

N’ayant pas eu l’opportunité de tester la T1, l’annonce du développement d’une version améliorée, la FLSun T1 Pro, a immédiatement suscité mon intérêt. J’ai donc saisi l’occasion de la tester en avant-première, juste avant sa sortie officielle. En effet, la FLSun S1, bien que performante, s’est révélée trop encombrante et bruyante pour mon usage dans mon contexte. Je me suis donc demandé si la T1 Pro pourrait être un bon compromis entre la T1 et la S1.
Fiche technique de la T1 Pro
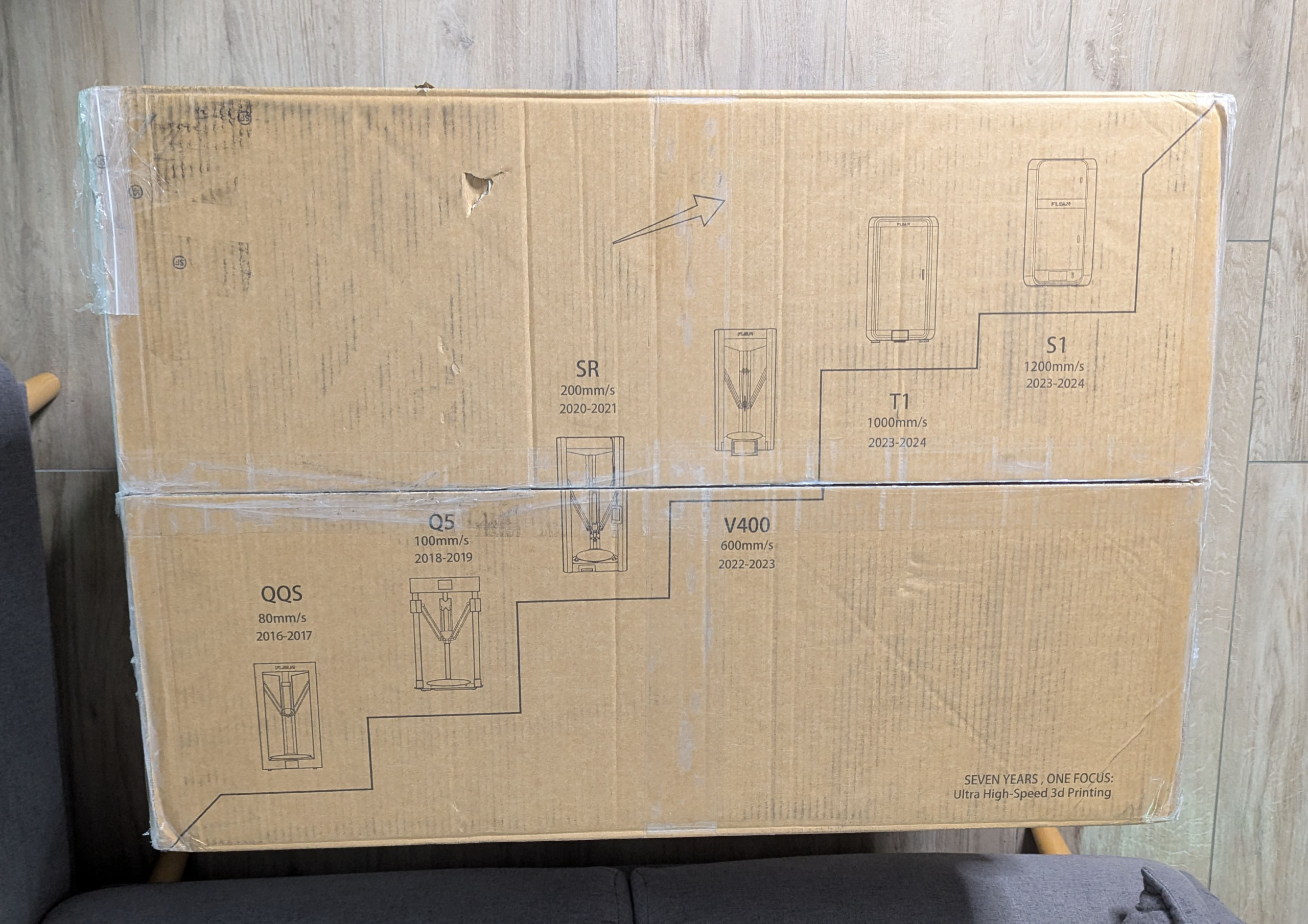
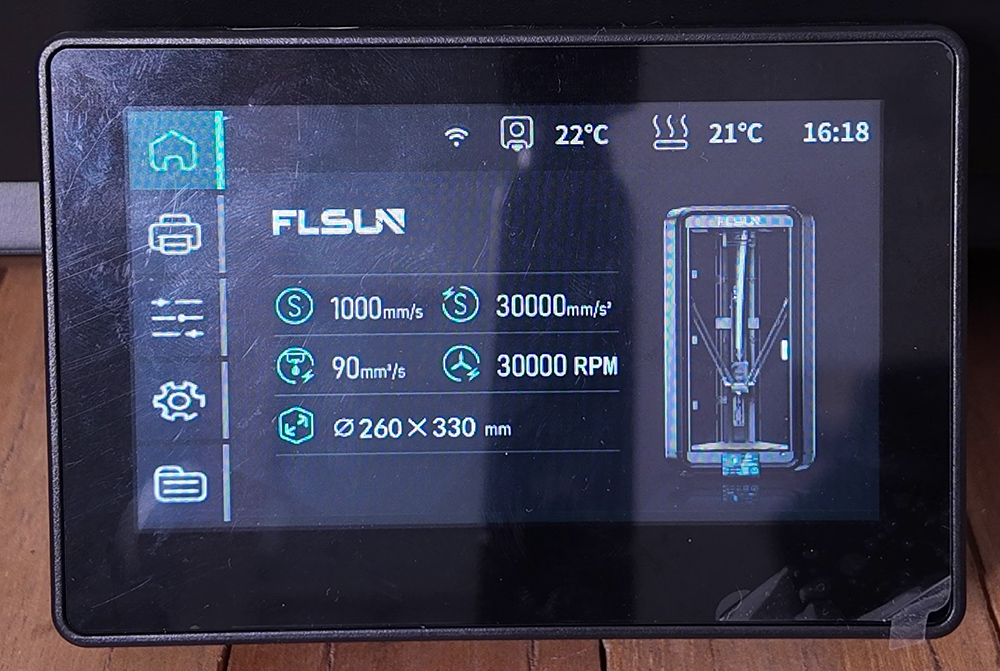
Sur le plan des performances brutes, la T1 Pro se positionne en deuxième place des imprimantes 3D grand public les plus rapides, juste derrière sa grande sœur la S1. Avec une vitesse maximale de 1000 mm/s et des accélérations pouvant atteindre 30 000 mm/s², elle offre une rapidité exceptionnelle pour des impressions de qualité.
| Technologie | FDM |
| Volume maximal d’impression | ∅ 260 x 330 mm |
| Hauteur de couche | De 100 à 350 microns |
| Type d’extrudeur | Direct Drive à double engrenage |
| Buse | Laiton |
| Température maximale de la buse | 300°C |
| Lit | Amovible, flexible et texturé en PEI pouvant chauffer jusqu’à 110°C |
| Vitesse maximale d’impression | 1000 mm/s |
| Nivellement du plateau | Automatique |
| Filaments compatibles | PLA, ABS, PETG, TPU, HIPS, PC, ASA et autres non abrasifs |
| Connectivité | USB + Wi-Fi |
| Dimensions | 43.6 x 49 x 83.6 cm |
| Poids | 18.44 kg |
| Concurrence | Flsun T1, Dagoma Sigma Pro 500Z |
A défaut de proposer un séchoir de filament intégré, le support de bobine de la T1 Pro est à l’intérieur du châssis, dans l’espace condamné par les bras propres à la cinématique Delta. Cette installation permet un gain de place intéressant. Un trou sur le dessus du châssis permet également d’utiliser un support de bobine externe (non fourni).

Les différences entre la T1 et la T1 Pro
N’ayant pas eu la T1 standard et n’étant pas motivé à jouer au jeu des 7 différences sur les fiches produits, je vous mets la liste des améliorations vantées par le constructeur avant la sortie officielle de la machine :
- Système de refroidissement amélioré et moins bruyant, réduisant le volume sonore de 78 dB à 55 dB (sur le papier, c’est au même niveau que la P1S).
- Optimisation de l’algorithme sur l’axe Z pour une première couche de meilleure qualité avec une meilleure adhérence (plus besoin de colle) et une surface plus lisse.
- Changement de trancheur pour Orca Slicer avec les réglages adaptés à la T1 Pro.
- Contre toute attente, FLSun a décidé de retirer le ventilateur d’extraction d’air et son système de filtration active (quid de la régulation de température dans l’enceinte?).
Contrairement à ce que son nom pourrait suggérer, cette nouvelle machine n’est pas destinée aux professionnels et ne présente que des améliorations mineures par rapport à la première T1, sortie il y a quelques mois seulement.
Déballage (unboxing)
Le colis, annoncé à 22 kg par le constructeur et mesurant 67 x 82 x 25 cm, a pesé sur les bras de ma femme qui l’a réceptionné. Pour un grand gaillard comme moi, ce fut bien moins pénible à manipuler que pour la S1. 😀

A l’ouverture du carton, on a une première tranche de polystyrène qui laisse entrevoir un bout de l’imprimante en kit :


On peut constater que tout est bien protégé. Sur le dessus, on retrouve les parties haute et basse de l’imprimante, l’écran, l’extrudeur, la caméra, un sachet de vis et une petite boite.
Aux deux étages suivants, il y a tout d’abord les deux panneaux latéraux en plexiglas avec leurs supports, ainsi que la porte en verre. Ensuite, on peut sortir les trois derniers éléments, à savoir les montants du châssis qui intègrent chacun un moteur, une courroie avec sa poulie et les bras (qui n’ont pas l’air d’être en carbone) déjà montés :


Voici toutes les pièces et les sachets de visseries étiquetés qui serviront au montage de la machine :


Dans la petite boite en carton on a droit à une clé USB, un jeu de clés Allen, une clé plate, un petit tube PTFE, une aiguille à déboucher la buse, une buse et un pneufit de rechange. La notice indique qu’il devrait également y avoir de la graisse et un tube de colle, probablement absentes dans ce modèle de pré-série.
La clé USB de 16 Go contient la manuel en PDF et en vidéo, le logiciel trancheur pour Mac et Windows, ainsi qu’un gcode de support de caméra :
Dans les entrailles de la FLSun T1 Pro, ou pas…
Quand j’ai le temps et que c’est possible, j’aime bien regarder ce qu’on trouve à l’intérieur des imprimantes 3D que je teste. La T1 Pro étant en kit, je ne pouvais que profiter de cette occasion pour la démonter un peu avant d’attaquer son assemblage.
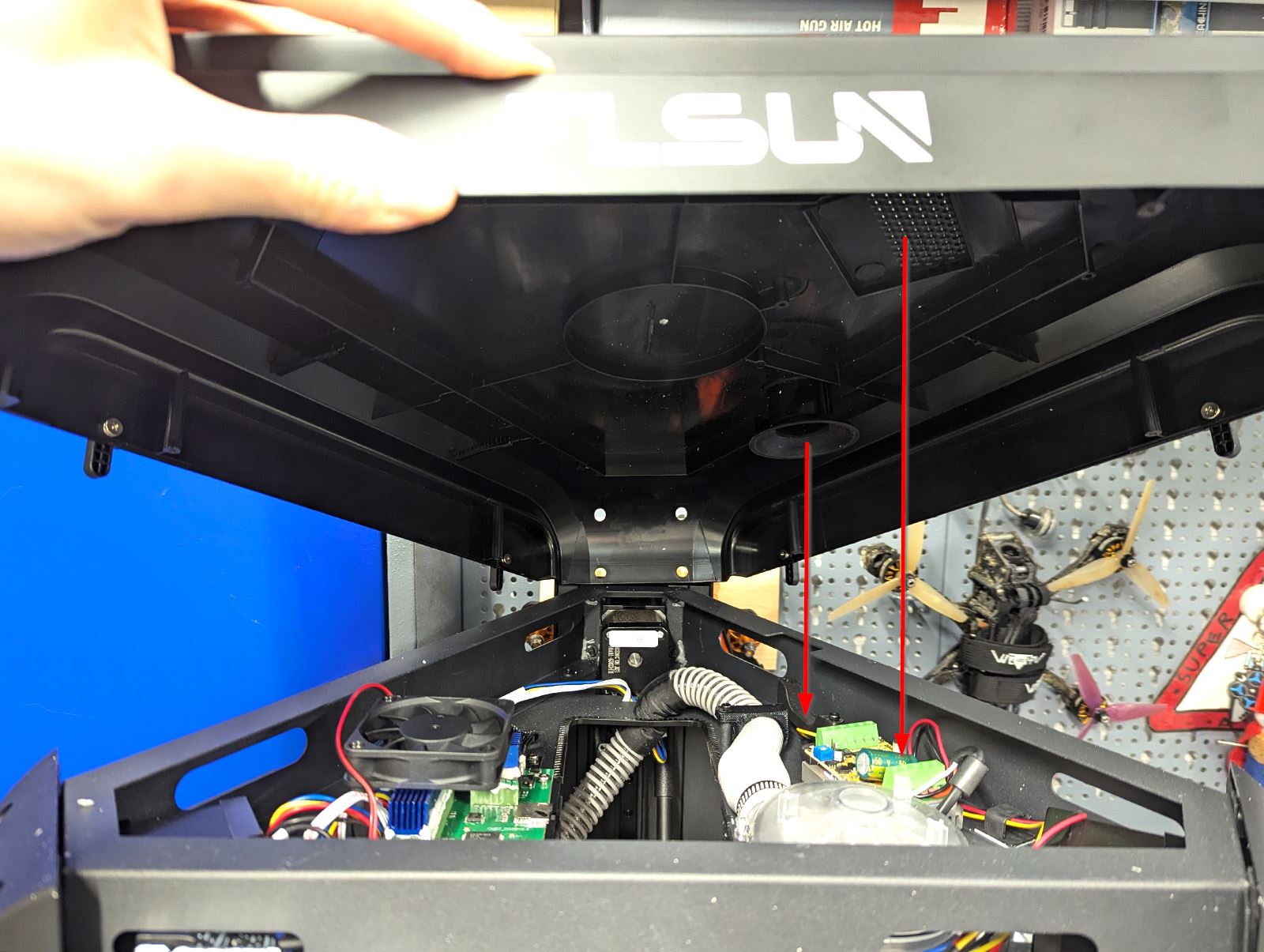
J’ai commencé par la partie haute de la machine :

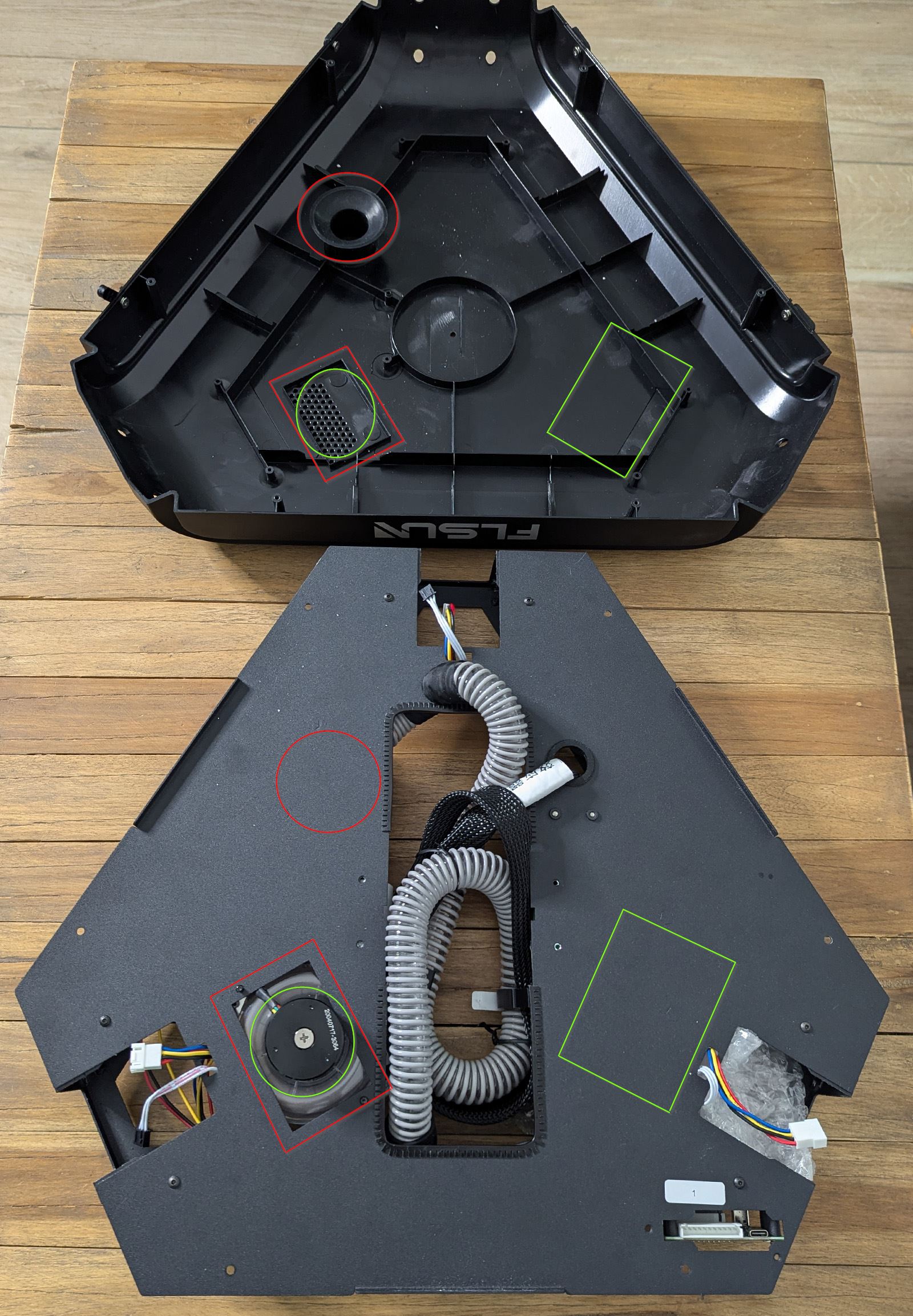
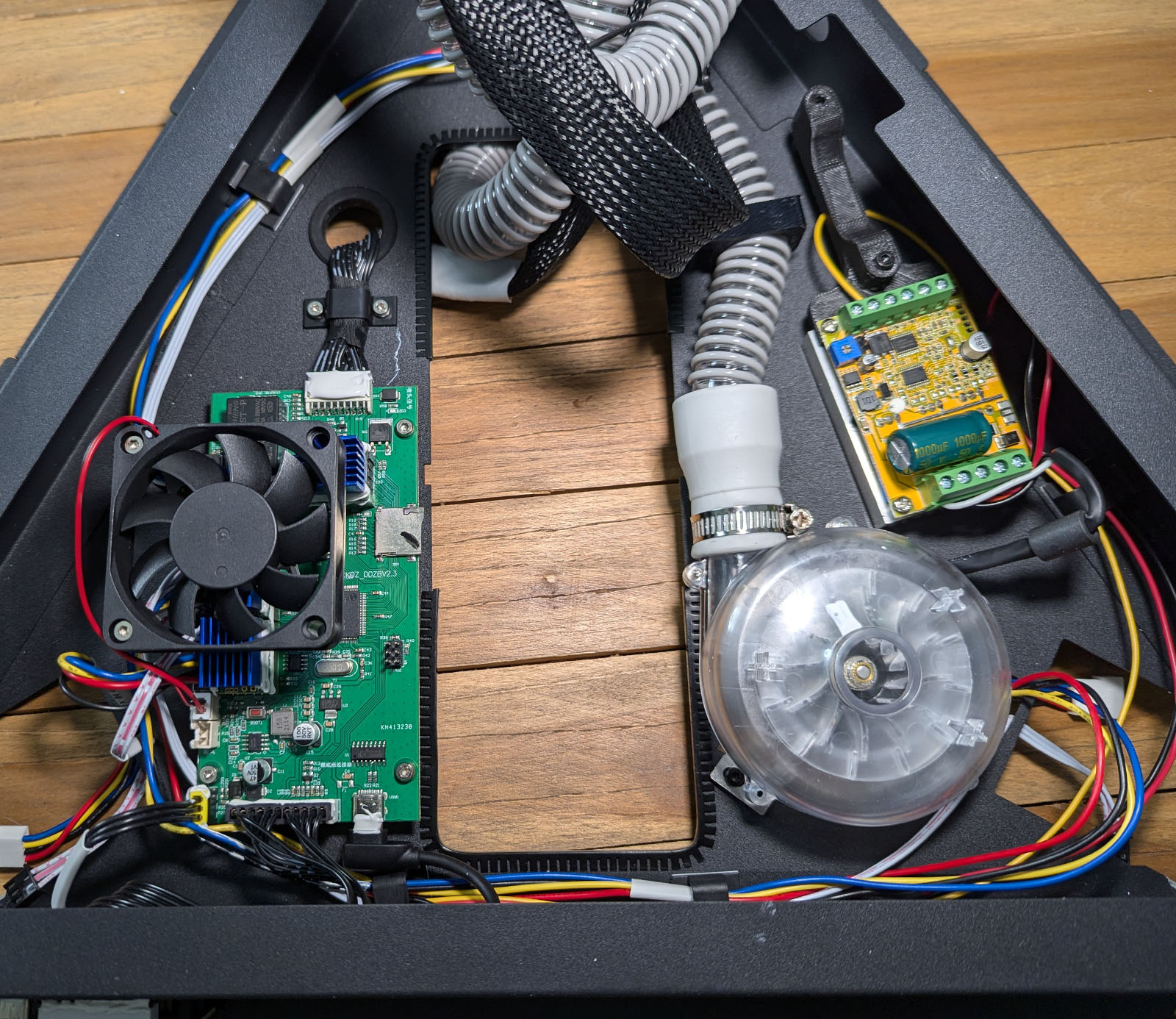
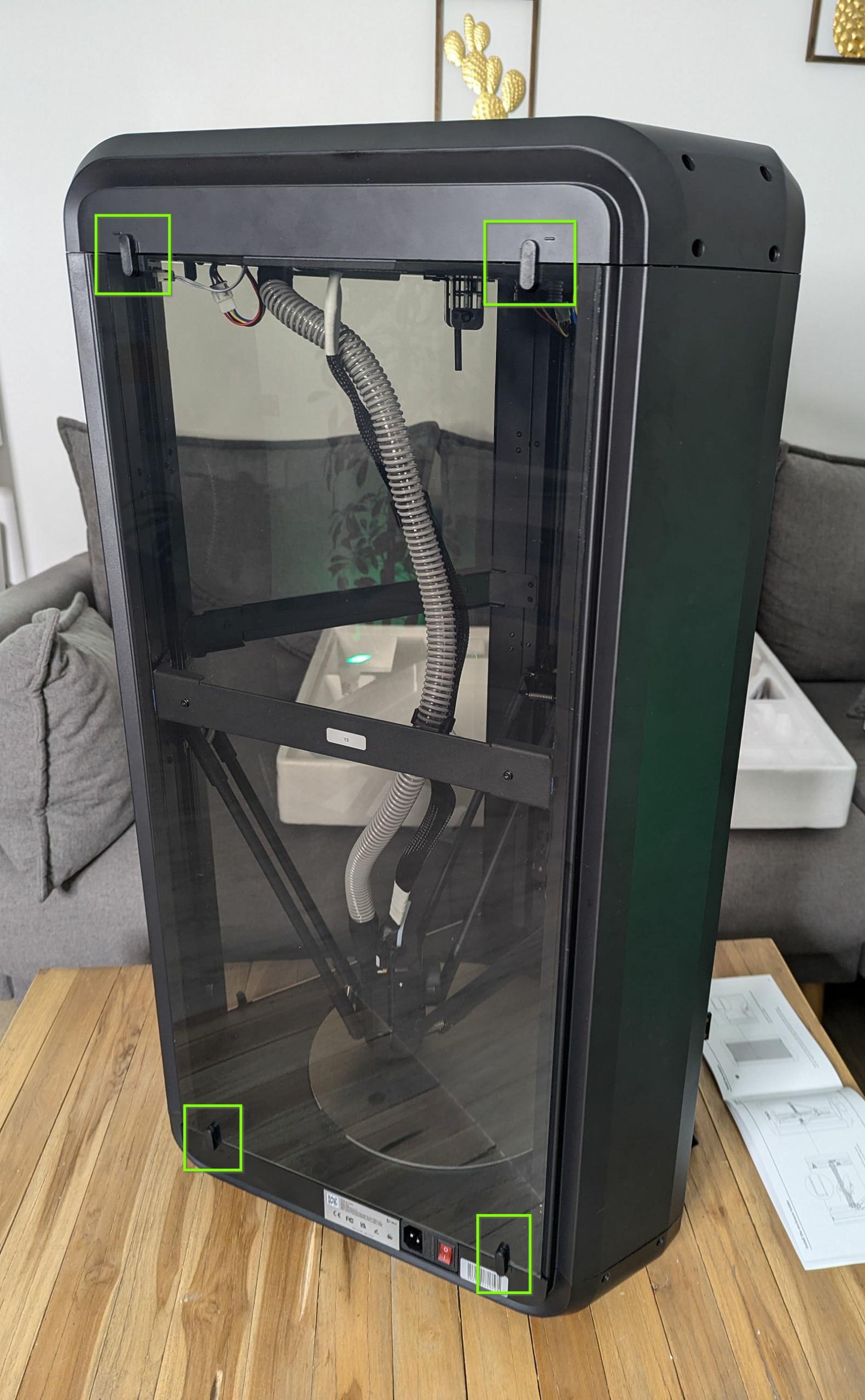
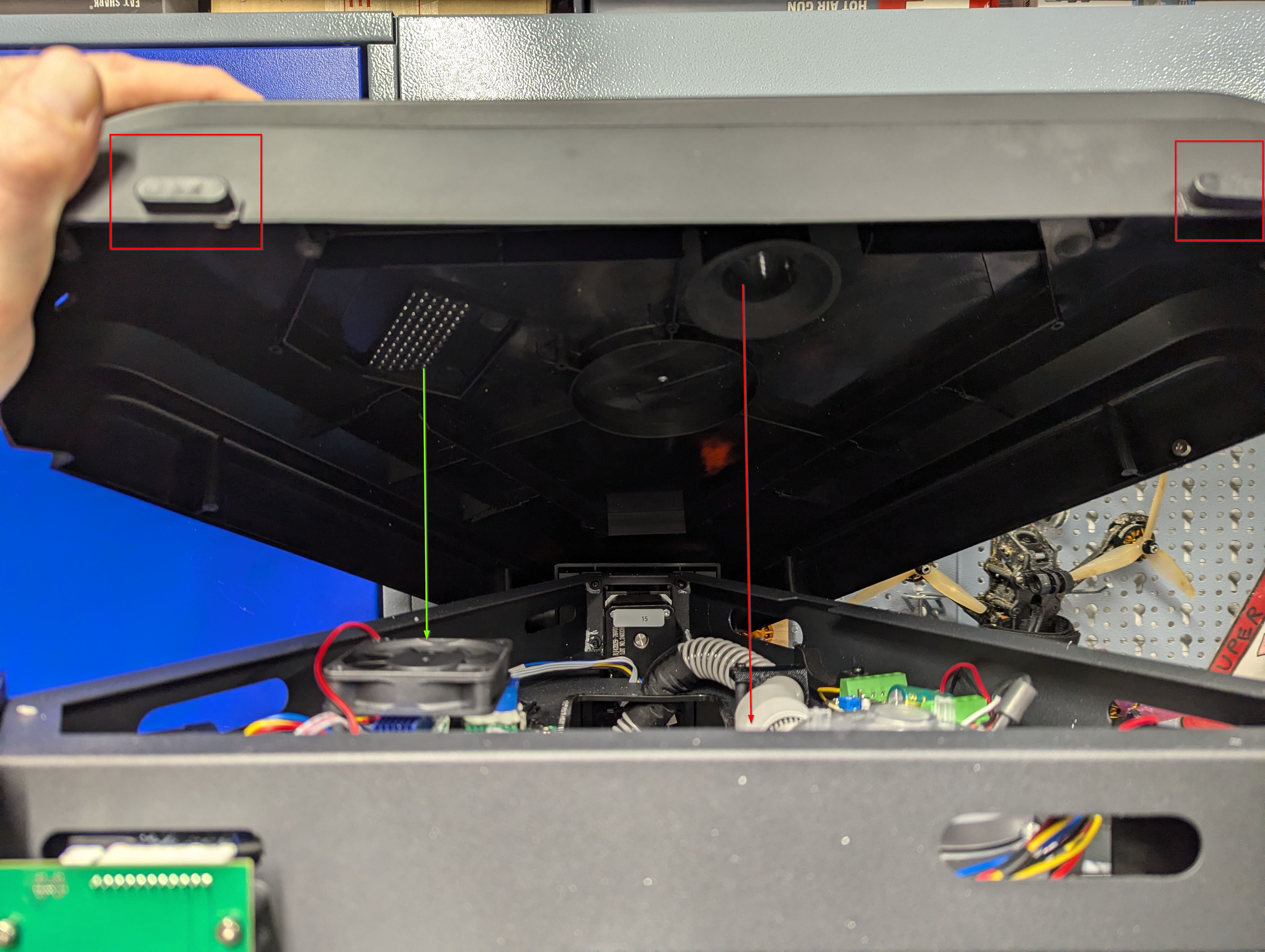
Un premier point marquant réside dans l’emplacement des vis du capot : situées à l’intérieur, elles deviendront difficilement inaccessibles une fois l’imprimante assemblée. De plus, l’entrée d’air pour le ventilateur de buse déporté et l’aération pour la carte mère ne sont pas en face de ces deux éléments… Sur la photo ci-dessus, les légendes rouges représentent la position réelle des orifices et vertes celles où ils devraient être. J’étais quasi certain de ne pas avoir pivoté le capot en l’enlevant, ce que j’ai pu vérifier en visionnant ma vidéo de déballage dans laquelle je montre chacun des éléments, mais aussi dans la vidéo de montage présente sur la clé USB. Il s’agit d’un donc bien d’un défaut d’assemblage en usine, qui j’espère ne touche que mon exemplaire de pré-série…



