


Ayant beaucoup apprécié les Super Racer et V400 (qui succédaient aux QQS et Q5), lorsque le constructeur a annoncé son nouveau fer de lance, la FLSun S1, j’ai immédiatement été emballé. Je l’ai encore plus été quand on m’a proposé de la tester. Sur le papier, c’est une machine incroyable. Toutefois, en pratique, tout n’est pas parfait et je vous explique pourquoi dans ce test écrit et en vidéo de cette nouvelle Delta.
Fiche technique de la FLSun S1
La FLSun S1 redéfinit les standards de vitesse d’impression en atteignant un impressionnant 1200 mm/s avec des accélérations de 40 000 mm/s². Le volume d’impression est tout aussi généreux, sans oublier les nombreuses fonctionnalités et accessoires inclus. Cependant, cette performance a un prix : la machine affiche un gabarit hors norme, particulièrement imposant et lourd, et son fonctionnement s’avère particulièrement bruyant.
| Technologie | FDM |
| Volume maximal d’impression | ∅ 320 x 430 mm |
| Hauteur de couche | De 100 à 350 microns |
| Type d’extrudeur | Direct Drive à double enregrenages |
| Buse | En acier trempé (attention cependant avec les filaments abrasifs, le corps de chauffe est en alu) |
| Lit | Amovible, flexible et texturé en PEI pouvant chauffer jusqu’à 120° |
| Température maximale de la buse | 350°C |
| Vitesse maximale d’impression | 1200 mm/s |
| Nivellement du plateau | Automatique |
| Filaments compatibles | PLA, ABS, PETG, TPU, HIPS, PC, ASA, etc. |
| Connectivité | Clé USB + Wi-Fi |
| Dimensions | 62 cm x 66 cm x 110 cm |
| Poids | 39 kg |
| Concurrence | Prusa HT90 |
La S1 va encore plus loin en intégrant un séchoir de filament qui aurait également la fonction de balance pour mesurer la consommation de filament. Une caméra et un Lidar (qui ressemble plus à une double caméra) boostés à l’intelligence artificielle viennent assister la calibration automatique et visent à améliorer la qualité d’impression, tout en détectant les éventuels problèmes.
L'imprimante FLSun S1 sur le comparateurTest FLSun S1 en vidéo
La vidéo est un complément indispensable à ce test écrit. Vous y trouverez des informations, souvent visuelles, qui ne sont pas forcément détaillées dans cet article. Je vous recommande donc vivement de la visionner, que ce soit avant ou après avoir lu les lignes ci-dessous.

Déballage (unboxing), montage et mise en route de la FLSun S1
Exceptionnellement, j’ai filmé le déballage, le montage et la mise en route de l’imprimante en direct. Cela permet de mieux se rendre compte des mensurations impressionnantes de cette S1 !

Le déballage
Cette première étape avec la FLSun S1 est l’occasion de vous parler du Wiki mis en ligne par le constructeur. En effet, Flsun a suivi la tendance initiée par Bambu Lab, que plusieurs concurrents ont aussi suivie. Une page de la documentation est donc dédiée au fameux “unboxing” de la S1. On y trouve même une vidéo explicative.

Je ne vais donc pas rentrer dans les détails mais sachez juste que le colis a du mal à passer des portes de taille standard et qu’il est difficile (voire impossible – tout du moins sans se blesser -) à manipuler seul. Le livreur a d’ailleurs eu besoin de mon aide pour le porter jusqu’à chez moi. Une fois en place, idéalement au plus près du lieu d’installation de l’imprimante, le plus simple est de mettre le colis debout après en avoir extrait les quelques accessoires (écran, etc.). Ainsi, il n’y a plus qu’à faire glisser la S1 déjà sur ses pieds.

En plus d’une bobine de 500 g de PLA-HS (High Speed pour Haute Vitesse) blanc, on retrouve une petite boite moulée à la forme des différents accessoires fournis :
- un court tube PTFE
- un bâton de colle
- une hotend complète (heatbreak + corps de chauffe + buse)
- de la graisse
- une pince coupante
- une clé plate
- une clé à pipe
- un jeu de clés Allen
- une aiguille à déboucher la buse
- un peu de visserie
- une clé USB de 32 Go
Il y a aussi un peu de paperasse :

Le montage de la S1
La FLSun S1 est livrée pré-montée. Il n’y a que quelques courtes étapes à réaliser avant de pouvoir passer à la mise en route. Elles sont détaillées sur le wiki FLSun ainsi que dans ma vidéo ci-dessus. Les étapes sont les suivantes :
- Retirer les scotchs et films de protection (attention à la porte du dessous qui n’est pas fixée et ne tient qu’avec du scotch)
- Fixer la porte principale à l’aide de deux vis (la porte du Dryer est quant à elle déjà montée)
- Installer le grand écran (câbles à connecter + vis)
- Retirer les clips sur les trois courroies qui empêchent la tête de bouger durant le transport.
Si certains sachets contenus dans le carton sont étiquetés, toutes les vis de différents types et différentes tailles sont en vrac dans le même sachet. Il n’y en a pas beaucoup mais cela ne facilite pas le montage.
La mise en route de la S1
Lors du premier démarrage de la S1, un assistant de configuration vous guide pas à pas. Vous pouvez suivre ce processus dans ma vidéo de déballage ou sur le wiki FLSun (en version raccourcie). Voici la liste des étapes à suivre avant d’arriver sur l’écran d’accueil :
- Animation du logo FLSun
- Attente de connexion à Klipper
- Sélection de la langue (via un menu entièrement en chinois)
- Connexion au réseau sans fil Wi-Fi (facultatif)
- Calibration automatique d’environ 10 minutes
- étalonnage des moteurs
- compensation des vibrations (Input Shaping)
- mise à niveau du lit
- finition
La mise en service de l’imprimante est aussi simple et rapide (exception faite de la partie calibration) que confortable grâce au grand écran tactile.
Mise à jour firmware de la S1
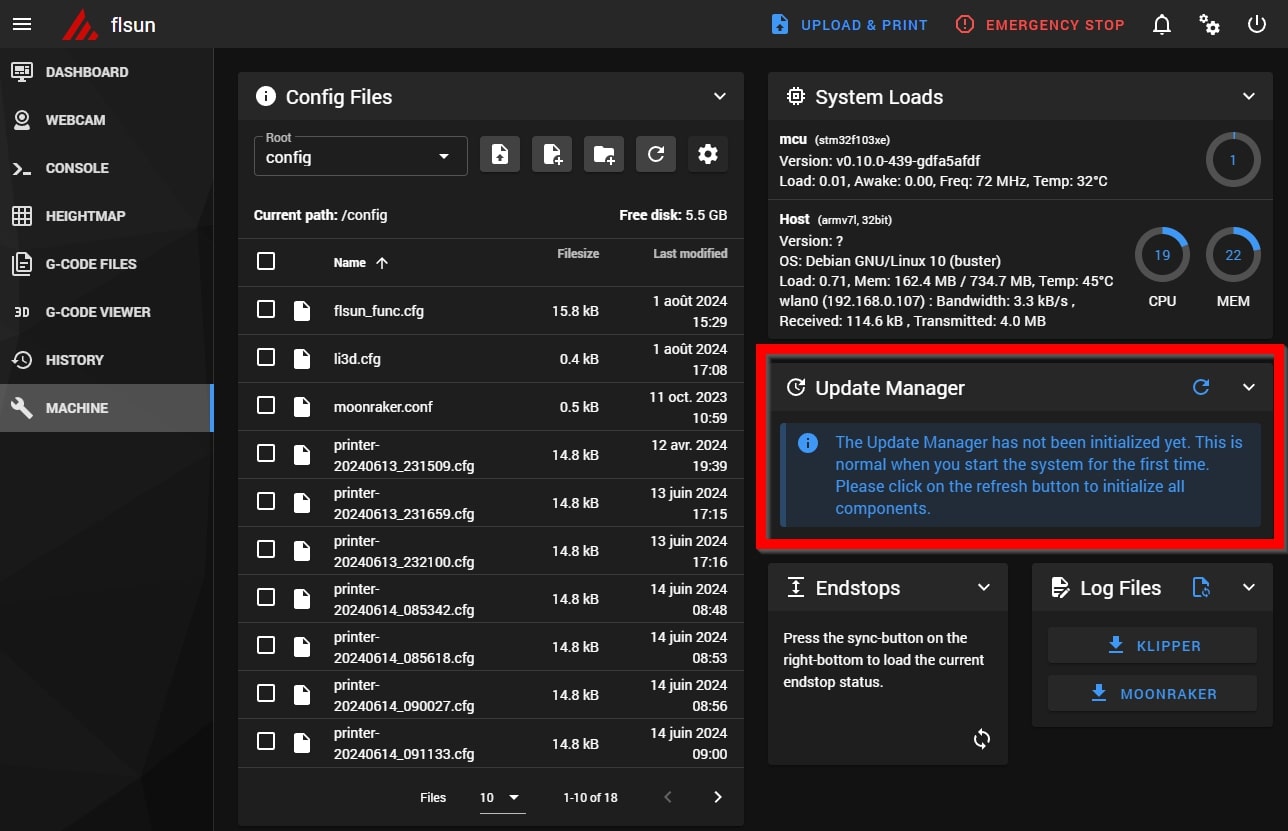
Si l’imprimante a accès à Internet, il y a de fortes chances qu’une mise à jour soit proposée. Normalement, un simple clic suffit pour qu’elle se fasse automatiquement. Malheureusement, les premières versions de la S1 souffraient d’un bug empêchant la mise à jour OTA (en ligne). Dans ce cas, il faut se rendre dans la rubrique support du site FLSun afin de télécharger le firmware. Il faut ensuite le transférer sur une clé USB et redémarrer l’imprimante après l’avoir branchée. Le firmware s’installe automatiquement en quelques minutes et la machine est ensuite prête à l’emploi, avec la dernière version du micrologiciel.
Si vous n’êtes par contre pas habitué à Klipper sans restrictions, sachez que vous ne pourrez pas mettre à jour individuellement chaque composant (Klipper, KlipperScreen, Moonraker et le système) à la main comme c’est généralement possible depuis l’interface web :
Aparté logicielle
FLSun a opté pour une vieille distribution Linux (Debian 10.13 Buster) qui n’est plus maintenue et dont la version de Python utilisée pour faire tourner les différentes briques de Klipper est obsolète. Ces différentes briques sont d’ailleurs verrouillées, on ne peut ni les modifier ni les mettre à jour (sauf via une mise à jour complète du firmware proposée par le fabricant). Ce choix “Plug & Play” peut être rassurant pour les débutants mais des logiciels à jour auraient été préférables.
Recently, we have noticed a strong demand from some users for open source firmware. In response to this demand, we have decided to collaborate with community leader Cyril Guislain to jointly develop third-party open source firmware. Our planning is already underway and the progress will be fast. Once the open source firmware reaches a fully stable state, we will release it immediately.
We are positive about supporting the community. We believe that by working closely with the community, we can better meet the needs of users and promote continuous improvement and innovation of products. We encourage users to provide us feedback through our official channels at any time or directly to Cyril when they encounter any problems or have further needs. We value every feedback and regard it as an important resource for product improvement and innovation.
Source FLSun

