

Si vous n’avez pas suivi mon test live sur le forum, n’ayez crainte, voici le test complet et détaillé qui vous permettra de découvrir l’imprimante Original Prusa MK4 en version kit. Annoncée par surprise, cette machine de l’entreprise Prusa Research promet plus qu’une simple évolution du modèle i3 MK3S+, avec 90% des pièces repensées. Mais qu’en est-il vraiment ? Découvrons-le ensemble.
Fiche technique de l’Original Prusa MK4
Voici un résumé synthétique des spécifications de la machine. Nous détaillerons les éléments clés un peu plus loin dans le test.
| Technologie | FDM |
| Volume maximal d’impression | 250 x 210 x 220 mm |
| Hauteur de couche | De 50 à 300 microns |
| Type d’extrudeur | Direct Drive “Nextruder” avec une démultiplication de 1:10, compatible E3D V6 |
| Température maximale de la buse / plateau | 290°C / 120°C |
| Vitesse maximale d’impression | 300 mm/s |
| Carte mère | 32bits “xBuddy” |
| Moteurs pas à pas | 0,9° et TMC2130 |
| Nivellement du plateau | Capteur de force jusqu’à 49 points, uniquement sur la zone d’impression |
| Filaments compatibles | PLA, PETG, ABS, ASA, Flex, HIPS, PA, PVA, PC, PP, CPE, PVB, NGEN, composites et plus |
| Connectivité | Clé USB, Ethernet et WiFi |
| Dimensions | 50 x 55 x 40 cm |
| Poids | 7 kg |
Les spécifications techniques de cette nouvelle Prusa MK4 sont assez similaires à la MK3S+ mais si l’on y regarde de plus près, il y a quelques différences. Le volume augmente un peu, la vitesse aussi (pas de chiffres officiels cependant), la carte mère passe au 32 bits et les moteurs doublent de résolution. Il y a en revanche une différence notable en ce qui concerne l’extrudeur.
On retrouve bien évidemment, de série, toutes les fonctions bien utiles lorsque l’on en a besoin : la détection de crash, la reprise après coupure de courant, la détection de fin de filament. Parmi les nouveautés livrées d’origine, il y a aussi les connectivités USB, Ethernet et WiFi.

Préambule
Il faut savoir que j’ai une assez bonne connaissance de la série i3 de chez Prusa Research, pour avoir possédé pas mal de générations : MK2 / MK2S / MK2.5 / MK2.5S / MK3 / MK3S. Dans ce test, je vais donc naturellement comparer la Prusa MK4 avec mon expérience des Prusa i3 MK3S. Cela dit, je vais m’efforcer de couvrir les bases pour le lecteur novice mais également titiller la machine sur des aspects techniques plus pointus, pour le lecteur plus expérimenté.
Petit aparté justement pour les initiés, vous avez peut-être remarqué que la dénomination a légèrement changé dans le sens de la simplification. Avant on parlait d’une Original Prusa i3 MK3S+, maintenant on parle d’une Original Prusa MK4. Le terme i3 disparaît.
Déballage (unboxing)
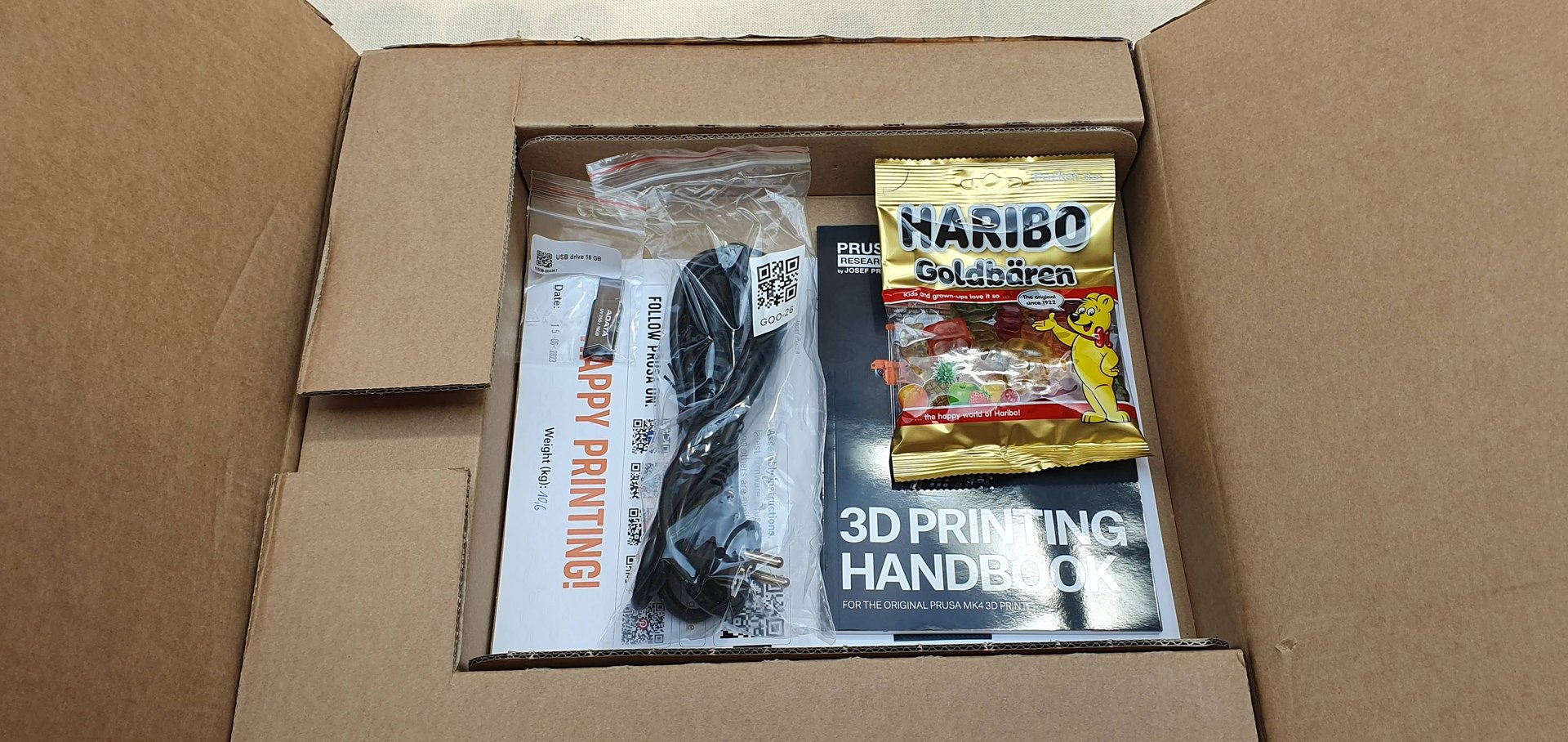