Pour la partie basse même chose, six vis pour ouvrir le capot :

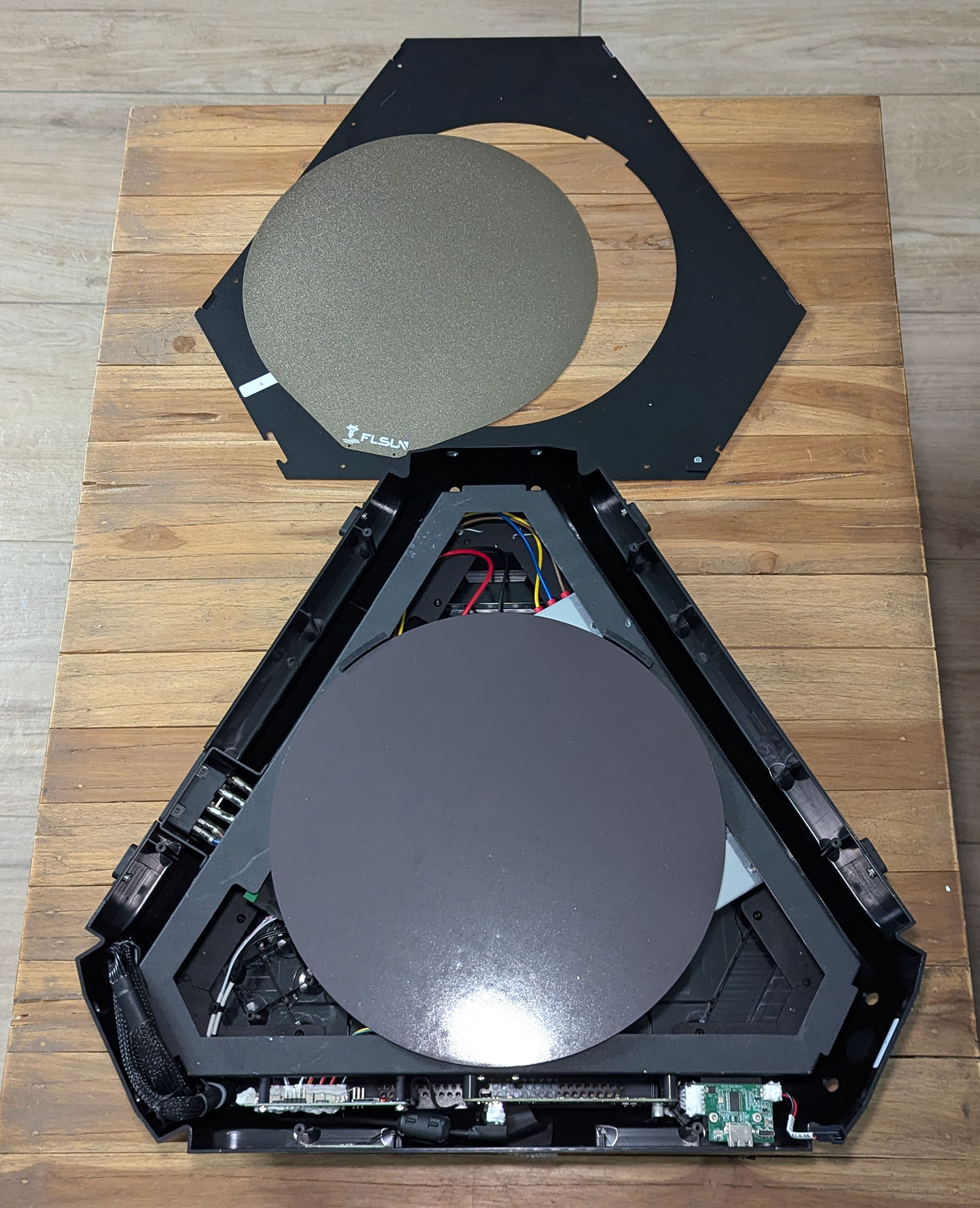
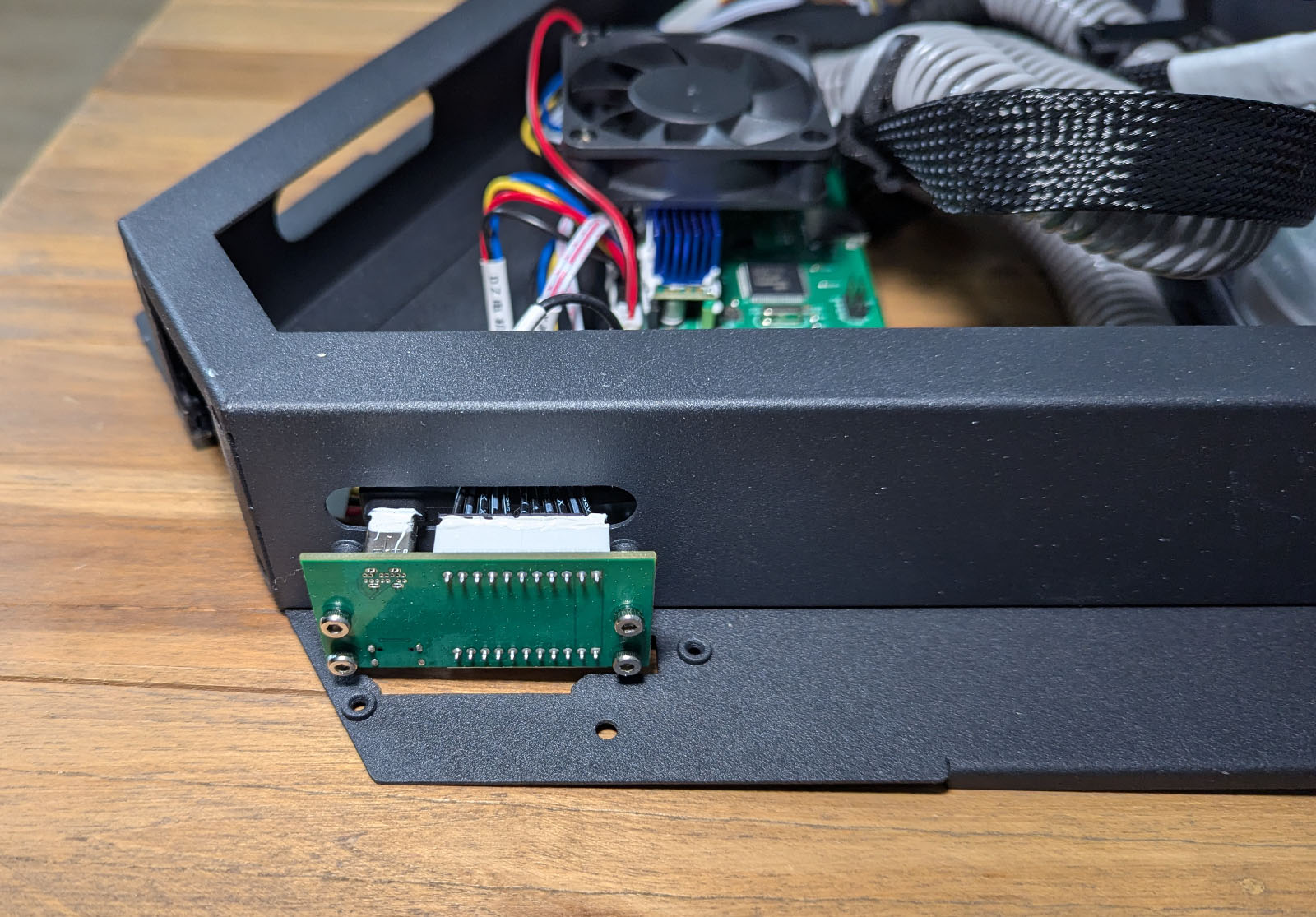
Pour aller plus loin dans le démontage, la tâche se complique. Les vis sont moins accessibles, je ne parvenais pas à identifier précisément celles à retirer et certaines pièces sont emboîtées (comme le port USB et la prise d’alimentation dans la coque). J’en suis donc resté là.



Même constat pour la tête d’impression, elle parait complexe et délicate à démonter, tout du moins sans documentation officielle. De plus, des clés Allen classiques fournies ne suffisent pas à dévisser les premières vis du cache :

Vous n’en verrez donc pas plus que sur la photo ci-dessous sur laquelle on peut voir la buse en laiton, non compatible avec les filaments abrasifs (chargés en fibre de carbone, de verre, bois ou phosphorescent par exemple) :

Cette première analyse “technique” laisse présager une maintenance assez délicate de la FLSun T1 Pro. Néanmoins, le constructeur a pris pour bonne habitude de fournir une documentation complète à ses utilisateurs. Sur le wiki et le chaîne YouTube FLSUN 3D Printer Services, vous trouverez d’ailleurs une vidéo démontrant le démontage de la tête d’impression (avec une clé Allen à tête ronde) de la T1 qui n’a pas changé sur la T1 Pro.
L'imprimante FLSun S1 dans le comparateurMontage de la FLSun T1 Pro
Contrairement à la S1 et à la plupart des dernières imprimantes 3D que j’ai testées, la FLSun T1 Pro est livrée en kit. Son assemblage nécessite donc quelques manipulations. La notice, bien que relativement claire grâce à une numérotation de chaque élément, est uniquement disponible en anglais. Elle comporte treize étapes pour lesquelles j’aurais aimé que mon tournevis électrique soit chargé pour faciliter le serrage des quelques dizaines de vis !
Le tutoriel officiel d’assemblage en vidéo
Cette vidéo, qui se trouve aussi sur la clé USB fournie, couvre toutes les étapes du déballage et du montage. Elle rassurera les non-anglophones et montre mieux certaines étapes de l’assemblage.
La première chose à faire est de fixer le support de bobine sous la partie supérieure du châssis :

Ensuite, on peut fixer les montants du châssis, chacun associé à un des trois axes X, Y et Z de la cinématique Delta. Pour X, il faut prendre soin de retirer la gaine de câblage principale et pour Y, les câbles des LED.




De la même manière, il faut emboîter la partie haute du châssis sur les trois axes et serrer le tout avec vingt-quatre vis, quatre en bas et quatre en haut pour chacun des montants.
Après quoi vient l’étape de préparation de la tête d’impression (“effector”). Il faut engager douze vis qui serviront à fixer les bras dessus (quatre vis de deux types par bras) :


Côté bras, il y a de la préparation à réaliser aussi avec deux entretoises à mettre aux extrémités de chacun d’eux :
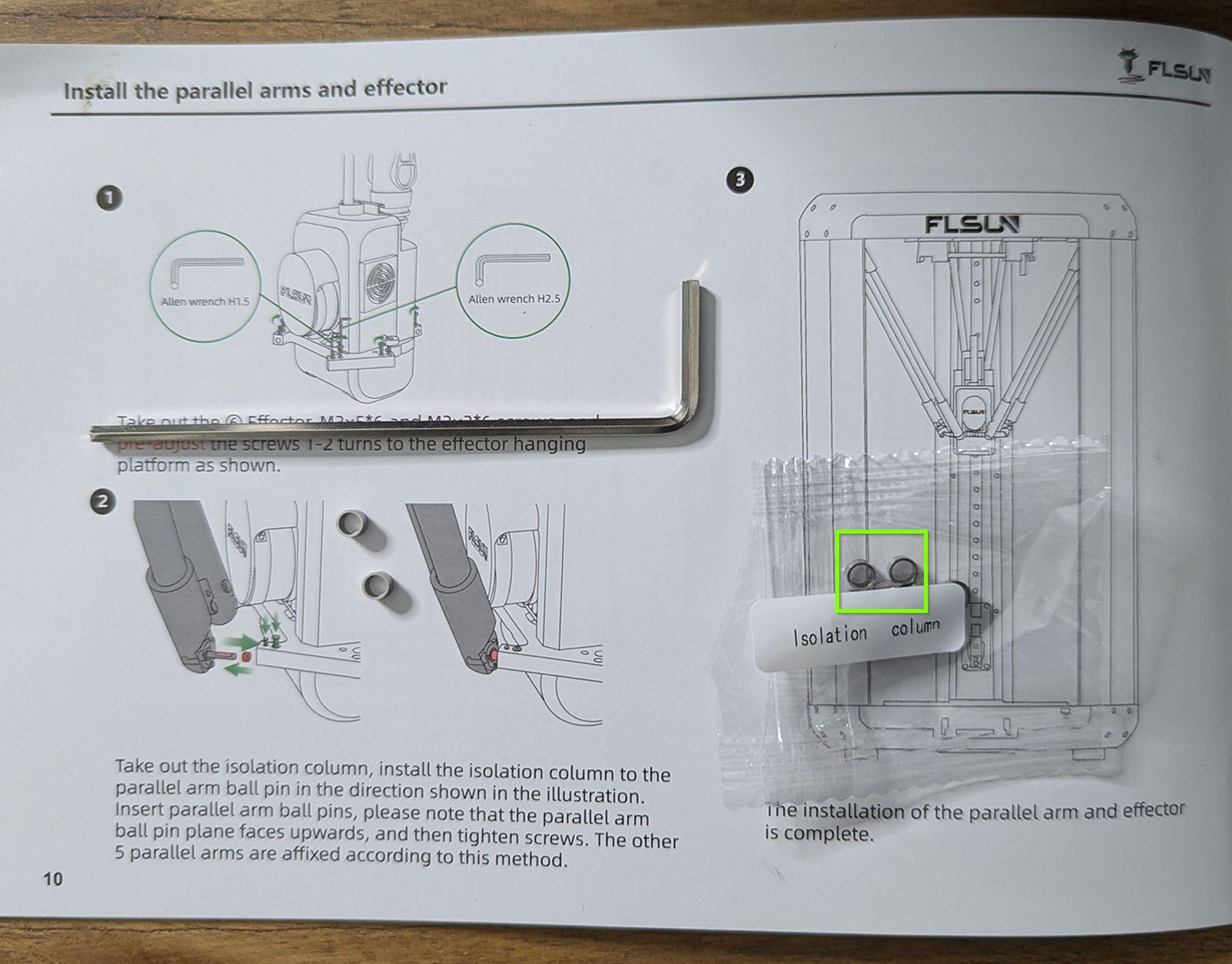

Une fois que c’est fait, on peut installer la tête au bout des bras en faisant attention à la pression des ressorts qui peuvent tout envoyer valser…
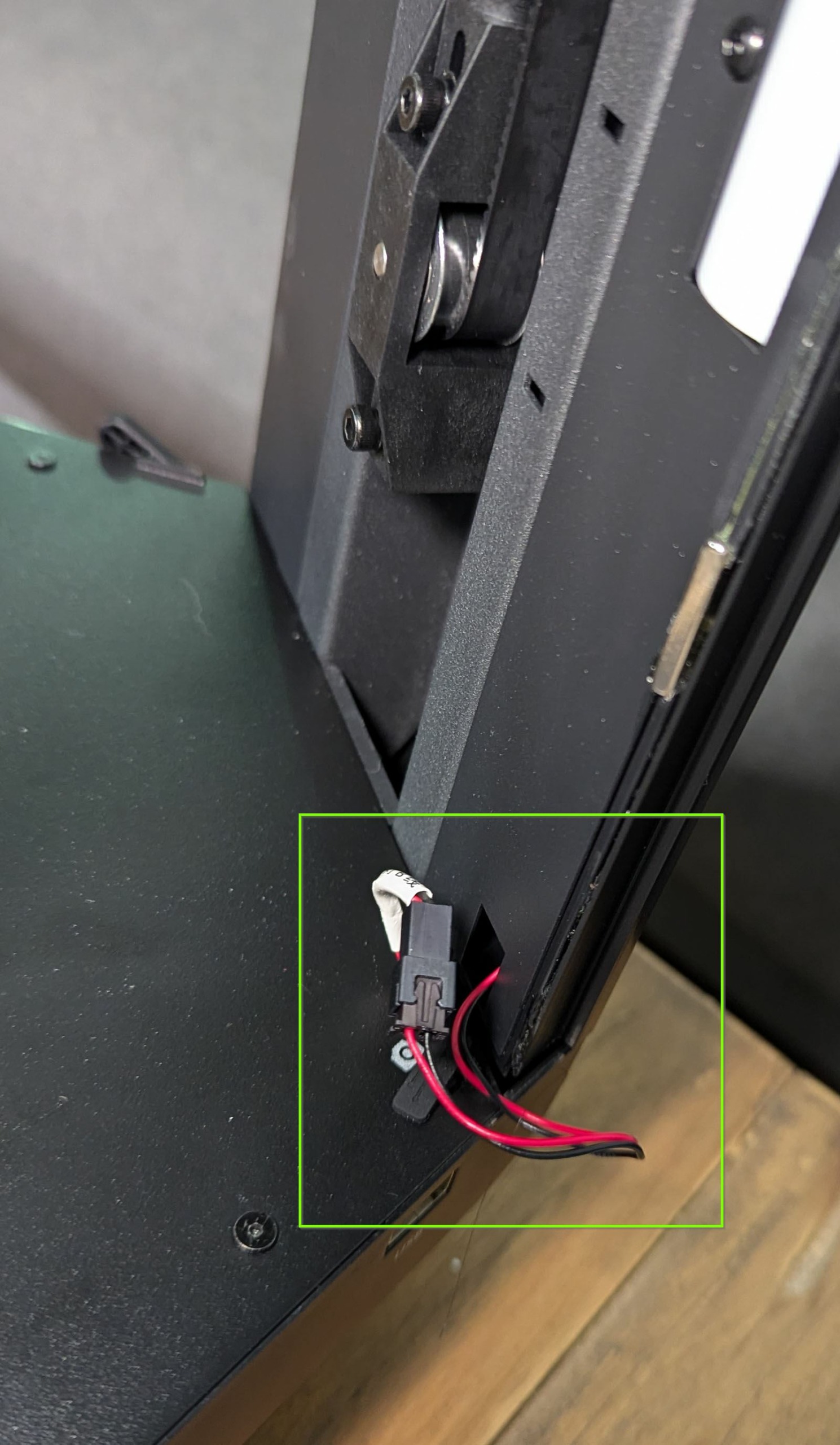
On peut maintenant raccorder le tuyau qui achemine l’air jusqu’à la buse pour refroidir le print et brancher le connecteur à sécuriser à l’aide de deux vis :



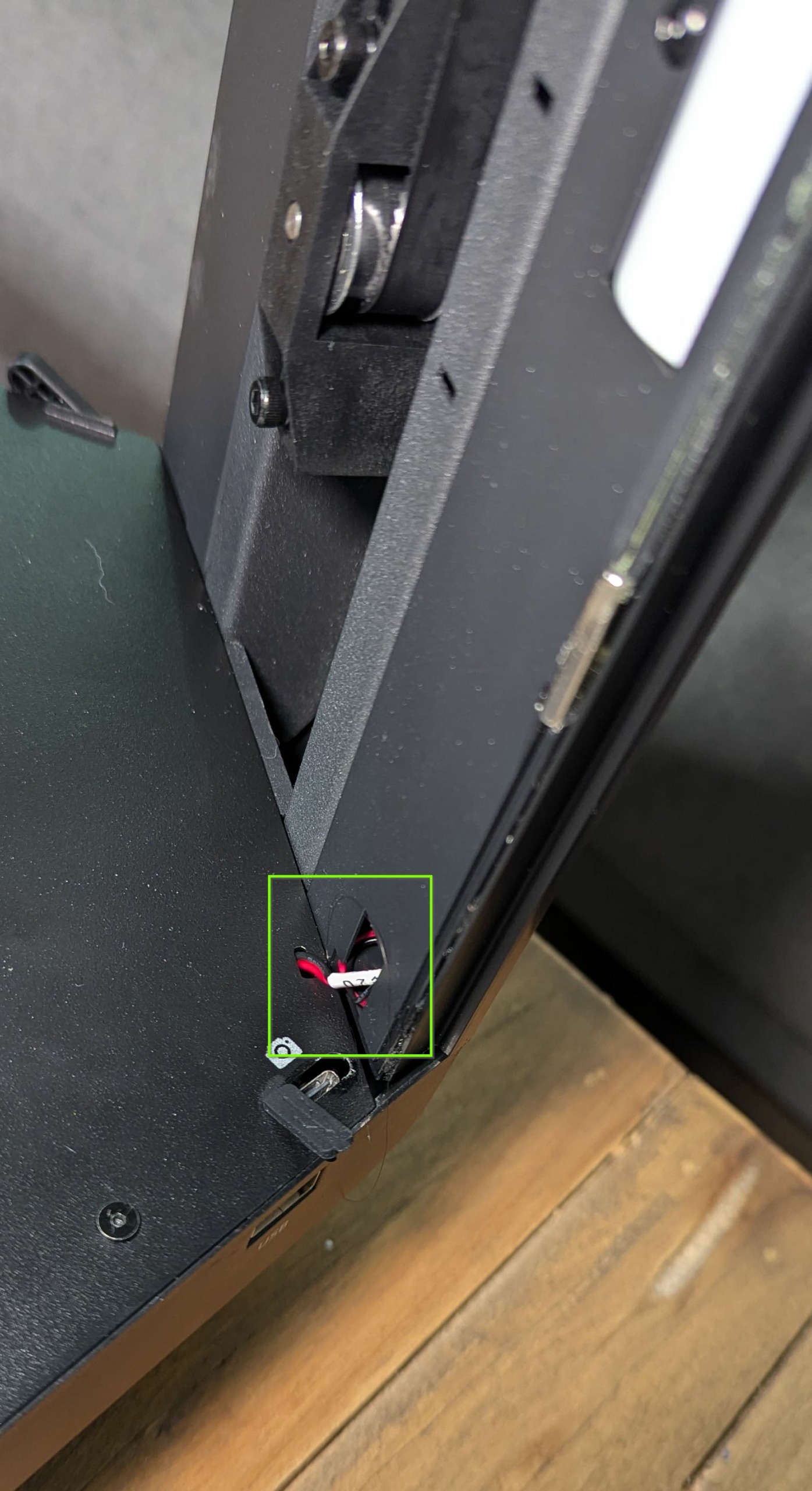
Il faut aussi connecter les LED et cacher les câbles dans le montant :
On repassera sur le “management cable” de la caméra à brancher en USB Type-C (l’avantage, c’est qu’on peut la déplacer) :




Ce n’est pas beaucoup mieux pour les trois moteurs à brancher en haut de chaque axe :
Heureusement, pour la nappe de câbles qui court le long de l’axe X, il y a un passage de câble qu’il faut retirer en dévissant quatre vis :



La longueur de la gaine est un poil juste. Quand on remet le cache, ce dernier a tendance à tirer sur la nappe, au risque de la déconnecter. La phase suivante de la documentation indique de clipser le “cable holder” afin d’éviter ce genre de désagrément :