Heureusement, face aux demandes de la communauté et suite à une première faille découverte par des hackers ayant permis aux plus chevronnés d’installer leurs propres systèmes d’exploitation et solution Klipper, en collaboration avec Guilouz, FLSun a décidé de proposer une version Open Source du firmware. Les makers avertis pourront ainsi profiter pleinement des capacités de la machine.
A noter que tout ça est aussi valable pour la FLSun T1, la petite sœur de la S1.
Dans les entrailles de la S1
Si les choix logiciels de FLSun peuvent laisser à désirer, c’est tout autre chose d’un point de vue matériel, tant pour le châssis que l’électronique. On retrouve des composants haut de gamme qui offrent un gros potentiel qui ne demande qu’à être exploité.
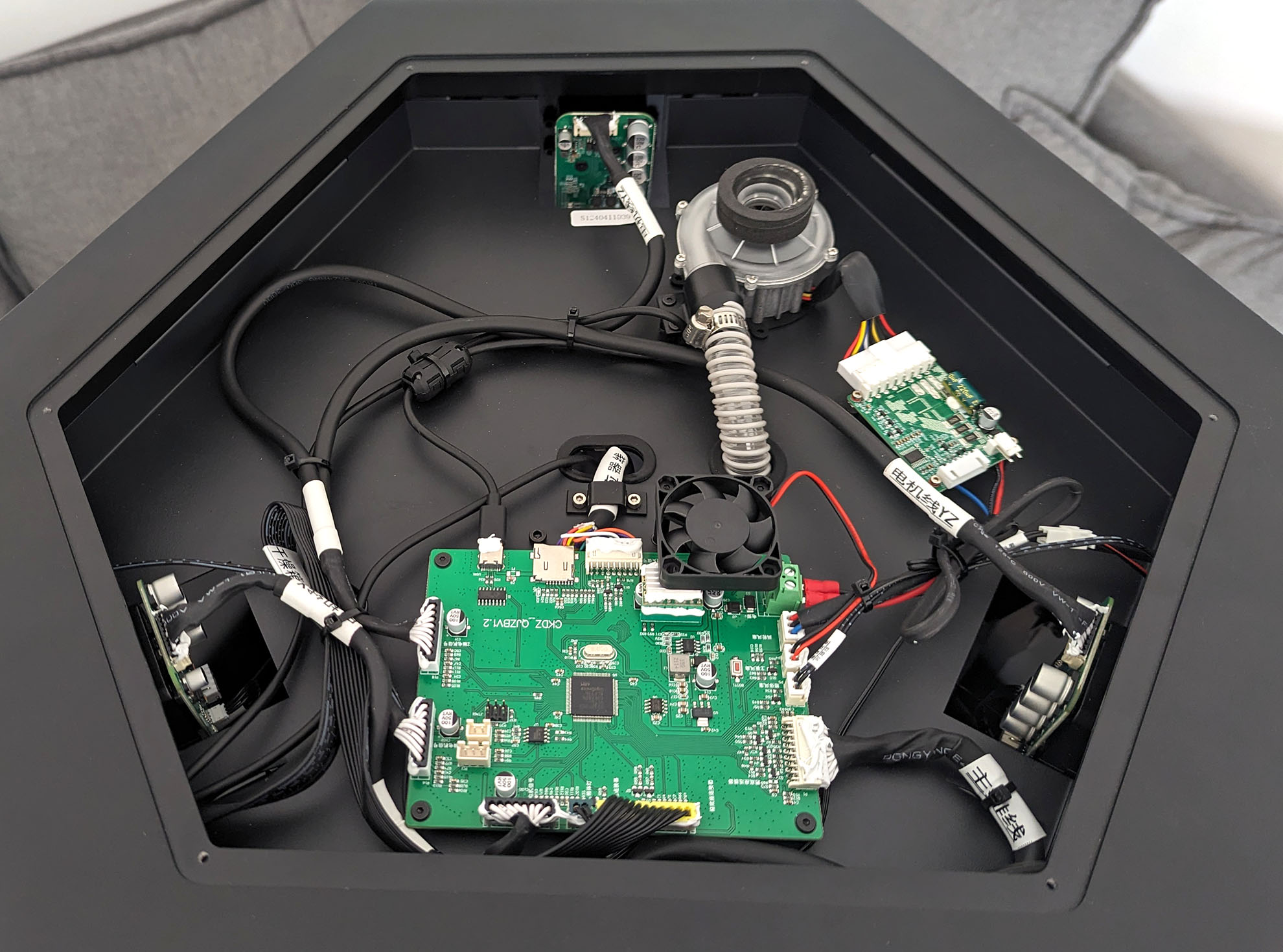
Sur la photo ci-dessus, la carte mère se “contente” de faire tourner Klipper. En effet, la puissance de calcul est déportée sur l’écran (propulsé par un CPU Quad-Core ARM A7 à 1,5 GHz et une mémoire eMMC de 16 Go) et les moteurs pas à pas sont en boucle fermée. C’est-à-dire qu’ils ont chacun une carte de calcul dédiée qui permet d’avoir un retour d’information pour contrôler précisément leur position. C’est un gage de précision et de fiabilité : finis les sauts de pas !
Vous pouvez également apercevoir le ventilateur turbine (de type CPAP) qui pulse l’air jusqu’à la tête d’impression via le tuyau qui lui est accroché. Il s’agit de l’élément le plus bruyant de la machine et ce n’est pas peu dire. Installée dans mon garage accolé, le bruit s’entend dans toute la maison, même avec les portes fermées. C’est vraiment un point négatif important pour qui souhaite imprimer à son domicile.
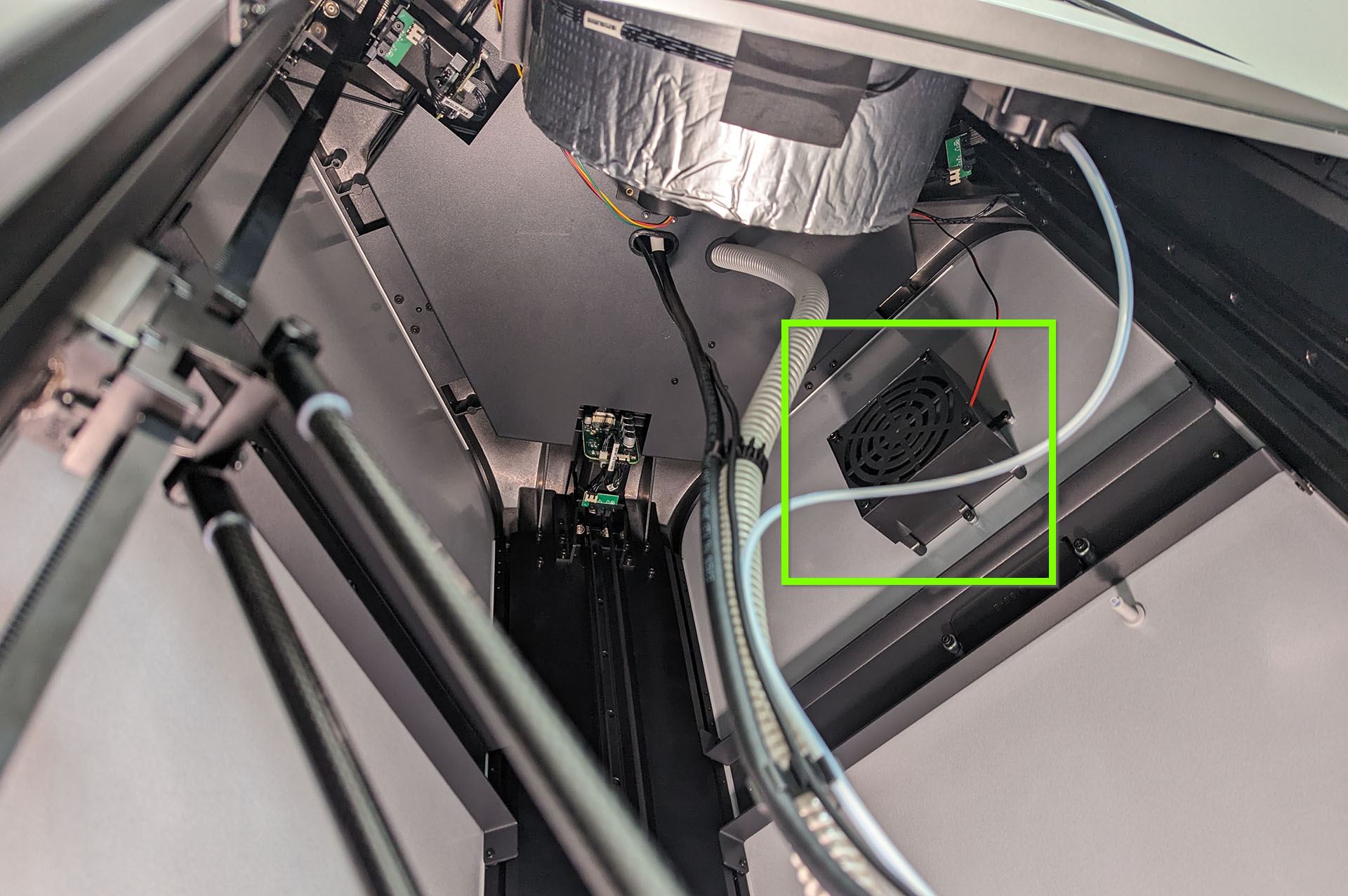
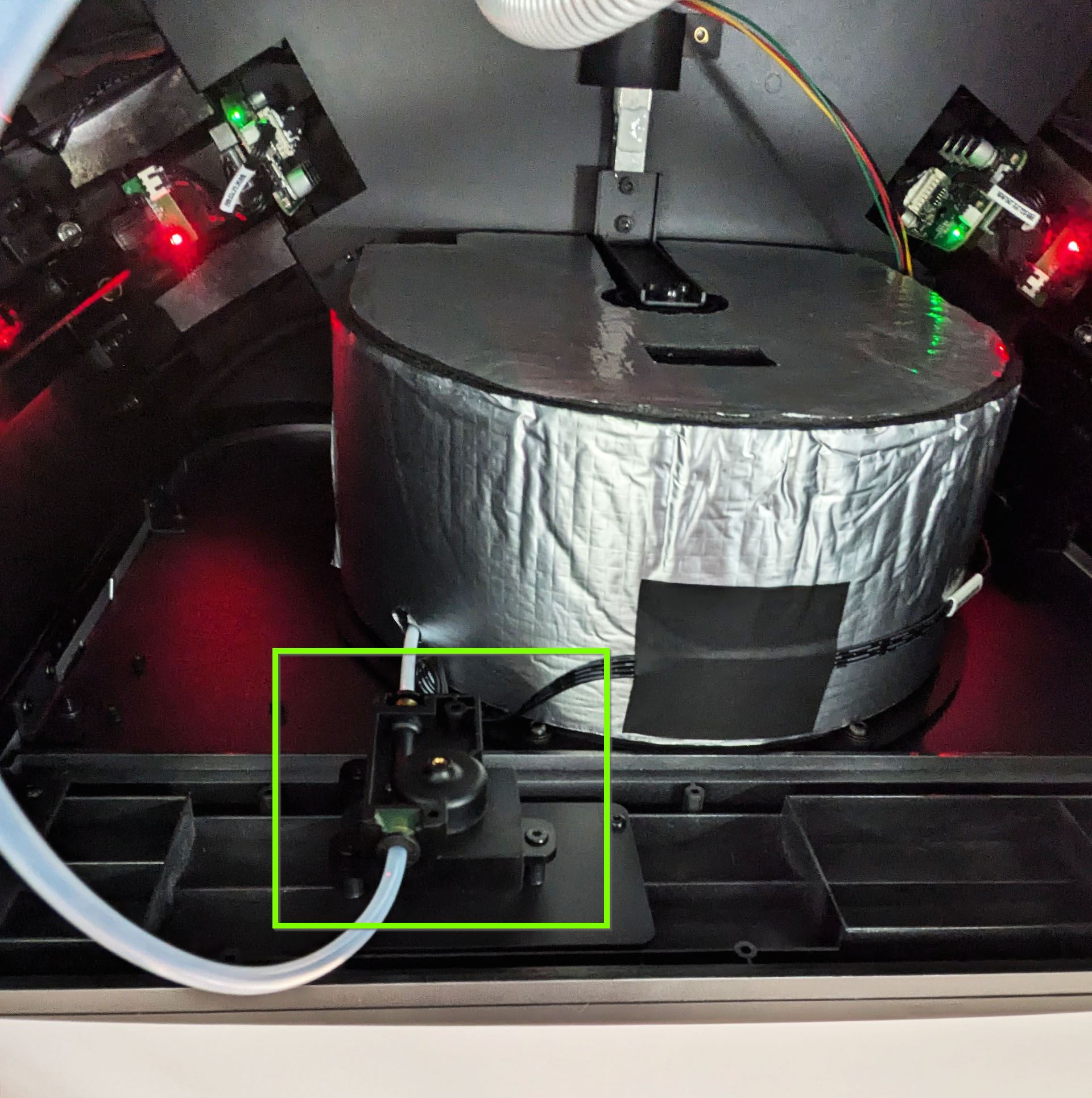
Sous l’électronique installée en haut de l’imprimante, on aperçoit le séchoir bien isolé, le capteur de filament ainsi que le ventilateur d’extraction associé à un filtre à charbon (remplaçable en suivant cette procédure). Cette installation plutôt bien pensée n’empêche pas les bras de remonter : c’est simplement leur longueur qui rend la machine si haute.
Le support de bobine séchoir de filament intégré
Bien que limité en termes de compatibilité de part sa taille, le support de bobine avec séchoir intégré est pour moi un atout indéniable. J’aurais aimé que l’AMS de ma Bambu Lab X1 Carbon en fasse autant. Malheureusement, encore une fois, FLSun n’a implémenté cette fonctionnalité qu’à moitié. En effet, la température de chauffe est fixe (60°C) et on ne peut pas couper le séchage automatiquement en fin d’impression ou en fonction du taux d’humidité, par exemple.

Il semblerait que le support ait une balance intégrée qui serve à mesurer la consommation du filament. Je n’ai toutefois pas testé cette fonctionnalité intéressante.
Et pour les bobines externes ?
Il y a, sur le côté droit de la machine, un trou prévu pour faire passer le filament d’une bobine externe installée sur un support non fourni (à imprimer) :

Le problème, c’est qu’il faut déconnecter le tube PTFE qui va à la tête d’impression côté capteur de filament pour le faire sortir sur le côté. Ce n’est pas pratique du tout et on perd l’avantage du capteur de filament.


Impression de test (PLA) d’objets déjà tranchés sur la mémoire interne
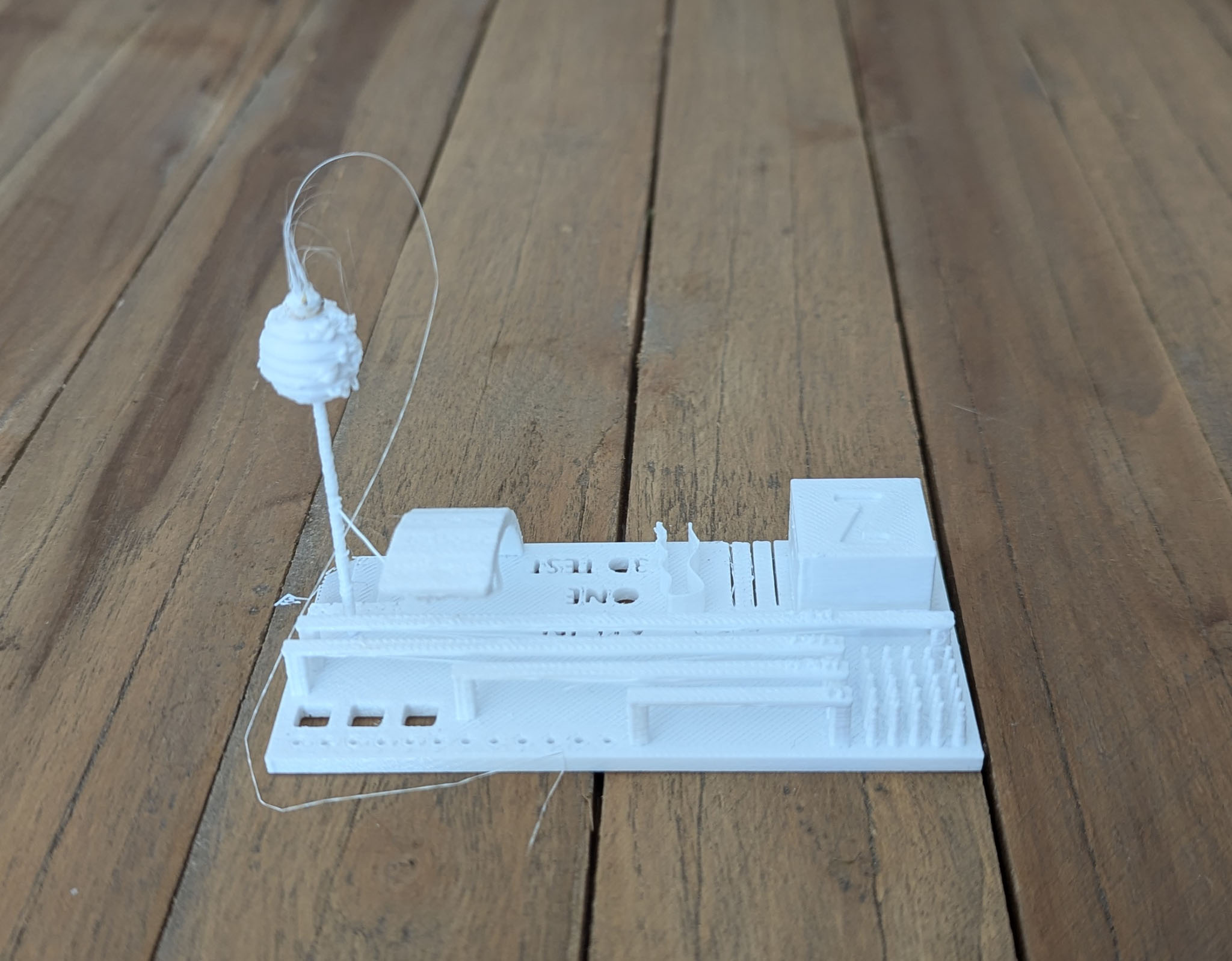
Les objets ci-dessous ont été imprimés avec le filament fourni, du PLA HS FLSun, en lançant tout simplement l’impression depuis l’écran de contrôle, sans aucun réglage particulier.
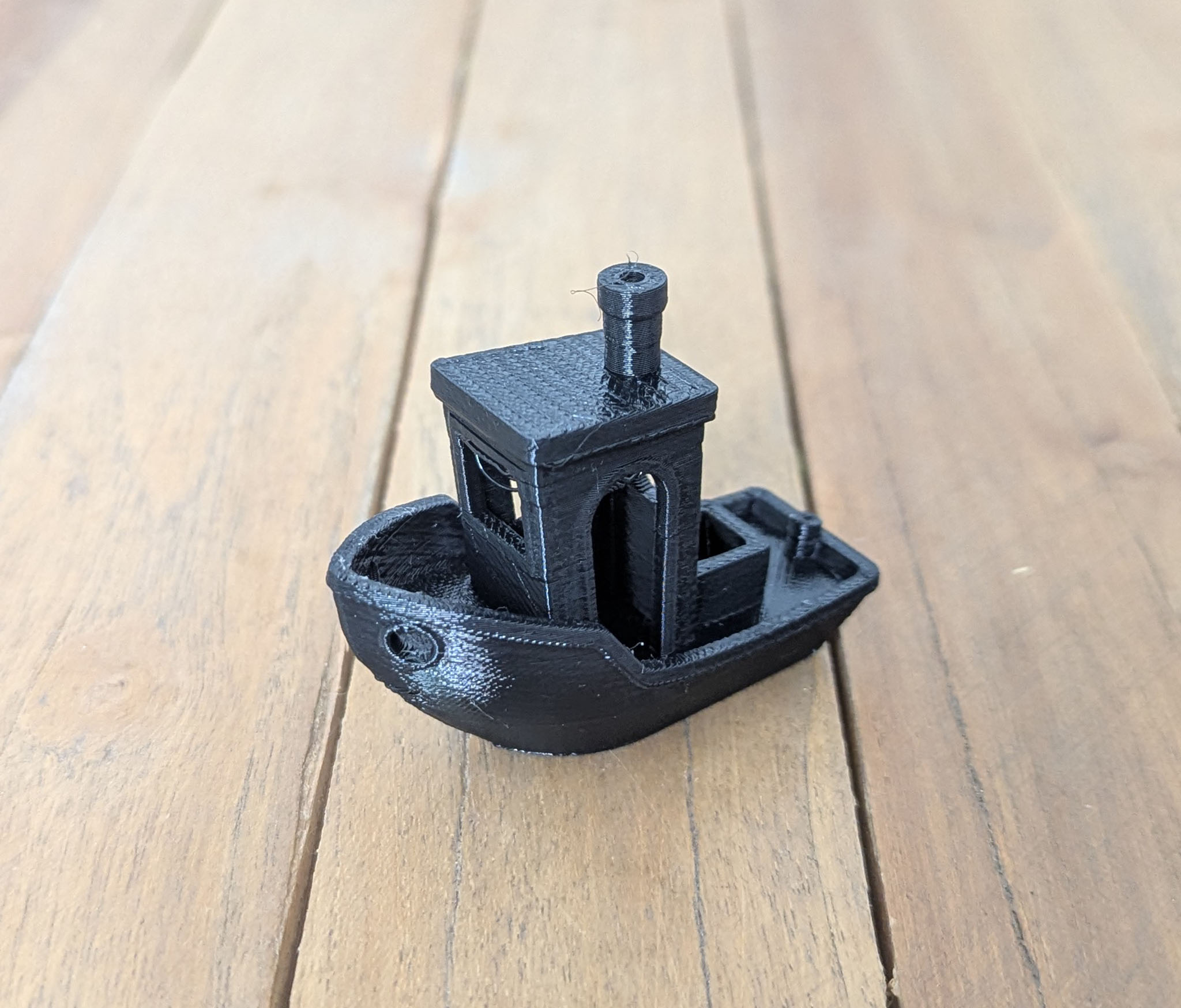
Le fameux benchy imprimé en 8mn25 vs 16mn37






