

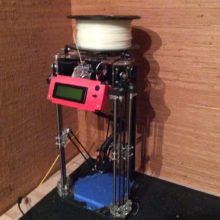
Plus qu’un test, c’est un véritable retour d’expérience que nous allons vous livrer. En effet, Mathieu et moi possédons une µDelta depuis respectivement 8 et 12 mois. Comme son nom l’indique, il s’agit d’une imprimante 3D Delta. Elle est fabriquée par la société toulousaine (cocorico!) eMotion Tech, spécialisée dans la conception et la revente d’imprimantes 3D. Vous pouvez retrouver toutes ses caractéristiques dans notre comparateur.
La genèse
Papa j’aimerais une Imprimante 3D…
C’était il y a plus d’un an, suite à la visualisation de vidéos sur YouTube. Après une petite veille rapide sur Internet, on s’est dit que c’était jouable et sûrement une bonne idée. Question budget, on s’est vite rendu compte qu’il fallait la monter soi-même et notre choix s’est orienté vers la société française eMotionTech. Nous les avons eu au téléphone et suite à leurs conseils, à leur franchise ainsi que leurs disponibilité, nous avons été conquis. Une MicroDelta a alors été commandée pour l’anniversaire de mon fils.
Unboxing
La première chose qui nous frappe en ouvrant le colis, c’est la quantité impressionnante de pièces. Le tout est bien emballé dans différentes petites boites en carton remplies de petits sachets. Nous avons pris toutes les options de cette imprimante, à savoir :
- Un plateau chaufant
- Un Support de bobine
- Un anneau de LED
- Un écran LCD



Comme pour les meubles Ikea, on se retrouvera d’ailleurs avec quelques pièces supplémentaires qui nous feront relire le mode d’emploi plusieurs fois (ce qu’on nous vous conseillons en tout cas)… L’inverse aurait été plus embêtant, même s’il est à noter que Mathieu a eu quelques soucis avec des vis ne correspondant pas à la documentation. Heureusement, le SAV eMotion Tech a été très réactif !
La µDelta utilise aussi un grand nombre de matériaux différents. C’est ce qui lui donne à mon sens son design si particulier :
- Du bois : les plateaux de soutient haut et bas de l’imprimante peint en noir
- De l’acrylique (PMMA) : la plus part des parties mécaniques de transmission
- Du métal : barres rectifiées, visserie, roulements à billes et biellettes
- Du plastique : avec une impression 3D du support de la HotEnd
Après avoir mené notre petite enquête, il s’avère que les plateaux sont en multiplis nautique. Ils sont usinés en Ariège puis peint dans un ESAT (un établissement et service d’aide par le travail). Ce dernier point mérite d’être noté (bravo).

Les pièces acryliques sont découpées au laser par plusieurs entreprises différentes dont une grande partie est en France (mais pas toutes). A noter que l’acrylique est souvent critiqué pour son côté fragile mais après plusieurs mois d’usage (parfois intensif), aucune casse n’est à déplorer. Il faut cependant prendre soin à ne pas trop serrer les vis qui maintiennent ces pièces.
Les biellettes sont du Traxxas (US). Elles sont assemblées en France dans un autre ESAT (encore bravo). Les tiges et la visserie viennent du Nord de la France.
L’électronique vient sans surprise de Chine mais le fondeur a pour contrainte d’acheter des composants officiels et de respecter les spécifications (épaisseur de cuivre, qualité des composants, etc.).
Et finalement assez peu de pièces en impression 3D (ce qui est étonnant pour une imprimante 3D RepRrap). La plus grosse étant le support de la HotEnd et quelques pièces des modules optionnels. Les impressions sont faites sur des imprimantes 3D de type UP et en ABS pour un résultat plutôt de bonne qualité, bien que Mathieu ait peiné à faire entrer la tête d’impression dans son support.
On a donc en sortie de boite des pièces et composants de qualité qui sur le papier promettent une belle machine… Nous allons voir cela au montage.
Le montage
On distingue grosso modo 7 parties dans le montage de la uDelta :
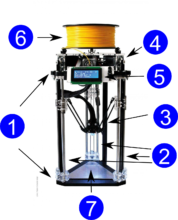
1 – Les deux plateaux tenues par de tiges rectifiés
La structure de la µDelta est constituée de deux plateaux en bois tenus et séparés par 6 tiges lisses rectifiées chromées de diamètre 8mm. Ces tiges sont constituées à 0.55% de carbone (CK55), offrant ainsi une très bonne solidité et rigidité. Elles sont rectifiées avec une précision de +/- 12 microns.
Ces tiges doivent êtes enfoncées en force dans les plateaux en bois avec au minimum un maillet. C’est une des premières étapes de la construction de la machine et on panique un peu car pour une machine de précision, on se dit que ça commence un peu “bourrin” quand même… De plus, il faut que l’écart entres les plateaux soit le même au niveau de chaque tige. Mais ça on ne le sait qu’à la fin et comme les tiges ont été enfoncées en force, il est difficile de modifier d’éventuels écarts. D’ailleurs, si vous n’avez pas de maillet, ne faites pas comme Mathieu le bœuf qui y est allé au marteau. Résultat des courses, l’extrémité des tiges était abîmé et ce fut encore plus dur pour lui de les insérer dans les plateaux et d’ajuster la hauteur ! Au pire, pour l’utilisation d’un marteau mieux vaut utiliser un tasseau.
On aurait aimé se passer de ce passage en force avec un système de fixations plus facile à manipuler. A noter la présence d’un système d’arrêt sur le haut des tiges. Ceci empêchera à la longue que le plateau du haut descende sous les vibrations de l’imprimante.
C’est la seule étape durant laquelle ce n’est pas mon fils mais moi-même qui ai monté l’imprimante. Malgré le côté brutal de cette étape du montage, il faut souligner que c’est assez efficace puisqu’un an après rien n’a bougé.