Le carton est conforme aux habitudes de la marque. Très contenu (il tient sous le bras), avec un design accrocheur et des illustrations de tous les côtés. Mais il n’y a plus de film noir masquant le tout, pas de surprise à la réception du colis.

Son contenu démarre par l’élément indispensable, le célèbre paquet de Haribo, de quoi donner le sourire dès le premier coup de cutter. On retrouve également au premier niveau une clé USB, le cordon d’alimentation, une lettre de remerciements, un guide de l’impression 3D en papier et un “ticket” prouvant que tout a été testé. Dans la seconde partie, nous retrouvons le bloc d’alimentation et une série de cartons supplémentaires qui contiennent toutes les pièces détachées regroupées par type.


Alors il faut être clair, lorsque Prusa vous vend un kit, ce n’est pas une plaisanterie, il s’agit d’un vrai kit de pièces détachées à la manière d’une boite de jeu de construction. Il n’y a pas de partie semi-assemblées, hormis la hotend. Il faudra monter l’intégralité des composants et chaque petite vis.

Pour les connaisseurs, on remarque qu’il n’y a plus de bobine de 1kg, juste deux échantillons de 25g chacun. Il n’y a plus non plus le manuel d’assemblage en version papier, le lien vers la version en ligne se trouve sur le courrier de remerciements, disponible en QR code également.
Ceux qui ne se sentent pas de réaliser le montage peuvent acheter la version assemblée de la Prusa MK4. Bien plus chère, elle conviendra aussi aux plus pressés.
Montage
Comme vous avez pu le constater, il y a énormément de composants à assembler, ce qui représente, au moment où je l’ai fait, pas moins de 268 étapes à compléter. De quoi ravir les amateurs de jeux de construction, un peu moins ceux qui préfèrent une machine prête à l’emploi rapidement après le déballage.
Ceci dit, le manuel de montage est très détaillé pour chaque étape, avec des photos en haute résolution, des commentaires d’autres makers sur les points sensibles, ainsi que la quantité de Haribo à déguster. C’est un point à prendre en considération pour un maker novice qui serait hésitant sur ses capacités à suivre les instructions. Dans le doute, il suffit de consulter le manuel en ligne avant de se décider. Un petit conseil au passage, pour ceux que la langue de Shakespeare ne rebute pas : préférez la version anglaise afin de profiter des commentaires plus nombreux.
Petite nouveauté pour les connaisseurs, la quincaillerie n’est plus triée pour chaque étape mais groupée par type et par taille. La variété augmente également, avec notamment la présence de vis Torx. Bien entendu, tous les outils nécessaires sont fournis dans le package.
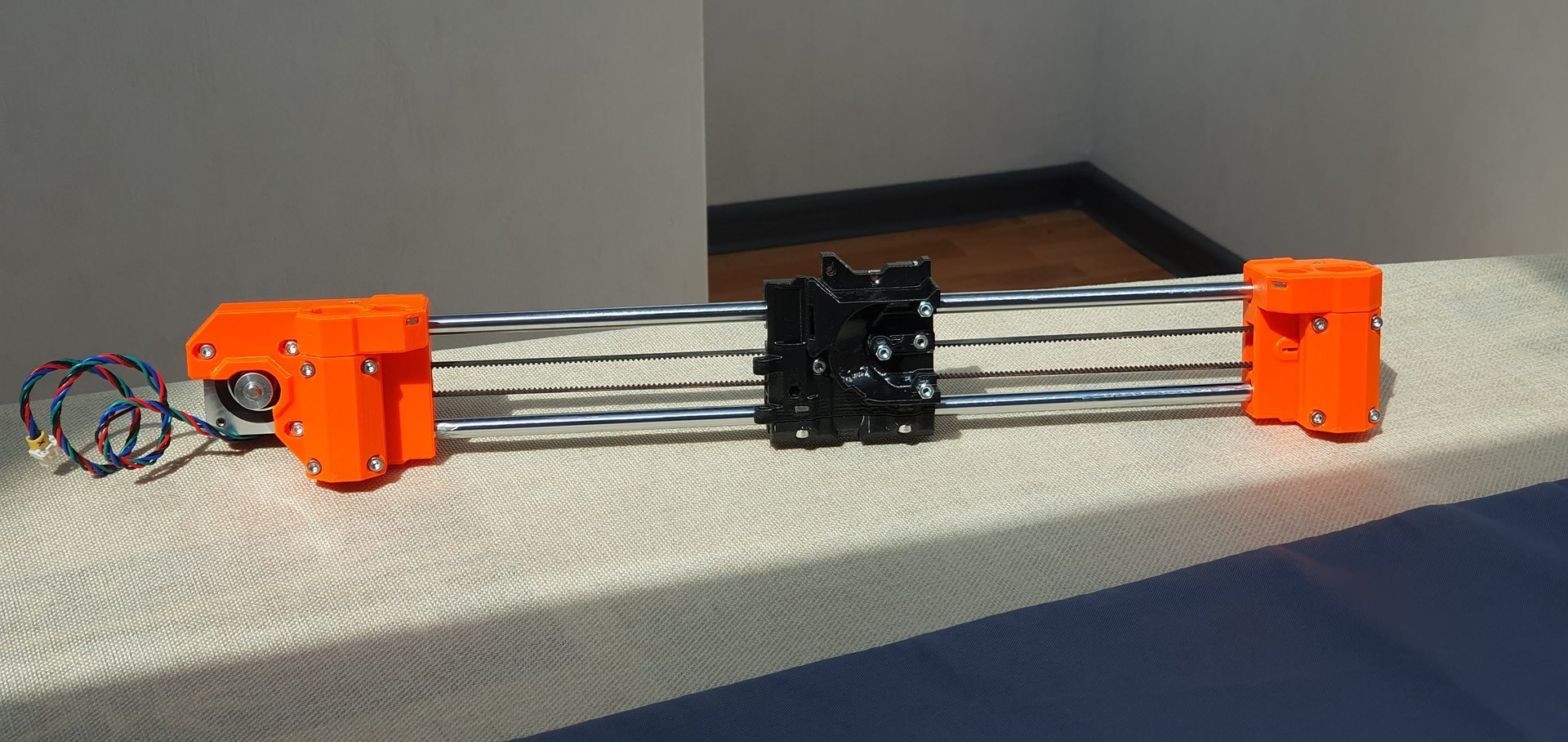
Je ne vais pas m’attarder ici sur chaque étape, cela serait bien trop long et n’apporterait rien de plus que le manuel. Mais voici tout de même quelques photos illustrant la progression du montage à chaque chapitre.
