


L’imprimante 3D Creality CR-6 SE a suscité beaucoup d’intérêt sur le forum (où vous pouvez trouver de nombreuses informations complémentaires à ce test) mais aussi sur Kickstarter. En effet, au travers de sa campagne de financement participatif, le fabricant chinois a pu récolter pas loin de 4 millions d’euros avec plus de 10 mille acheteurs !

Qui dit Kickstarter, dit objectifs d’évolutions et améliorations du produit. Il va de soi que tous les paliers ont été franchis avec succès. La version finale de la CR-6 SE aura donc, notamment, une carte mère 32Bits et des drivers TMC2209. Vous pouvez consulter toutes les caractéristiques techniques dans le comparateur. Bientôt, un modèle plus volumineux secondera la machine, la Creality CR-6 Max.
Le prototype que j’ai eu la chance de tester correspond donc au produit de base, sans toutes ces modifications. Le firmware est également en version beta avec quelques fonctionnalités inopérantes (la reprise sur panne de courant, par exemple).
Déballage, montage et premier print en vidéo

Pour changer un peu, j’ai essayé de traiter la première partie de ce test en vidéo. Si c’est un format qui vous plait, n’hésitez pas à nous le faire savoir en laissant un commentaire et un fameux pouce bleu sur la vidéo. Comme d’habitude, le reste a (en partie) été traité en “live” sur le forum.
Unboxing de la Creality CR-6 SE
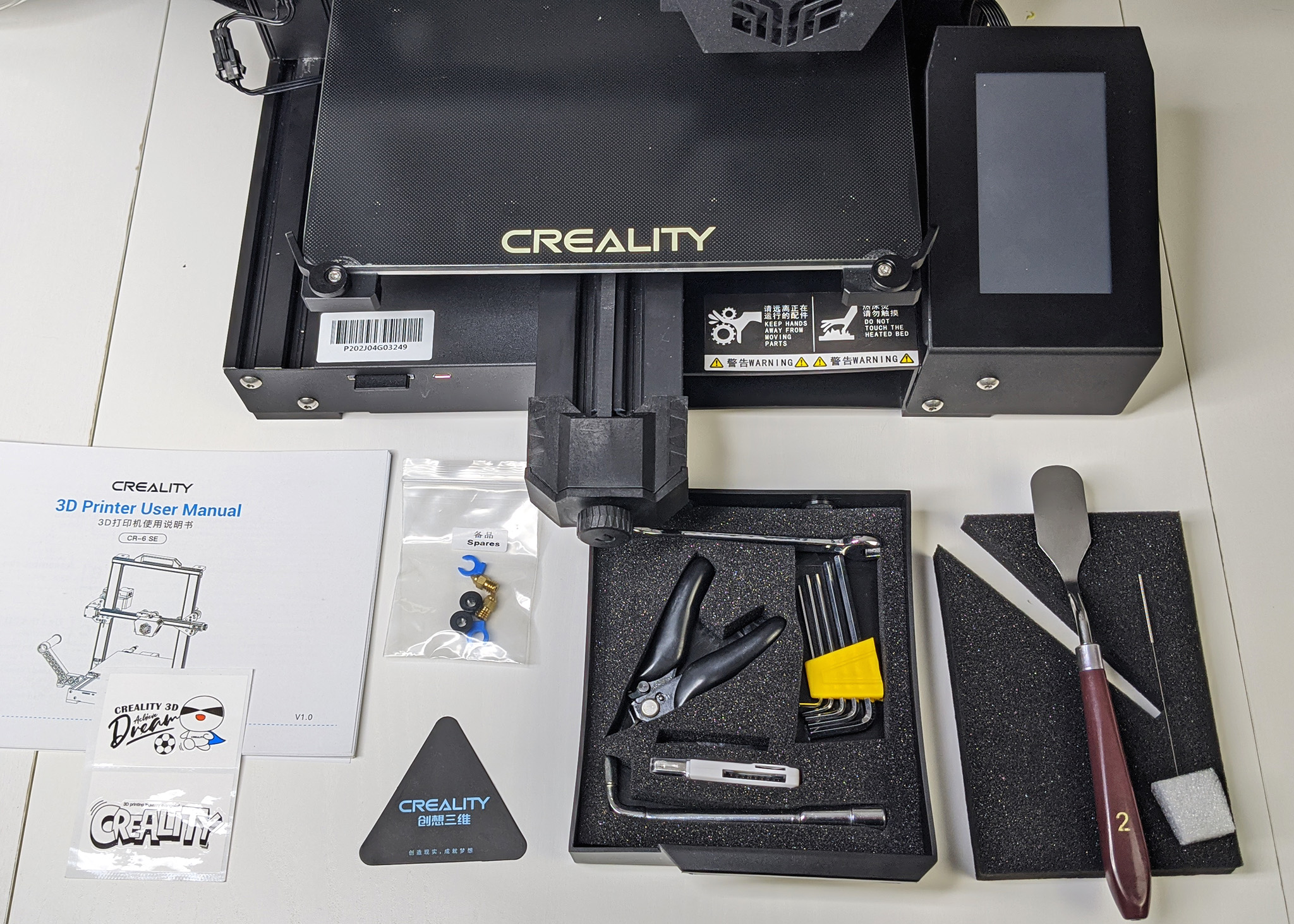
Sans surprise, le packaging est bien fait. Les différents éléments de l’imprimante sont bien protégés. Il n’y a que 5 parties (dont 3 majeures) : le châssis, le portique (axe Z + axe X), l’écran, le support de bobine, la poignée de transport et un cordon d’alimentation. Il y a évidemment aussi un peu de visserie, ainsi qu’une bobine de 1kg de PLA blanc. D’autres accessoires, outils et pièces de rechange sont cachés dans un tiroir intégré au châssis dont vous pouvez voir tout le contenu sur la photo ci-dessous :

Montage de la Creality CR-6 SE
Il y a tout le nécessaire pour monter l’imprimante en quelques minutes seulement, comme vous avez pu le constater sur ma vidéo. Il faut visser 4 vis, brancher quelques prises et le tour est joué. La notice est bien faite, claire et succincte. Vous pouvez aussi consulter le tutoriel de montage officiel si besoin :

Prérequis avant de lancer la première impression
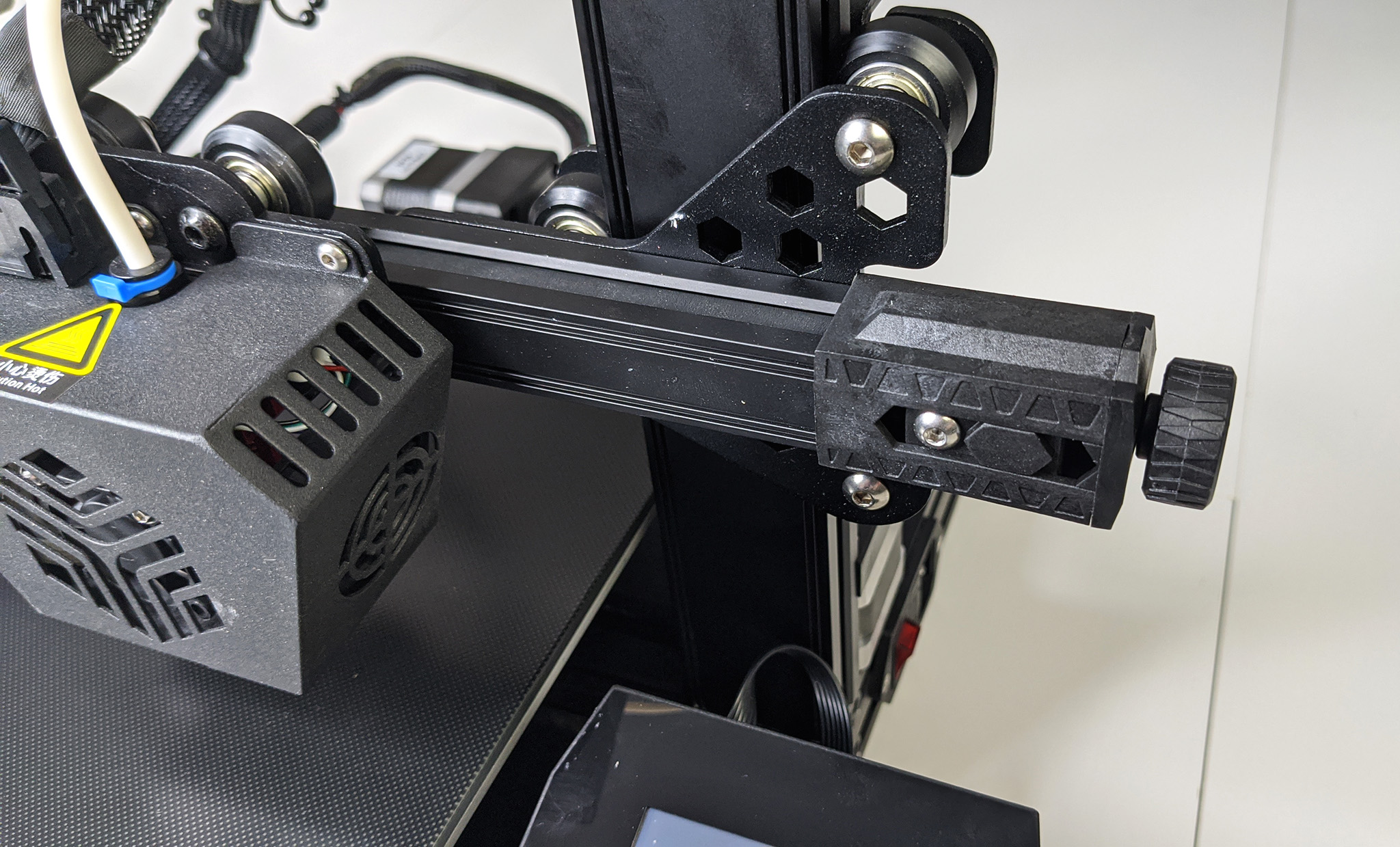
Il n’y a pour ainsi dire pas grand chose à régler ou paramétrer avant de mettre la CR-6 en service. En effet, il suffit de serrer correctement les vis excentriques et régler la tension des courroies (avec une molette bien pratique) de chaque axe avant d’effectuer la mise à niveau du plateau.