Le vase imprimé en 1h11


Le phare imprimé en 1h09





Le guerrier imprimé en 1h08





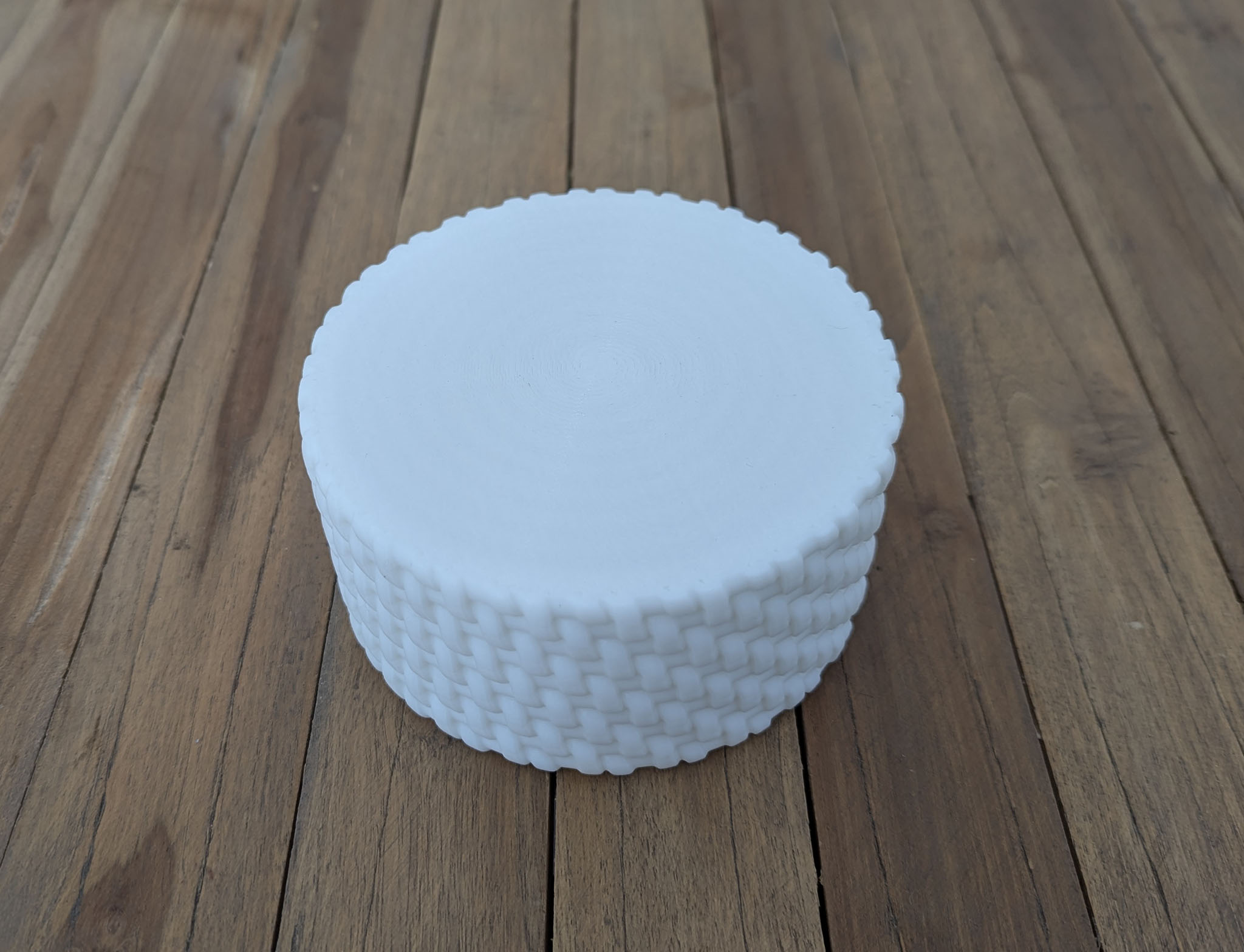
Le panier imprimé en 3h11



Toutes ces impressions 3D se sont enchaînées sans encombre. Compte tenu de la vitesse d’impression et des tailles variées des objets, on peut dire que la qualité est très bonne.
La fonction timelapse
La caméra intégrée à la S1 n’est pas dédiée qu’à la surveillance. On peut également s’en servir pour réaliser des timelapses en 720p. Malheureusement, cette fonctionnalité semble, une fois de plus, avoir été implémentée à la va-vite. Seul le dernier timelapse est conservé sur la mémoire interne sous le nom de output.mp4. Chaque nouveau timelapse écrase donc le précédent. Il est par conséquent impératif d’exporter chaque timelapse sur une clé USB via la fonction dédiée. De plus, à chaque export, il faut penser à renommer ou sauvegarder ailleurs le timelapse précédent car le fichier porte toujours le même nom…
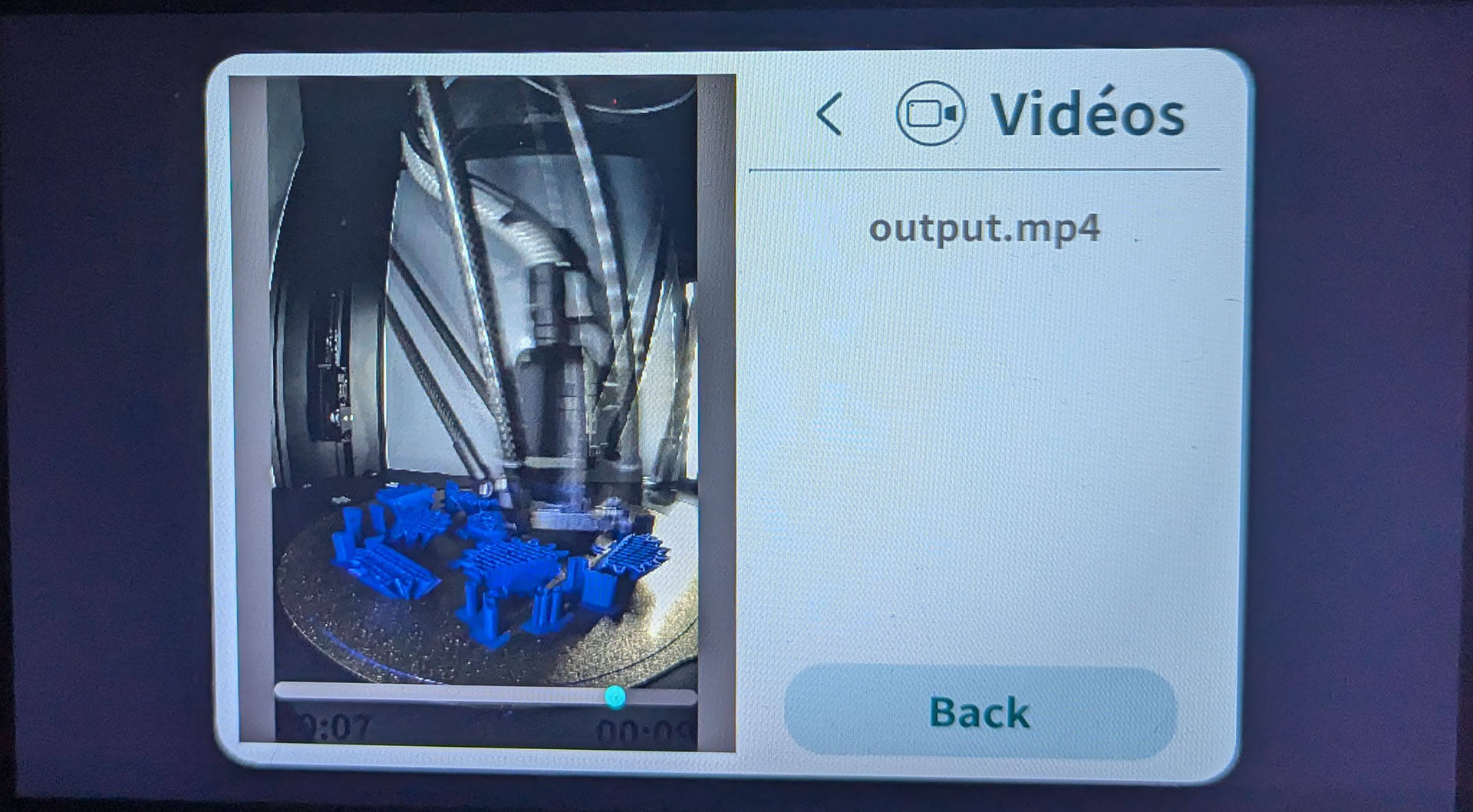
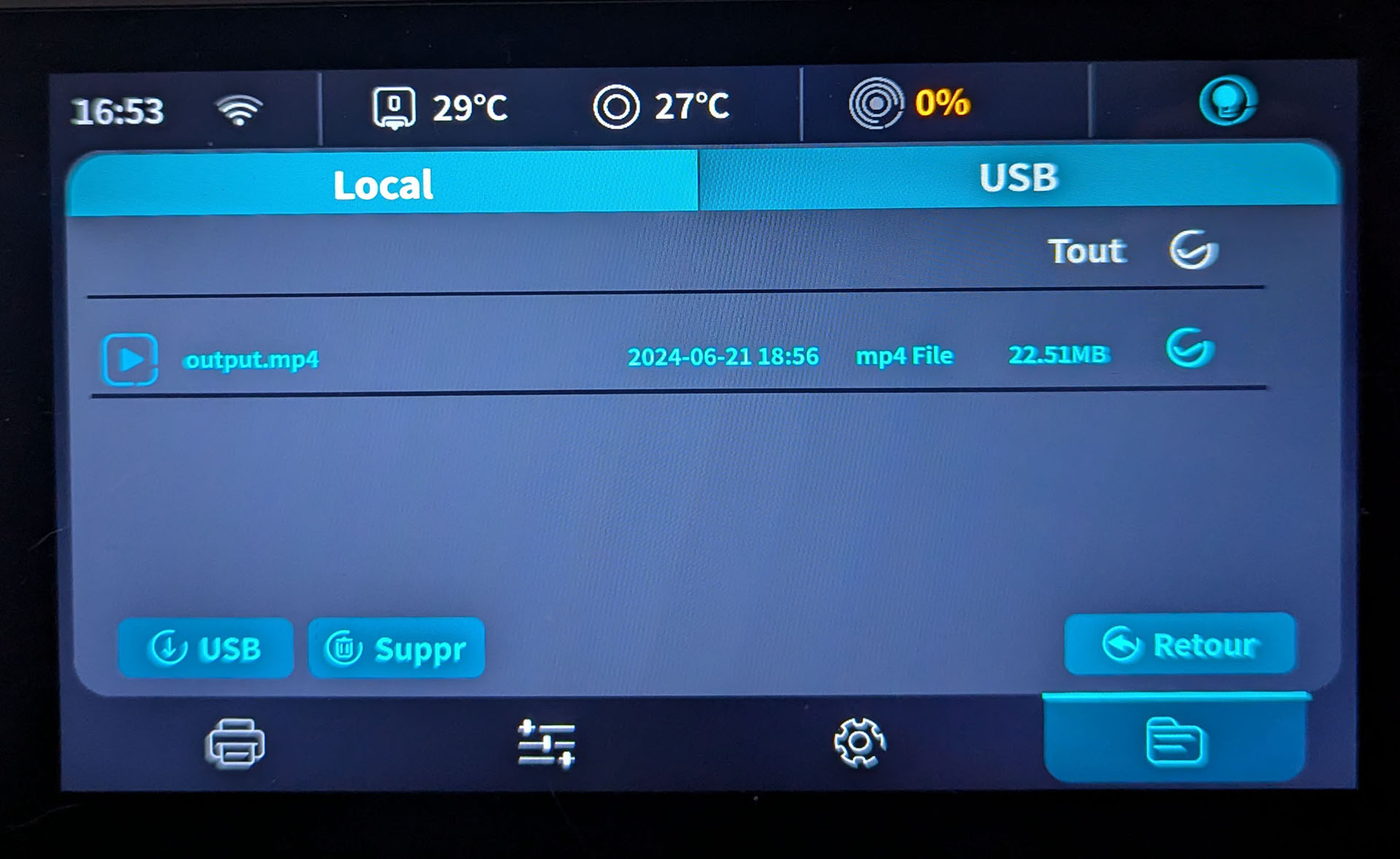
Cerise sur le gâteau, deux fichiers sur trois que j’avais exporté étaient corrompus et illisibles…

