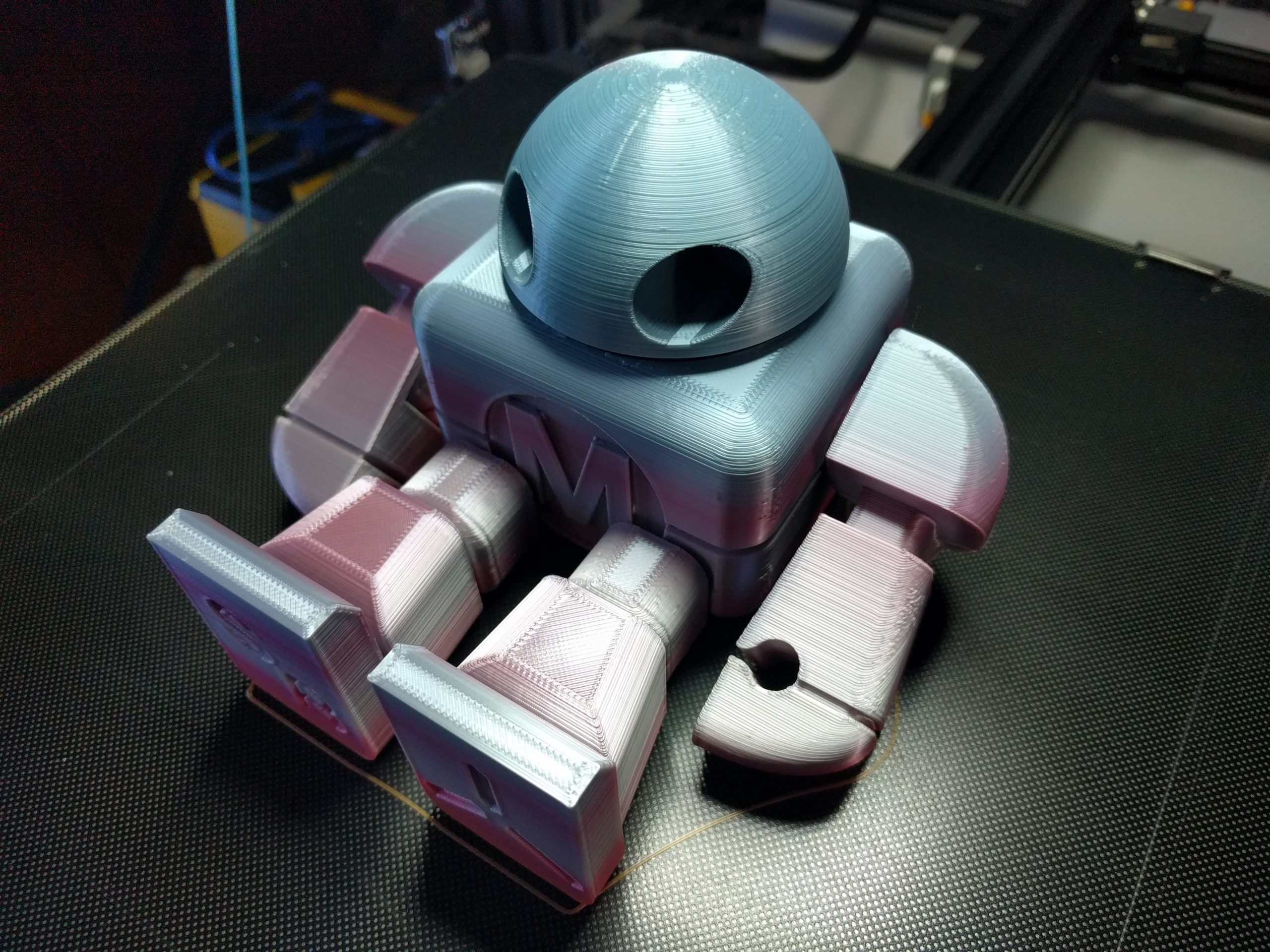
Pour finir, à nouveau un robot MakerFaire mais le grand cette fois-ci (une fois déplié, il mesure 25 cm) qui me permet de tester l’imprimante sur une impression de longue durée à 60 mm/s (plus de 24h) :
Mon avis final sur la CR10 V2
Habitué de longue date à ma CR10 (juin 2017), je peux dire que cette Creality CR-10 V2 est une très bonne évolution de celle-ci. C’est à mon avis une imprimante à recommander pour qui en cherche une dont le volume d’impression est conséquent (300 x 300 x 400 mm) avec son boîtier électronique déporté. Cette CR10-V2 va probablement rencontrer le même succès que son aînée.