C’est sur ce point que la CR-6 se démarque vraiment de la concurrence. Le lit est monté “en dur“. Il n’y a pas de molettes de réglage associées à des ressorts pour régler le plateau. La mise à niveau s’effectue le plus simplement du monde, en quelques clics sur l’écran tactile (très réactif au passage). Ensuite, la machine relève automatiquement la hauteur du plateau dans une matrice 4 x 4 (soit 16 points de mesures) à l’aide d’une jauge de contrainte. Ensuite, on peut régler l’offset Z. Je l’ai fait tout simplement à l’aide d’une feuille de papier qui doit passer LARGEMENT entre la buse et le plateau. Le cas échéant, vous risqueriez de peiner à retirer les objets. Le revêtement “carborundum” du plateau en verre de 5mm d’épaisseur accroche assurément bien !
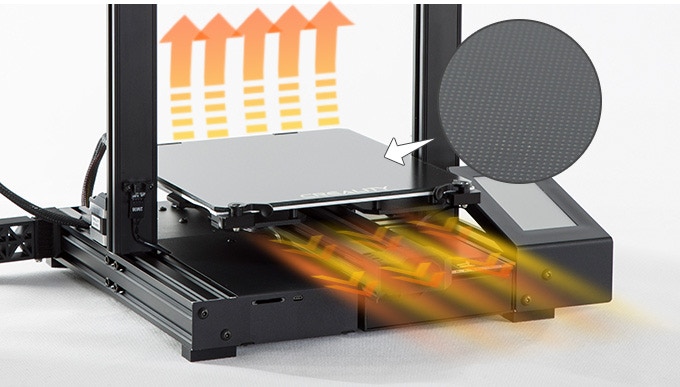
Le plateau est chauffant, avec des câbles d’alimentation sécurisés. Il est également amovible, avec un mécanisme plutôt pratique. Cependant, le retrait des objets nécessite parfois l’usage de la spatule. Bien qu’à froid les objets aient généralement tendance à “sauter” du plateau, ma préférence va aux plateaux magnétiques et flexibles de type Ziflex ou PEI. C’est une modification qu’il est d’ailleurs tout à fait envisageable de faire sur cette CR-6.
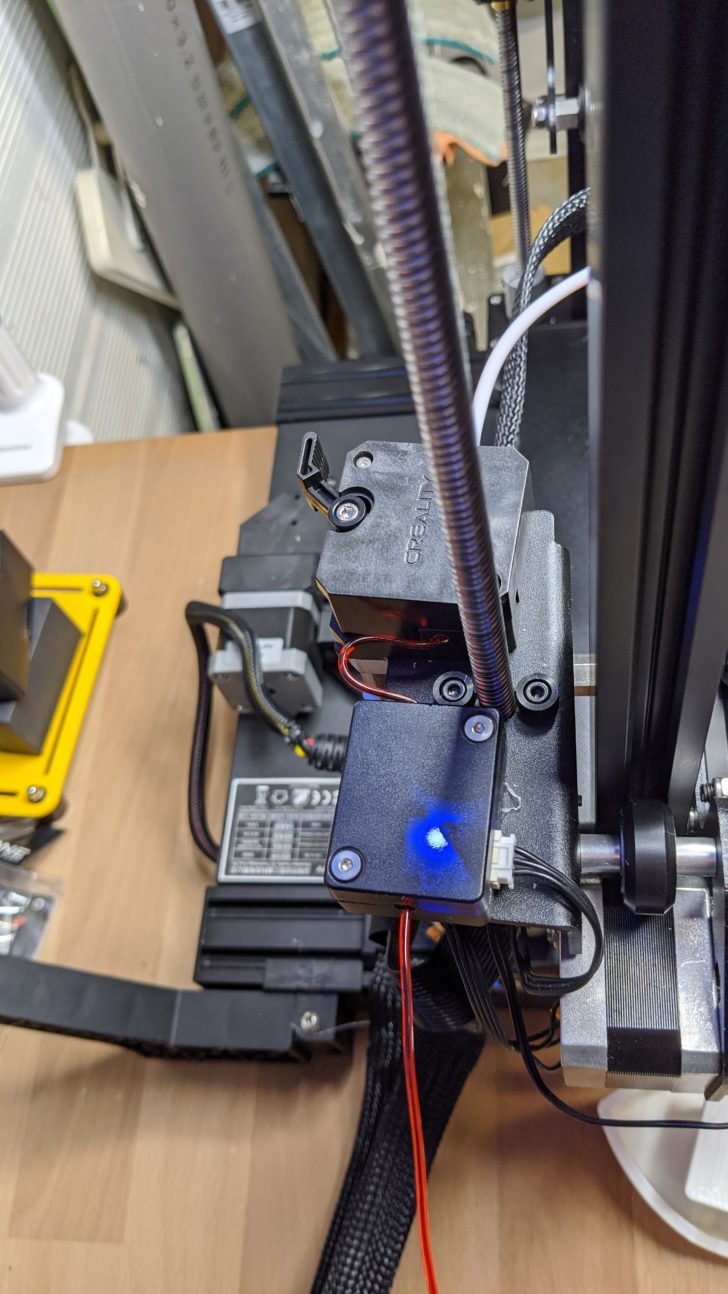
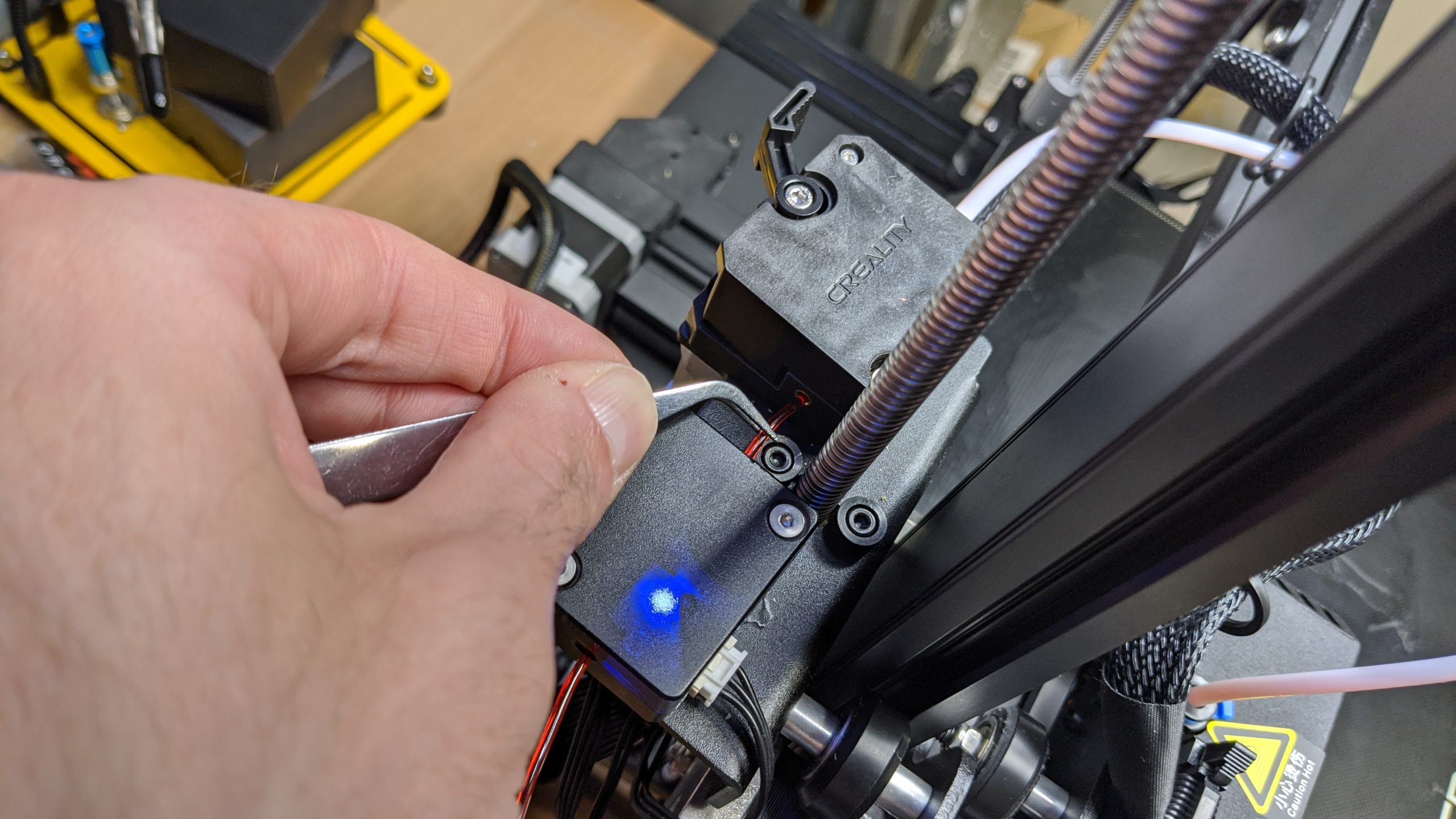
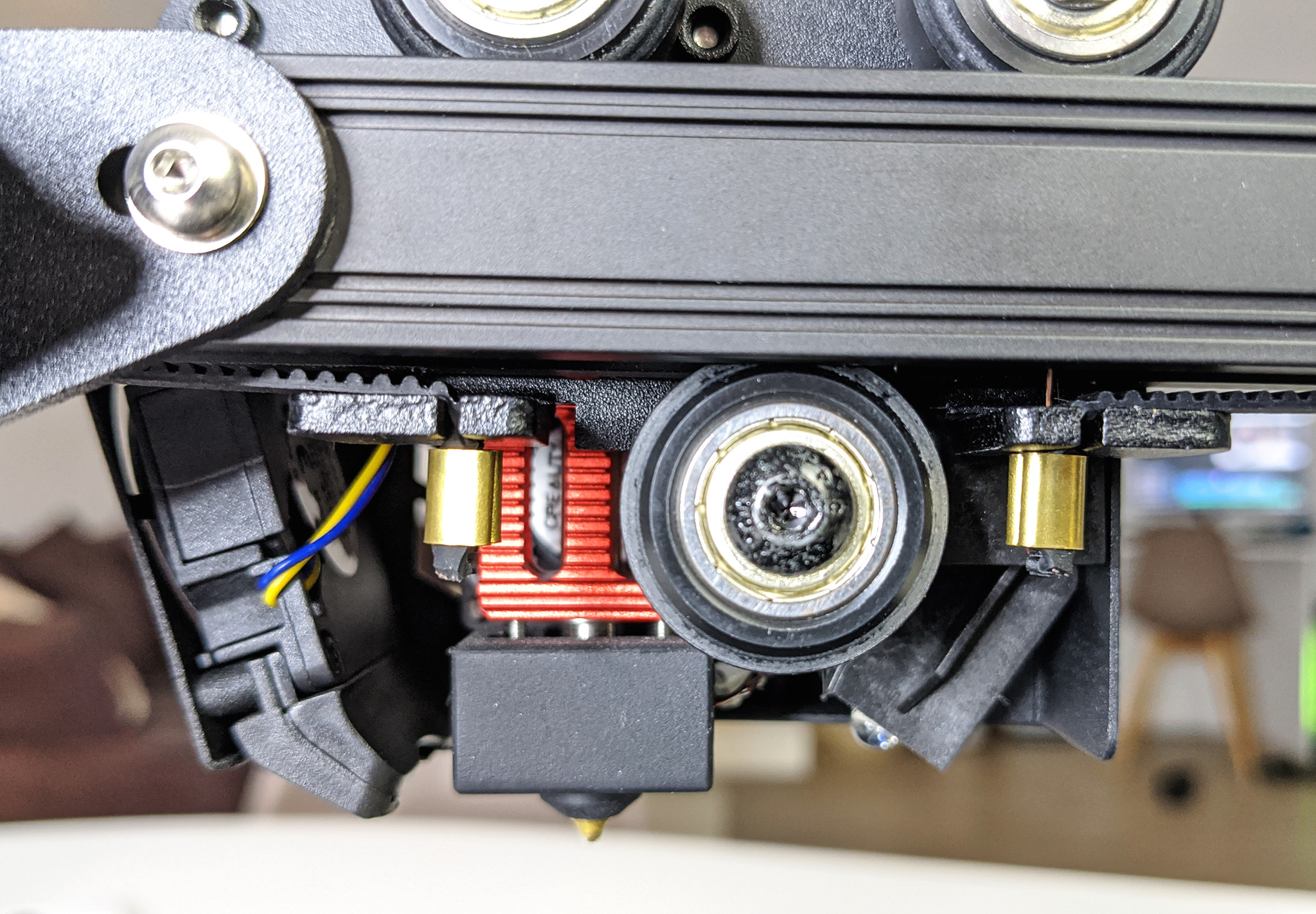
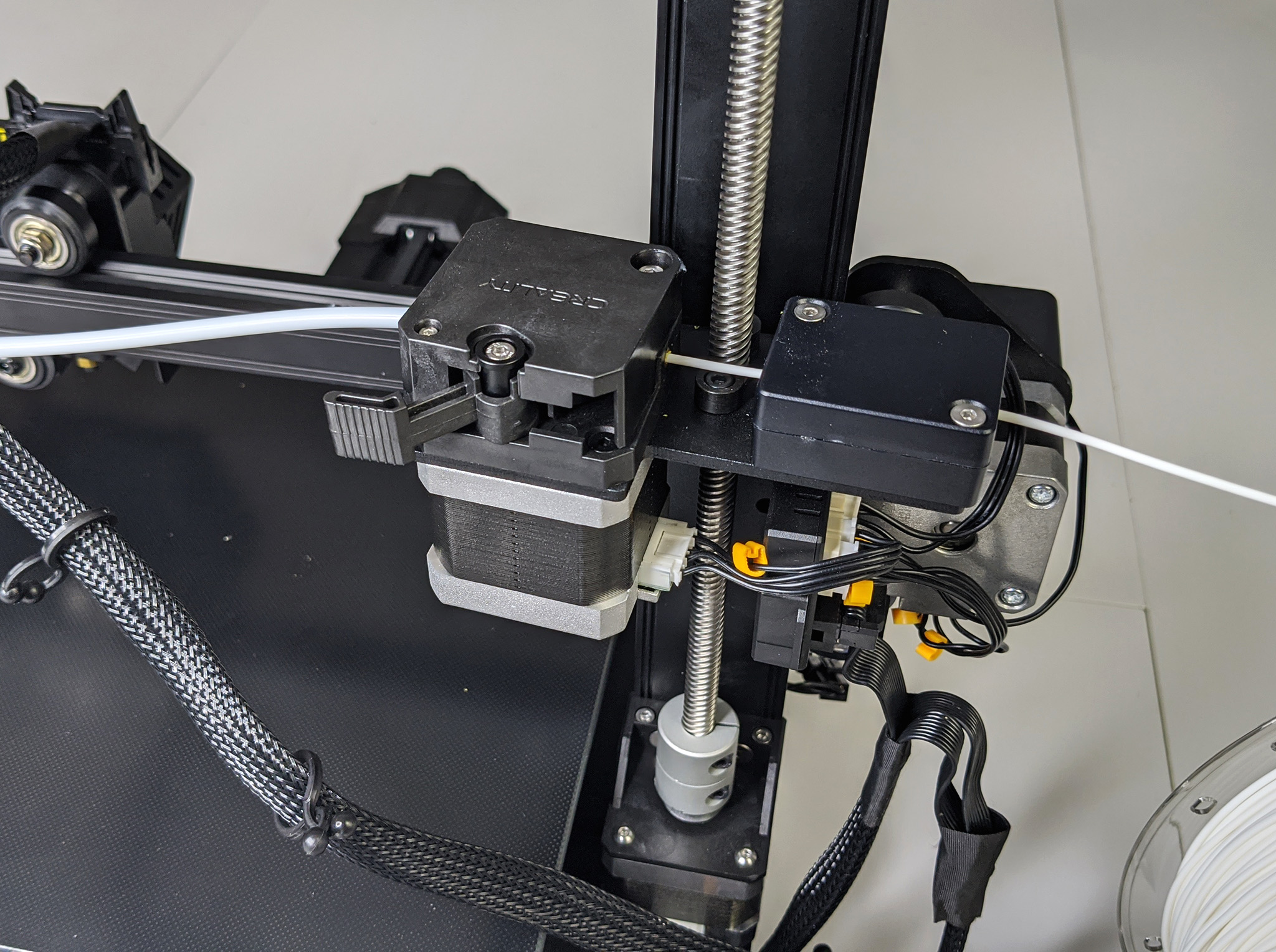
Finalement, il ne reste plus qu’à insérer le filament jusqu’à la buse. Comme la majorité des imprimantes 3D chez Creality, la CR6 dispose d’un extrudeur déporté (bowden). Mais cette fois-ci, pas question de pincer un ressort pour insérer le filament. Le feeder est débrayable. C’est très pratique. Cependant, le détecteur de filament est un peu proche de ce dernier. Le gap entre les deux est parfois pénible à passer, surtout si le filament n’est pas parfaitement droit (ce qui est compliqué lorsqu’il est enroulé sur une bobine).
Impressions 3D depuis la carte SD
Comme d’habitude, j’ai imprimé les gcodes déjà tranchés avec les paramètres du constructeur présents sur la carte SD. Outre la petite tour moyennement imprimée dans la vidéo (en partie à cause d’un mauvais offset Z), j’ai fait cet énorme Benchy Boat :