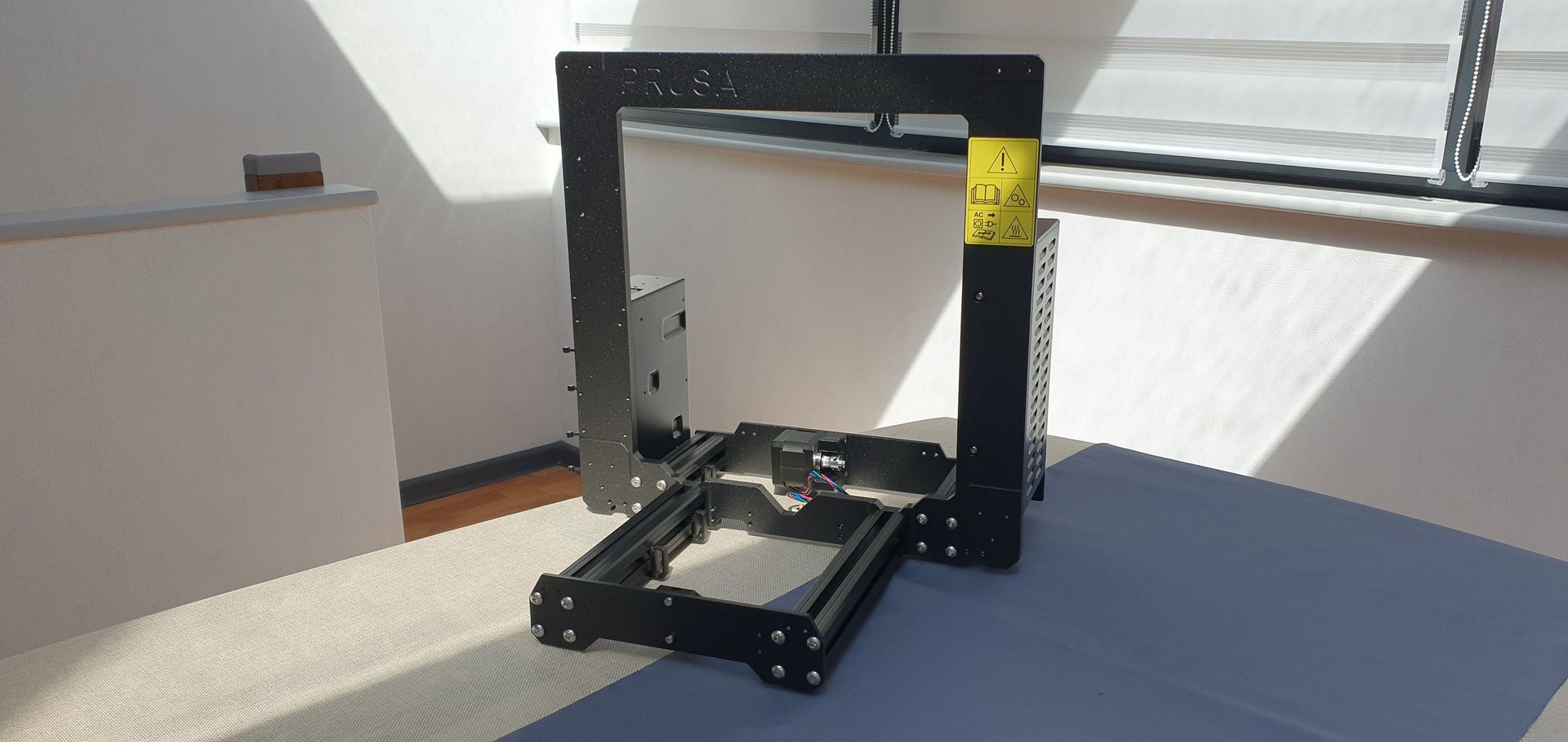
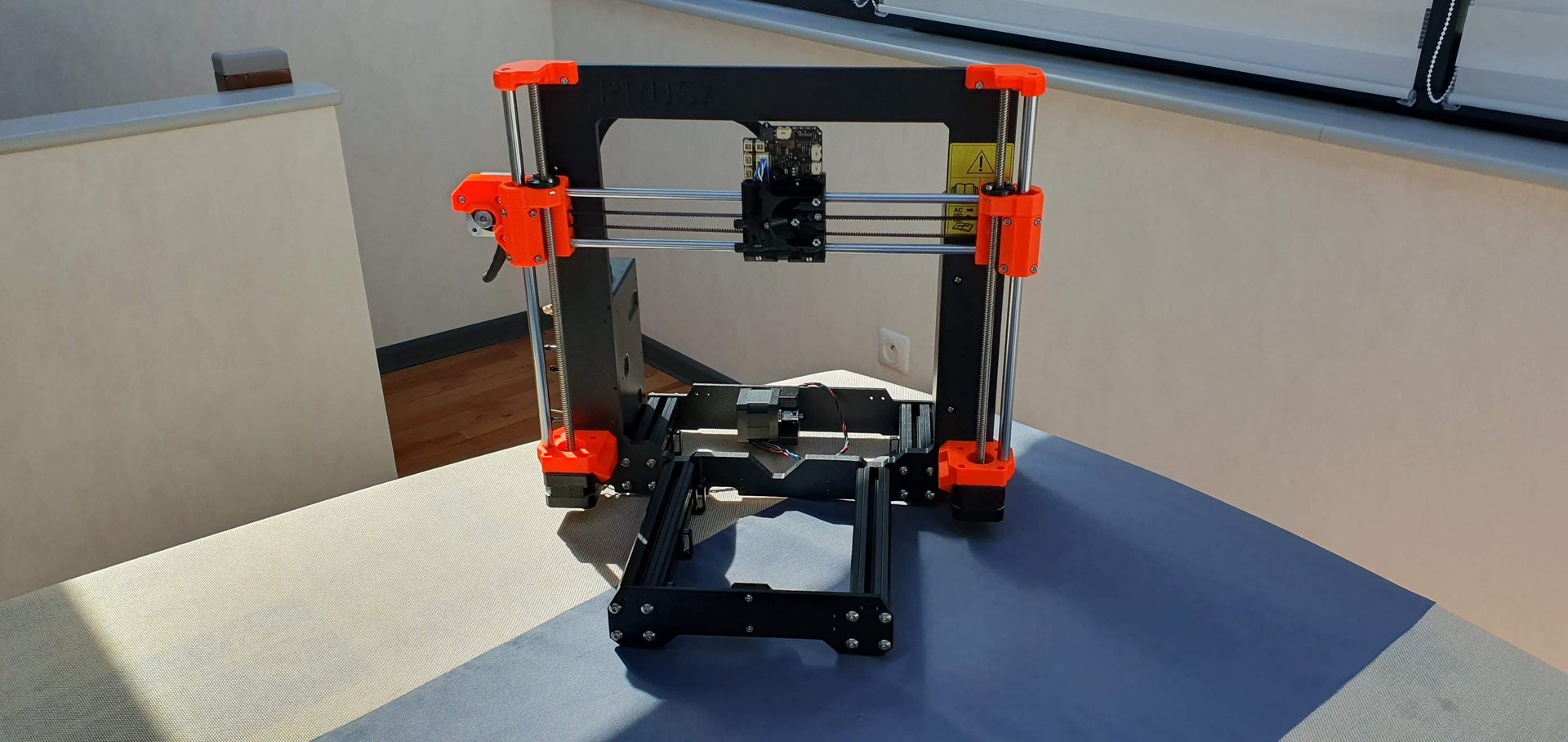
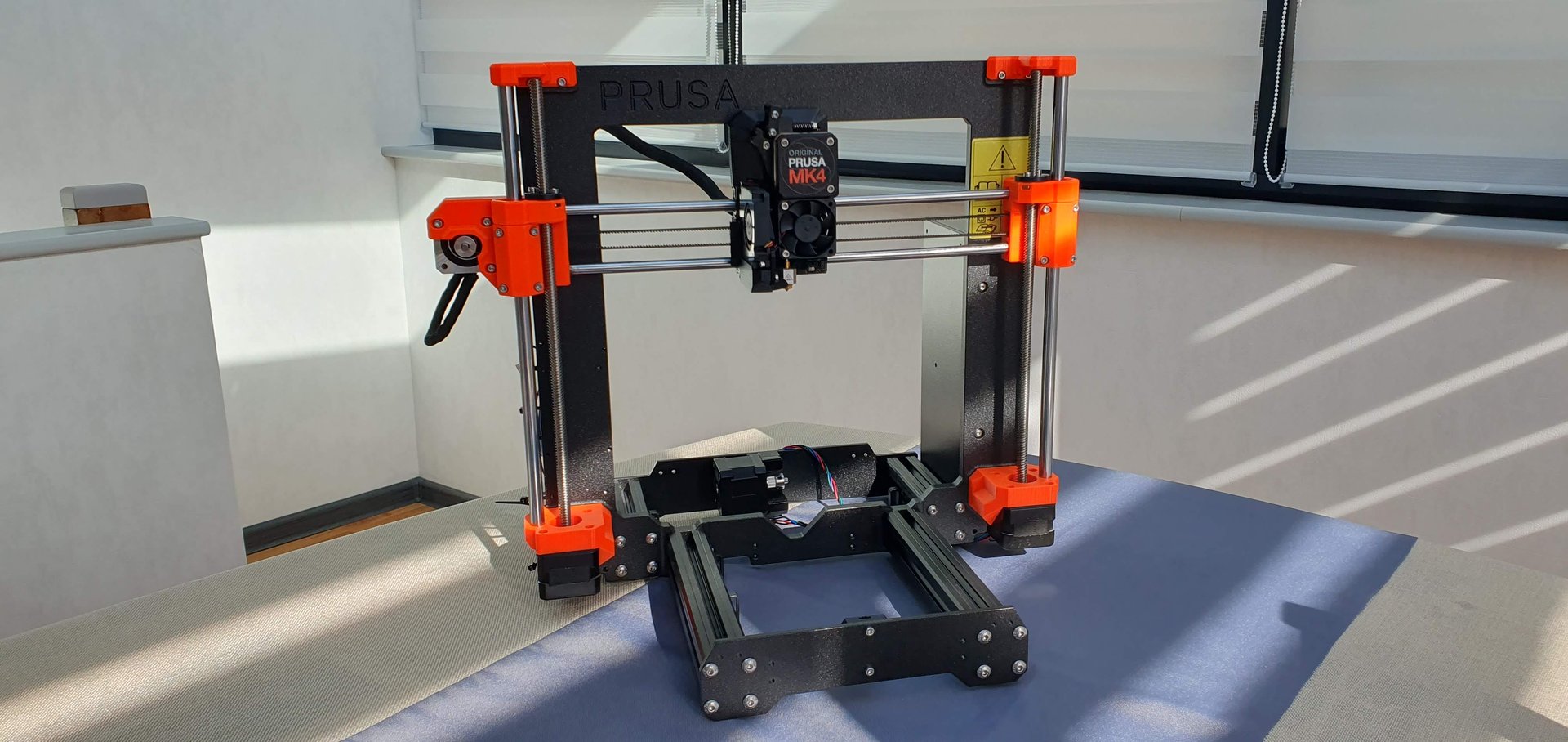
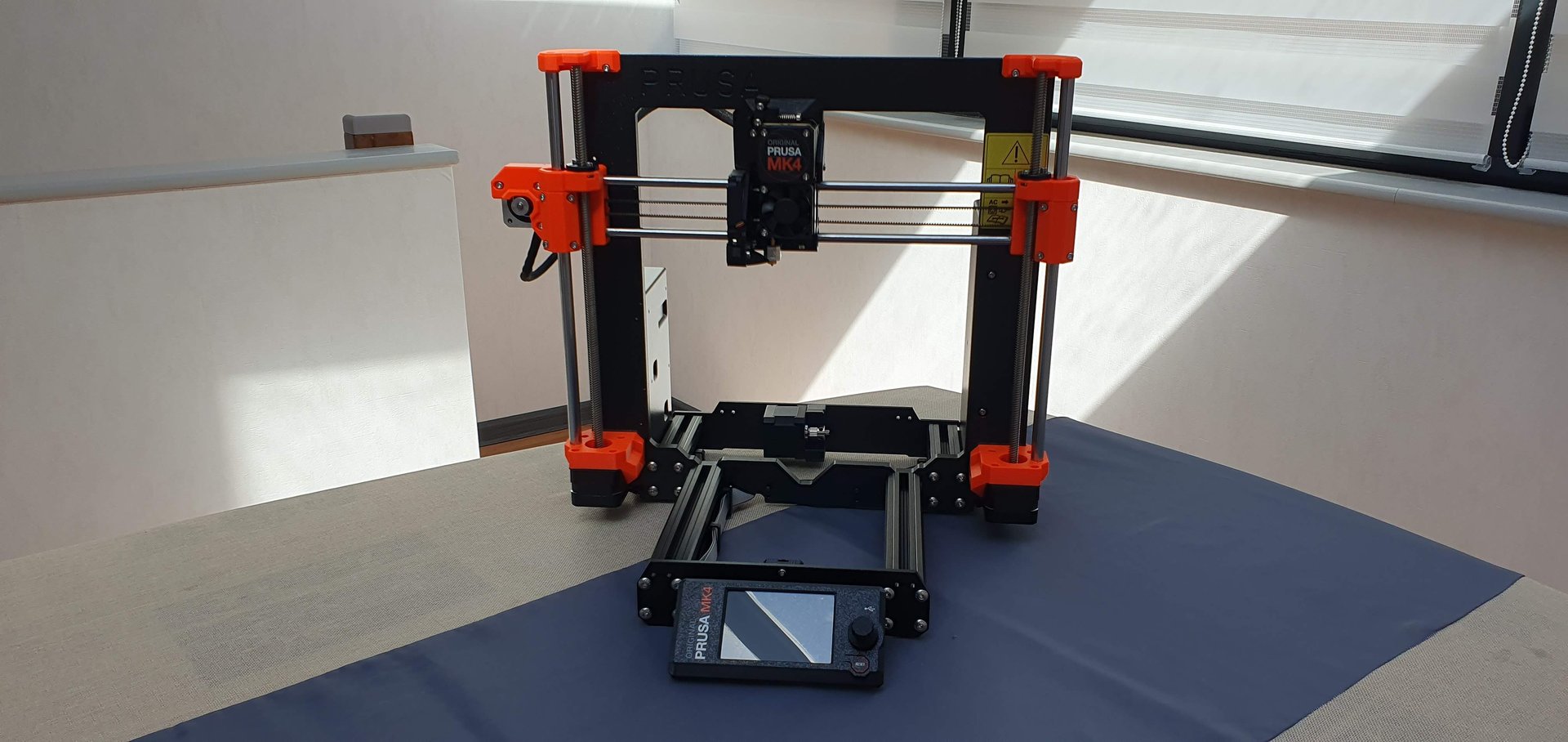
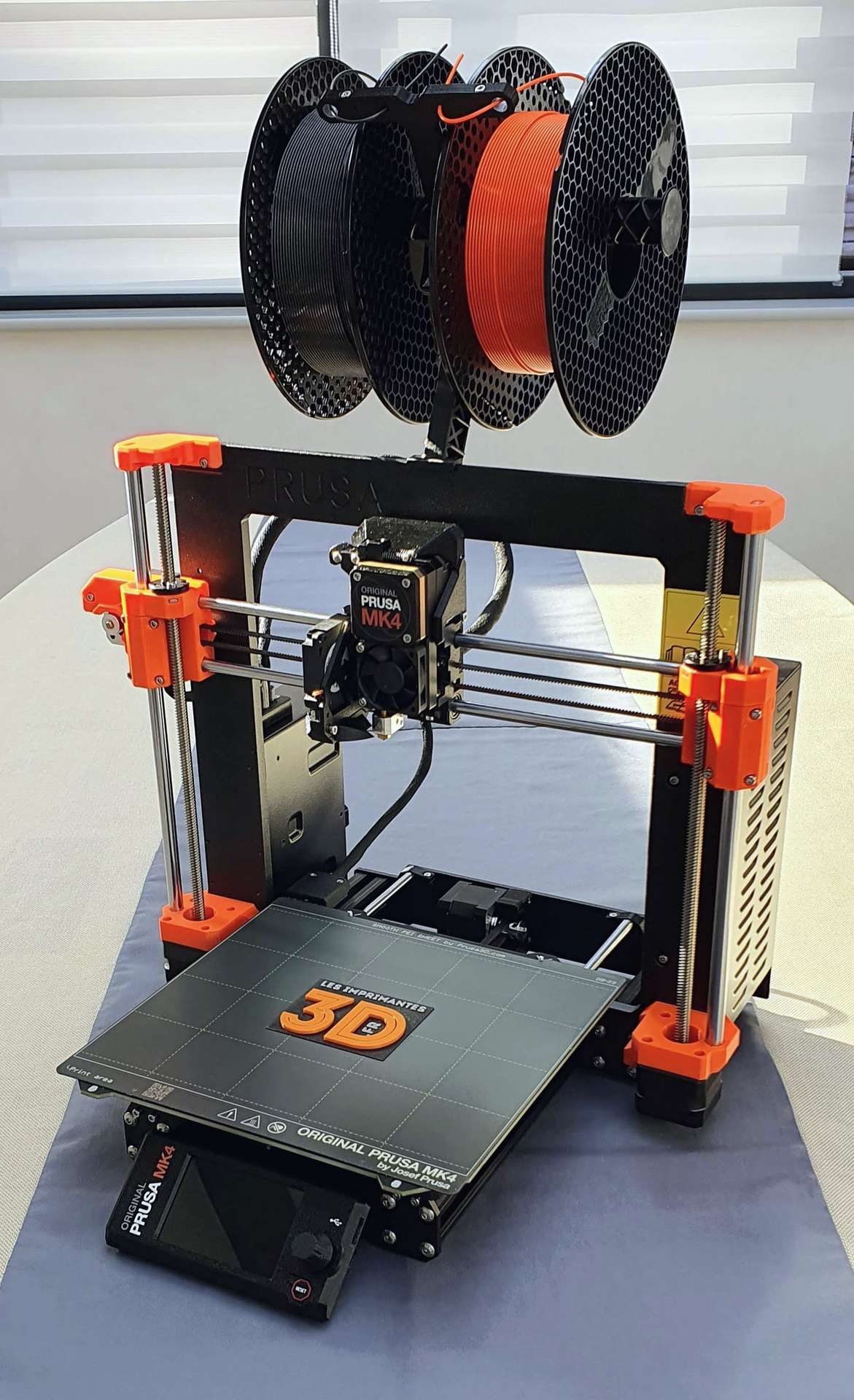
Une fois que le montage est terminé, vous obtenez une machine prête à l’emploi.
Concernant les pièces, on retrouve bien sûr les classiques pièces imprimées dans la ferme Prusa, de qualité médiocre mais fonctionnelles. On trouve aussi pas mal de petites pièces injectées, notamment les clips pour les câbles et une pièce pour le détecteur de filament. Ah oui, pour ceux qui se posent la question (je me la suis posée), les marquages en couleurs sur la façade de l’écran et le Nextruder sont des sérigraphies. Malheureusement pour ceux qui souhaitent réimprimer ces pièces.


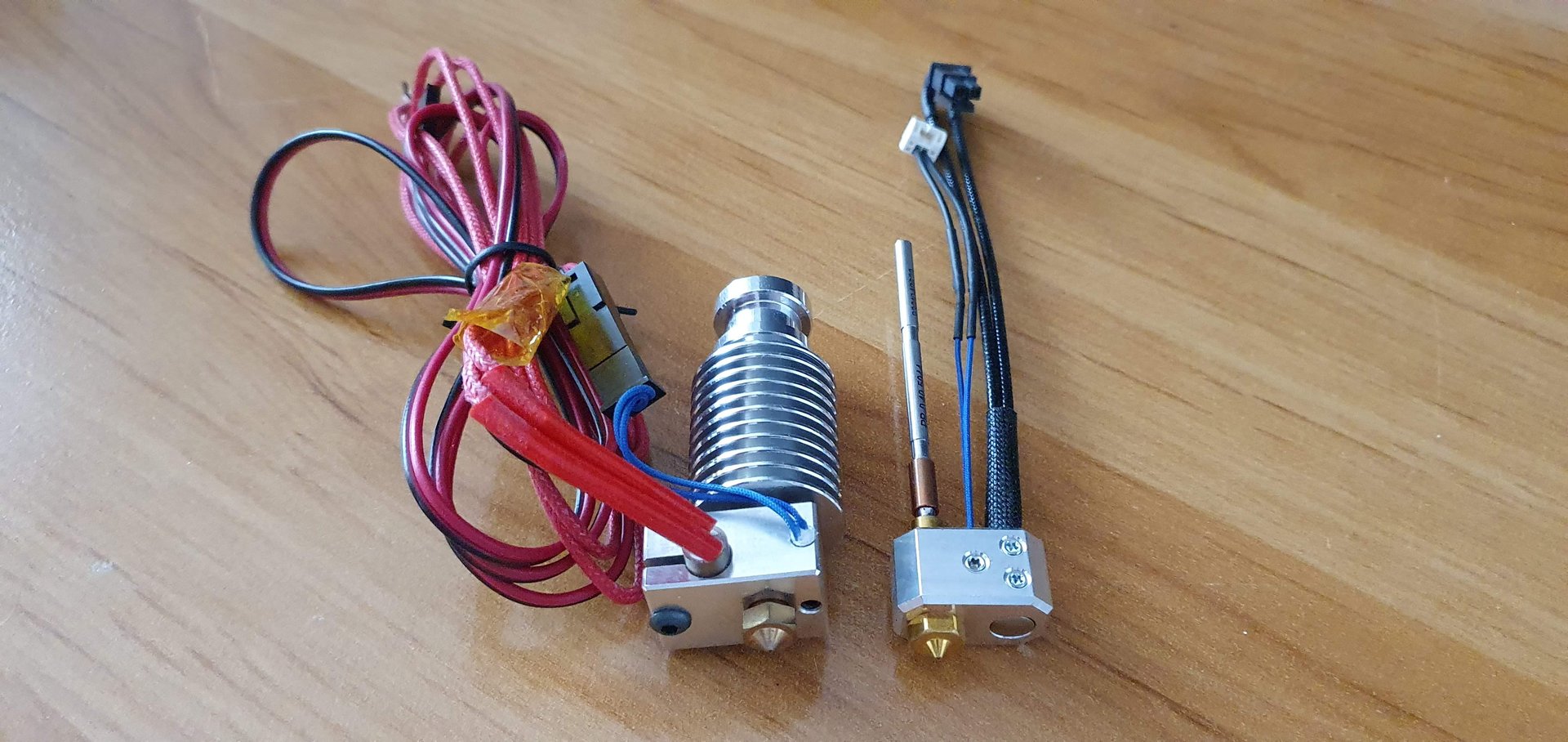
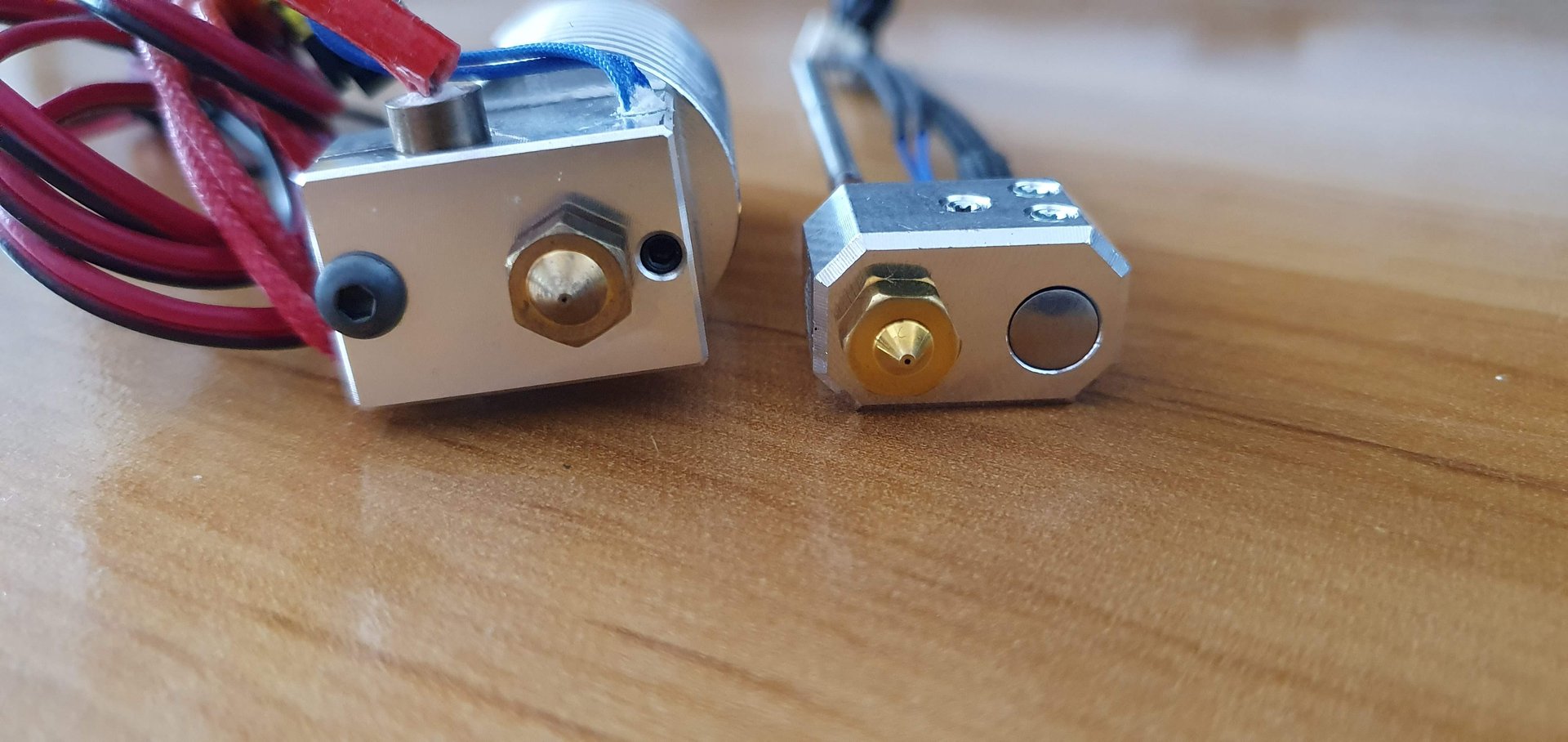
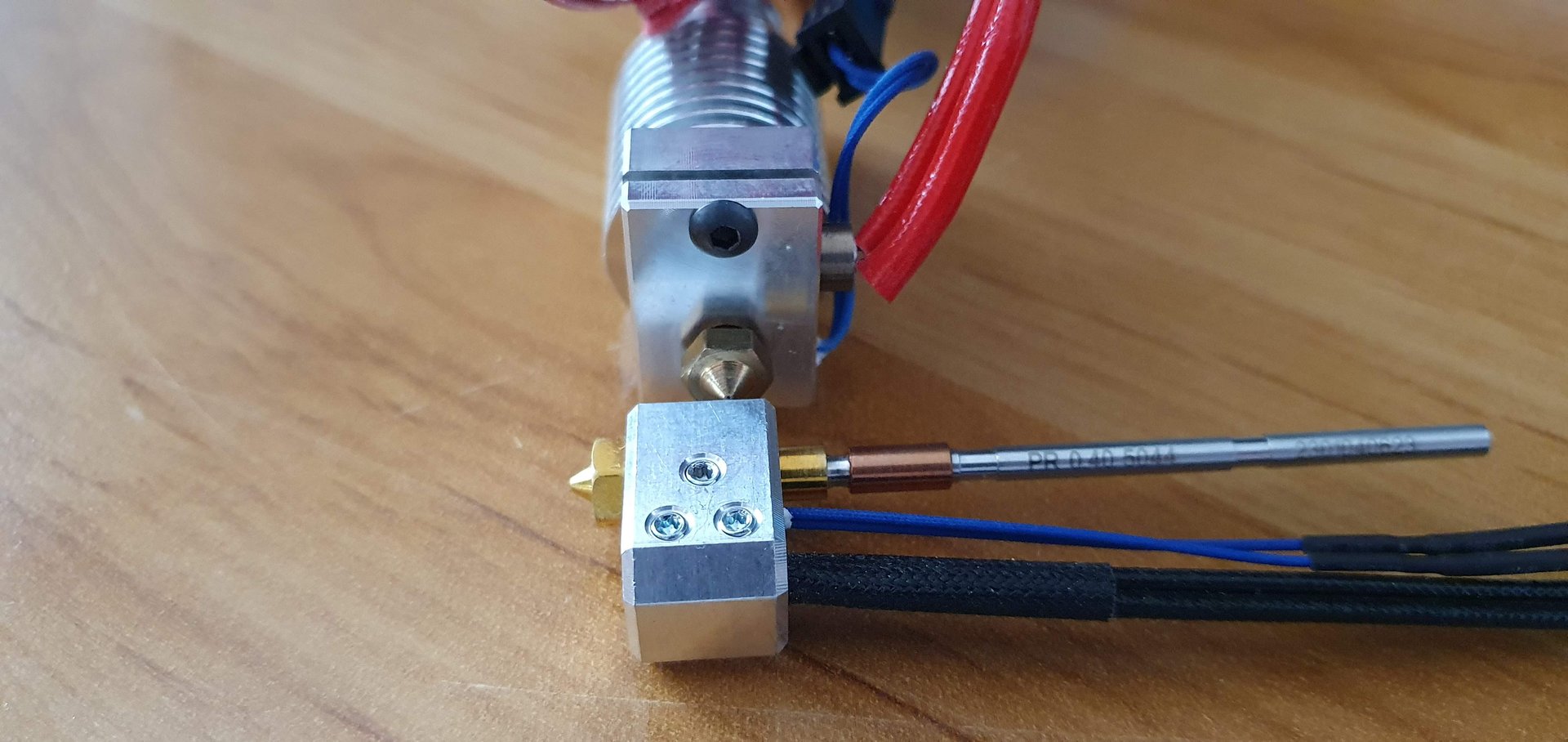
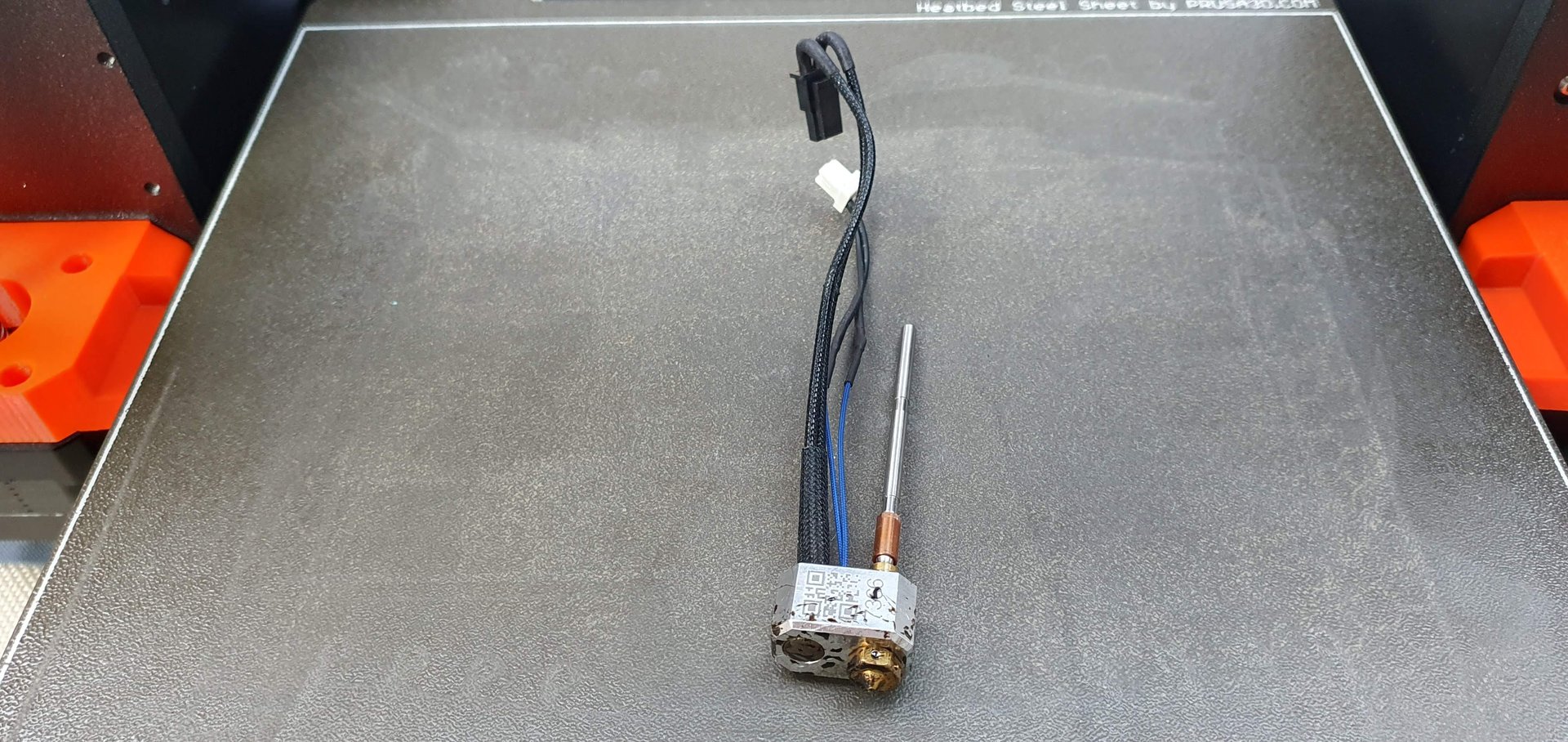
Côté pièces “mécaniques”, on sort pas mal des composants habituels. Un petit exemple qui sort des classiques, la hotend ci-dessous, ici comparé à un clone E3D V6. On peut voir qu’elle est bien plus petite que l’ancienne, avec une cartouche chauffante et une thermistance plus courtes.
Il y a plein de nouvelles petites pièces et pas mal de sur-mesure, comme des pads en caoutchouc et en plastique.
Des vis Torx un peu partout et sans forcément de raison qui justifie un changement soudain de type de vis entre les versions précédentes et cette MK4.

Des joints de dilatation.
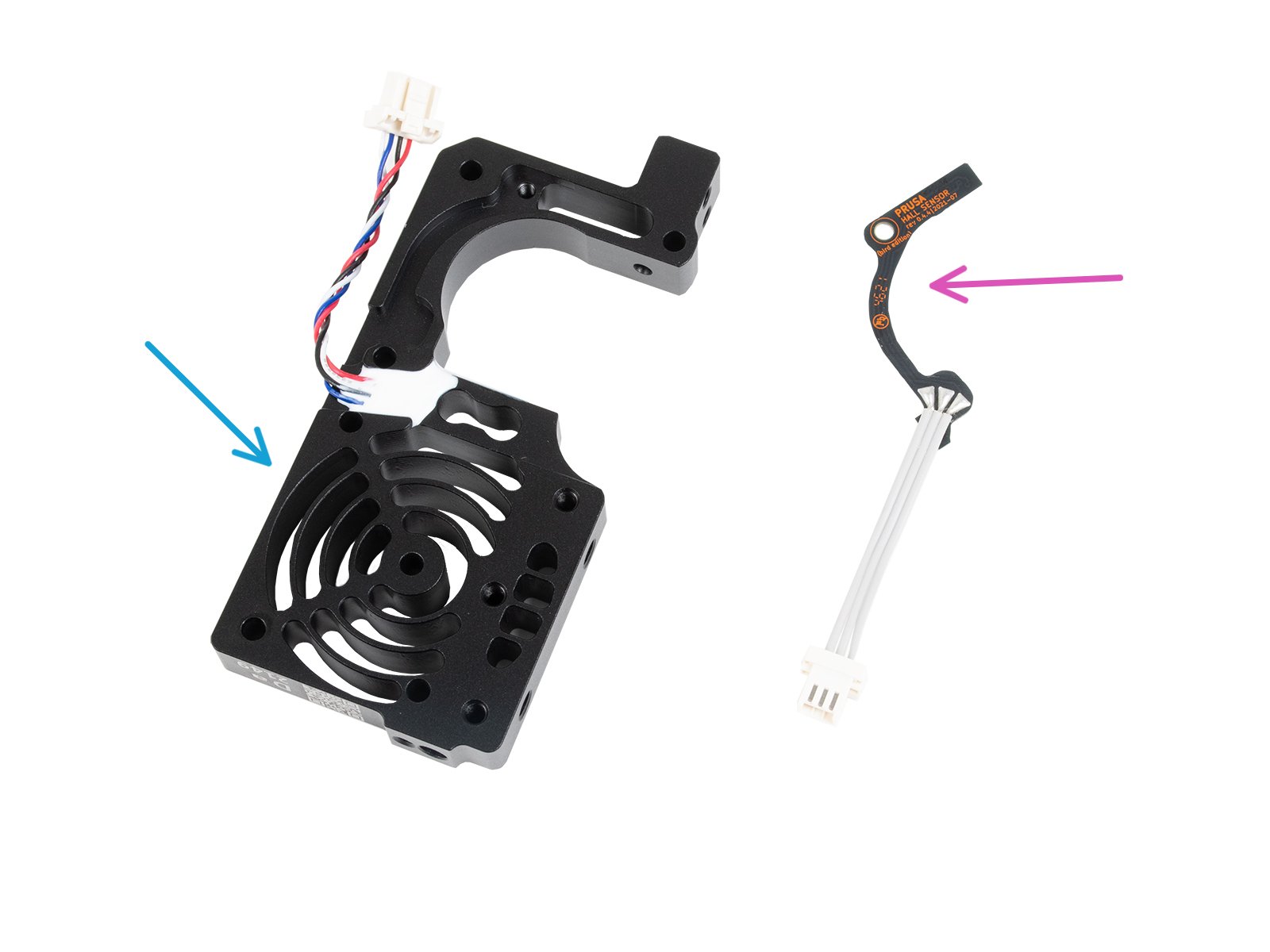
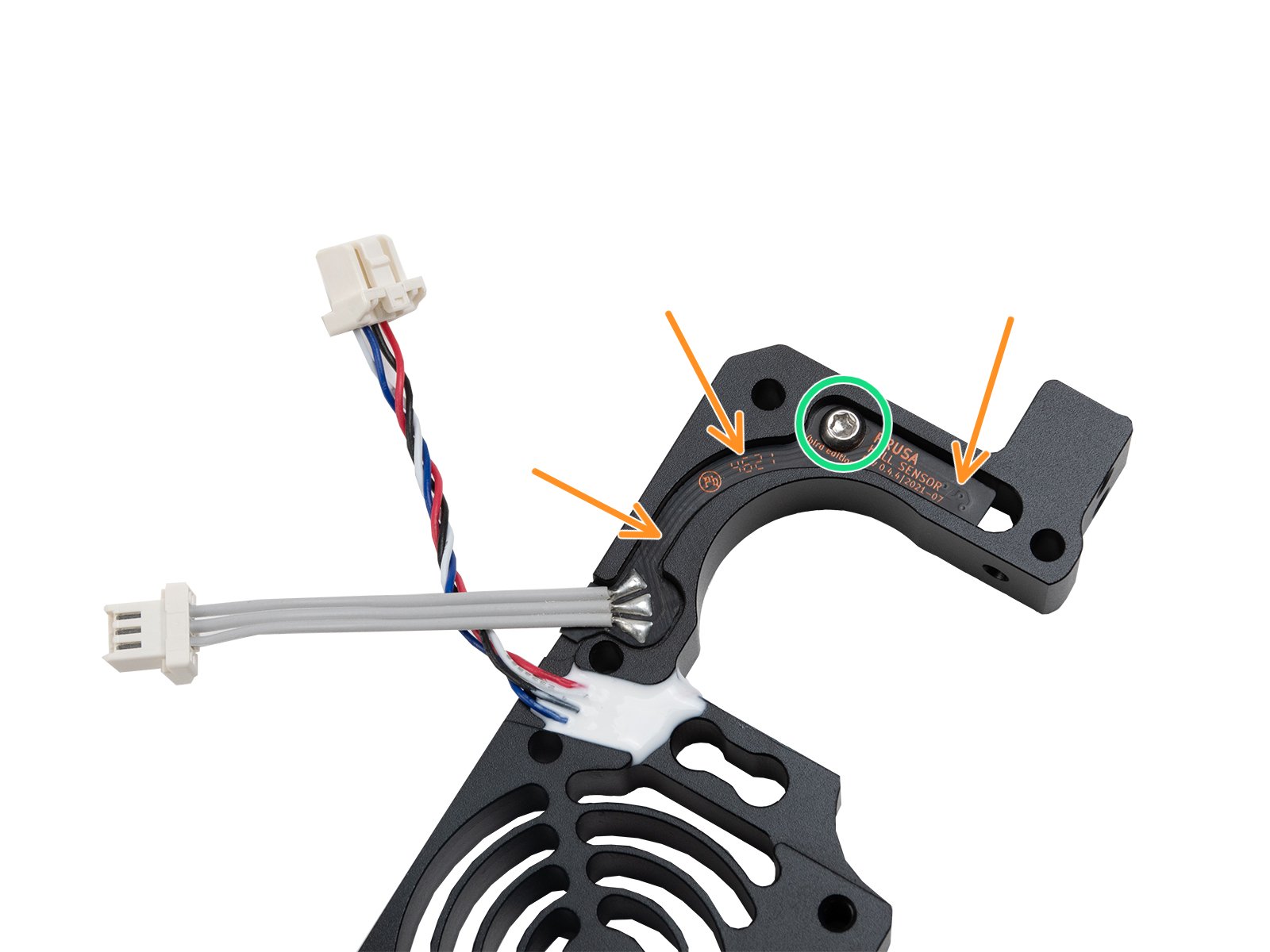
Du ruban réfléchissant pour les LEDs RGB, la Loveboard, le Nextruder avec sa jauge de contrainte (load cell), son capteur à effet Hall, son engrenage planétaire, sa hotend et j’en passe.
Je n’ai pas compté les heures, ayant effectué le montage de manière très fractionnée, mais je pense que c’est faisable sur une journée (il fallait compter 8 heures pour une MK3). Même si le manuel détaille très clairement chaque étape, comparativement à une MK3, j’ai trouvé le montage moins à la portée d’une personne lambda. Notamment à cause de certaines pièces “sensibles” que l’on se retrouve à manipuler, par exemple le PCB très fin du capteur à effet Hall du Nextruder, et devoir y serrer une vis délicatement.
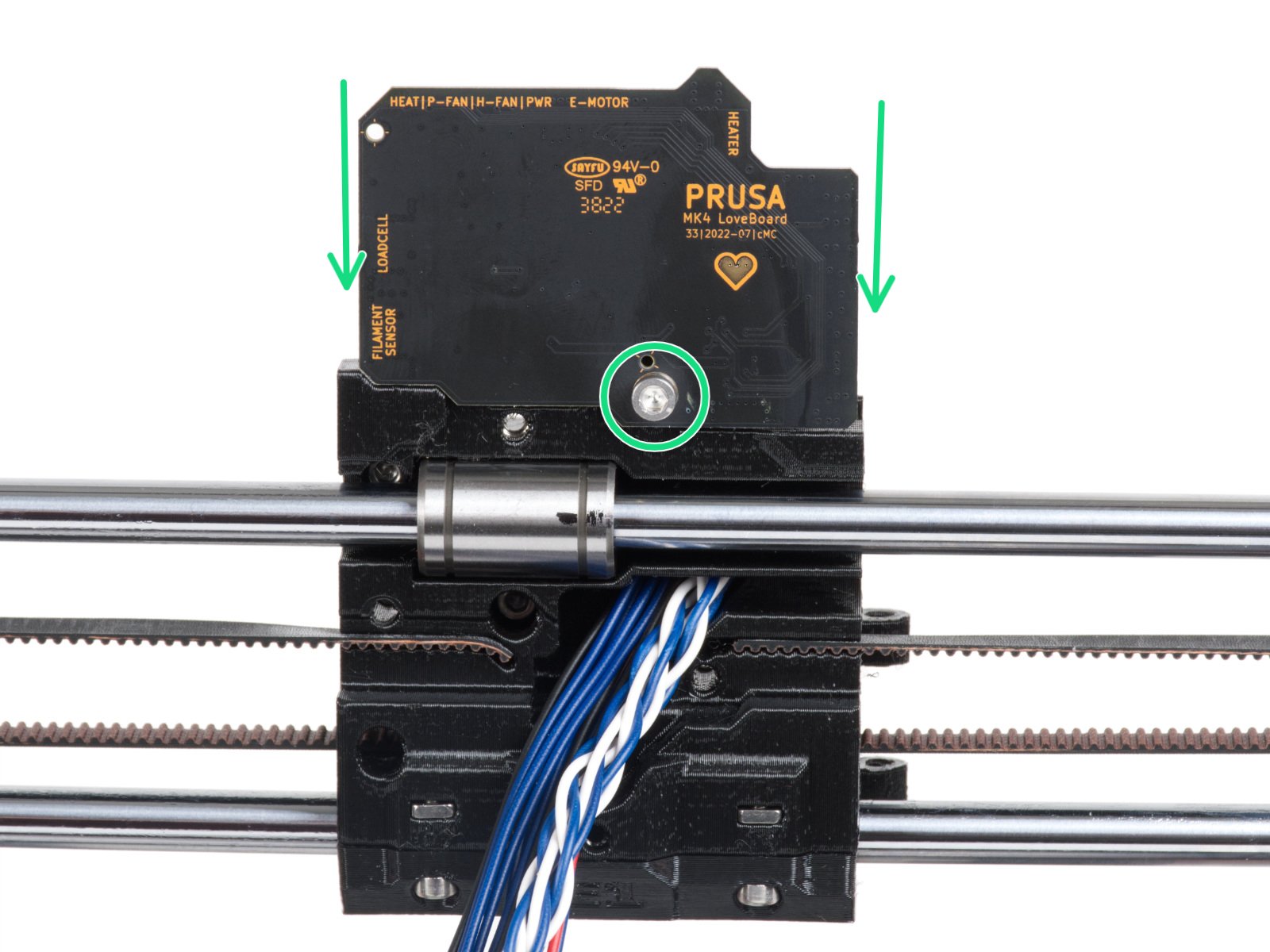
Ou encore placer des vis ou des pièces imprimées très proches de composants électronique. Je pense notamment à la Loveboard, le PCB qui se situe sur la tête d’impression et qui permet d’en changer les éléments sans avoir à défaire tout le faisceau de câbles. Elle n’est tenue que par une vis, il faut bien aligner la carte et la proximité des composants fait que l’on risque de les détériorer si l’on ne prend pas garde ou si l’on serre trop fort.