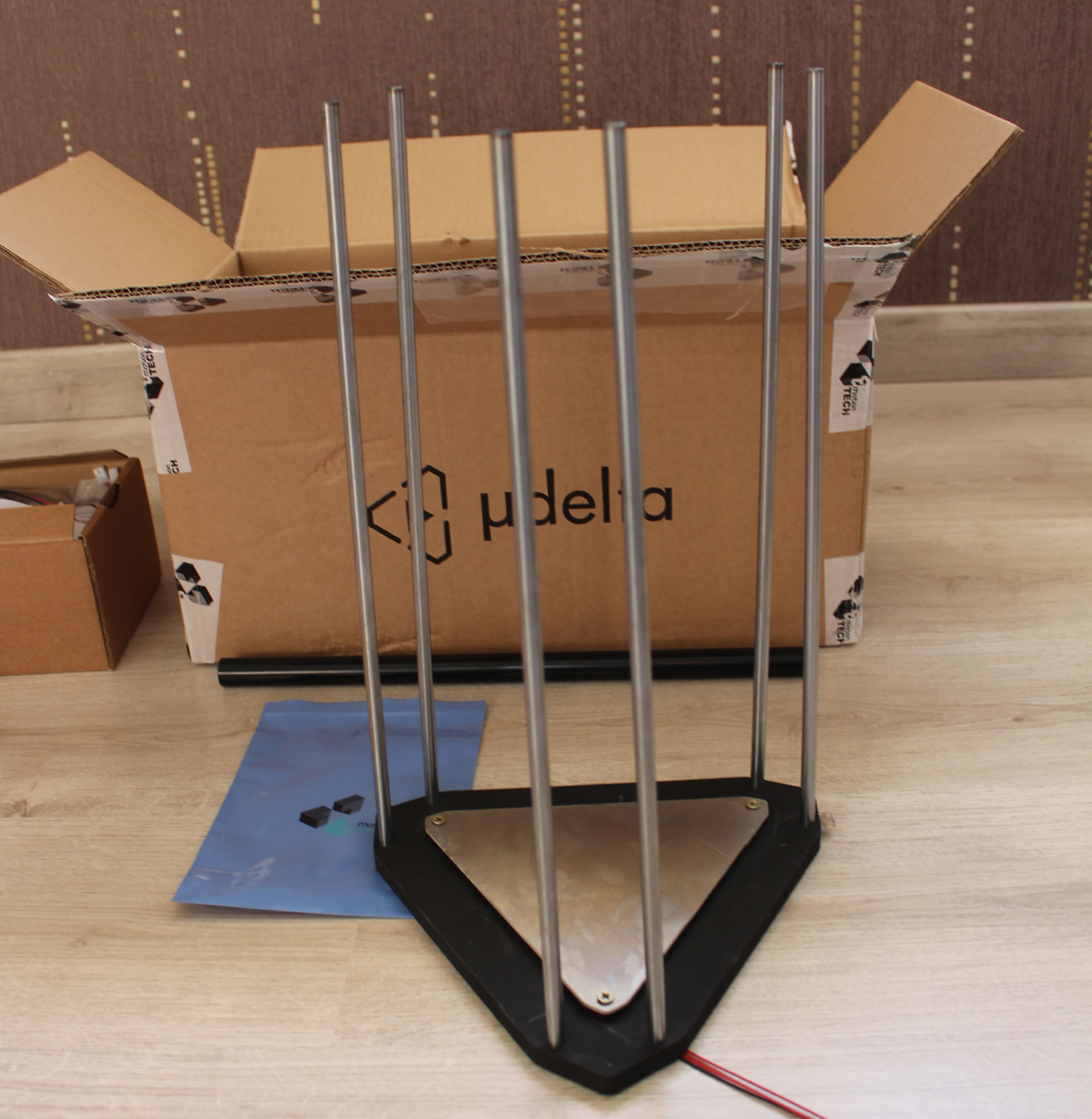
2 – Les roulements à billes avec courroies et moteurs
Sur chacune de ces tiges coulissent un ou deux roulements à billes linéaires. Ça fait quand même au total pas moins de 9 roulements à billes linéaires pour guider la tête d’impression. Ces roulements à billes font coulisser un chariot le long de deux tiges verticales. Chaque chariot est donc maintenu le long des deux tiges par trois roulement à billes à l’aide de colliers de serrage.
Au début, ce système de fixations avec collier de serrage nous a laissé perplexe avec mon fils. On s’est dit que cela n’allait jamais tenir et Mathieu avait ressenti la même chose. D’ailleurs, au début, on n’a même pas osé couper les bouts de colliers qui dépassaient en pensant qu’il allait falloir les resserrer de temps en temps. Six mois après, on a coupé les bouts qui dépassaient et un an après rien n’a bougé…
Les chariots en acrylique transparent sont, il faut le dire, du plus bel effet. En revanche, ils représentent à eux seuls un véritable Lego Technique et on se dit qu’il doit y avoir des esprits très tortueux derrière leur conception…

Une courroie fixée à un moteur pas à pas Nema 17 (pas de 200 et 49N.cm) permet de faire monter et descendre chaque chariot. Pour cela, la courroie forme un circuit fermé avec en bas une poulie roue libre et en haut une poulie à dents entraînée par le moteur. Cette courroie en caoutchouc est renforcée en fibre de verre et dentelée pour être entraînée correctement par la poulie du moteur. Elle est fixée au chariot par des colliers en plastique elle aussi. Et encore une fois, malgré nos doutes, rien n’a bougé après plus de 12 mois.
Un astucieux système (de nouveau tout droit sorti d’un cerveau tortueux) permet de tendre la courroie à l’aide d’une vis papillon. Mais à quel point faut-il la tendre ?! Le support nous a indiqué que l’on doit pouvoir facilement faire toucher les deux bouts de la courroie avec deux doigts. Donc la mesure exacte est : “tendu mais pas trop” !
En haut de chaque axe vertical est positionné un capteur de fin de course. Ce dernier indique à l’imprimante quand un chariot est en butée haute.



Les tiges rectifiées ont besoin d’être graissées au bout d’un moment. On ne sait pas trop au départ quel produit utiliser et un échantillon serait bien pour aiguiller les novices. Nous avons opté pour de la vaseline en pharmacie et Mathieu de l’huile WD40 dans l’urgence.
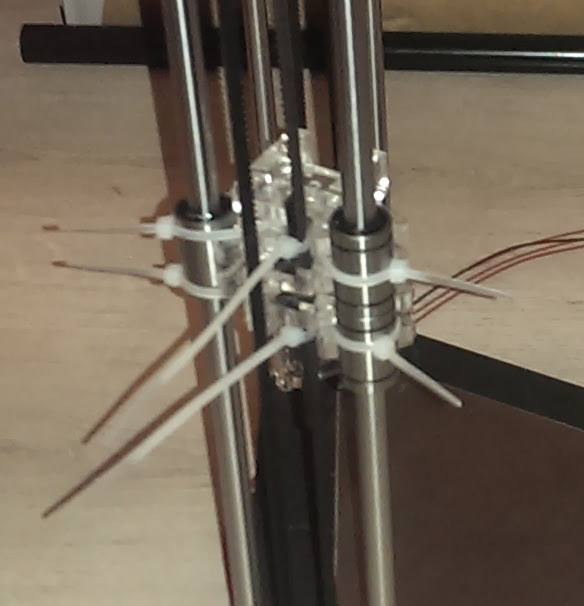
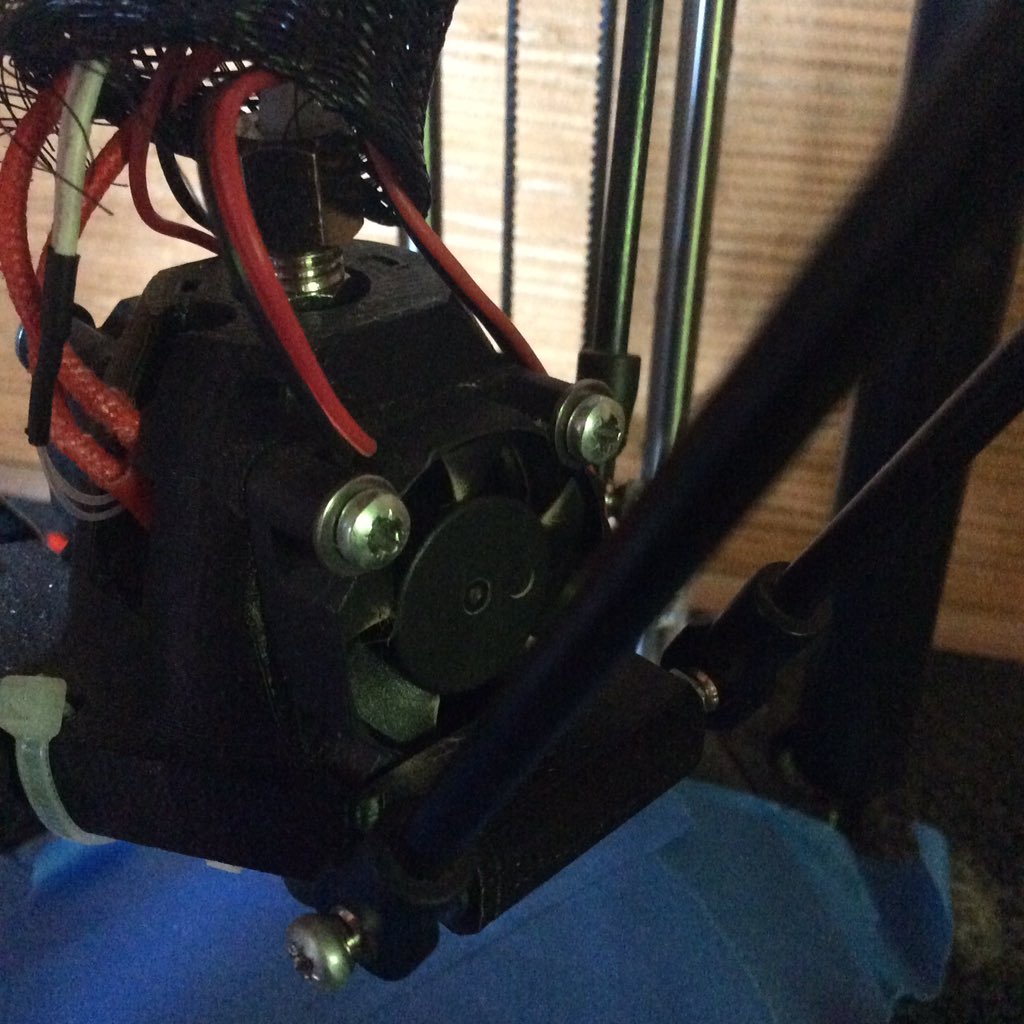
3 – La tête d’impression
La tête d’impression est tenue par 6 biellettes en fibre de carbone qui sont attachées deux par deux aux chariots. Chaque chariot en montant et descendant entraîne ou éloigne la tête d’impression de son axe. De la vraie mécanique de modélisme, de qualité et de précision. C’est ce système qui rend le mouvement d’une µDelta si hypnotique .