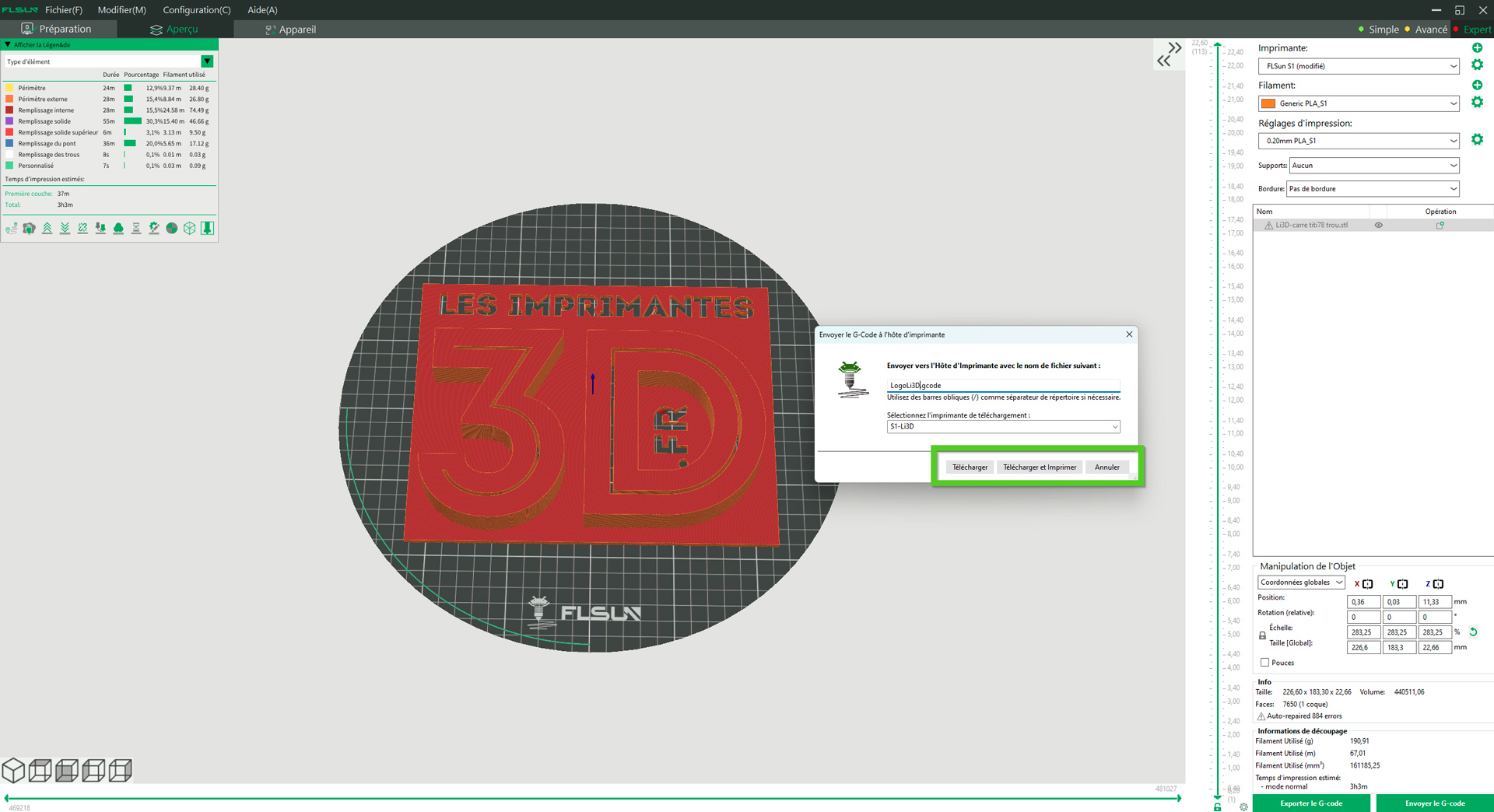
Logiciel slicer
Comme beaucoup de constructeurs, FLSun est un peu chauvin et propose son propre slicer arborant son logo, qui s’avère être un énième fork mal réalisé (à mon goût) de PrusaSlicer… Toutefois, j’ai réalisé tous les tests suivants en l’utilisant avec les réglages et profils par défaut du logiciel FLSun Slicer.
Vous remarquerez que FLSun n’avait pas pris soin d’orienter correctement l’image de la caméra dans les premières versions du firmware…
D’autres impressions en PLA faites sur la FLSun S1
Toujours avec le PLA HS fourni, j’ai tranché avec FLSun Slicer les fichiers suivants en utilisant le profil PLA standard à 200 microns.
La Flexi Frog imprimée en 57mn11



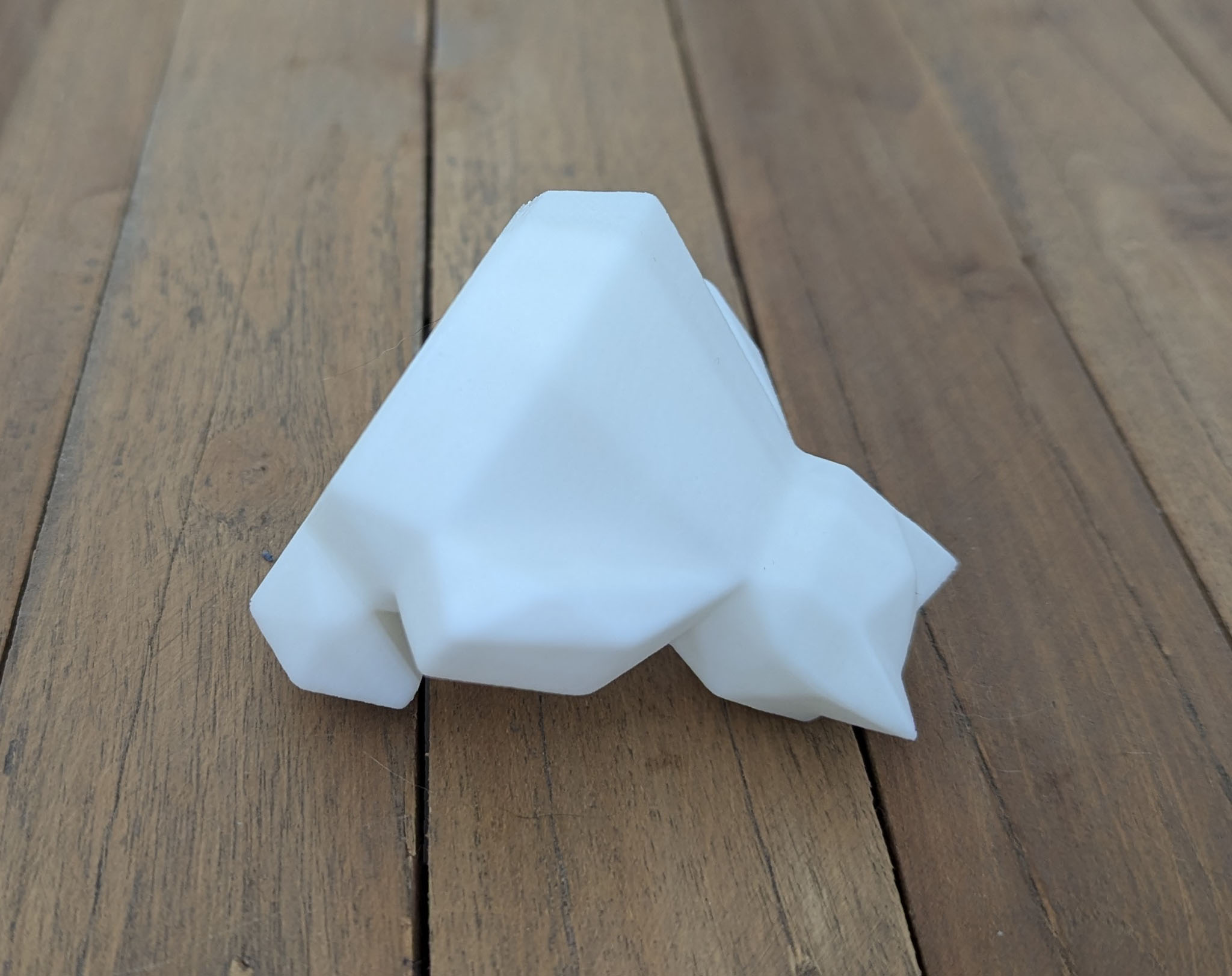
Le Pokemon “chat” Low-Poly Snorlax imprimé en 27mn22

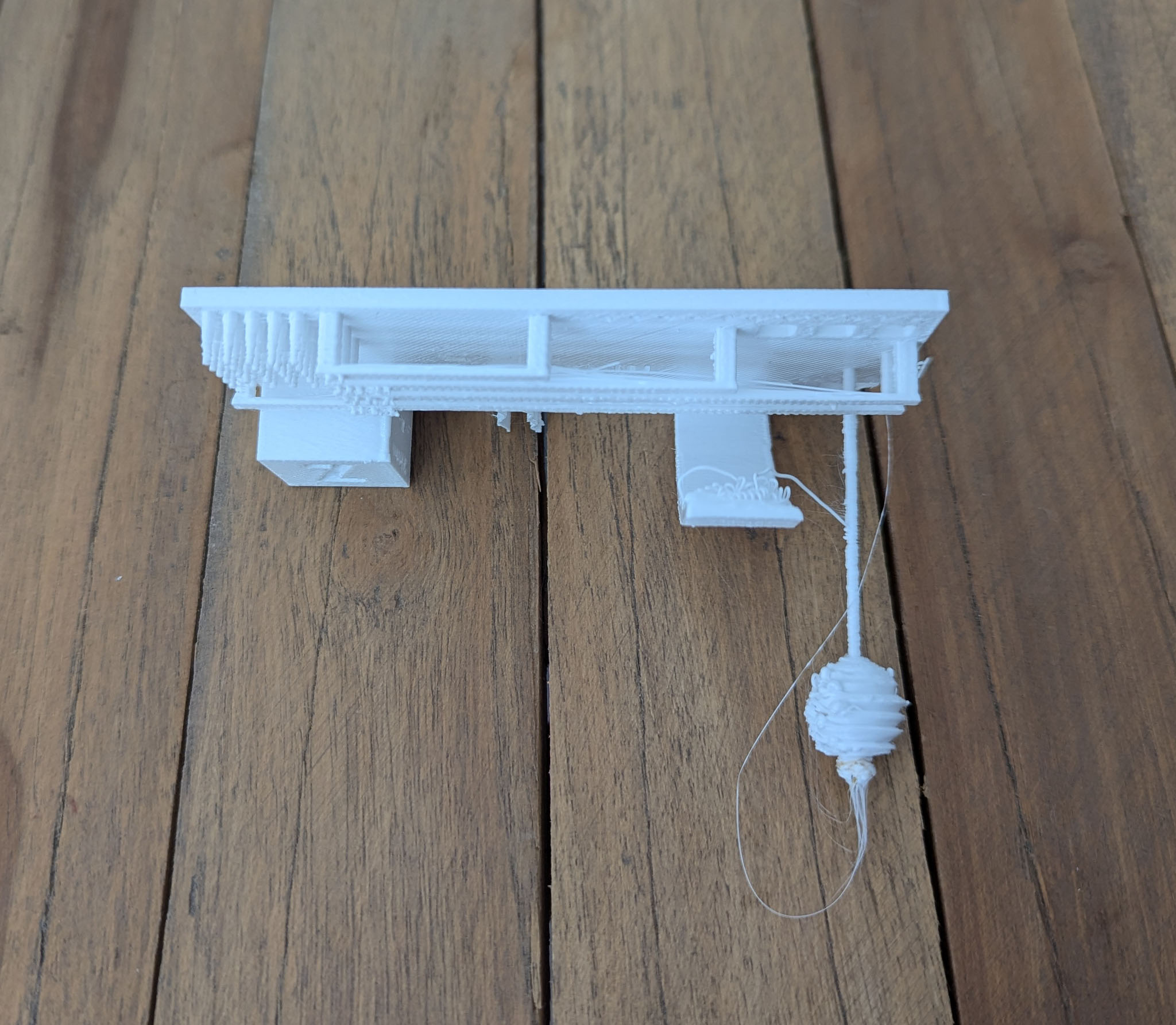
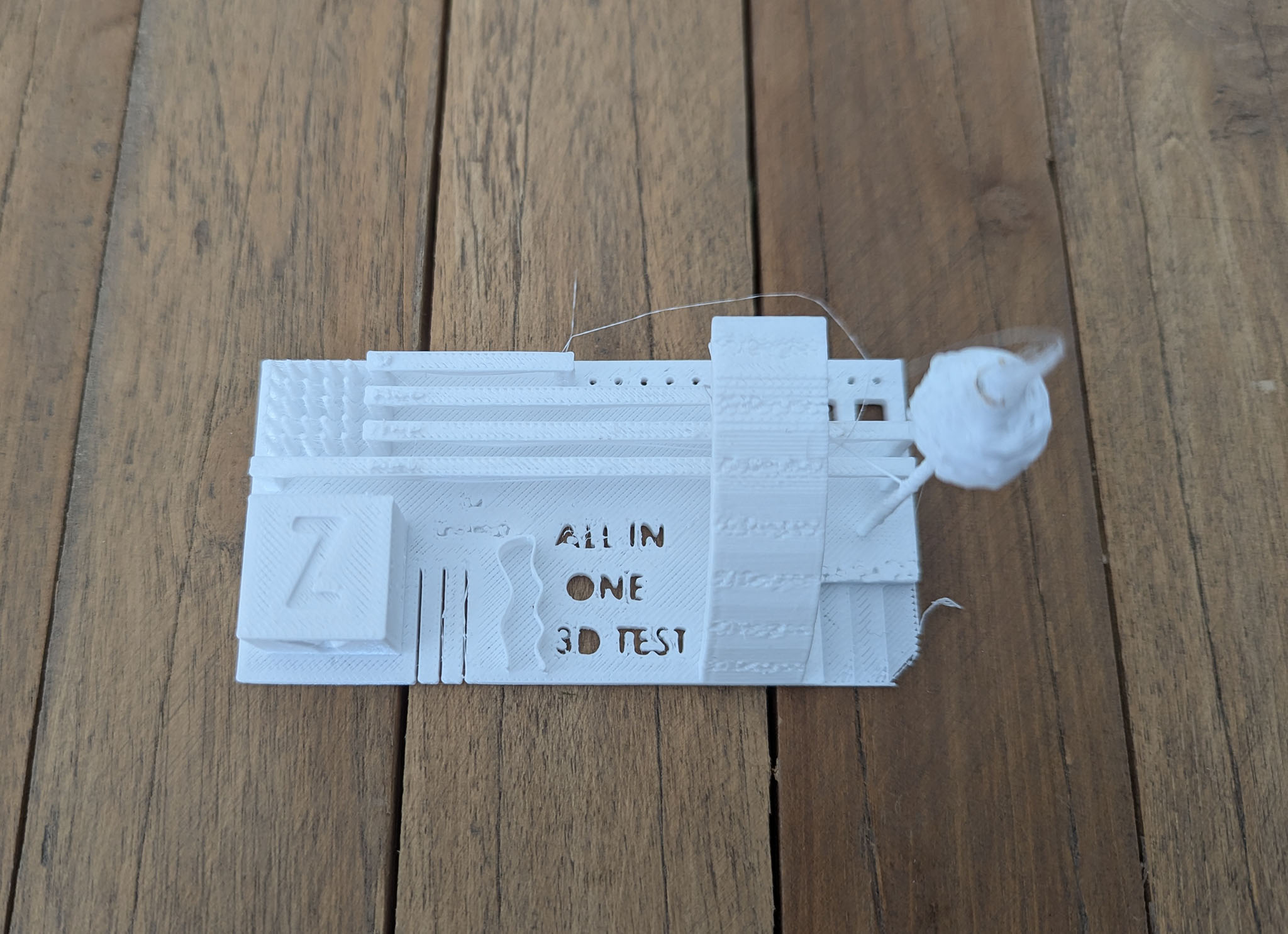
Le Torture Test de Kickstarter et Autodesk imprimé en 47mn57