D’une manière générale, plutôt que le sentiment d’excitation du maker qui monte son nouveau jouet, j’ai eu le sentiment de monter une machine industrielle comme le ferait un opérateur sur une chaine de montage. Peut-être à cause de toutes ces pièces nouvelles, moins communes.
La qualité en revanche, c’est indéniable, elle est au niveau de la marque. Tout est parfaitement ajusté, tout s’emboite, tout se visse sans accroc. Les connecteurs font tous “clic” et sont fermement maintenus et/ou verrouillés. Une fois assemblé, ça respire le robuste.
Mise en route de la Prusa MK4
Prête à l’emploi, ai-je dit ? Oui ! C’est en effet une grande différence avec la précédente génération. Alors, bien évidement, il faut passer l’étape du test automatique mais il n’y a plus rien a régler de la part de l’utilisateur. En théorie, ceux qui auront commandé la version assemblée en usine se retrouvent au même niveau à partir de maintenant. Voyons ça en détails.
Auto-test
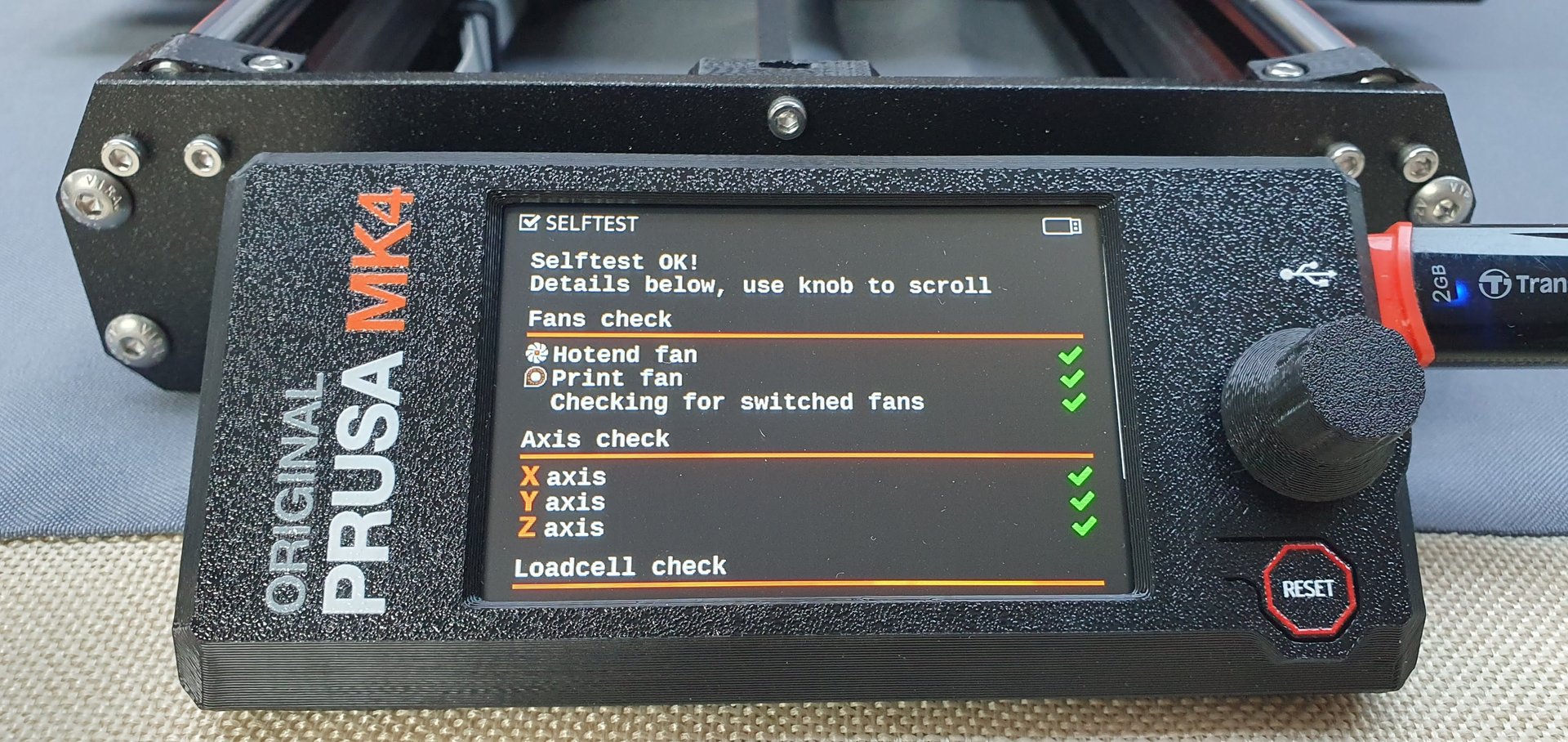
Lorsque l’on démarre la machine, Jo Prusa vous guide dans la procédure de test automatique. Il faut savoir que cette procédure est assez rapide et qu’elle peut être rejouée à tout moment.
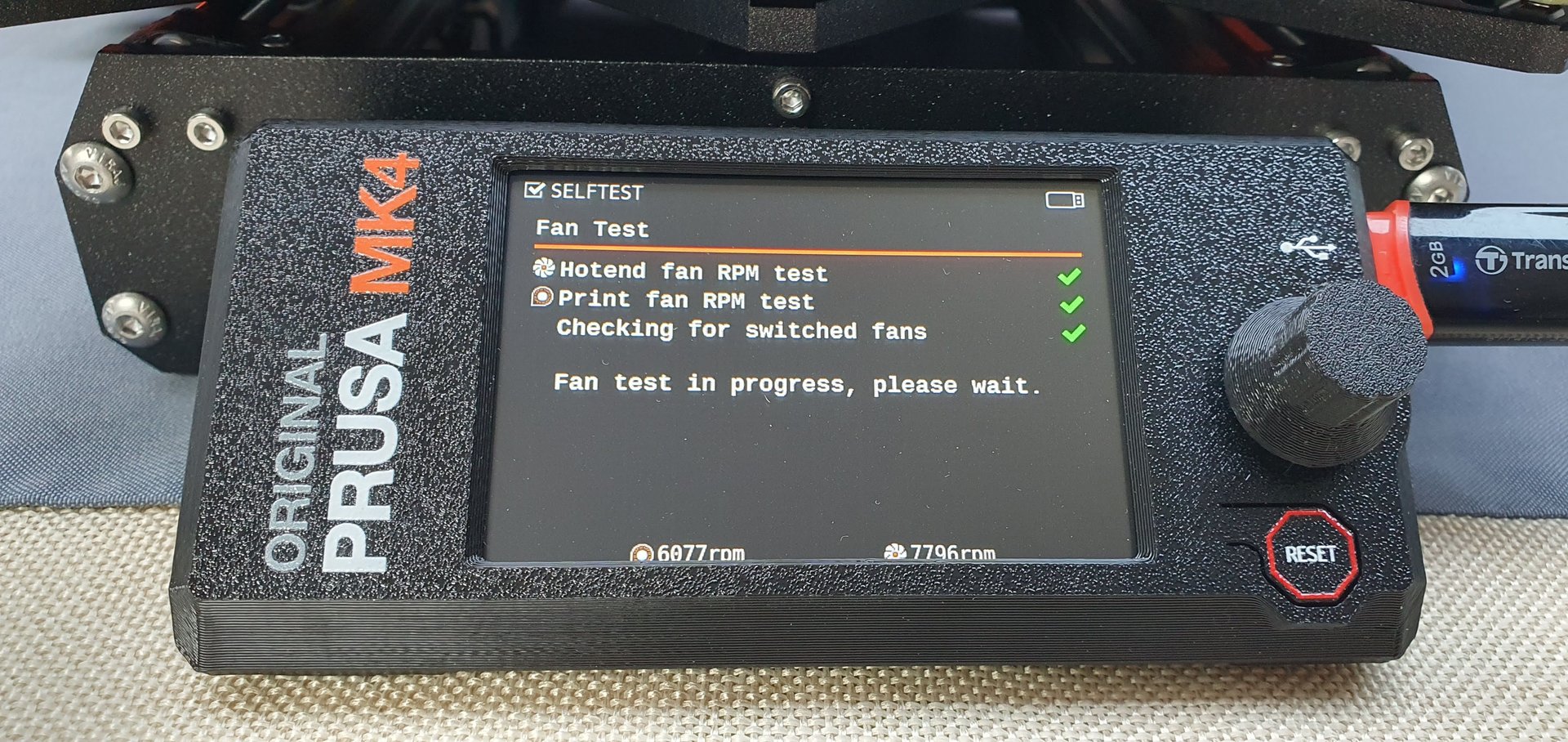
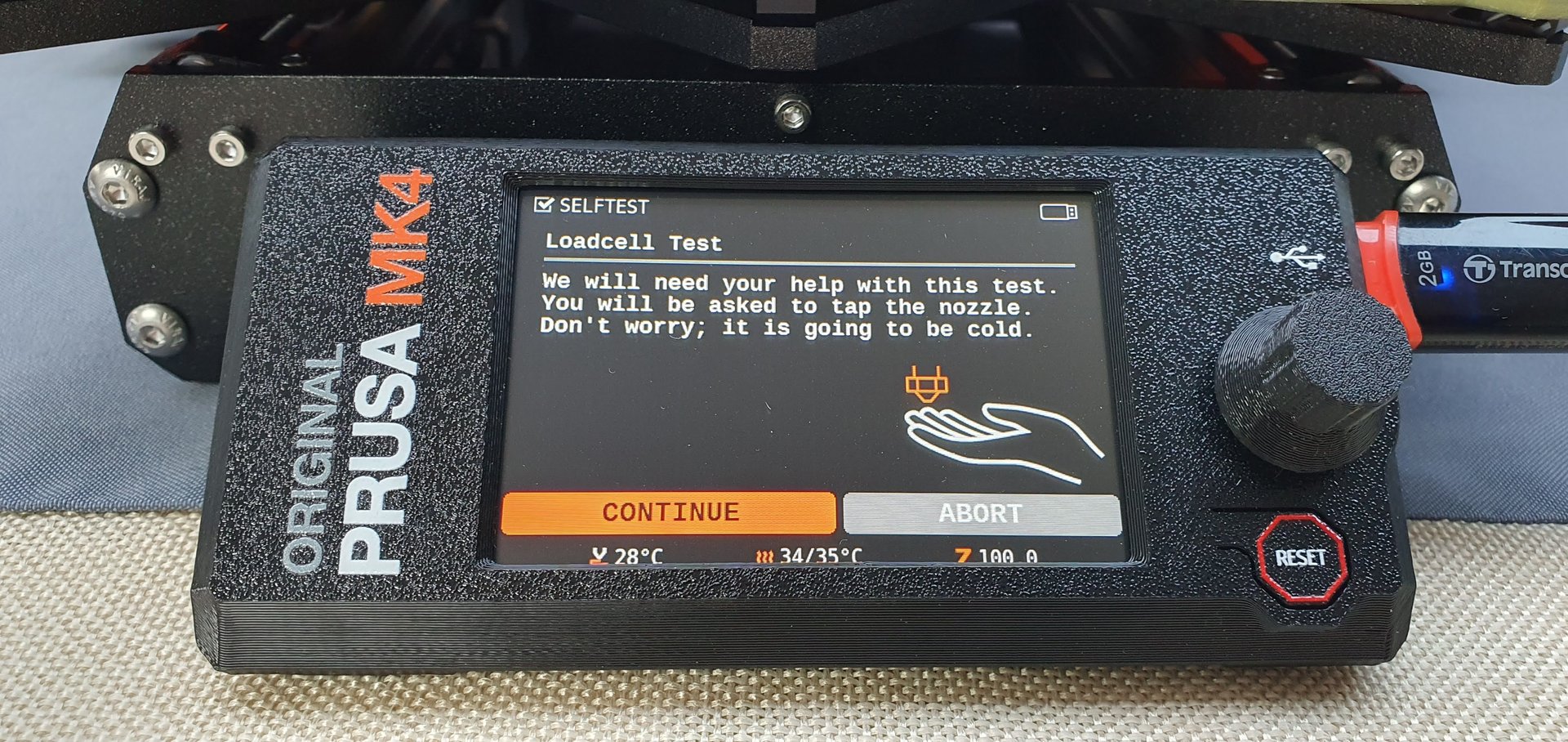
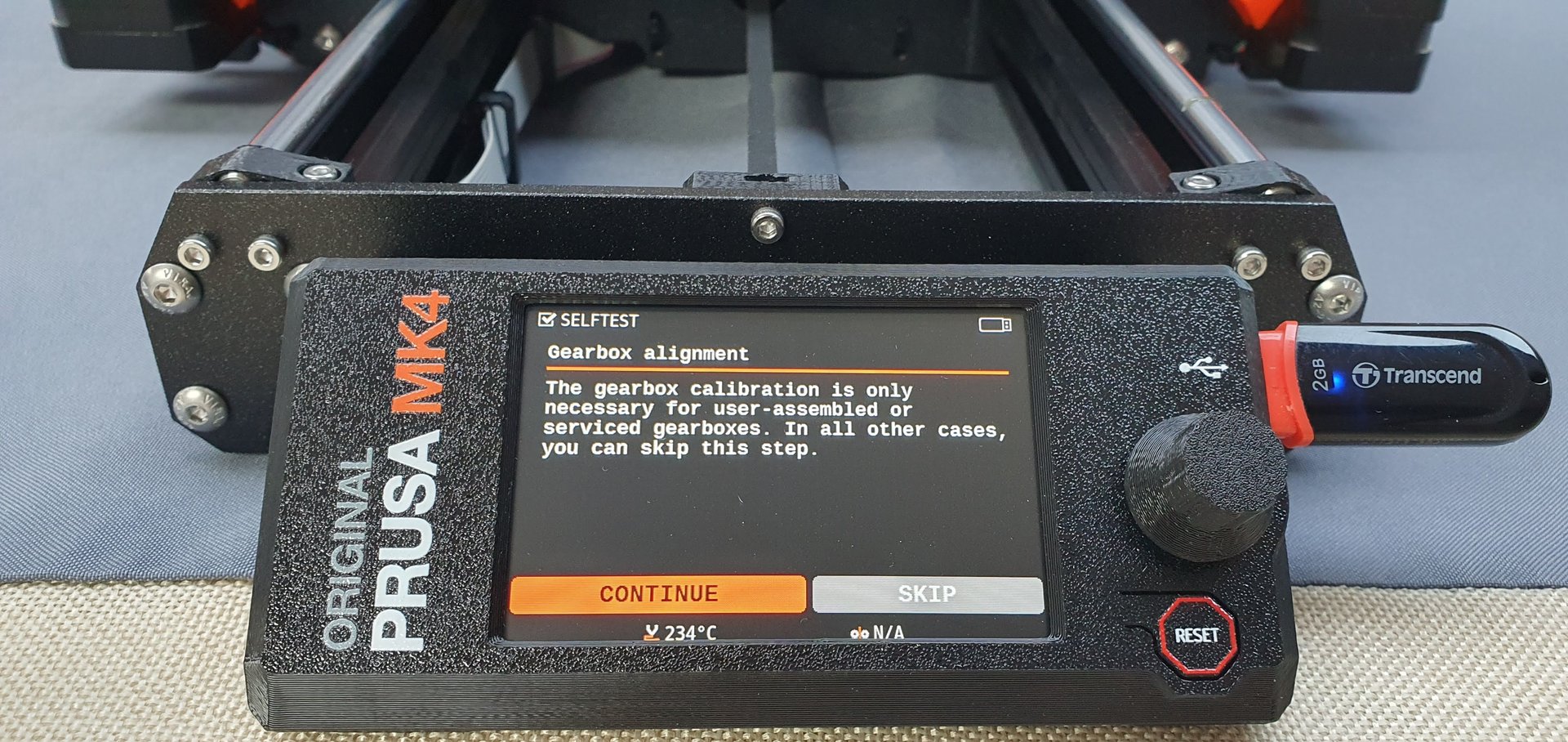
Il y a toute une panoplie de tests, pour la plupart ne nécessitant pas d’intervention humaine. Seuls les capteurs de force et de filament, ainsi que la boite de réduction du Nextruder, demandent d’effectuer des actions manuelles. Ces étapes sont clairement décrites. A savoir que l’engrenage planétaire ne nécessite sa calibration qu’une seule fois, tant qu’on ne l’ouvre pas.




Ca y est, la machine est prête à travailler.