La procédure ne précise pas de visser cette pièce mais parmi toutes les vis en rab à la fin du montage, les deux seules M3x6 restantes font parfaitement l’affaire.
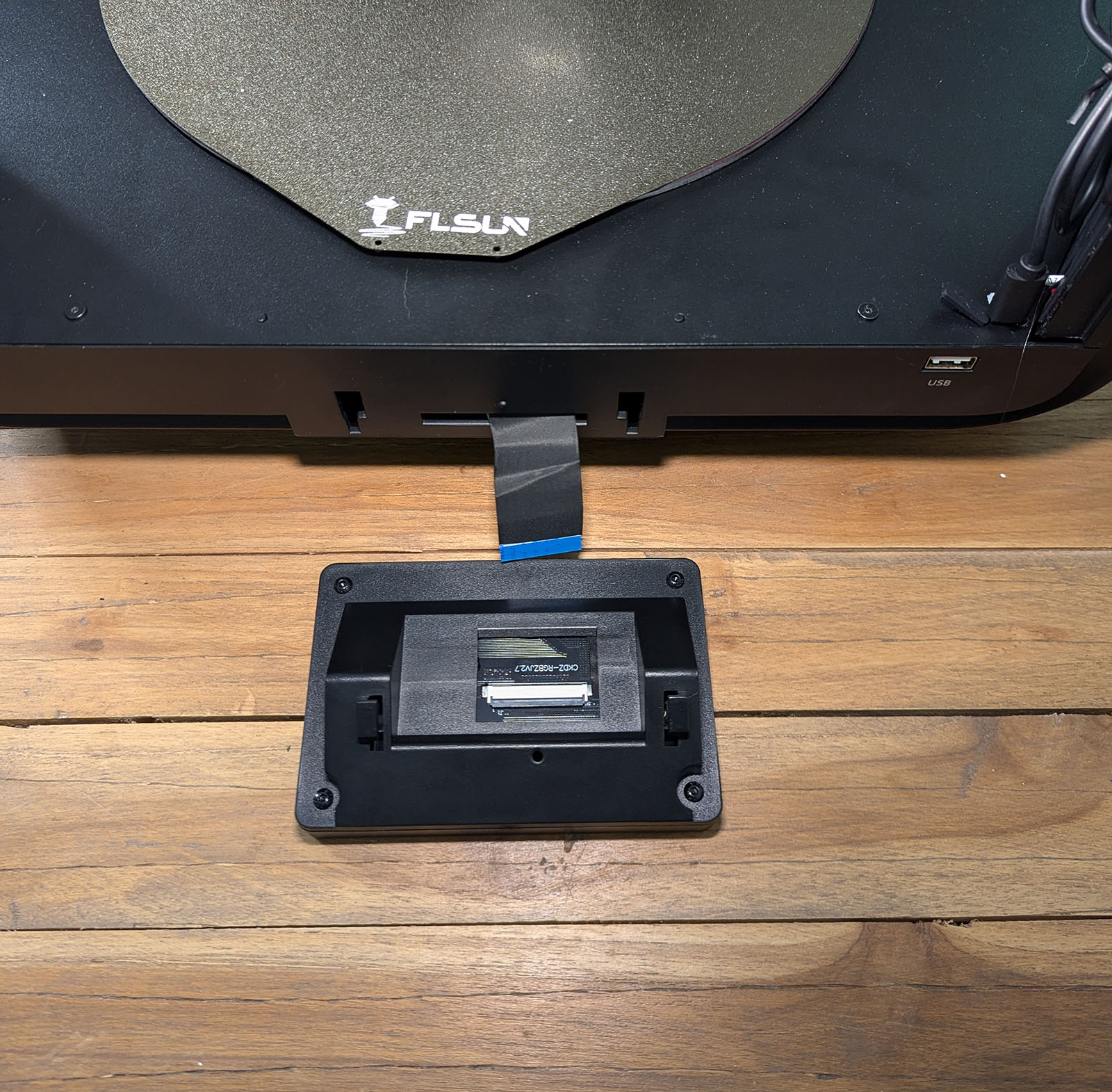
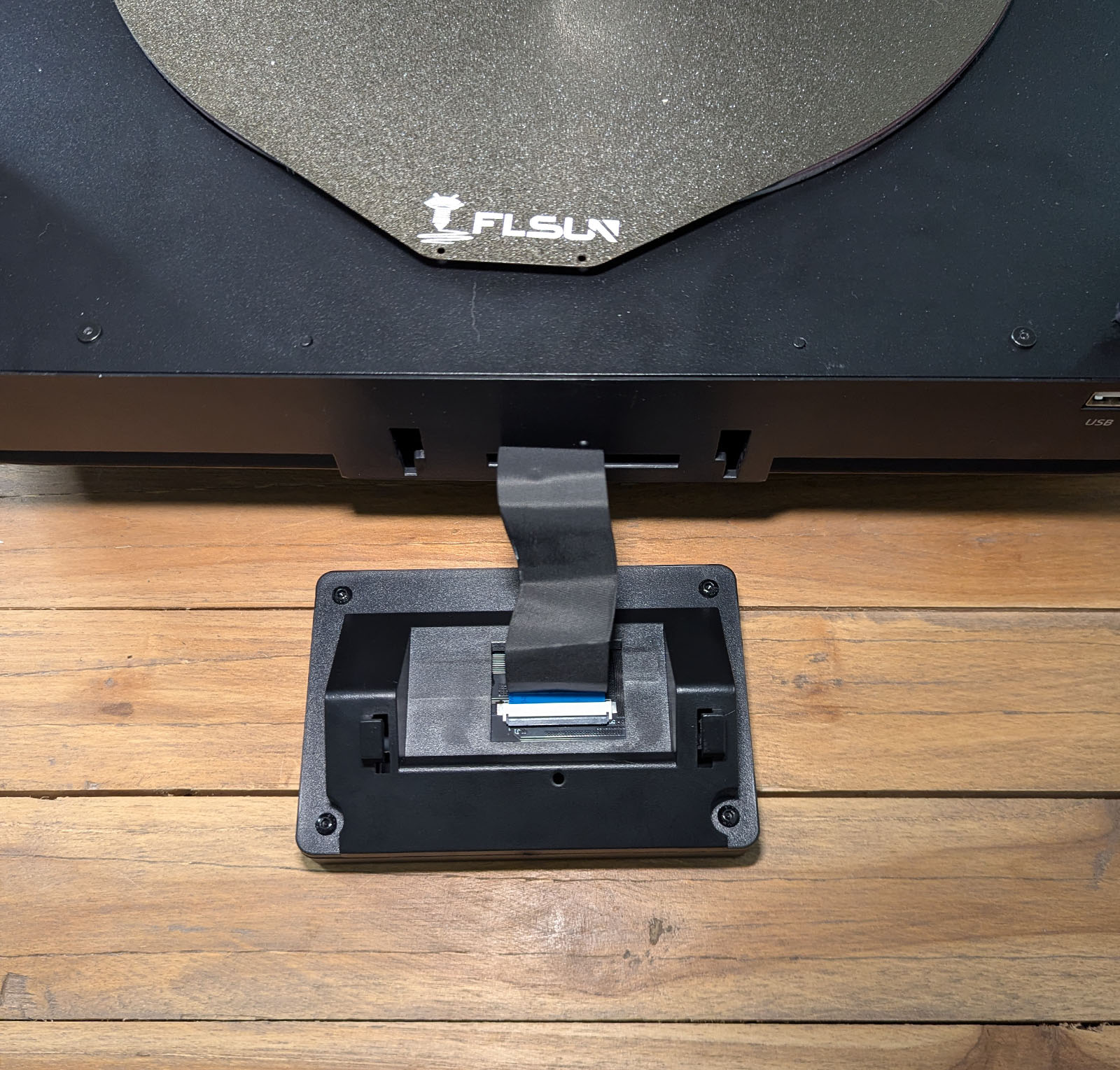
L’avant dernière étape consiste à connecter l’écran et l’installer sur le châssis. C’est le genre de connecteur plutôt fragile que je n’aime pas trop manipuler. De plus, l’écran étant à ras du sol et seulement “posé” dans une glissière sur le châssis, il m’est arrivé de le faire sauter en déplaçant la machine…
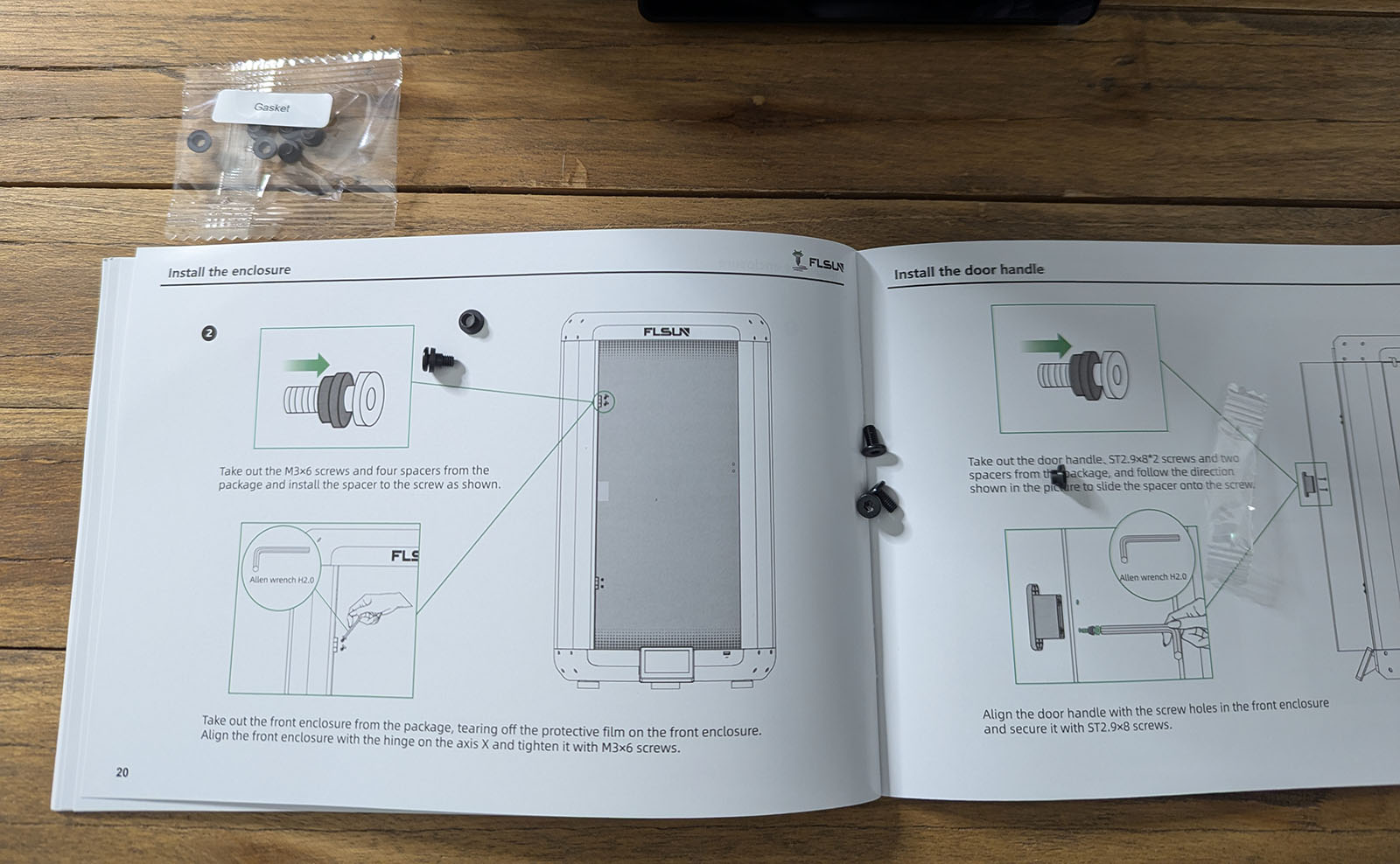
Pour finir, il faut “fermer” le châssis, tout d’abord avec deux parois en plexiglass qui nécessite d’installer 2 supports entre les axes X et Z, et Y et Z :
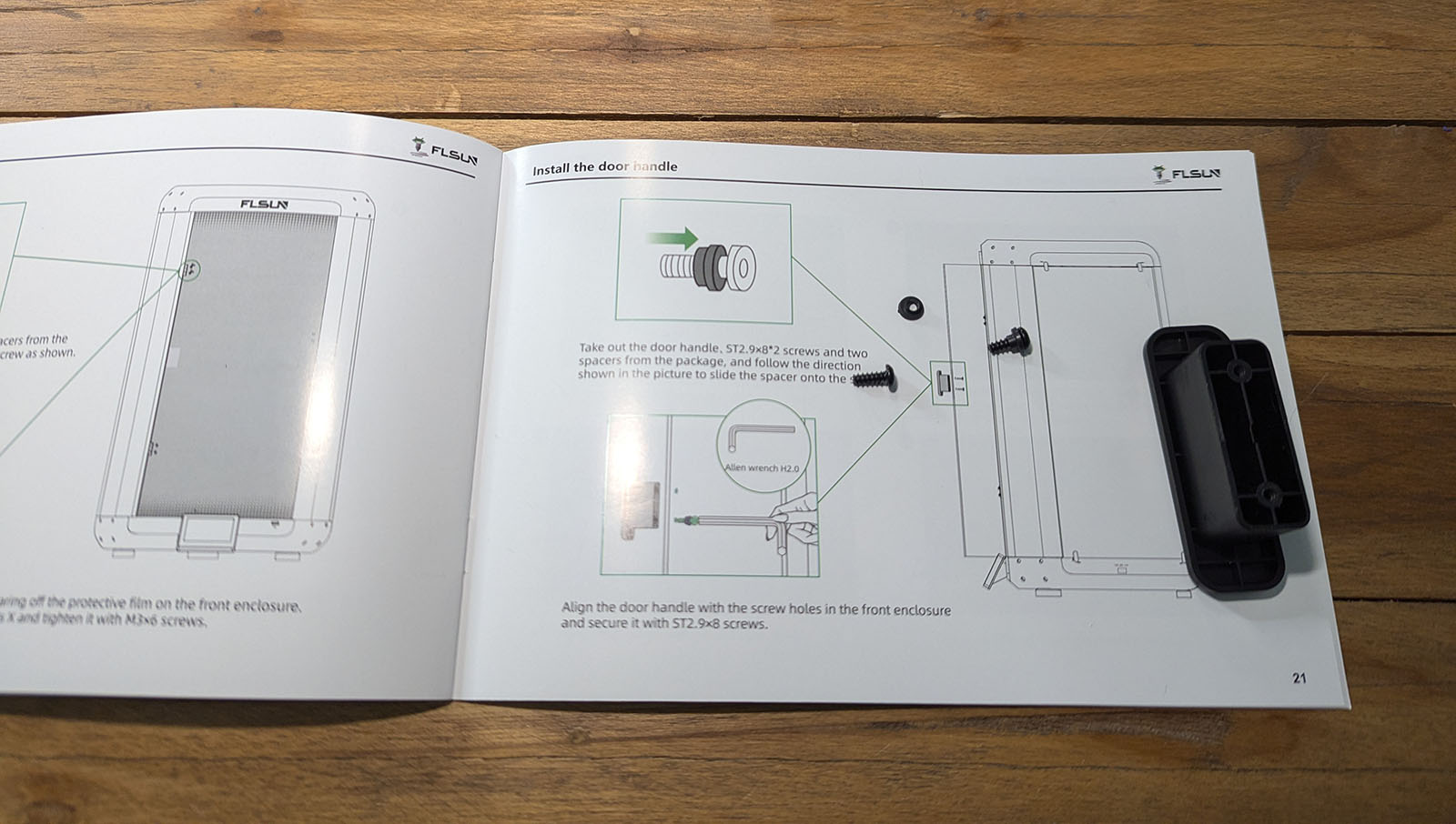
Enfin, la porte se fixe à l’aide de quatre vis, deux sur chacune des deux charnières. Il faut également installer la poignée à l’aide de deux vis. Chaque vis doit être passée dans une rondelle de protection en silicone pour éviter de casser la vitre.

Le montage de l’imprimante, bien que ne présentant pas de difficulté majeure, est assez fastidieux. Cela m’a pris 1h30 environ, incluant les pauses photos et les préparatifs pour illustrer cet article. Je pense qu’il faut quand même compter environ une heure pour un montage sans erreur.
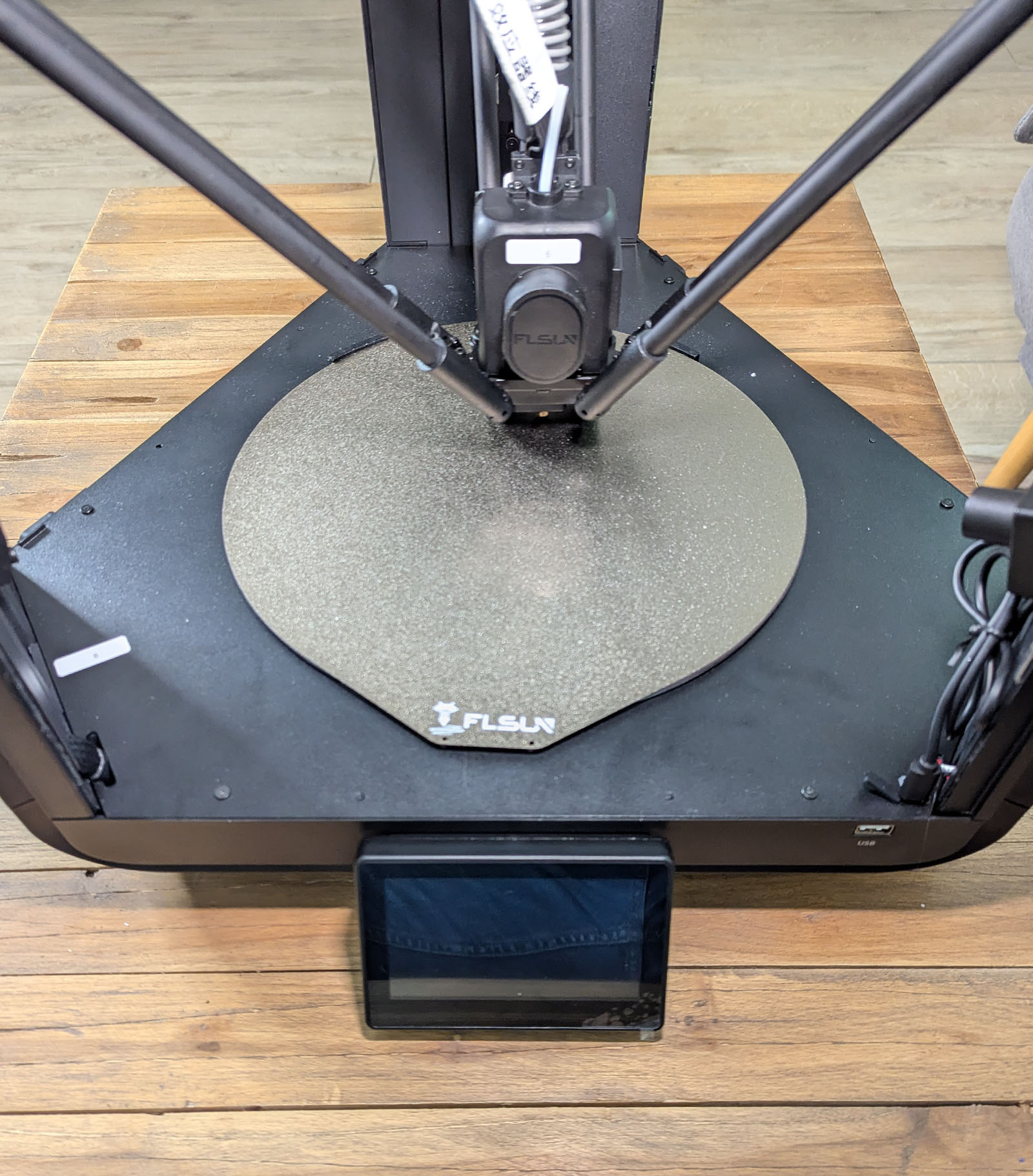
Photos de la FLSun T1 Pro montée







Vous noterez l’alimentation qui nécessite de sélectionner la bonne tension avant le premier démarrage et la porte pas complètement étanche…

Mise en route de la T1 Pro
Avant de brancher la T1 Pro, il est impératif de vérifier que le sélecteur de tension soit réglé sur 230V, la valeur adaptée pour l’Europe.


Au premier démarrage, l’imprimante propose de choisir une langue pour l’interface. Pour une fois, j’ai opté pour le français malgré les risques de traduction hasardeuse. La connexion à un réseau sans fil Wi-Fi est ensuite proposée (étape facultative) et c’est fini !