Le changement de filament et maintenance de la S1…
Après avoir vidé la bobine offerte par FLSun, j’ai réalisé un print avec du filament Formfutura Easyfil ePLA Ultra Marine Blue. Il m’a donc fallu retirer le filament existant. Il existe bien sûr une fonction dédiée à cette opération mais, faute de cutter de filament et de réglage adapté (forçant une légère extrusion avant de retirer le filament), deux fois sur trois (dans mon cas) le filament remonte encore fondu jusqu’aux engrenages de l’extrudeur, bloquant ce dernier… Il faut donc démonter la tête d’impression et ce n’est pas une chose simple, même avec la vidéo explicative de FLSun !

La Moon City 2.0 imprimée en 2h52
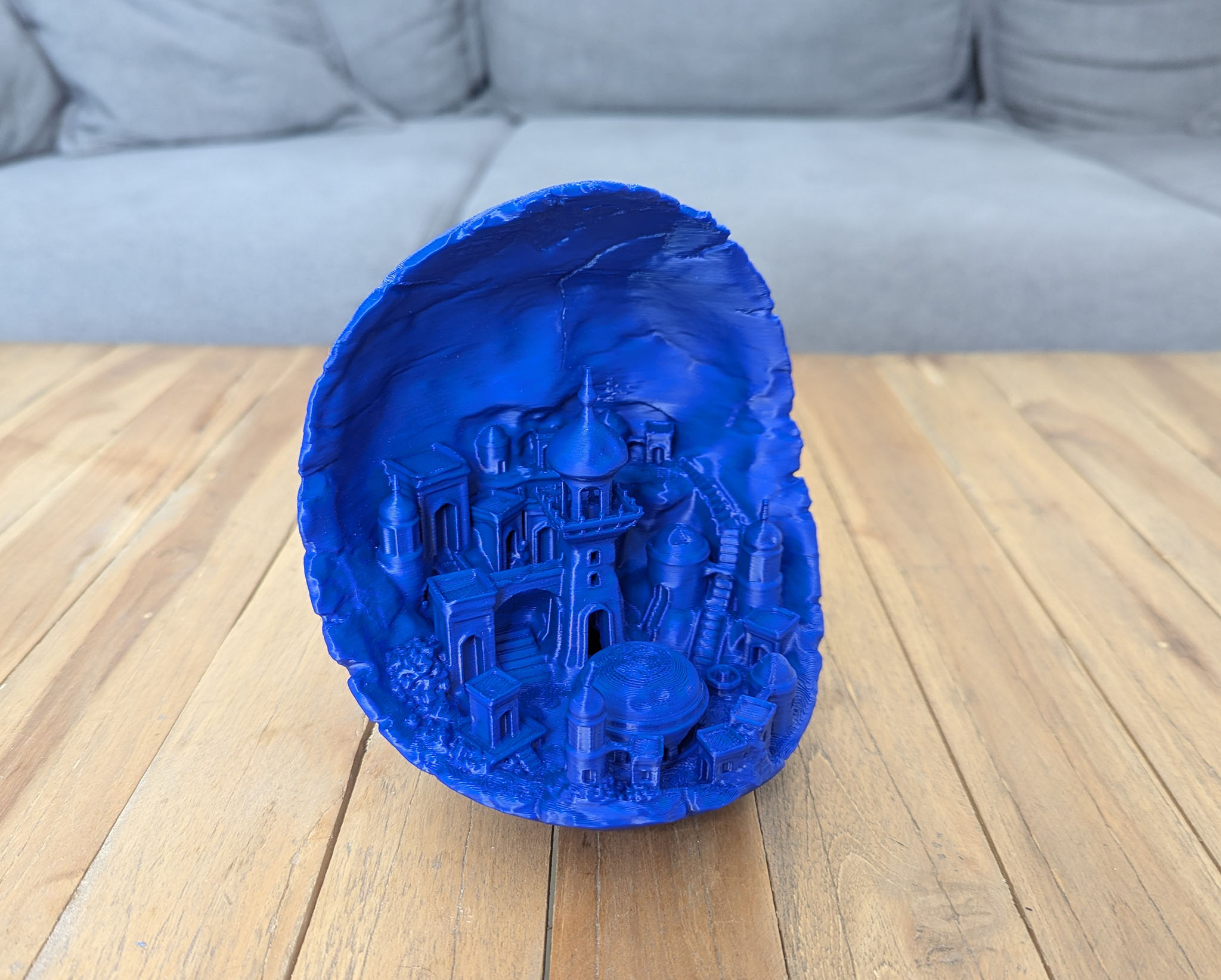
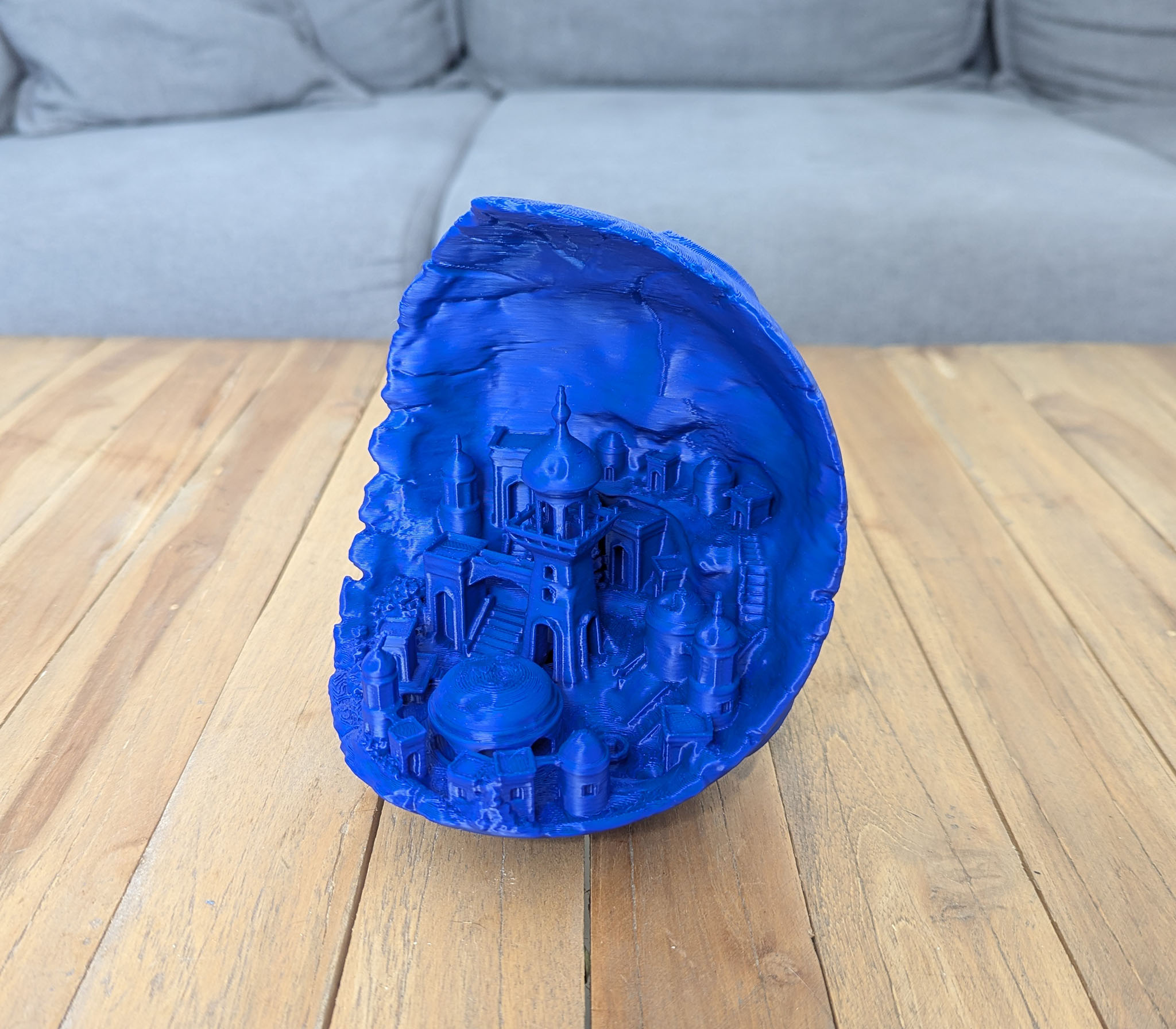
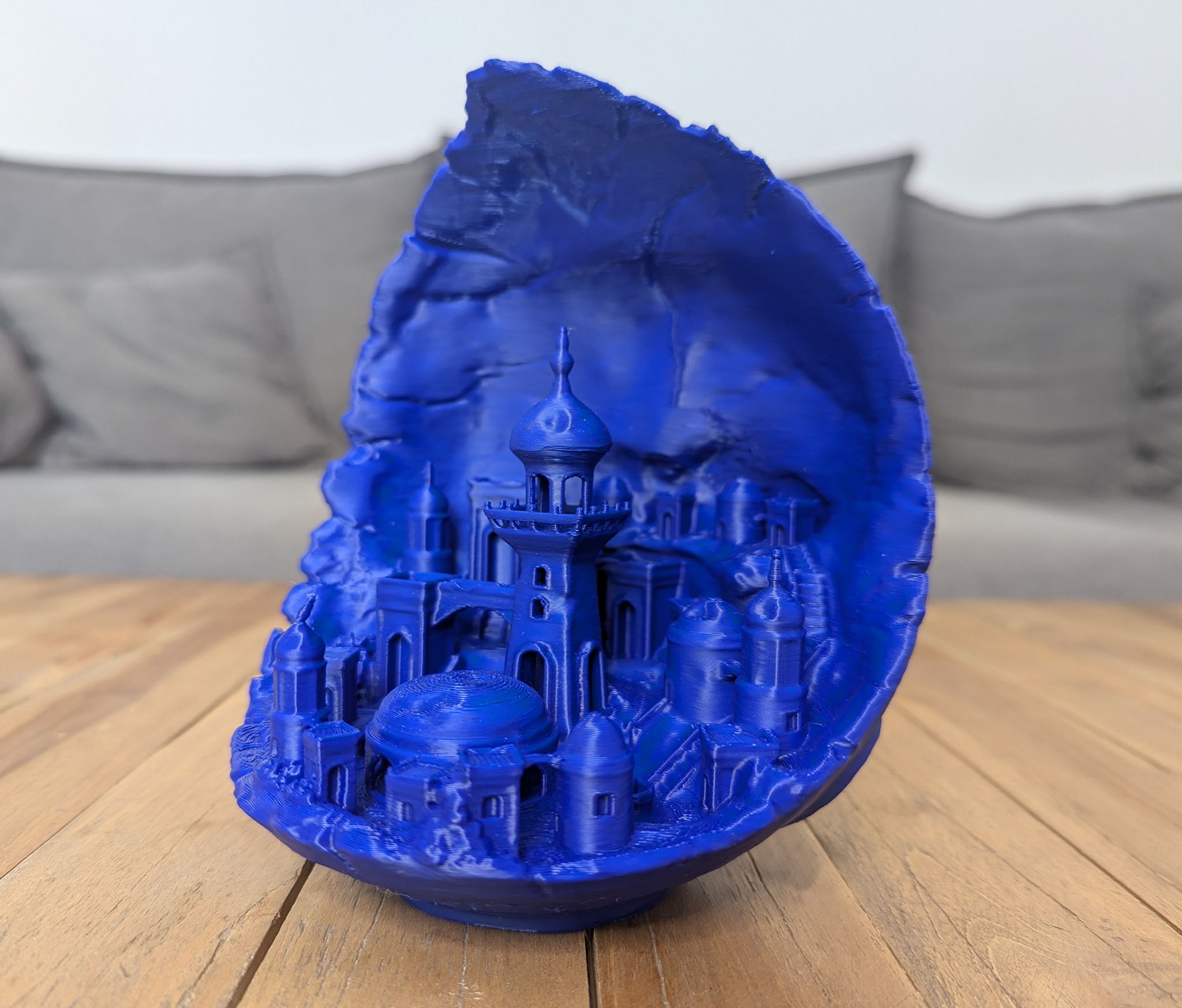