Les composants ont été judicieusement choisis et sont de qualité :
- l’alimentation 24V / 350W de marque Meanwell permet au plateau chauffant d’atteindre les 60° en moins de 4 minutes (proche de 7 minutes sur ma CR10),
- les courroies GT2 de marque Gates,
- les renforts de structure évitant à l’axe Z de créer des artefacts lors de l’impression de hautes pièces
- la tête, de type E3D avec le PTFE qui la traverse de part en part pour aller jusqu’à la buse (avec les risques de colmatage s’il n’est pas parfaitement en contact),
- la ventilation de refroidissement du filament soufflant des deux côtés,
- la plaque de verre en «carborundum» (Ultrabase) et ses pinces de maintien fixées sur le lit aluminium chauffant
- la protection thermique sous le lit
- les grosses molettes pour niveler le plateau
- la fixation des câbles du lit chauffant solidarisant celui-ci au plateau
- les «pieds» sous la structure permettant de se passer de balles de squash ou de tennis
- le passage des câbles dans des goulottes dans les profilés Vslot
- la nouvelle carte mère équipée de pilotes TMC2208 (silencieux), carte au format SD, prise USB au format micro
- la facilité d’ajout (moyennant son achat) et de montage d’un BLTouch,
- la possibilité évoquée par Creality de passer d’un système «Bowden» à un Direct-Drive (malheureusement non disponible actuellement)
- …
Seuls les plus «geek» d’entre nous regretterons qu’il n’y ait plus besoin de faire de modifications, ou très peu pour l’améliorer. Telle quelle, la CR10v2 est pleinement fonctionnelle ; les impressions obtenues sont de qualité.
Les seules modifications que j’envisage actuellement concernent le confort :
- remplacement des ventilateurs du boîtier par de plus silencieux mais aussi efficaces, des Sunon probablement,
- préparation d’un firmware à partir du dernier Marlin (1.1.9 bugfixes ou 2.0) celui de Creality étant une version déjà ancienne (1.1.6) :
- modification de l’auto-nivellement sur une grille de 5×5 au lieu du 3×3 actuel,
- décalage de la prise de mesures vers le 0 du X pour mieux prendre en compte la totalité du plateau,
- accélération de la prise des mesures (Creality a été très conservateur dans la vitesse de déplacement),
- modification de la vitesse de sélection du bouton du boîtier (même si avec mon Octoprint, je ne l’utilise que très peu),
- tentative d’utiliser les pleines capacités des pilotes TMC2208,
- …
Avant d’oublier ! Dans le gros carton, se trouvait un «goodie» : un tee-shirt célébrant le cinquième anniversaire des imprimantes Creality. Cerise sur le gâteau, il me sied comme un gant (taille XXL) :



Notes et conclusion
Qualité d'impression - 9
Fiabilité - 9
Logiciel - 7
Utilisation - 9
Rapport qualité / prix - 8
8.4
/10
- Déballage, montage, impression en moins d’une heure
- Qualité de fabrication avec un châssis rigide et renforcé
- Grand volume d’impression (36 l)
- Nombreux composants de marques reconnues (alimentation, courroies, etc...)
- Qualité d’impression même à vitesses rapides
- Silence des moteurs
- Refroidissement du filament de chaque côté
- Alimentation 24V permettant une chauffe rapide du plateau isolé thermiquement
- Plaque de verre en «carborundum» très efficace pour l’accroche et son système de maintien de celle-ci sur le plateau
- Extrudeur métallique
- Modifications du positionnement du moteur de l’axe Y (à l’intérieur de la base)
- Détecteur de fin de filament
- Carte mère facilement flashable grâce à la présence du chargeur de démarrage et acceptant des cartes au format SD (pas microSD)
- Connectique microUSB
- Boîtier électronique déporté (facilite la mise en caisson) facilement déconnectable de la structure
- Tous les outils nécessaires au montage et à la maintenance sont livrés d’origine
- L’énorme communauté
- Manuel et écran en anglais
- Pas de mise à niveau automatique du plateau d’origine (mais facilement installable après coup)
- Bruit des ventilateurs
- Pas de tube PTFE Capricorn
- Double Z non synchronisé
- Difficulté d’imprimer au-delà de 250° avec le PTFE en contact avec la buse
- Absence du câble USB de liaison vers un
- matériel informatique
Cette évolution de la CR10 (et de la CR10S) est une très bonne imprimante dont le succès est plus que probable. D’origine presque tout est inclus pour réussir ses impressions, l’auto-nivellement peut être facilement ajouté pour améliorer encore le confort d’utilisation.
N’ayant pas eu besoin de contacter le SAV, je ne peux rien dire de son efficacité ; le site de Creality s’enrichit de nombreux documents y compris les codes sources de la plupart de leur machines (il faut parfois être patient) mais ils ne sont uniquement accessibles qu’en langue anglaise.
La communauté continue de grossir de jour en jour, les quelques soucis parfois rencontrés par certains trouvent généralement une réponse grâce à ses nombreux contributeurs.