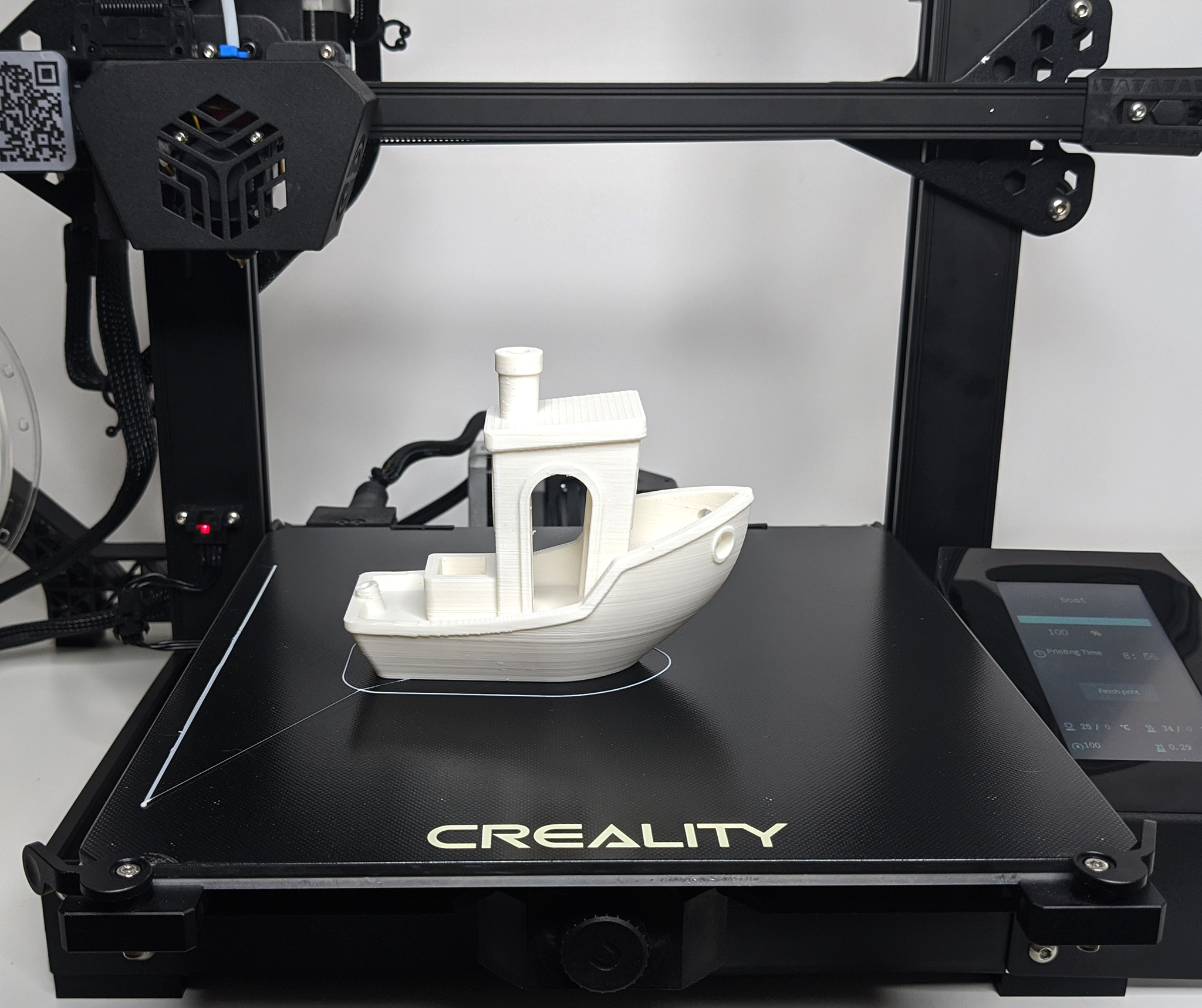
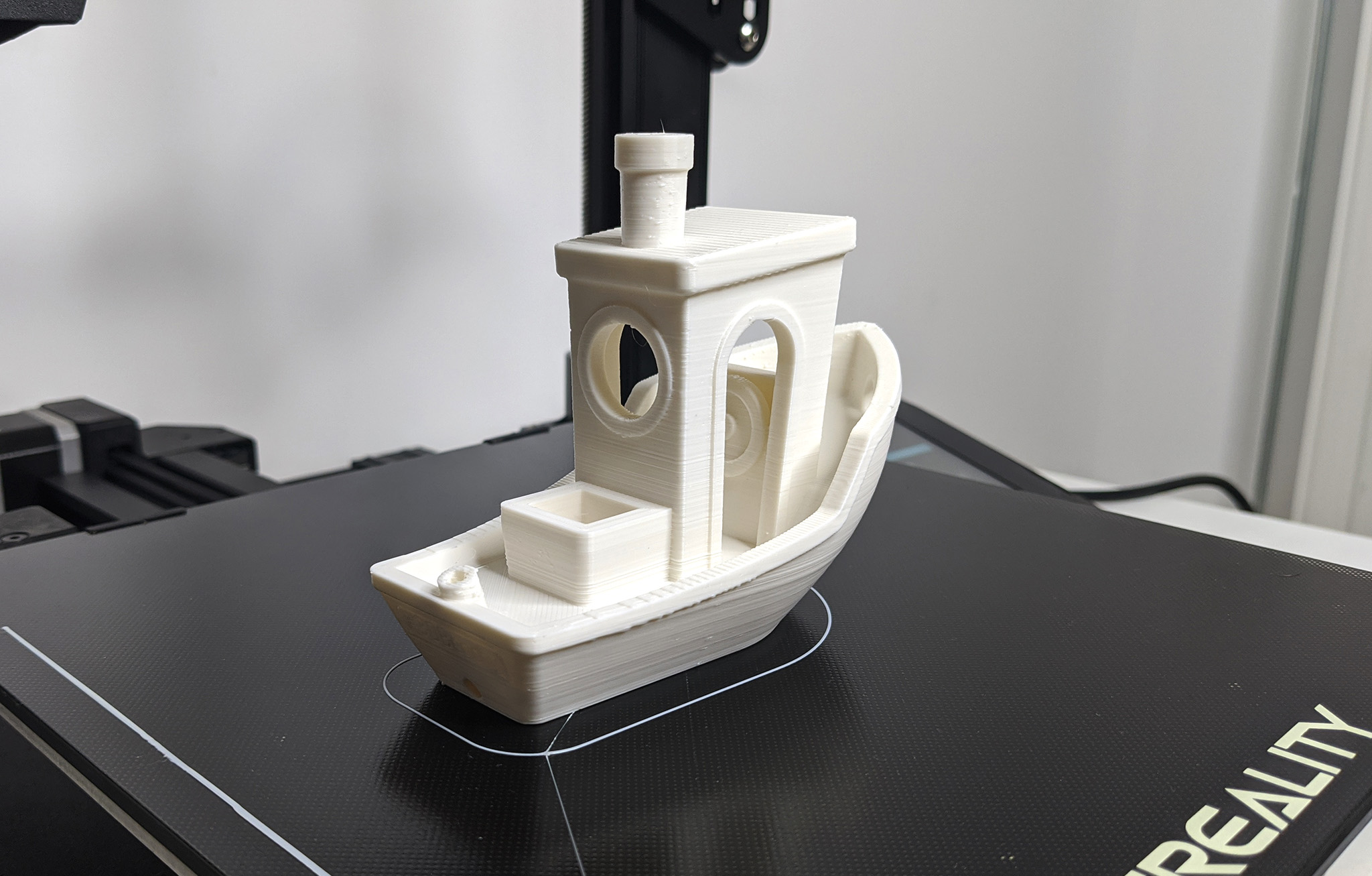
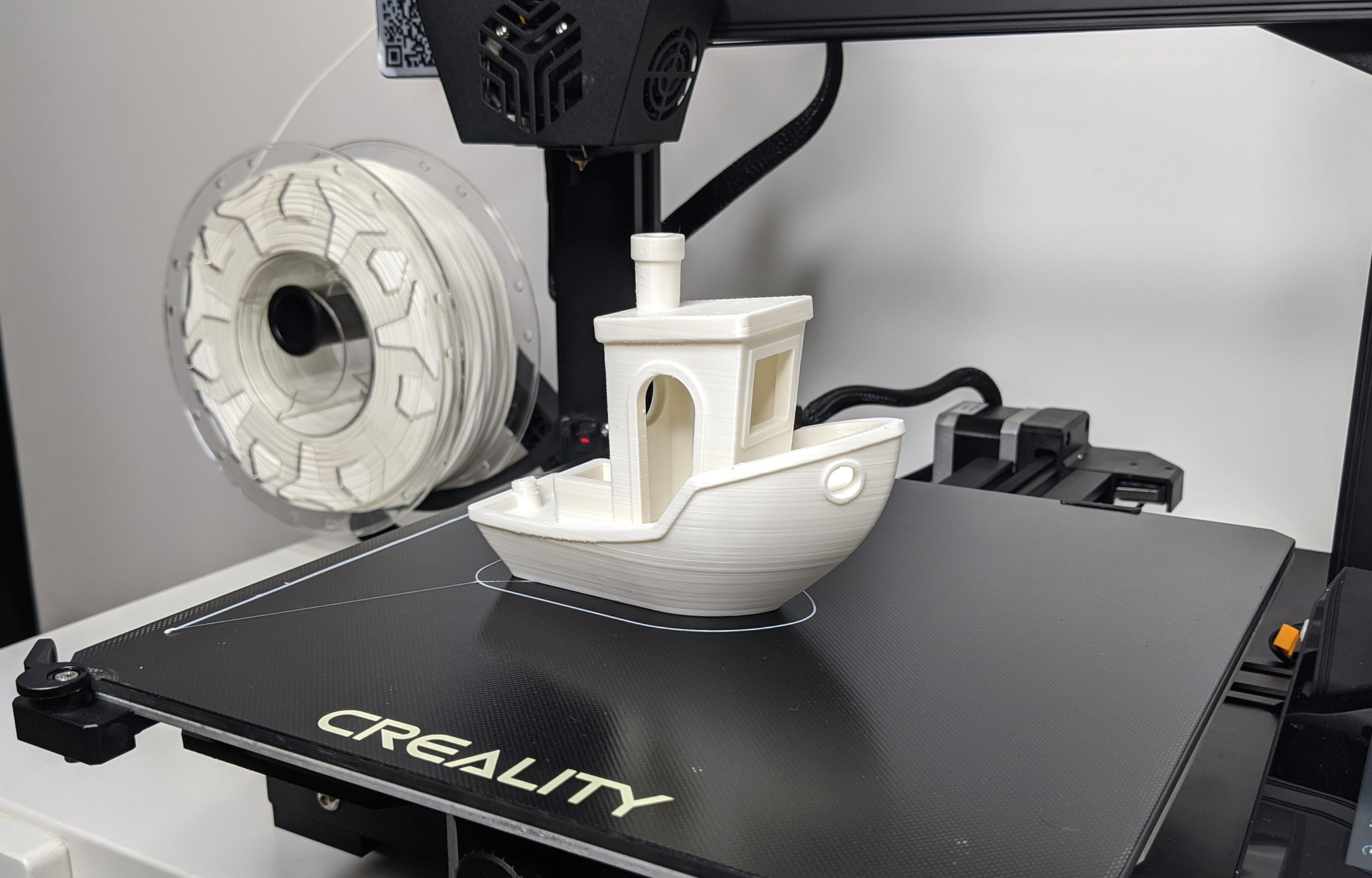

A part un léger effet de “banding” sur l’axe Z dont j’ai peiné à me débarrasser sans trop savoir comment par la suite, les parties en porte-à-faux et les petits détails de ce bateaux qui aura mis presque 9 heures à sortir sont vraiment bien réussis. Le refroidissement du PLA extrudé est efficace et il n’y a strictement aucun “stringing”.
J’ai ensuite lancé l’impression du fichier smooth.gcode sans trop savoir de quoi il s’agissait…


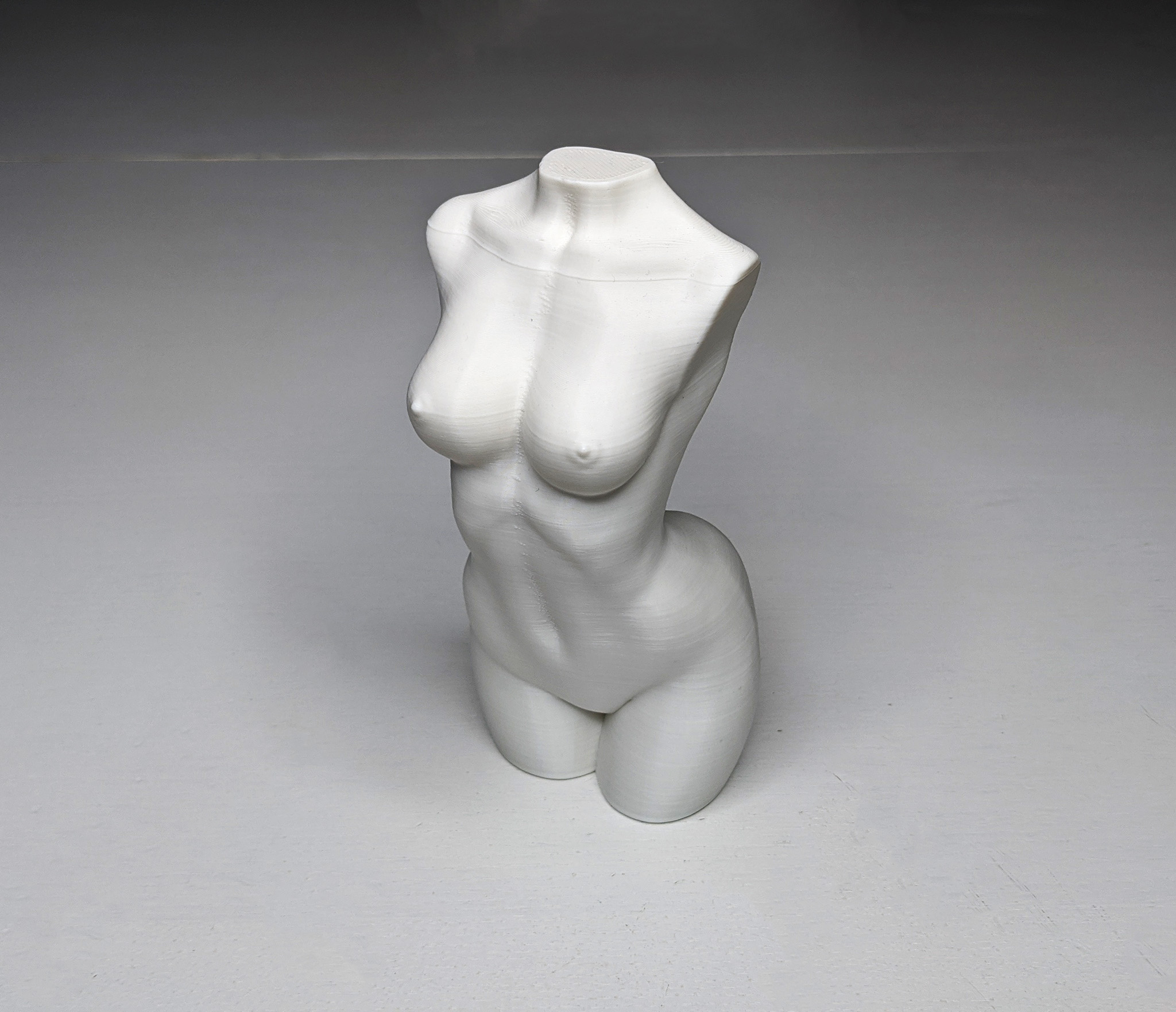
La surprise fut plutôt bonne malgré la présence de “banding” sur l’axe Z, bien que moins marqué sur ces jolies courbes… A noter également l’espèce de décalage au niveau des épaules.
Avant de m’attaquer à ce léger problème, j’ai imprimé un vase lui aussi présent sur le média USB :
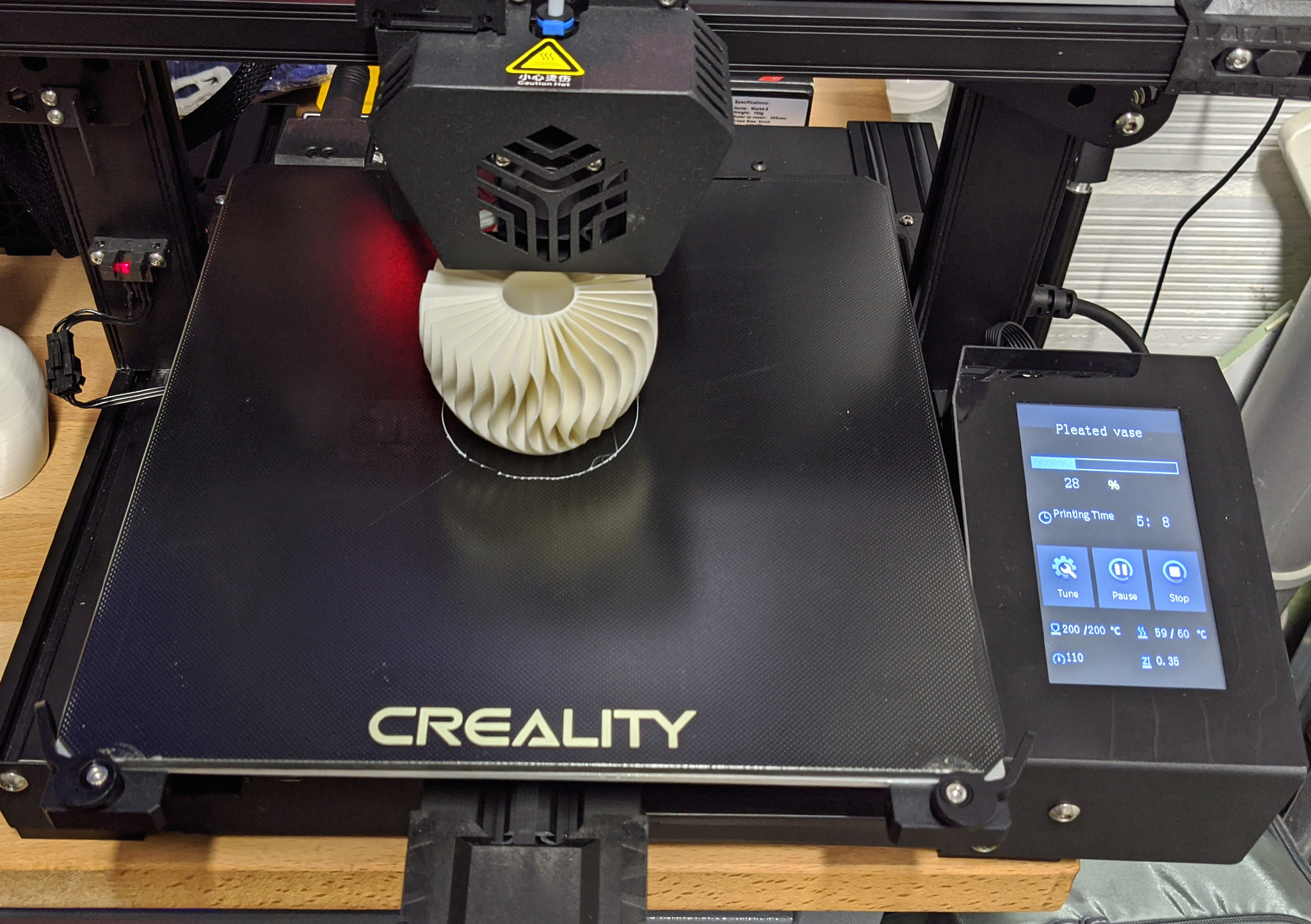
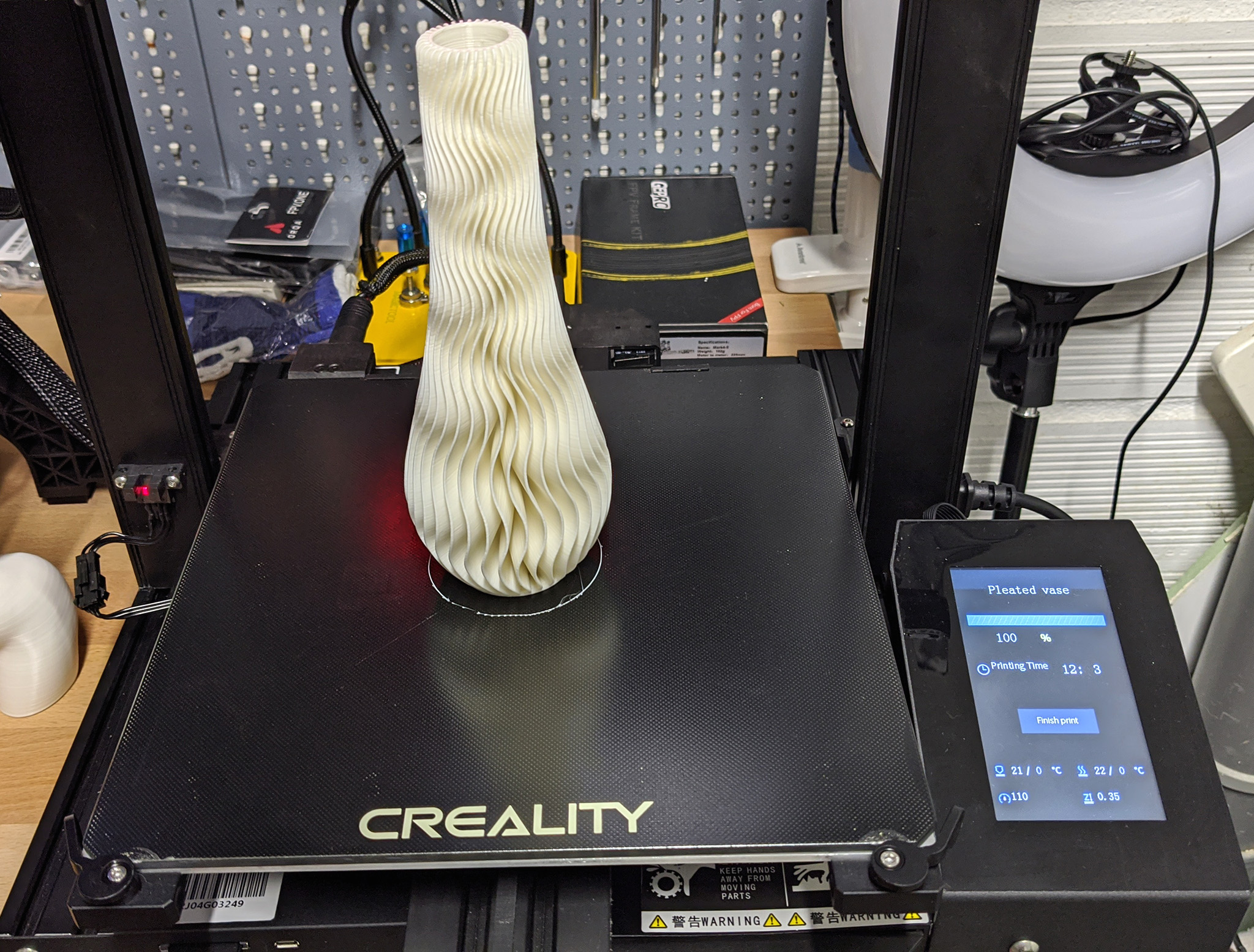
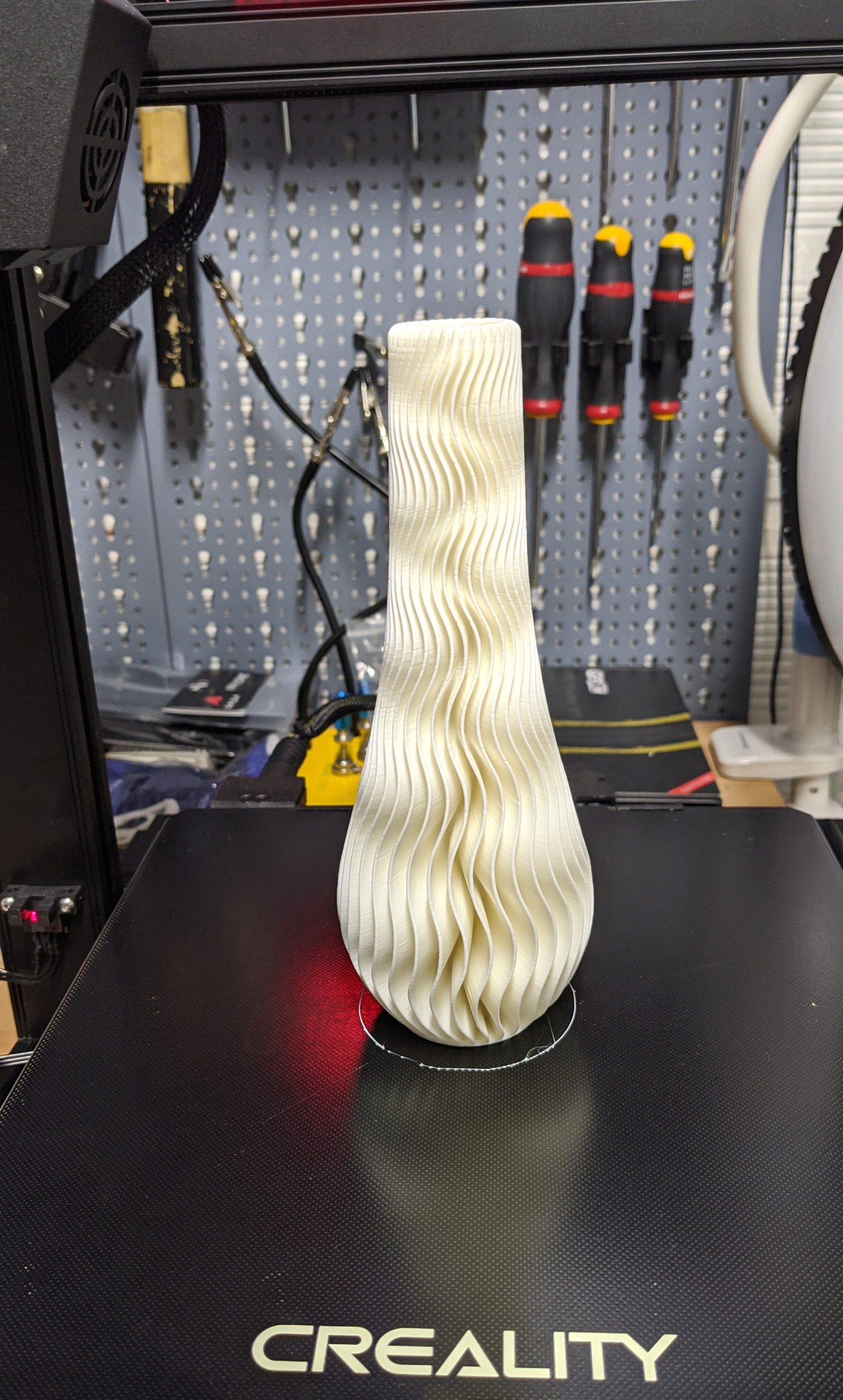