Bien que toutes ces impressions 3D en PLA aient été globalement réussies et que la qualité soit très satisfaisante pour la vitesse d’impression (notamment pour la Lune ville), le torture test révèle qu’il y a des améliorations à apporter aux profils par défaut du slicer. Calibrer le débit et le “Pressure Advance” de chaque filament contribuerait certainement à améliorer encore davantage les résultats.
Impressions en TPU 95A avec la S1
Pour l’impression 3D de filament flexible adapté au drone FPV, j’ai troqué mon bon vieux SaintSmart pour du TPU-HF de chez Bambu Lab.
Le Benchy Boat imprimé en 1h31




Un pneu “Airless” imprimé en 2h21
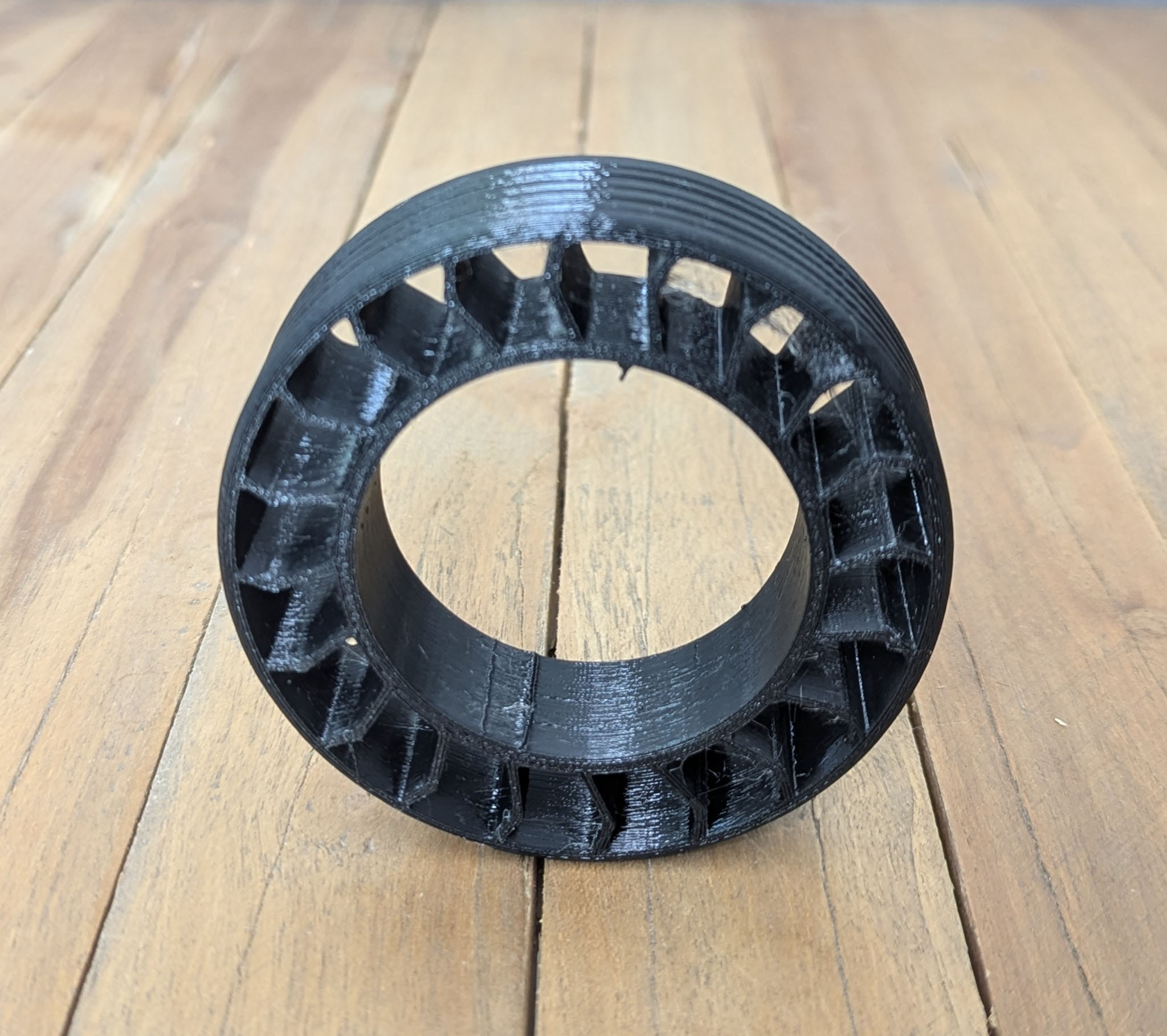


Le profil TPU, bien que conservateur en vitesse d’impression avec un débit volumétrique limité à 3,8 mm³/s et une vitesse maximale de 80 mm/s, démontre que la S1 est à l’aise avec ce type de matériau souple.
Impressions en PETG
Pour les tests en PETG, j’ai pris du Spectrum Premium Arctic White chez Filimprimante3D.
Le Benchy Boat imprimé en 34mn25




Au delta près d’une légère sur-extrusion (corrigeable avec une calibration du flow) et d’une première couche restée sur le lit faute d’avoir attendu que ce dernier refroidisse pour retirer l’objet, ce benchy en PETG est de qualité correcte.
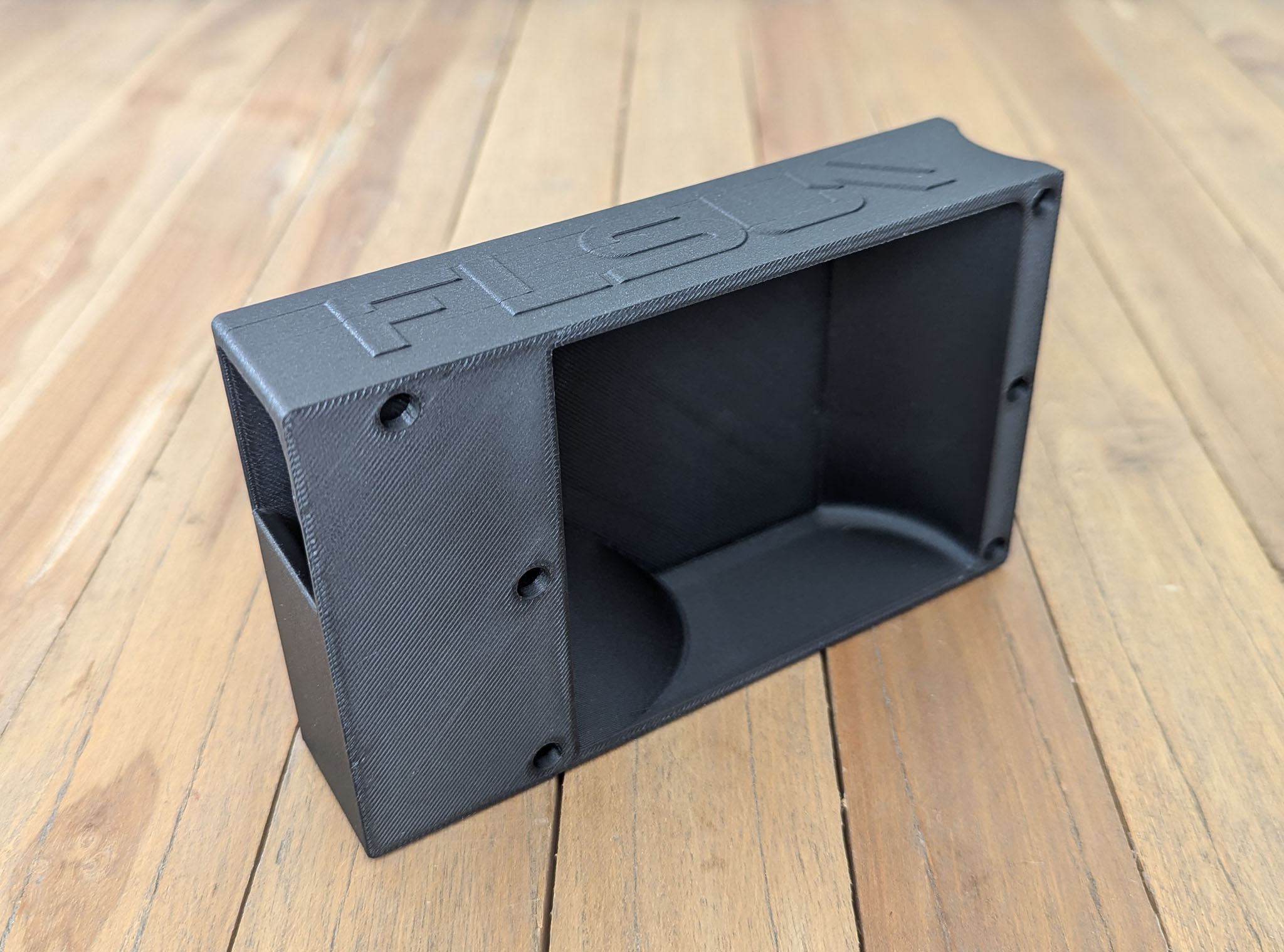
La boîte avec son couvercle imprimés en 4h07



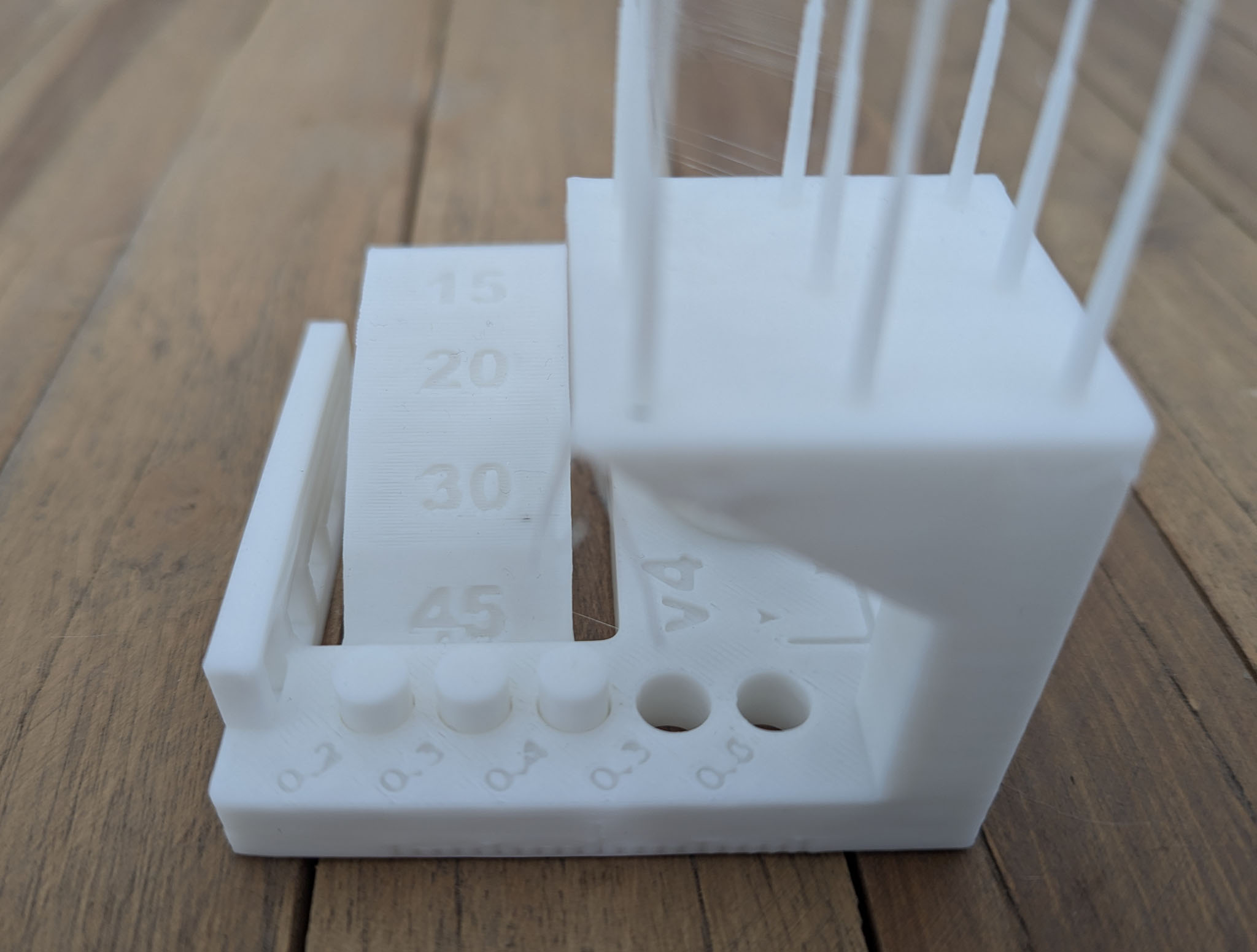
Le test de calibration imprimé en 56mn07

Encore une fois, les prints sont corrects, le bidon est même très réussi. Cependant, le test de calibration montre qu’il y a des ajustements à faire, de calibration justement mais très certainement dans les réglages d’impression également.
Impressions en filament technique sur la FLSun S1
La FLSun S1 disposant d’une enceinte d’impression fermée à température régulée (pas chauffée), je me devais de tester un filament en ayant besoin. N’ayant plus d’ABS sous le coude, j’ai pris de l’ASA de chez Creality, toujours en utilisant le profil proposé nativement dans le trancheur.
Le cube de calibration MakerWorld imprimé en 6mn59