Les biellettes portent la seule pièce imprimée en 3D de cette imprimante, qui elle-même porte la tête d’extrusion. La tête d’extrusion permet la conversion du filament froid sortant de la bobine en boudin extrudé se déposant sur le lit d’impression. Cette tête est un kit Hexagon 1.75mm. Le kit Hexagon est fourni avec une buse de 0,4 mm mais elle peut être remplacée par des buses de 0,3 ou 0,5 mm (que nous n’avons pas testées) . L’imprimante est d’ailleurs livrée avec une mini clé indispensable pour effectuer le changement de buse.
Il est mentionné dans la documentation qu’il faut bien serrer la buse avec cette clé, même avec le kit fournit de base. Je confirme car il nous est arrivé une petite mésaventure. N’ayant pas resserré la buse en sortie de carton, le filament qui sort à 200 degrés s’est mis à fuir. Ceci a rapidement été corrigé avec un petit tour de clé…
L’Hexagon est chauffé à l’aide d’une cartouche de chauffe 12v-40w et contrôlé en température par une thermistance en verre scellé. Le tout est protégé par un capuchon en silicone qui permet de protéger la tête du ventilateur afin de garder une température constante.

Un petit mot sur le contrôle de la température : la sonde a une marge d’erreur de 1% et sa température affichée dépend aussi de son placement (manuel). Du coup, la température d’impression idéale dépend de l’installation et peut différer d’une imprimante 3D à l’autre. C’est à vous qu’il conviendra de déterminer votre température idéale d’impression pour chaque filament à l’aide d’une tour de température par exemple.
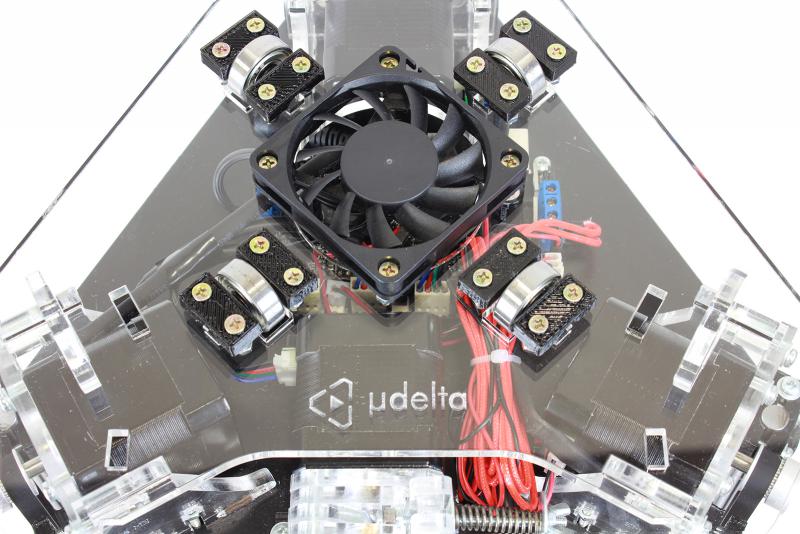
Deux ventilateurs de 30mm refroidissent le radiateur du corps de chauffe. Un seul est constamment allumé dès que l’on branche l’imprimante. D’ailleurs, il doit absolument être en fonctionnement dès que du filament traverse la tête d’impression. Dans le cas contraire, le filament va fondre dans toute la tête d’extrusion est vous serez bon pour un nettoyage complet au chalumeau ou au décapeur thermique… Et oui, le filament ne doit fondre qu’au niveau de la buse.
Le deuxième ventilateur refroidit aussi le radiateur de l’Hexagon mais augmente le flux d’air à l’intérieur de la tête en forme de cloche. Ainsi, l’air est propulsée sur la sortie de la buse et refroidit le filament à sa sortie.
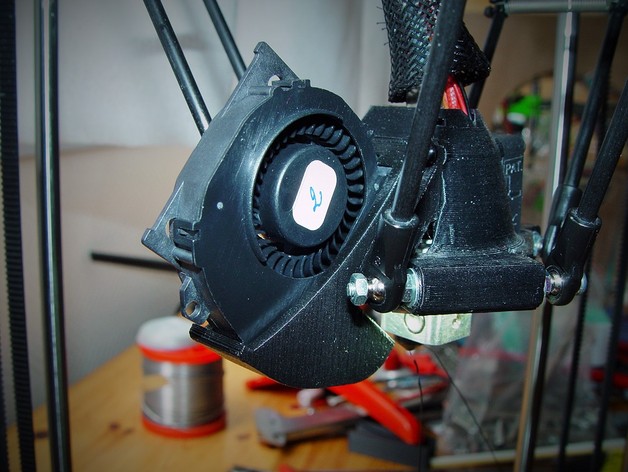
Personnellement, mon fils et moi n’imprimons que du PLA et le deuxième ventilateur est toujours coupé et nous obtenons des pièces de très bonne qualité. Par contre, Mathieu l’a utilisé pour des impressions PETG et ABS et les résultats l’ont poussé à installer l’upgrade “blower” (un ventilo turbine + et son support imprimé en 3D).
Un mécanisme appelé “extrudeur” pousse le filament du haut de l’imprimante vers la tête d’impression via un tube de PTFE. La connexion entre le tube et le kit Hexagon se fait via un pneufit. Ce dernier est très pratique pour facilement retirer le tube PTFE mais il est très fragile. Il a d’ailleurs cassé au bout de six mois. Grâce à la garantie, nous l’avons remplacé par un pneufit olive. Ce modèle est beaucoup plus efficace et solide mais il est statique.

Le design de l’extrudeur est dans la lignée des chariots : un très beau Lego en acrylique transparent. Le filament y est entraîné par un moteur Nema 17. Il faut dire que cet extrudeur fonctionne très bien. Nous l’avons testé avec du PLA (dont l’argenté de chez Verbatim), G-Fil, ABS, du Flex et même du filament métal bronze à hauteur de 30%.
Voici une petite astuce pour imprimer du filament de type Flex avec cet extrudeur en y ajoutant un morceau de tube PTFE :
L’astuce d’@emotiontech pour imprimer du filament Flex sur son #imprimante3d MDelta 😁 @Imprimantes3D #makers pic.twitter.com/72YibsJZw8
— elcp72 (@elcp72) 17 novembre 2015
4 – L’électronique
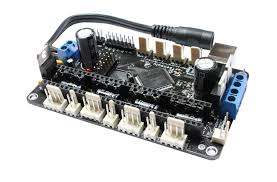
Le montage de l’ensemble de l’électronique s’effectue sans aucune soudure. Toute la connectique est branchée sur une carte Teenslyu alimentée par une alimentation 12v/120w . La Teensylu 0.8 est une carte électronique open-source simplifiée de contrôle. Sur cette carte seront connectés :
- 3 capteurs de fin de course,
- 4 moteurs,
- 2 thermistances,
- 1 cartouche chauffante,
- 1 patch chauffant,
- 3 ventilateurs,
- 1 LCD,
- 1 anneau de LED,
- 4 pilotes moteurs pas à pas.