L’objet se fond parfaitement dans mon décor. Par contre, on perçoit encore ce défaut récurent sur l’axe Z, sur toute la hauteur du print.
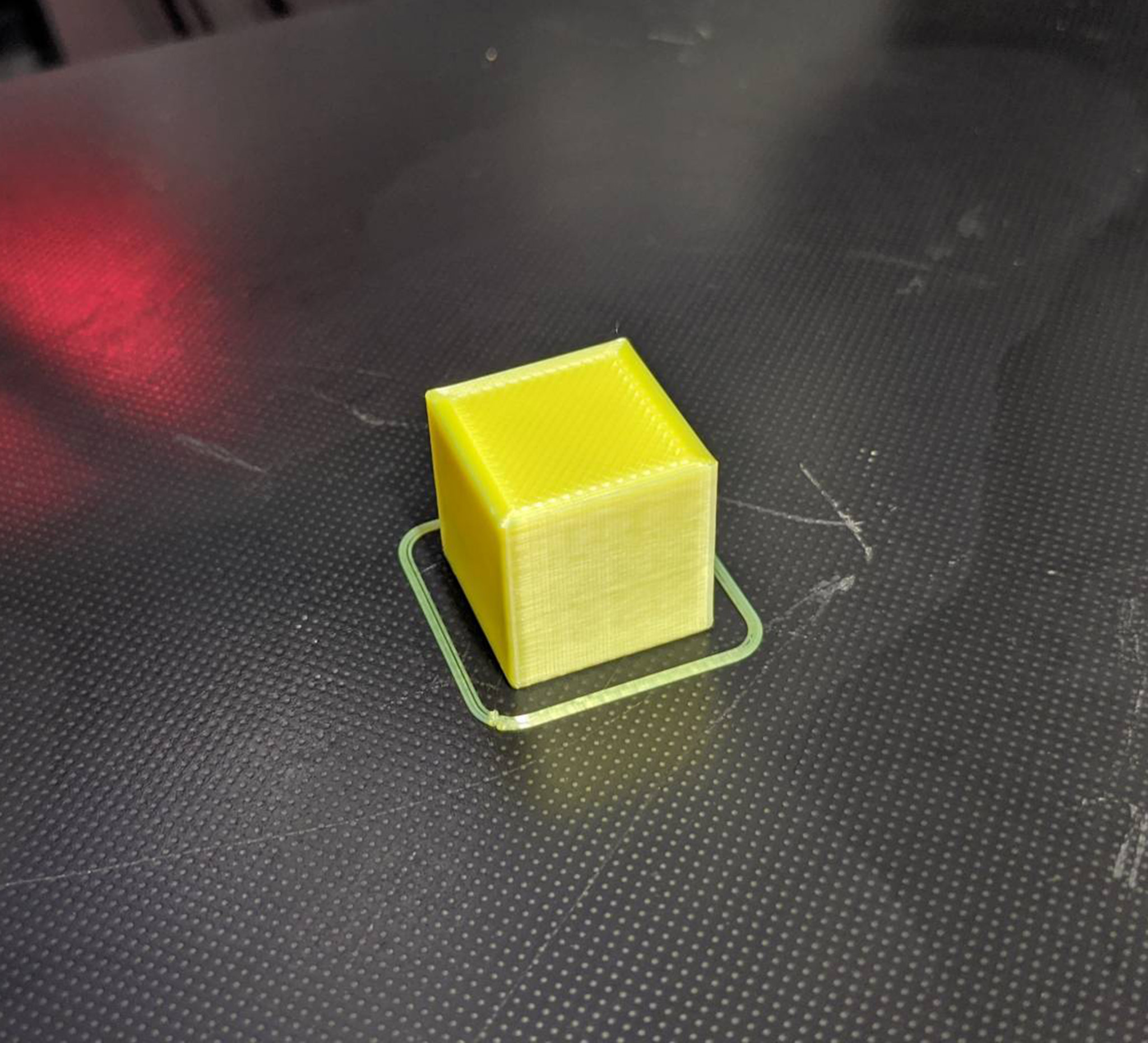
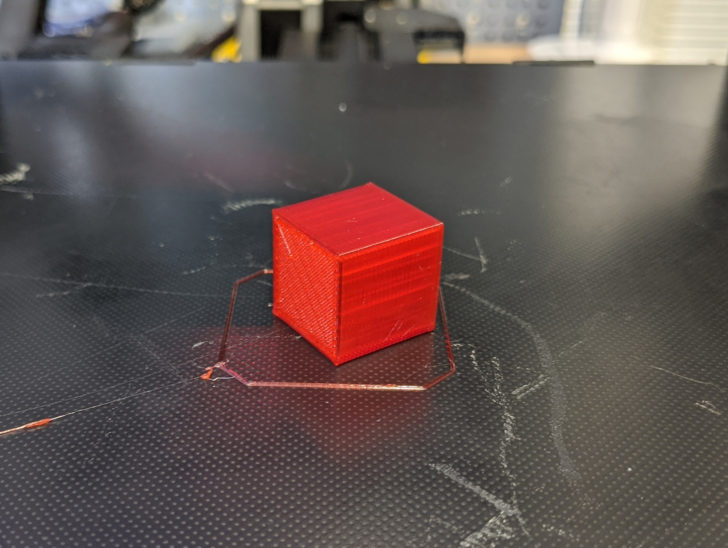
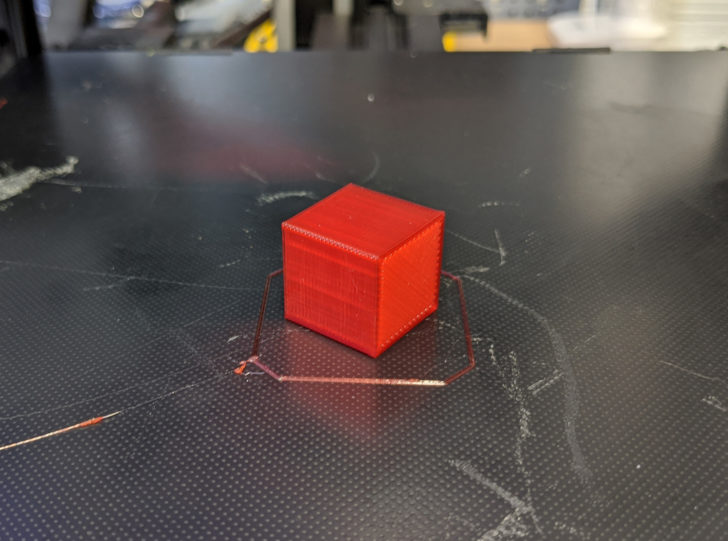
J’ai donc imprimé tout un tas de petits cubes avec différents paramètres (vitesse de 40 à 100mm/s, flow de 90 à 100%, etc.) depuis Simplify3D et Cura. Ils n’étaient donc pas sur la carte SD, c’était pour diagnostiquer.