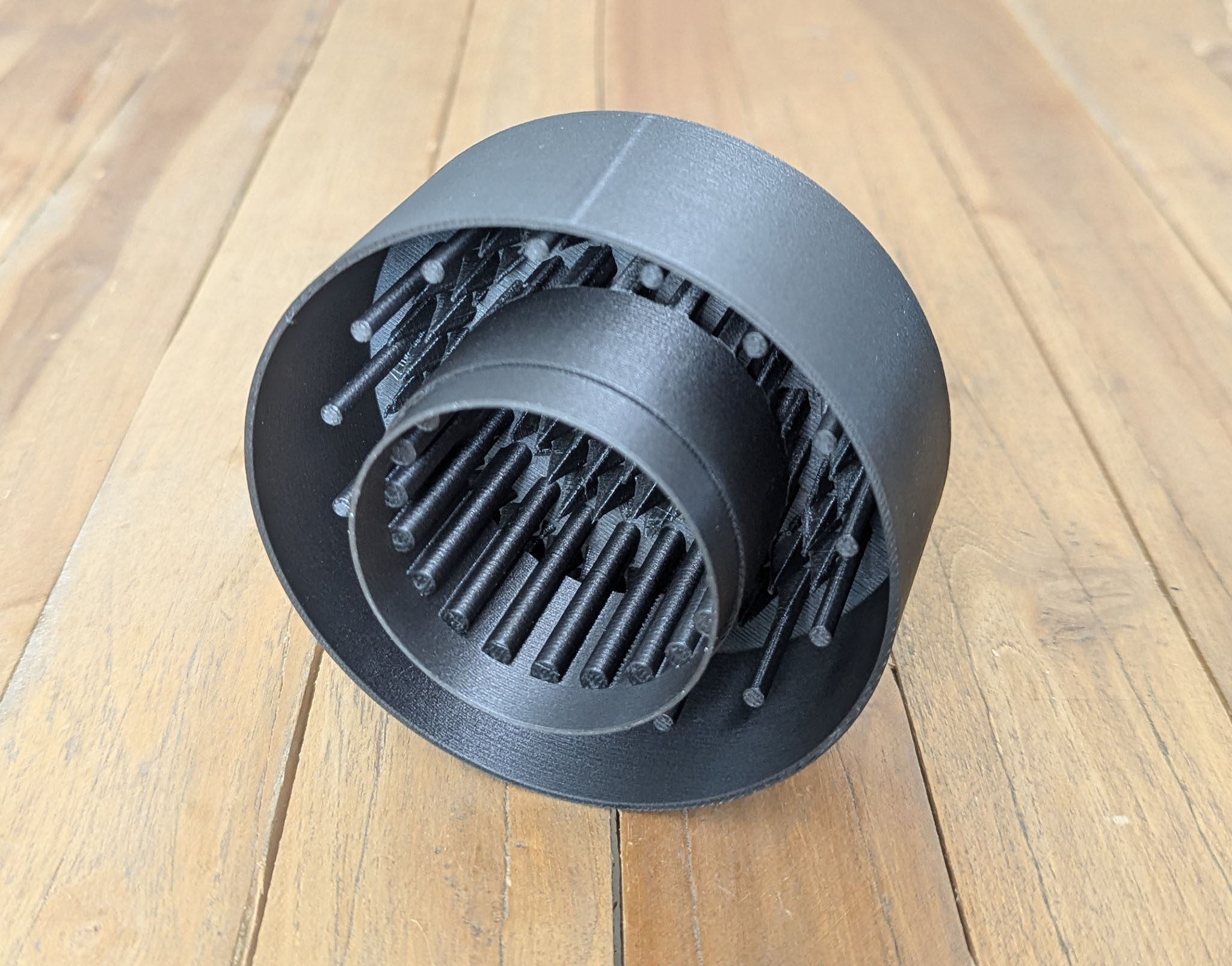
Le CPAP Turbo Fan Silencer de Guilouz imprimé en 1h47



Le silencieux préconisé par FLSun imprimé en 2h39



Un autre muffler générique imprimé en 2h43


Comme vous pouvez le constater, l’ASA s’imprime parfaitement bien sur la S1, sans problème d’adhérence au plateau ni décollement de couches.
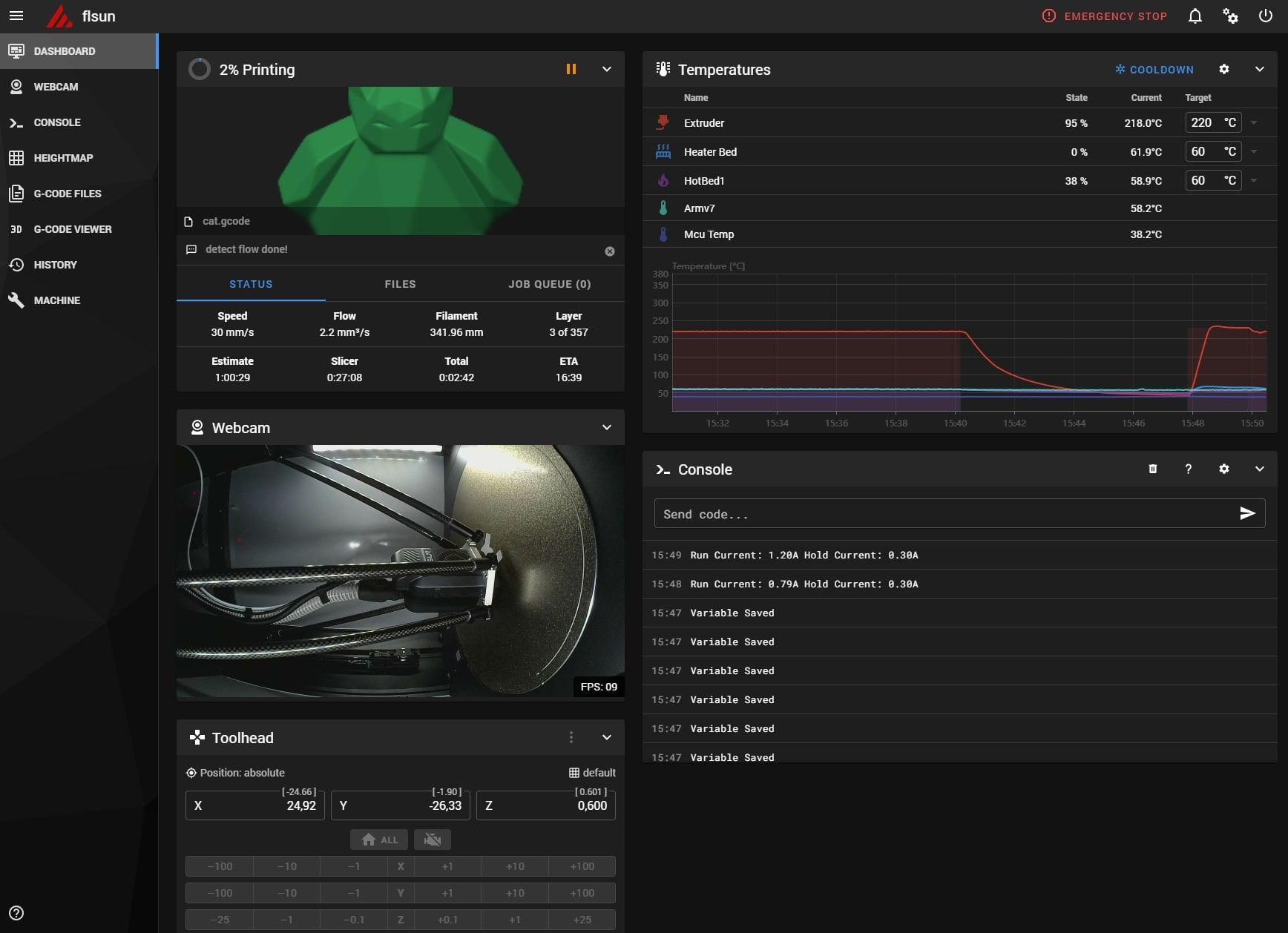
FLSun S1 : un consommation électrique pas anecdotique
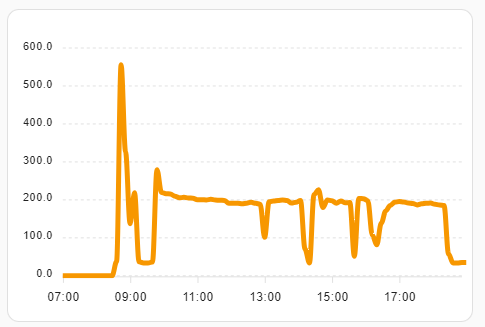