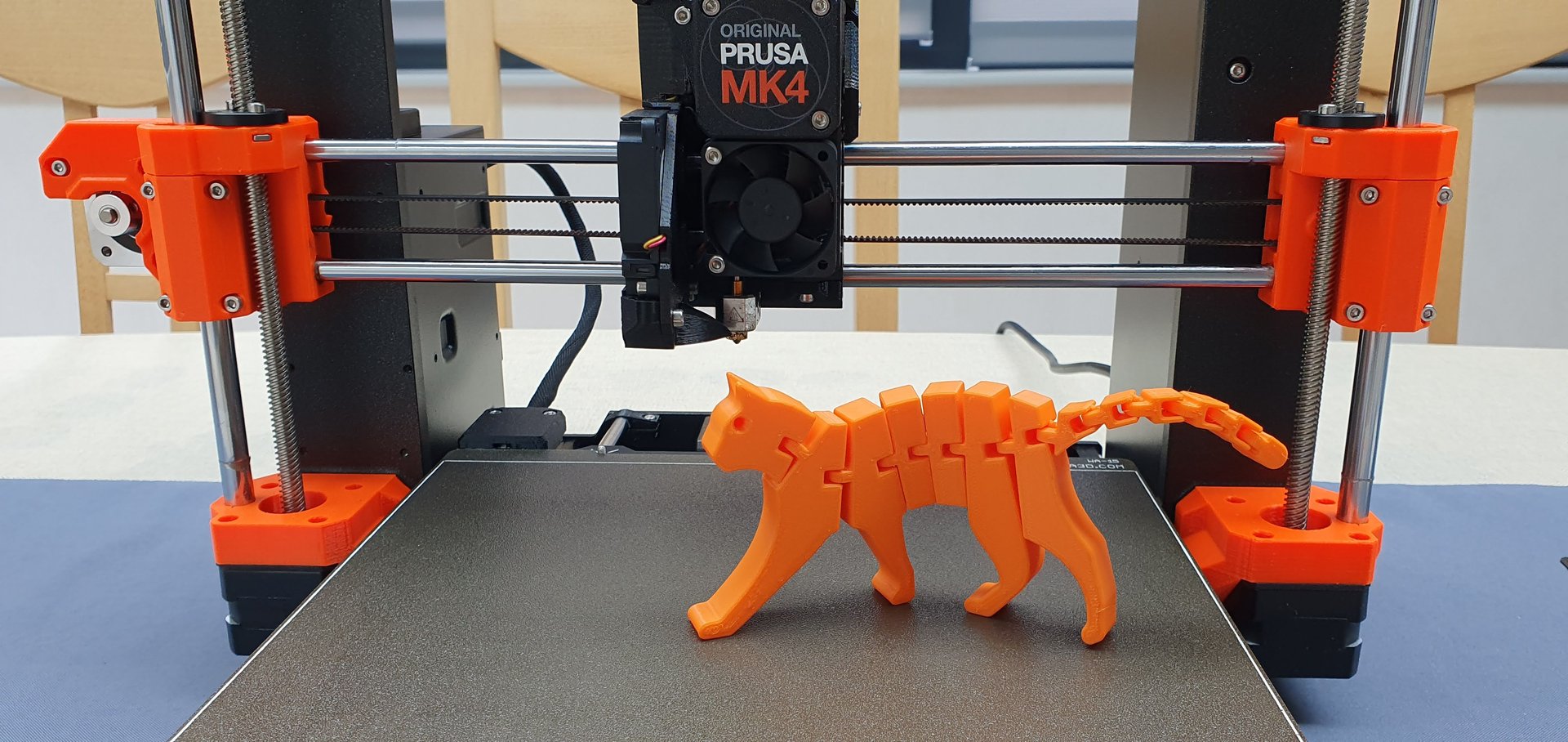
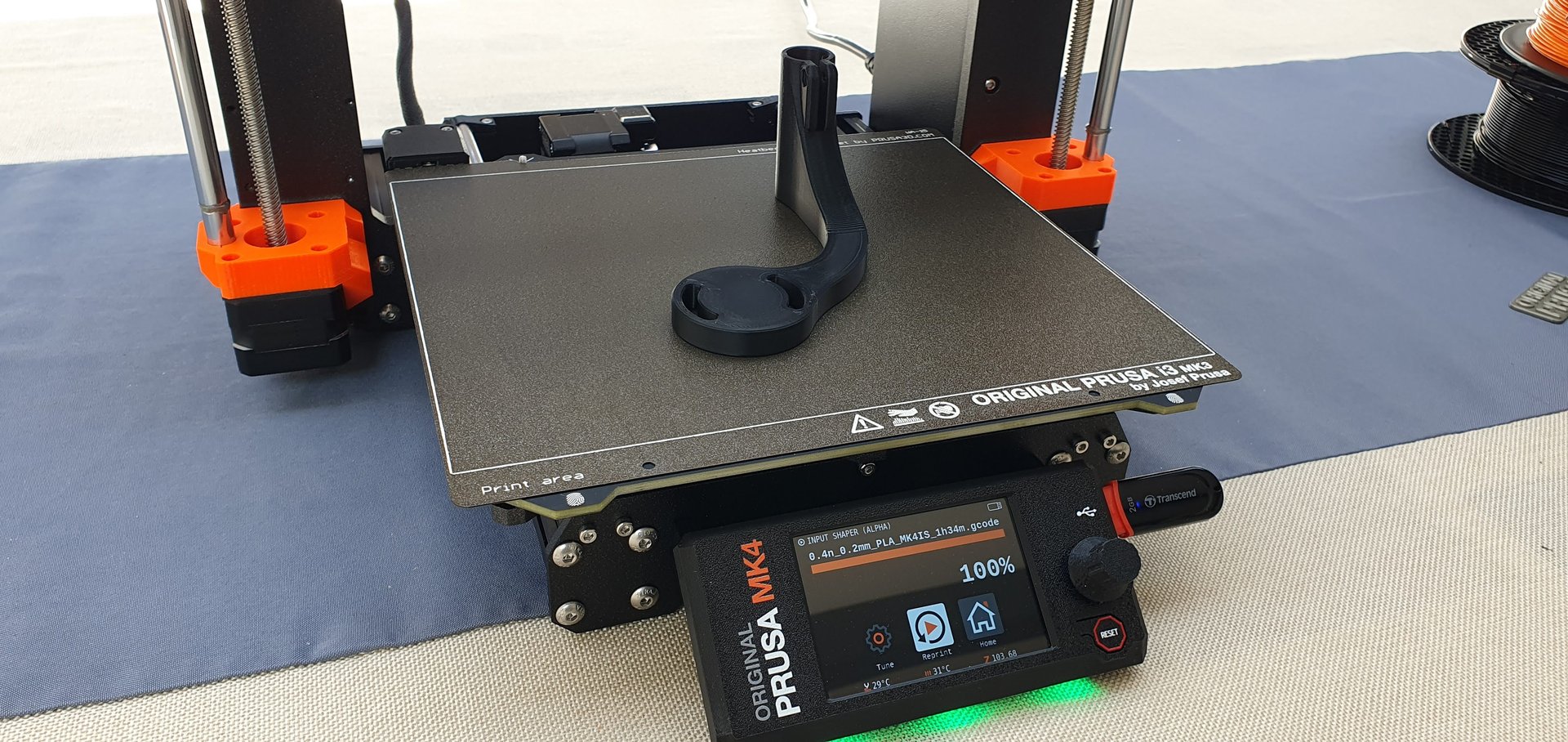
Première impression et impressions, pour les impatients
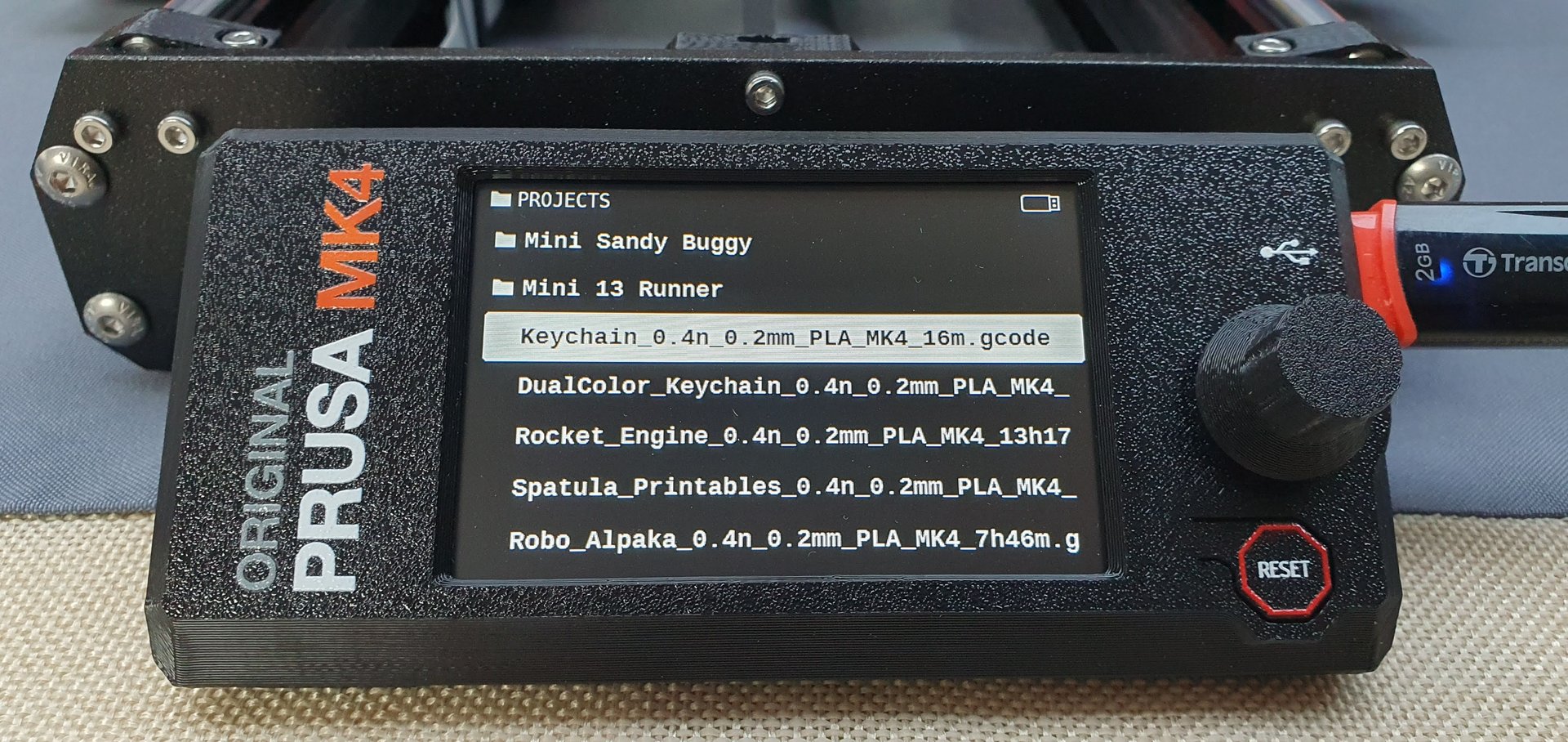
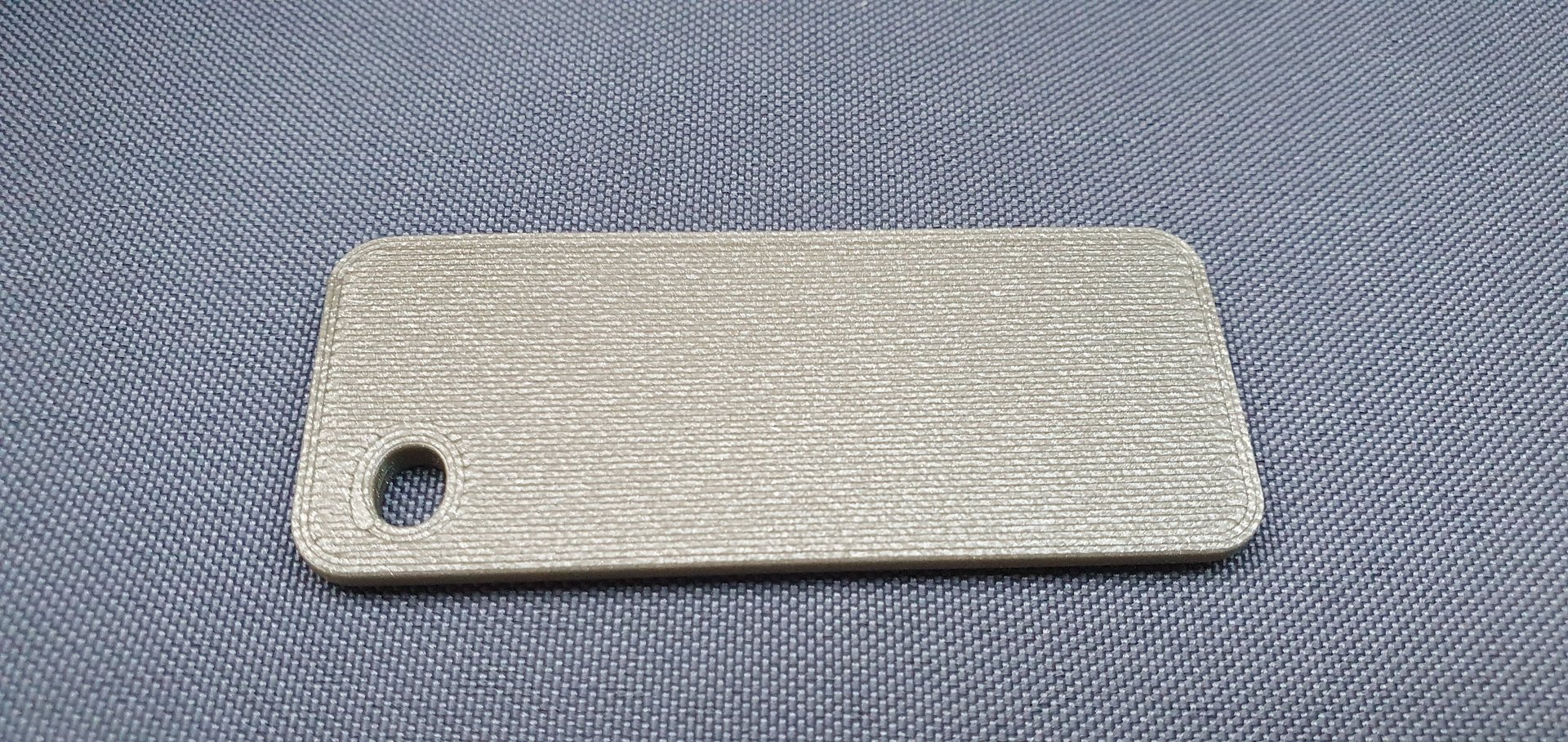
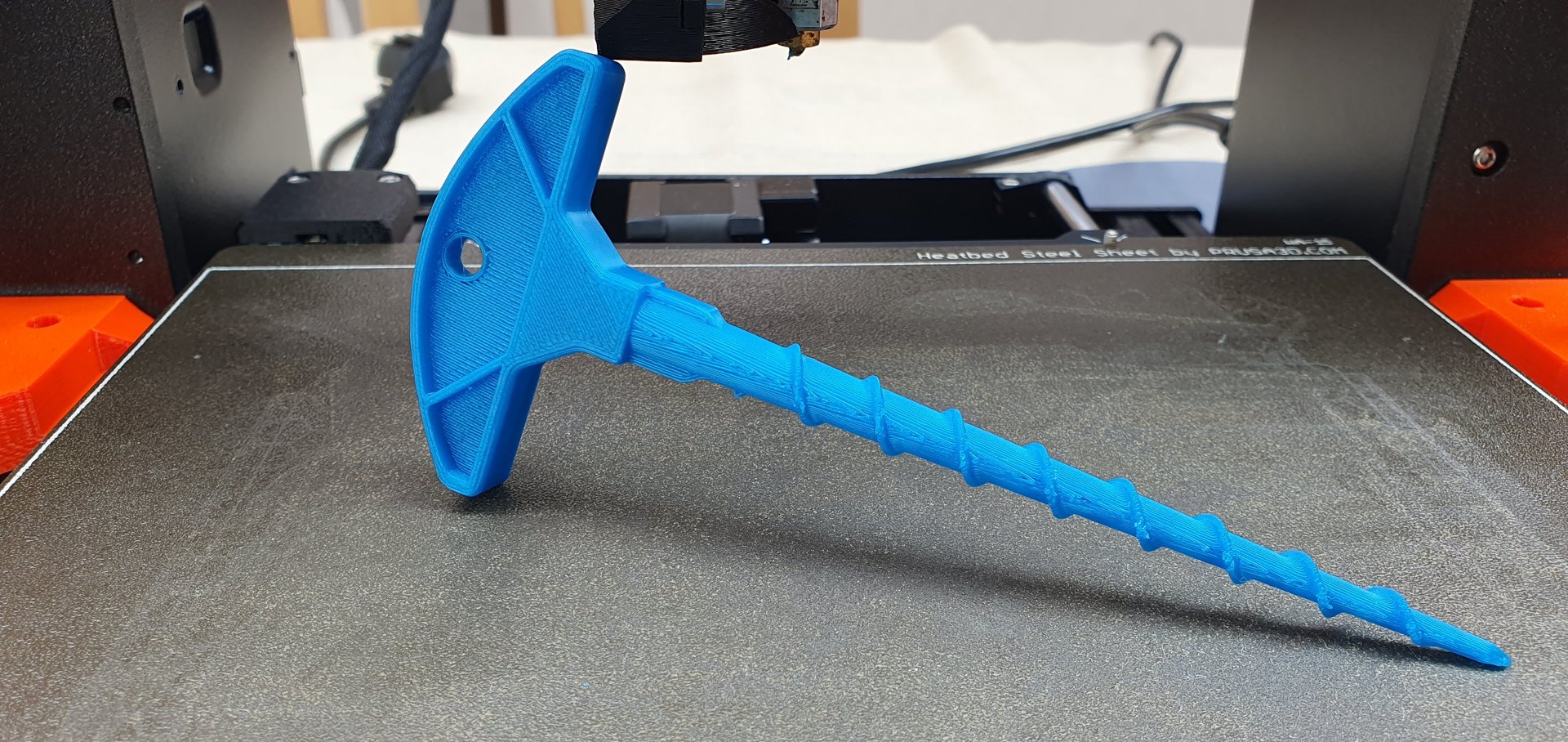
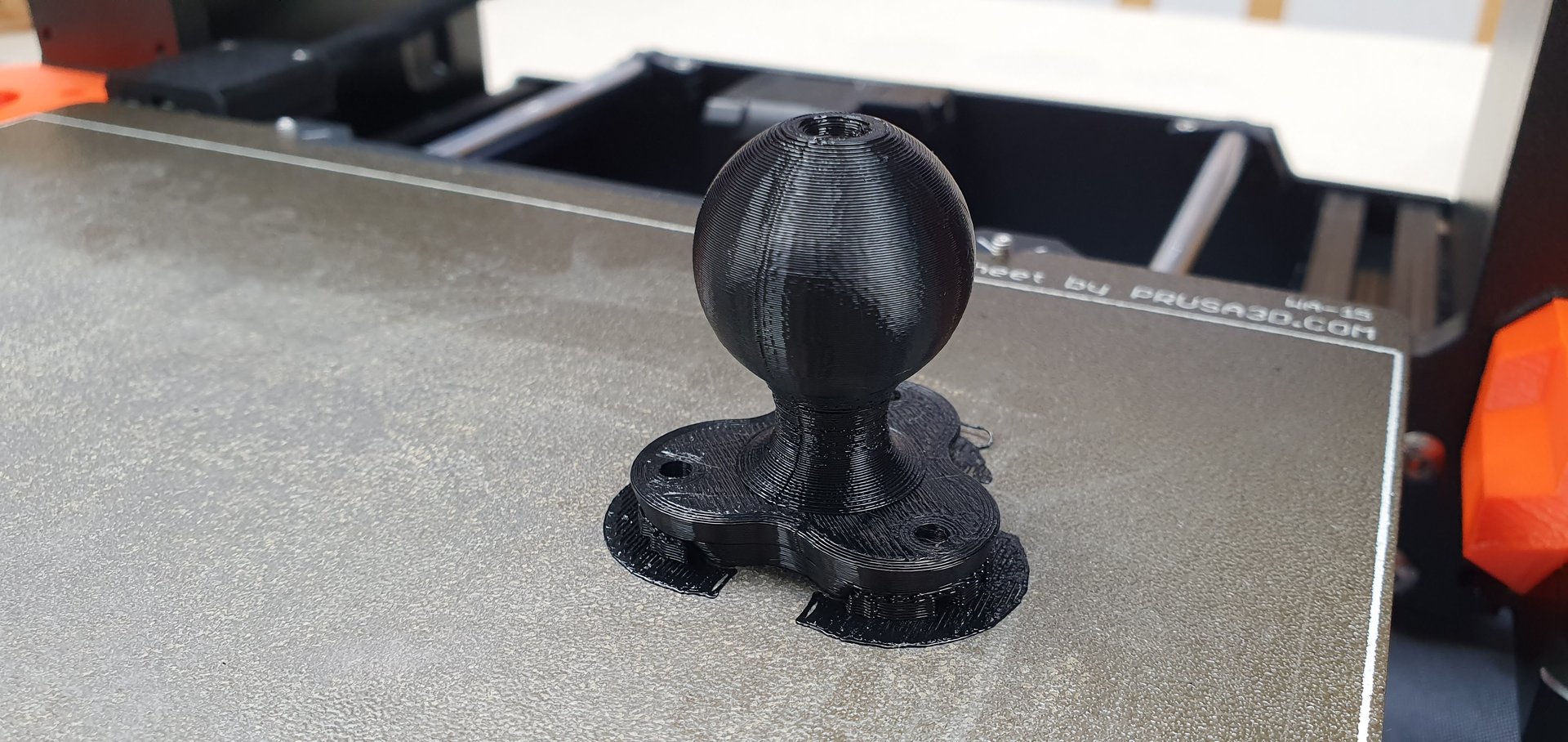
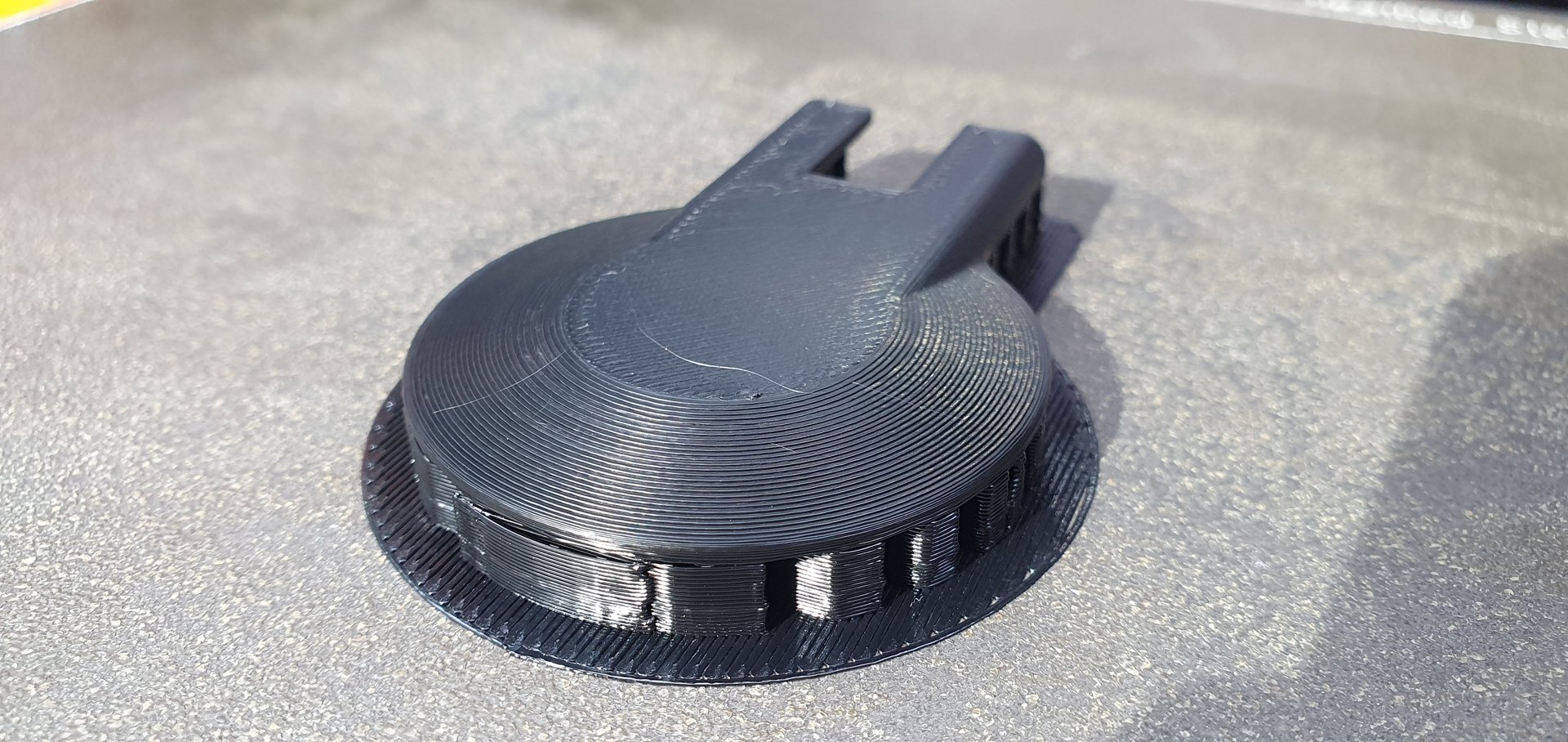
Le fameux porte-clé, c’est l’impression qui se trouve sur le plateau la machine lorsqu’elle arrive assemblée.

