

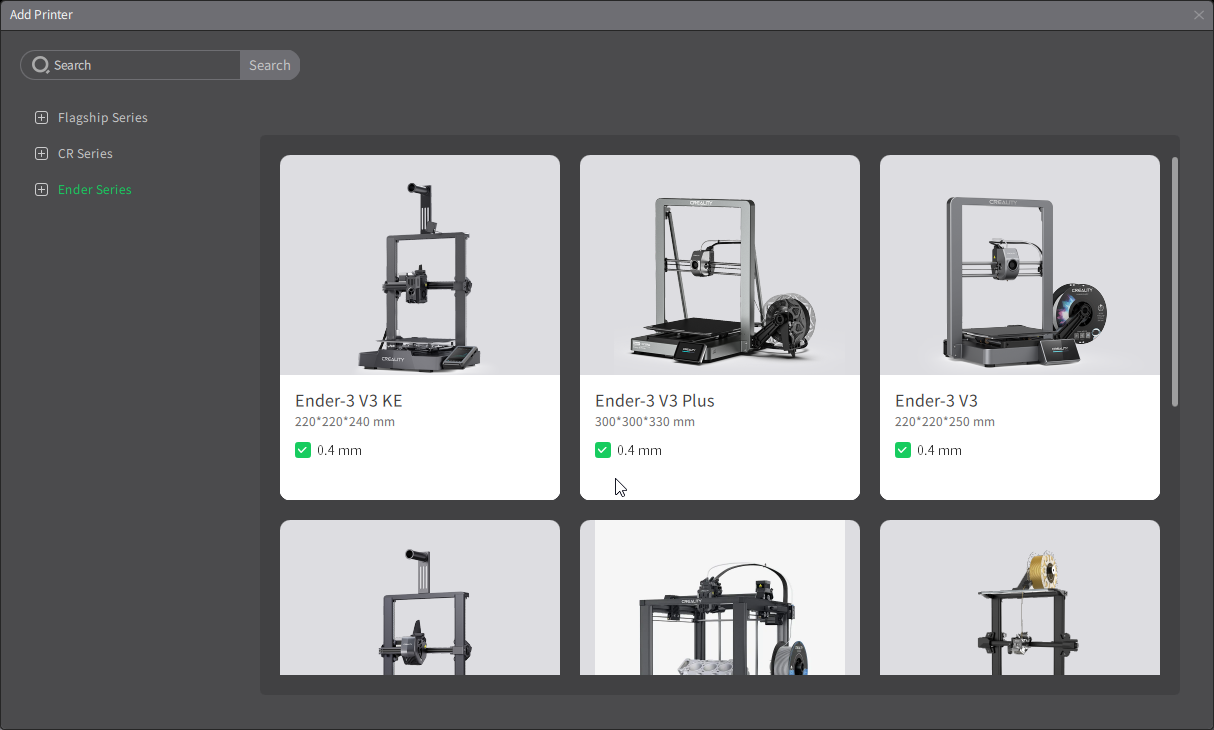
J’ai eu le plaisir d’avoir en test la “Ender-3 V3 Plus“, imprimante à filament ayant un volume d’impression de 300 x 300 x 330 mm, plus grande mais très similaire à la “Ender-3 V3“. Est-elle aussi facile à utiliser et aussi fiable que sa petite sœur ? Nous allons le découvrir dans ce test de la Creality Ender 3 V3 Plus.
Comme à mon habitude, cet article de test synthétise mon sujet de découverte de la Creality Ender-3 V3 Plus sur le forum, que je vous invite à parcourir pour plus de détails et de photos.
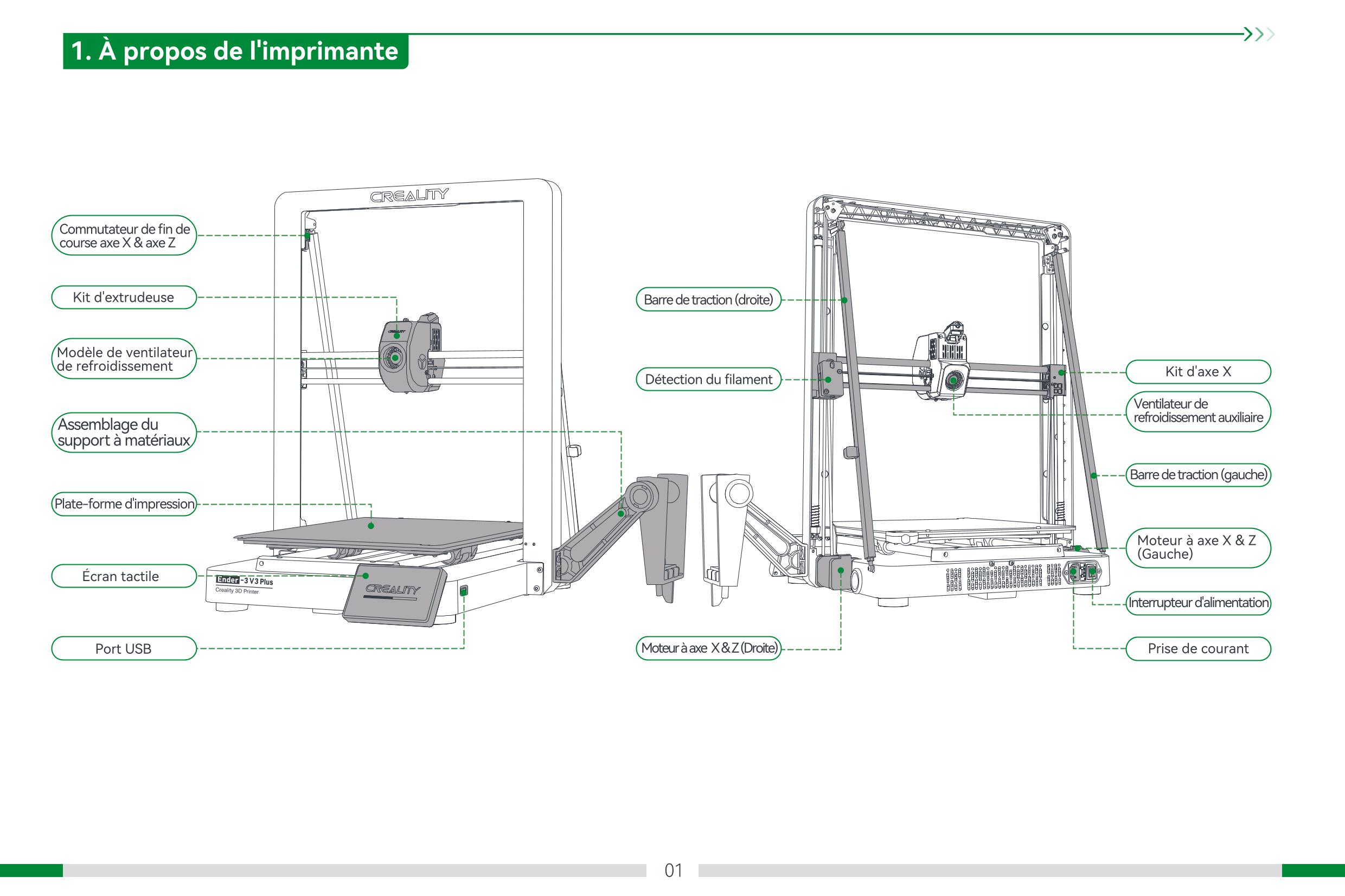
Fiche technique de la Ender-3 V3 Plus
Comme cette “Ender-3 V3 Plus” est très similaire à la “Ender-3 V3”, je ne vais pas rentrer dans les détails communs. Les deux utilisent un firmware basé sur Klipper avec un mode “root” activable pour permettre d’avoir les pleins pouvoir sur le système d’exploitation aux utilisateurs plus expérimentés.
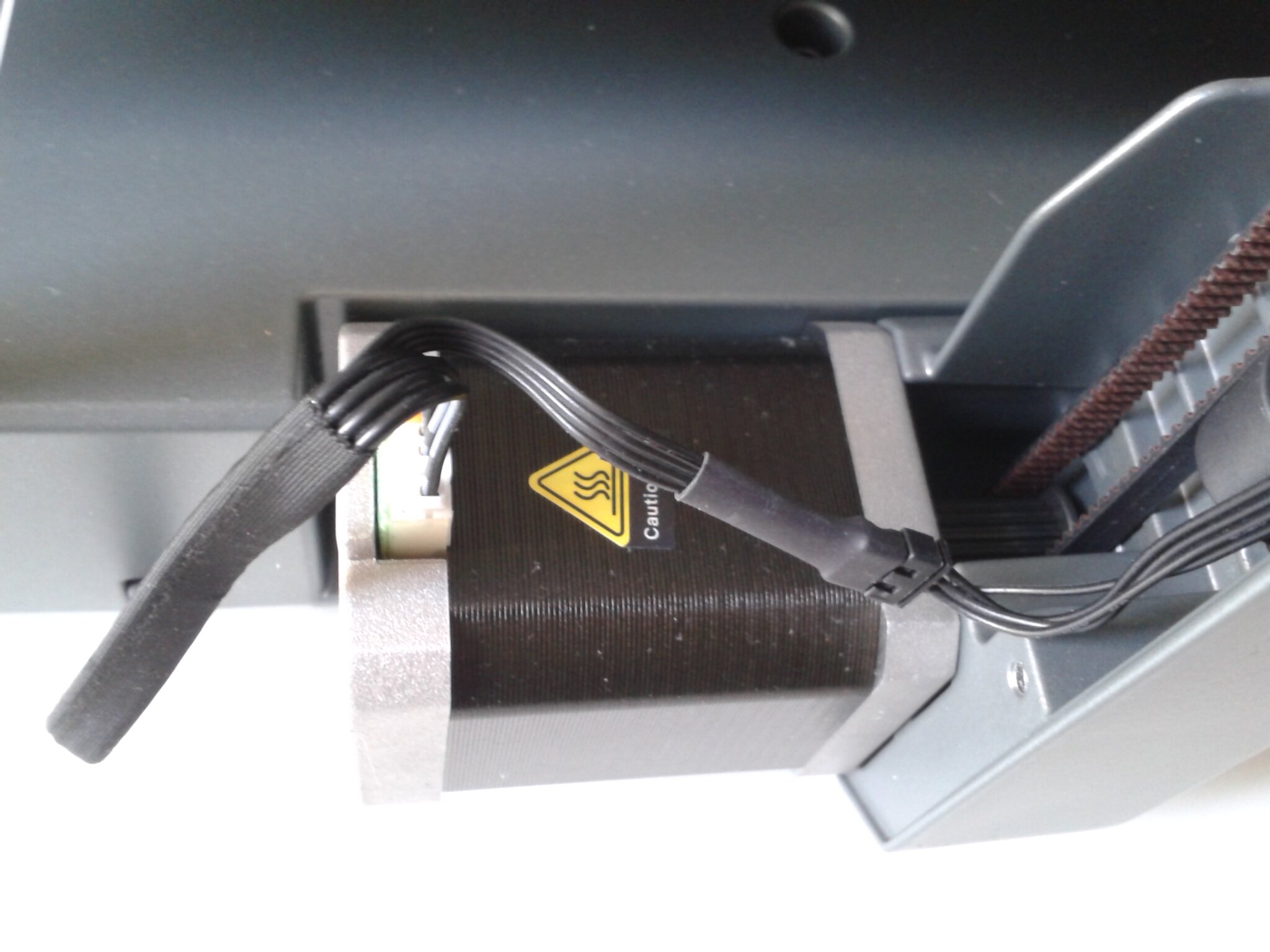
En différences, on peut remarquer qu’il y a des moteurs plus puissants et deux moteurs pour les déplacements du plateau sur l’axe Y, le plateau étant plus grand et donc plus lourd. Le portique a deux barres en plus pour le solidariser à la base, réduisant ainsi les oscillations de ce dernier, car lui aussi est plus grand.
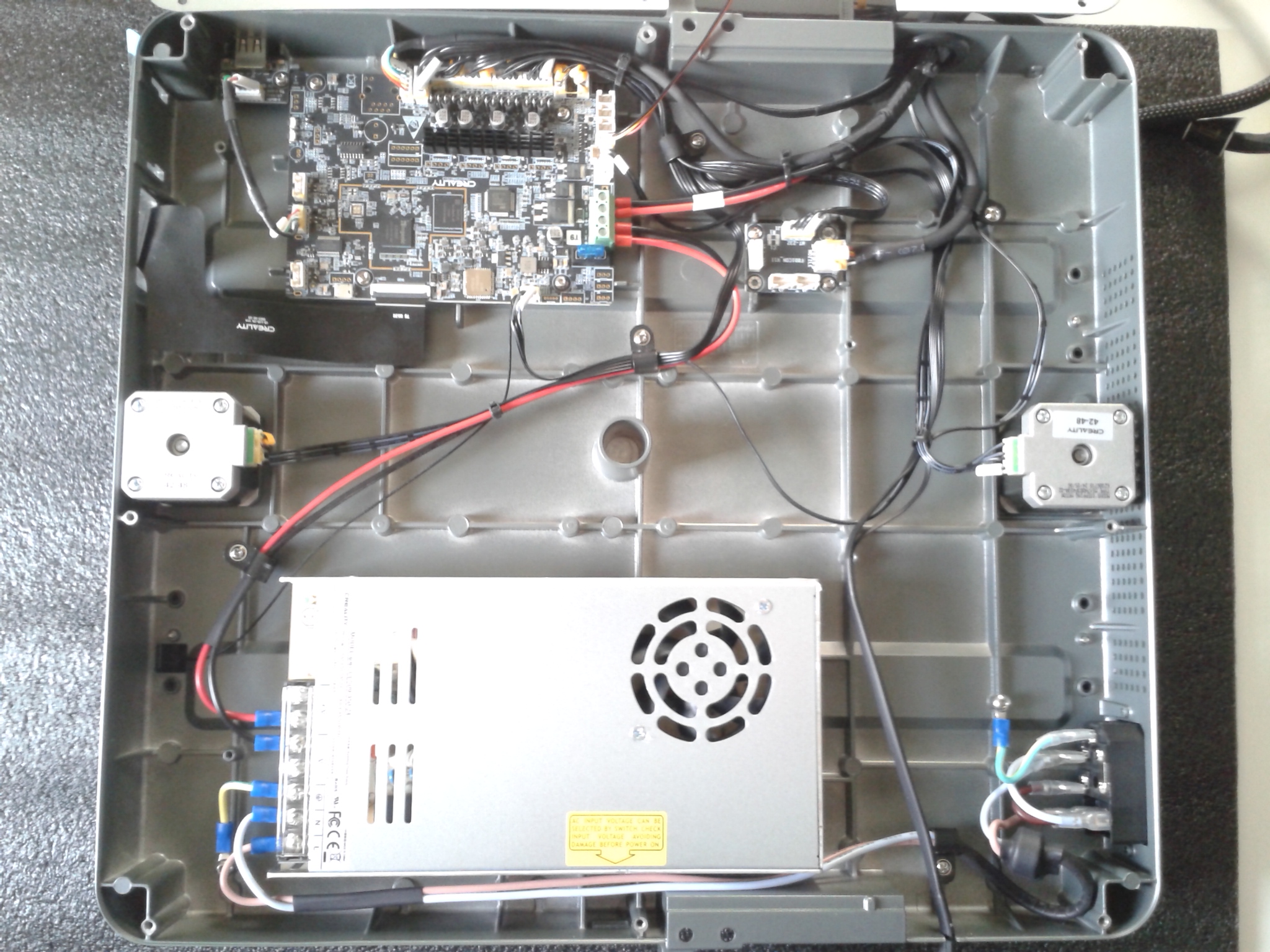
Voir ici pour des photos de la “Ender-3 V3 Plus” avant assemblage et de l’intérieur de sa base.
Dans le tableau suivant, les éléments en gras sont ceux qui diffèrent de la “Ender-3 V3” tout court.
| Technologie | FDM |
| Volume maximal d’impression (LxPxH) | 300 x 300 x 330 mm |
| Compensation de résonance | Oui (2 “G-sensor” inclus, de type ADXL345, intégrés dans la tête d’impression et sous le plateau) |
| Température de la buse | ≤ 300°C |
| Température du plateau chauffant | ≤ 100°C |
| Nivèlement automatique | Calibration automatique du Z-Offset et leveling automatique du plateau grâce à un système avec quatre capteurs de pression (jauge de contrainte et déformation) sous le plateau |
| Motorisation Axe Y | Deux moteurs de 500 mN.m Déplacement plateau le long de deux tiges linéaires robustes Sortie de couple de crête 1000 mN. m |
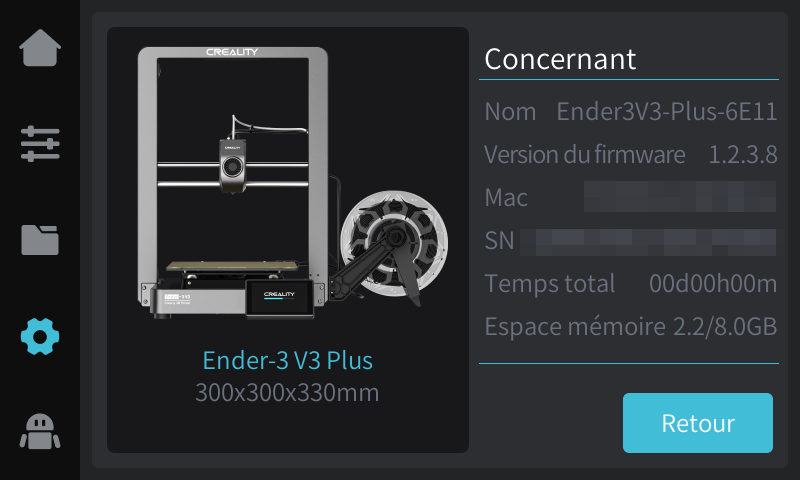
| Écran de contrôle | 4.3 pouces, tactile, 800 × 480 px, 216,97 PPI (cet écran n’est pas un “Nebula Pad” comme sur les Ender-3 V3 KE ou CR-10 SE) |
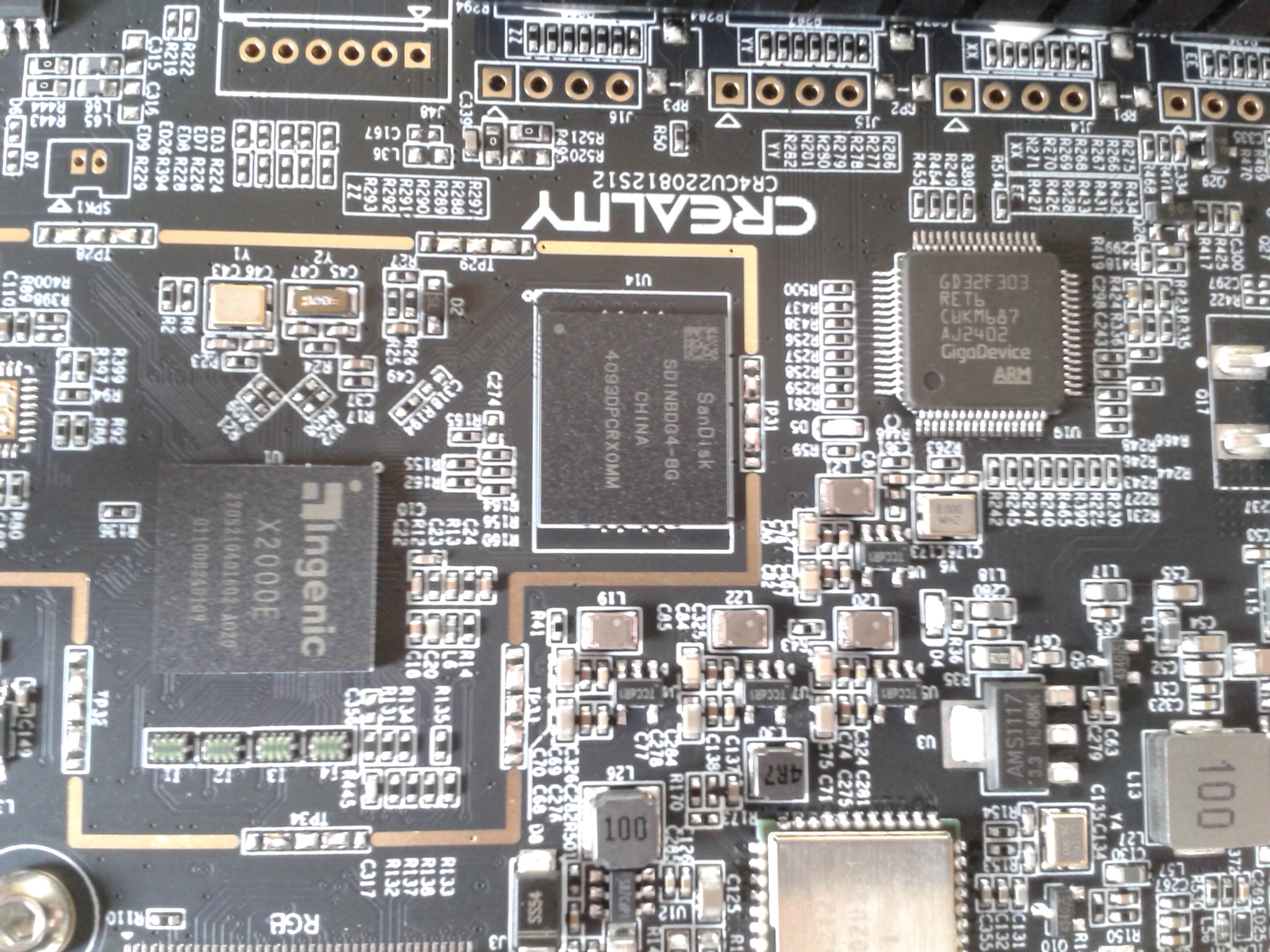
| Carte-mère | 32 bits, avec une mémoire interne eMMC de 8Go ( ~5.8 Go disponible) et des contrôleurs de moteur pas a pas TMC2209 |
| Vitesse maximale d’impression | (un trait de) “≤ 600 mm/s” Pour espérer arriver à ces pointes de vitesse, en plus d’ajuster le débit volumétrique maximum et les vitesses d’un profil matériaux sous Creality Print, il vous faudra un filament dit “haute vitesse” comme du “Hyper PLA Creality“ |
| Vitesse typique d’impression | 300 mm/s |
| Connectivité | Wi-Fi, 1 seul port USB Type A (vers l’avant du côté droit de la base de l’imprimante) |
| Accélération | ≤ 20 000 mm/s² |
| Format fichier d’impression | G-code (fichier d’extension “.gcode”) |
| Précision d’impression | ± 0.2 mm (200 microns) Précision de positionnement sur l’axe Z ≤15㎛ |
| Possibilité de reprise sur coupure de courant | Oui (testé et fonctionnel firmware v1.2.3.8) |
| Hauteur de couche | De 0.1 à 0.35 mm (recommandée avec une buse de 0.4 mm) |
| Capteur de fin de filament | Oui, par défaut (peut être désactivé en le débranchant) |
| Diamètre des filaments | 1.75 mm |
| Caméra | En option, “Nebula Camera” à connecter sur le port USB Type-A sur le côté droit de la base de l’imprimante. |
| Transfert de fichier | Clé USB / WiFi / Creality Cloud |
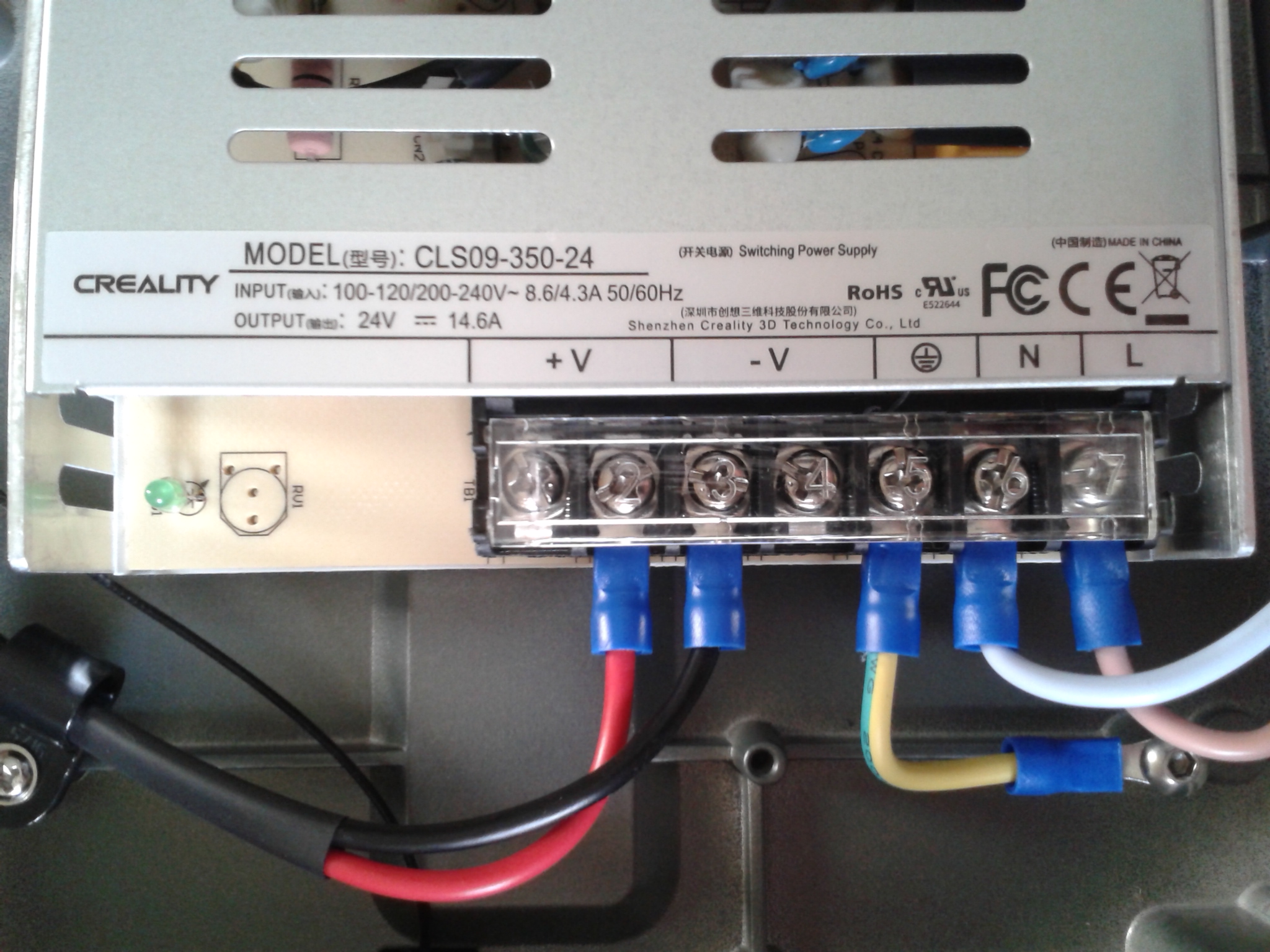
| Tension nominale | 100-120 V~, 200-240 V~, 50/60 Hz |
| Puissance nominale | 350W |
| Surface plateau d’impression | 31 x 31,5 (+1,5) cm (L x P, surface utilisable 30 x 30 cm) |
| Type de surface d’impression | Plaque flexible avec un revêtement texturé “PEI” sur une seule face |
| Logiciel de découpage | Creality Print (pour un profil de la “Ender-3 V3 Plus” pour Orca Slicer, voir ici) |
| Type de buse | “Licorne” (“Unicorn”), buse à remplacement “rapide” (mais pas de “Hot Swap” de l’ensemble de la partie chaude), avec un nez de buse en acier trempé et intégrée avec Brise-Chaleur/Heatbreak |
| Formats de fichiers pour le découpage | STL, OBJ, 3MF |
| Extrudeuse | “Nouvelle extrudeuse à entraînement direct à grande vitesse” |
| Matériaux supportés | PLA, TPU (95A), PETG, ABS, PLA-CF, PETG-CF, CR-carbon Mais comme elle n’a pas d’enceinte fermée, il vous faudra un caisson pour l’ABS (exemple) |
| Dimensions de l’imprimante | 41 x 44.5 x 57.7 cm |
| Poids net | 11.5 kg |
| Langues de l’interface utilisateur | 中文/English/Deutsch/Español/Français/Italiano/Português/Русский/Turkish/日本語/한국어 |
Ayant précédemment testé les “Ender-3 V3 SE” (sujet, test) et “Ender-3 V3 KE” (sujet, test), j’aurais donc eu un aperçu de l’ensemble de la gamme des Ender-3 V3 de chez Creality.
Déballage (unboxing)
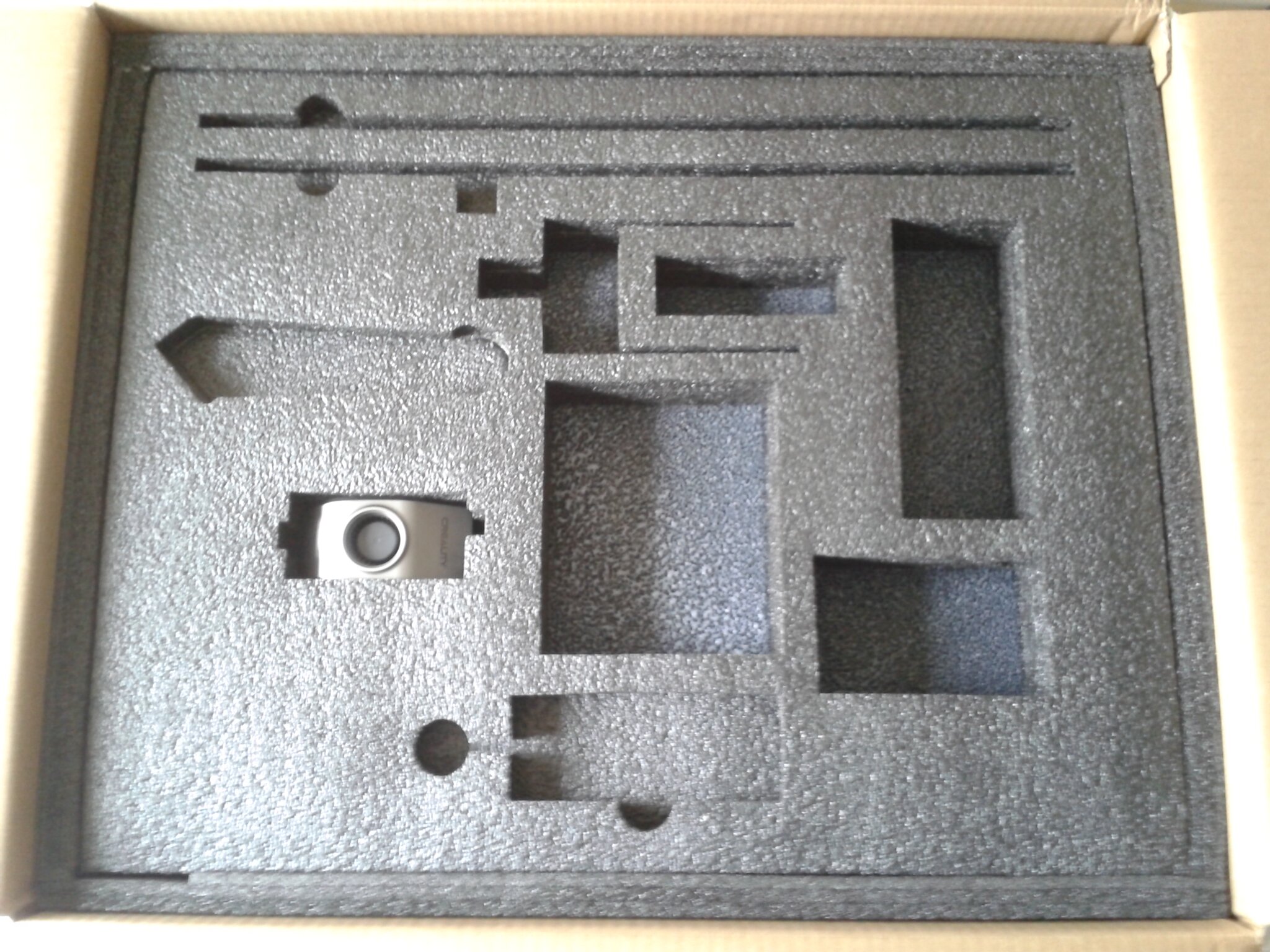
Bien protégé dans un carton robuste et calé dans des blocs de mousses découpés sur-mesure, le déballage de cette machine est relativement rapide.