Et il ne reste plus de place…
Toute l’électronique est bien cachée entre le plateau et le support de bobine (en option). Cette astuce permet de bien isoler tous les fils de l’imprimante et ainsi de ne pas trop y toucher par mégarde. Ceci est très confortable, surtout pour de jeunes utilisateurs. Cacher les nombreux fils donne aussi à cette machine une réelle esthétique.
Le mode d’emploi est très clair et ne demande aucune connaissance électronique pour effectuer les branchements. Malgré les détrompeurs, on vérifie à deux fois les branchements.
Alors, le fil rouge sur le fil rouge…
En revanche, on ne comprend pas pourquoi cette imprimante n’est pas fournie avec un petit interrupteur. Ceci serait quand même plus pratique que d’arrêter l’imprimante au niveau de la prise de courant ou du transformateur !
5 – Les options
Le LCD avec support carte SD

L’option LCD est surement et de loin l’option la plus pratique. En effet, elle permet de donner des ordres à l’imprimante et ainsi la rendre autonome. Sans ce support LCD, l’imprimante ne peut recevoir d’ordre que d’un PC connecté. Une carte SD (non fournie) permet d’y stocker ses modèles et les lancer directement depuis le LCD.
Il ne va pas sans dire qu’une impression 3D peut durer des heures. Il serait dommage de monopoliser un PC allumé durant toute la durée de l’impression.
Les attaches pour fixer le LCD ne sont pas fournies avec le kit. Les modèles à imprimer sont disponibles sur le site d’EmotionTech. Une petite documentation sur les différents menus du LCD serait aussi la bienvenue même si les menus sont globalement assez intuitifs. Sinon, pour le reste il y a les support d’EmotionTech qui – de notre expérience – se fait toujours un plaisir de répondre aux questions.
Le support de bobine
Cette option permet de placer un bobine de filament au dessus de l’imprimante. La bobine est posée sur roulement à billes. La bobine va tourner sur elle-même, entraînée par l’extrudeur qui tire le filament.
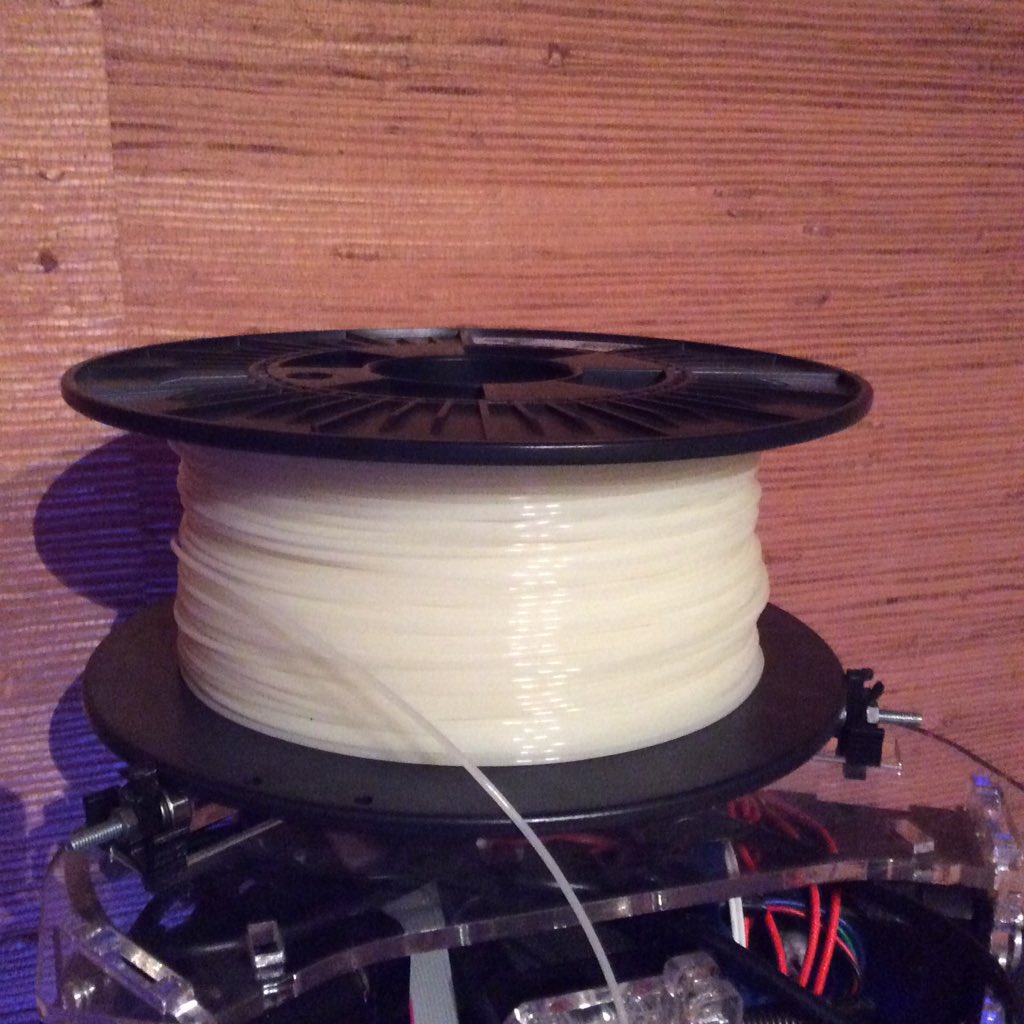
Encore une fois, superbe esthétique de ce plateau, dans la continuité de l’imprimante avec un socle transparent gravé. Ce dernier, comme expliqué plus haut, permet aussi de cacher l’électronique.
Un ventilateur au centre refroidit le carte électronique à travers la bobine.
Ce support de bobine ne devrait pas être une option. Il fait vraiment partie de l’imprimante.