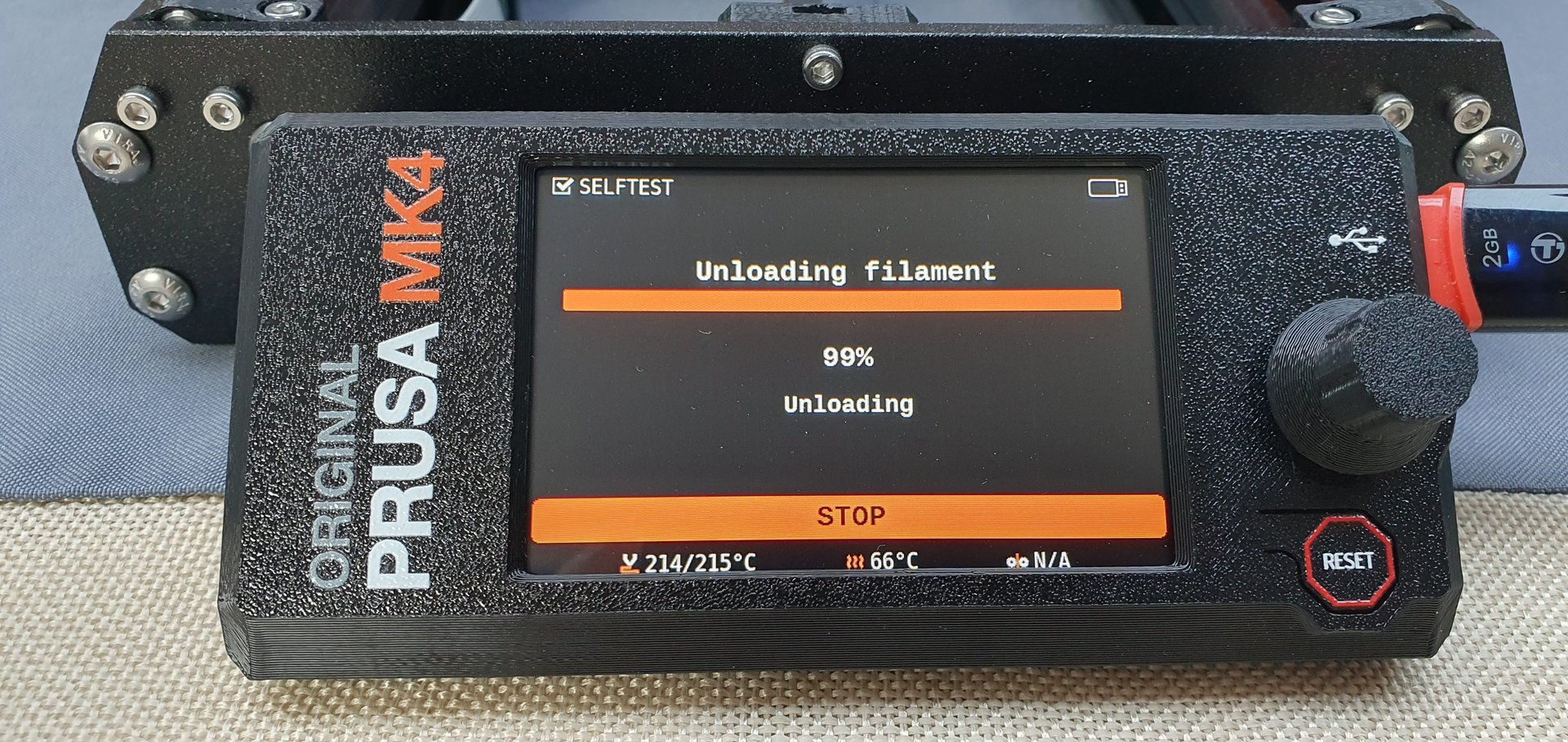
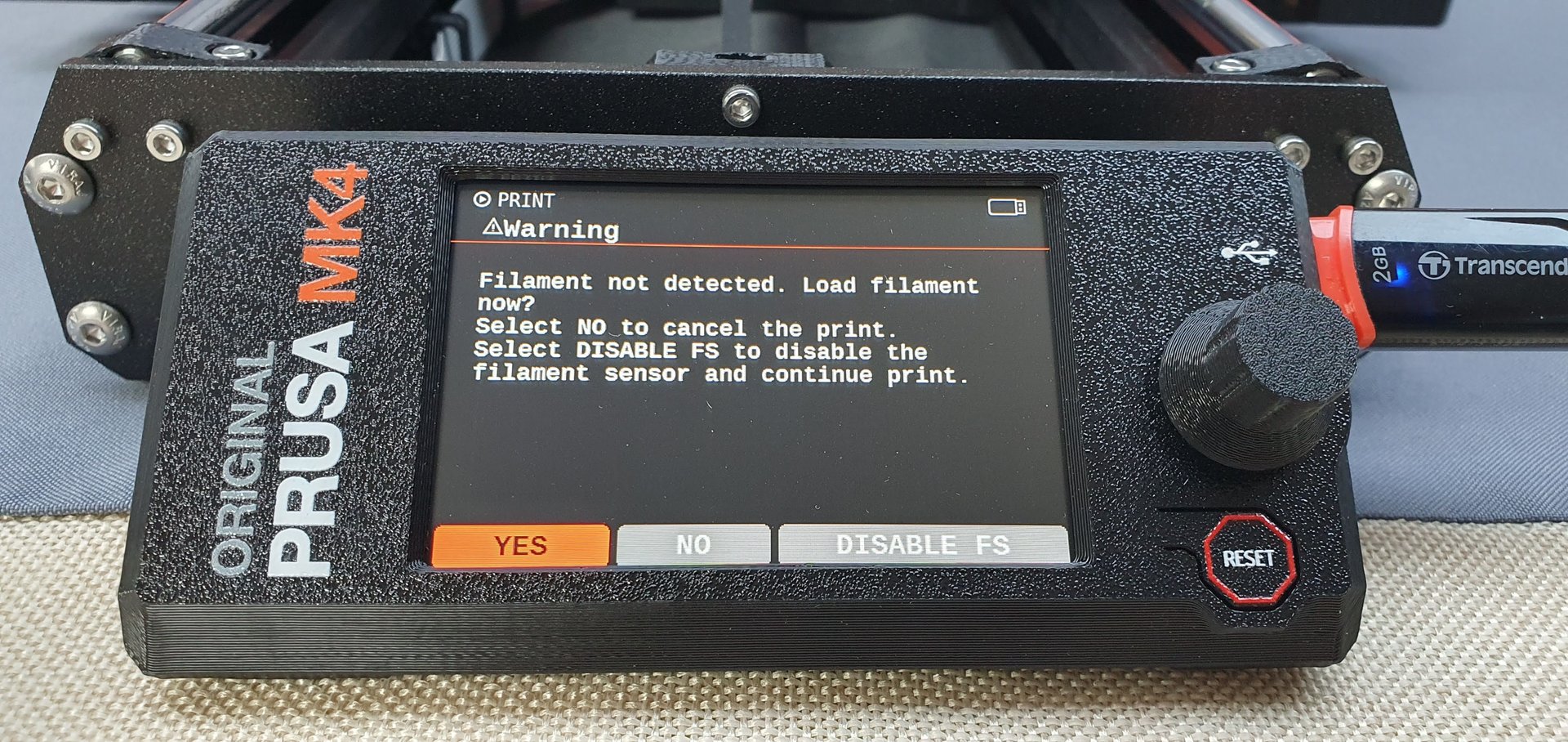
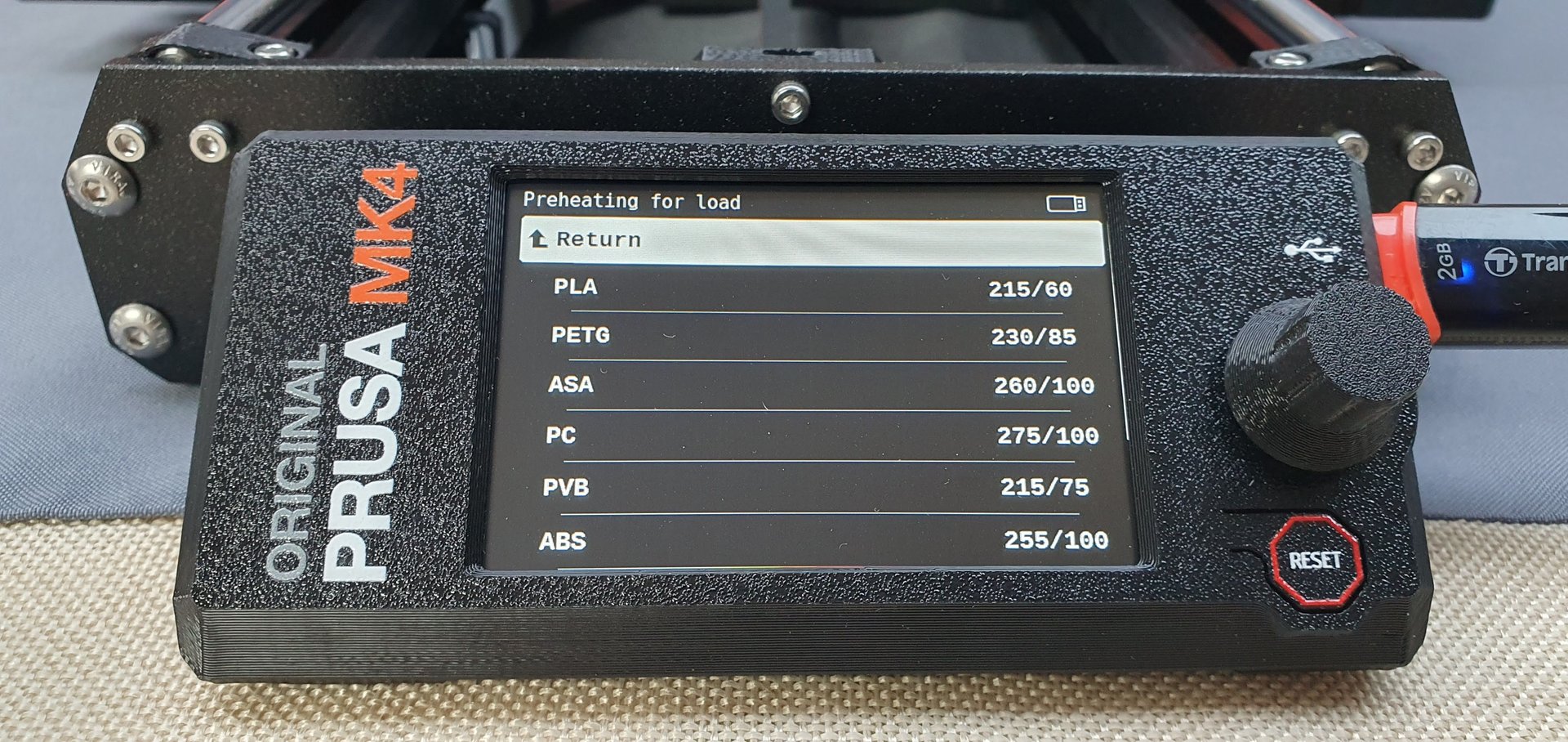
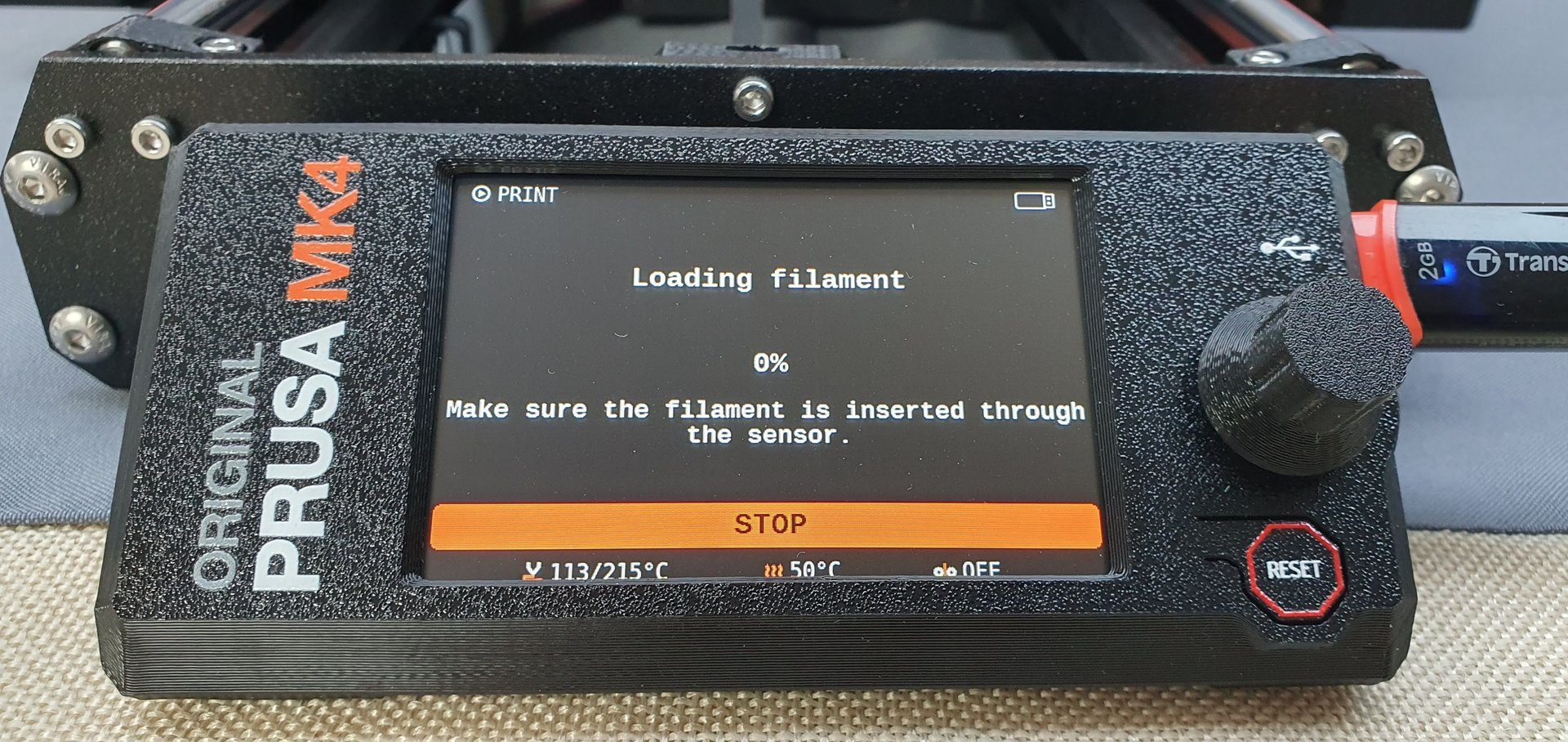
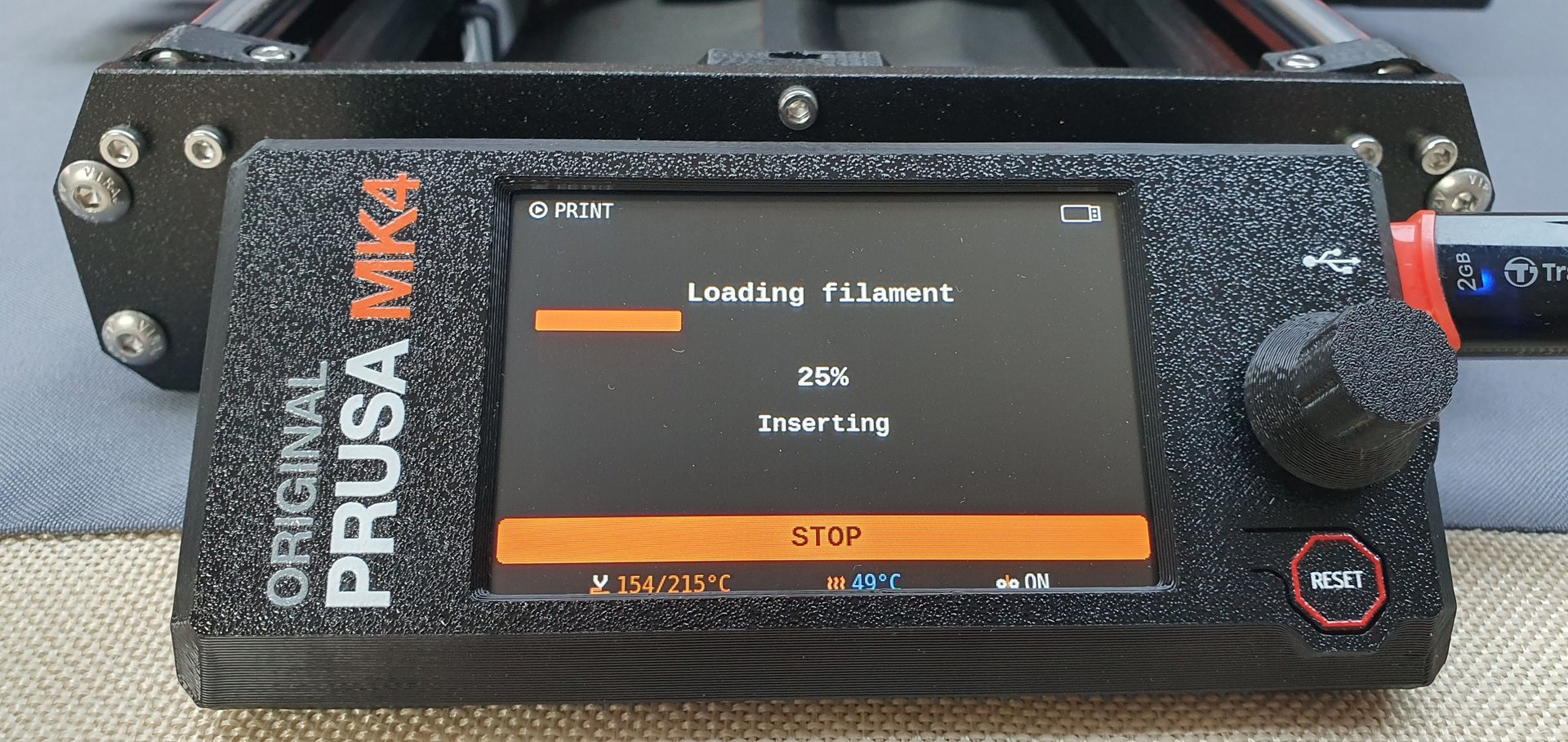
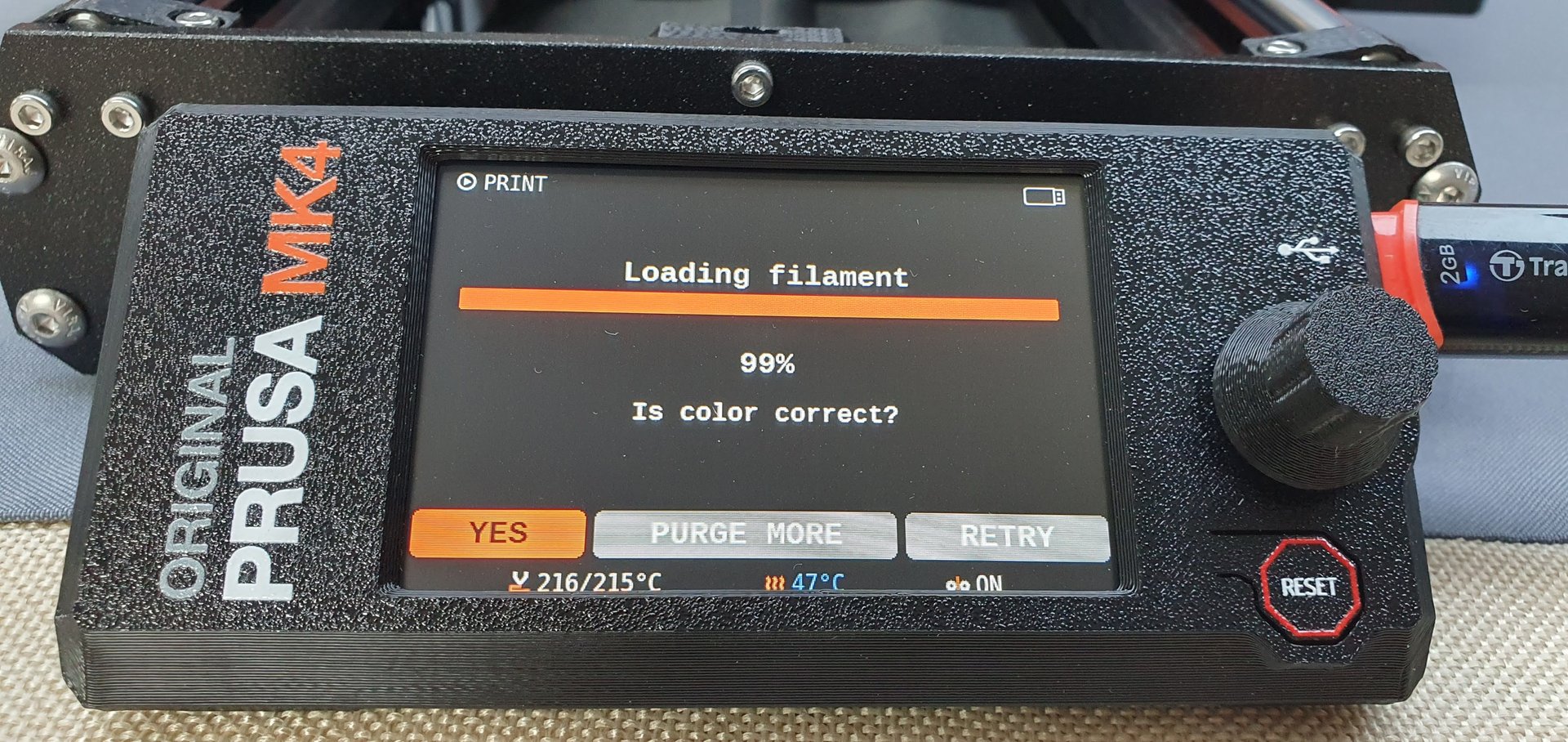
Oups, j’ai été trop impatient, je n’ai pas chargé de filament ! Heureusement que la machine est là pour compenser mes étourderies et me prendre par la main.


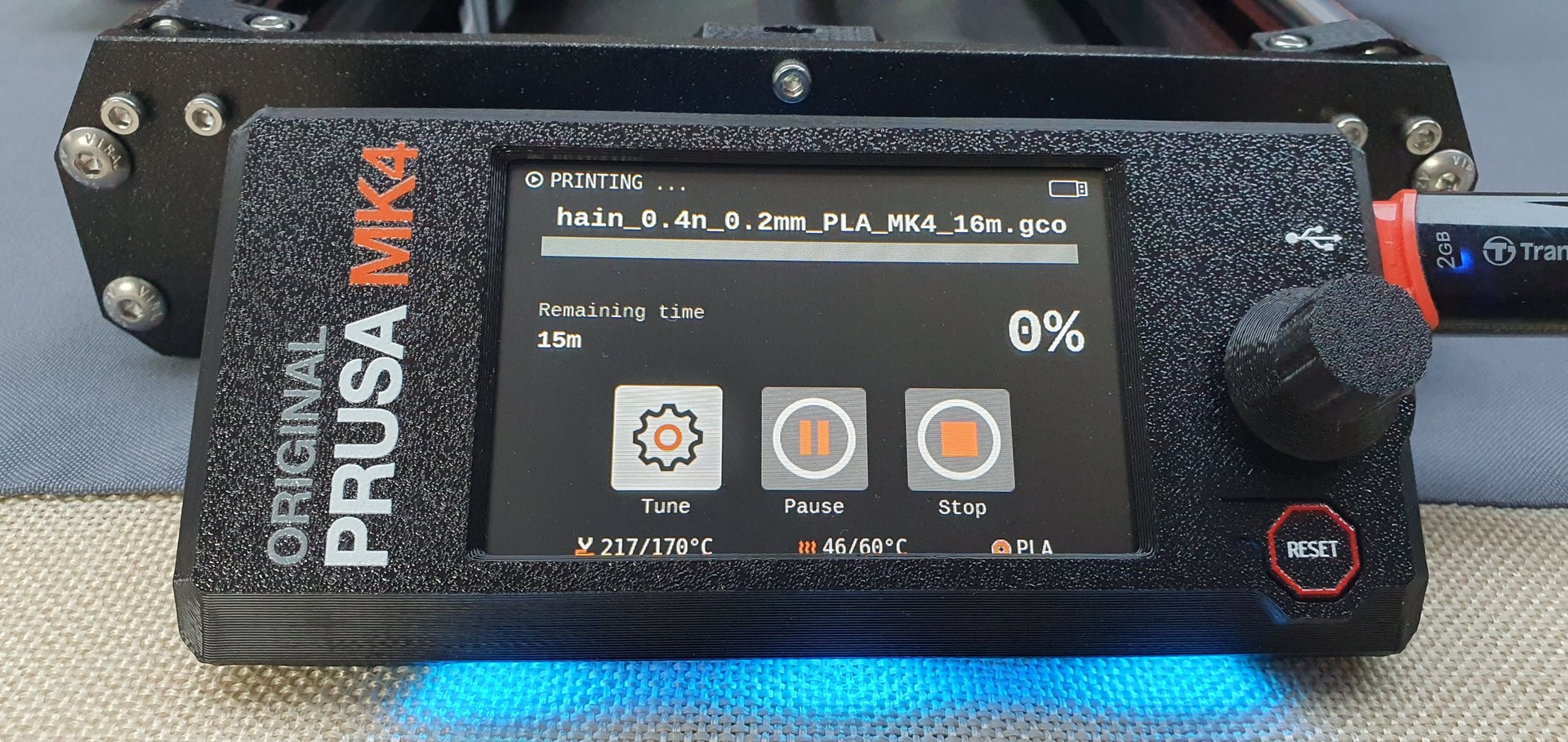
Ca y est c’est parti ! Lumière bleue, ça imprime, lumière verte, c’est fini !

Et le résultat.

Je dois dire que pour une première impression, la simplicité et le confort d’utilisation m’ont impressionnés. On insère la clé USB, on sélectionne le fichier que l’on souhaite imprimer et voilà. Je rappelle que l’on a rien eu à régler et surtout pas de Z-offset.
C’est très excitant à ce moment de voir que la machine fonctionne très bien sans rien avoir à retoucher et on imagine déjà tout le travail qu’on va lui donner à produire.
Principales nouveautés : Prusa MK4 vs MK3S+
On ne peut s’empêcher de comparer la Prusa MK4 avec son aînée, la Prusa i3 MK3S+. Je vais donc énumérer les principales différences qui font de cette machine une simple évolution sur certains aspects, ou une conception complètement revue sur d’autres.