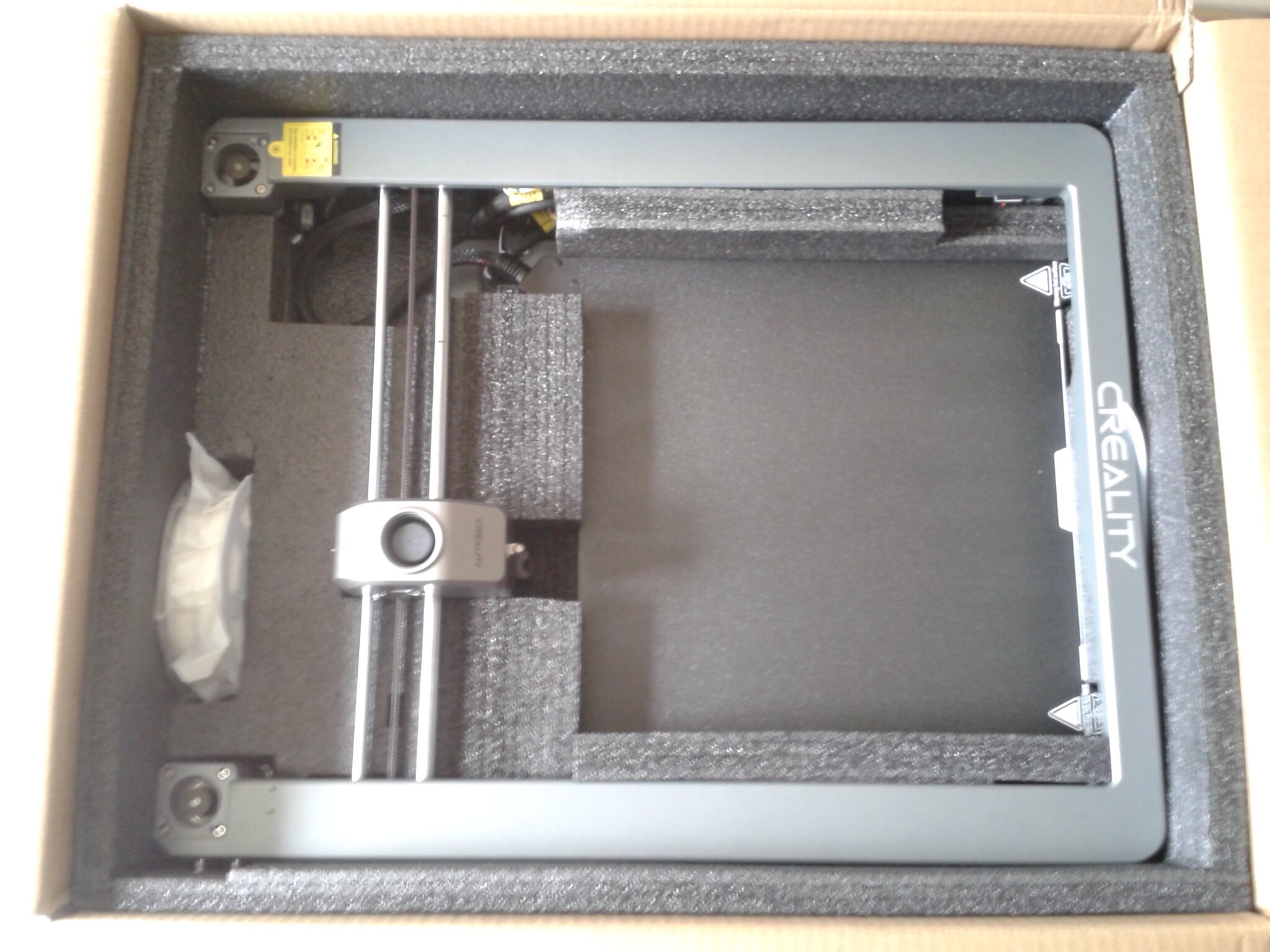


Bien prendre soin de soulever la base par le dessous et de ne pas la tirer par le plateau pour éviter de forcer et d’abimer les capteurs (jauges de contraintes) qui sont sous les quatre coins du plateau.








Liste des fichiers sur la clé USB de 16 Go fournie :
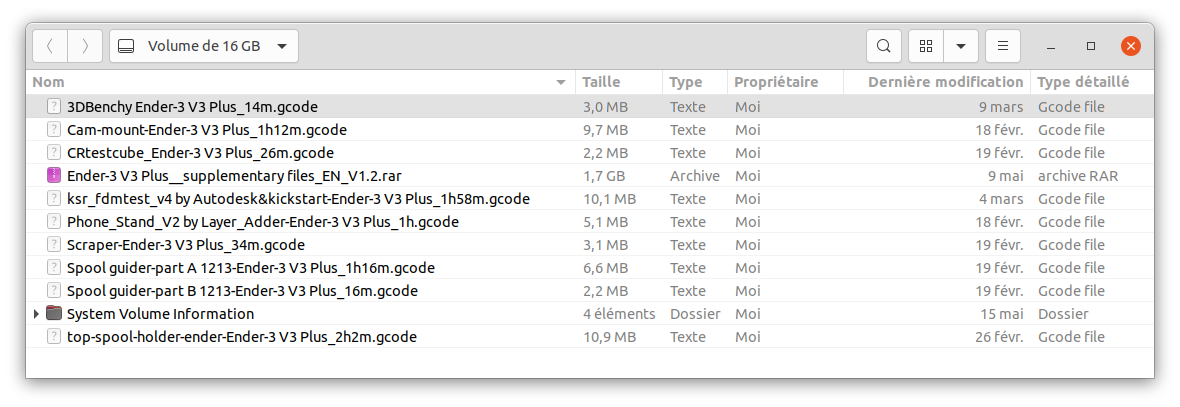

Dans le fichier “Ender-3 V3 Plus__supplementary files_EN_V1.2.rar”, on retrouve la vidéo officielle de déballage et mise en fonction de la Ender-3 V3 Plus.

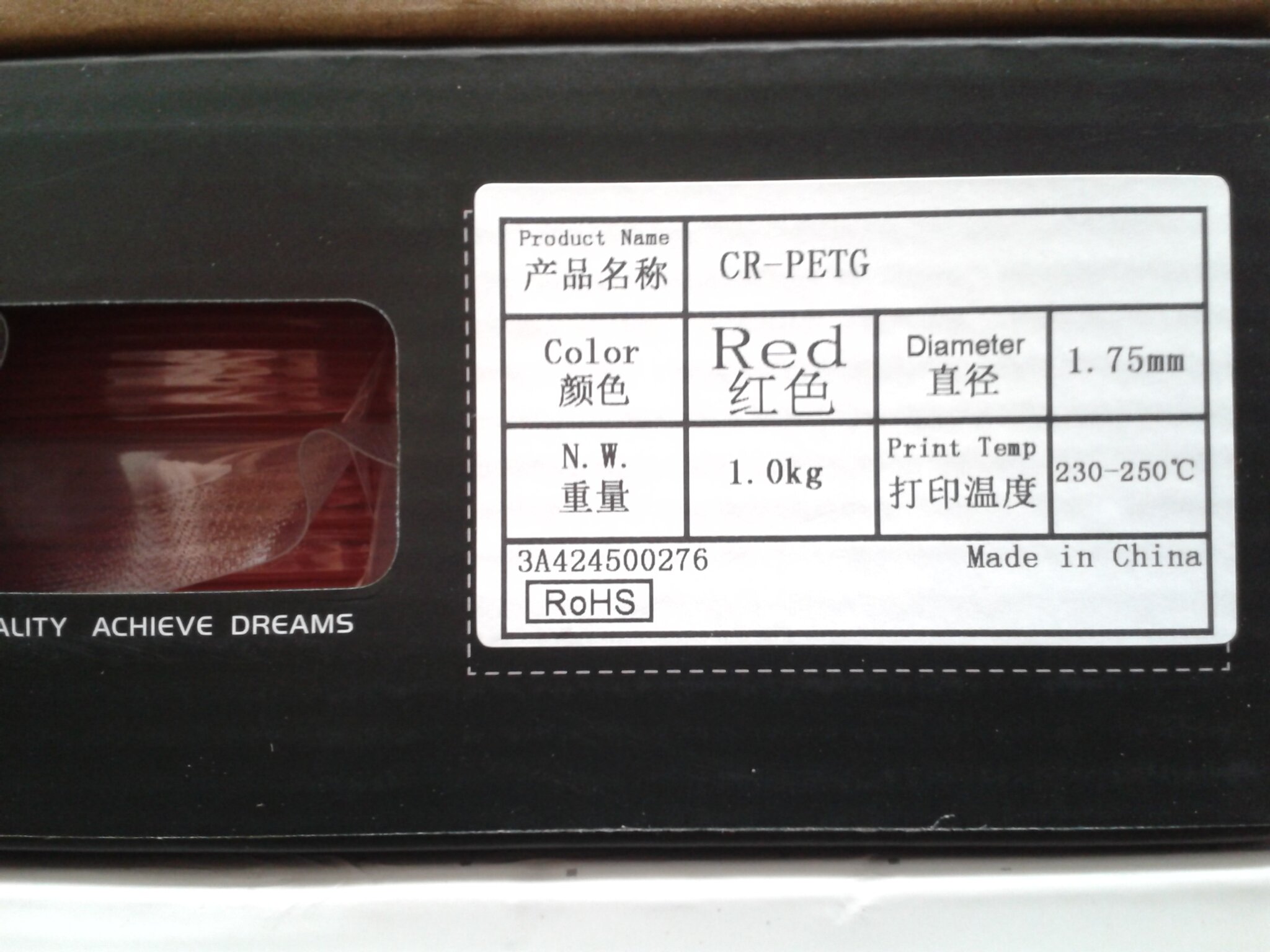
Creality a eu la générosité de fournir quatre bobines de différents filaments : CR-PLA Fluo-Green Creality, Hyper PLA Gold Creality, CR-PETG Red Creality et HP-TPU Transparent Creality.



Ainsi qu’un “Nebula Smart Kit“. Mais pour ce test, comme la “Ender-3 V3 Plus” se trouve déjà sous Klipper et donc que l’écran “Nebula Pad” n’est pas compatible ou utile, je n’utiliserai que la “Nebula Camera” et son trépied de ce kit pour en faire des vidéos souvenir (timelapse). Il est possible d’acheter la “Nebula Camera” seule.