Dans un premier temps, le résultat était pire alors que c’était mieux (mais pas parfait) avec la version de Cura modifiée par Creality. Pourtant, dans les deux slicers, je me suis basé sur la Ender 3 pour créer les profils.
Creality m’a alors envoyé un profil pour Simplify3D. Je n’ai vu qu’une seule différence, le script de démarrage d’impression :
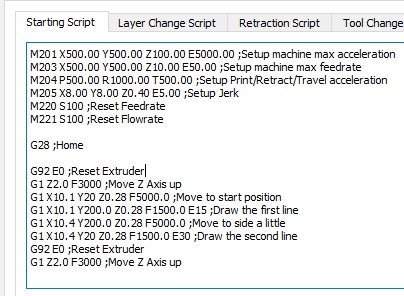
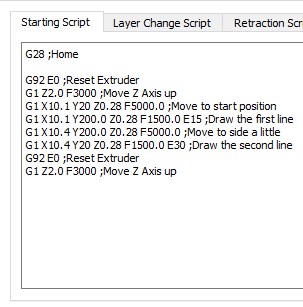
Entre temps, j’ai également remonté l’axe Z, refait les réglages des vis excentriques et la tension des courroies. Je ne sais pas dire précisément ce qui a réglé le problème mais les tests suivants étaient plus lisses :
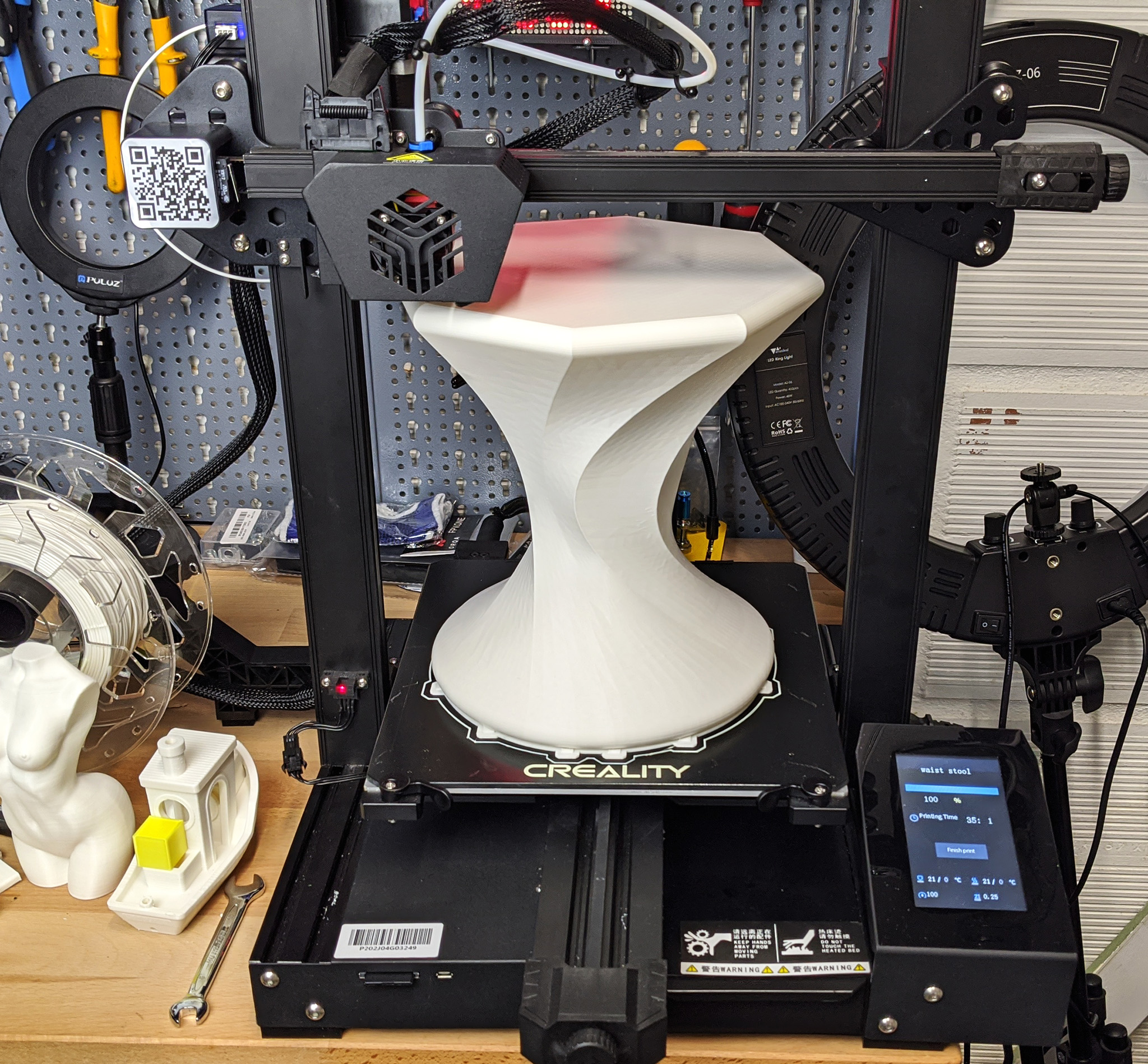
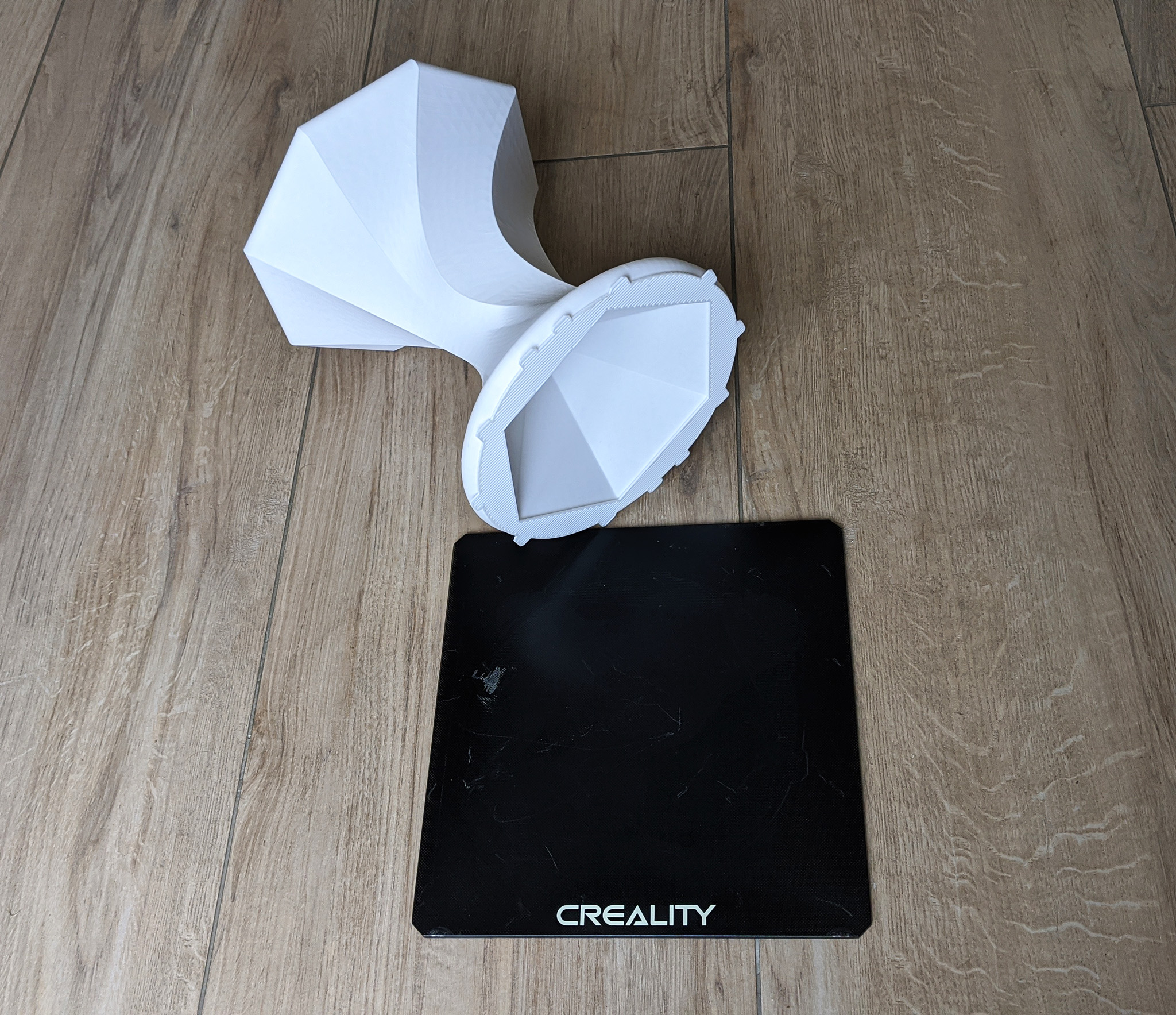
Du coup, j’ai repris les impressions de la carte avec un très gros print qui a duré 35 heures. Il s’agit d’un tabouret qui exploite tout le volume d’impression de la machine :

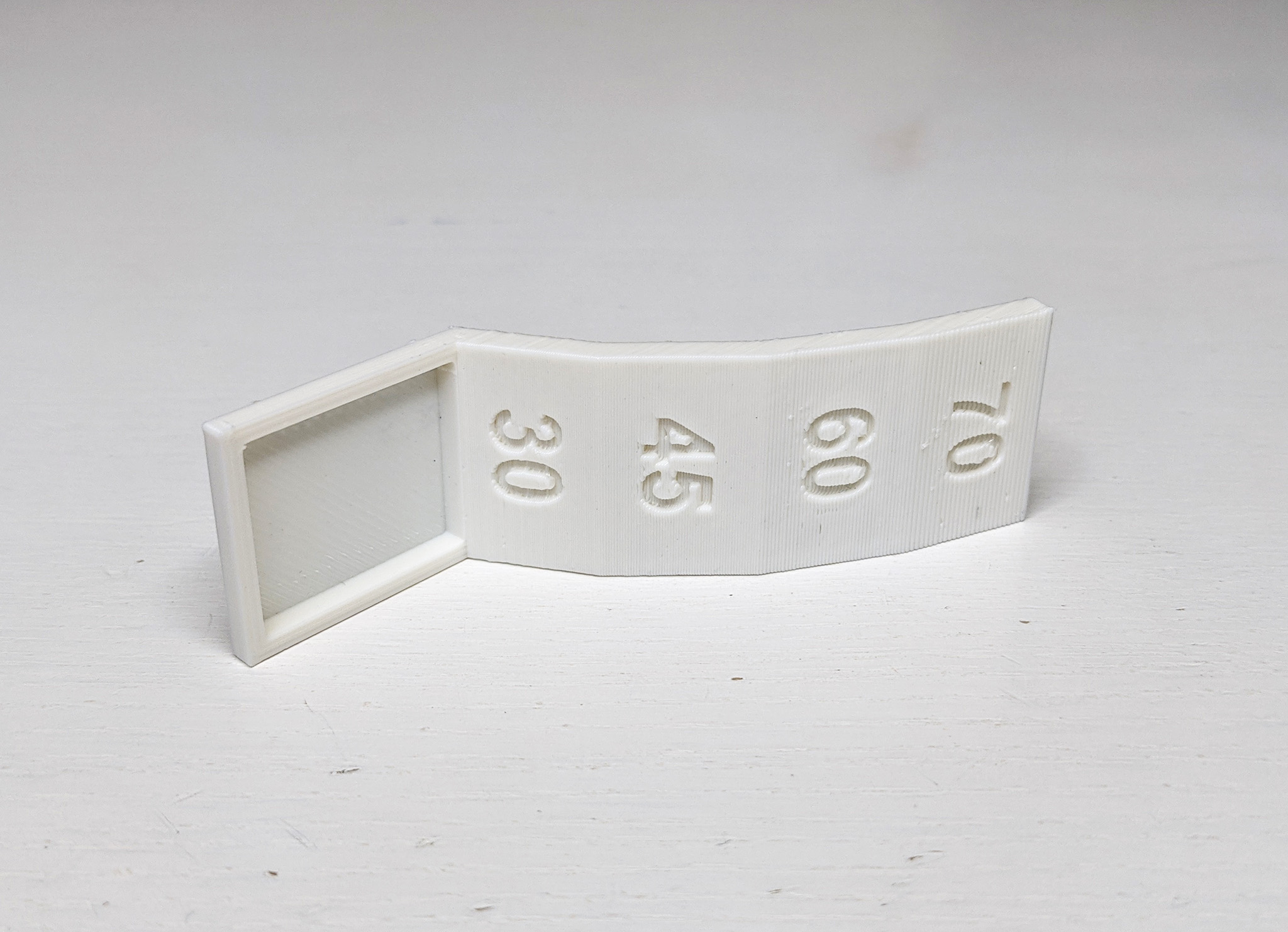
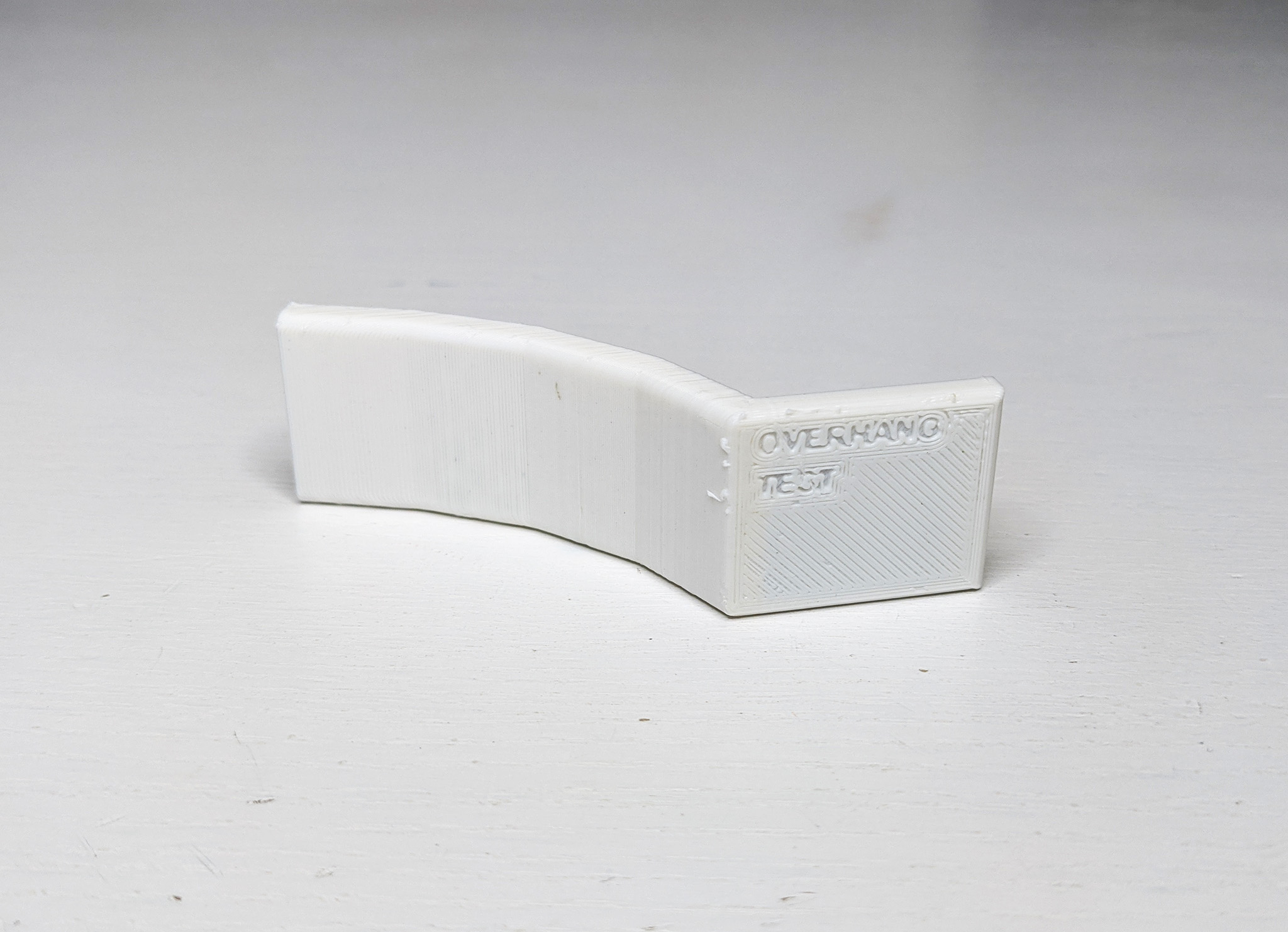
Pour finir avec les objets déjà tranchés, j’ai fait le test de surplomb de 30 à 70° dont le résultat est vraiment très bon !
Les autres prints 3D réalisés avec la Creality CR6 SE
Toutes les impressions 3D suivantes ont été réalisées en passant par Simplify3D avec une vitesse de 60mm/s pour une température de 190°C et une ventilation à 100% dès la seconde couche.
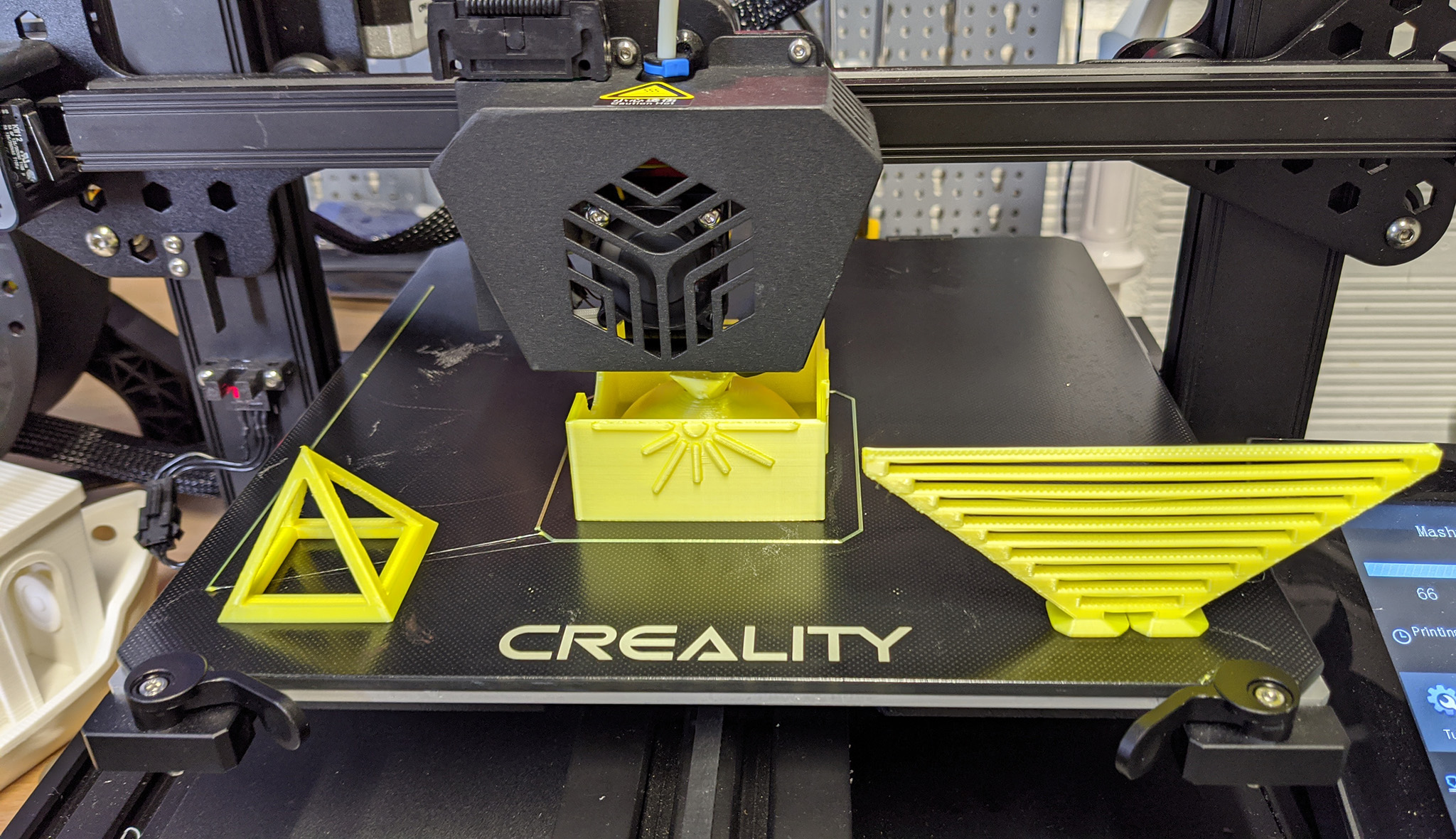
On commence avec un test de “pontage” :