On se retrouve ensuite sur l’écran d’accueil qui affiche les caractéristiques de la machine :
Toutefois, la documentation précise qu’une étape essentielle doit être réalisée avant de lancer la première impression : la calibration de l’imprimante.
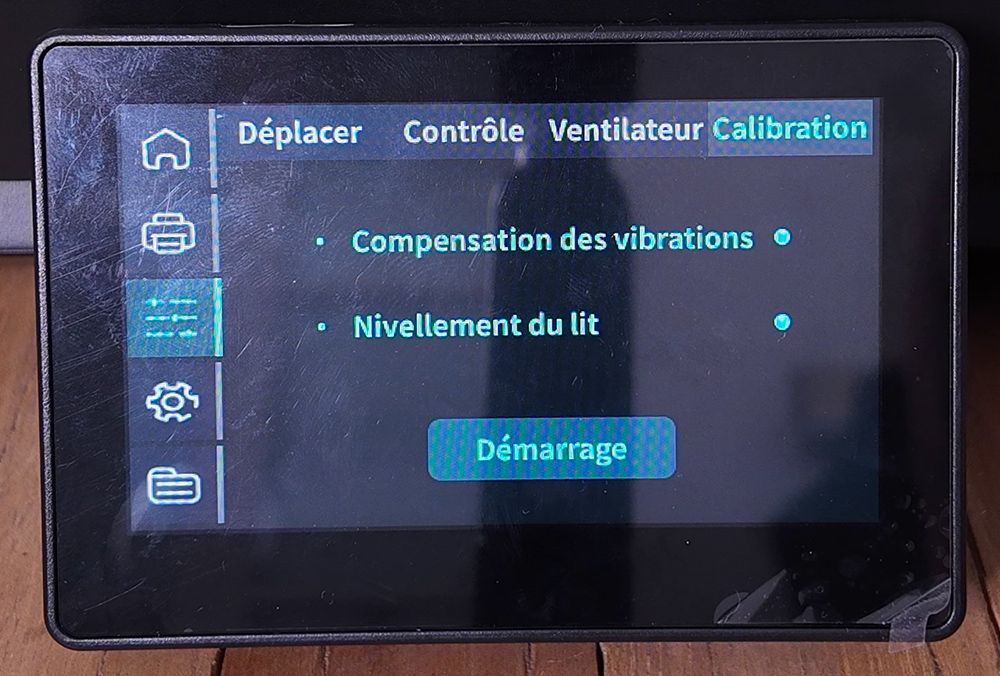
La compensation des vibrations (baptisée Input Shaping dans Klipper) et la mise à niveau automatique du lit durent une bonne dizaine de minutes.
Impressions de test (PLA)
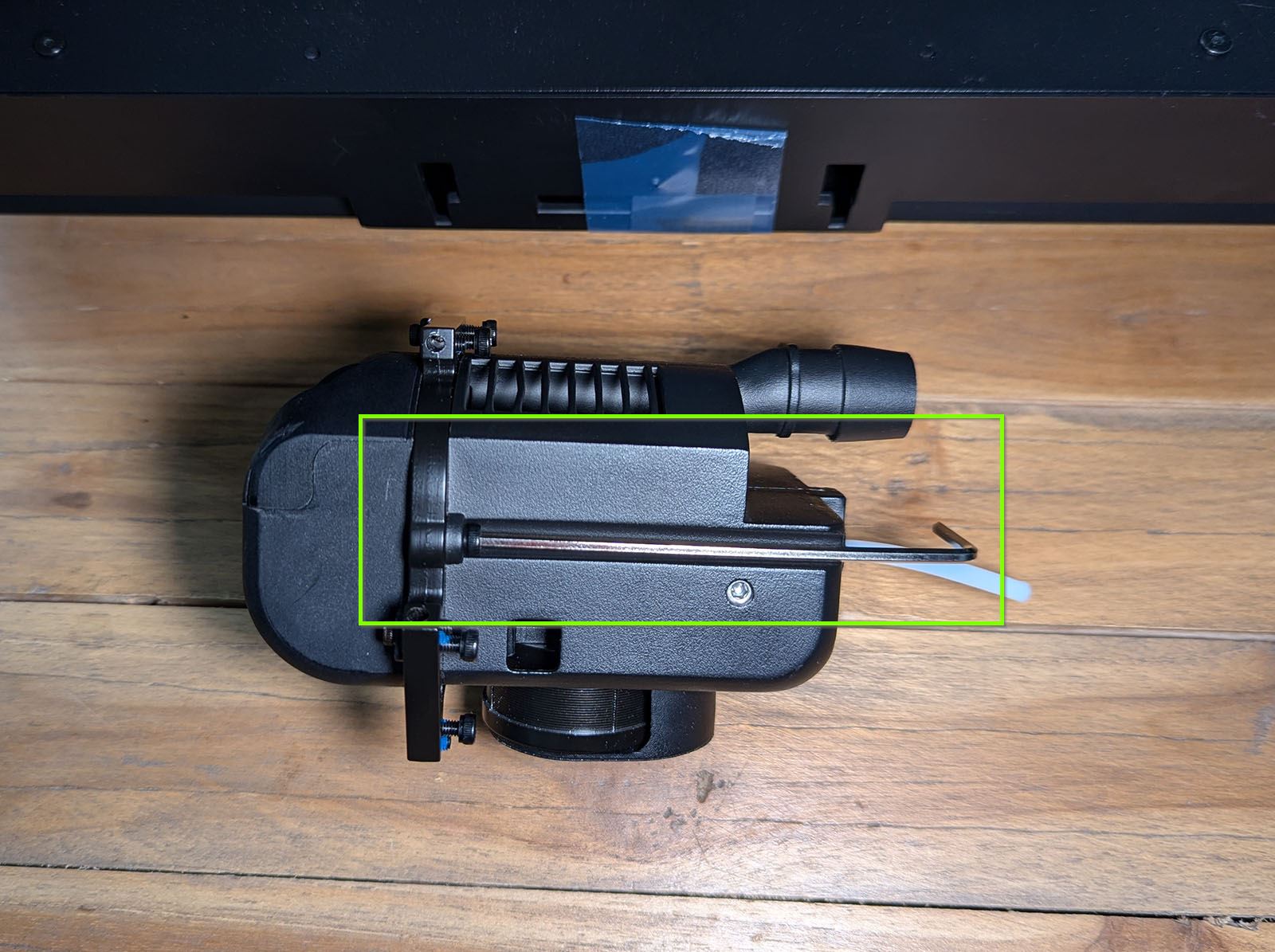
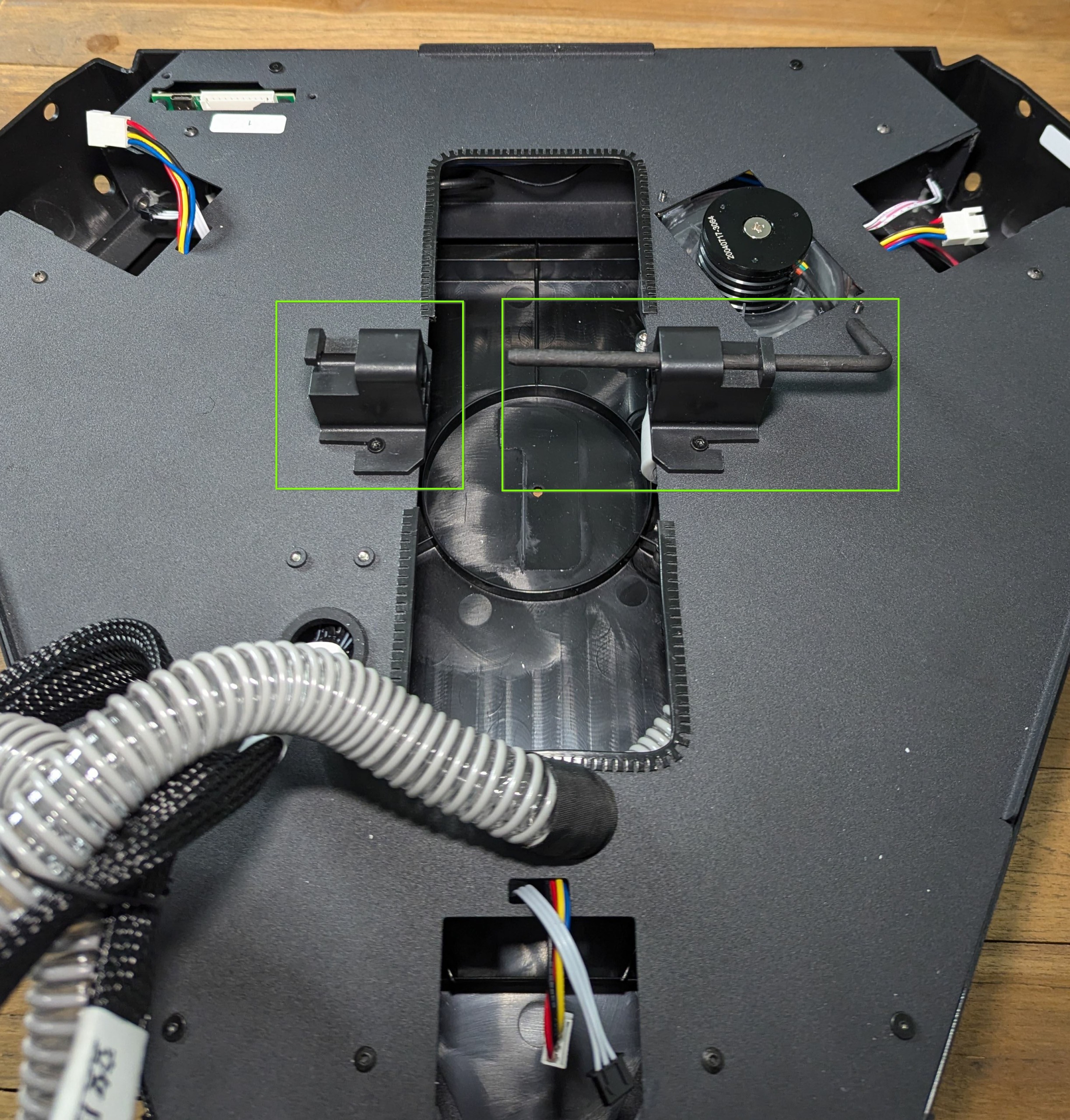
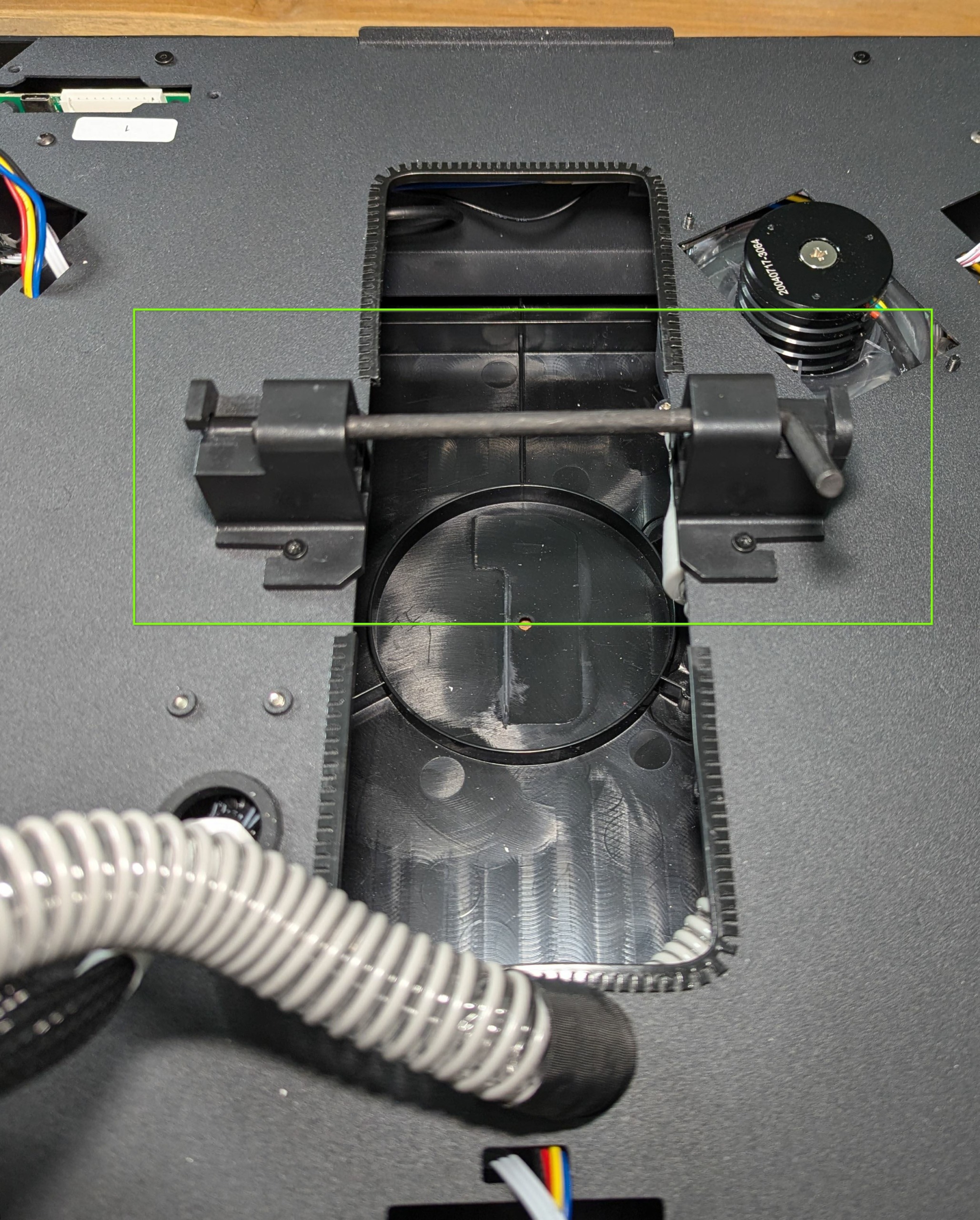
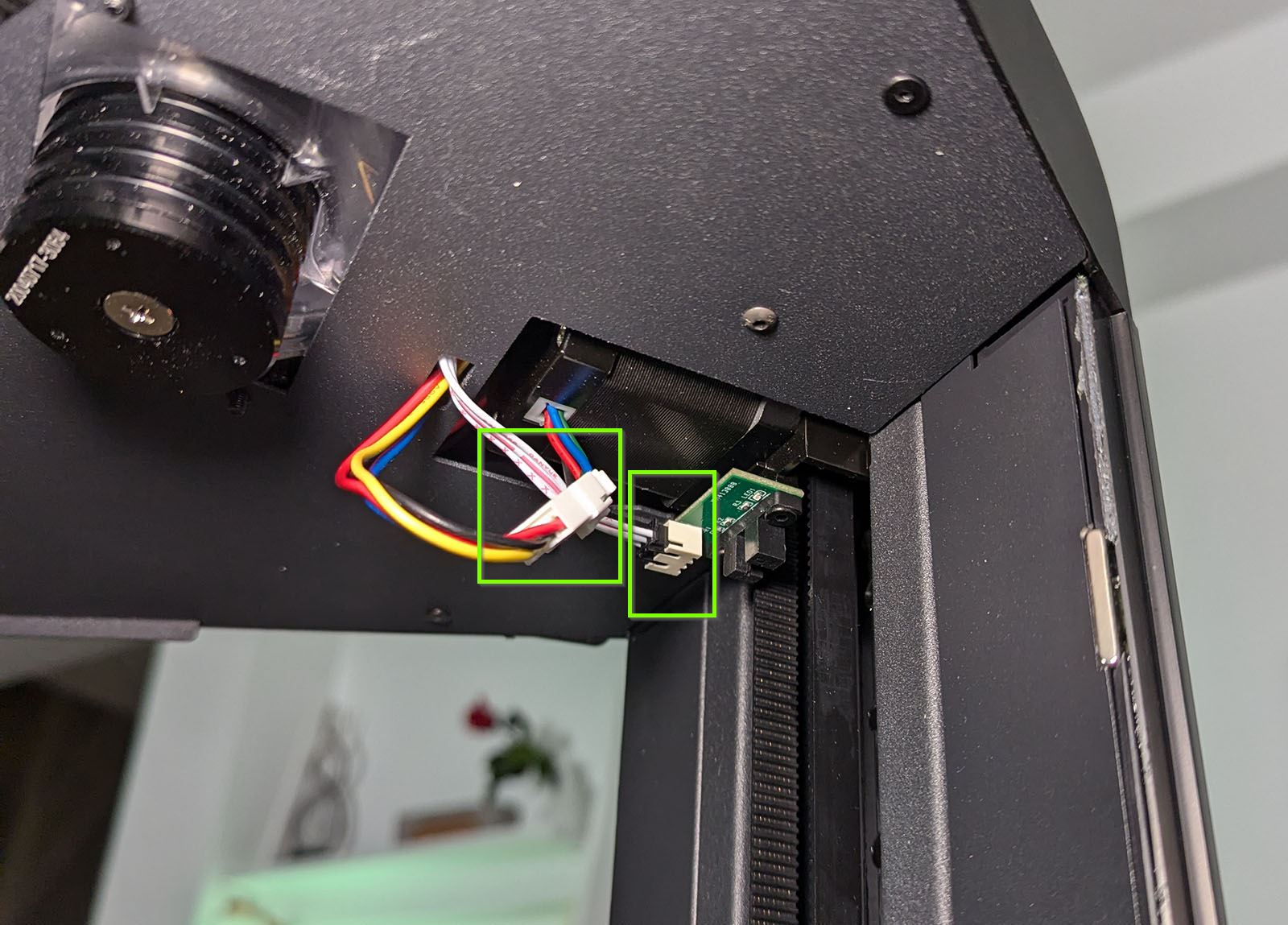
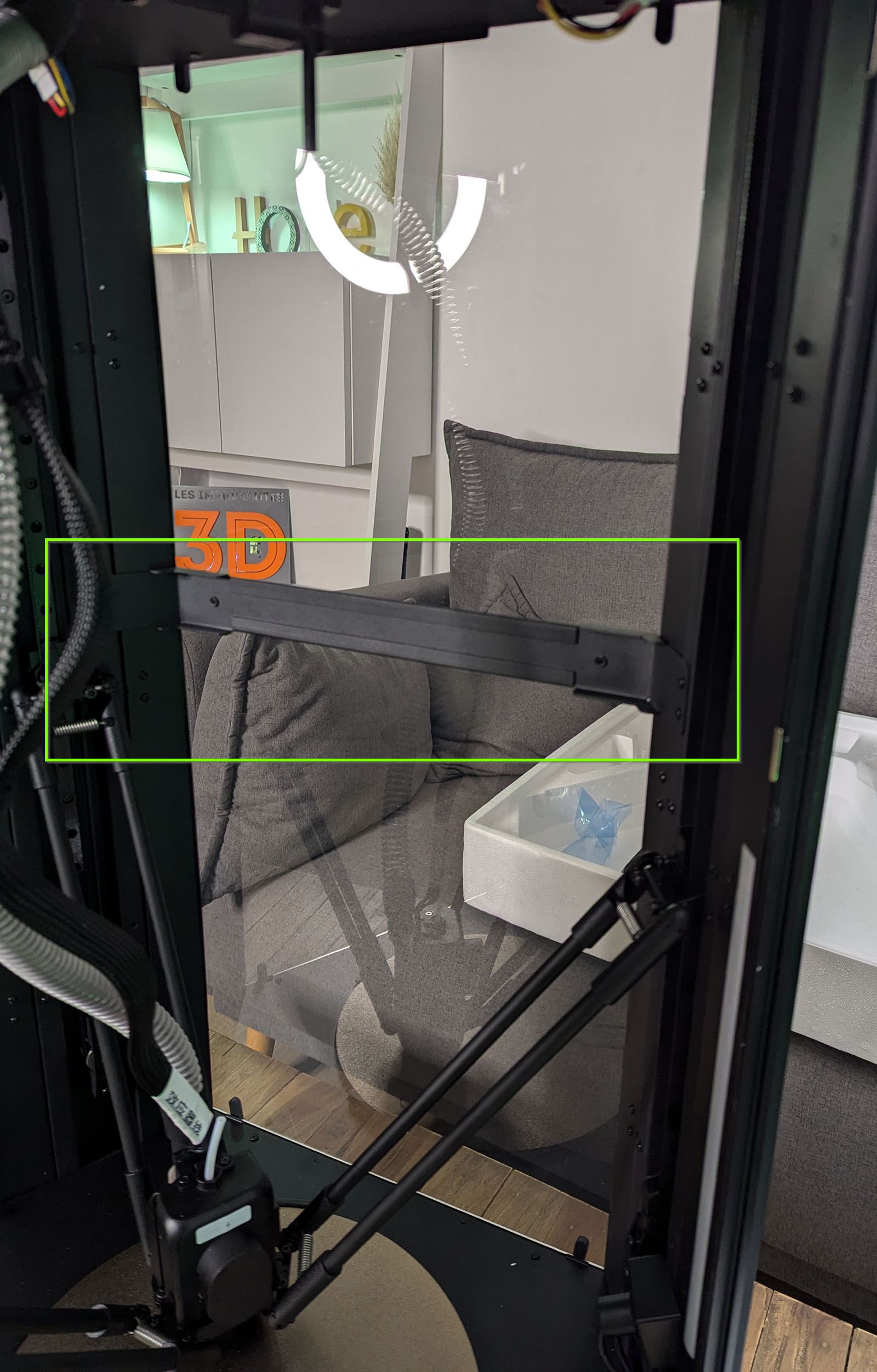
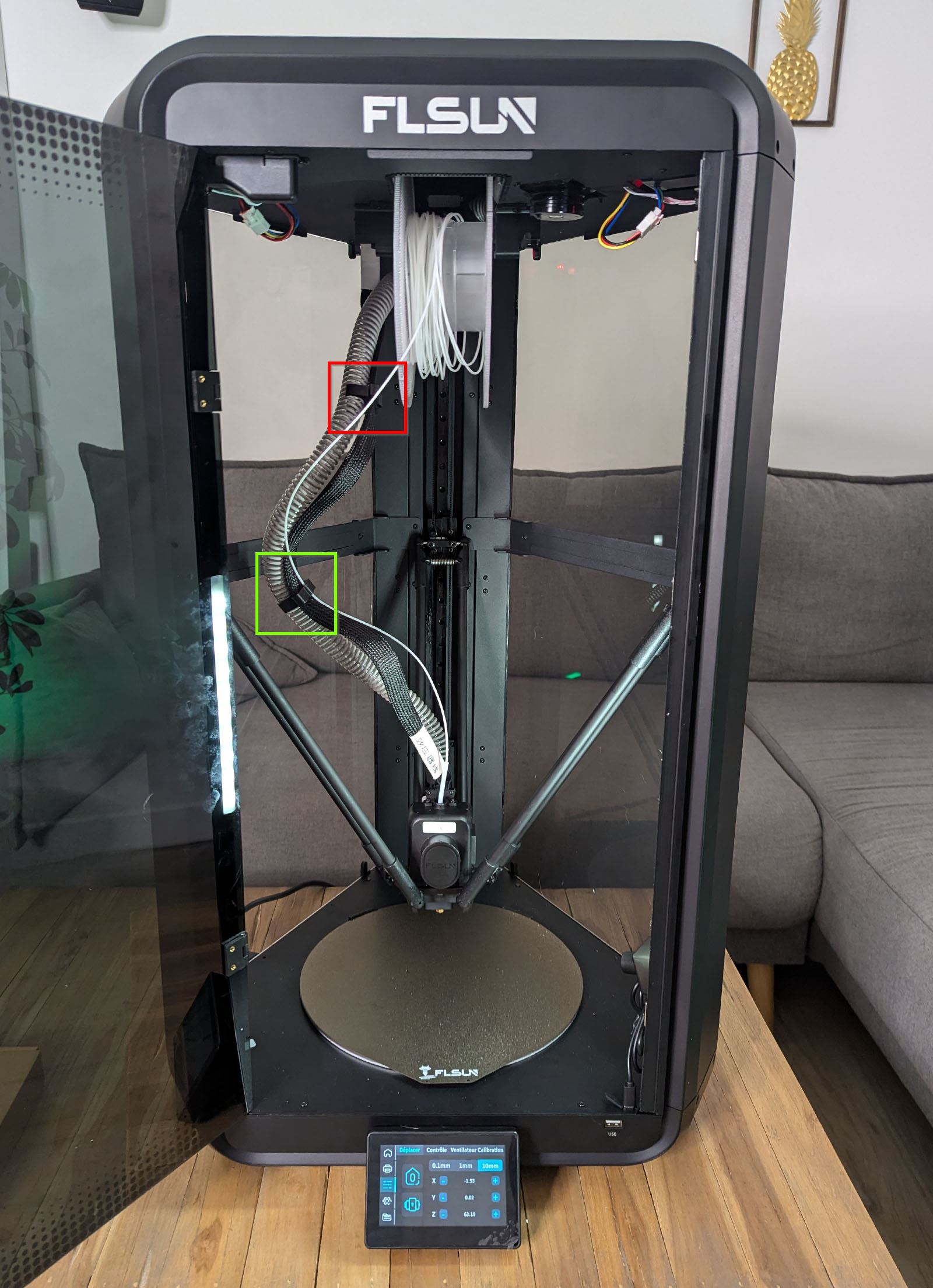
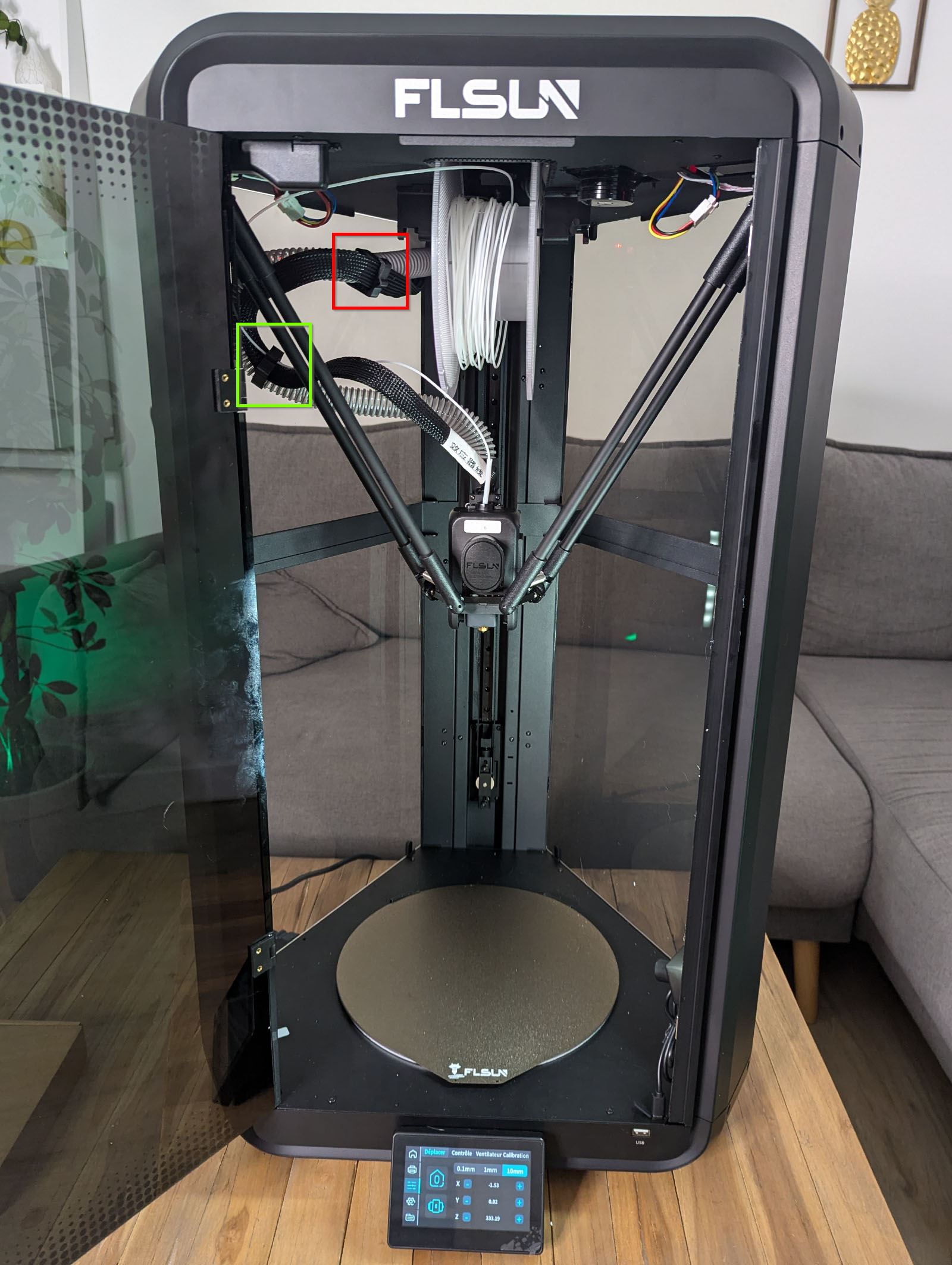
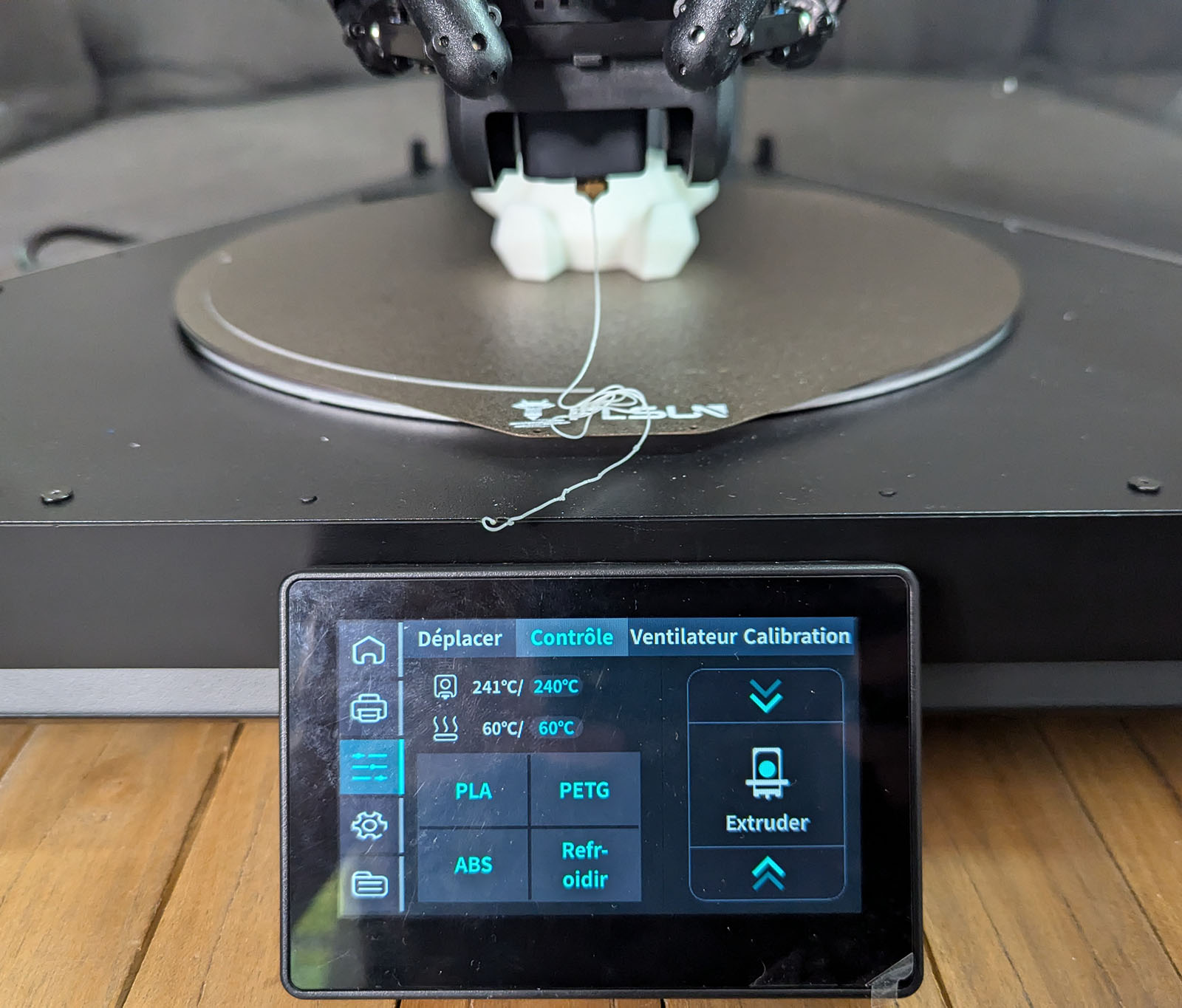
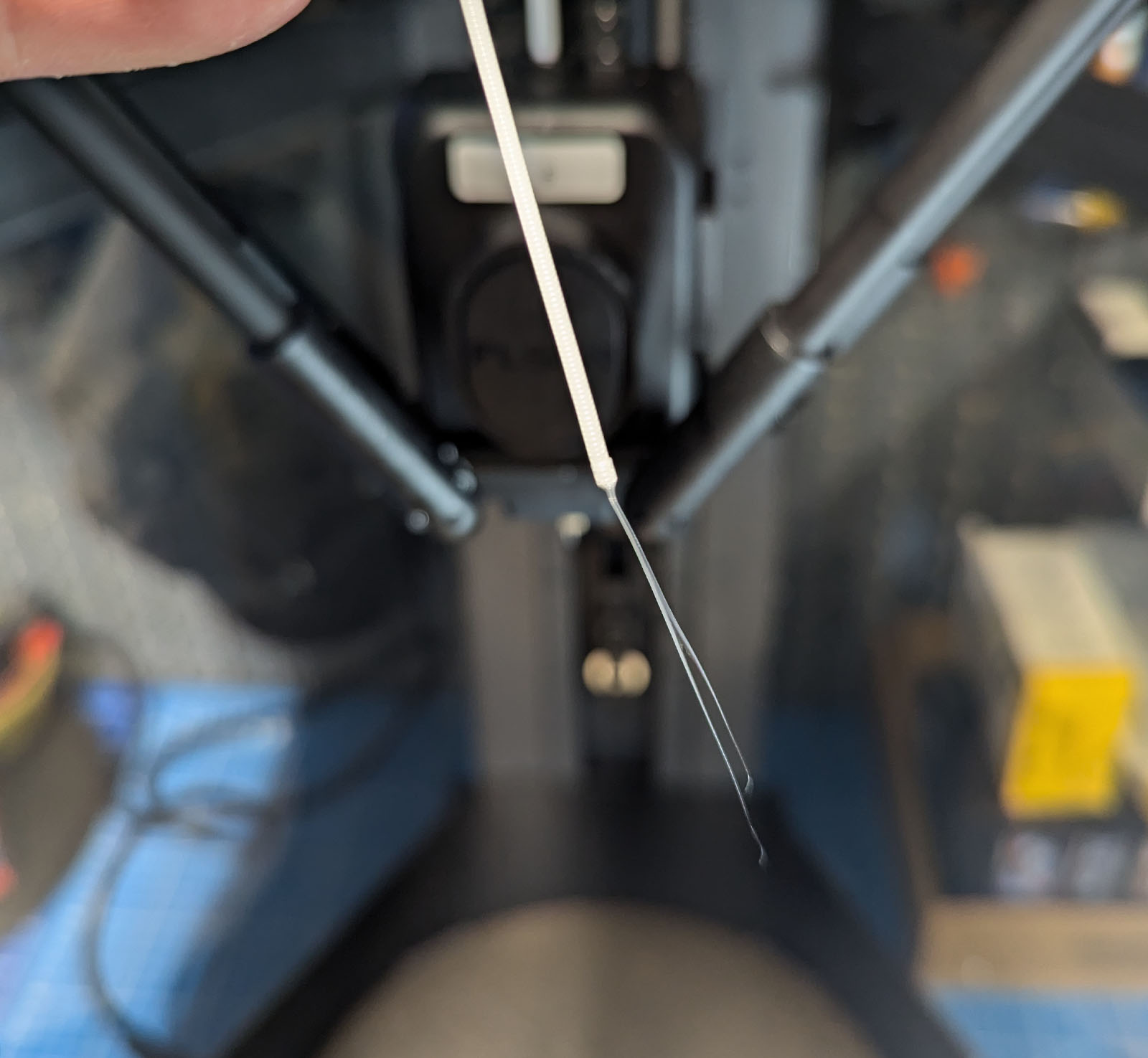
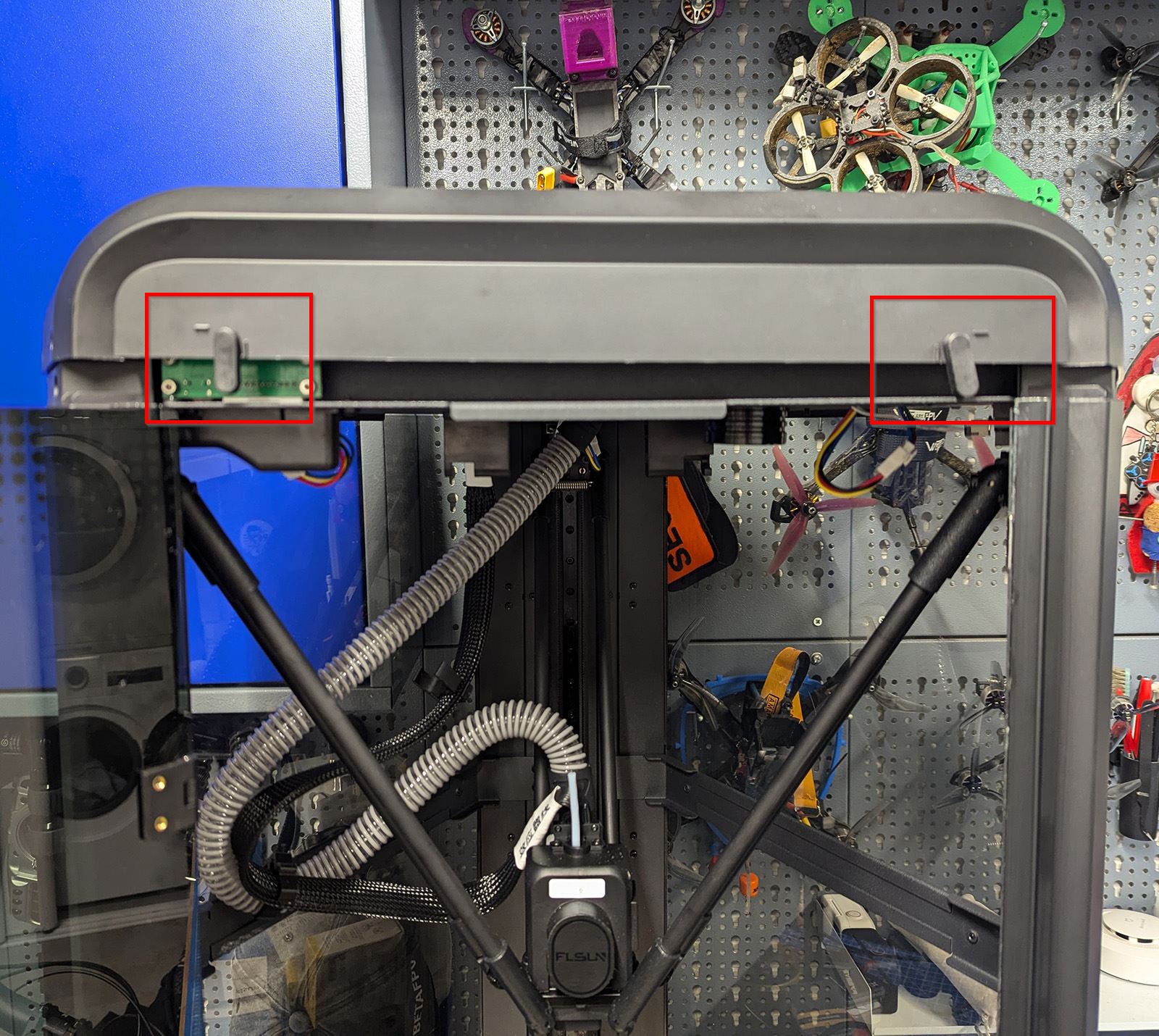
J’ai commencé les tests avec le maigre échantillon de PLA HS (pour High Speed) fourni par FLSun. Je l’ai mis sur une bobine réutilisable Bambu Lab, comme si c’était un refill, par flemme de l’enrouler à la main (maintenant que j’ai pris goût au respooler). La notice préconise de faire passer le filament dans deux guides qui servent à maintenir les câbles de la tête avec le tuyau de la soufflerie. Faire passer le fil dans le premier (en rouge sur les photos ci-dessous) le plie beaucoup trop lorsque la tête est en haut. Du coup, je ne l’ai fait passer que dans un (en vert) :
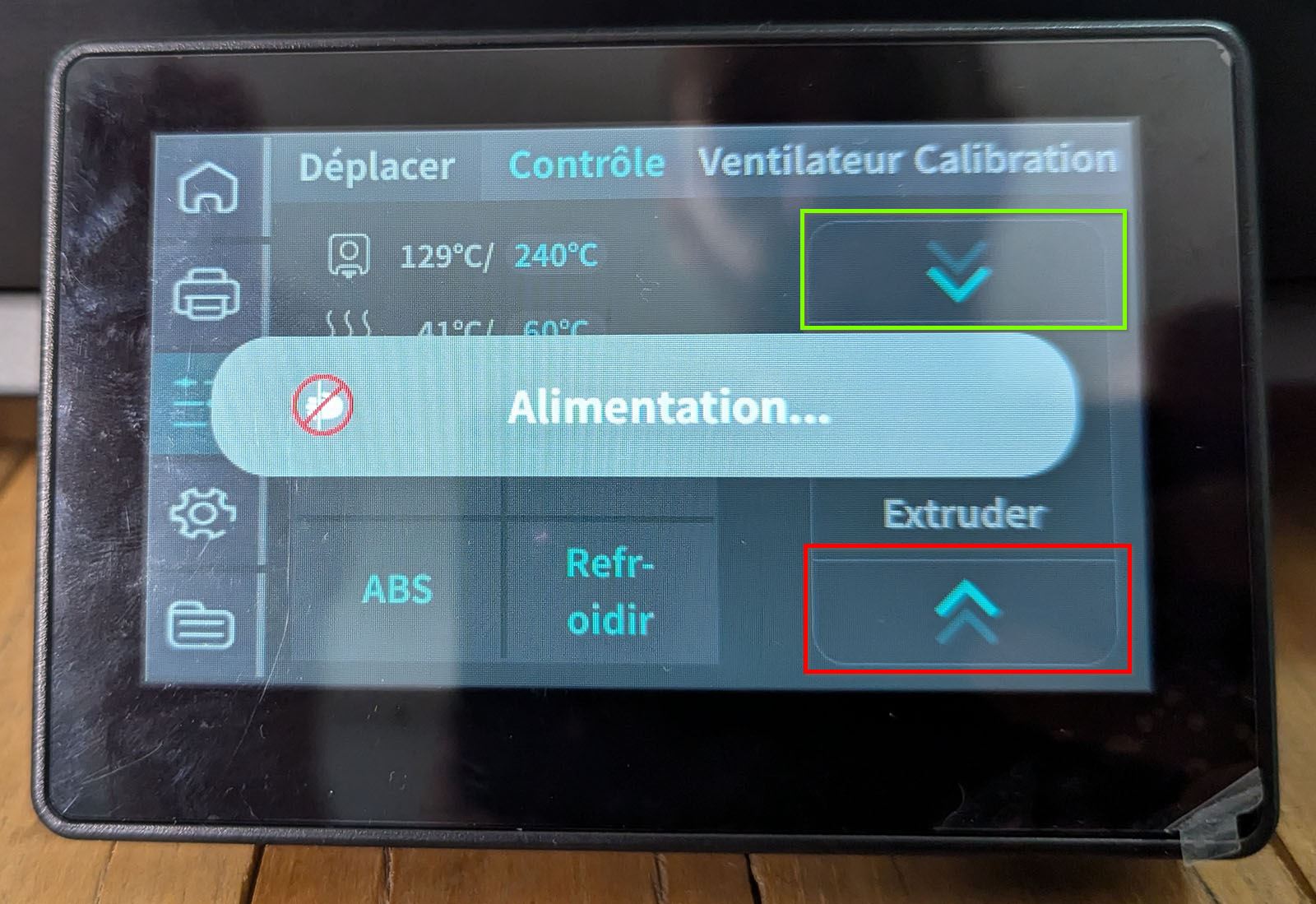
L’insertion du filament dans l’extrudeur se fait sans peine, tout simplement en cliquant sur le bouton encadré en vert ci-dessous. Pensez cependant à couper la chauffe de l’extrudeur une fois l’opération terminée si vous n’imprimez pas directement, ce n’est pas fait automatiquement.
Voici la liste des gcodes présents sur la mémoire interne pour tester l’imprimante une fois montée et calibrée :
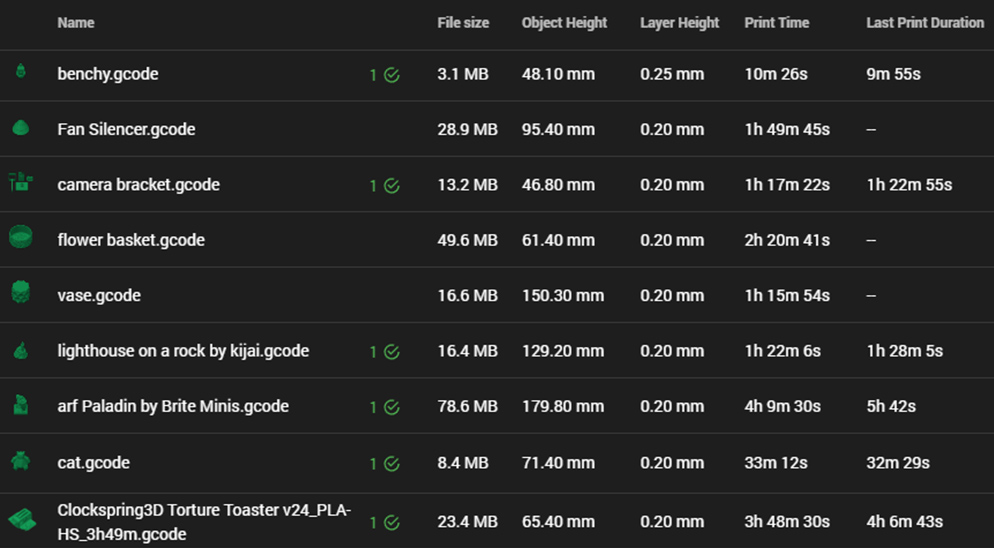
C’est à peu près la même chose que sur la S1, je ne les ai donc pas tous imprimés pour éviter le gâchis de plastique.
J’ai bien évidemment commencé par le fameux Benchy boat (et pas à taille humaine!). Lorsqu’on lance l’impression depuis l’écran de contrôle, on peut activer plusieurs options :
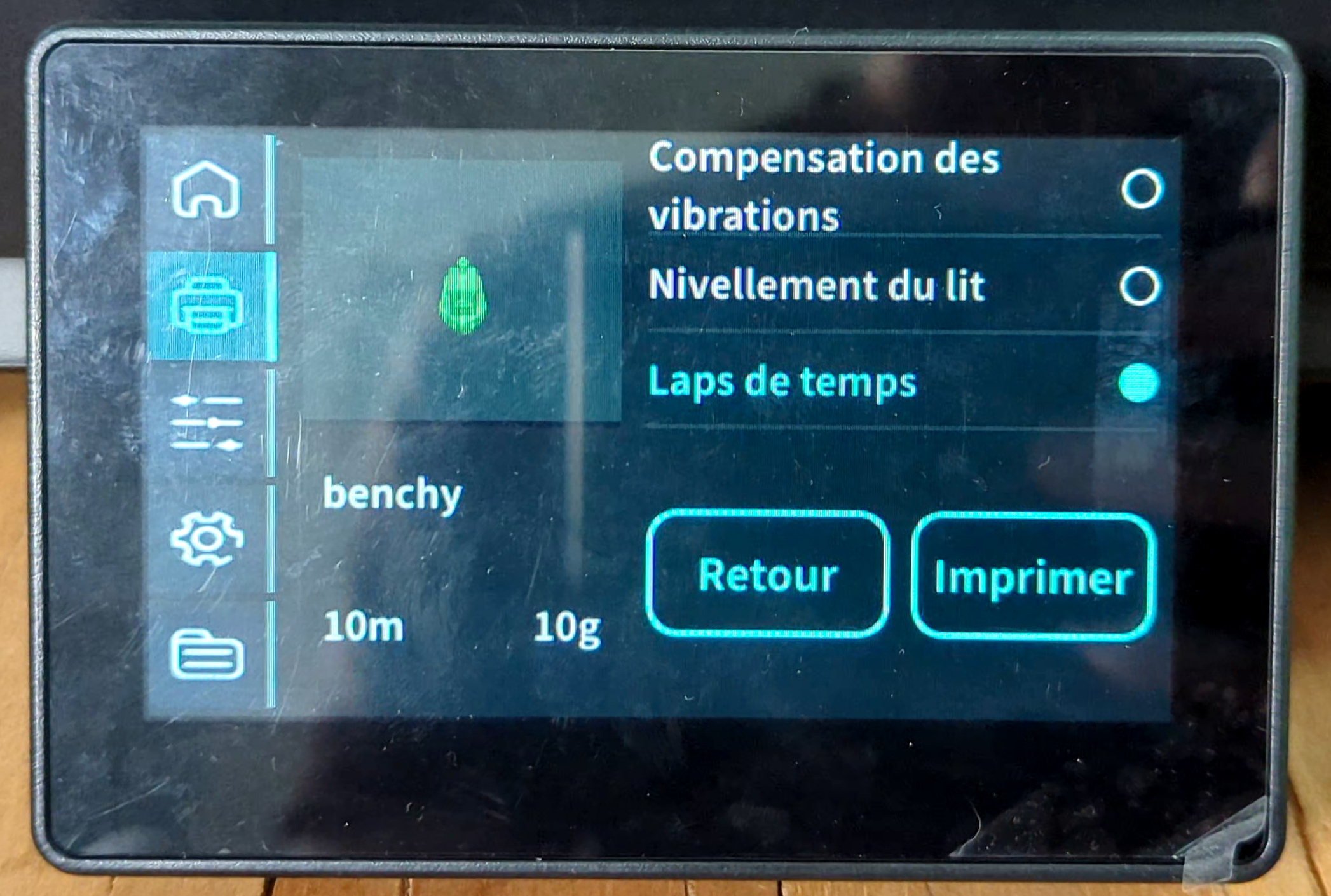
Pour aucune de toutes les impressions de ce test, je n’ai refait la compensation des vibrations ou le nivellement du lit. Par contre, j’ai activé le timelapse à chaque fois (“laps de temps” mal traduit), je vous en ai mis une compilation plus bas dans l’article.
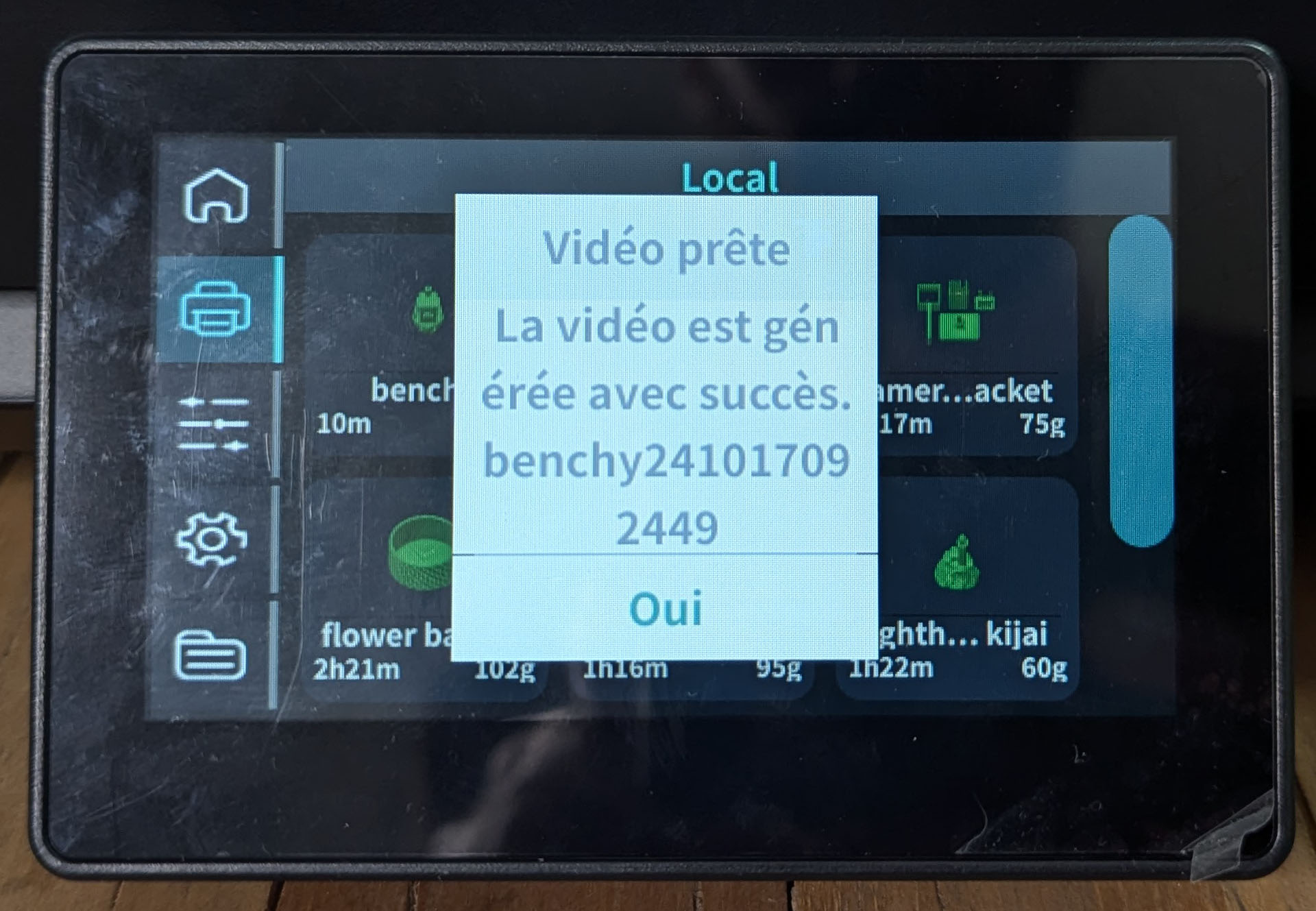
A la fin de l’impression, en plus de sa durée totale, on peut voir que la vidéo du timelapse est enregistrée avec un nom unique, on ne perdra donc plus les suivants (comme sur la S1 à sa sortie).