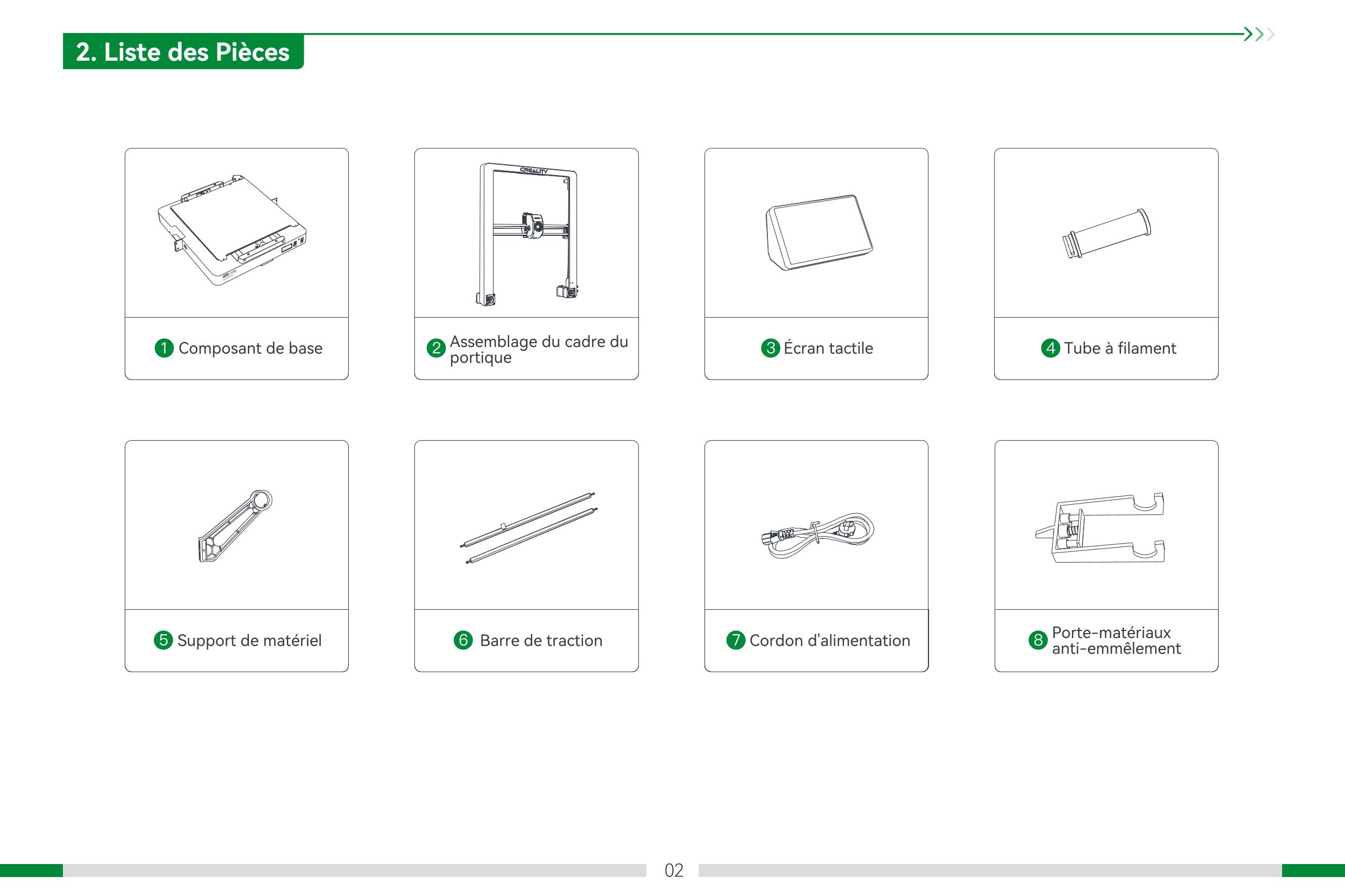
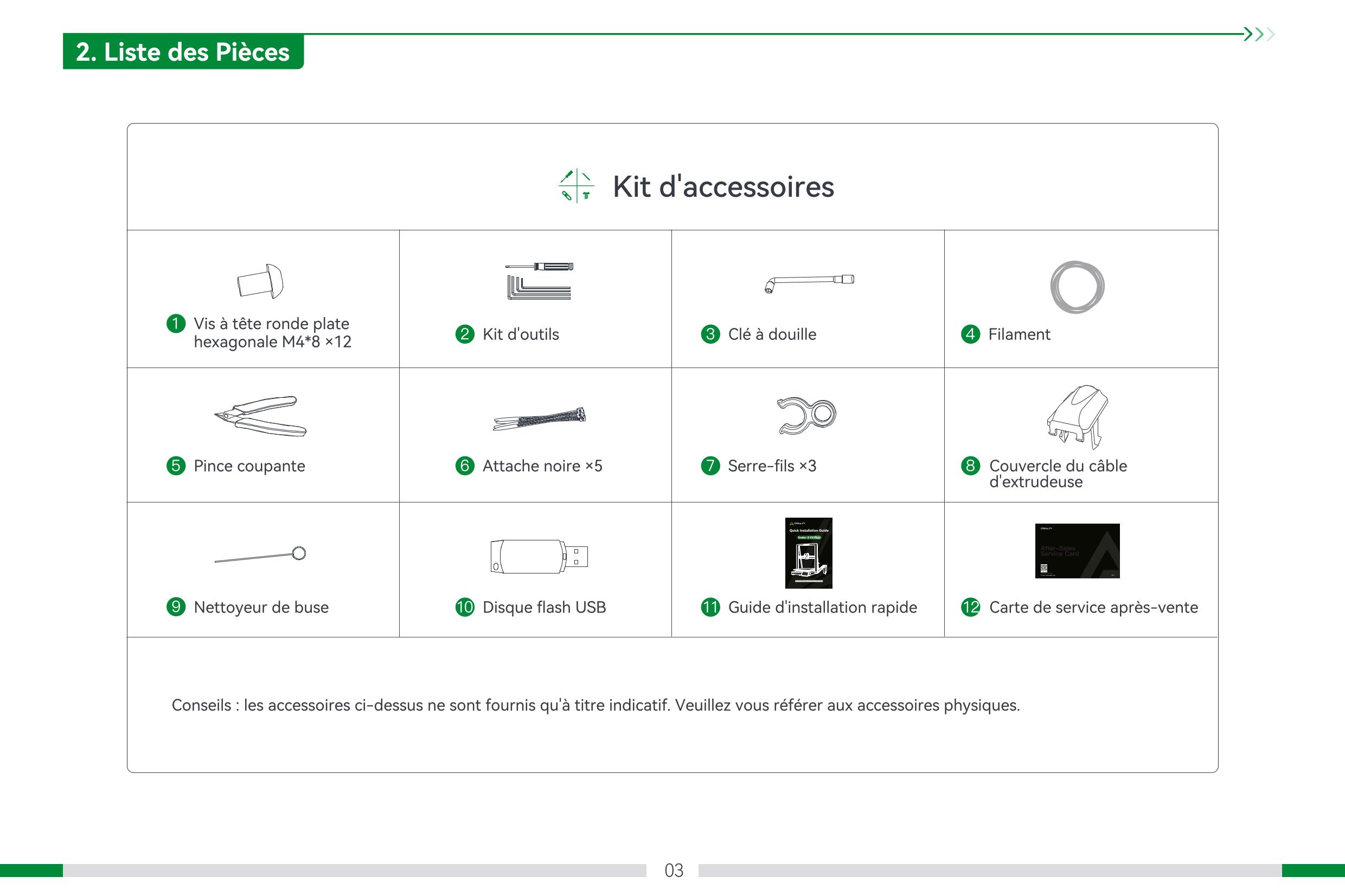
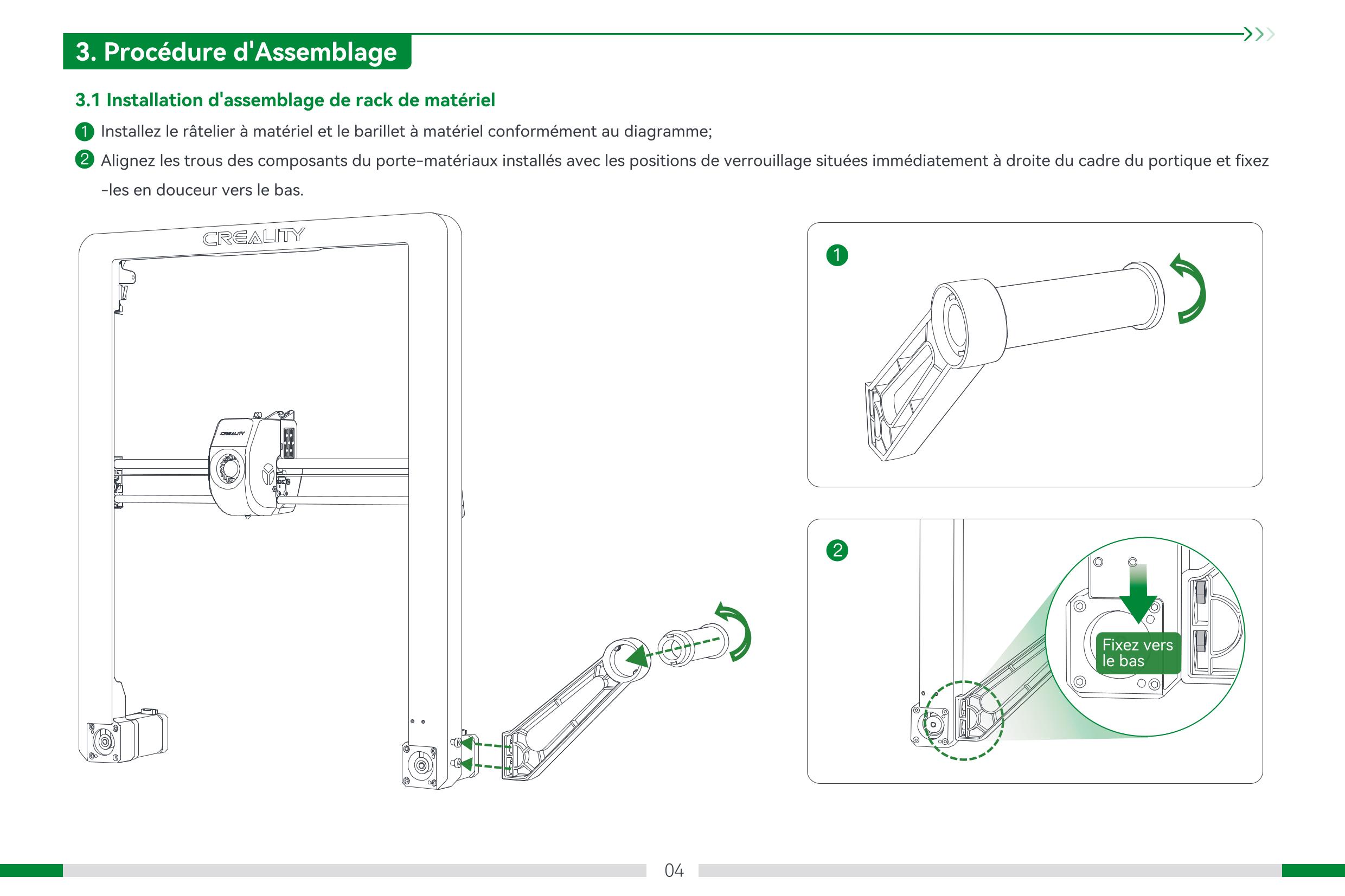
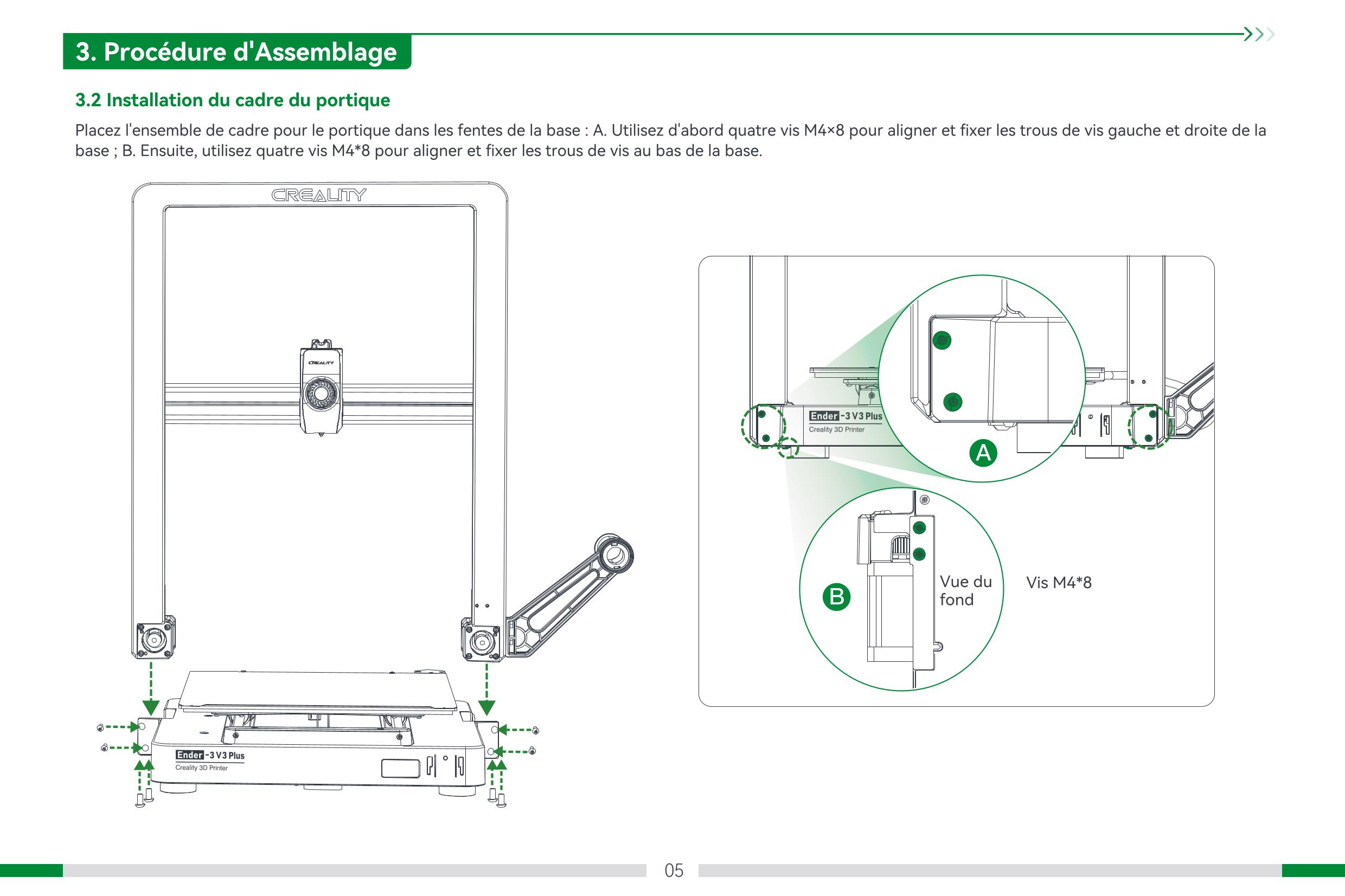
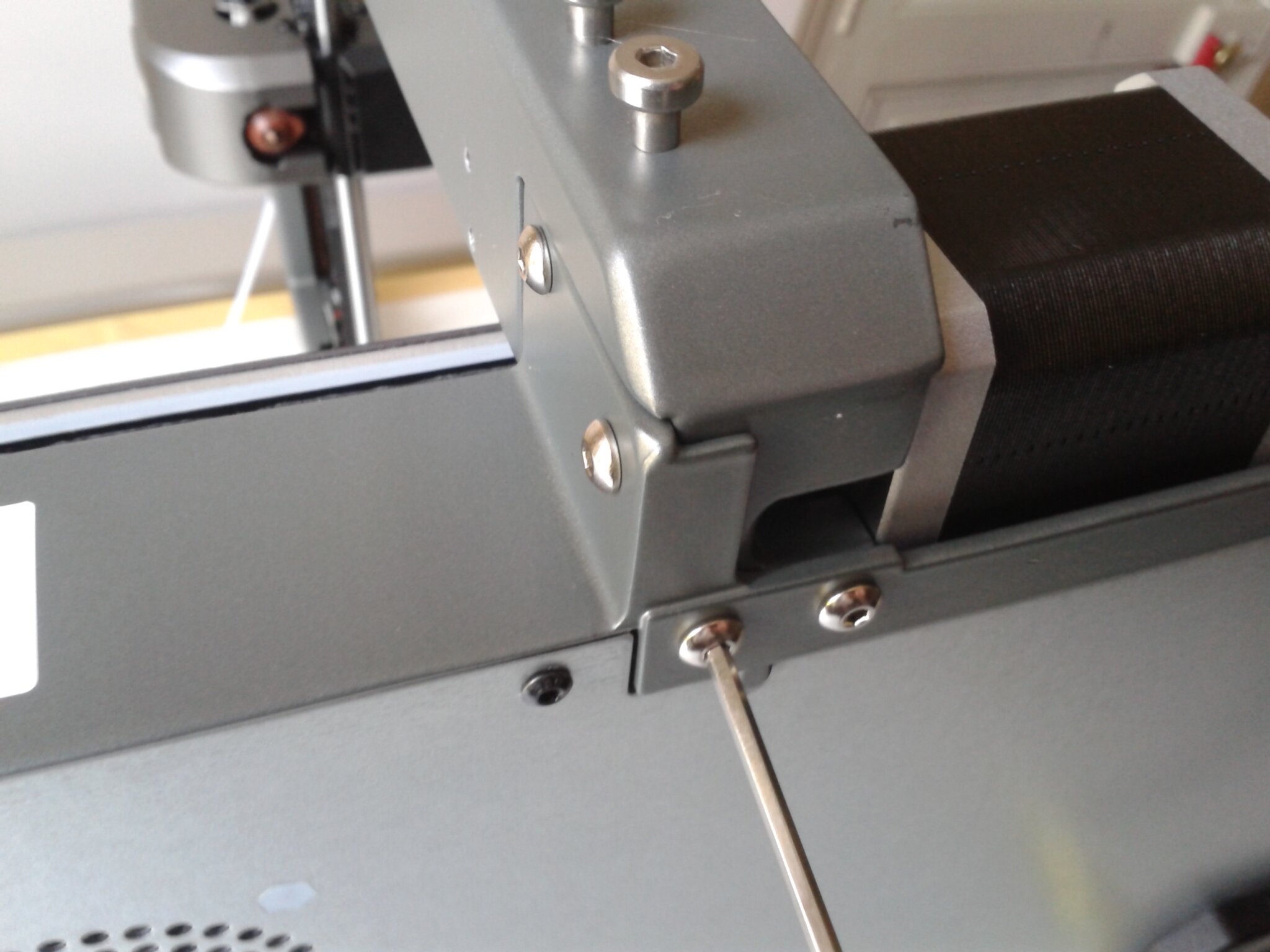
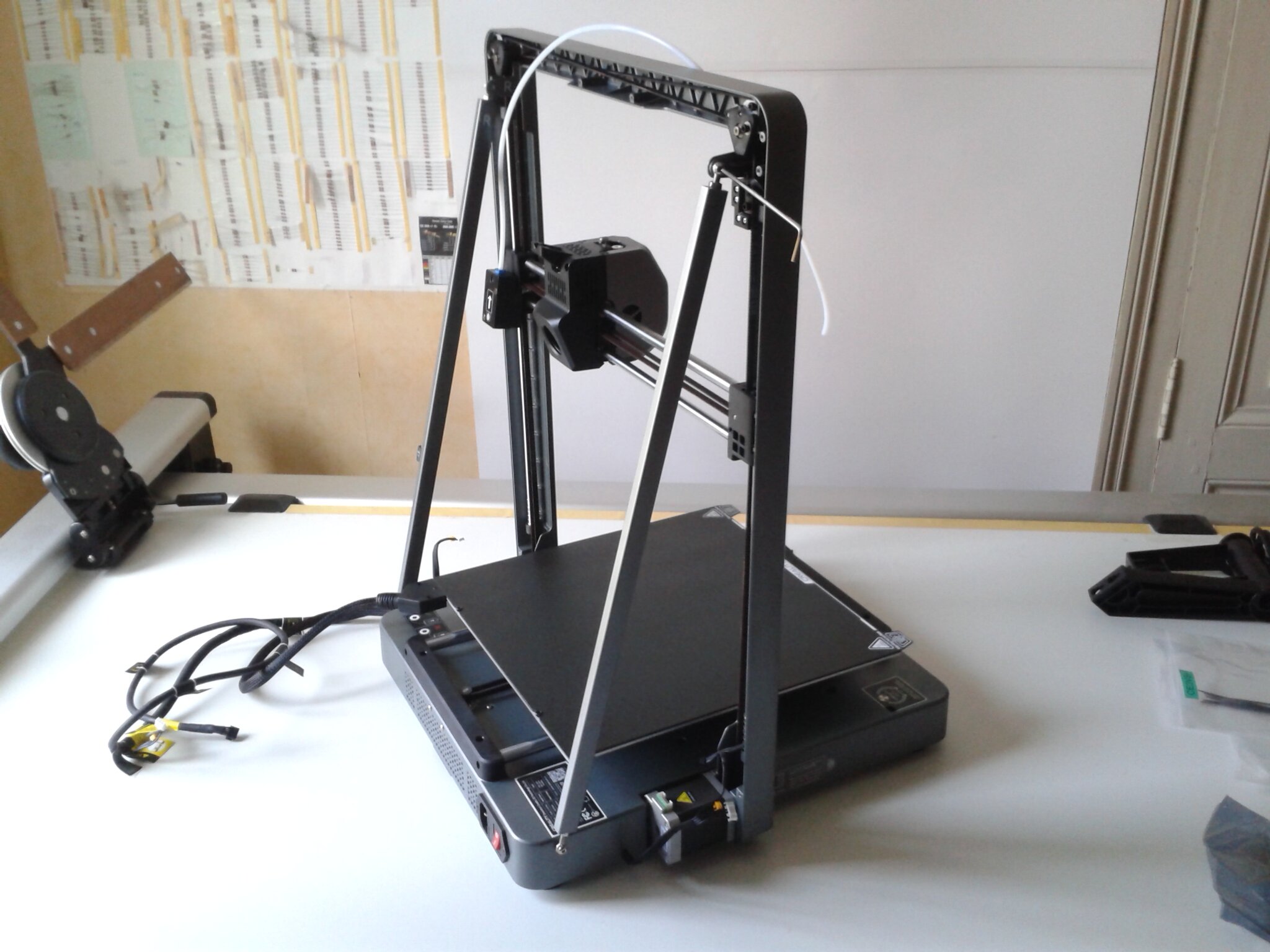
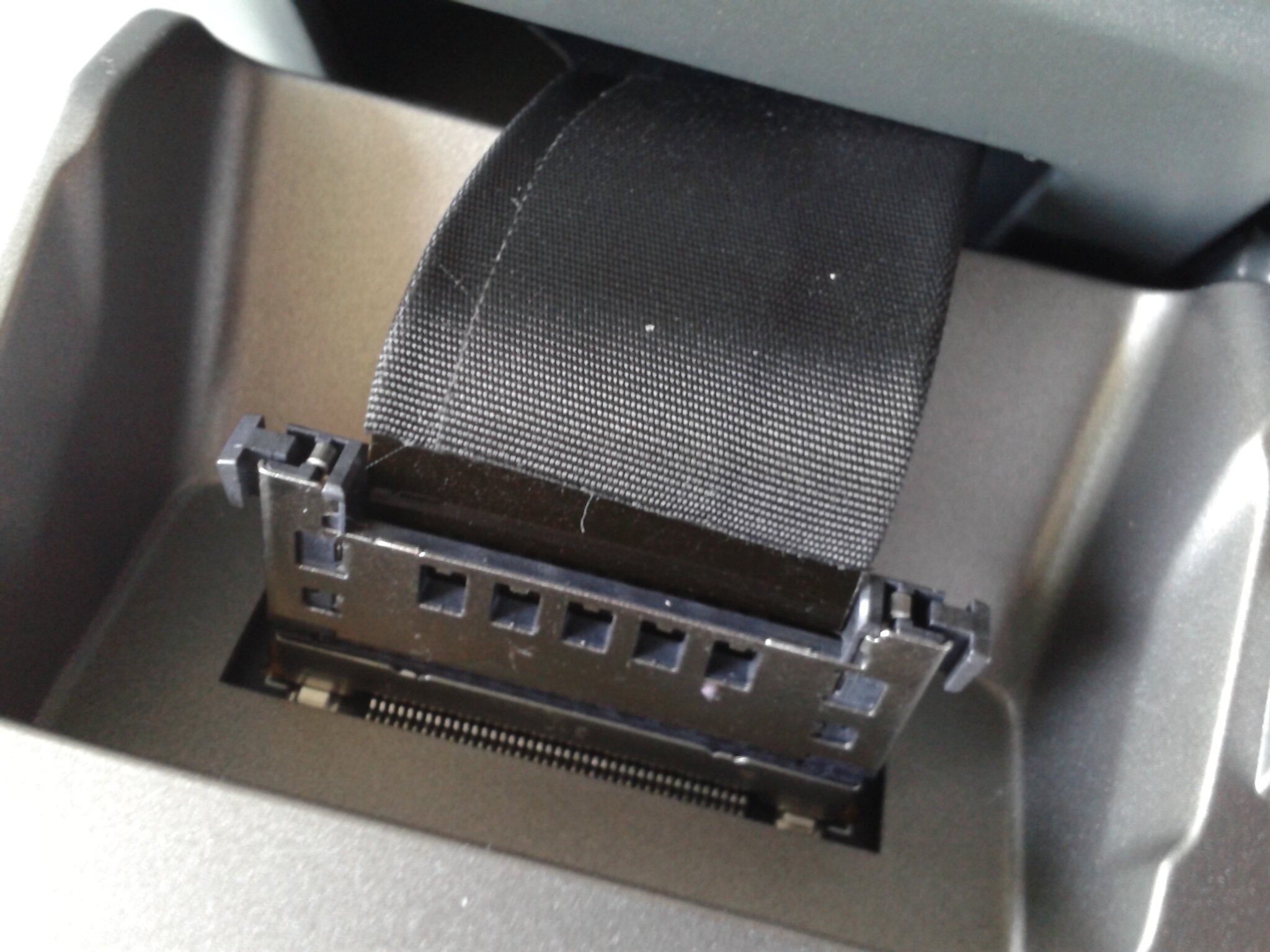
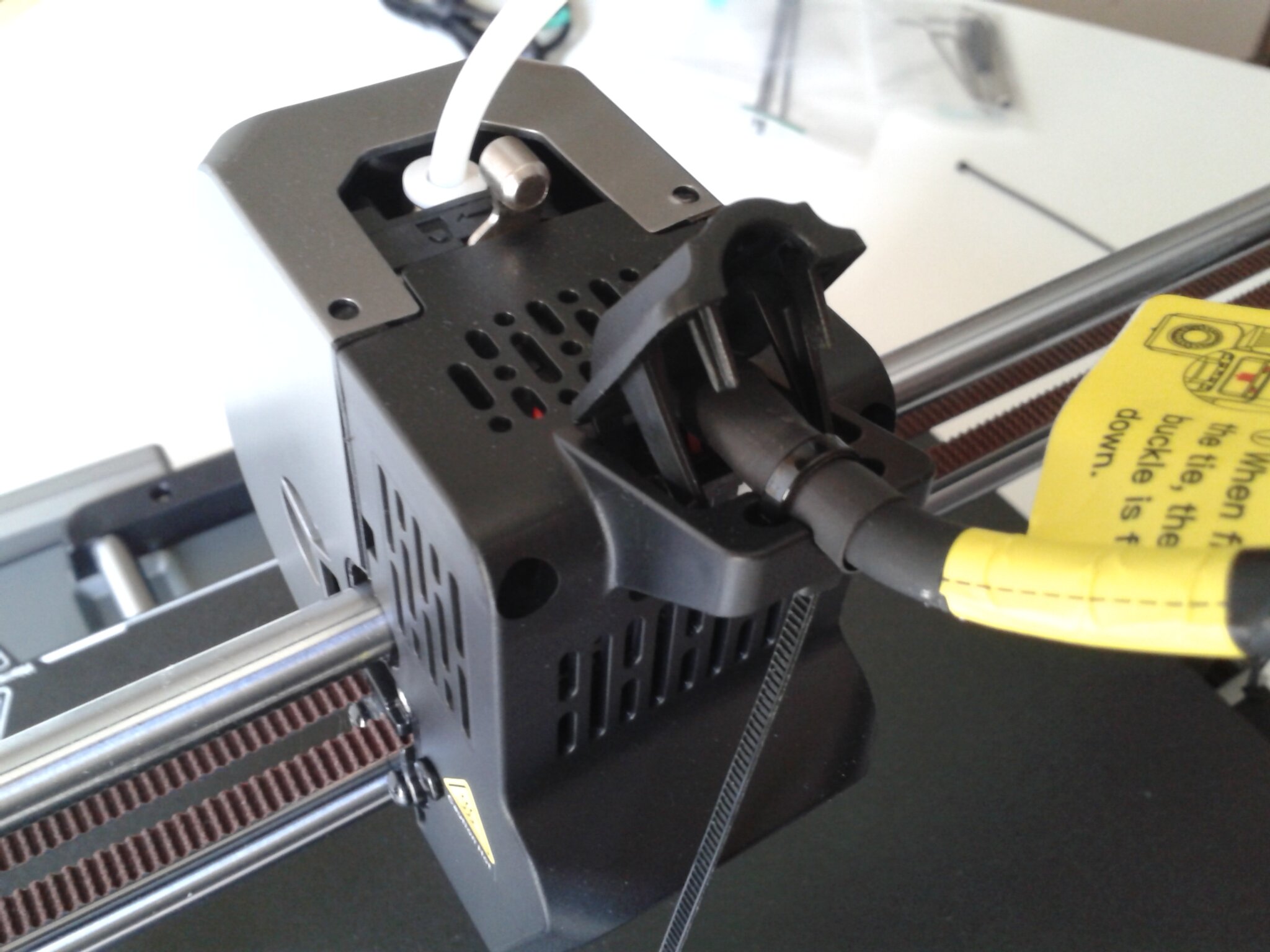
Montage de la Ender-3 V3 Plus
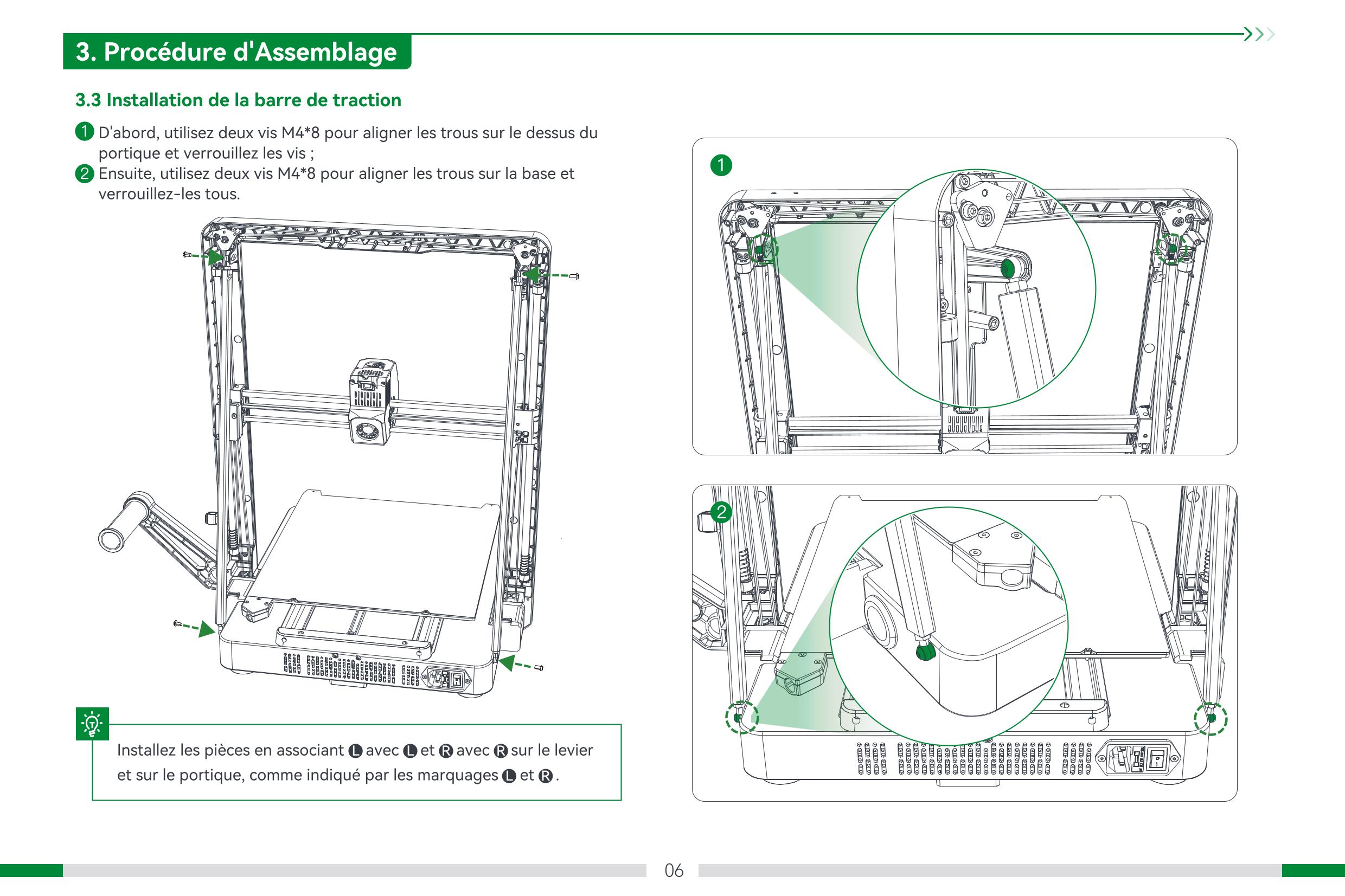
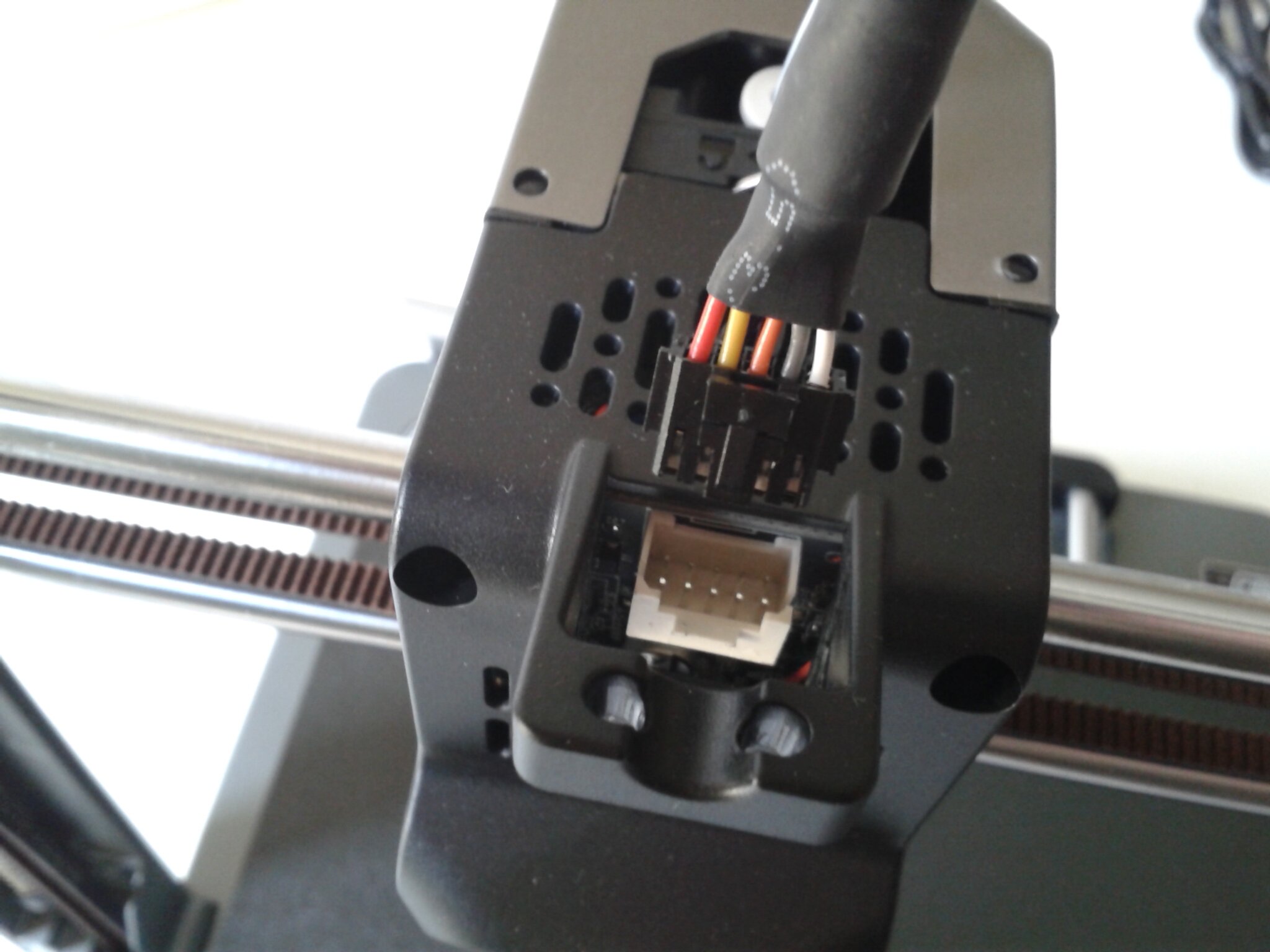
Les étapes sont relativement simples et rapides. Comme sur la “Ender-3 V3”, il s’agit de mettre en place le portique, l’écran, connecter les différents faisceaux de câbles. Il y a cependant deux barres en plus pour garantir la bonne stabilité du portique.
Même si la mise en place du porte-bobine est la première étape du guide, j’ai préféré le mettre en place en dernier.