Le plateau chauffant

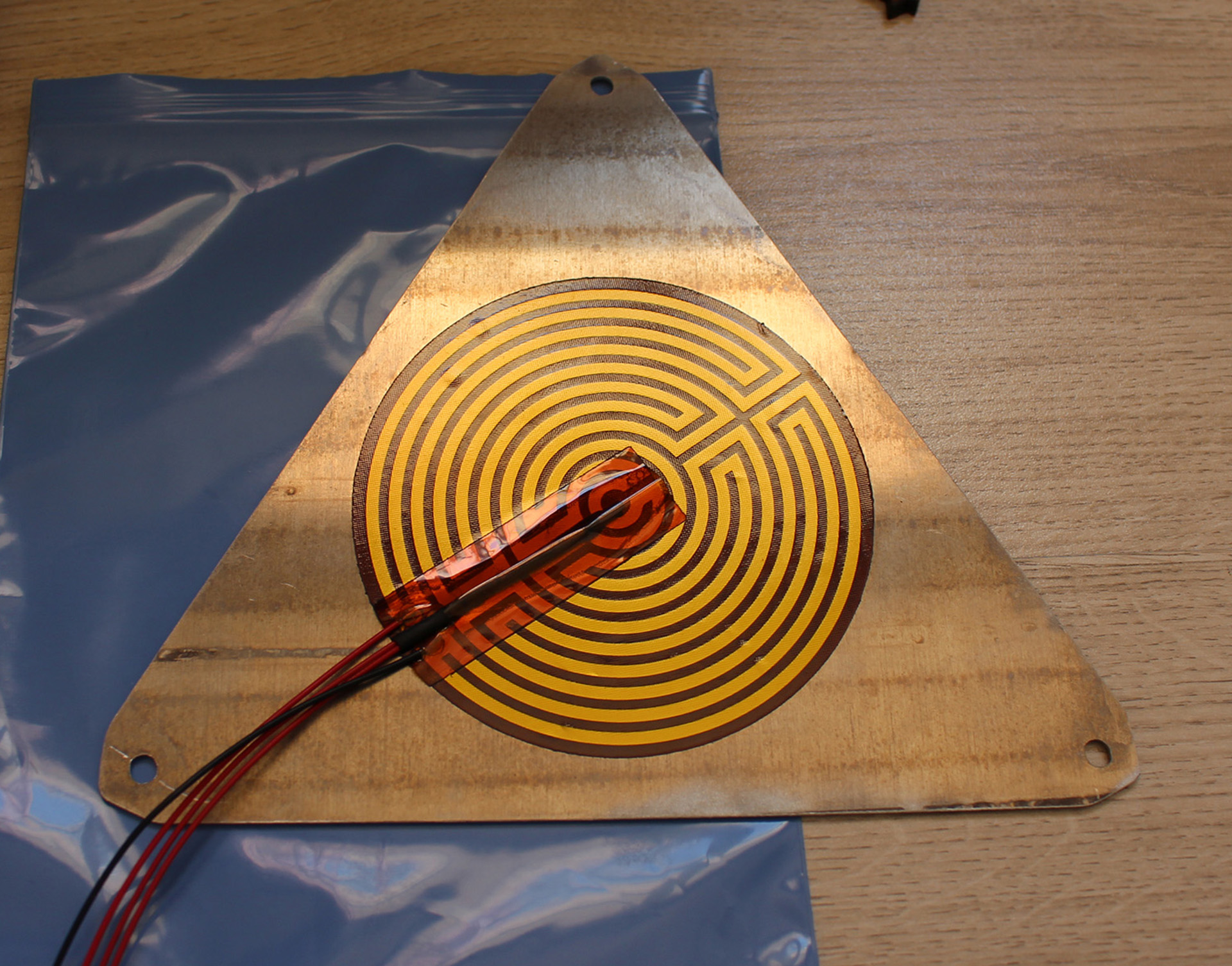
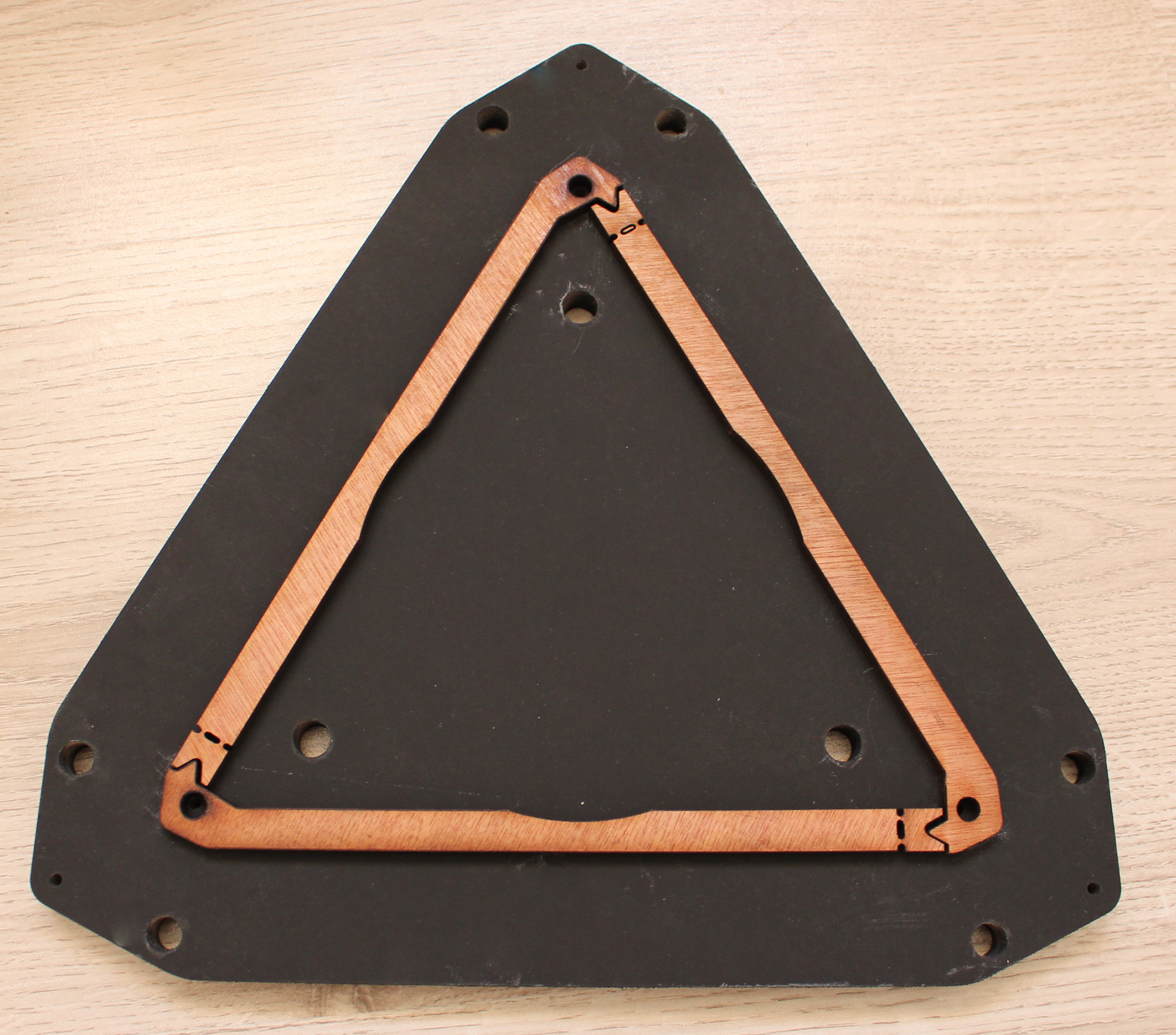
Le plateau chauffant est en fait un patch chauffant à coller sous le plateau en aluminium. Il est surélevé par trois entretoises. Une thermistance contrôle la température du plateau. Encore une fois, le soucis du détail est présent avec un tube le long d’un des axes qui permet de cacher et protéger les fils disgracieux.
A quoi peut bien servir un plateau chauffant ? Et bien à limiter la rétraction du plastique sur de grandes pièces : le phénomène de “warping“. Pour imprimer du filament ABS, il est juste indispensable et est conseillé pour du G-Fil.
Personnellement, pour des raisons sanitaires (on ne fera pas ici un cours sur les différentes compositions des filaments et leurs risques), mon fils n’imprime qu’en PLA . Dans ce cas, le plateau chauffant est vraiment optionnel en vue de la surface d’impression de la µDelta.
L’anneau de LED

L’anneau de LED se fixe sous la tête d’impression et éclaire ainsi l’impression en cours.
Bon là, c’est un gadget mais mon fils adore, d’ailleurs c’était une option non négociable à l’achat de l’imprimante 🙂 En revanche, si c’est effectivement très joli, cela pose un inconvénient lors de la prise de photos ou vidéos de l’impression : il y a une surexposition à la lumière. Un variateur de lumière connecté à l’anneau de LED aurait été le bien venu.
Conclusion du montage
Mon fils a globalement mis 12 heures à monter l’imprimante tout en réalisant des vidéos d’illustration. C’est un vrai jeu de patience digne d’un Lego Technic ou d’un Meccano. Mais franchement, on y prend plaisir. Une seule étape délicate à retenir : le passage en force des barres rectifiées dans les plateaux en bois.
Malgré une documentation plus que très précise, on ne va pas vous cacher que l’on a fait quelques erreurs lors du montage et ainsi démonté et re-monté certaines pièces. Mais au final, on est très content du résultat.