Imprimé en moins de 10 minutes à 250 microns, ce Benchy présente un aspect lisse, les couches étant peu visibles. Seuls les porte-à-faux montrent quelques légères imperfections. La cheminée est particulièrement réussie et l’absence de stringing est notable.
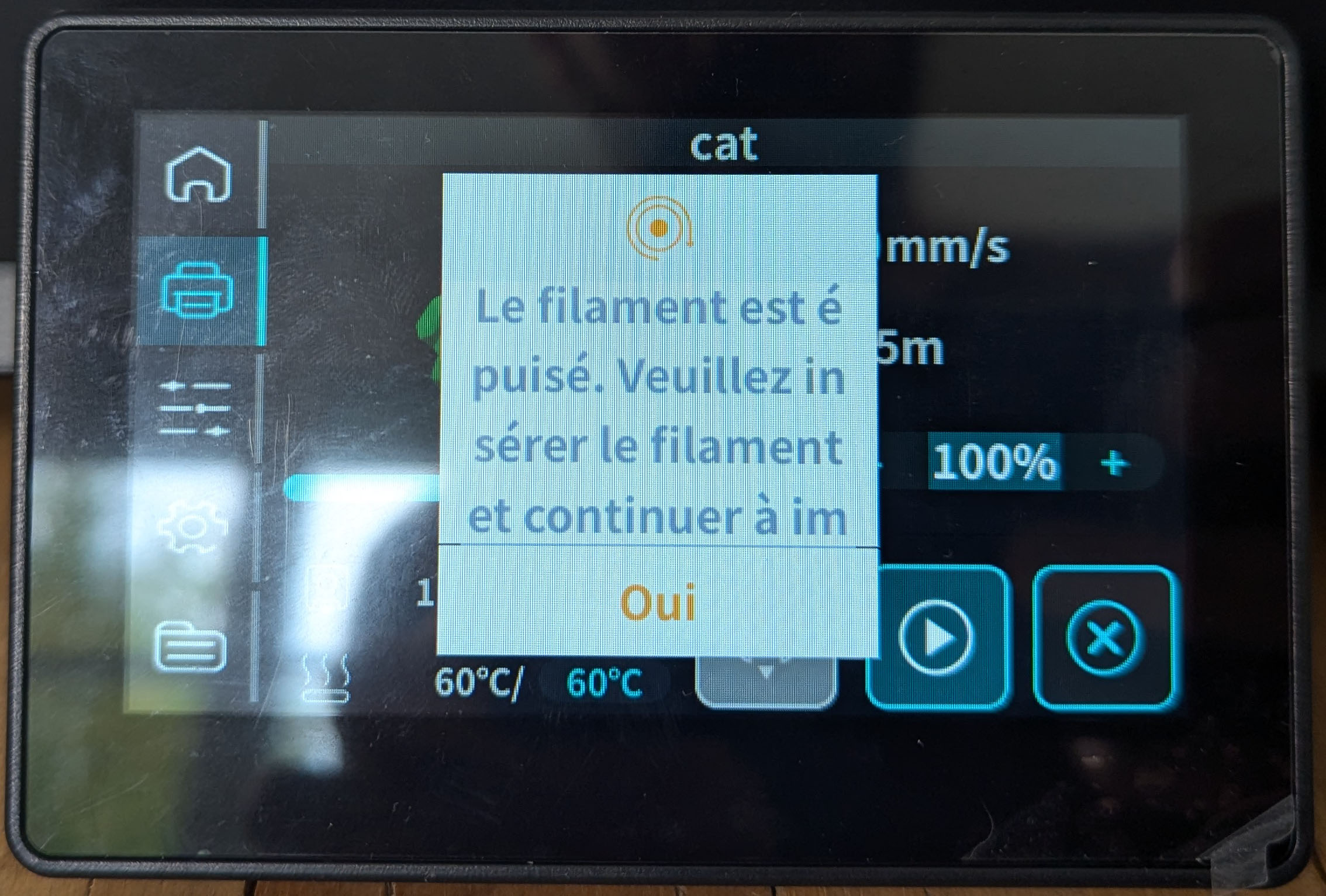
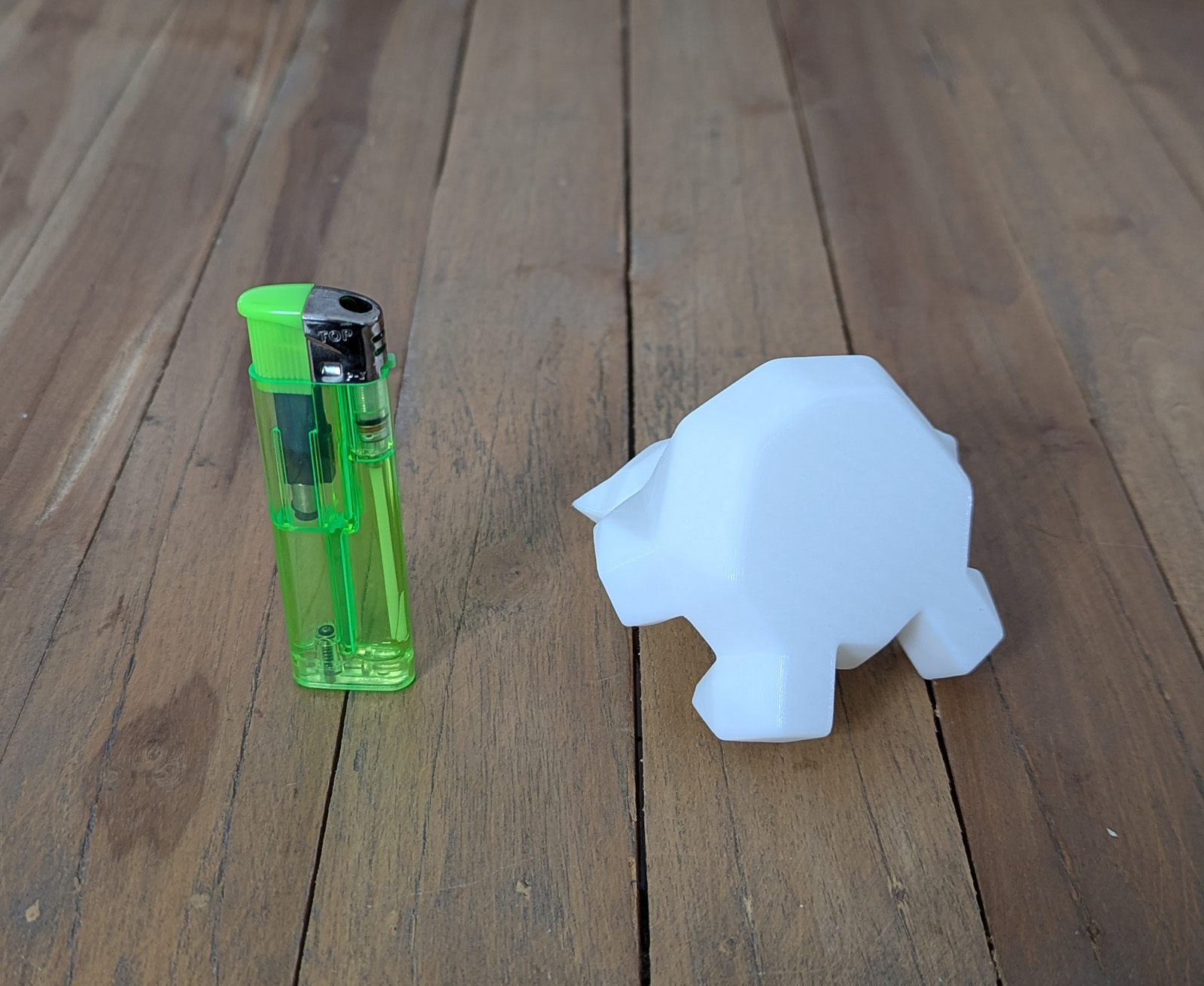
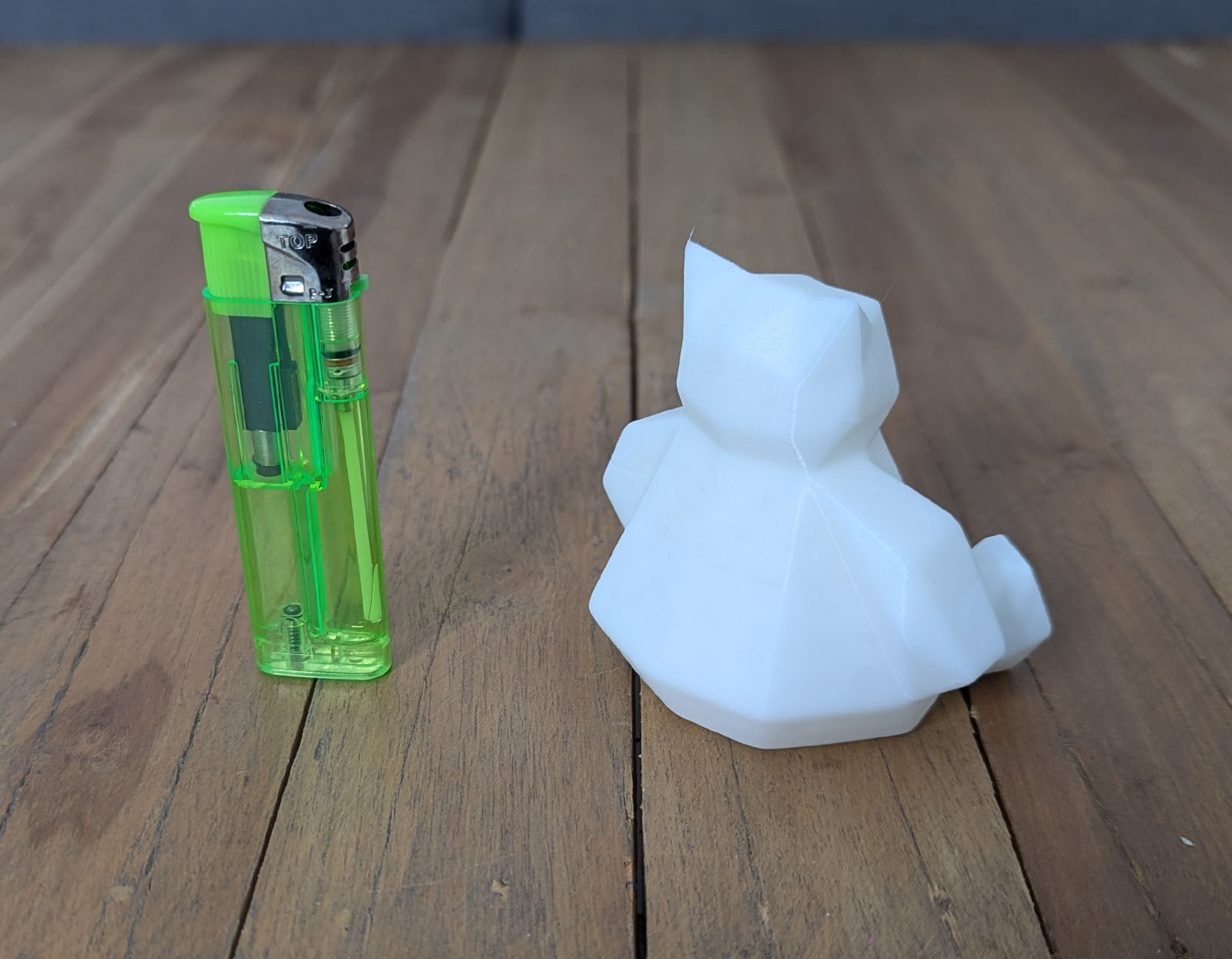
J’ai enchaîné avec le chat (c’est comme ça qu’ils l’ont appelé, je sais désormais que c’est un Snorlax aka Ronflex :D). Il est venu à bout du maigre échantillon de filament à 55% d’impression. On est notifié de la pénurie sur l’écran et la tête se met hors du lit en attendant une intervention humaine. On a le choix entre arrêter l’impression ou insérer un nouveau filament et la relancer. En ce qui me concerne, j’ai remis de l’HyperPLA Creality blanc. Le capteur de fin bobine se trouve dans la tête, la purge du filament restant est par conséquent très rapide (contrairement à la S1 encore une fois).
L’impression du Pokémon s’est achevée sans encombre en 32 minutes. La qualité est globalement excellente, si ce n’est une légère marque visible à l’endroit du changement de filament. J’aurais probablement pu éviter ce défaut en chargeant le nouveau filament à la température d’extrusion (230°C) plutôt qu’à la température par défaut (240°C). En effet, le temps de refroidissement de la buse a entraîné un écoulement du filament chaud, provoquant un petit vide au démarrage de la seconde partie de l’impression.