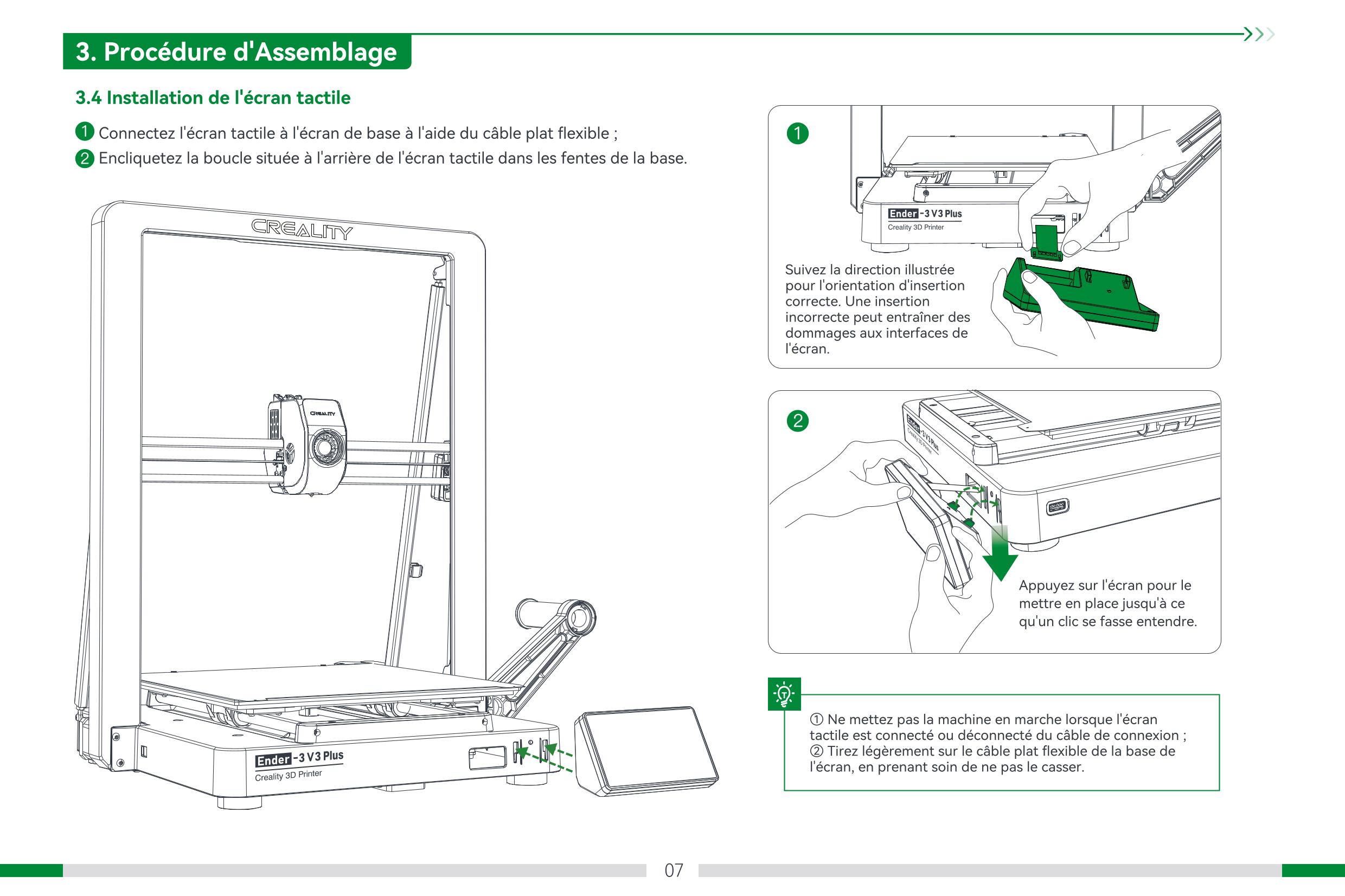



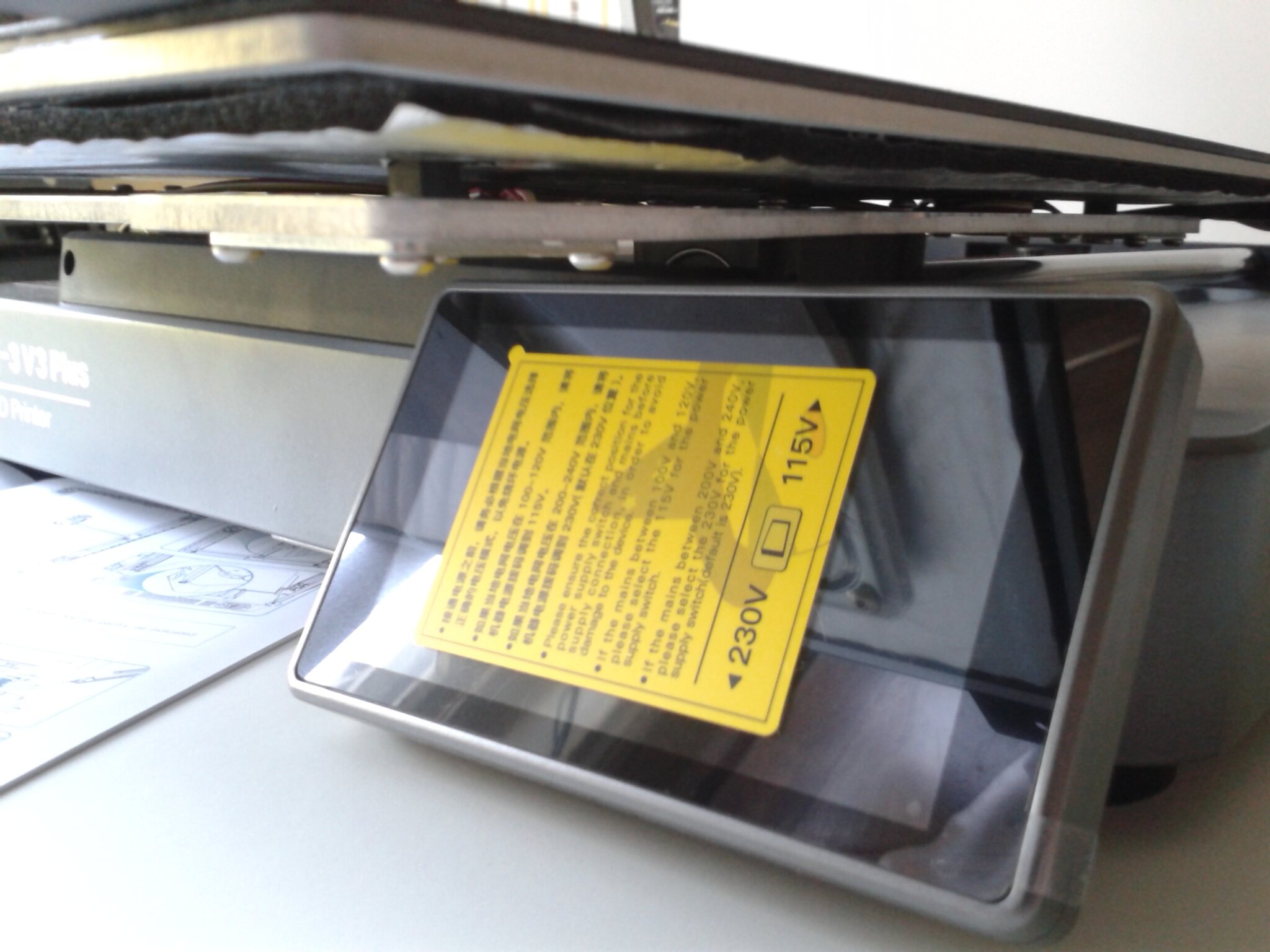












Ne pas oublier de vérifier que le sélecteur de tension du bloc d’alimentation est bien positionné pour la tension de votre réseau électrique.
Acheter une Ender-3 V3 Plus chez Creality
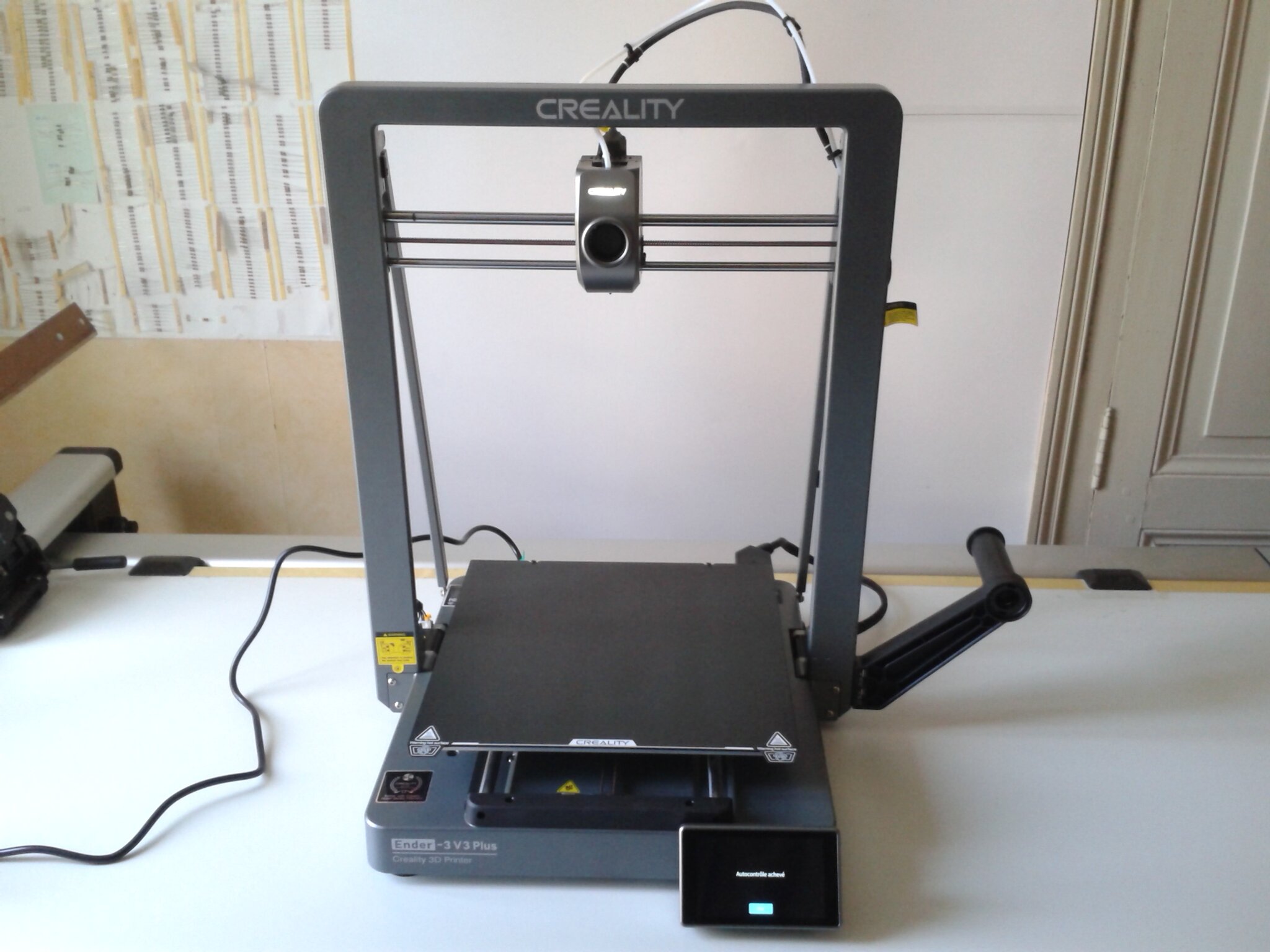
Mise en route de la Ender-3 V3 Plus
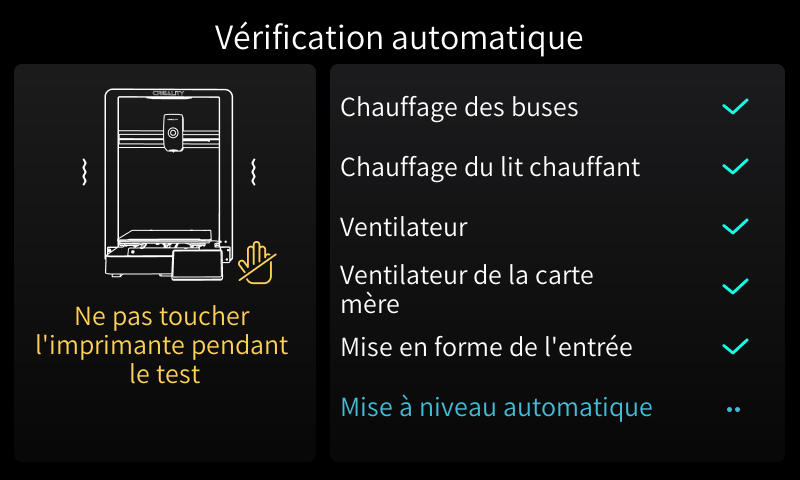
Au premier démarrage de la machine, après le logo qui s’anime durant 15 à 20 secondes, il est demandé de sélectionner la langue des menus, d’accepter les conditions d’utilisation, de choisir et saisir la clé de son réseau Wi-Fi, sélectionner le fuseau horaire, le serveur Creality Cloud et lancer les vérifications automatiques qui vont se faire en 15 minutes environ.