Châssis
Côté châssis, on reste sur la même architecture que la génération précédente et ceci pour une raison toute simple : il est possible d’upgrader une i3 MK3S+ en une MK3.5, MK3.9 ou MK4. Hormis les pièces plastiques qui sont pour la plupart redessinées, les trois axes sont très similaires. Il n’y a qu’au niveau du guidage Z où l’on passe sur des tiges de 10 mm.
Le cadre aluminium devient un cadre moulé et non plus usiné. Il adopte un motif alvéolé en nid d’abeille sur l’arrière et quelques bossages sur l’avant. Rien de vraiment visible lorsqu’on regarde la machine de face.
Non visible, mais une évolution tout de même, les moteurs passent à une résolution de 0.9°, au lieu du classique 1.8°, officiellement pour contribuer à éliminer les VFA (fins artéfacts verticaux).
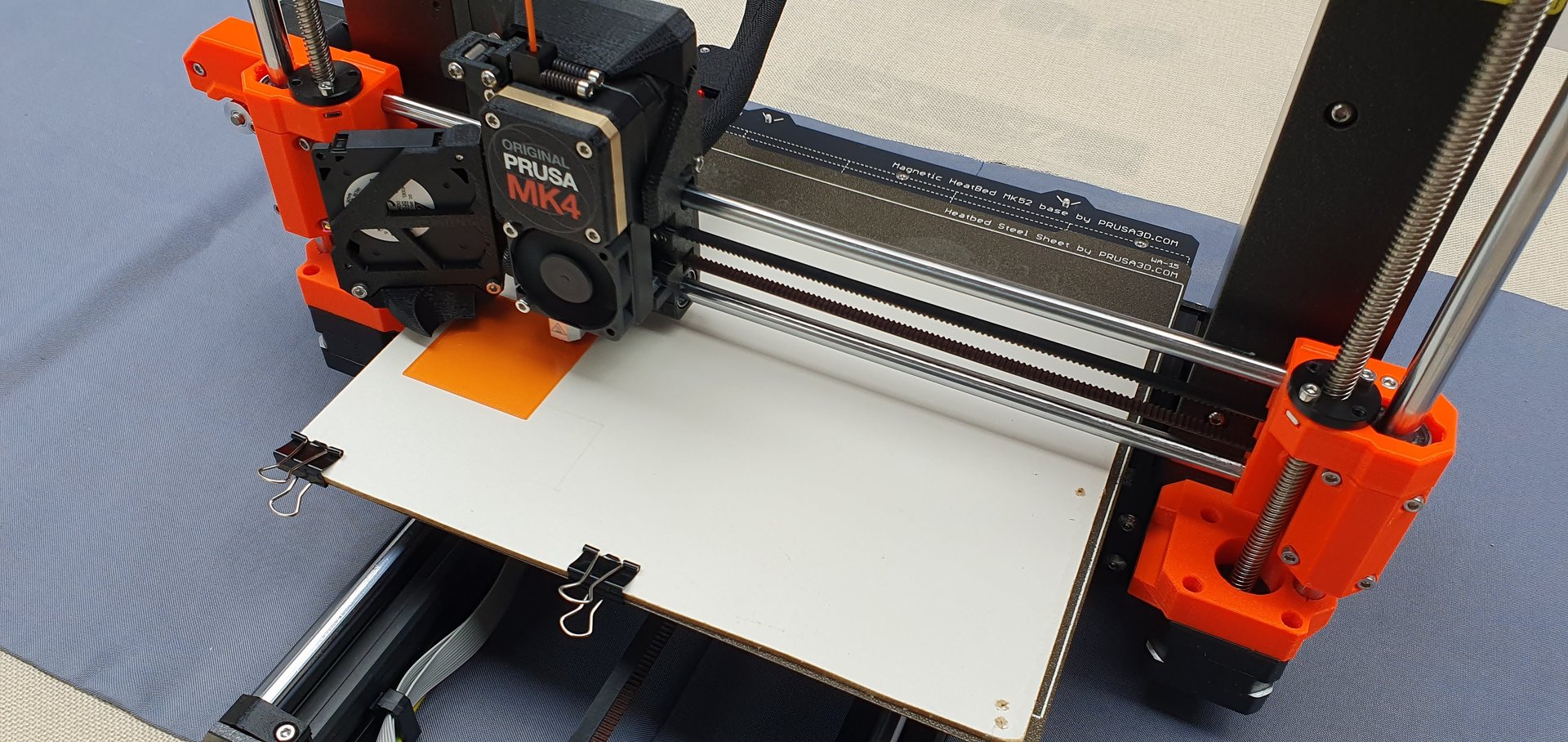
Plateau
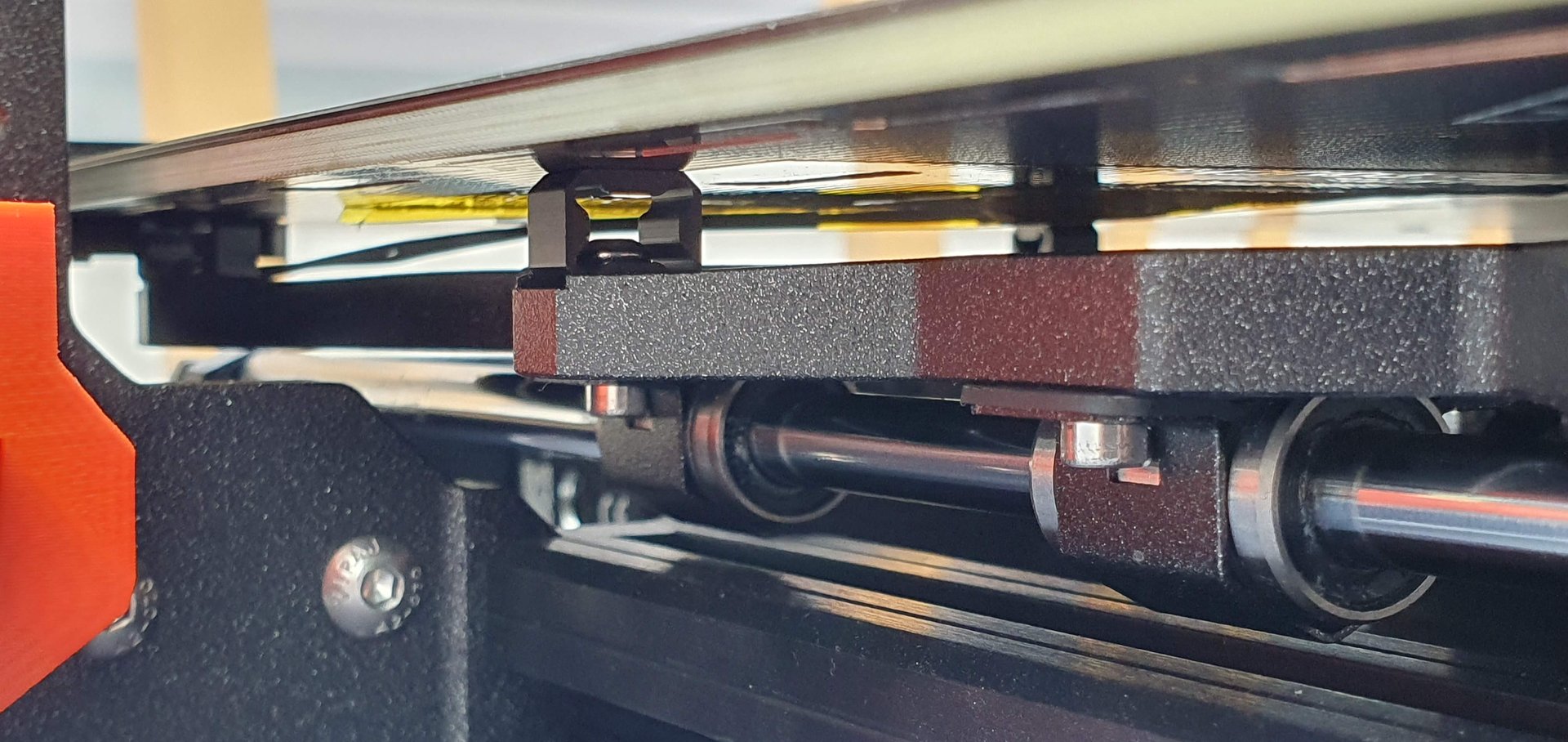
Le plateau est identique à celui de la génération précédente (le MK52), toujours magnétique, avec possibilité d’utiliser des tôles d’acier flexibles de différentes textures : lisse, satiné, poudré. Une petite évolution tout de même au niveau de sa fixation, le plateau repose maintenant sur des joints d’expansion, à l’exception du point d’ancrage central.