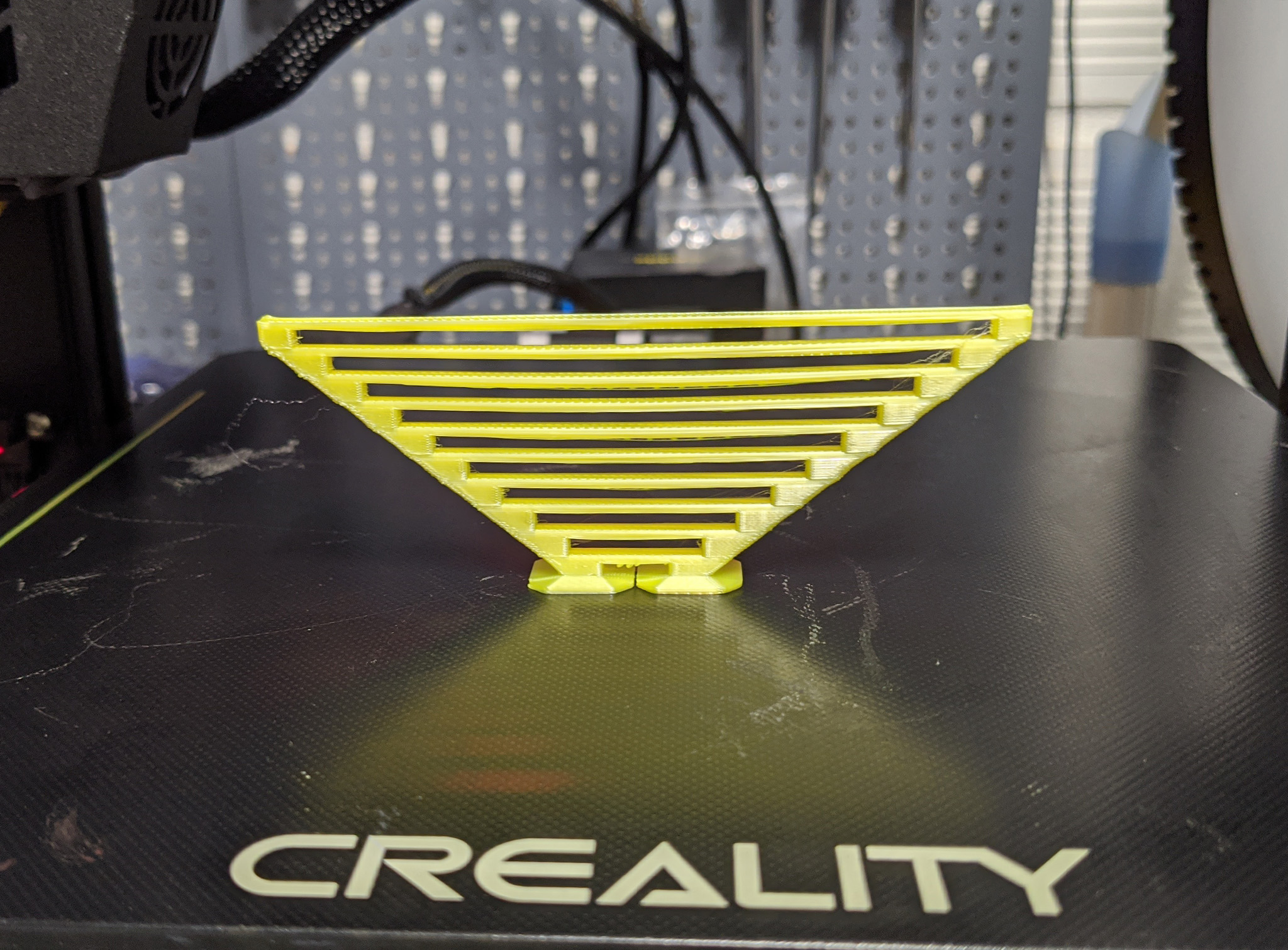
Le pont le plus long mesure 10cm et s’il n’est pas des plus rigides, aucun fil ne pendouille. Ici encore, les parties en porte-à-faux sont très propres. Cela démontre une fois de plus la qualité du flux d’air dirigé sur le plastique extrudé.
On passe ensuite au test de “stringing” avec cette petite pyramide :