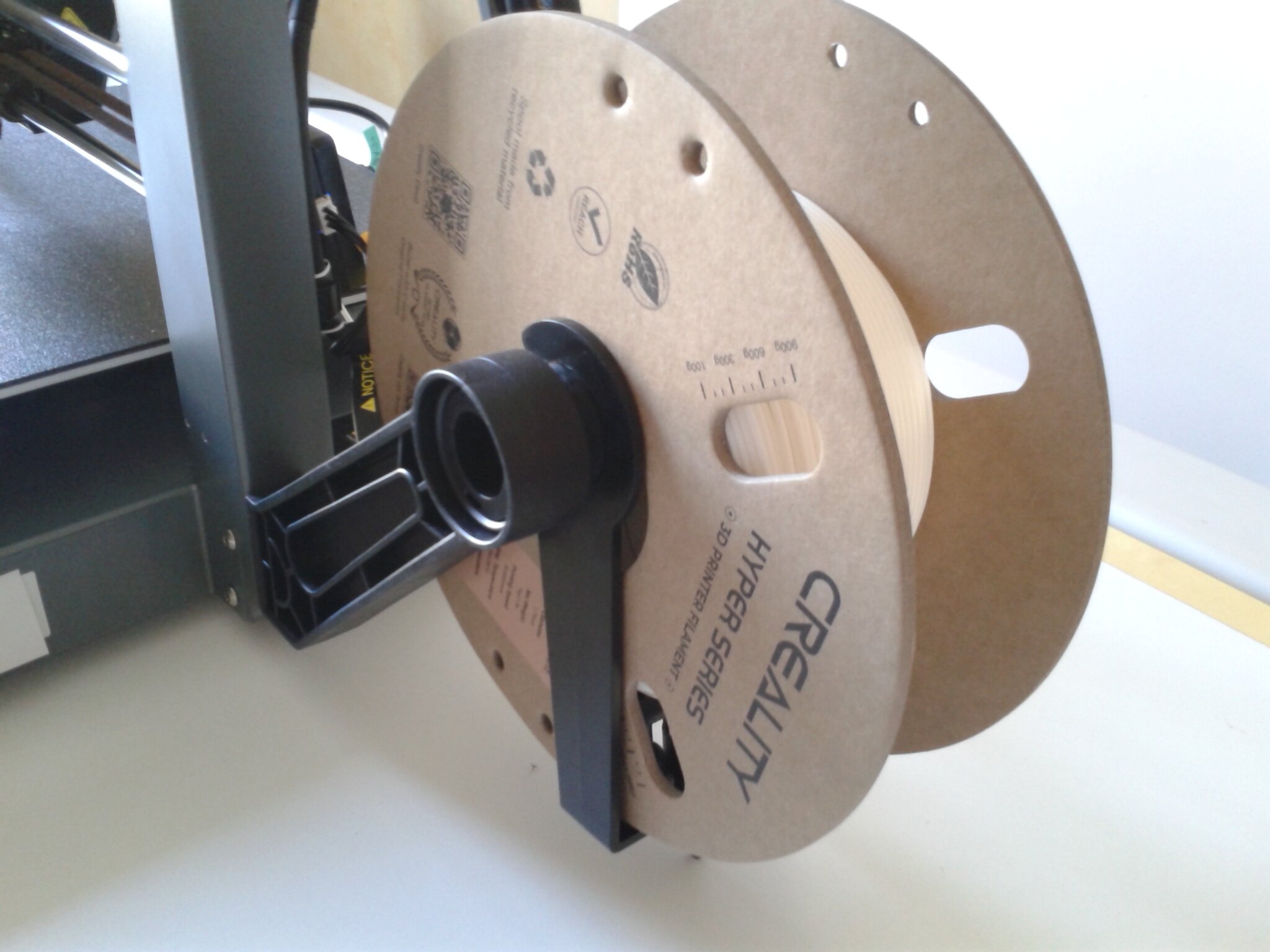
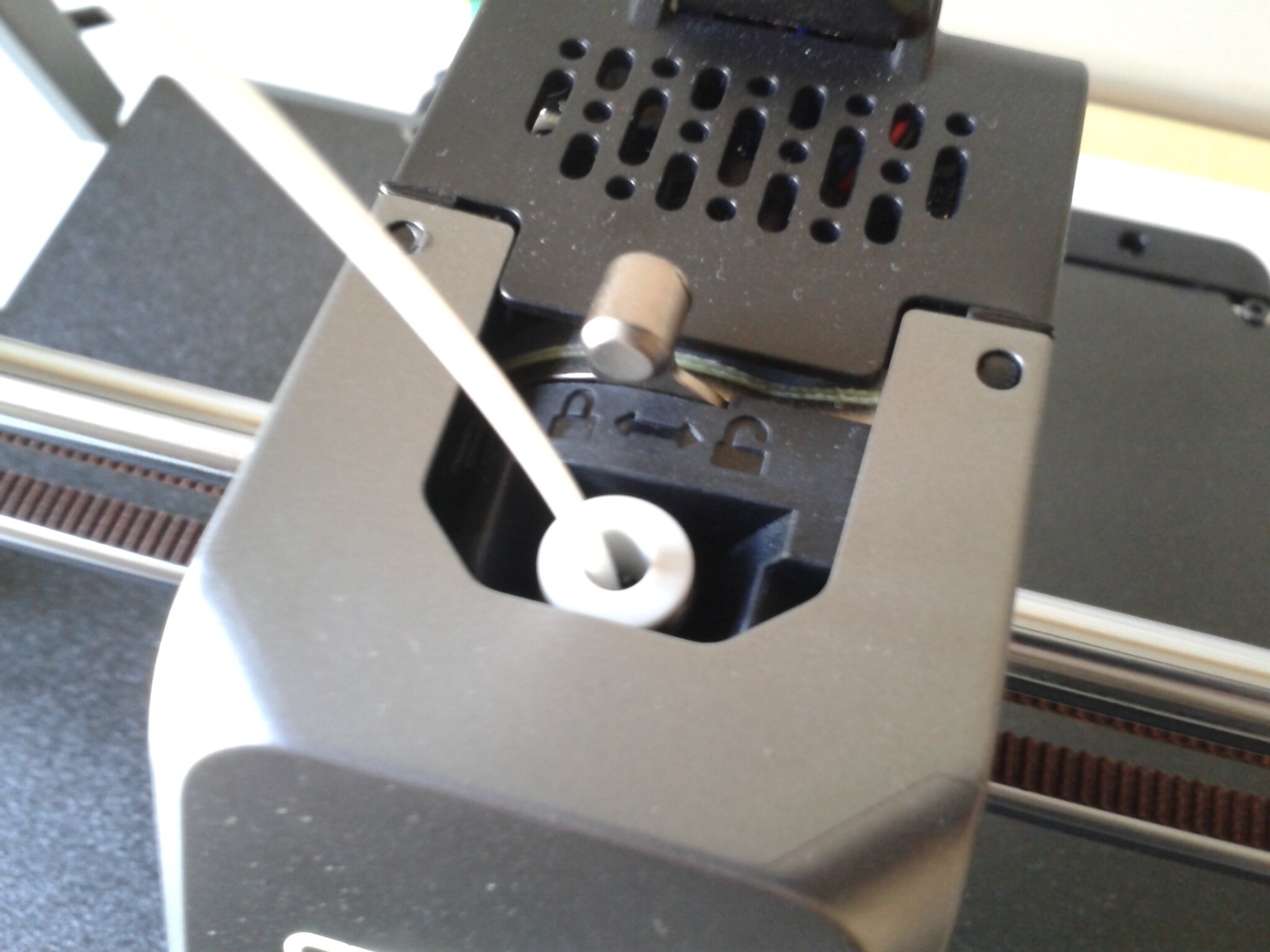
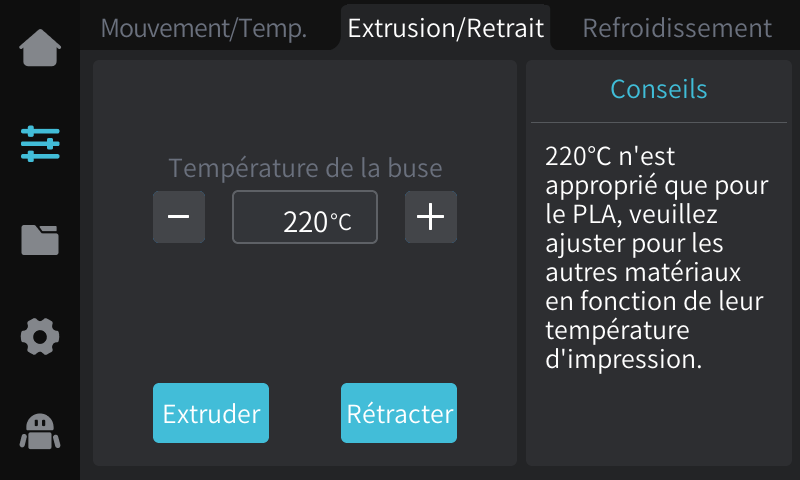
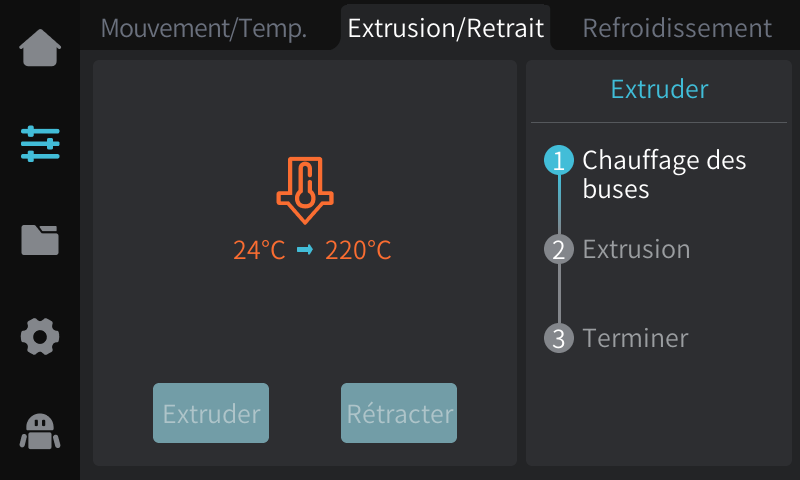
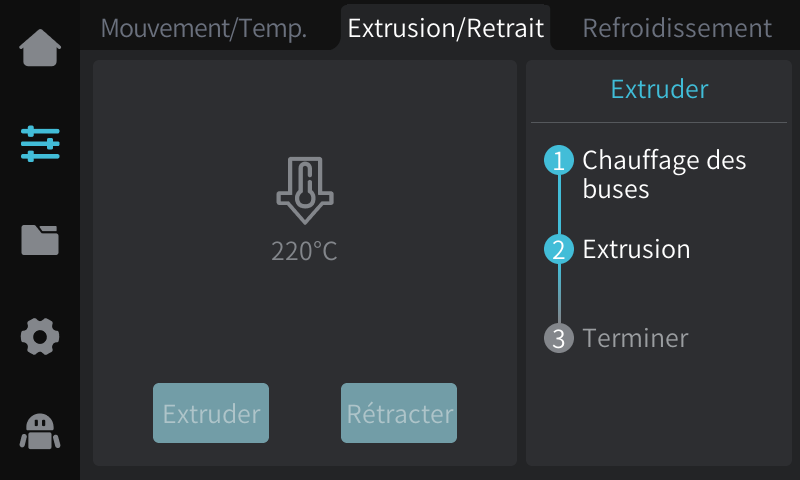
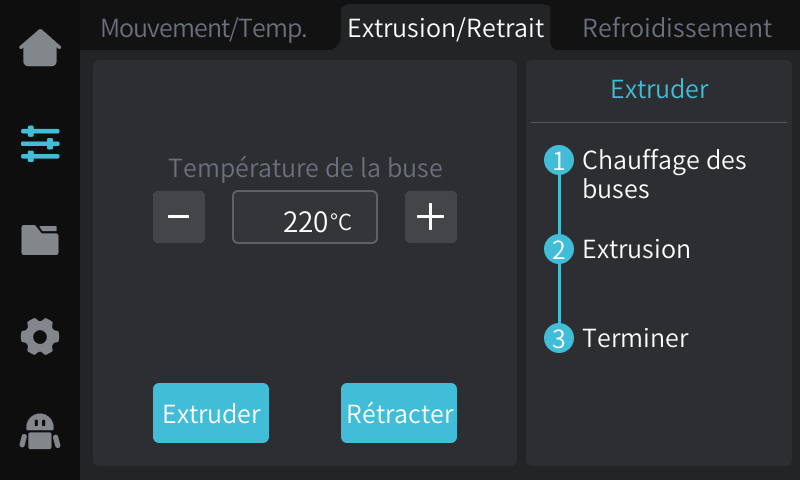
Il s’agit ensuite de mettre en place une bobine avec éventuellement le système anti-enchevêtrement du filament sur la bobine, passer le filament dans le détecteur de fin de filament, amener le fil jusqu’à la tête d’impression, le pousser dans l’extrudeur levier sur la position déverrouillée, replacer le levier en position verrouillé, reconnecter le tube PTFE de guidage à la tête d’impression et demander une extrusion pour vérifier que le filament s’extrude correctement.






Impression de test (PLA)
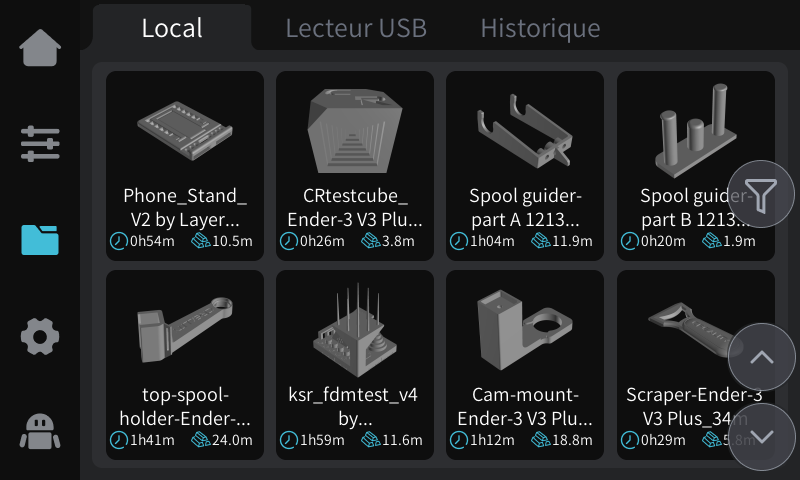
Sur la clé USB et dans la mémoire interne de la machine, on retrouve des fichiers de test pré-tranchés. J’ai imprimé l’ensemble de ces fichiers depuis le stockage interne de la Ender3 V3 Plus.
Ici avec le firmware v1.2.3.8.
Pour plus de détails et de photos sur les impressions de test, voir ici.
3DBenchy-Ender-3 V3 Plus_14m26.gcode
Filament : Hyper PLA White Creality







3DBenchy-Ender-3 V3 Plus_14m28.gcode
Filament : Hyper PLA White Creality



CRtestcube_Ender-3 V3 Plus_26m.gcode
Filament : CR-PLA Fluo-Green Creality



Cam-mount-Ender-3 V3 Plus_1h12m.gcode
Filament : CR-PLA Fluo-Green Creality



Scraper-Ender-3 V3 Plus_34m.gcode
Filament : CR-PLA Fluo-Green Creality



Phone_Stand_V2 by Layer_Adder-Ender-3 V3 Plus_1h.gcode
Filament : CR-PLA Fluo-Green Creality



ksr_fdmtest_v4 by Autodesk&kickstart-Ender-3 V3 Plus_1h58m.gcode
Filament : CR-PLA Fluo-Green Creality



Vidéo timelapse de ce Torture test Kickstarter sur la Creality Ender-3 V3 Plus :

top-spool-holder-ender-Ender-3 V3 Plus_2h2m.gcode
Filament : CR-PLA Fluo-Green Creality



top-spool-holder-Ender-3 V3 Plus_1h41m.gcode
Filament : EN-PLA+ Jade Green Creality



Spool guider-part A 1213-Ender-3 V3 Plus_1h4m.gcode et Spool guider-part B 1213-Ender-3 V3 Plus_20m.gcode
Filament : EN-PLA+ Jade Green Creality