Bref, on s’amuse vraiment à monter cette imprimante.
Voici une vidéo accélérée du montage total de l’imprimante :
Installation du logiciel
La partie matérielle étant terminée, il faut maintenant s’attaquer au logiciel. L’imprimante a besoin d’un logiciel pour plusieurs choses :
- Calibrer,
- Piloter manuellement les composants de l’imprimante,
- Générer le code d’impression d’un modèle 3D,
- Imprimer si on n’a pas l’option LCD.
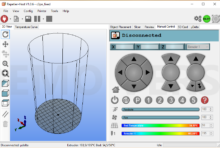
Pour réaliser tout ça, eMotionTech s’appuie sur le logiciel opensource Repetier Host. Sur leur site est disponible une version de Repetier Host entièrement configurée pour la µDelta avec en plus un “plugin” pour la contrôler et la calibrer.
La connexion entre l’imprimante 3D et le PC se fait via un câble USB. Une fois connecté, on peut déjà s’amuser à faire marcher les ventilateurs, les moteurs et faire chauffer la buse. A ce stade, on est déjà très fier.
C’est moi qui l’ai fait 🙂
Le logiciel installé dans la carte électronique de l’imprimante (le firmware) est configuré par défaut sans option. Il faut alors déverser dans cette carte une version du logiciel configuré avec les options que vous avez choisies.
Pour cela, on utilise un petit “batch” à l’ancienne avec un menu en ASCII. A l’ancienne mais qui fonctionne à merveille à l’aide d’une documentation comme d’habitude bien faite qui nous guide pas à pas. Aucun souci donc pour la mise à jour du firmware qui rassure franchement dans l’obtention de nouvelles options.
La première impression
A ce stade de l’expérience, on se dit que c’est bon est que l’on va enfin pouvoir imprimer. Bon, c’est pas encore pour tout de suite mais on s’en rapproche…
Une étape importante est qu’il ne faut en aucun cas négliger c’est le calibrage. En effet, c’est vous qui avez monté l’imprimante et malgré toutes les précautions et un très grand soin, le montage reste manuel donc approximatif. La perpendicularité des tiges, le parallélisme des plateaux et la distances entres les plateaux ne sont sûrement pas parfaitement exacts. C’est là que le calibrage intervient pour justement enregistrer dans la carte électronique tous ces paramètres.
Mais pas de panique, c’est une opération manuelle qui est parfaitement guidée par le plugin installé avec Repetier Host. Pour ce faire, il suffit de descendre la tête d’impression petit à petit sur trois points prédéterminés. Il faut descendre la tête d’impression jusqu’à laisser l’épaisseur d’une feuille de papier. Je vais être franc avec vous : au début, on a été très sceptique sur ce calibrage mais étonnamment ça marche parfaitement bien !
On aurait préféré un capteur inductif pour une auto-calibration, surtout que l’on a un plateau en aluminium. Mais avec un plateau triangulaire fixe et un axe unique en Z, une re-calibration n’est pas souvent nécessaire. A noter qu’il existe un moyen peu connu d’ajuster logiciellement cette calibration dans le logiciel. Pour de plus d’amples informations sur la procédure à suivre pour cette calibration logicielle, un petit mail au SAV et ils vous feront un plaisir de vous la transmettre (ou venez demander sur le forum).
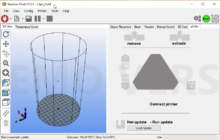
Le grand moment approche : on va fondre du filament ! Pour cela, il faut l’insérer dans l’extrudeur et faire tourner le moteur pour que le filament atteigne la tête d’impression (au moins 350 mm de fil). Il faut utiliser l’onglet “Manuel” du plugin µDelta sur Repetier Host.
On se fait presque tous avoir sur cette première manipulation : le moteur de l’extrudeur ne fonctionne pas tant que la buse n’a pas atteint la température de 170°. Au début c’est alors la panique, on se dit qu’on a déjà un moteur de cassé ou alors qu’on s’est trompé sur le montage mais il n’en est rien !
Il ne faut pas oublier de biseauter le filament pour qu’il passe sans souci à travers le tube PTFE et la jonction du pneufit au niveau de la tête d’impression. A noter que le passage en “pneufit olive” facilite grandement cette opération.
Aucun problème au niveau de l’extrudeur, le moteur entraîne bien le fil et il est d’ailleurs très plaisant de voir par transparence son filament avancer. Ne pas oublier de régler la vis du ressort pour obtenir la pression voulue au niveau du roulement à billes. A noter que ce paramètre peut être à ajuster en fonction des filaments (et de leur souplesse).

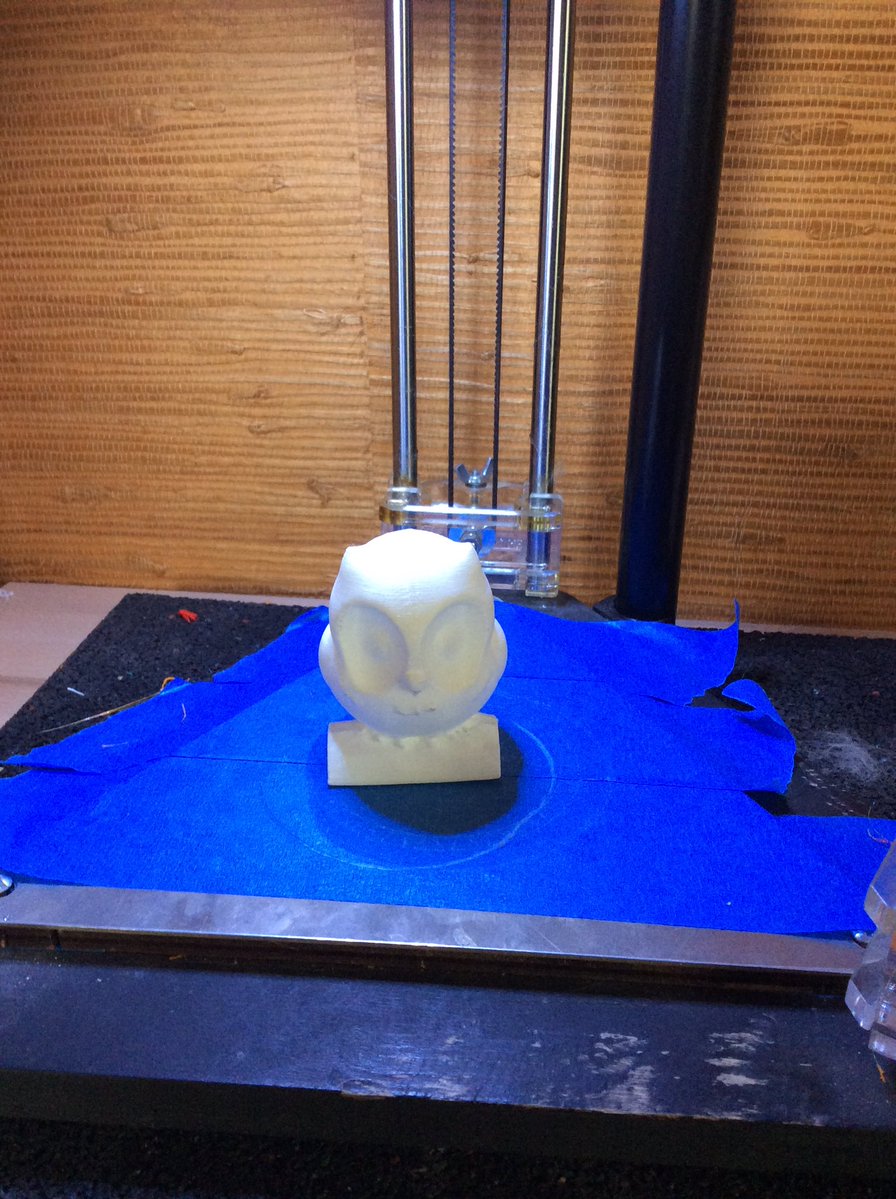
Voilà, on est enfin prêt pour une première impression !!! Tout excité, on choisit un modèle sur Thingiverse. On se souvient toujours de son premier “print” et pour nous c’était un modèle Minecraft.