J’ai refait le paladin que j’avais déjà imprimé avec la S1 car il était à une échelle bien plus grande. Cela m’a permis de faire un test de première couche :

Au plus bas, le lit est palpé à -0,317 mm et 0,049 mm au plus haut. Dans l’ensemble la calibration automatique du lit compense bien les écarts, sauf quand on se rapproche de l’origine (X et Y à 0).
Ce guerrier, imprimé en 5 heures, affiche un rendu final très satisfaisant. Les détails sont fins et précis. En l’absence de supports, seul un léger défaut est observé au niveau de l’épaulière droite, où du filament pendouille.






Entre temps, j’ai reçu d’autres bobines de PLA HS FLSun. Ce fut l’occasion de tester le première retrait de filament avec la fonction de l’écran qui aurait pu se traduire par un bouchage…
Encore une fois, FLSun n’effectue pas de purge du filament dans sa macro UNLOAD_FILAMENT ! C’est quand même dommage, c’est un problème déjà remonté sur la S1 et pire, c’est fait dans la configuration par défaut de KlipperScreen… J’ai donc appliqué cette modification avant de continuer, je vous explique la méthode un peu plus bas dans cet article.
J’ai utilisé cette recharge de PLA FLSun pour imprimer le phare en 1h28 :




Malgré une vitesse d’impression élevée, ce phare présente une finition remarquable. Les détails les plus fins, notamment en partie haute, sont parfaitement imprimés. Seuls de légers défauts sont visibles au niveau des surplombs, où le filament a quelque peu coulé.
Et en guise de dernier print déjà tranché, un support mobile pour la caméra de la FLSun T1 Pro, fabriqué en 1h23 :

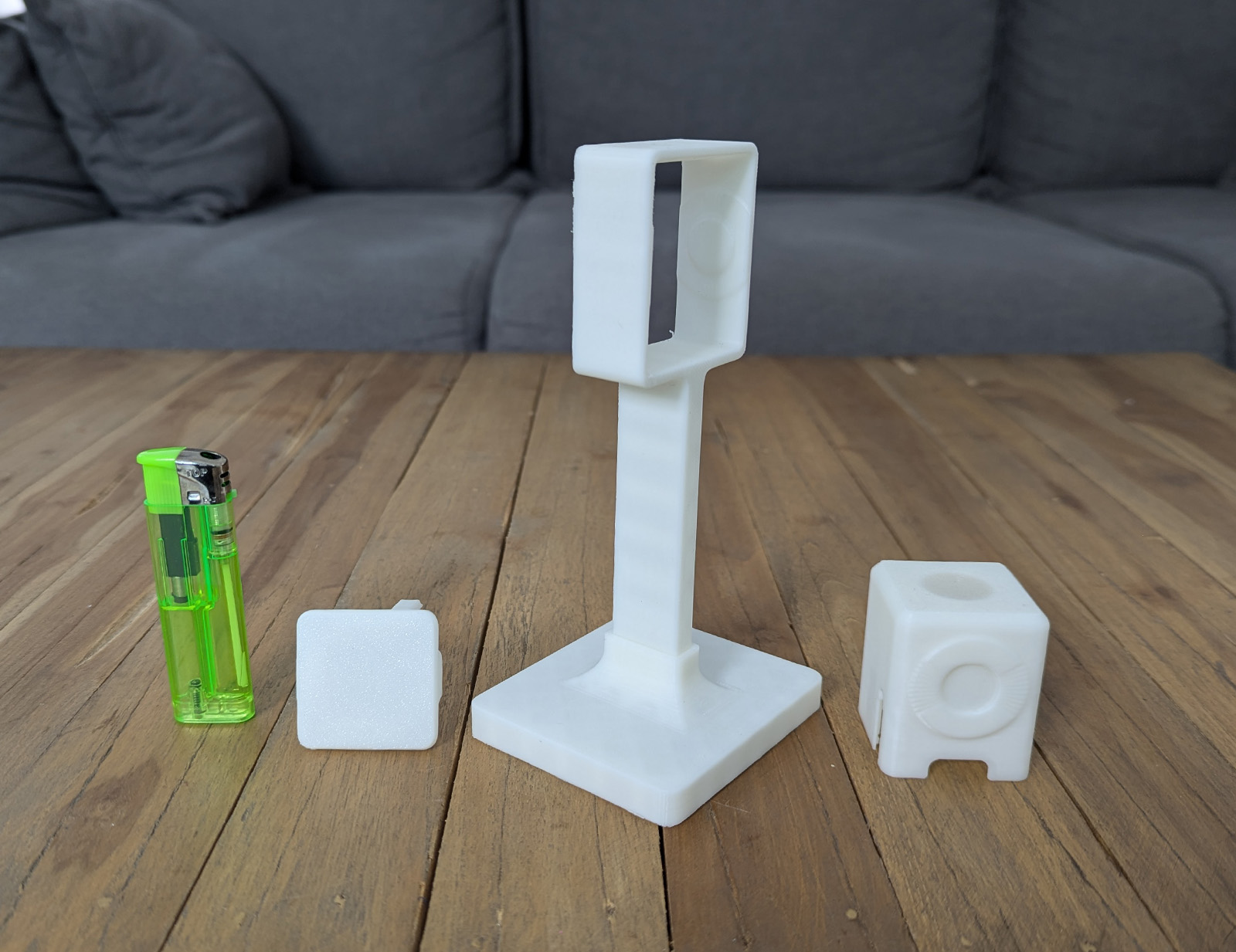



Toutes les pièces du support de caméra ont été imprimées avec succès. Les dimensions sont correctes et les assemblages sont précis. Seule la jupe d’adhérence s’est avérée difficile à retirer, même en utilisant un ébavureur.
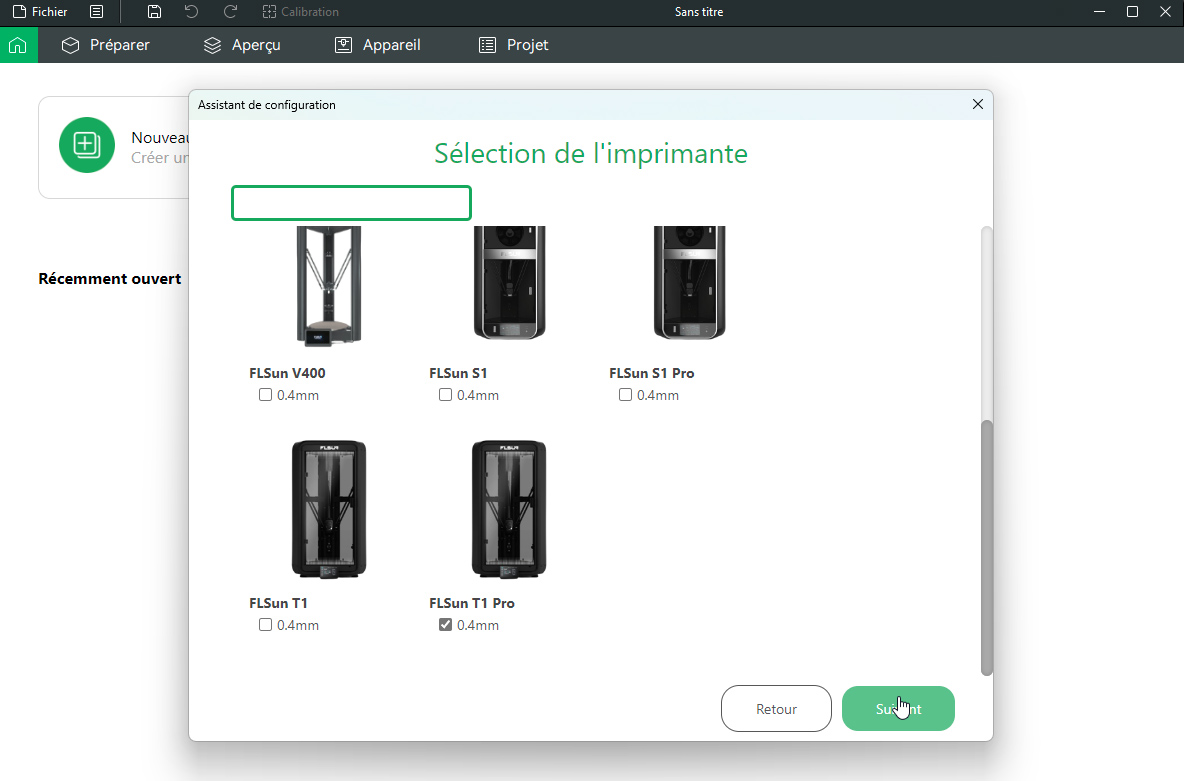
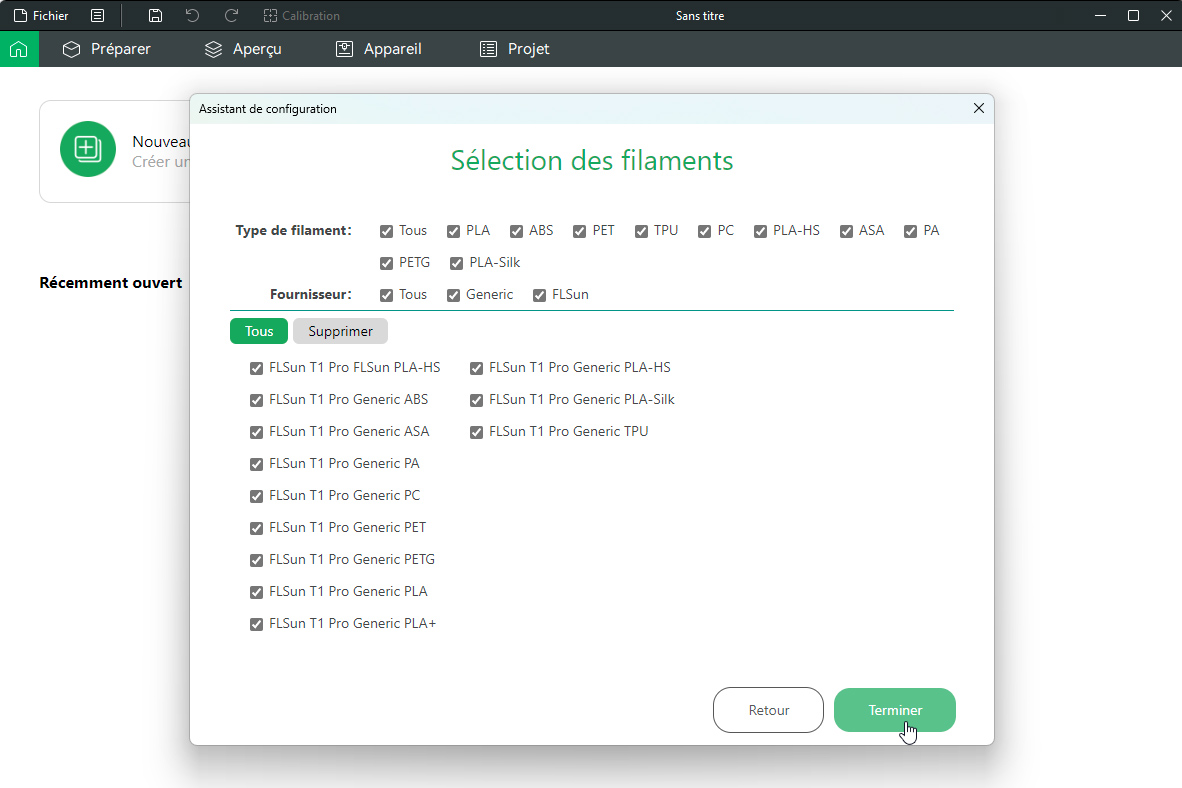
Acheter la T1 Pro chez FLSunLogiciel slicer
Avec sa T1 Pro, FLSun a fait le choix de baser son slicer sur Orca Slicer plutôt que PrusaSlicer. Personnellement, je trouve ça mieux, Bambu Studio et Orca (basé sur Bambu Studio) sont mes slicers préférés.
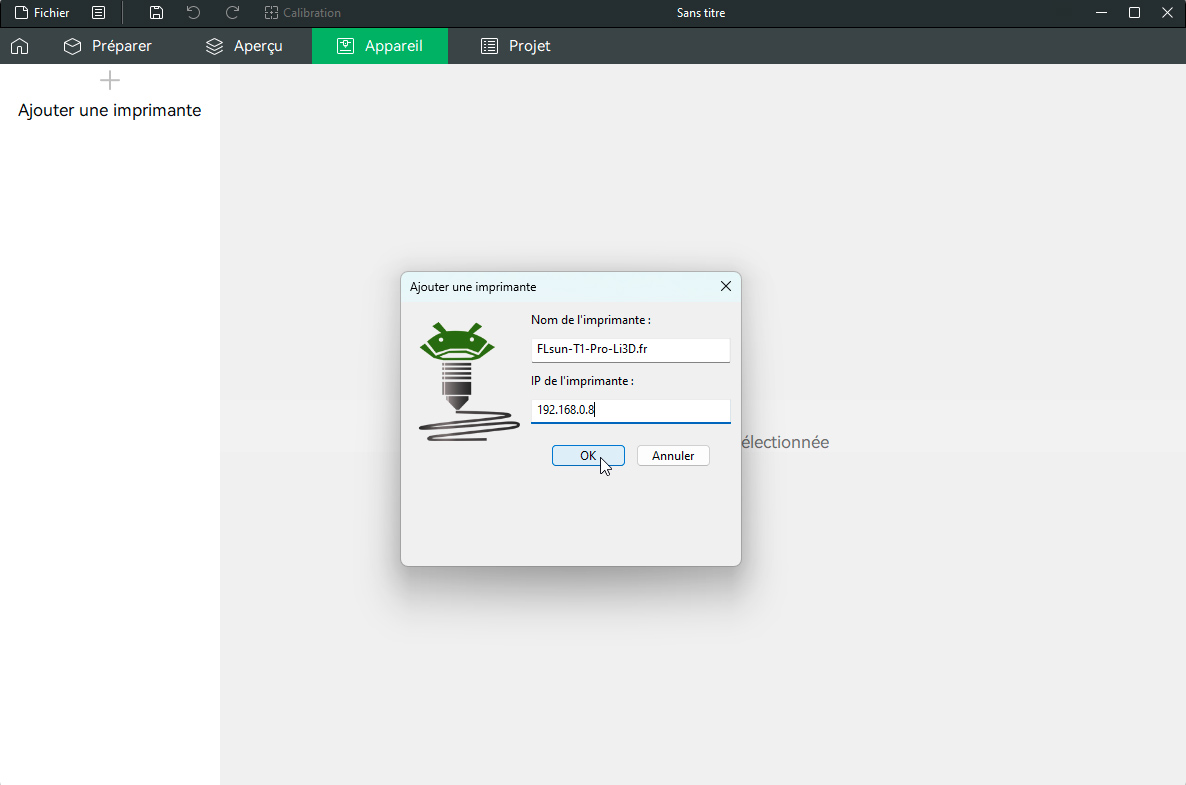
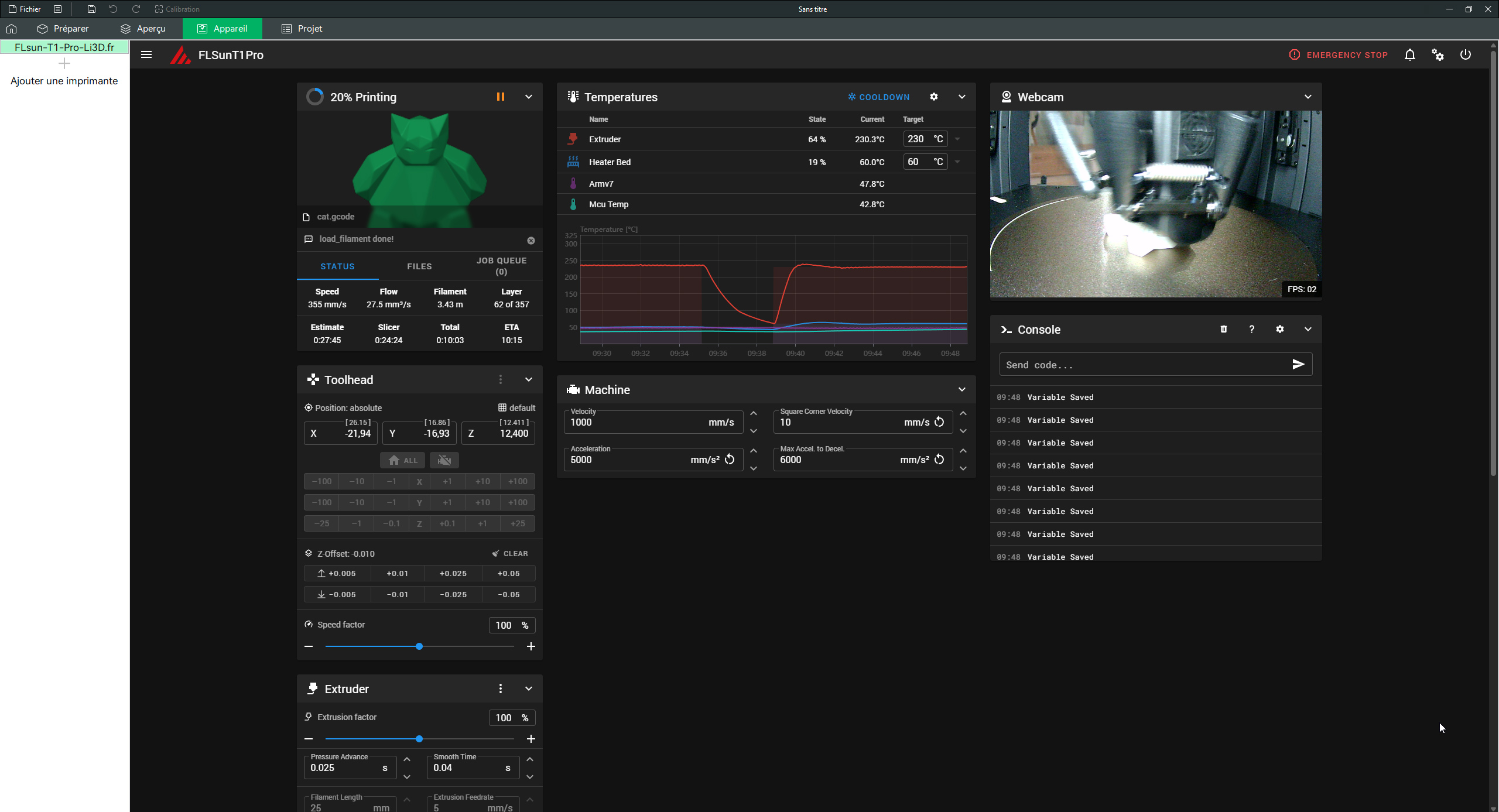

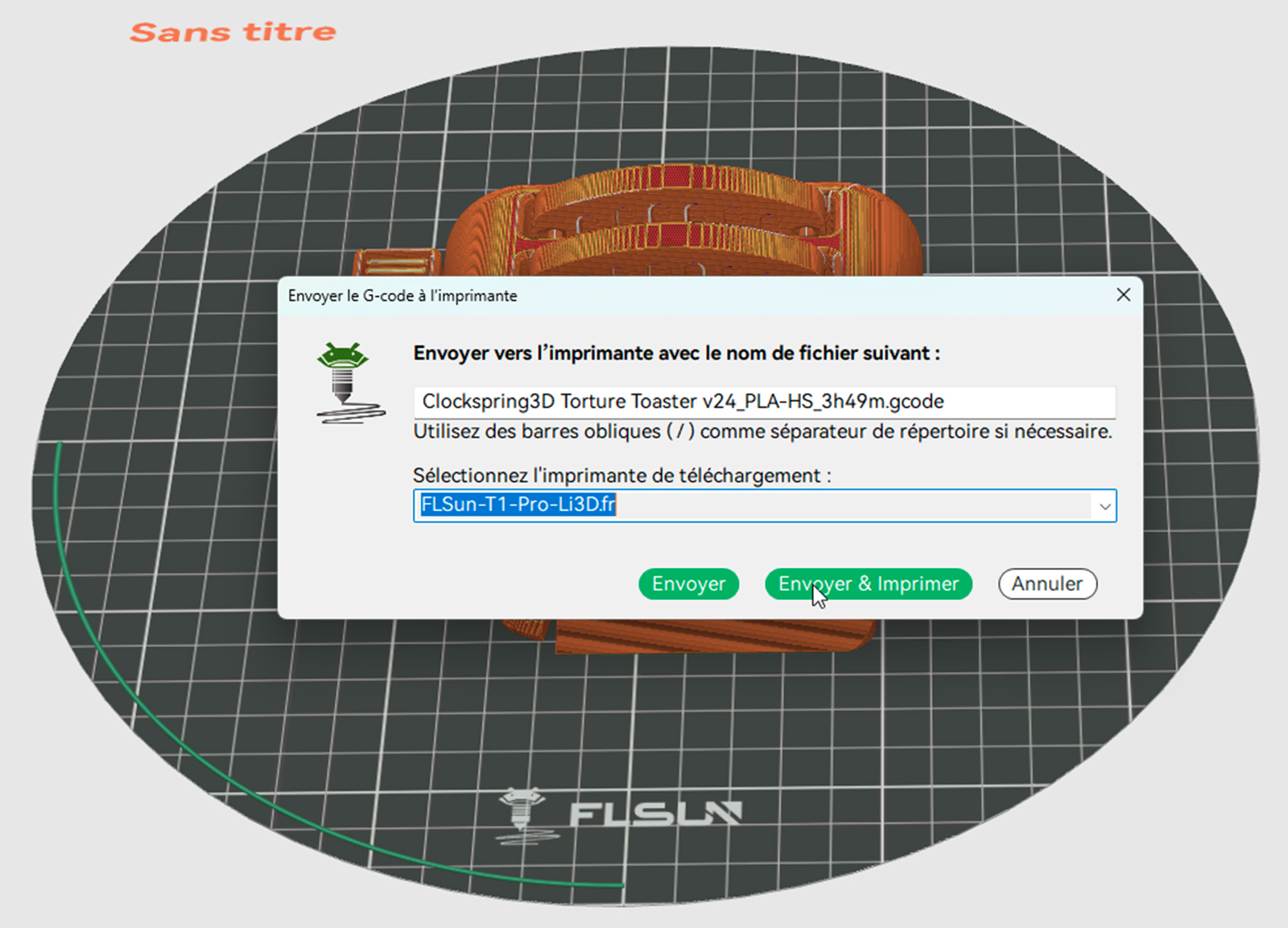
Toutefois, on n’est pas au niveau de Bambu Lab niveau intégration de l’imprimante dans le logiciel. En effet, cela se limite à afficher la page web de Mainsail et quand on veut imprimer à distance, on ne peut pas activer le timelapse ou encore la compensation des vibrations et la mise à niveau du plateau :
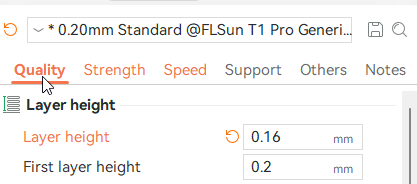
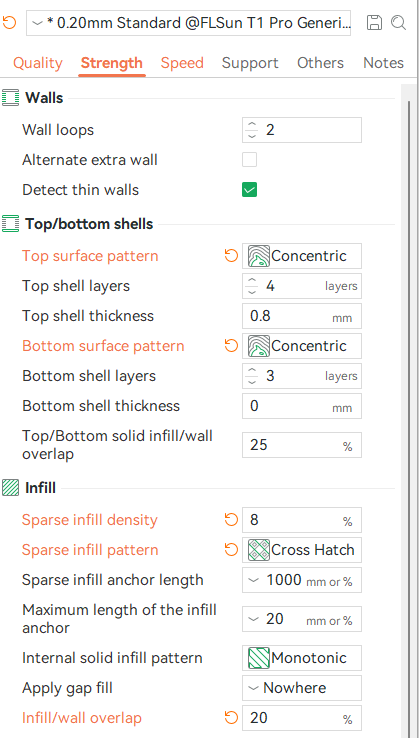
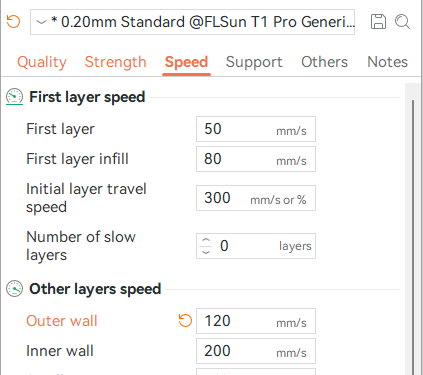
De plus, il n’y a qu’un seul et unique profil de qualité avec une épaisseur de couche à 0,2 mm :
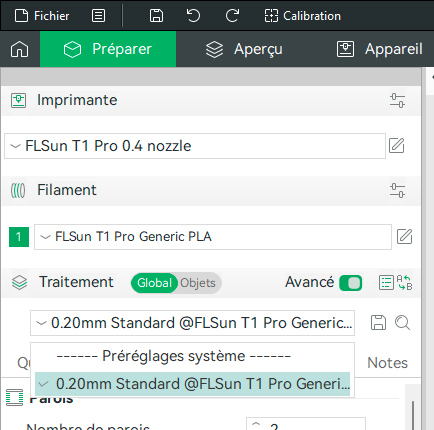
C’est donc le profil que j’ai utilisé pour toutes les impressions suivantes (exception faite de quelques modifications indiquées pour certains prints). Je n’ai pas non plus fait de calibration du débit et de la Pressure Advance qui pourrait certainement améliorer la qualité d’impression.
D’autres impressions en PLA
Le difficile Torture Toaster est toaster est sorti en 4h07 :