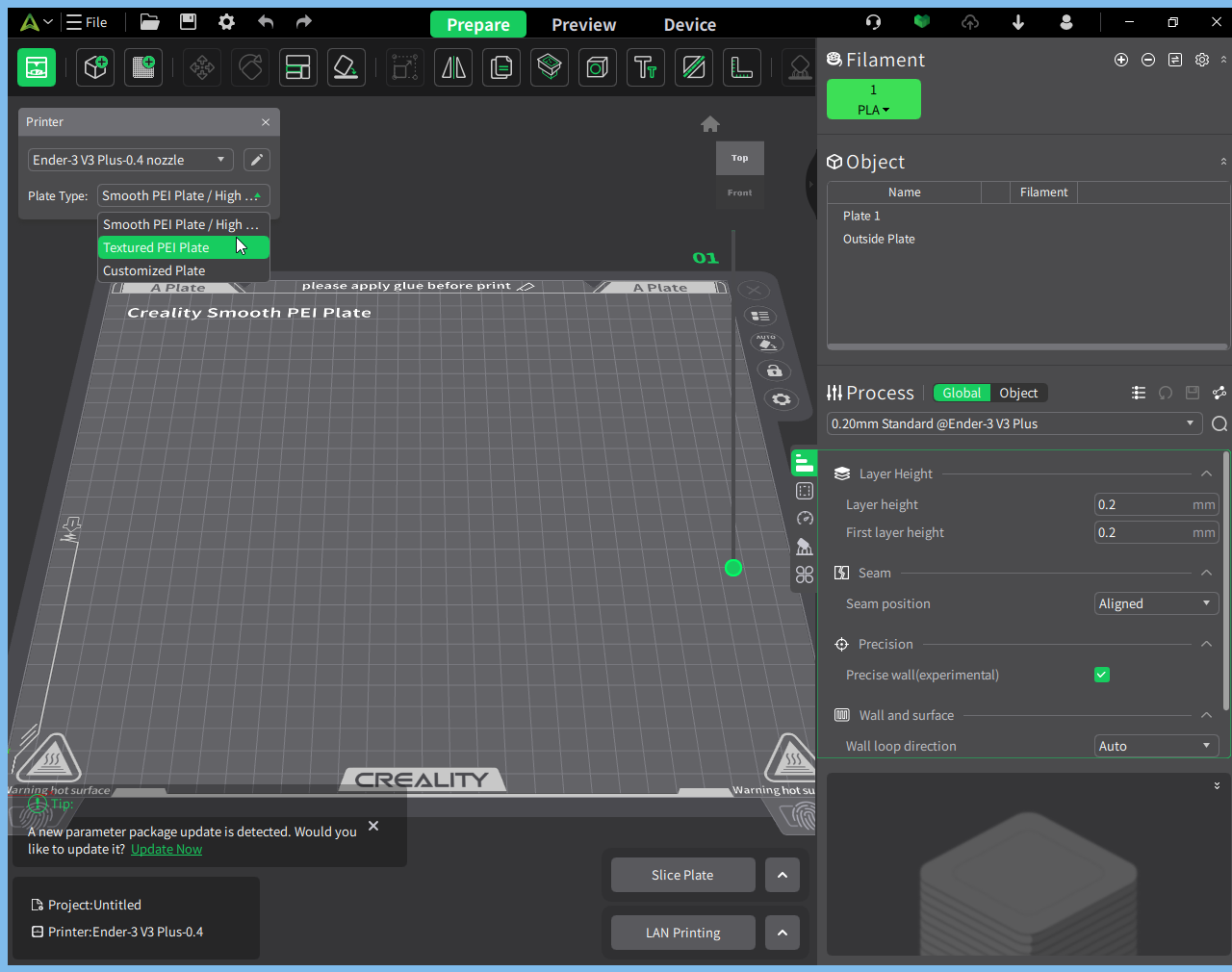
Logiciel slicer
Sur la clé USB fournie, on retrouve une version 4.x beta de Creality Print basée sur PrusaSlicer que je n’ai pas pris le temps de tester car il existait déjà une version 5.x plus ressente, basée quant à elle sur Orca Slicer.
Là encore, je ne rentre pas dans les détails car j’ai déjà présenté une version 5.x de Creality Print lors de mon test de la Ender-3 V3.
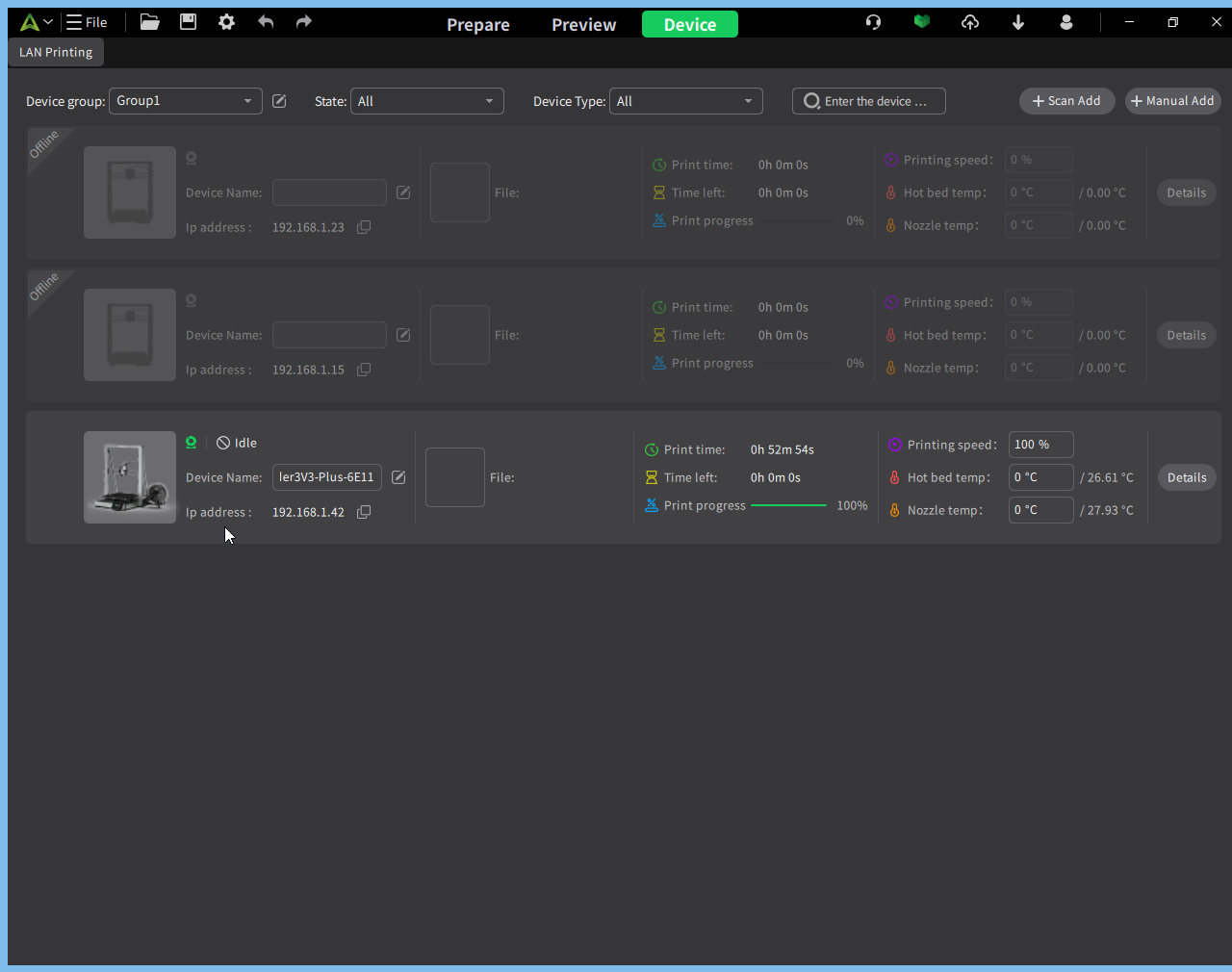
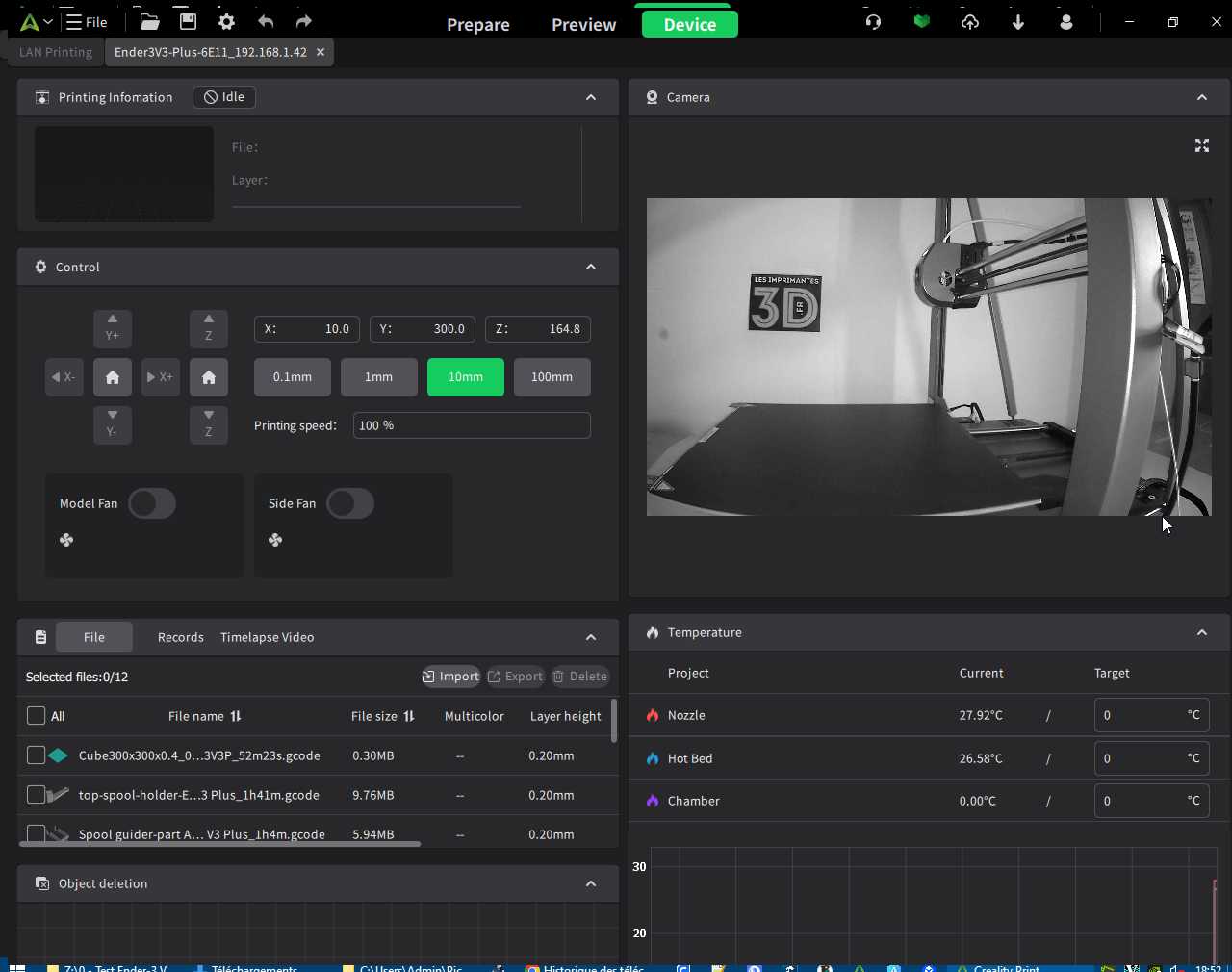
Les avantages sont la possibilité de créer des projets comprenant plusieurs plateaux et la planification de changement de filaments lors de l’impression. Logiciel connectable à son compte Creality Cloud pour, en quelques clics, télécharger et trancher un modèle 3D présent sur cette plateforme. Enfin, Creality Pritn dispose d’une interface d’envoi et de contrôle d’impression à distance de l’imprimante lorsqu’elle est connectée à un réseau Wi-Fi.
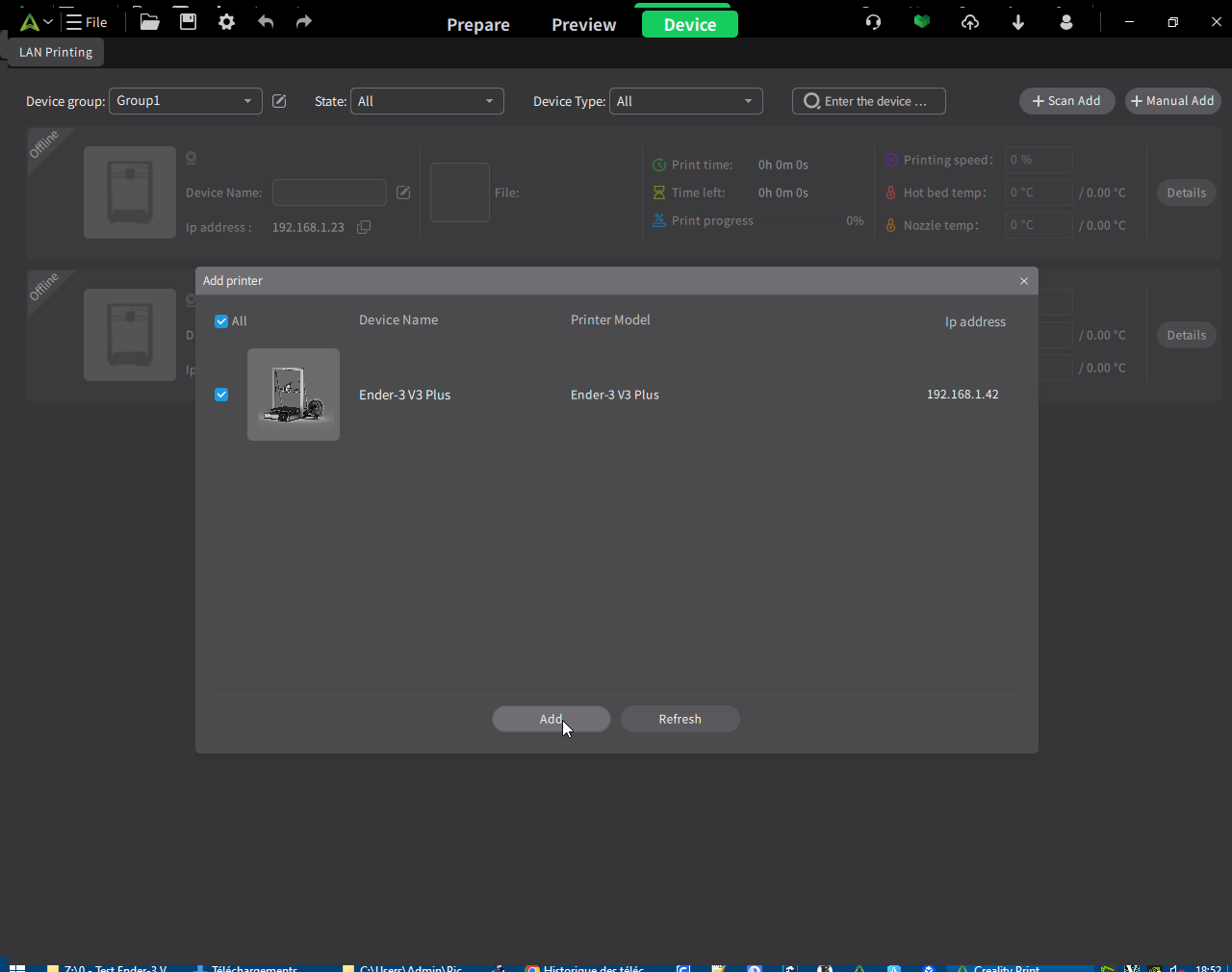
Sur le wiki de Creality, sur les pages de la Ender-3 V3 Plus, on trouve une page de documentation qui fourni un profil de la Ender-3 V3 Plus pour OrcaSlicer et explique comment l’installer et configurer le logiciel pour profiter de la possibilité de contrôle et d’envoi des fichiers gcode à distance.
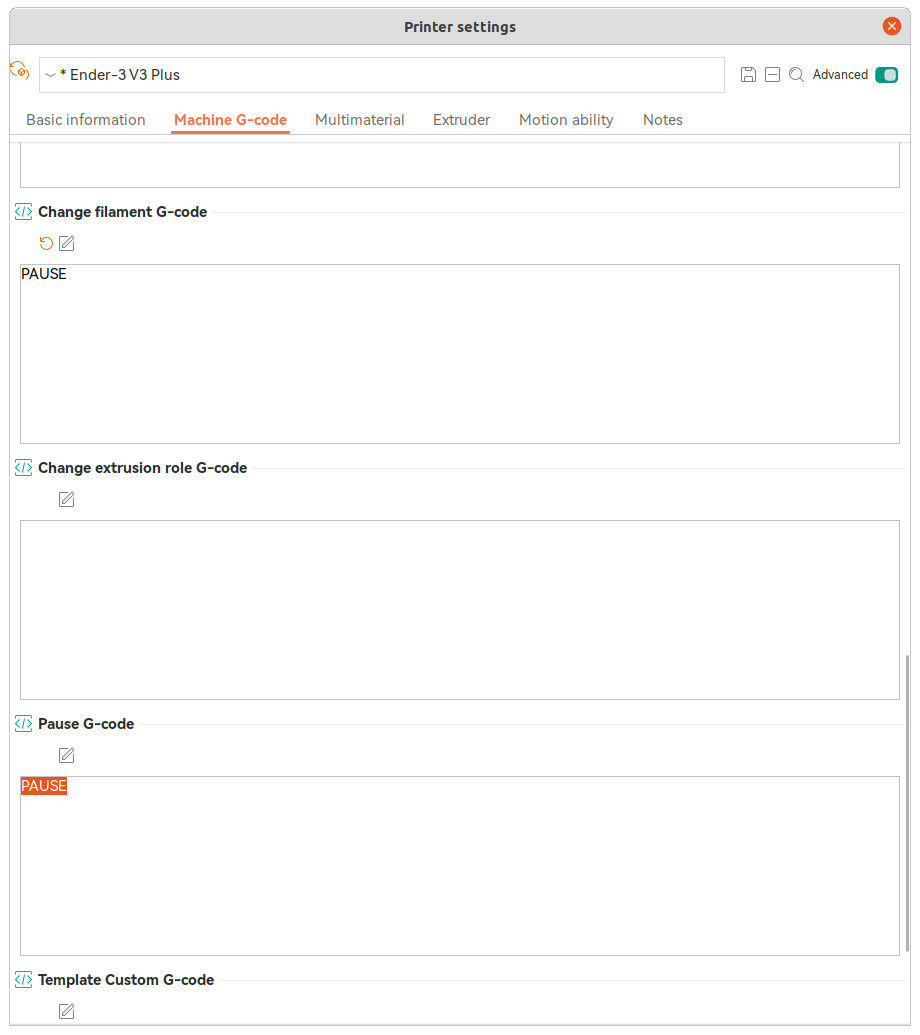
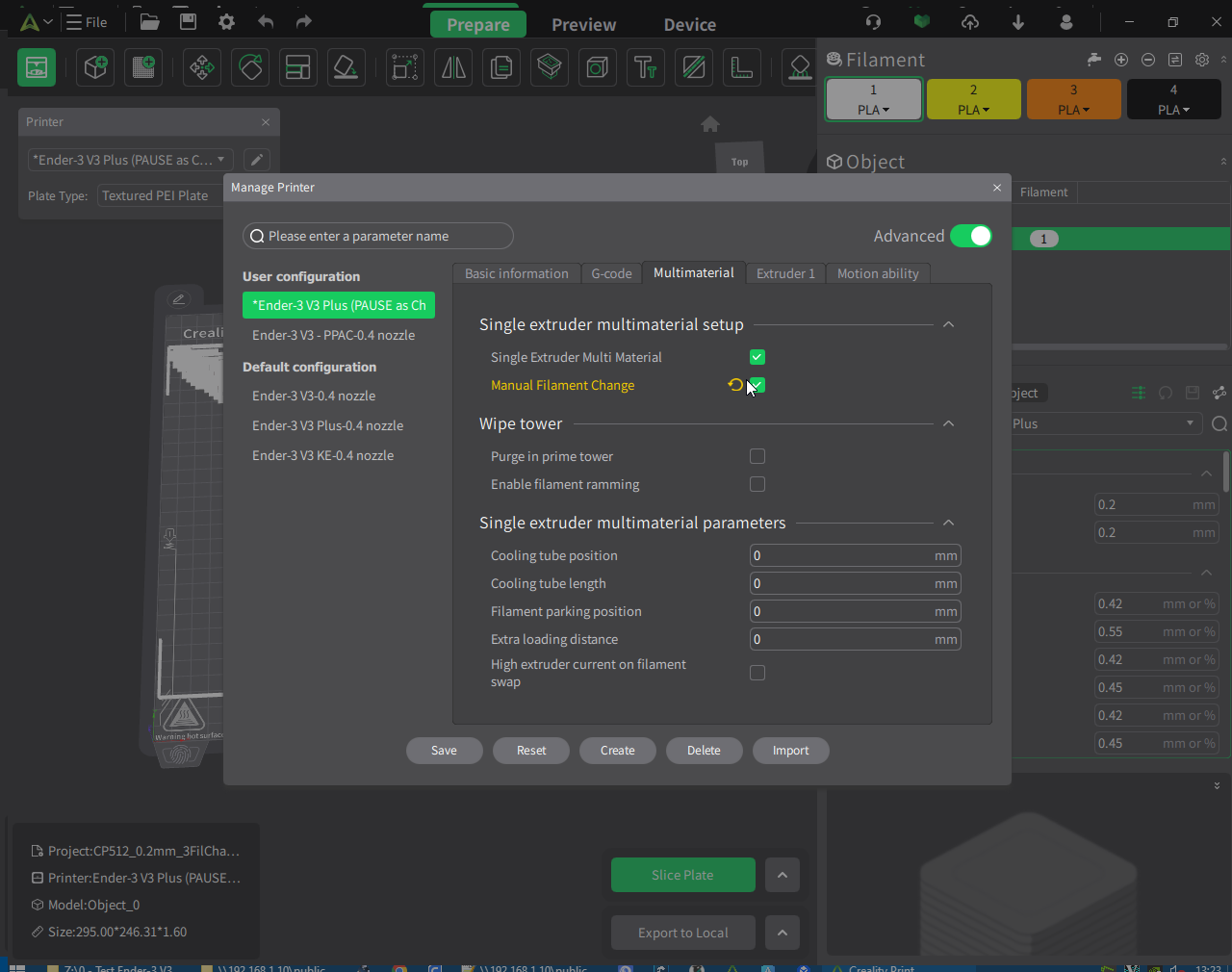
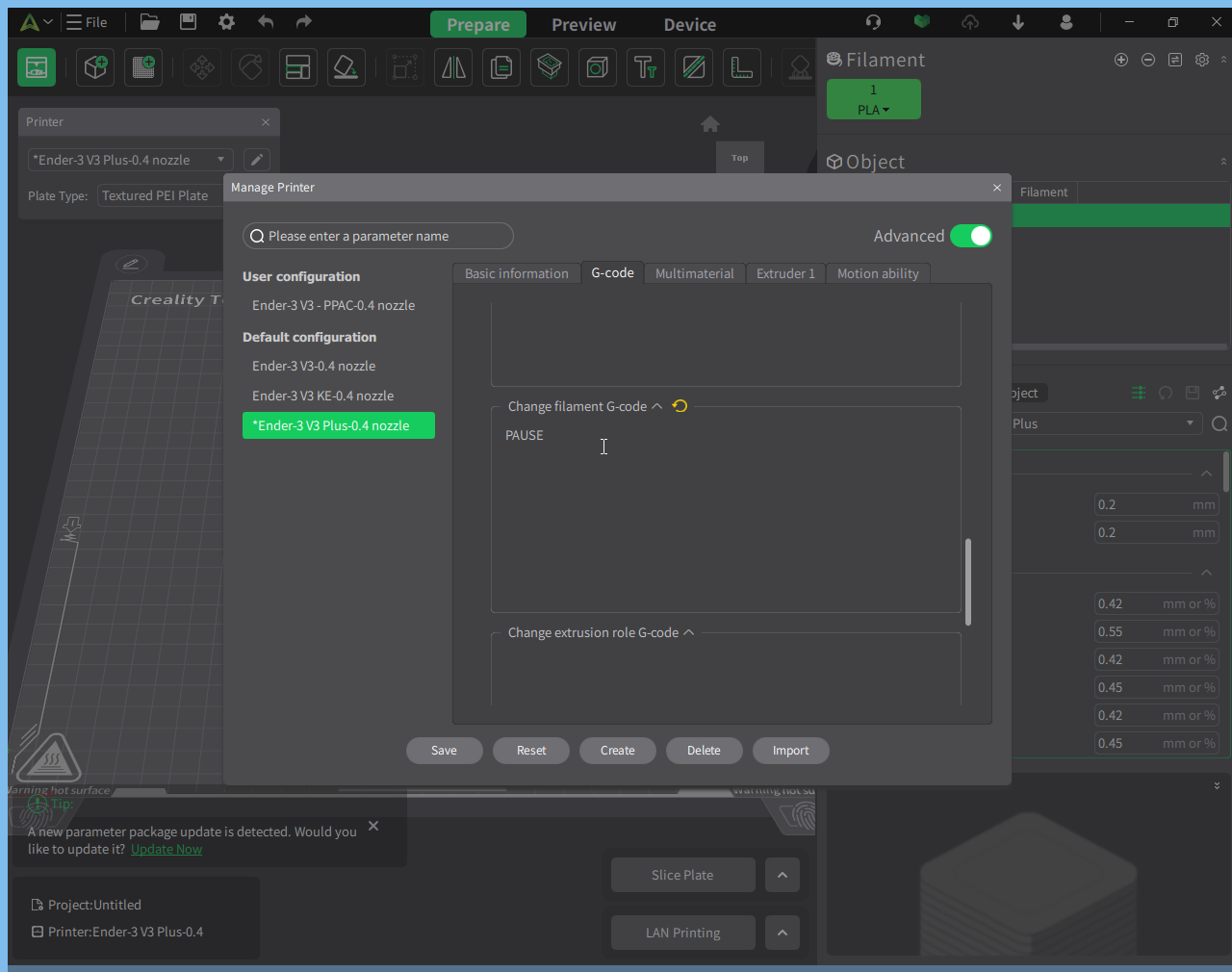
Pour effectuer des changements de filaments manuels avec le profil OrcaSlicer comme sur celui de Creality Print, il vous faudra cocher “Manual Filament Change” de l’onglet “Multimaterial” et ajouter la commande g-code étendue “PAUSE” comme “G-code de changement de filament” au profil d’imprimante.
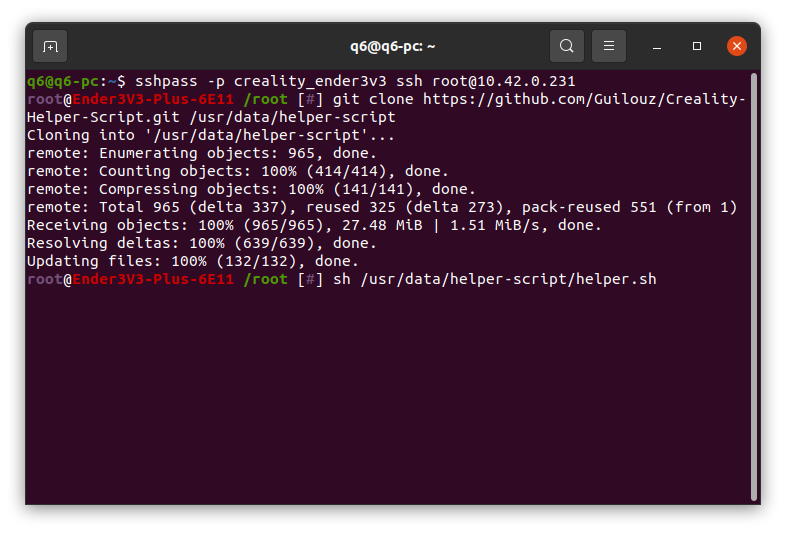
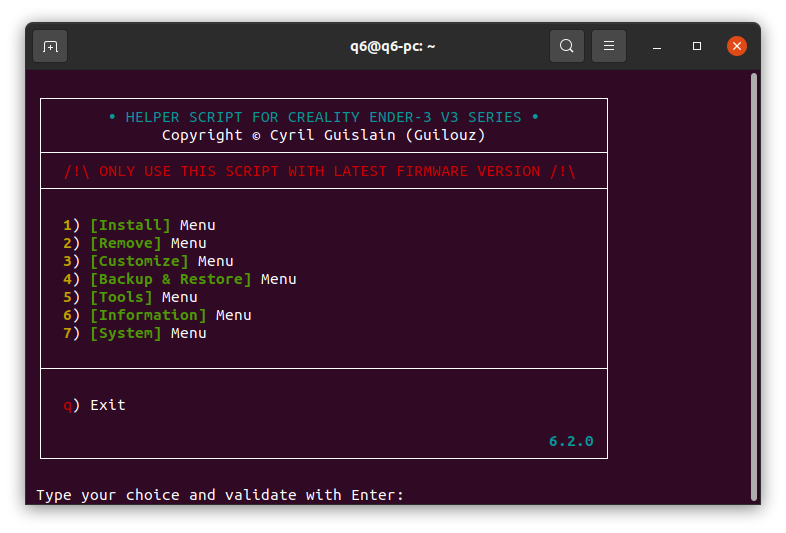
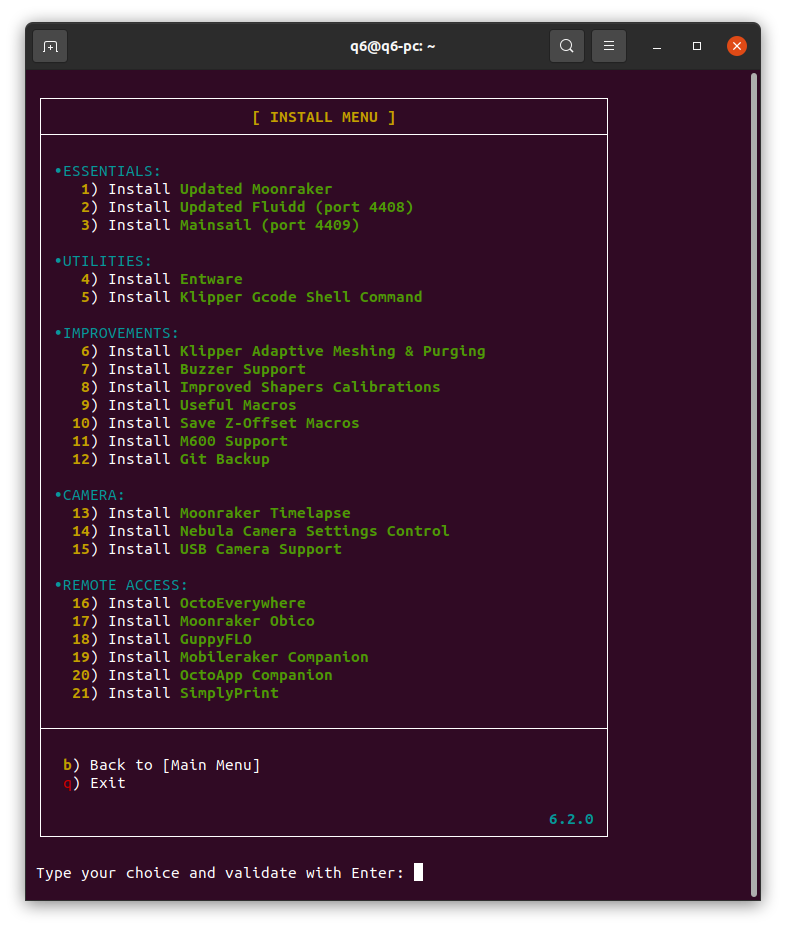
Ou plus simplement le g-code “M600” si vous avez auparavant installé cette fonction via le “Creality Helper Script” de Guilouz.
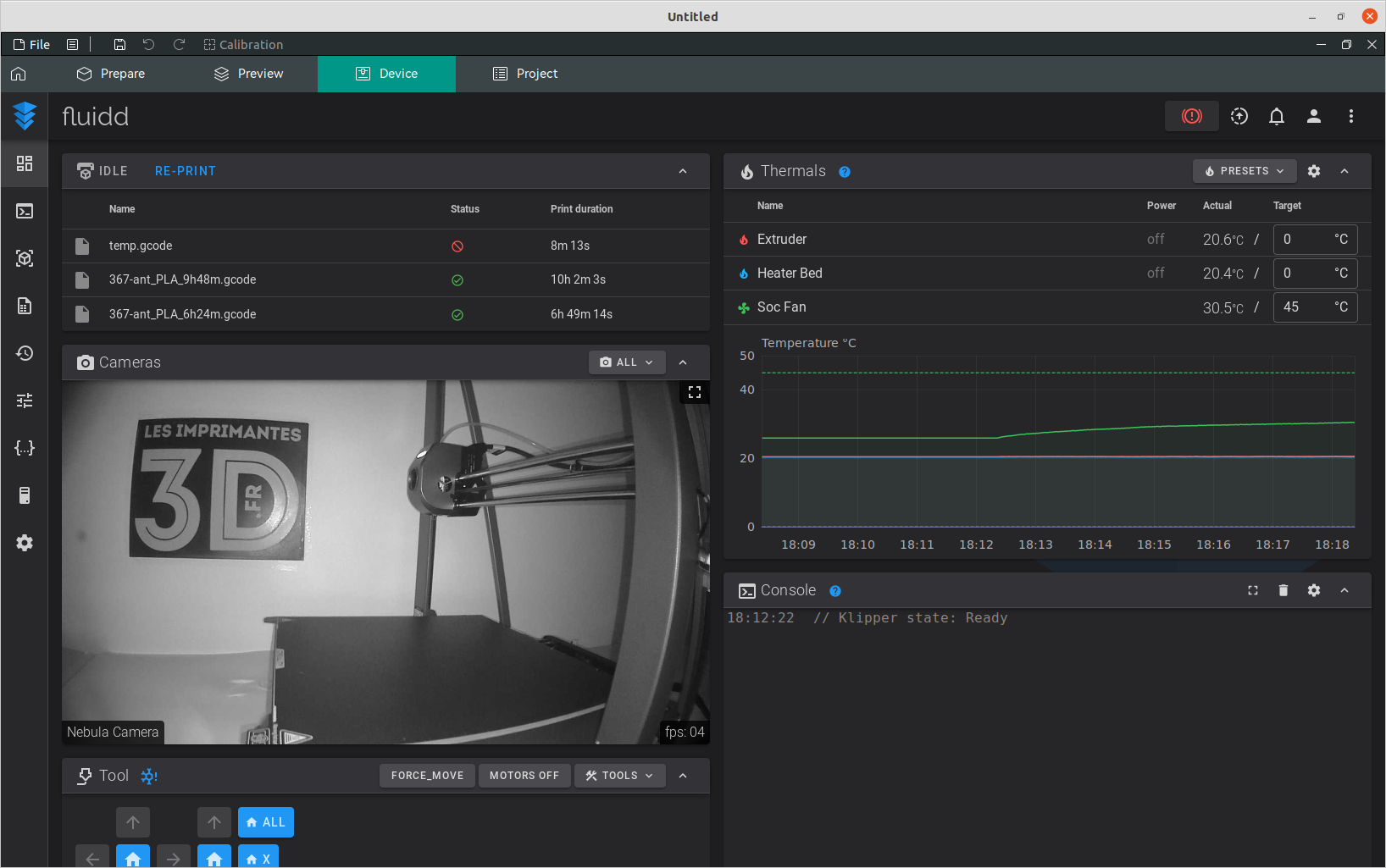
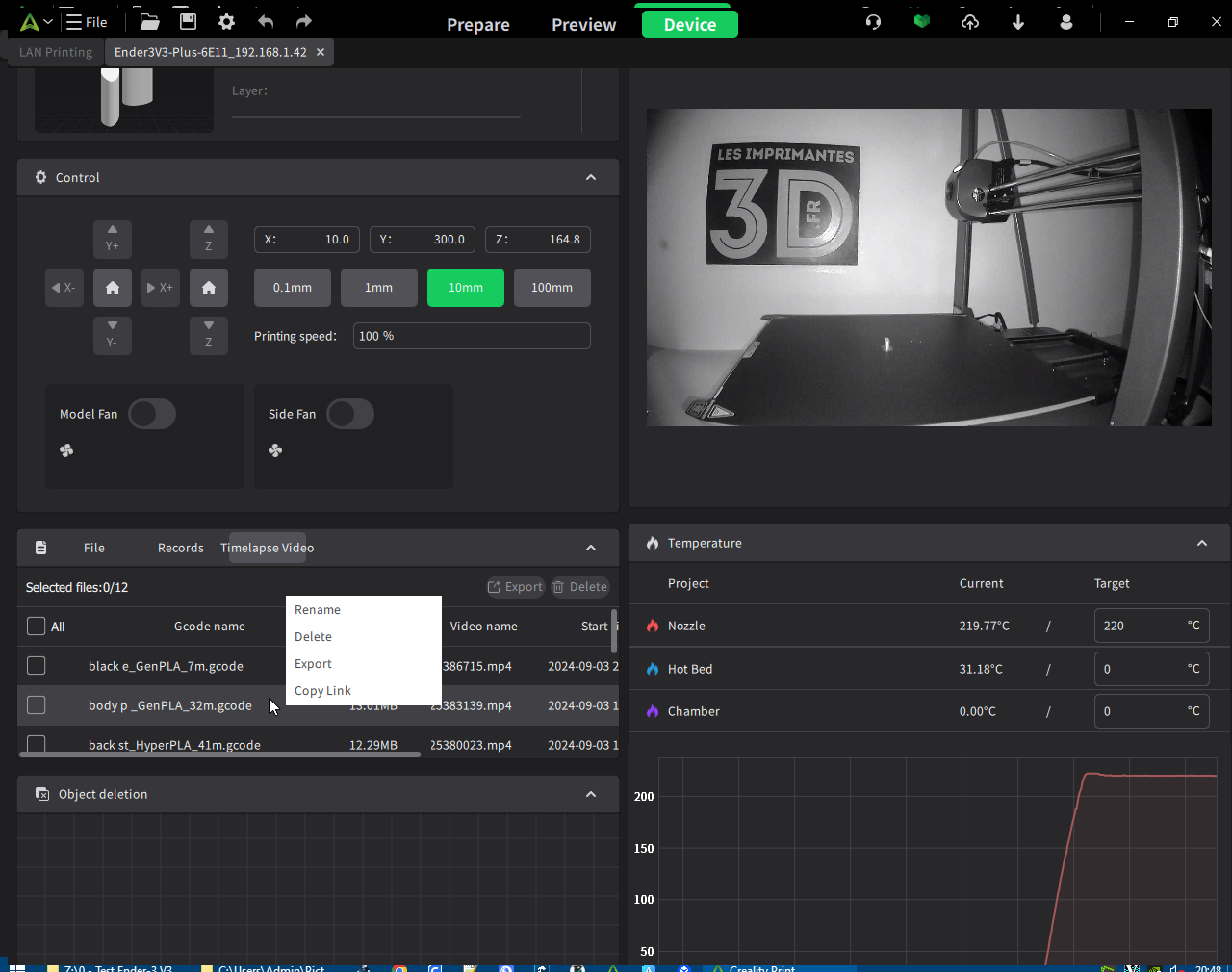
Pour télécharger les éventuelles timelapses, il vous faudra passer par l’interface “Device” de contrôle distant de Creality Print. Bien que très semblable à l’interface web disponible sur le port 80 de la machine, je n’ai trouvé l’onglet “Timelapses” que via l’onglet “Device” sous Creality Print.