Une fois le modèle soigneusement choisi, il faut le “slicer”. Ce terme désigne l’opération qui consiste à “trancher” notre modèle en couche pour fournir un “gcode” compatible avec notre imprimante. Deux slicers sont disponibles par défaut dans notre installation de Repetier Host : “Slicer3D” et “CuraEngine”. Ces deux slicers comportent de nombreuses options de configuration : vitesse d’impression, température de chauffe, type de support, type d’accroche… Soyons clairs, il faut un petit moment avant de maîtriser tous ces paramètres qui sont à ajuster en fonction du type de pièces et filament utilisé. Ceci pourrait faire à lui tout seul l’objet d’un autre article !
Pour une première impression 3D, on choisit généralement les paramètres par défaut avec une hauteur de couche de 0,2mm.
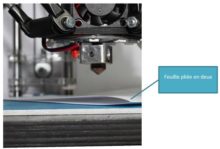
Dire que le premier “print” de sa vie fonctionne du premier coup serait mentir… En ce qui nous concerne, notre premier print a eu un problème d’accroche. En effet, la première impression n’a pas accroché à la plaque d’aluminium. Après un rapide tour sur les forums, on s’est rendu compte que le scotch bleu fournit dans le carton ne servait pas à attacher les fils… Il sert à recouvrir la plaque d’aluminium afin d’accrocher le plastique en sortie de buse.
A ce sujet, je vous conseille vivement d’opter pour une version extra-large de cet adhésif dans votre magasin de bricolage préféré car celui fourni de base est un peu léger au niveau taille.
Le polyimide (à utiliser pour l’ABS car résiste aux hautes températures) est à privilégier en bande de taille moyenne. Avec des bandes trop petites, c’est long et fastidieux et avec des bandes trop larges, ça fait plein de bulles !
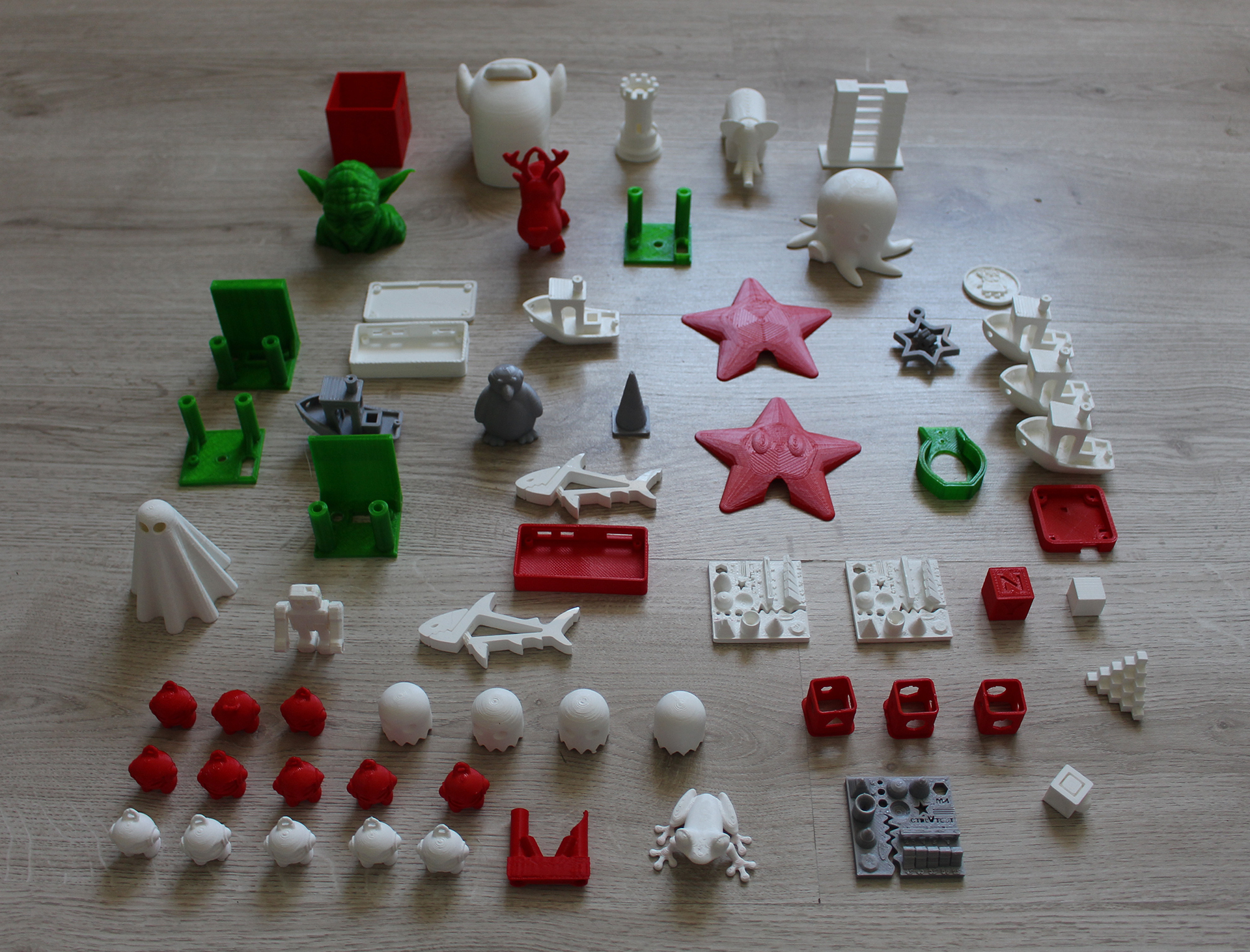
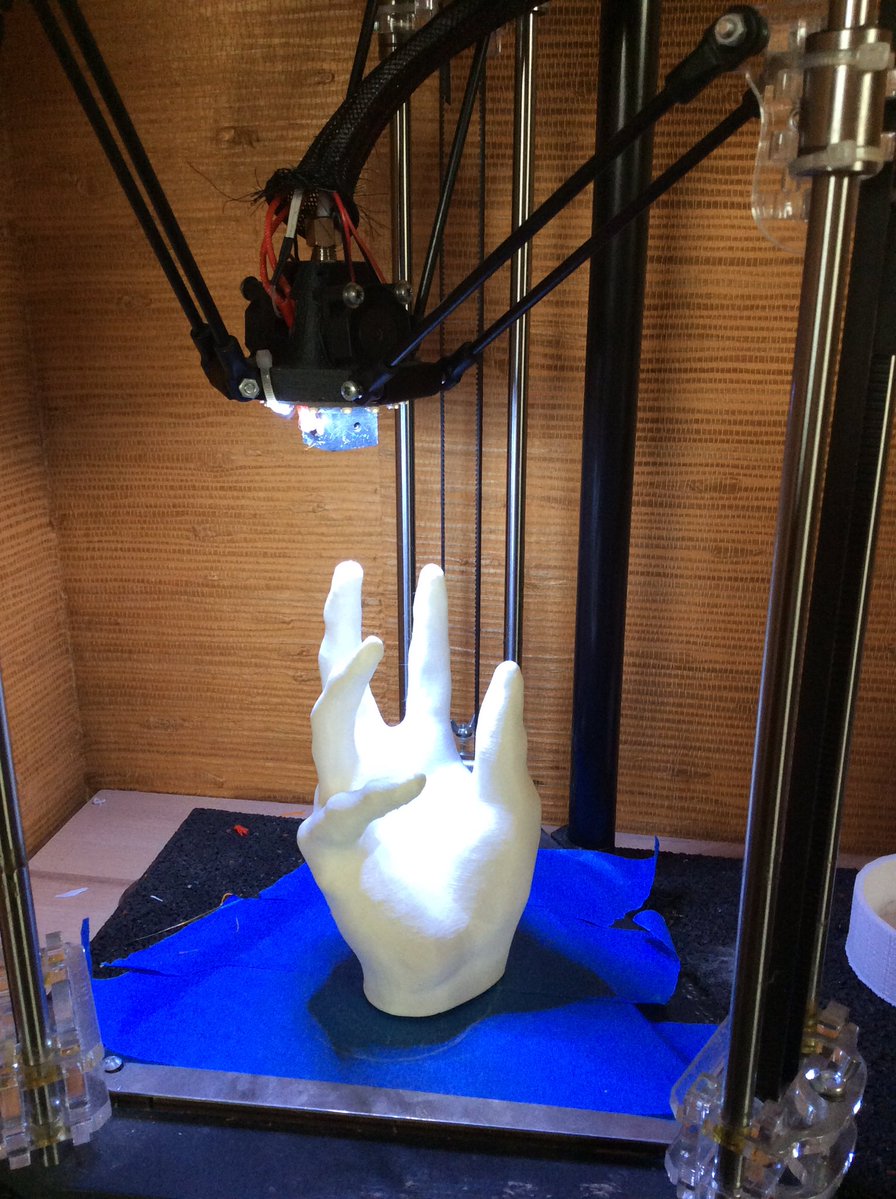
Depuis ce premier print, la µDelta n’arrête pas d’enchaîner les impressions que ce soit en PLA, en G-Fil et même en bois !