Dans ce cas de figure, il y avait quelques cheveux d’ange qui traînaient. Cependant, ils étaient très fins et ont disparu au premier coup de pistolet à air chaud (un accessoire bien utile pour la finition des objets imprimés en 3D). Encore une fois, aucun souci d’impression dans le vide et la pointe de la construction est précise.
Le benchmark suivant est le fameux torture test de KKS :
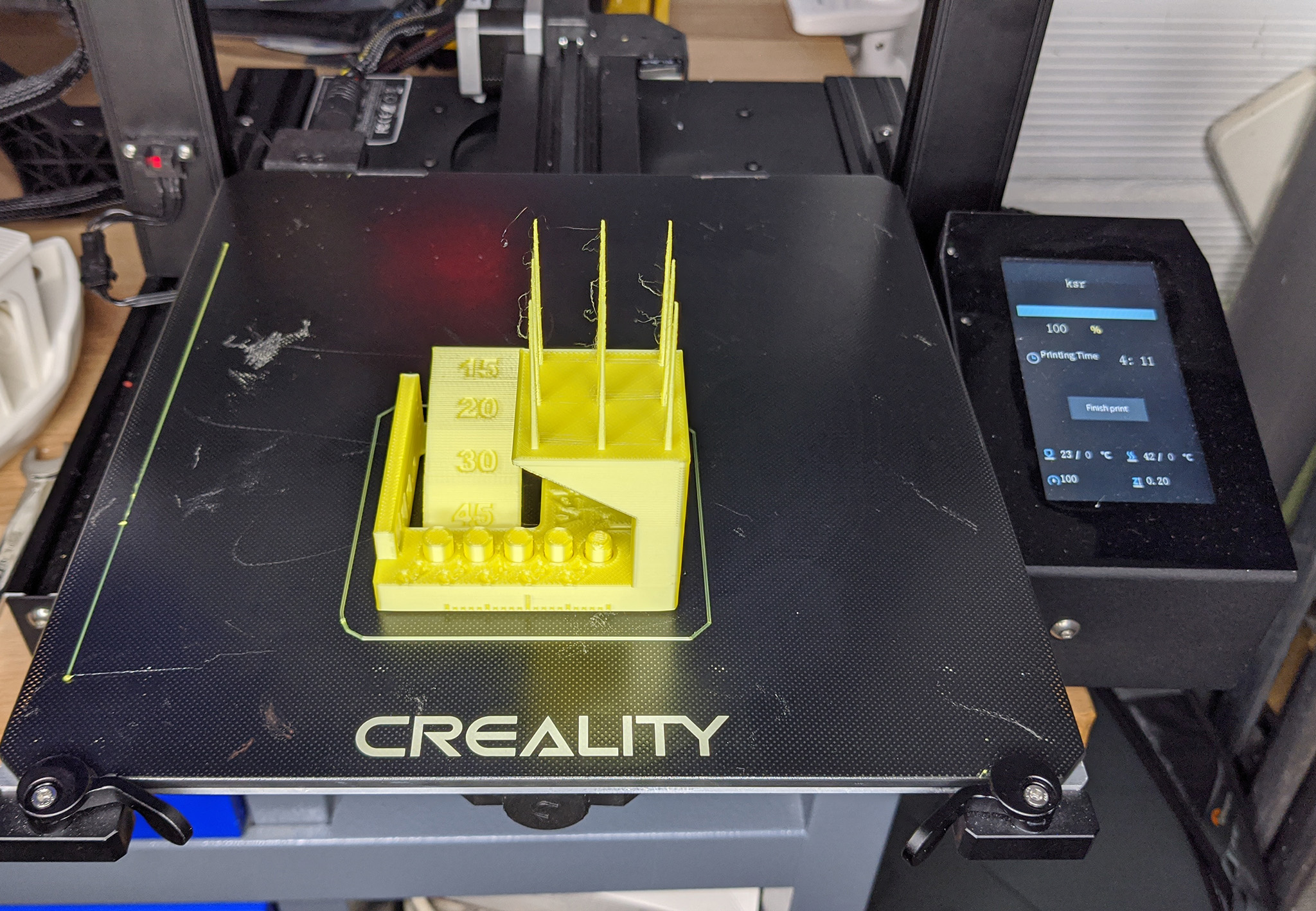
Il n’y pas de surprise niveau “bridging” et “overhang”, c’est très bon. Côté “fine feature” et “flow control” c’est pareil, les pointes sont clean et à la bonne taille avec peu de “stringing”. Les dimensions globales sont bonnes aussi. La tolérance est moyenne puisque les deux premiers cylindres (à 0,2 et 0,3 mm) n’ont pas pu sortir. Avec l’absence de résonance XY et l’alignement correcte de l’axe Z, la note devrait être bonne après calcul.
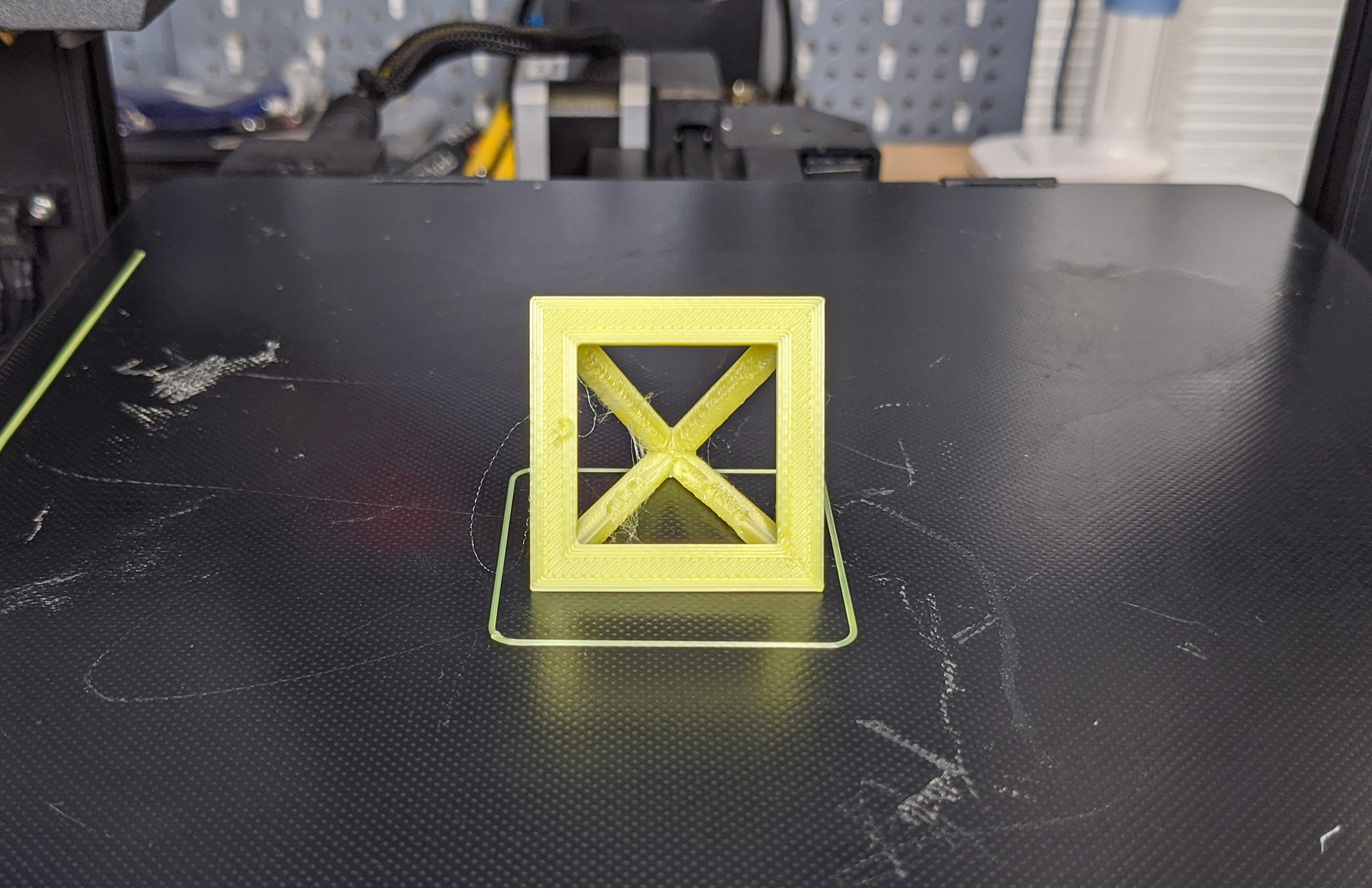
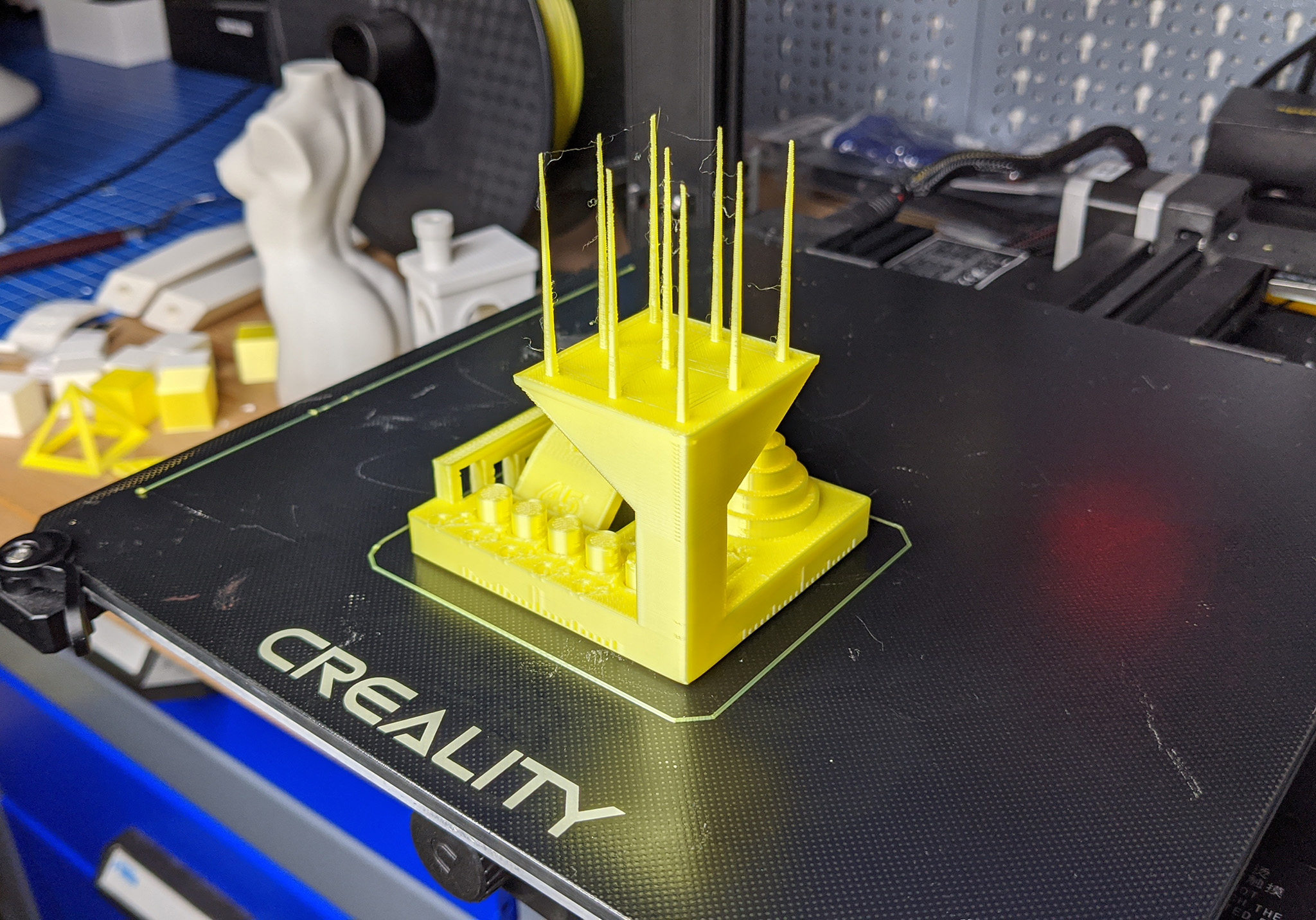
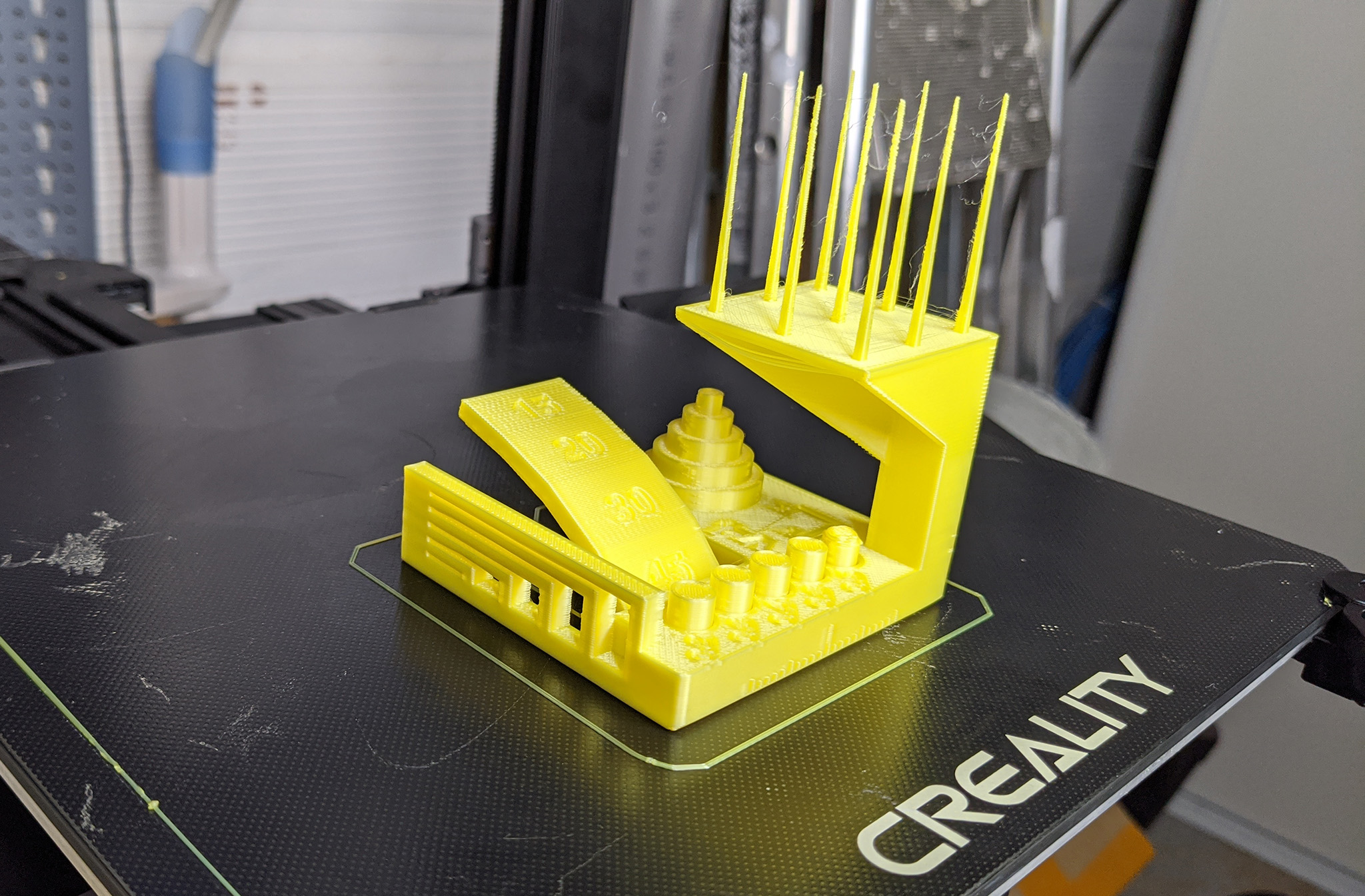
Pour terminer, le très compliqué Mashup Cube imprimé à échelle 1 malgré les conseils du maker :
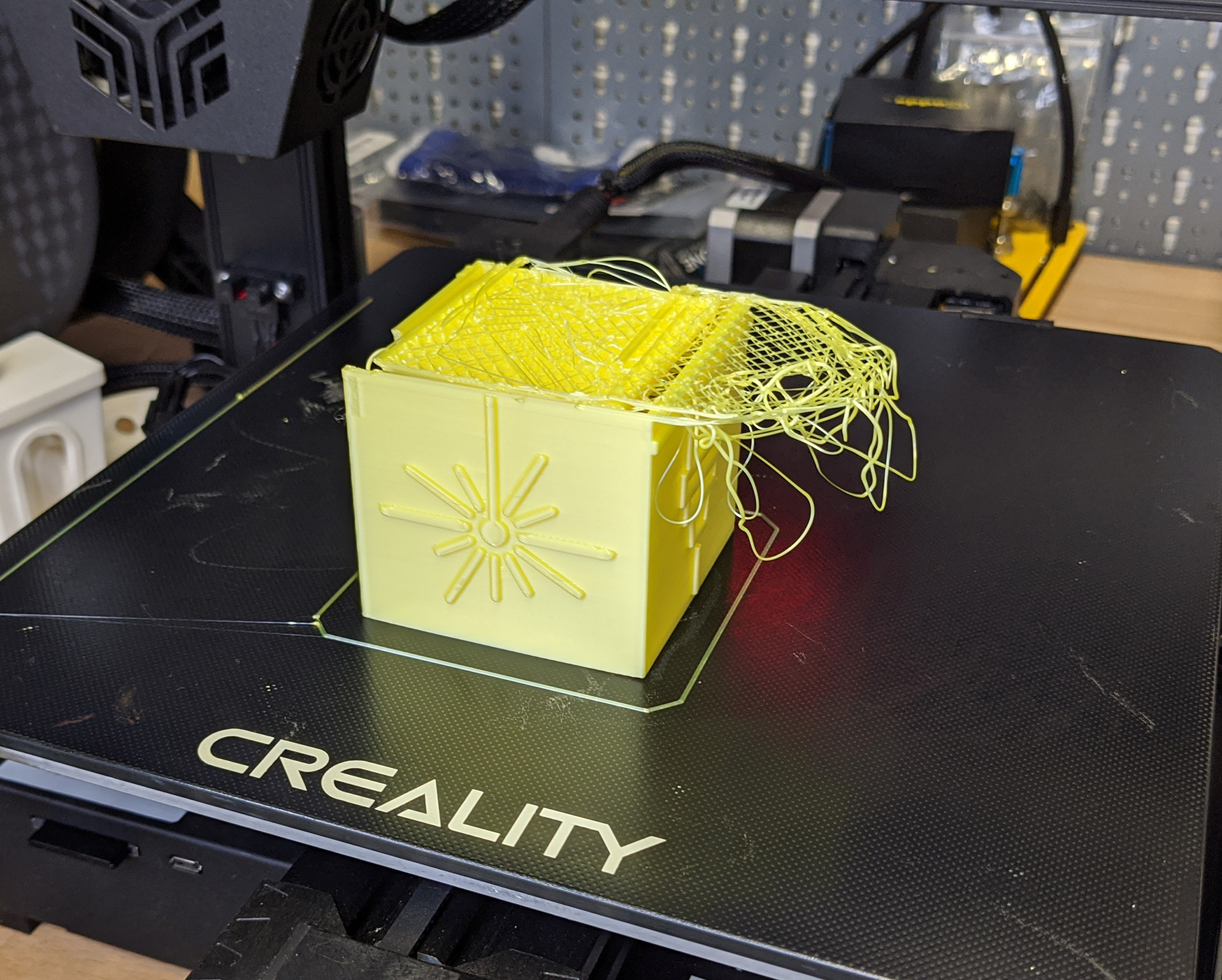
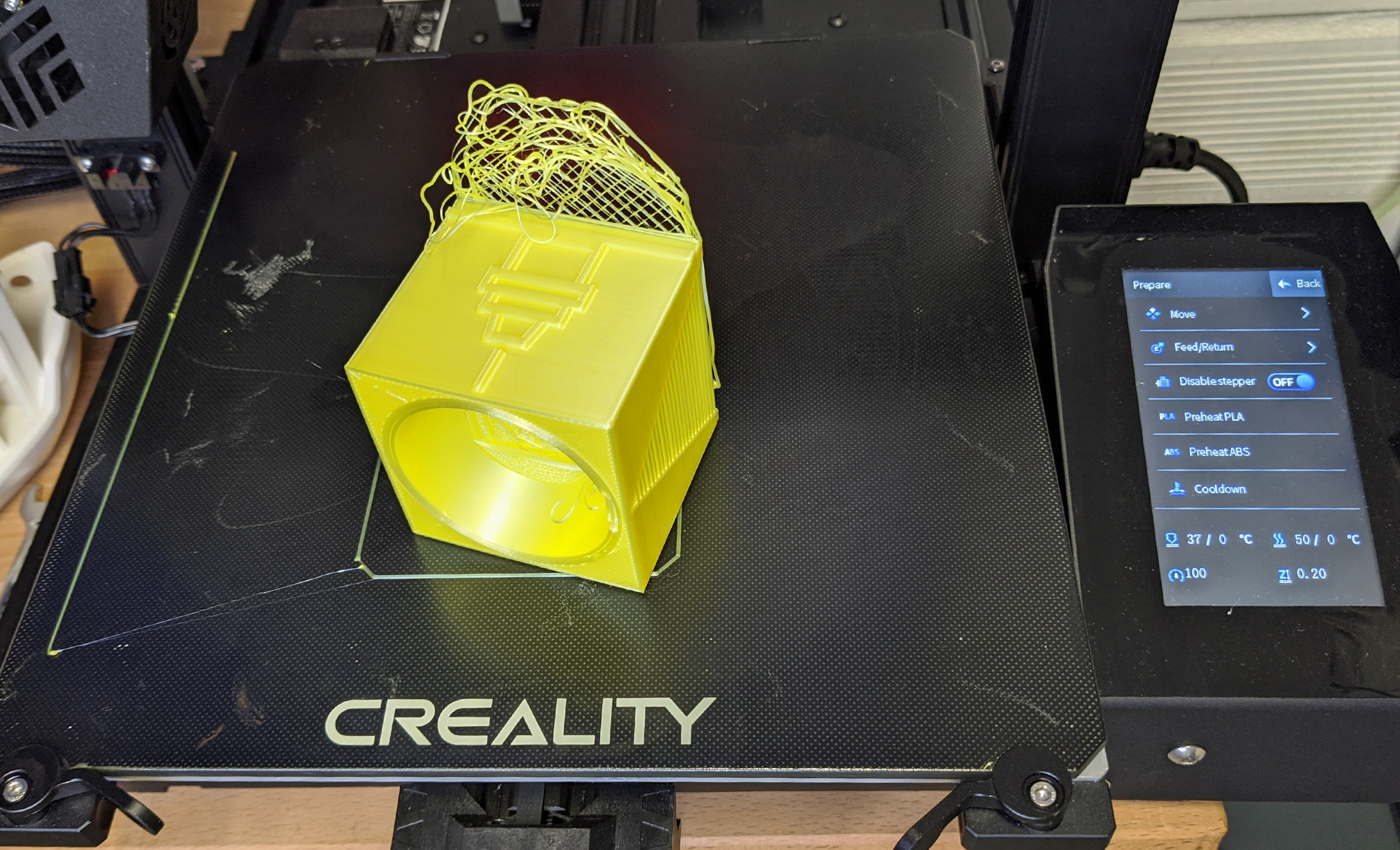
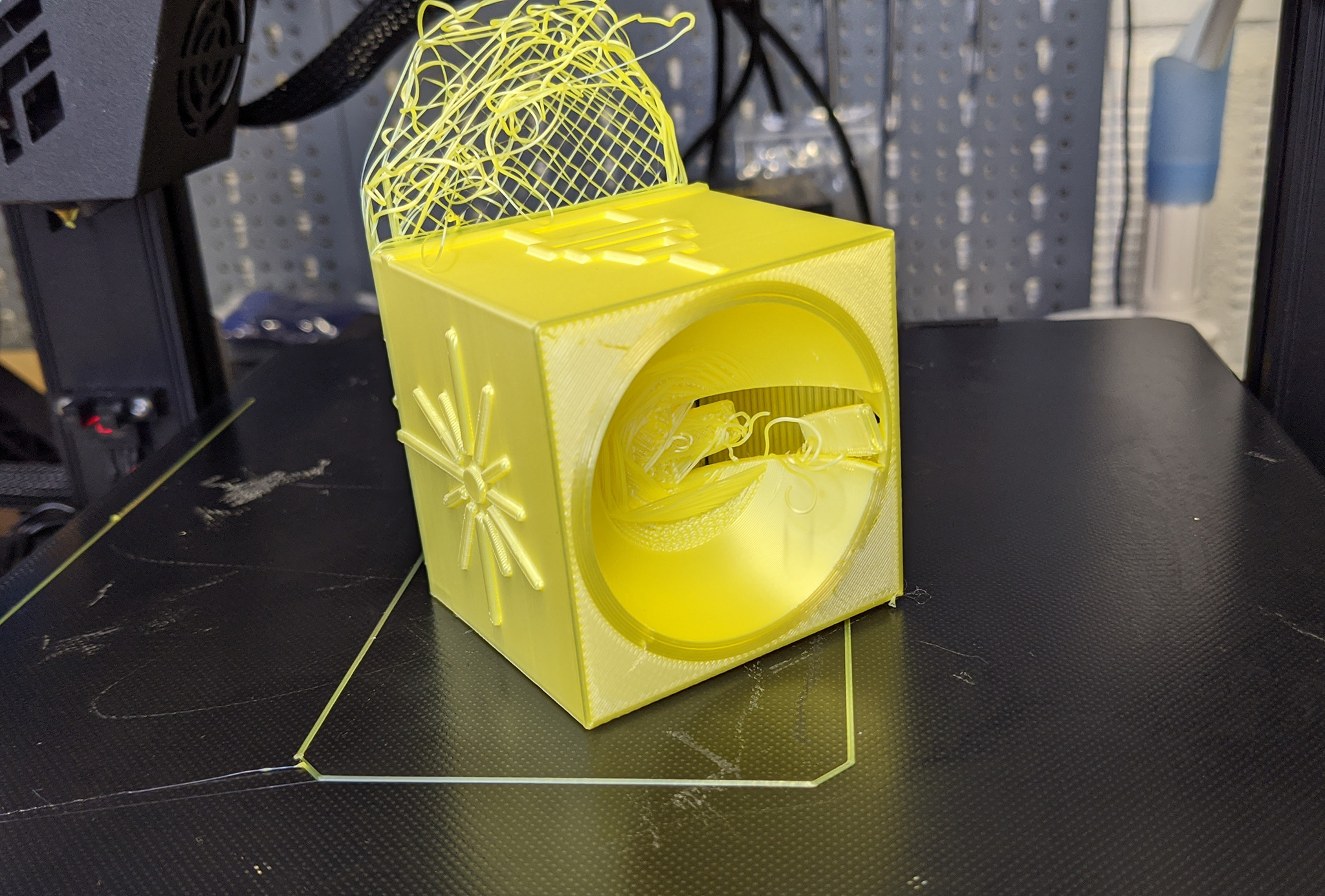
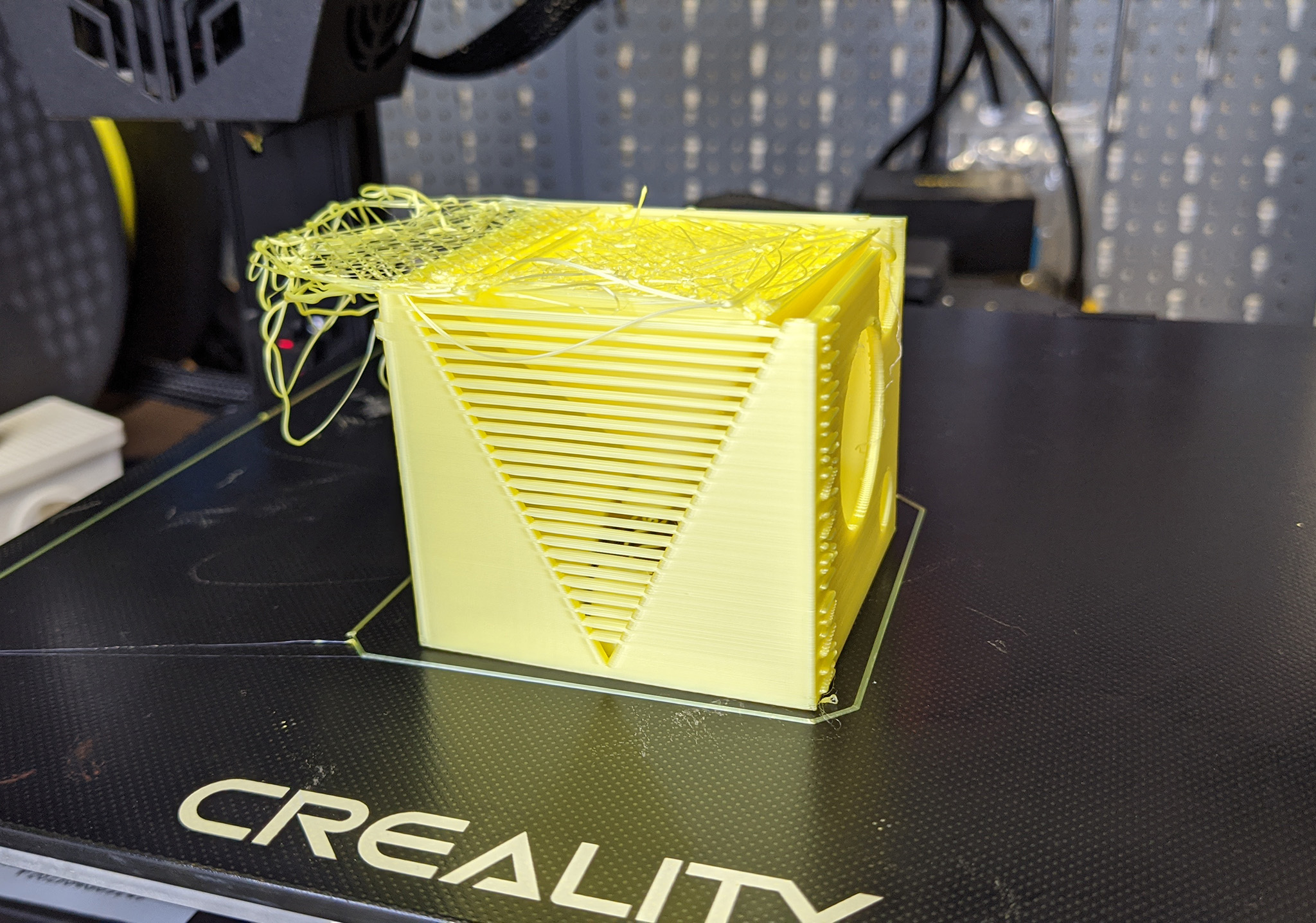
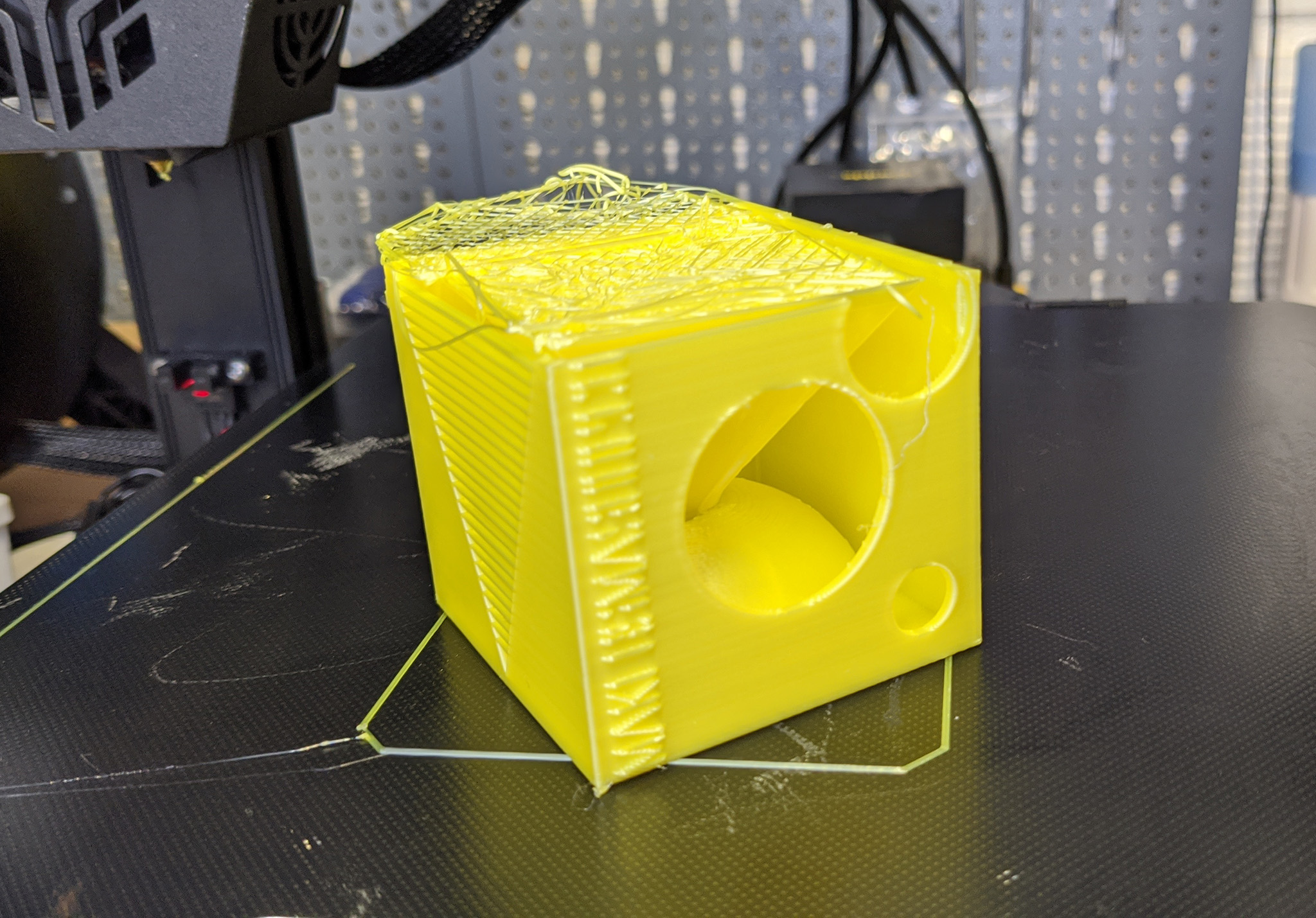
C’était bien parti jusqu’à ce que la pyramide inversée commence à se balancer… J’ai été obligé de mettre fin à l’impression pour éviter un carnage.
En bonus, à la demande de mon fils, j’ai imprimé cette épée dont la lame était en trois parties :