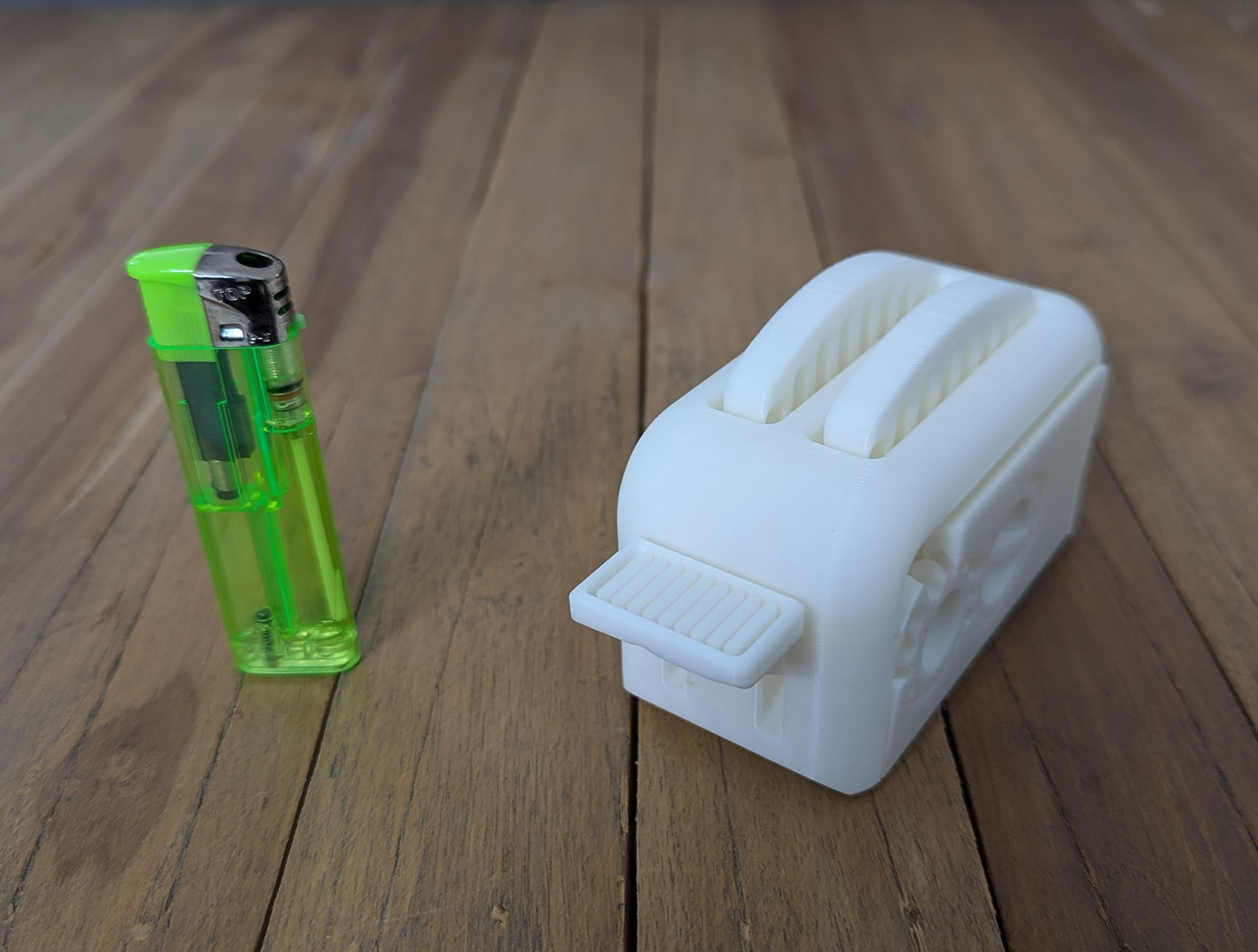


Malgré une bonne adhérence, une qualité de surface encore une fois très satisfaisante et des toasts qui sautent bien, ce print souffre de problèmes d’intégrité dimensionnelle et/ou de sous-extrusion. Les engrenages ne tiennent pas correctement en place, une pièce s’est cassée en cours d’impression et les autres se sont détachées lors du retrait de l’objet sur le lit.
Le Torture Test de Kickstarter et Autodesk imprimé en 1h16 (à titre de comparaison, c’était 47mn57 sur la S1 et 1h38 sur la Bambu Lab X1C) :


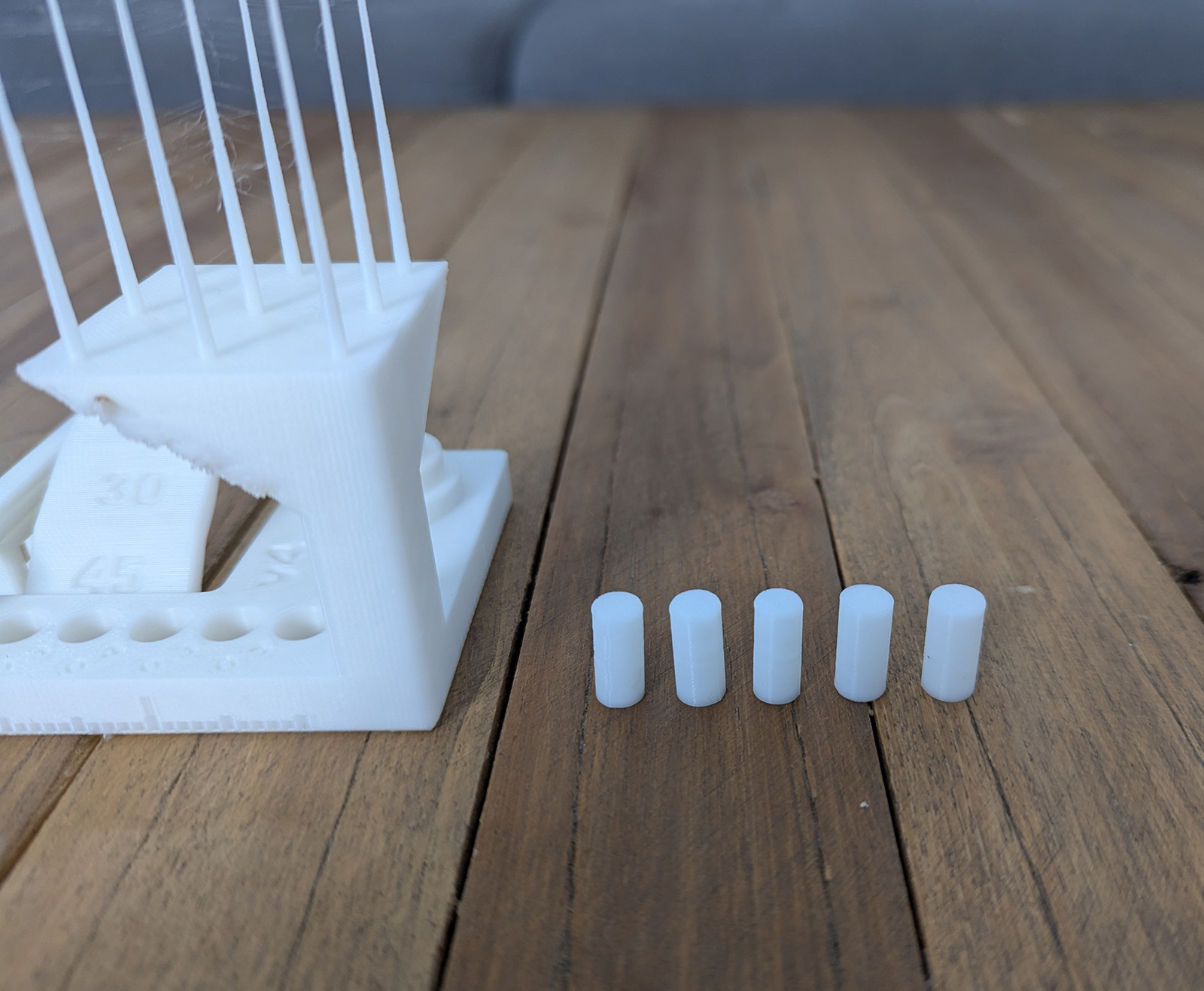


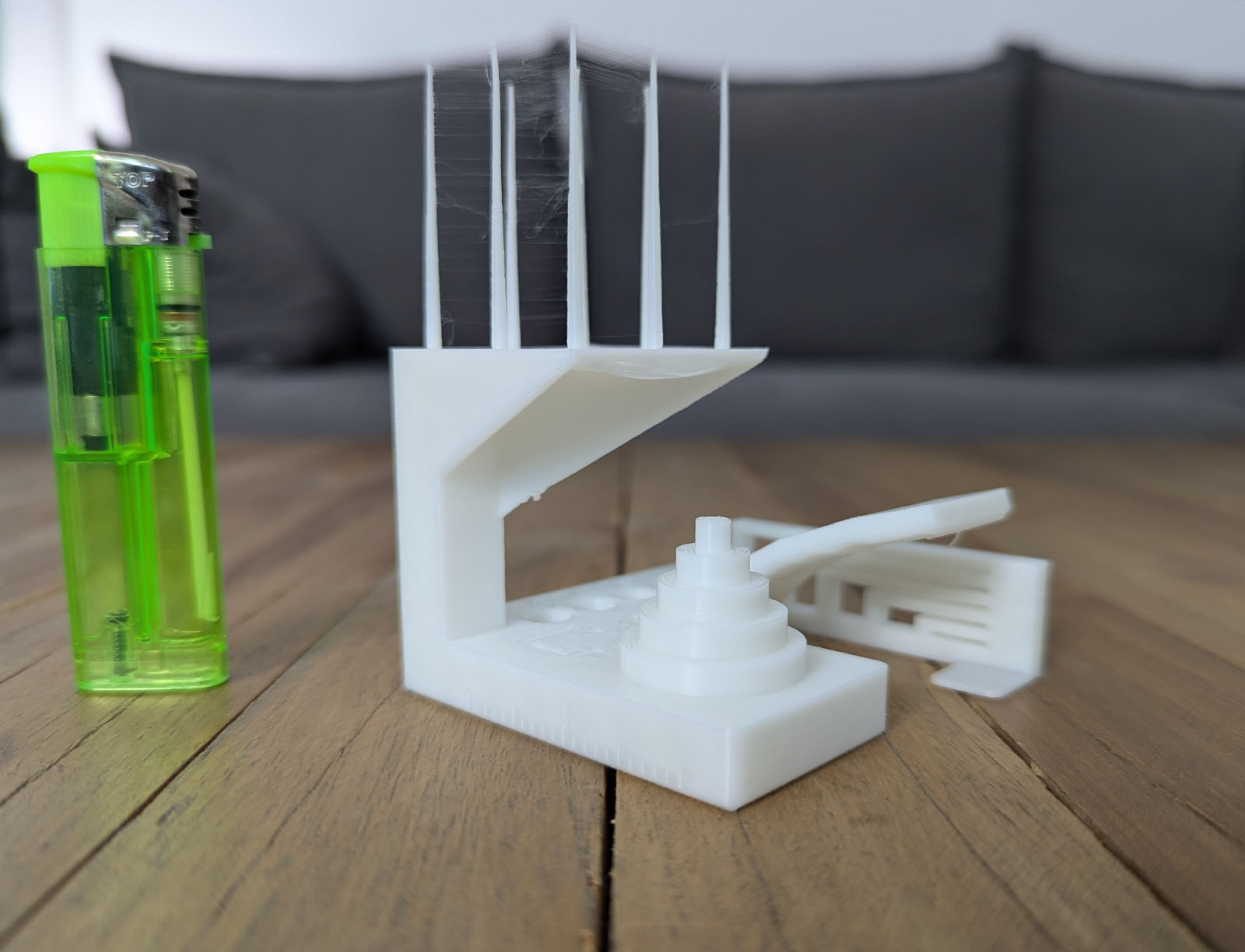
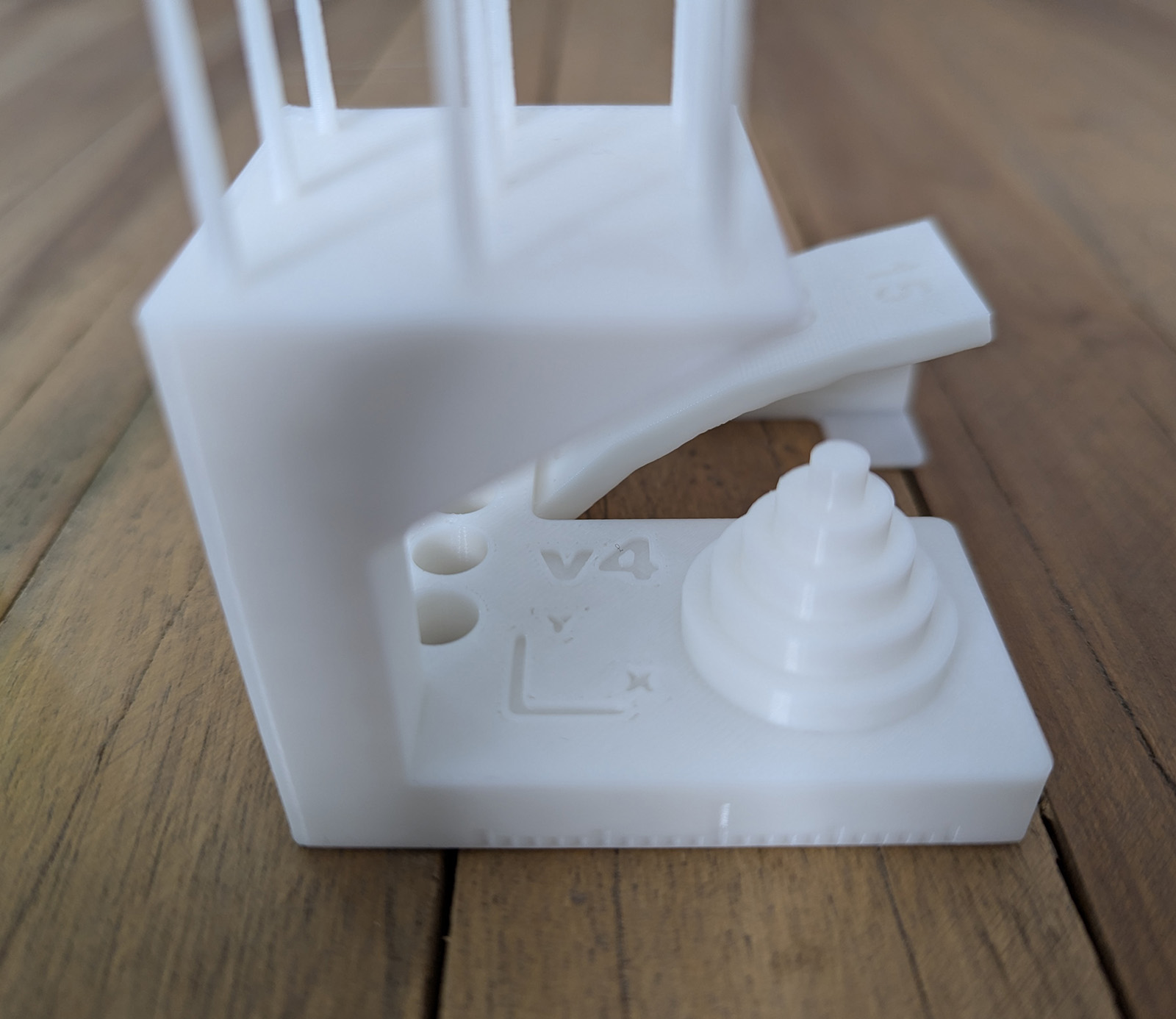
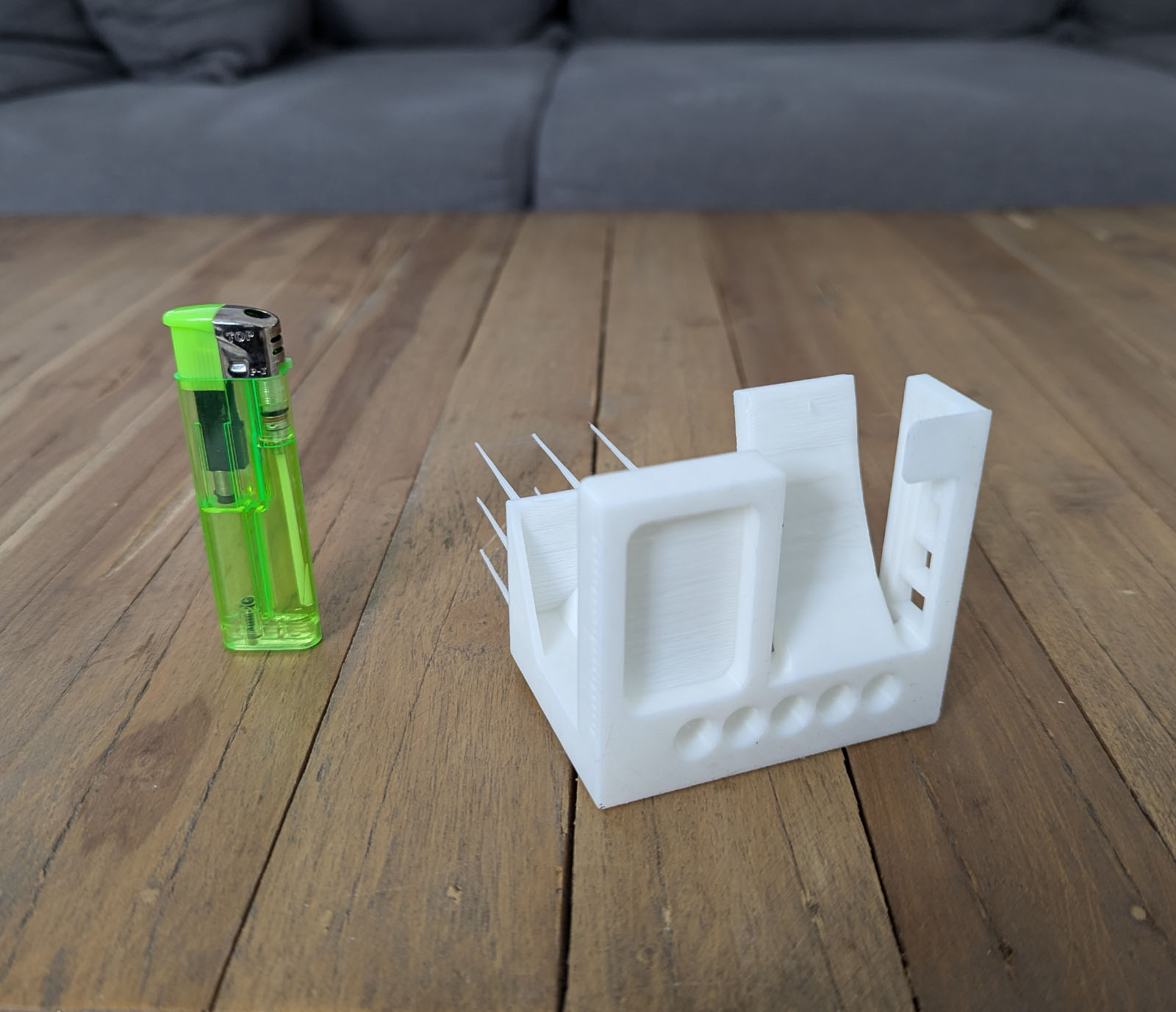
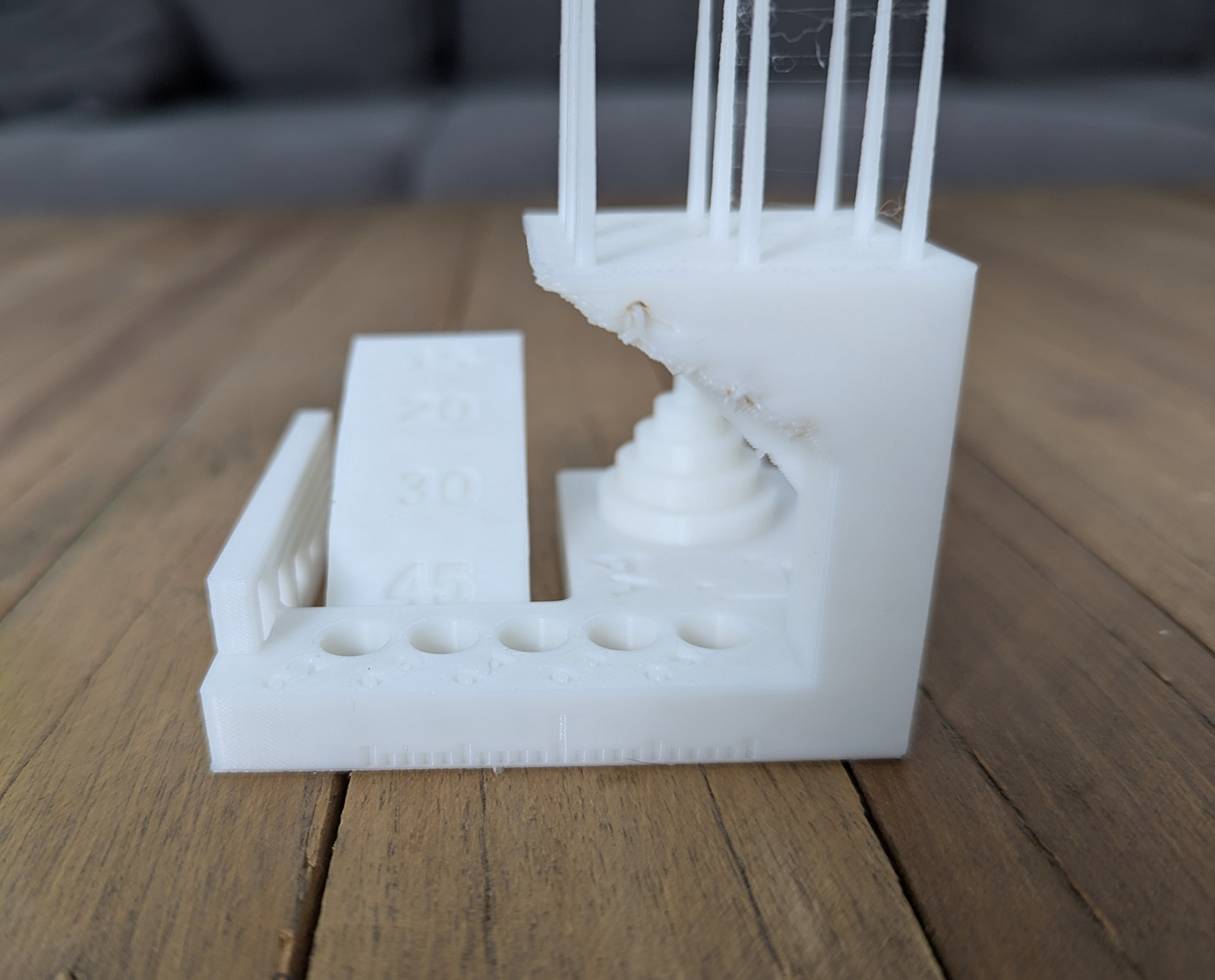
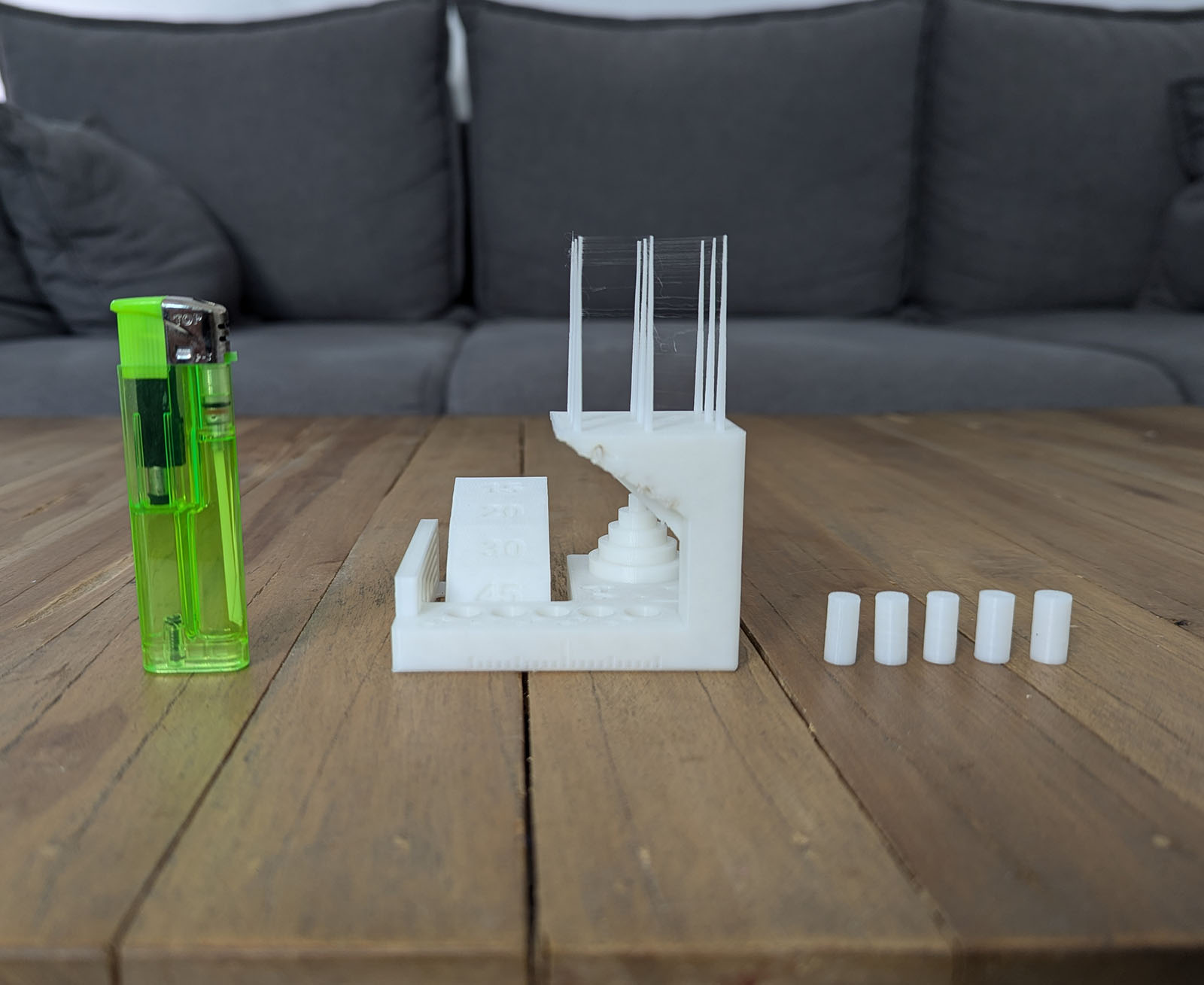
Ce bench n’est pas exempt de défauts lui non plus. Les cinq petits cylindres sont tombés en décollant l’objet du plateau, mettant notamment en évidence un problème de sous-extrusion. Les overhangs montrent des résultats variables, certains extrêmement bien réussis tandis que d’autres sont ratés. Pour le reste c’est globalement bon, les pics sont bien définis jusqu’au sommet et ne présentent que peu de cheveux d’ange.
Impression 3D multicouleurs
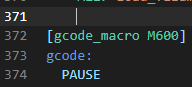
Il n’est pour l’instant pas question d’AMS (lite), CFS, ACE Pro ou Qidi Box chez FLSun, et surtout pas avec les deltas qui peuvent même difficilement envisager un kit Co Print. Cependant, FLSun a paramétré une macro M600 dans la configuration Klipper de la FLSun T1 Pro, on peut donc effectuer des changements de couleurs manuels directement depuis le slicer sans avoir à le faire à la main dans le gcode.
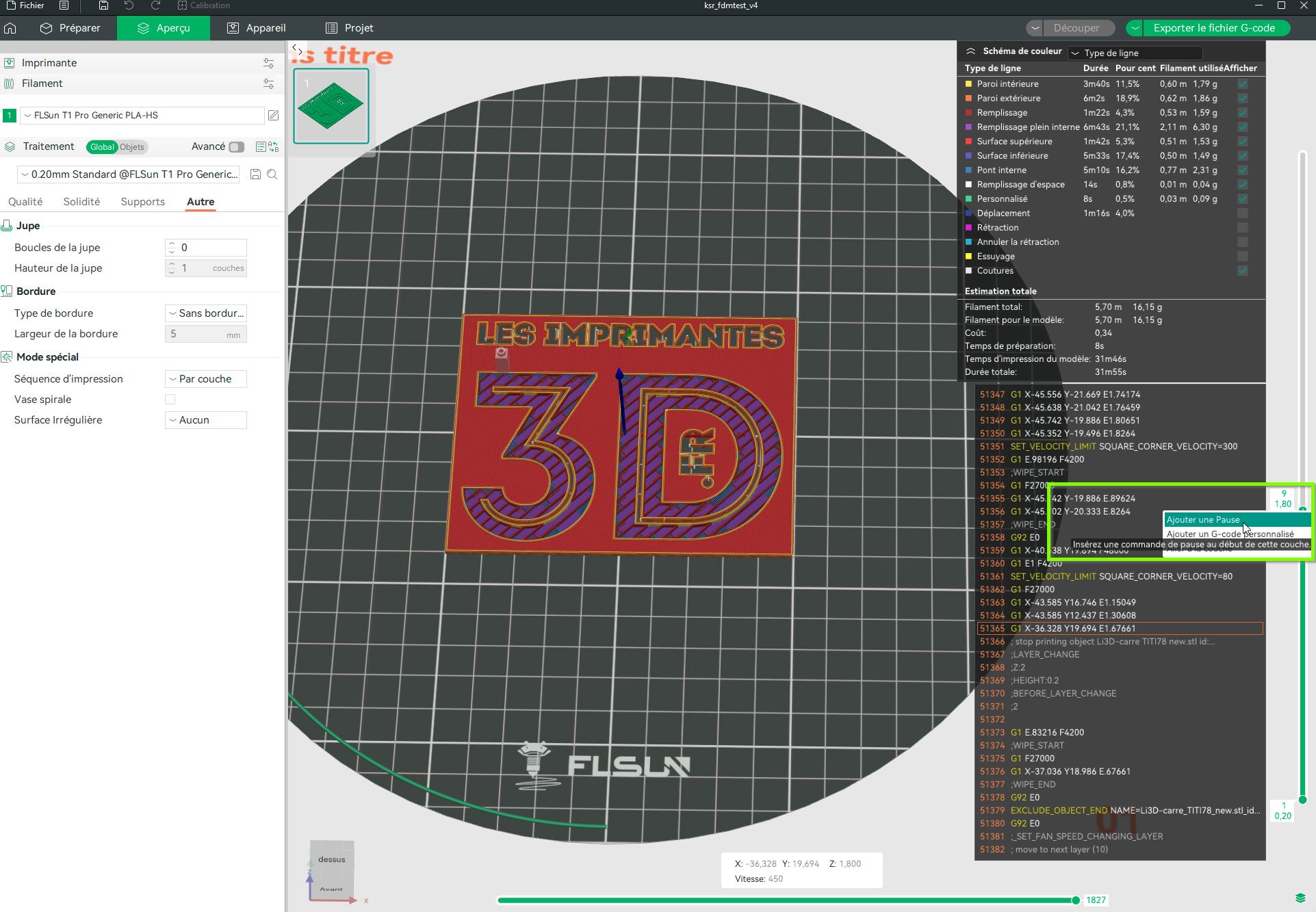
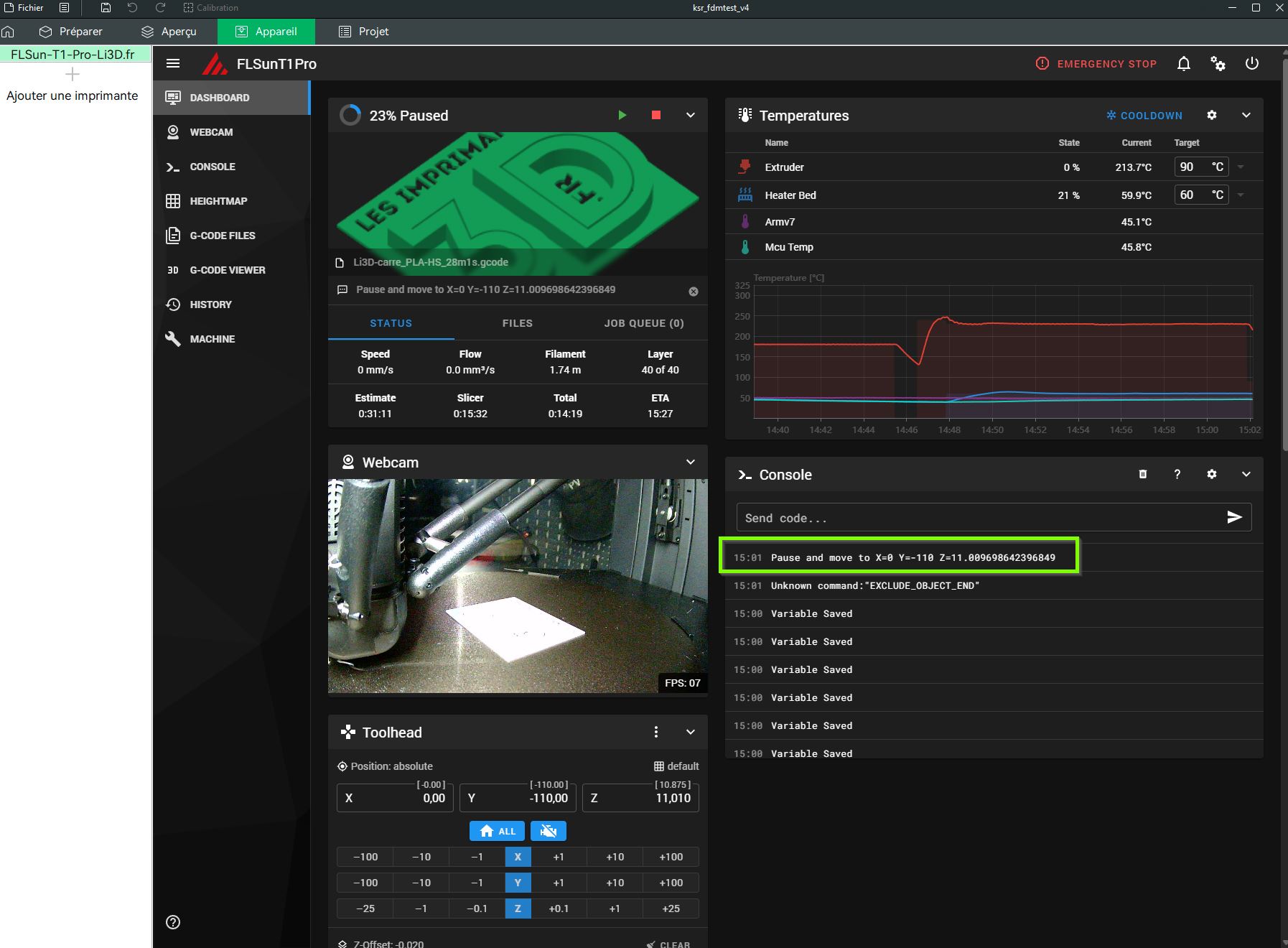
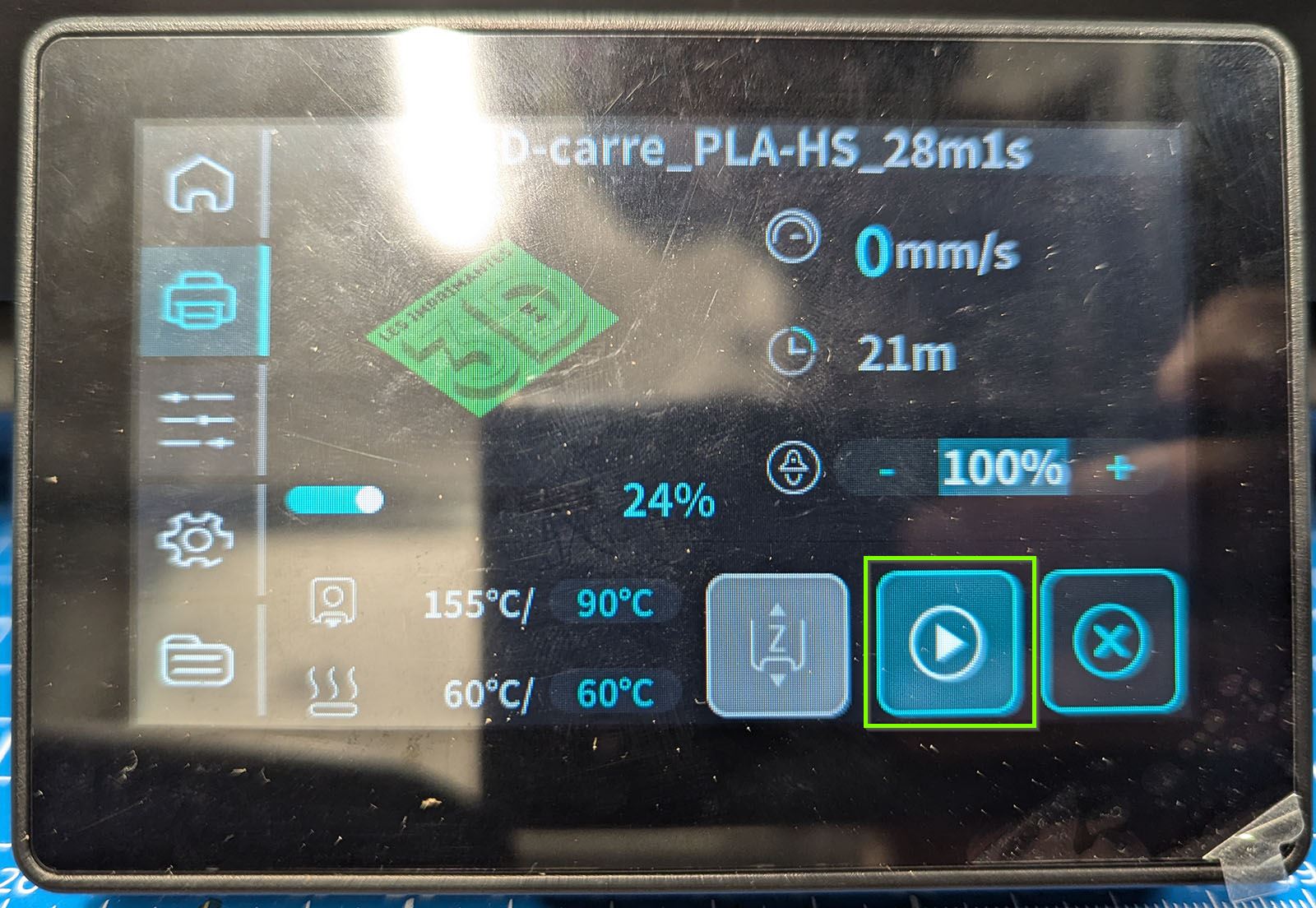
Juste avant la couche spécifiée, l’imprimante se met en pause et positionne la buse en périphérie du plateau afin de permettre une intervention manuelle pour le remplacement du filament. On peut le constater sur la page web de Mainsail mais rien n’est indiqué sur l’écran de contrôle (en dehors du bouton “Pause” qui s’est transformé en “Play”) :
Lors du changement de filament, il est fréquent que la buse chaude suinte. Il est donc essentiel de la nettoyer avant de reprendre l’impression. A ce moment, l’extrudeur va pousser le filament dans la partie de la buse vidée par ce suintement et imprimer dans le vide, ce qui peut entraîner des défauts d’impression s’il s’agit d’une partie visible de l’objet.