Maintenance
Au niveau maintenance, rien à dire à par un pneufit qui a cassé et que l’on à remplacé par un à “olive” beaucoup plus solide vendu (pas cher) sur le site d’eMotionTech.
Ne pas aussi oublier de graisser de temps en temps les barres verticales avec une huile adaptée.
C’est essentiellement mon fils qui utilise cette imprimante (car j’ai opté pour une PrusaI3, mais ça c’est une autre histoire). Mon fils n’est pas très tendre avec l’imprimante et donc elle passe allègrement les tests de résistance d’un enfant de 10 ans. A noter que le fait de l’avoir montée tout seul lui permet d’effectuer lui-même les quelques opérations de maintenance comme démonter la buse pour un nettoyage.
Allez, trêve de bavardage et places aux impressions!
Nos plus belles impressions


https://twitter.com/elcp72/status/698983441795313664
Premier test du #filament3d bronze @emotiontech sur leur MDelta
En sortie d'impression on dirait du bois (1/2) pic.twitter.com/dWCrnYwqCE— elcp72 (@elcp72) July 9, 2016
Quelques vidéos
Au premier démarrage, on découvre ou redécouvre le mouvement fascinant du système Delta qui passionne même les plus jeunes :
Le mouvement fascinant de l'#imprimante3d delta CC @emotiontech @elcp72 @Imprimantes3D pic.twitter.com/lQEikpCe0O
— Motard Geek (@MatC91) November 13, 2015
Et quand les premières pièces sont terminées, les plus jeunes sont encore plus passionnés !
Drôle de fantôme imprimé en 3D avec l'#imprimante3D uDelta d'@emotiontech pic.twitter.com/mSPpWIwPul
— Motard Geek (@MatC91) November 28, 2015
Décidément elle se repose jamais la #imprimante3d MDelta @emotiontech de mon fils. C'est quand même une mac… https://t.co/7MSVCUACef
— elcp72 (@elcp72) December 24, 2015
https://twitter.com/elcp72/status/666712331322310656
https://twitter.com/elcp72/status/665277269603131393
https://twitter.com/elcp72/status/655789446718210048
Notes et conclusion
Qualité d'impression - 6.8
Fiabilité - 7
Logiciel - 6.8
Utilisation - 6.9
6.9
/ 10
- Silencieuse comparé à une XYZ
- Une finesse d'impression surtout pour les objets courbés
- Gain de place avec une structure verticale
- Une esthétique incomparable pour une imprimante 3D à monter soi-même
- Très bonne résistance à la manipulation
- Facilement transportable pour des démonstrations
- Manque un capteur inductif qui oblige une calibration manuelle parfois fastidieuse
- Certaines options indispensables
- Volume d'impression un peu petit





Bonjour et merci pour ce retour d’expérience détaillé ! 😀
Une question m’intrigue à vous lire : pourquoi avez-vous opté pour une Prusa i3 plutôt que pour la delta ?
Et une deuxième : si on n’a pas le temps du montage de cette delta, peut-on faire confiance à la version montée ?
Et une troisième : cette version pré-montée est-elle “plug&play” ?
O:-)
Bonjour
“pourquoi avez-vous opté pour une Prusa i3 plutôt que pour la delta ?”
La prusaI3 est une machine évolutive et j’avais comme projet de l’agrandir ce qui n’est faisable facilement sur la MDelta que en axe Z
“si on n’a pas le temps du montage de cette delta, peut-on faire confiance à la version montée ?”
je pense oui mais on perd tout l’intérêt. Je ne serai que vous conseiller vivement de la montée vous même pour pouvoir la comprendre et faire correctement l maintenance et changer d’éventuelles pièces de rechange.
“cette version pré-montée est-elle “plug&play”
L’installation du logiciel (comme expliqué dans l’article) est bien faite. il y a aucun problème à ce niveau; Pas de soucis à vous faire
Merci Cyrille pour votre réponse rapide 🙂
En fait je viens d’avoir eMotion Tech au téléphone qui me dit qu’il n’y a pas de version pré-montée, ma question était donc incongrue autant que superfétatoire 😉
Une machine qui semble aussi belle et bien finie qu’agréable à découvrir en tous cas 🙂
Eux n’en vendent pas … en revanche il existe un prestataire qui fait une formation dessus et la vend pré montée …
Et je confirme le fait qu’elle est agréable à monter 🙂
La µDelta est d’ailleurs référencée dans notre comparateur avec un revendeur : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/emotion-tech/%c2%b5delta/
Merci Julien mais quel revendeur ? Je ne vois que le site du constructeur eMotion Tech qui vend en direct, sur ce lien, non ?
Oui, c’est un lien pour l’acheter chez Reprap-France !
Test très complet et intéressant, mais, j’en profite pour poser une question qui me taraude depuis longtemps :
à part des figurines (de star wars) qu’est-ce qu’on peut imprimer d’utile avec les imprimantes 3D ?
J’ai bien vu quelques petits “trucs” (des prothèses notamment), mais je parle pour une utilisation domestique principalement.
Bonjour
Vaste sujet …
Ma démarche a dans un premier temps été éducative . Pour la même raison que mes parents m’ont acheté un PC 286 il y a maintenant 25 ans (ou pas loin). On été en droit de se demander ce que l’on pouvait bien faire avec … Pas de réseau pas d’imprimante pas de logiciels pas de disque dur pas de mémoire …
Et si l’impression3d …
Donc le premier but et de comprendre les problématique de l’impression3d . Voilà pourquoi la construire sois même c’est bien.
Apres viens le temps du fun, les gadgets, les cadeaux…
Et on en arrive petit à petit à ceci :
https://twitter.com/elcp72/status/733056737511636992
L’imprimante a trouvé sa place parmi tous les outils de mon atelier 🙂
Bonjour. Merci pour cet excellent test et retour d’experience.
il semble bien que cette imprimante soit la plus abordable tout en proposant un bon niveau de performance.
Mon utilisation serait plutot pour réaliser des pieces de kits (par exemple, décomposer le Rover Martien Curiosity en éléments 3D, les imprimer, et assembler).
Peut on descendre en finesse de buse? Par défaut le diametre de sortie est 0.4mm mais je suppose qu’on peut utiliser des buses avec diamètre de sortie plus réduit.
En tout cas, décidément, bon article.