Et le TPU ?
Vous avez été plusieurs à nous demander si la Creality CR-6 SE est en mesure d’imprimer avec du filament souple, typiquement du TPU. La réponse est simple, c’est oui, et même à 60mm/s. L’insertion du filament dans l’extrudeur est juste encore plus pénible :
Mais les impressions sont plutôt bonnes pour un profil de tranchage peu travaillé :
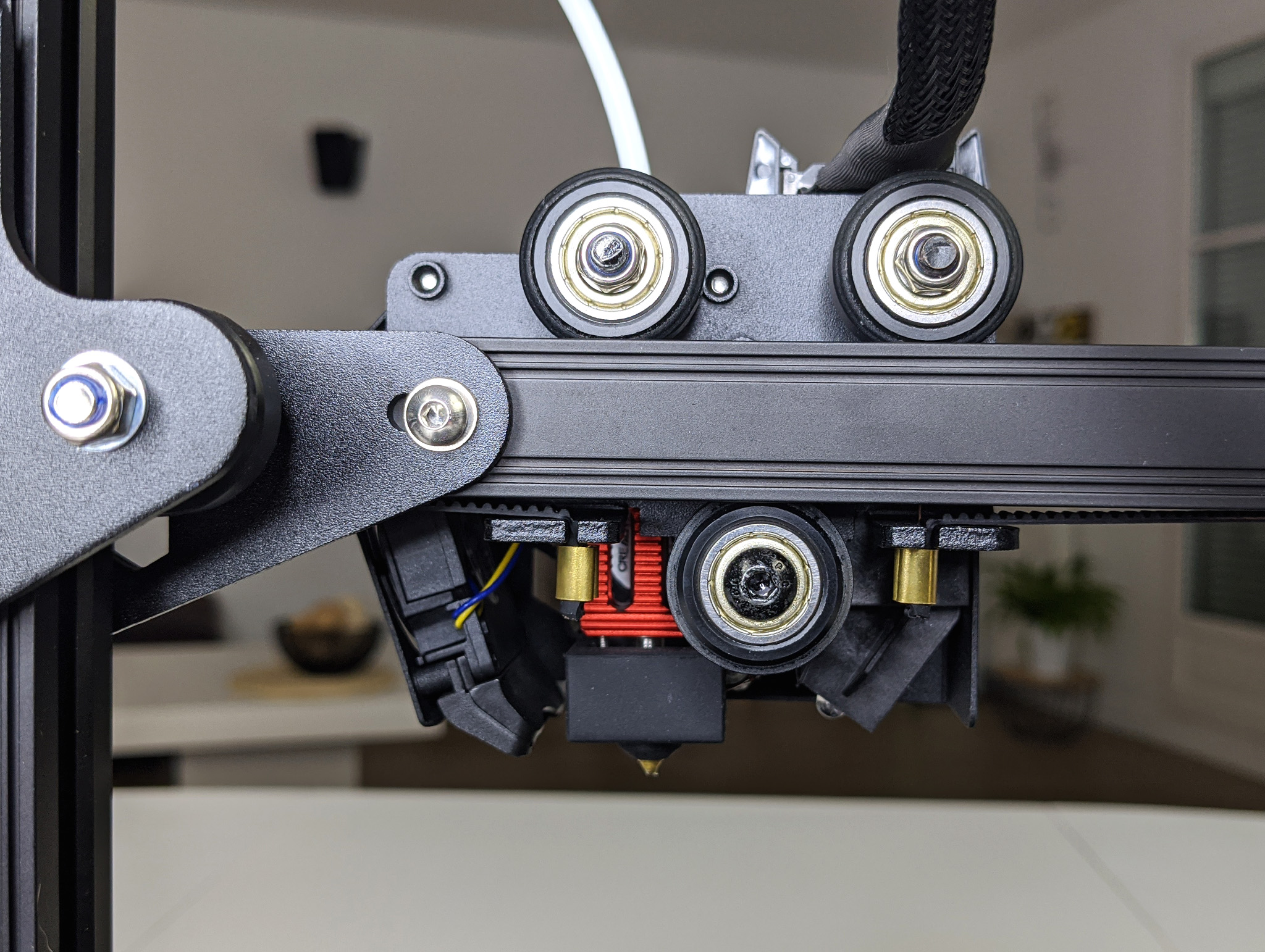
D’autres photos de la machine











Notes et conclusion
Qualité d'impression - 8.8
Fiabilité - 9.5
Logiciel - 9
Utilisation - 9.8
Rapport qualité / prix - 8
9
/10
- Montage simple et rapide
- Imprimante 3D facile à l'utilisation
- Mise à niveau du plateau entièrement automatique
- Silencieuse (et sûrement encore plus en TMC2209)
- Robuste
- Support de bobine rétractable
- Alimentation Meanwell
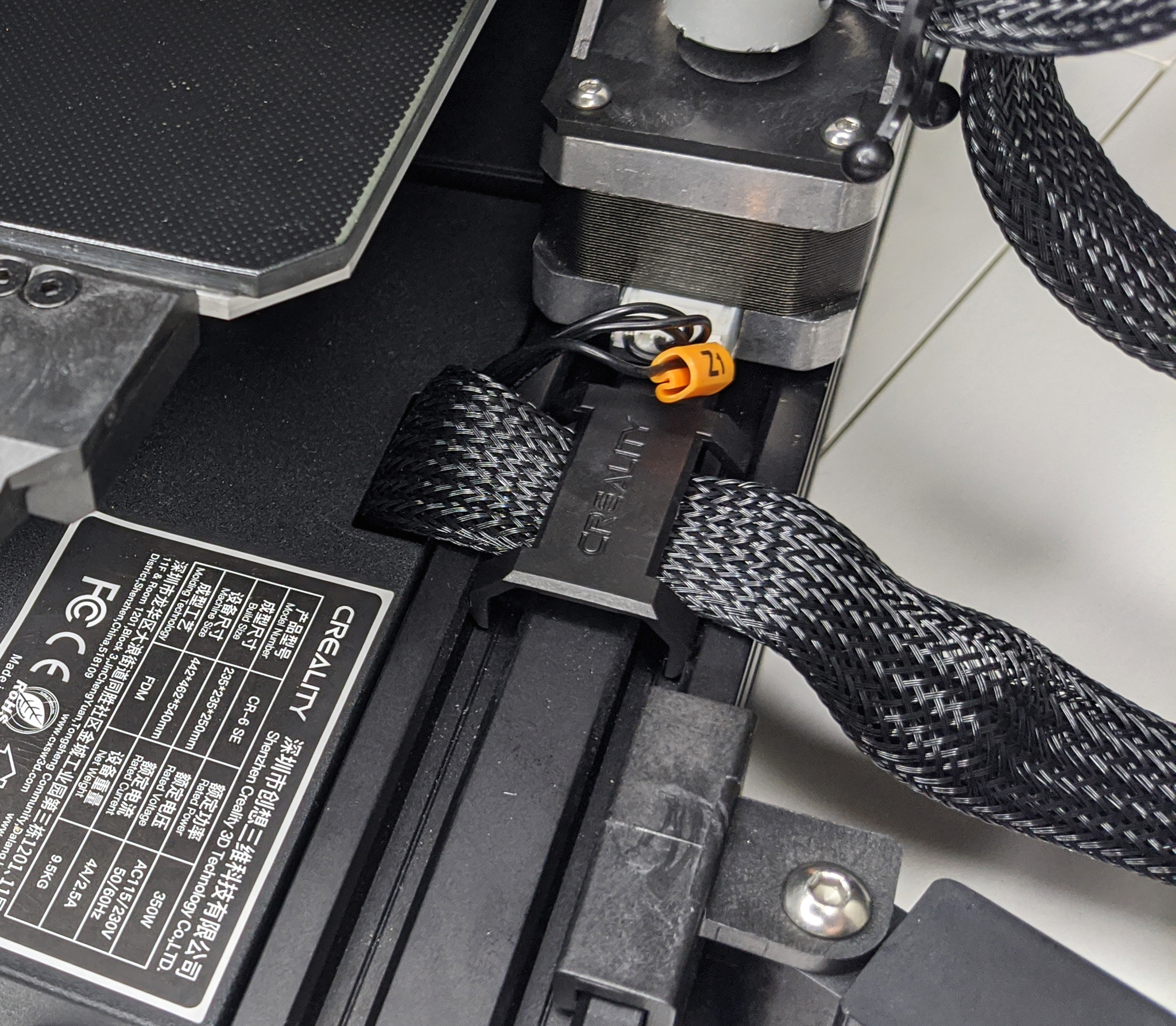
- Double Z synchronisé
- Adhésion du lit
- Tiroir pour les accessoires intégré au châssis
- Extrudeur débrayable
- Poignée de transport
- Tendeurs de courroies
- Adhésion du lit limite trop forte
- Capteur de filament trop proche de l'extrudeur
- Carte SD (au grand format, pas micro) incompatible avec les portables modernes (question d'usage)
- Extrudeur déporté (préférence personnelle)
Malgré son extrudeur déporté, cet exemplaire de la Creality CR-6 SE a su me séduire, tant par sa facilité de mise en oeuvre que par son efficacité.
Les quelques écueils que j'ai pu rencontrer sont très certainement dus au statut de prototype mais globalement, la machine est très efficace et ne demande pas de compétences particulière pour la faire fonctionner en un rien de temps.
Mis à part un plateau magnétique et flexible, il n'y a pas grand chose à modifier sur la CR6 SE pour qu'elle soit parfaite !