Quoi qu’il en soit, le résultat est là, un beau logo LesImprimantes3D.fr imprimé avec du PLA gris de chez Giantarm et du Formfutura Easyfil ePLA Pure Orange.
On notera tout de même une dernière couche pas parfaitement homogène ainsi qu’une jointure entre le remplissage et les parois parfois limite, preuve encore une fois de la sous-extrusion.
Impressions en TPU 95A
Afin de réaliser quelques impressions en filament souple avec la FLSun T1 Pro, j’ai utilisé la bobine qui était dans mon séchoir Creality Space Pi, du TPU-HF gris de chez Bambu Lab. C’est à ce moment que j’ai constaté qu’il n’est pas simple de poser un Dryer sur le “toit” de la machine, sans obstruer les trous d’aération :

A quelques jours de Halloween, j’ai imprimé des objets dans le thème avec, tout d’abord, cette chauve-souris réalisée en 1h50 :

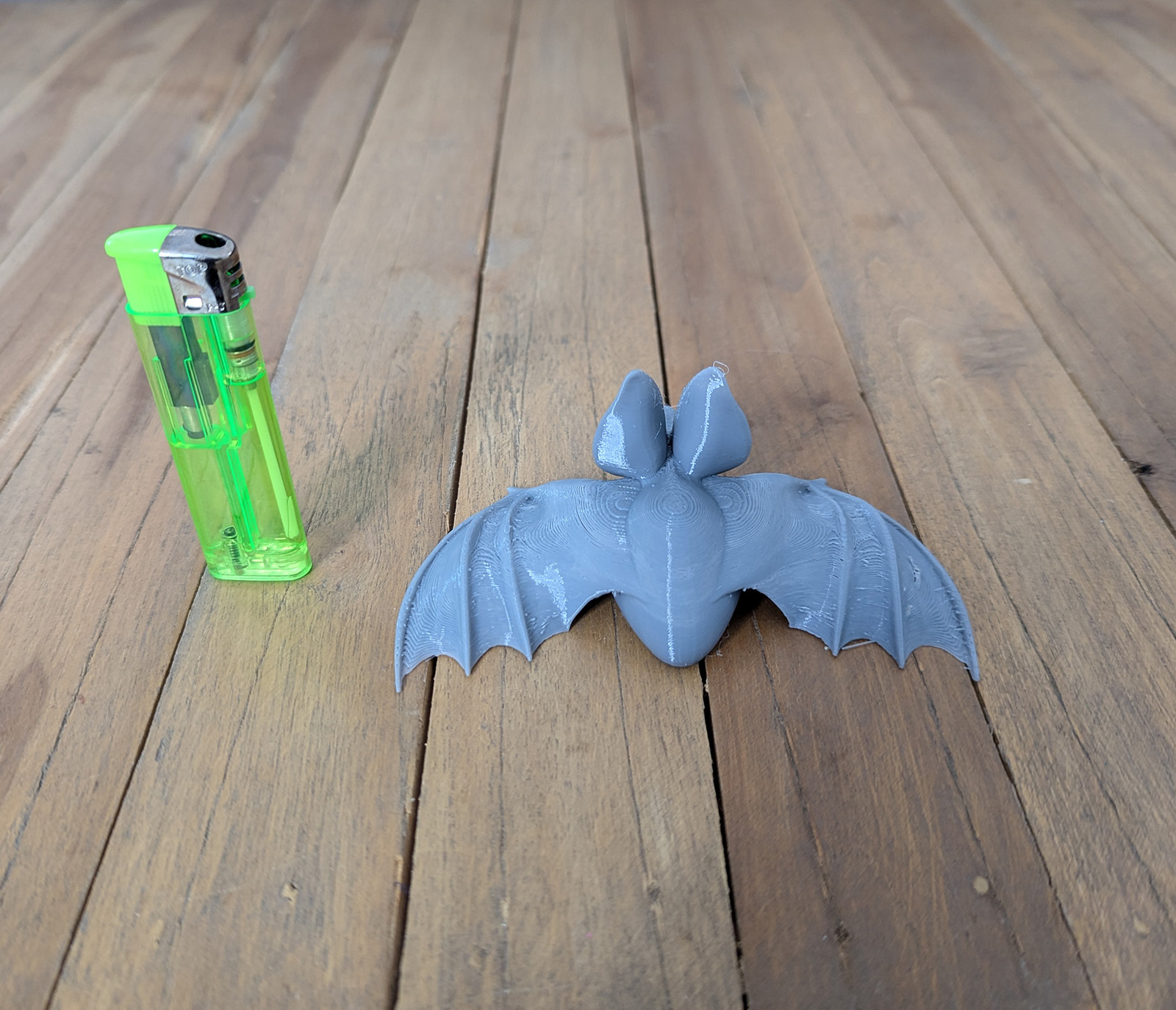



On a bien des défauts sur les ailes mais il faut tenir compte du fait qu’elles ont été imprimées sans aucun support. Pour du filament flexible, le résultat est donc remarquable. Les parties inclinées comme le cou de la bestiole sont également de superbe qualité. Dans l’ensemble, je suis très satisfait de ce premier print en TPU.
Ensuite, j’ai fait ce fantôme en 2h26 :

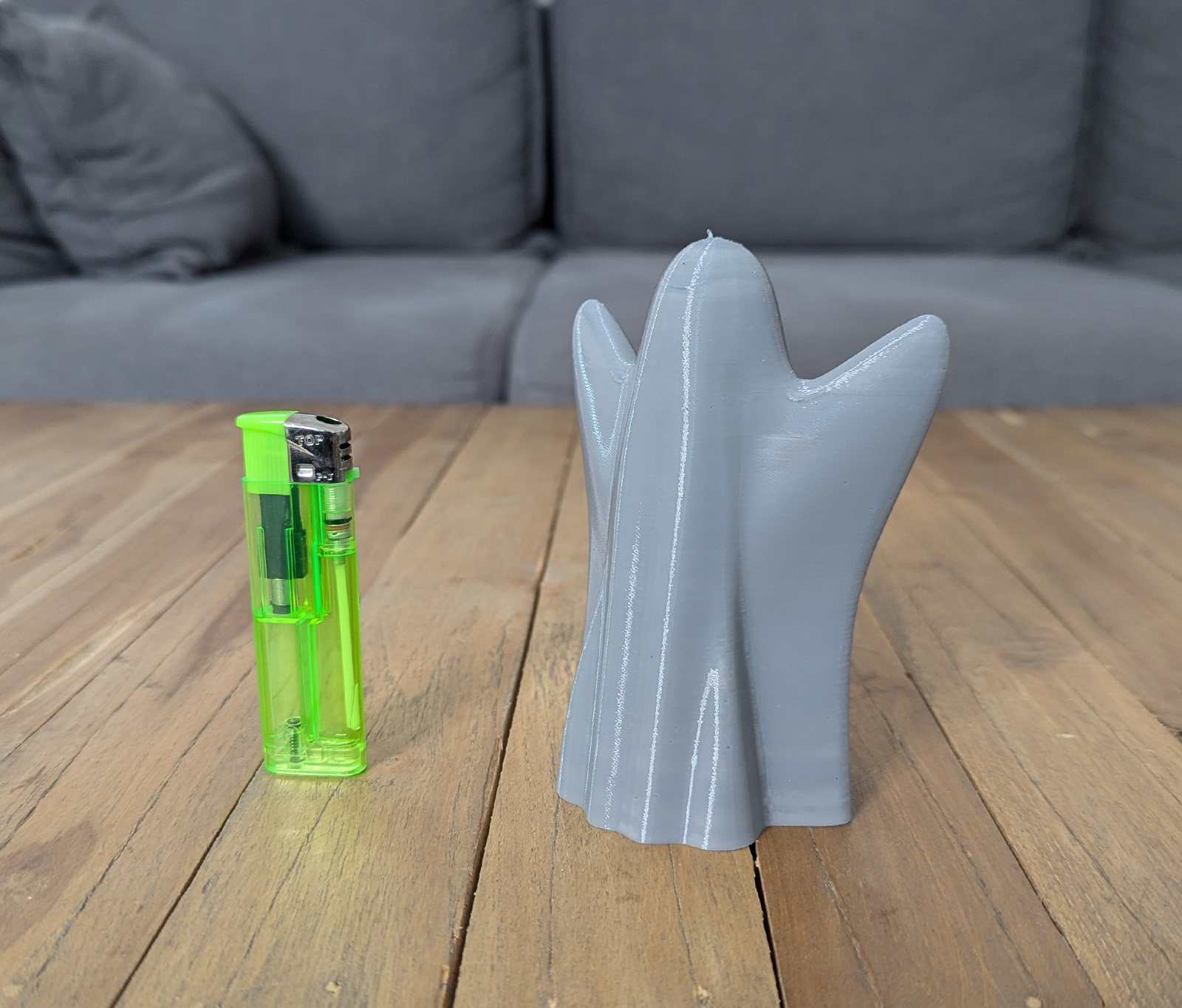



Ce ghost est moins impressionnant, avec des défauts plutôt prononcés au niveau des sourcils. Toutefois, en TPU 95A sans aucun réglage particulier, ça reste tout à fait acceptable.
Impression en PETG
Toujours dans la même thématique, j’ai imprimé cette citrouille tête de mort avec du PETG rouge transparent Stronghero3D en 1h13. Par défaut, le fichier 3MF était refusé par FLSun Slicer, faute de multicouleurs. Je l’ai donc d’abord ouvert dans Bambu Studio pour le passer en mono couleur. La durée d’impression y était estimée à 1h28. J’en ai profité pour reporter les réglages du designer, à savoir une densité de remplissage à 10%.





Rien à signaler sur cet objet lui aussi bien imprimé par la Flsun T1 Pro.
Impression en ABS
Bien que l’enceinte de la T1 Pro ne soit pas parfaitement étanche, elle est donnée comme compatible avec les filaments techniques. Pour vérifier cet argument, j’ai commencé avec de l’ABS “noname” en provenance d’Aliexpress pour cette sculpture de chauve-souris minimaliste imprimée en 1h30. J’ai aussi ouvert le 3MF dans Bambu Studio pour reporter les paramètres préconisés, à savoir un remplissage à 10% en grille et un brim extérieur de 10 mm (que j’ai retrouvé incrusté dans le plateau…). Dans ce slicer, avec les réglages par défaut pour la X1C, la durée d’impression était estimée à 2h24.





Au delta près d’un point de “brûlé”, cette statue est superbe, les couches et formes sont parfaitement lisses. Même la première couche est correcte alors que le brim m’a esquinté le plateau.

Impression en ASA
Pour en finir avec les matériaux techniques et la fête des morts, j’ai réalisé cette énorme araignée tête de mort articulée en ASA de chez Creality, chauffé à 280°C sur un lit à 100°C. Le 3MF comportait pas mal de réglages particuliers que j’ai reportés dans le trancheur de FLSun.
L’araignée a vu le jour en 4h36, sans encombre.






La qualité est aussi bonne que le modèle, ce monstre effraiera sans mal les plus jeunes téméraires qui viendront chercher des bonbons chez moi pour Halloween !
Tous les prints en timelapse
À l’exception du Torture Toaster pour lequel je n’ai pas eu de timelapse faute d’avoir exécutée l’impression depuis FLSun Slicer 2.0, vous trouverez ci-dessous toutes les autres impressions en vidéo accélérée.
La caméra, de piètre qualité et sur-exposée, ne filme pas toute la zone d’impression et ne permettra qu’une surveillance à distance limitée (sans application mobile ni notification). A ces désagréments s’ajoutent un enregistrement qui continue inutilement lorsque la buse est hors champ, l’absence d’option “smooth” (avec la tête qui se gare avant chaque photo) et l’arrêt (sans reprise) du timelapse lors d’une pause.
Consommation électrique

Sur ma première journée d’impression 3D (dans mon salon à 20°C), j’ai réalisé trois objets : le paladin (5h), le phare (1h30) et le support de caméra (1h20). La consommation électrique moyenne était de 155W pour le premier long print et de 165W pour les deux autres.
En considérant un tarif EDF de 0,25 € TTC par kilowatt-heure (option base EDF en octobre 2024) et une consommation moyenne de 0,16 kWh par heure d’impression, le coût énergétique d’une journée complète (24h) s’élève à environ 0,96 €. Cela représente une économie d’environ 20% par rapport à la S1.
Améliorations et upgrades
Hardware
Je n’ai pas mesuré la nuisance sonore de cette T1 Pro mais une chose est certaine, elle est nettement plus silencieuse que la S1 et il y a des chances qu’avec le ventilateur CPAP correctement raccordé à l’entrée d’air du châssis, elle le soit encore plus. Néanmoins, les déplacements rapides de la buse restent audibles, même depuis mon salon avec l’imprimante dans le garage. Quoi qu’il en soit, si FLSun a mis un silencieux sur la mémoire interne de la machine, c’est que ça ne peut pas faire de mal d’en imprimer un (ce que je n’ai pas fait puisque le ventilateur n’est pas en face du trou sur lequel le silencieux vient s’installer…).
J’ai tenté de corriger le problème d’alignement des aérations sur le capot de l’imprimante en le faisant pivoter :
Malheureusement, si ça semble être bon pour l’ouverture du ventilateur de carte mère, le cône pour le turbo fan ne tombe pas en face de ce dernier. De plus, en faisant tourner le capot ainsi, les languettes de maintien du plexiglass côté droit tombent désormais en face de la porte en verre qui n’en n’a pas besoin…
Software
Tout comme la S1 (voir ce chapitre de son test), la FLSun T1 Pro repose sur une distribution Linux Debian 10 (Buster) obsolète et fermée. Malheureusement, le firmware Open Source développé en collaboration avec Guilouz, qui permettrait une personnalisation plus poussée, n’a pas encore été publié au moment où j’écris ces lignes. En tout cas, je reste persuadé que c’est la meilleure chose à faire que de l’installer pour les utilisateurs avancés.
Sur le firmware d’origine, on peut ajouter une purge lors de déchargement du filament afin de limiter le risque de bouchage dans l’extrudeur. Pour ce faire, il faut modifier la macro UNLOAD_FILAMENT dans le fichier printer.cfg :
[gcode_macro UNLOAD_FILAMENT] #unload filament
gcode:
M117 unload_filament heating completed!
G91
# Ajouter la ligne suivante
G1 E10 F300
G1 E-100 F200
G90
M117 unload_filament done!
A qui s’adresse la FLSun T1 Pro?
La FLSun T1 s’adresse aussi bien aux amateurs et bidouilleurs (ayant un bon budget) qu’aux petites entreprises ayant besoin de faire du prototypage rapide. Une fois montée sans trop de difficulté, elle imprime vite et bien, elle convient donc également au débutant qui sait lire une notice et qui ne cherche pas du “plug and print”.
Toutefois, pour en profiter pleinement, il ne faudra pas hésiter à jouer des réglages dans le slicer et peaufiner la calibration, voire même la flasher avec un firmware plus ouvert et plus performant.
Mon ressenti personnel
Après la S1 qui m’avait autant “hypé” sur le papier qu’impressionné durant sa découverte, j’ai trouvé cette FLSun T1 Pro un peu fade. Ce n’est pas qu’une histoire de composants et finitions qui vont avec le prix de la S1. Je m’attendais à plus avec une version “Pro”, à une enceinte chauffée par exemple plutôt que le retrait pur et simple du système d’extraction d’air. J’avais également beaucoup plus accroché avec la V400 que j’avais d’ailleurs gardée longtemps. Cependant, juste derrière la S1, la T1 Pro est la seconde machine la plus rapide que j’ai été amené à tester, bien plus rapide que toutes les Bambu Lab ou encore la Creality K1C. De plus, elle imprime vite et bien sans souci particulier après montage. Il n’y a que le prix (hors lancement) et le volume d’impression qui peuvent vraiment faire pencher la balance en fonction du besoin.
Notes et conclusion
Qualité d'impression - 8
Fiabilité - 8.2
Logiciel - 7.5
Utilisation - 8
Rapport qualité / prix - 7.2
7.8
/10
- Rapidité ET Qualité
- Enceinte fermée
- Buse pouvant chauffer jusqu'à 300°C
- Calibration 100% automatique
- Documentation wiki
- Orca Slicer
- Encombrement en hauteur
- Étanchéité du caisson pas complète
- Conception du capot supérieur
- Plus d'extraction et filtration de l'air de l'enceinte
- Pas d'enceinte chauffée
- Pas tout à fait silencieuse
- Pas d'application mobile (on peut tout de même contrôler l'imprimante depuis un navigateur web)
- Choix logiciels de FLSun
- Firmware verrouillé
- Maintenance compliquée
- Pas de multi-couleurs