D’autres impressions en PLA
Pavé de 300 x 300 x 0.4 mm pour vérifier la qualité du leveling
Trancheur Orca Slicer v2.1.1 (profil “Ender-3 V3 Plus”)
Filament : PLA+ Blanc Arianeplast

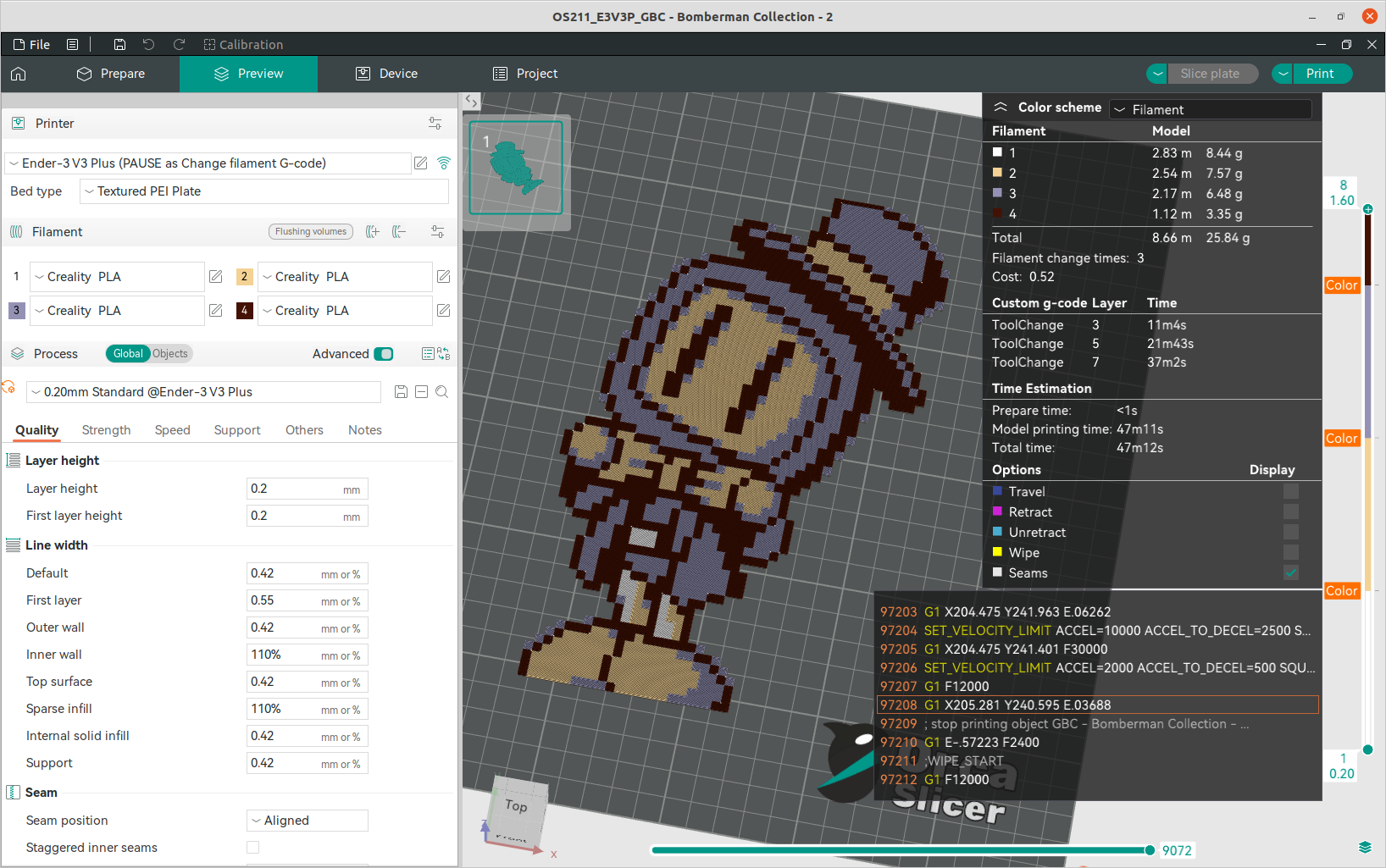
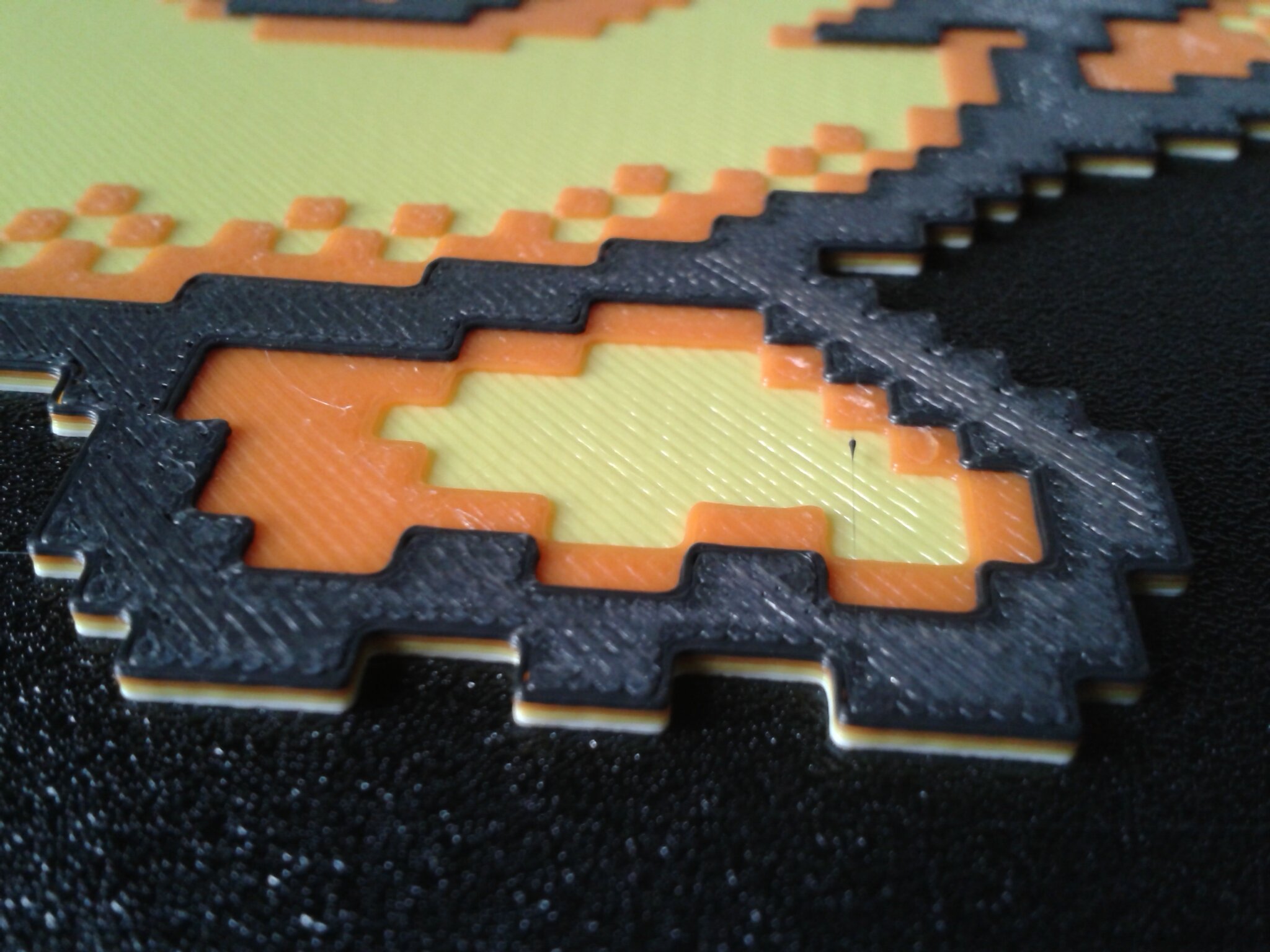
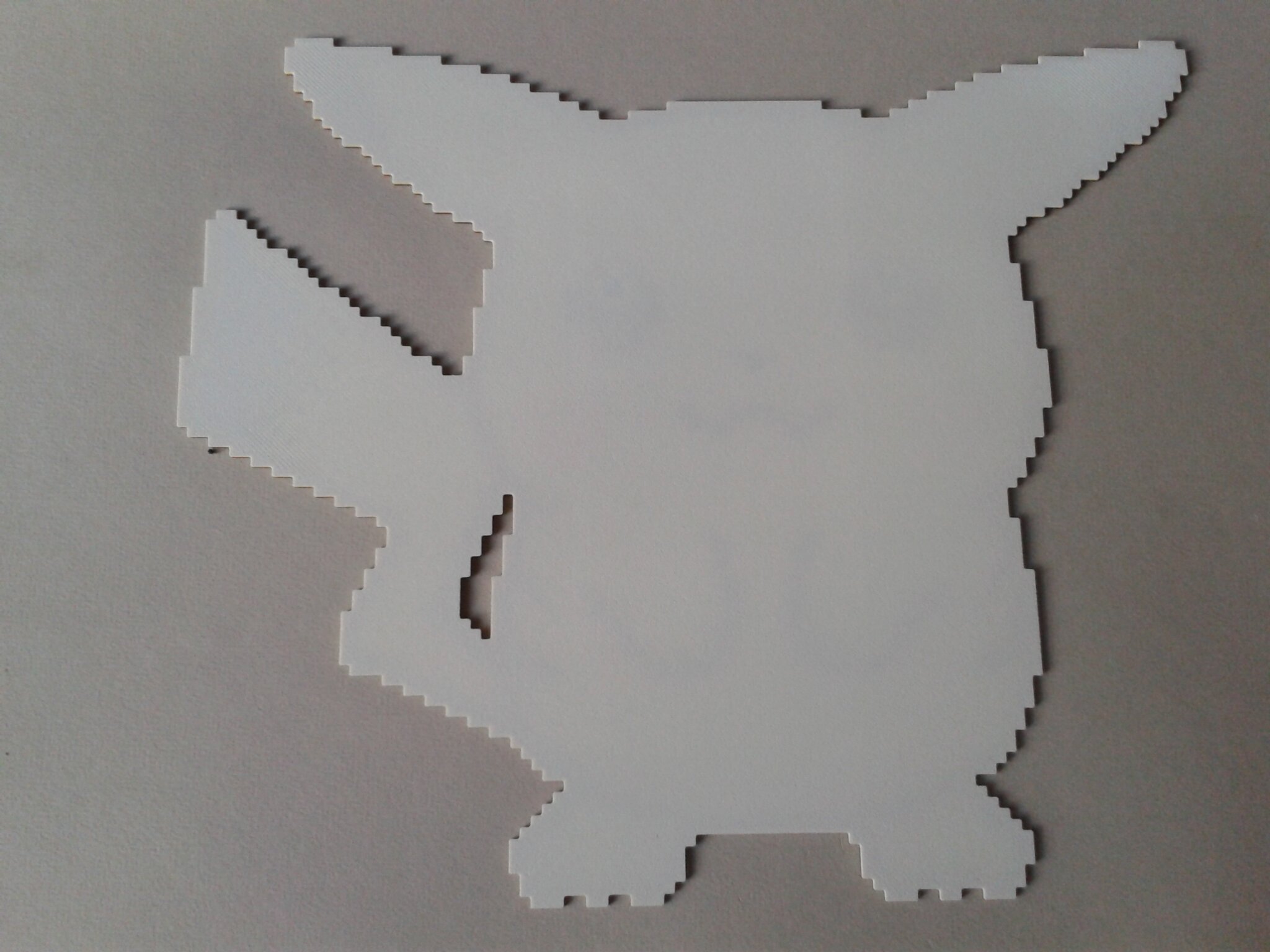
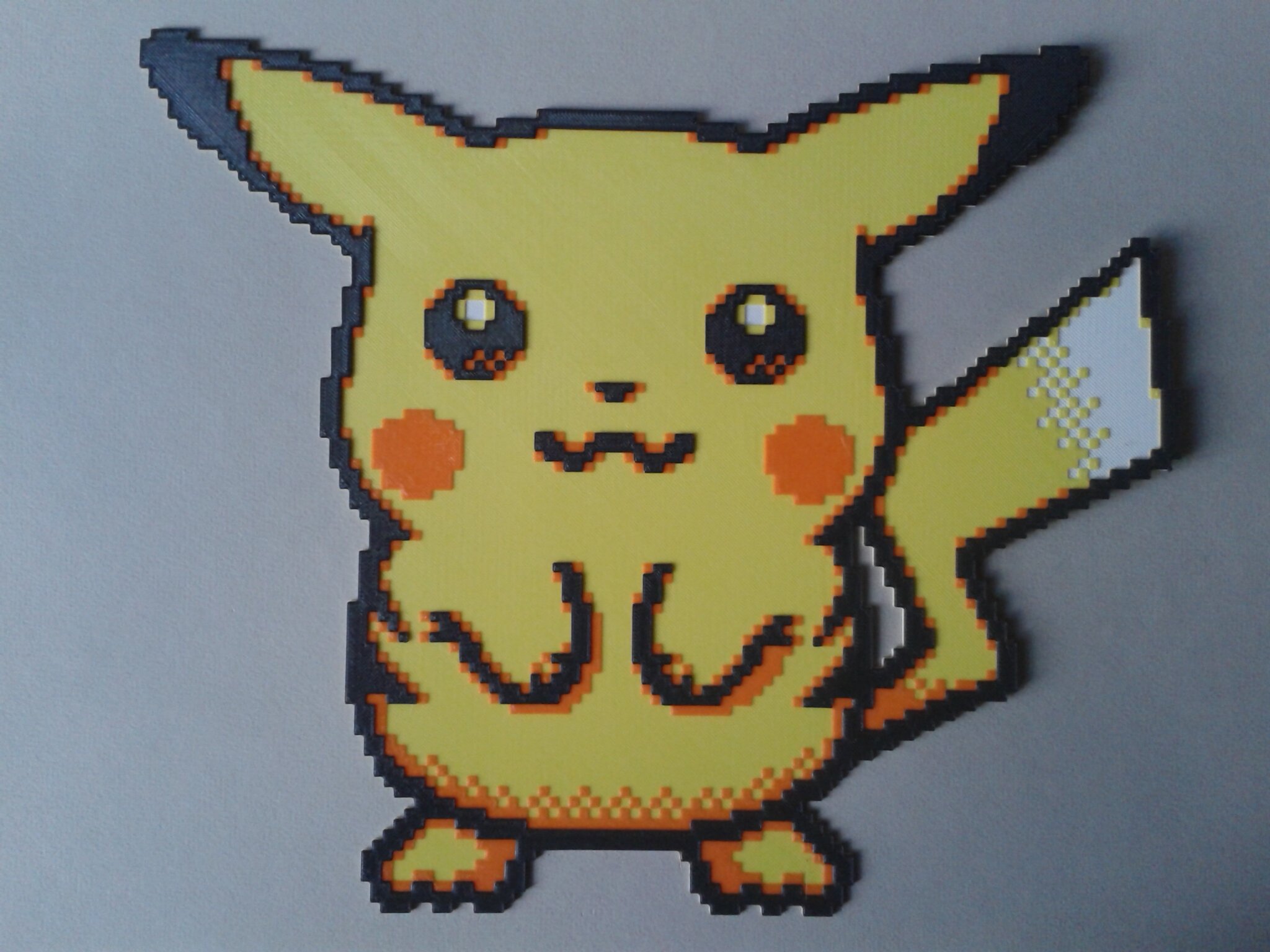
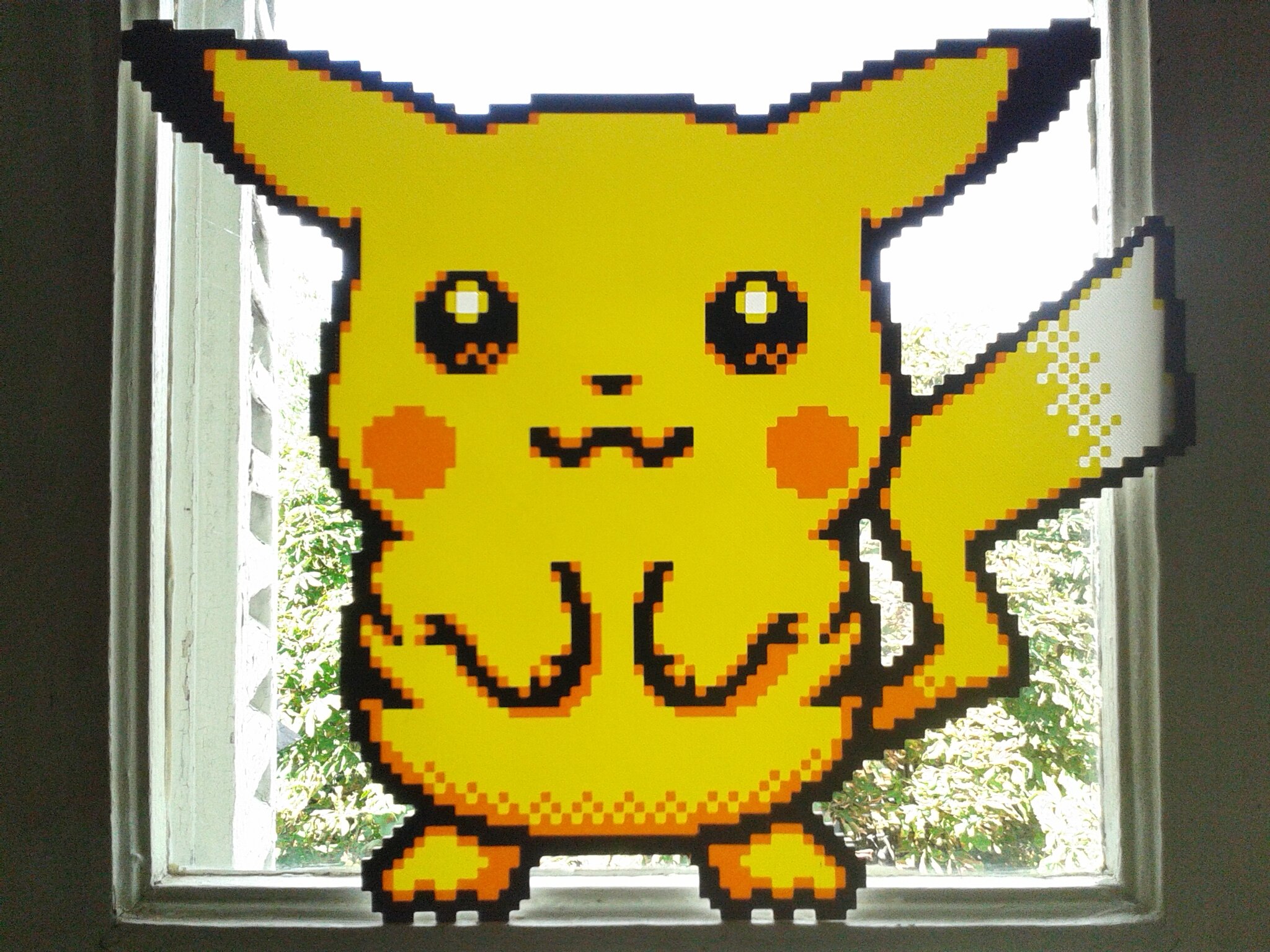
Pixel Art Pikachu
“Pikachu, Pixel Art, 3 changements de filament” redimensionné pour utiliser une grande partie de la surface d’impression.
Trancheur : Creality Print v5.1.2.9904 (win64)
Filaments : PLA+ Blanc ArianePlast, PLA Yellow Polymaker, PLA Orange Eryone, PLA Recyclé ArianePlast.
Durée d’impression 1 h 45 min

Logo LesImprimantes3D.fr
“logo lesimprimantes3d.fr essai 03” redimensionné pour utiliser le maximum de la surface d’impression.
Creality Print v5.1.2.9904 (win64)
Mise a l’échelle : dans un premier temps uniforme pour utiliser toute la surface d’impression, puis non uniforme pour revenir avec une hauteur Z initialement prévue pour les changement de filament à des couches données.
Filaments : PLA Recyclé ArianePlast, PLA+ Blanc ArianePlast, PLA Orange Eryone.
Durée d’impression 2 h 13 min
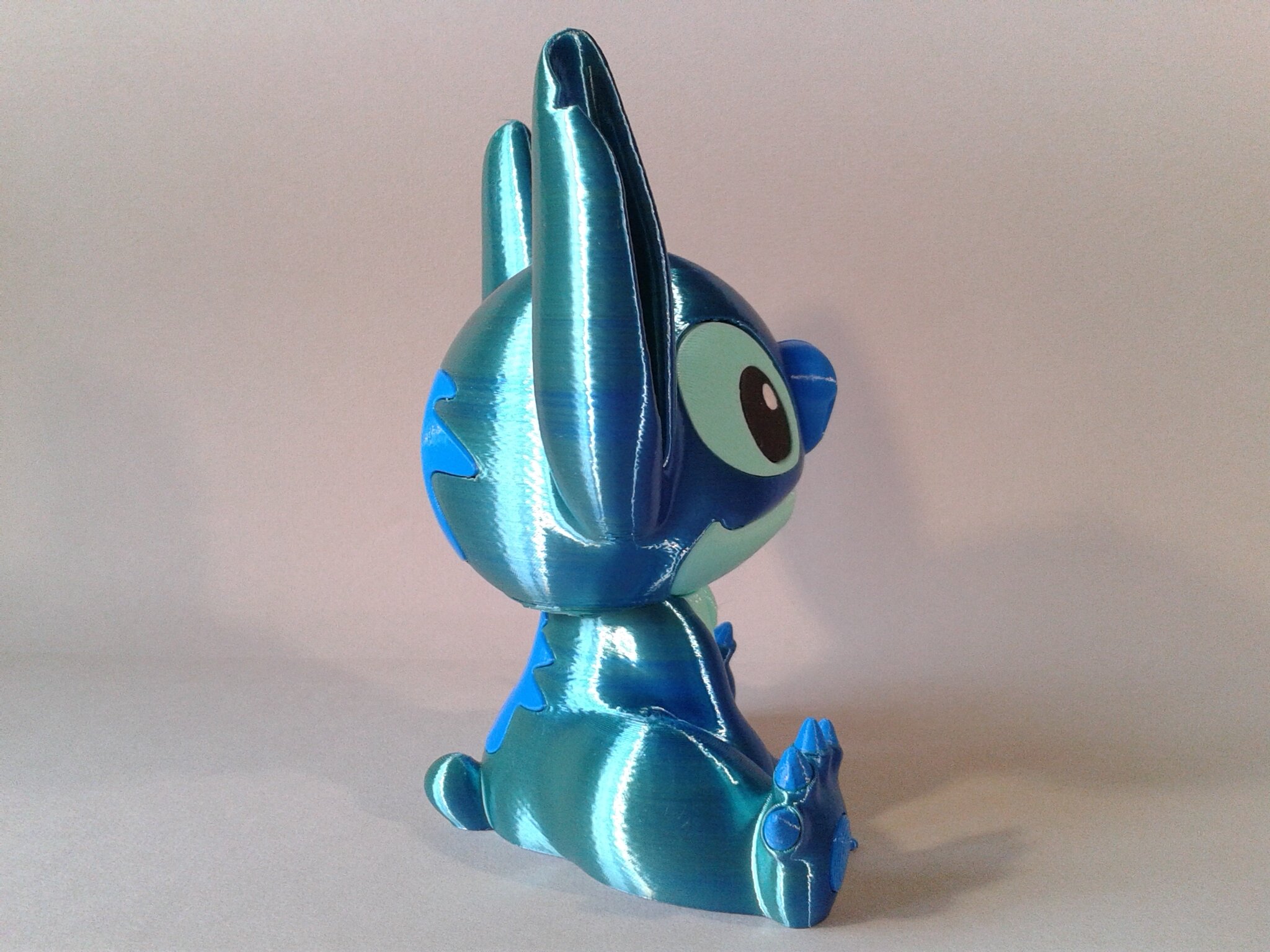
Stitch
“Stitch – Multipart” de “PressPrint” (payant ~3.5 USD, sauf si Creality Cloud Premium)
En 6 plateaux pour une durée total d’environ 6 h 26 minutes d’impression.
Filaments : Hyper PLA Blue Creality, EN-PLA+ Jade Green Creality, CR-Silk Blue-Green Creality (Dual color), PLA Recyclé ArianePlast, CR-Silk PLA White Creality.