Outre le pic de consommation lors du chauffage du plateau, la FLSun S1 consomme en moyenne 200W sans la fonction de séchage du filament et environ 215W lorsque le Dryer est activé. Avec un coût du kilowatt-heure arrondi à 0,25€ TTC (option base EDF en août 2024) et une consommation moyenne de 0,2 kWh, cela représente environ 1,2€ pour 24 heures d’impression. Le coût énergétique de la S1 est donc loin d’être négligeable.
La Flsun S1 face à une Bambu Lab X1 Carbon
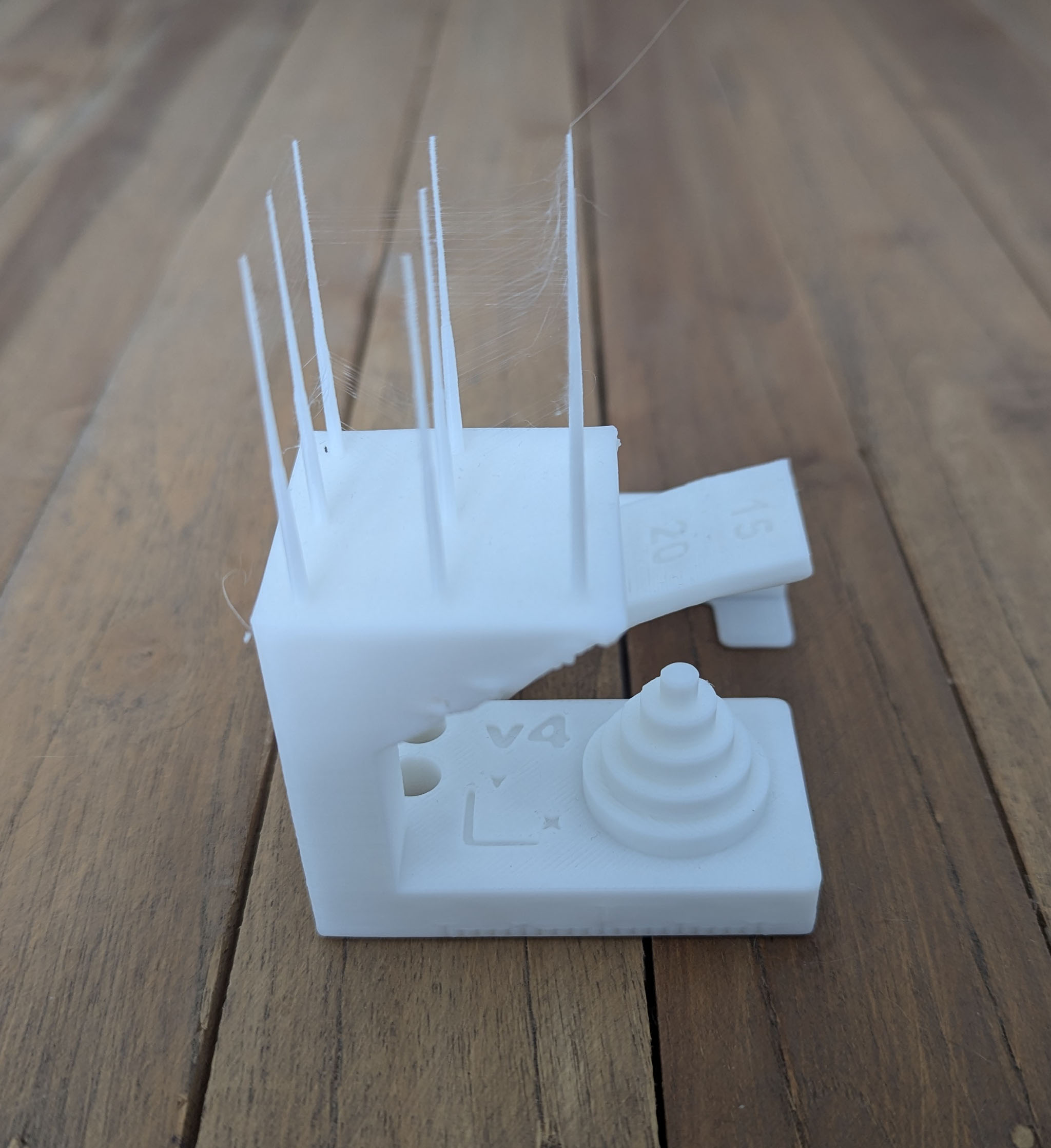
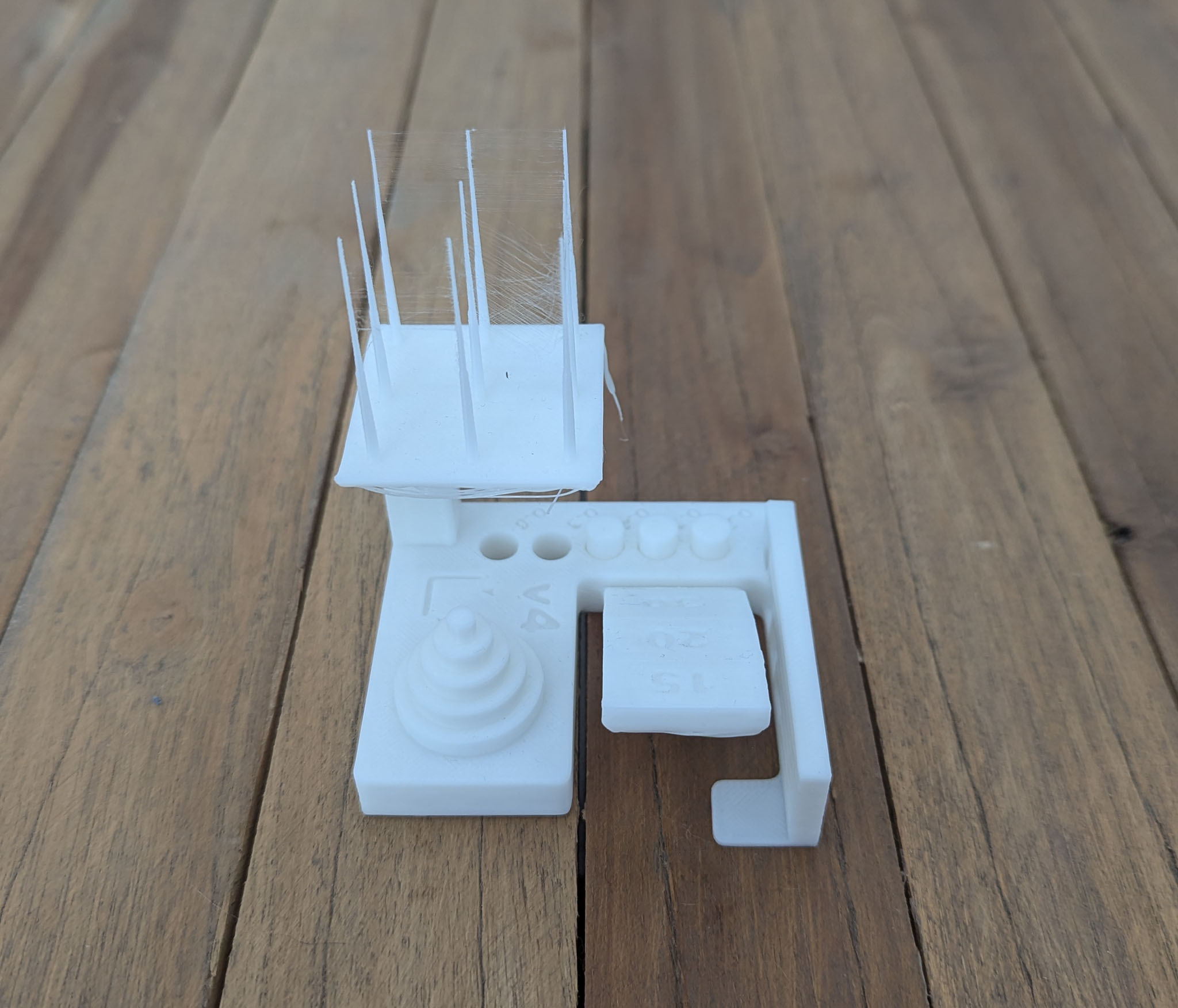
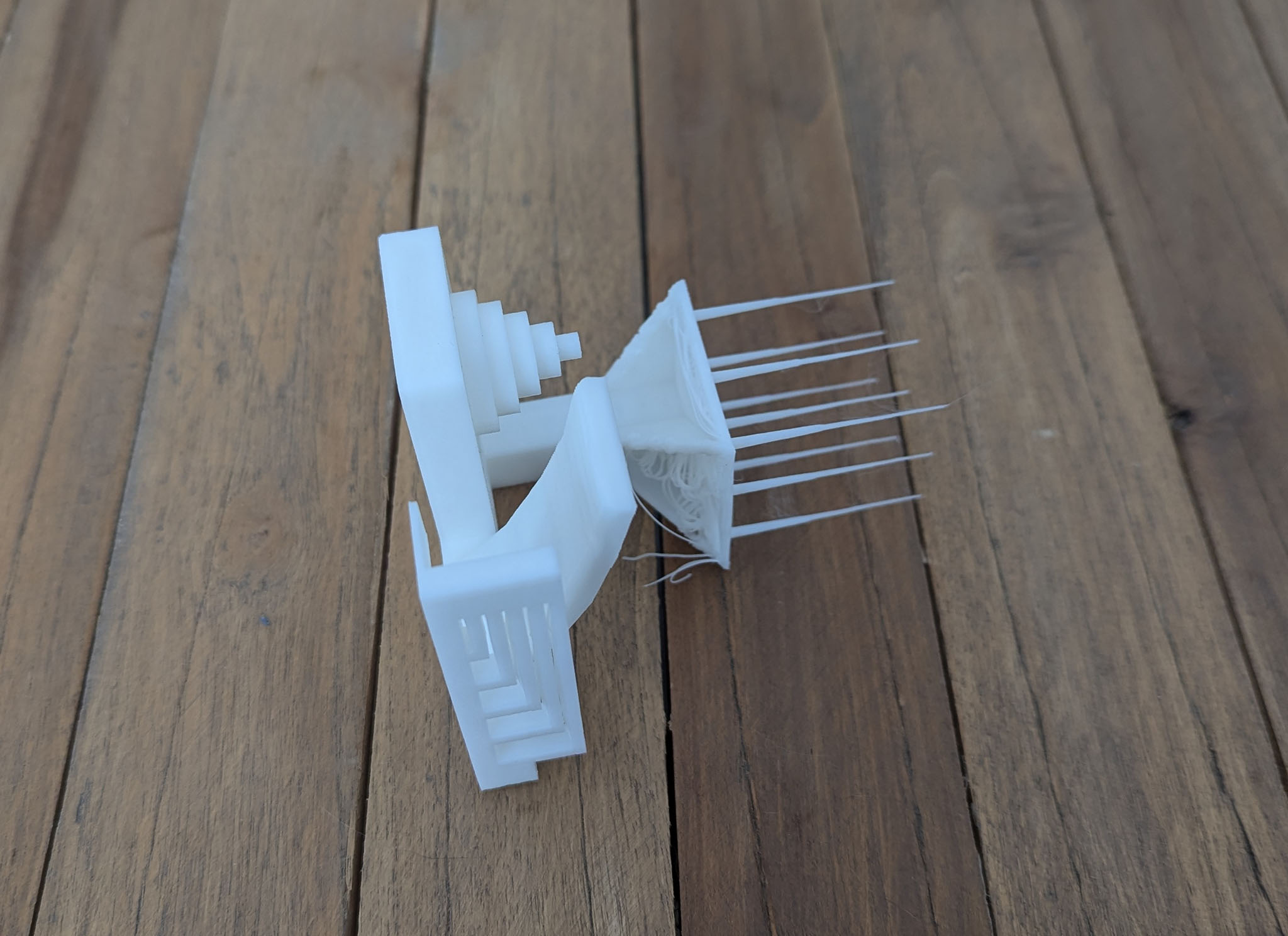
Ma femme m’a demandé d’imprimer des séries d’accessoires de numération pour ses élèves. Comme ça faisait beaucoup de (petits) objets, la X1C et la S1 ont donc tourné en même temps.
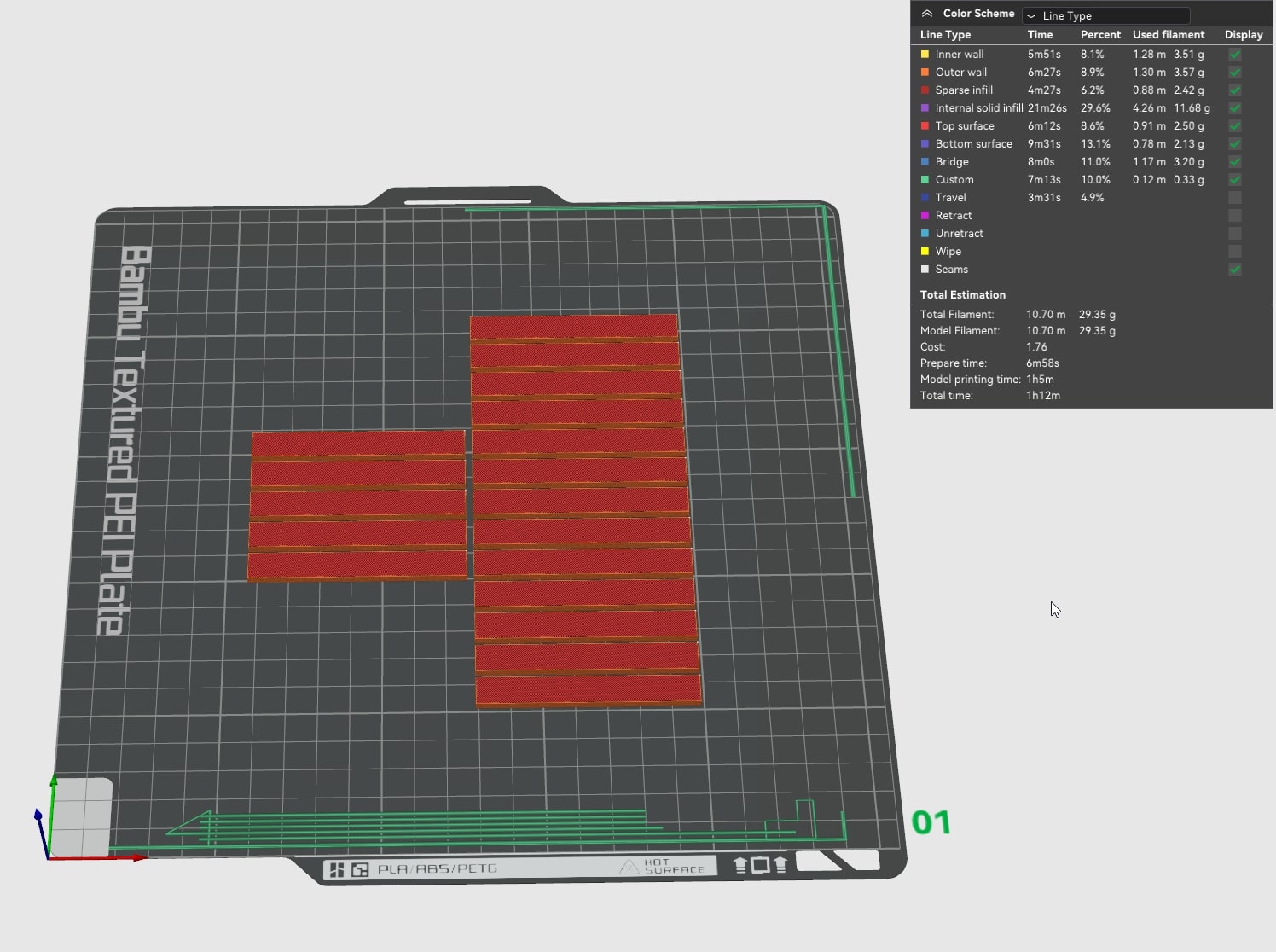
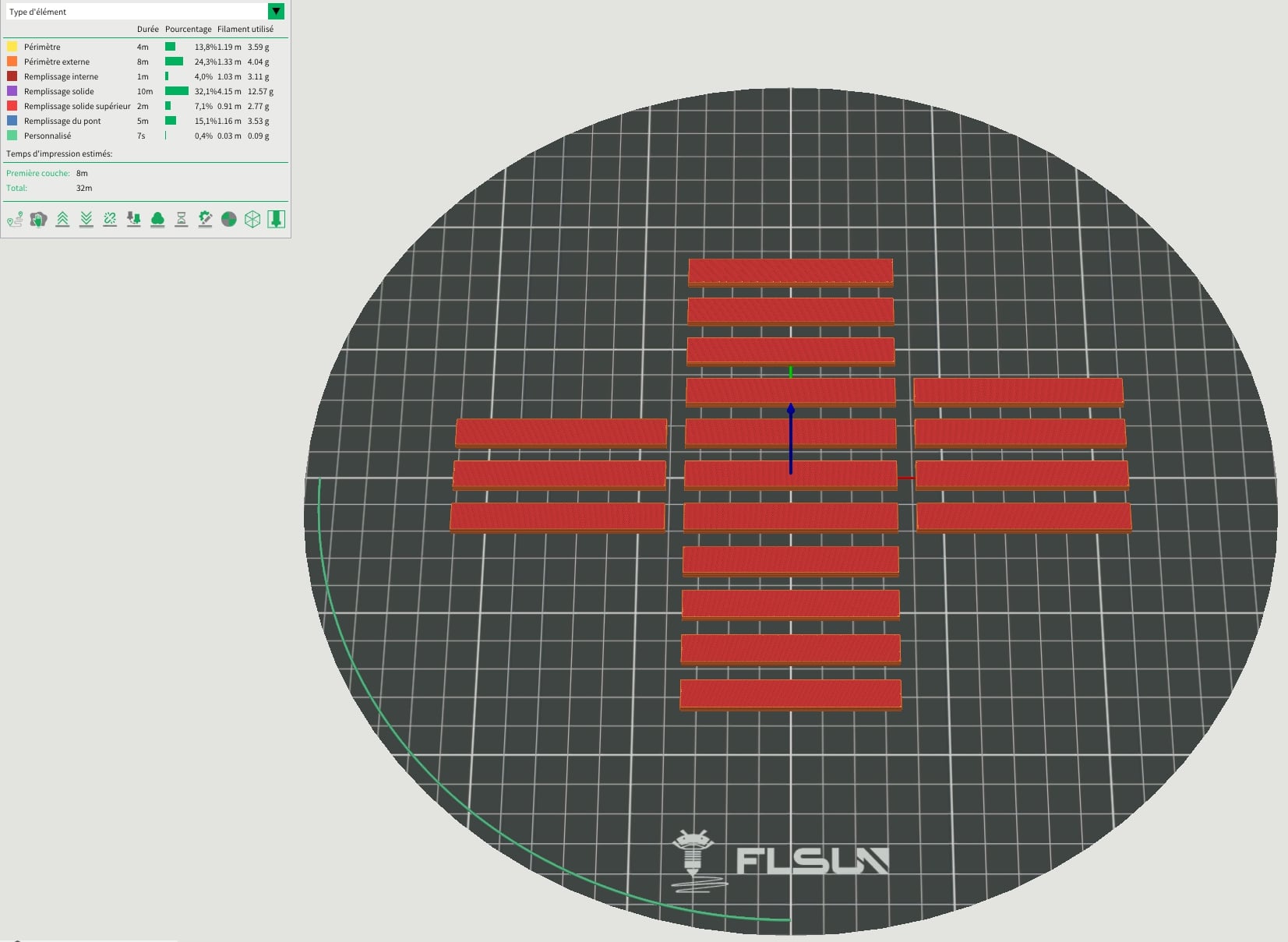
Si l’on se base uniquement sur le trancheur, la S1 est effectivement au moins deux fois plus rapide que la X1, comme le montre l’exemple concret ci-dessus. En réalité, cela dépendra des objets imprimés car les estimations des deux trancheurs ne sont pas toujours fiables. Cependant, la S1 reste systématiquement en avance et, le plus important, la qualité est souvent très proche malgré cette vitesse plus élevée.
Améliorations et upgrades pour la FLSun S1
Hardware
En termes de matériel, la S1 est vraiment bien équipée. La seule modification que je considère impérative est l’ajout d’un silencieux à l’entrée d’air du “turbo fan”. Le plus efficace, à mon oreille et dans mon environnement, est celui proposé par Guilouz, visible sur les photos des impressions en ASA ci-dessus.
Software
En ce qui concerne les logiciels, c’est une autre histoire. Les choix de FLSun sont largement discutables, tant sur les bases obsolètes que sur les réglages perfectibles. L’idéal, selon moi, serait de passer au firmware Open Source développé en collaboration avec Guilouz (en version bêta privée au moment de la rédaction de ces lignes) que je n’ai pas testé.
Si comme moi vous restez sur le firmware d’origine, il faudra vous assurer que la macro de retrait du filament intègre une extrusion préalable :
[gcode_macro UNLOAD_FILAMENT]
description: Unload Filament
gcode:
SCREEN_LED_ON R=0 O=1 W=0
M117 unload_filament heating completed!
G91
G1 E10 F300
G1 E-50 F300
G90
SET_STEPPER_ENABLE STEPPER=extruder ENABLE=0
M117 unload_filament done!
SCREEN_LED_ON R=0 O=0 W=1
Plus pour du confort, vous pouvez également modifier la macro du détecteur de filament pour retarder la mise en pause, ce qui permettra de consommer une partie du filament restant dans le tube PTFE :
[filament_switch_sensor filament_sensor]
pause_on_runout: False
runout_gcode: PAUSE_AFTER_D D={650}
switch_pin: PA11
Ces 2 blocs de code doivent être remplacés dans les fichiers flsun_func.cfg ou printer.cfg.
Trancheur
Vous l’aurez compris, je ne suis pas fan de FLSun Slicer. Je vous conseille vivement de passer sur Orca Slicer pour profiter des profils de Guilouz (valables pour la S1 et la T1).
Notes et conclusion
Qualité d'impression - 9
Fiabilité - 7.8
Logiciel - 7
Utilisation - 8
Rapport qualité / prix - 6.5
7.7
/10
- Rapidité ET Qualité
- Enceinte fermée
- Structure rigide
- Matériel de qualité (haut de gamme)
- Intelligence Artificielle
- Calibration 100% automatique
- Volume d'impression
- Documentation wiki
- Design moderne
- Séchoir de filament intégré
- Encombrement
- Poids
- Poignées de transport
- TRÈS BRUYANTE
- FLSun Slicer
- Pas d'application mobile (on peut tout de même contrôler l'imprimante depuis un navigateur web)
- Choix logiciels de FLSun
- Firmware verrouillé
- Maintenance compliquée
- Pas de multi-couleurs
- LE PRIX