Casque halo
“halo helmet” de “Genesis San Pedro”
Fichier : Halo_Reach_Noble_6_Helmet.stl
Échelle : 100% (il s’agit d’une version pour un enfant de ce casque Master Chief, je ne peux pas y passer ma “grosse” tête d’adulte, j’aurais dû chercher à augmenter l’échelle)
Trancheur : Creality Print v5.1.2.9904 (win64)
Hauteur de couches : 0.20 mm
Filament : Hyper PLA White Creality (~180.39 m)
Durée d’impression : 23 h 44 min






Casque Mandalorian
“The Mandalorian helmet” de “kunningking23” (gratuit)
Fichier : mando_full.stl (234.97 x 249.94 x 257.64 mm, 19.66MB)
Échelle : 100%
Trancheur : Creality Print v5.1.2.9904 (win64)
Hauteur de couches : 0.20 mm
Filament : Hyper PLA White Creality (~220.43 m)
Durée d’impression : 23 h 57 min





L’Ours blanc du sculpteur François Pompon
“White Bear at The Middelheim Museum, Antwerp” de “Scan The World” (gratuit)
Fichier : 367-antwerp-de-ijsbeer-francois-pompon-cut-2-1.stl
Échelle : uniforme 200% ( X=260.00 mm, Y=94.01 mm, Z=146.84 mm)
Trancheur : Creality Print v5.1.2.9904 (win64)
Hauteur de couches : 0.10 mm
Filament : CR-Silk White Creality
Environ 10 h 02 min d’impression





Faucon Millenium sans support
“star wars millennium falcon” de “Plastic Forge” (gratuit)
Fichier : Falcon-prints-with-no-supports.stl (133.20 x 40.88 x 188.14 mm, 7.16MB)
Échelle : uniforme 172.74% ( X=230.10 mm, Y=70.62 mm, Z=325.00 mm)
Trancheur : Creality Print v5.1.2.9904 (win64)
Hauteur de couches : 0.25 mm
Filament : Hyper PLA Gold Creality (125.17 m soit 373.34 g)
Durée d’impression : 16 h 27 min





Impression en TPU 95A
Bien remarquer que j’ai utilisé du “HP-TPU” de Creality ayant une dureté Shore 95A, qui peut s’imprimer plus vite qu’un TPU générique. Dans les profils de filaments sous Creality Print, il a un “Max volumetric speed” de 6 mm³/s, au lieu de 3.5 mm³/s pour les profils “Generique TPU” et “CR-TPU”.



Mini pieuvre en grand taille
“Cute Mini Octopus” de “McGybeer” (gratuit)
Fichier : Octopus_spiral_sup_v6.stl (85.18 x 85.18 x 33.23 mm, 21.97MB)
Échelle : uniforme 346.33% ( X=295.00 mm, Y=295.00 mm, Z=115.10 mm)
Trancheur : Creality Print v5.1.2.9904 (win64)
Hauteur de couches : 0.20 mm
Filament : HP-TPU Transparent Creality (Shore 95A, “Max volumetric speed” de 6 mm³/s, ~ 119.76 m soit ~ 362.95 g)
Durée d’impression estimée de : 17 h 12 min (au lieu de ~ 27 h 13 min si tranché avec un profil “Generic TPU”)





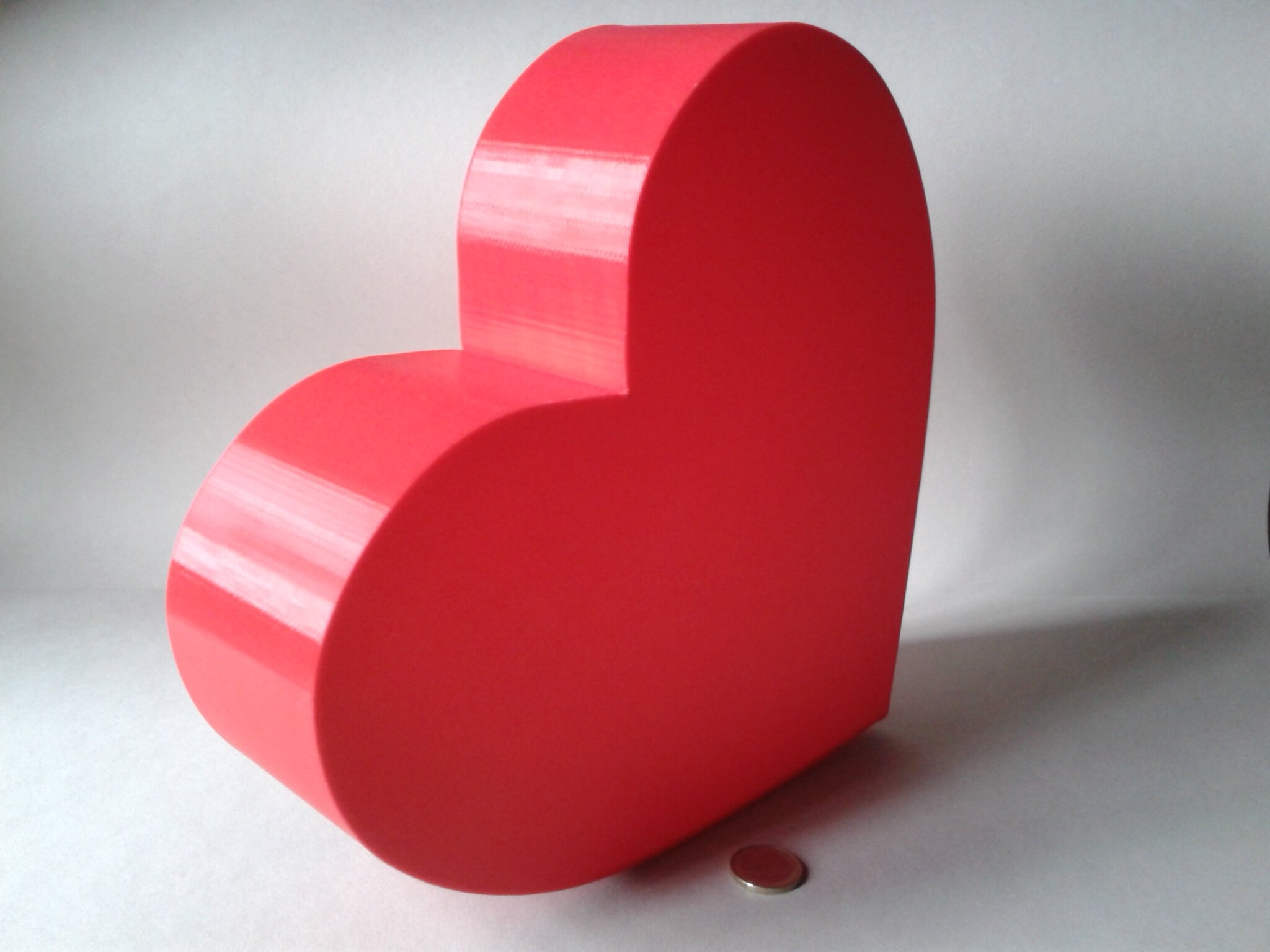
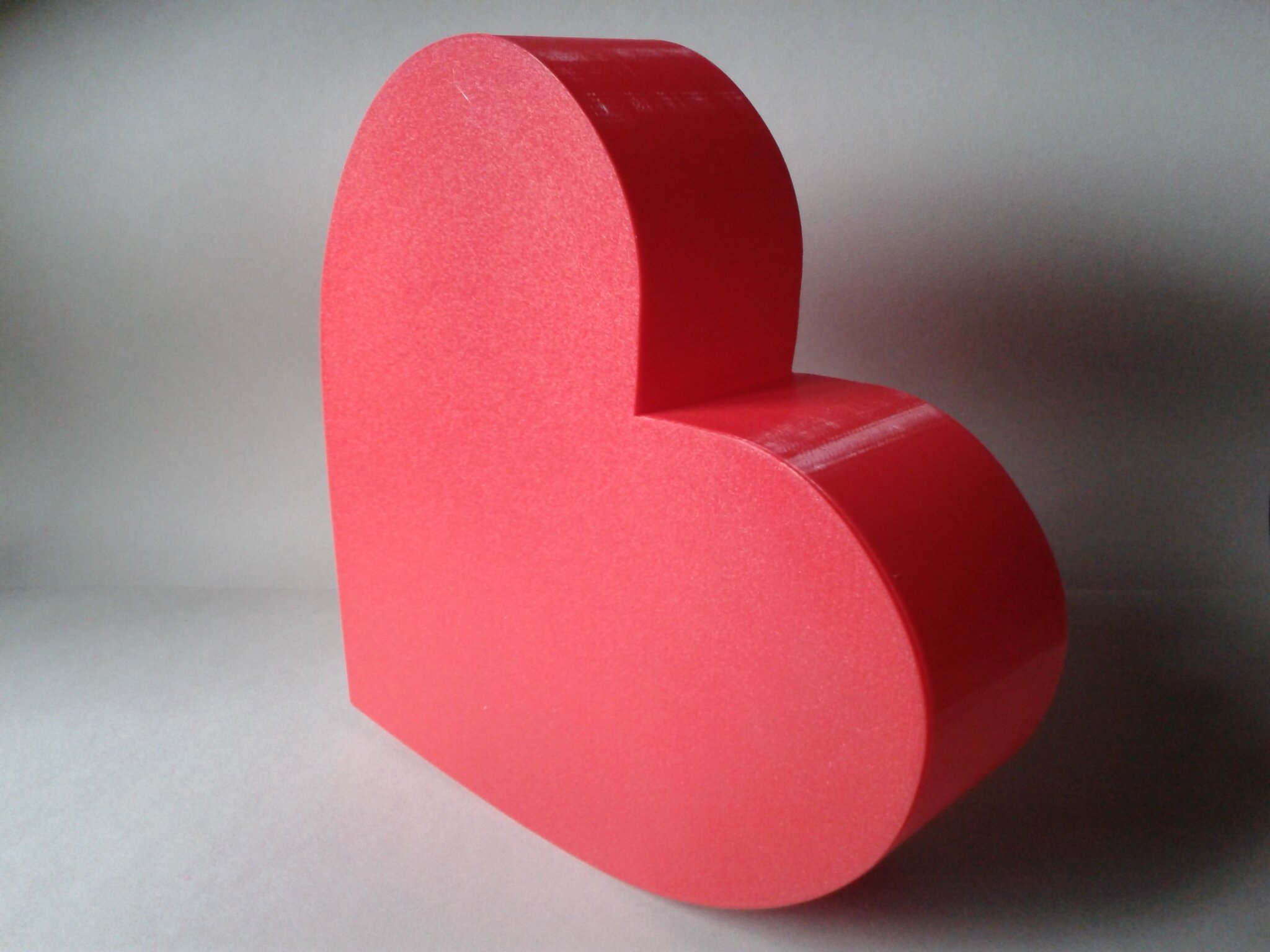
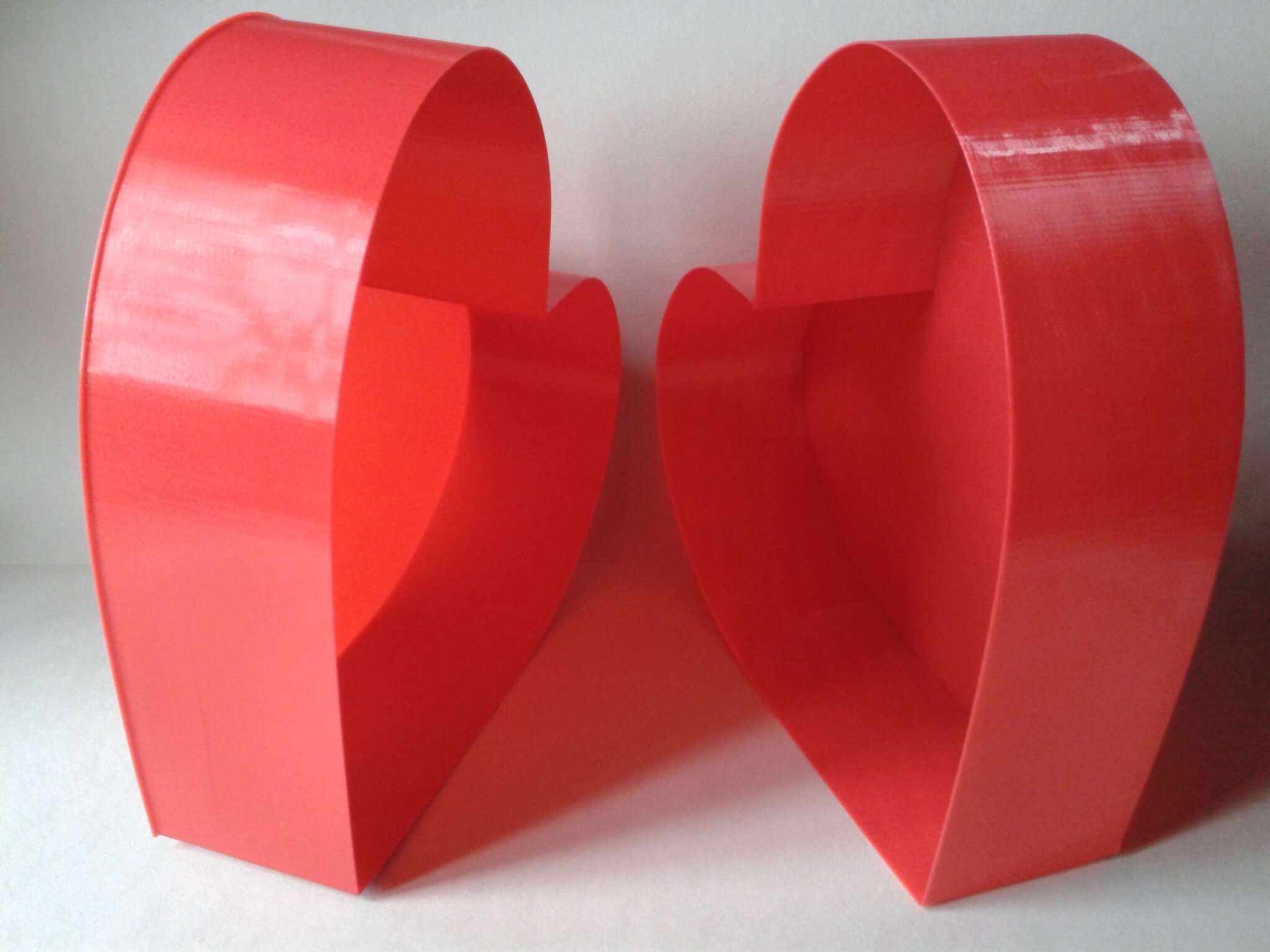
Impression en PETG
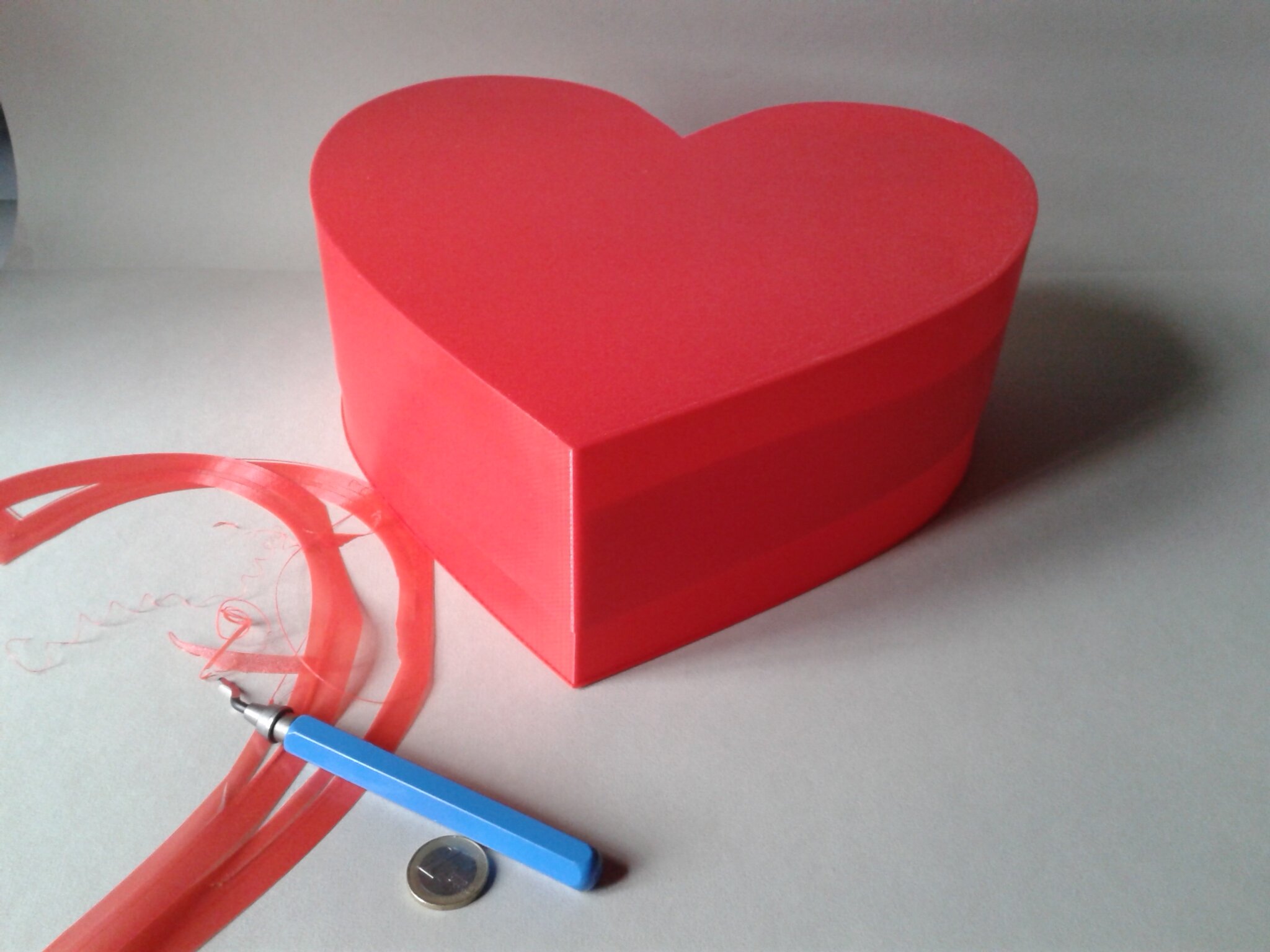
Grande boîte en forme de cœur
“Big Heart, nestable box (v1)” est l’un de mes modèles de boite simpliste en deux parties, re-généré en taille 276.75 x 254.00 x 75.00 mm, avec une tolérance d’emboitement de 0.4 mm à l’occasion de ce test grand volume de la Creality Ender 3 V3 Plus.
Fichiers : BigHeart_02_Base.stl, BigHeart_02_Top.stl.
Échelle : 100%
Trancheur : Creality Print v5.1.2.9904 (win64)
Hauteur de couches : 0.20 mm
En deux plateaux d’impression pour un total de 5 h 33 minutes d’impression (~ 2h47 par partie)
Filament : CR-PETG Red Creality (~ 69.46 m soit ~ 207.15 g)

Remarques, améliorations et upgrades
En début d’impression, la bobine de filament s’est un peu déroulée lors d’un Home (prise d’origine) car les capteurs de fin de course pour l’axe X et Z se trouvent en haut du portique. Or, quand la tête d’impression redescend pour positionner le nez de la buse au niveau du plateau, cela fait que le plateau frotte la partie de filament déroulé.
Donc, pour éviter d’éventuels soucis, il me semble préférable de déporter la bobine avec par exemple un support de bobine à roulement ou “Support de bobine de Filament multi-kilo” que propose Creality.




Ou encore, d’utiliser le support de bobine qui se place en haut du portique, mais le capteur de filament n’est dans ce cas plus utilisable, comme avec la Ender-3 V3.
Bien faire attention de placer l’imprimante sur une table robuste, calée ou directement au sol car les secousses créées par les déplacements du plateau et tête d’impression, fonts se déplacer petit à petit l’imprimante lors des impressions en haute vitesse. On peut voir dans la vidéo timelapse du casque Halo que petit à petit, l’imprimante se déplace et que je l’ai replacée en cours d’impression car je n’avais pas fixé les pieds à mon plan de travail.
Notes et conclusion
Qualité d'impression - 8.5
Fiabilité - 9.5
Logiciel - 9
Utilisation - 9.5
Rapport qualité / prix - 9
9.1
/10
- Facile à assembler
- Volume d'impression
- Bonne qualité et vitesse d'impression
- Simple à mettre en fonction grâce au leveling automatique via capteurs de pression
- Capteur de fin de filament et capteur de résonance
- Plaque flexible texturée PEI
- Les profils de matériaux dans Creality Print et le profil OrcaSlicer
- Mise à jour en ligne (OTA)
- Mode root pour se connecter en SSH
- La connectivité Wi-Fi
- Communauté active sur notre forum et Facebook
- SAV constructeur réactif et Wiki complet
- Vibrations et secousses de l'imprimante à haute vitesse
- Pas de macro pour la gestion du M600
- Un léger effet de surface "peau de saumon" ou "Vertical Fine Artifacts" avec cet exemplaire de test