Electronique
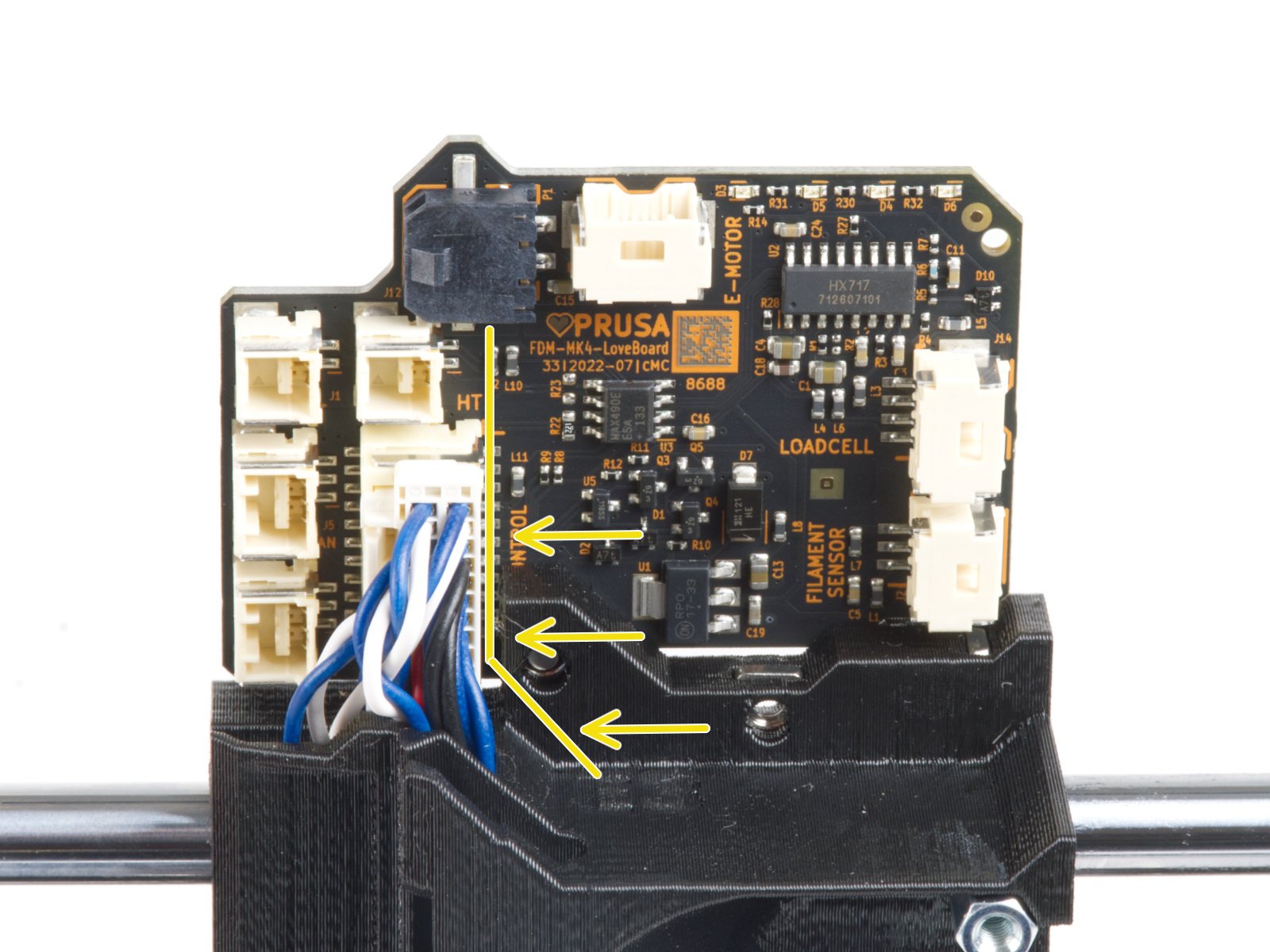
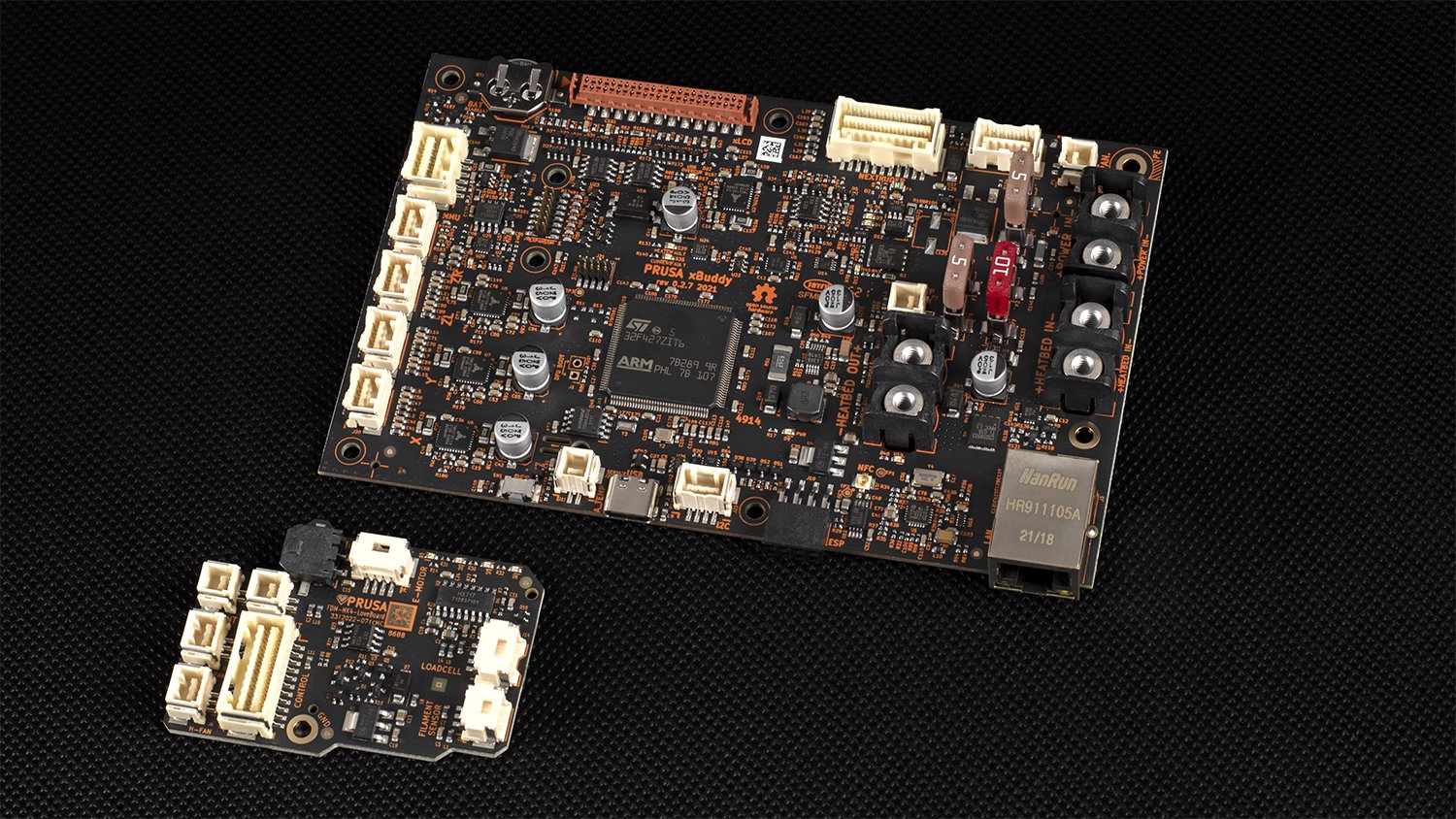
L’électronique pour le coup n’est pas une simple évolution mais une refonte totale. La carte mère et l’écran sont totalement nouveaux, en réalité ils partagent la même plateforme que les Prusa XL et Prusa Mini. Une nouvelle carte fait son apparition, la LoveBoard. Il s’agit d’une carte interface, entre autre pour simplifier la maintenance puisque toute la connectique de la tête se retrouve sur elle-même. Plus besoin de défaire tout le faisceau de câbles pour remplacer un ventilateur fatigué.
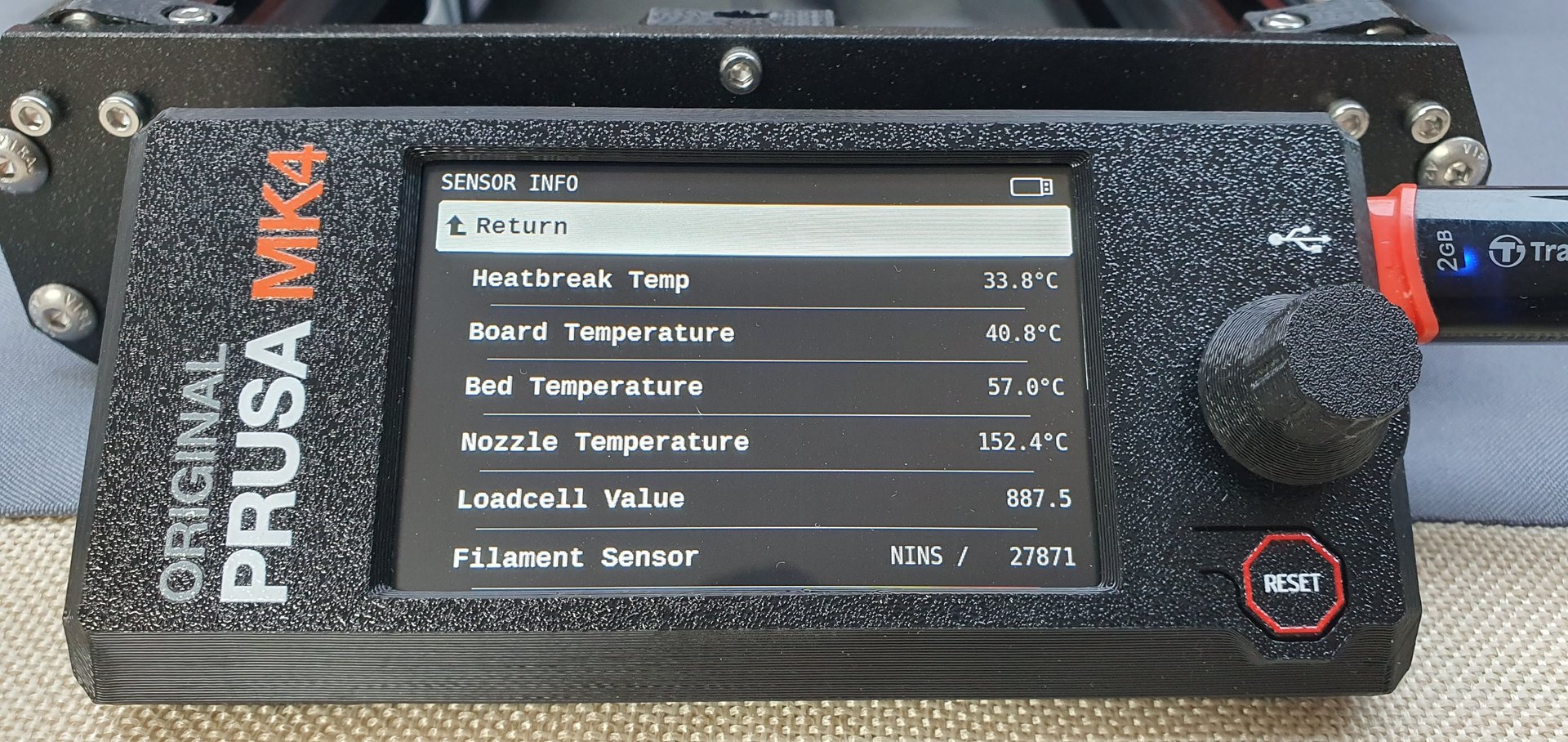
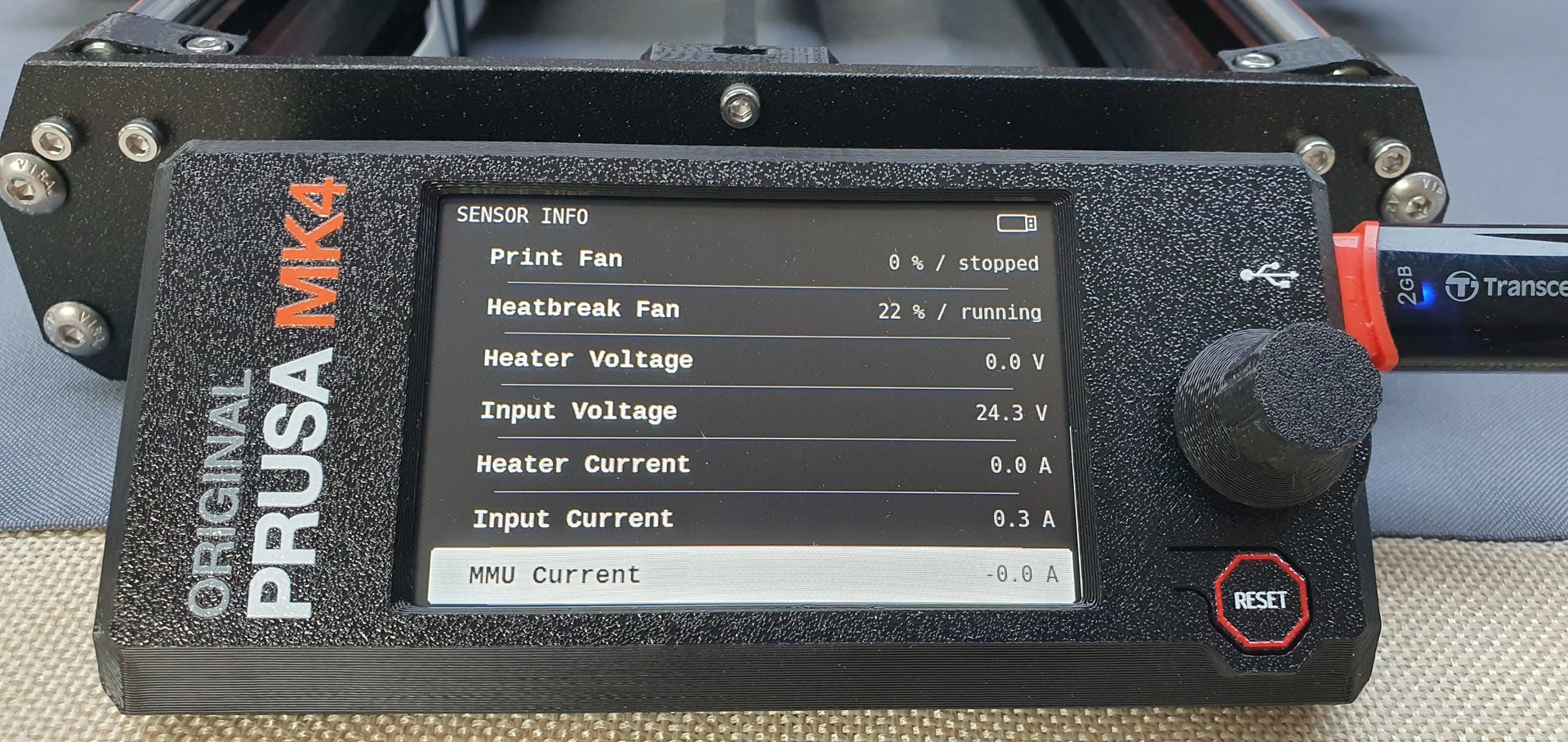
La quantité de capteurs augmente, la plupart sont uniquement là pour la sécurité, d’autres pour le confort ou l’ajout de nouvelles fonctionnalités. On retrouve d’ailleurs un menu qui permet de jeter un œil à l’ensemble de ces paramètres.
Carte mère
C’est un changement physiquement discret mais fonctionnellement majeur. Principale nouveauté, le passage à un processeur 32-bit. A noter que déjà à la sortie de l’i3 MK3, le choix de rester sur une architecture 8-bit était vivement critiqué car le 32-bit était déjà bien implanté chez la concurrence.
Certes, cela n’a pas empêché cette machine d’être excellente pour son époque mais elle s’est rapidement retrouvée limitée, notamment sur la vitesse. Sur la Prusa MK4, on ne peut donc que dire : “Enfin !”.
Cette puissance nouvelle permet de débloquer de nombreuses possibilités jusque là impossibles à traiter avec l’ancienne génération. On voit donc arriver la connectivité moderne : USB / LAN Ethernet / WiFi. Un port USB-C pour la connection avec un PC, un port I2C, un port accéléromètre (non fourni, on en reparle plus loin) et des ports pour le MMU3 et le Nextruder. Les drivers moteurs sont toujours des TMC2130.
Au delà de la connectivité, la capacité de traitement (DMIPS) est tout simplement multipliée par 14, la mémoire flash par 8, la mémoire RAM par 32…
Ecran
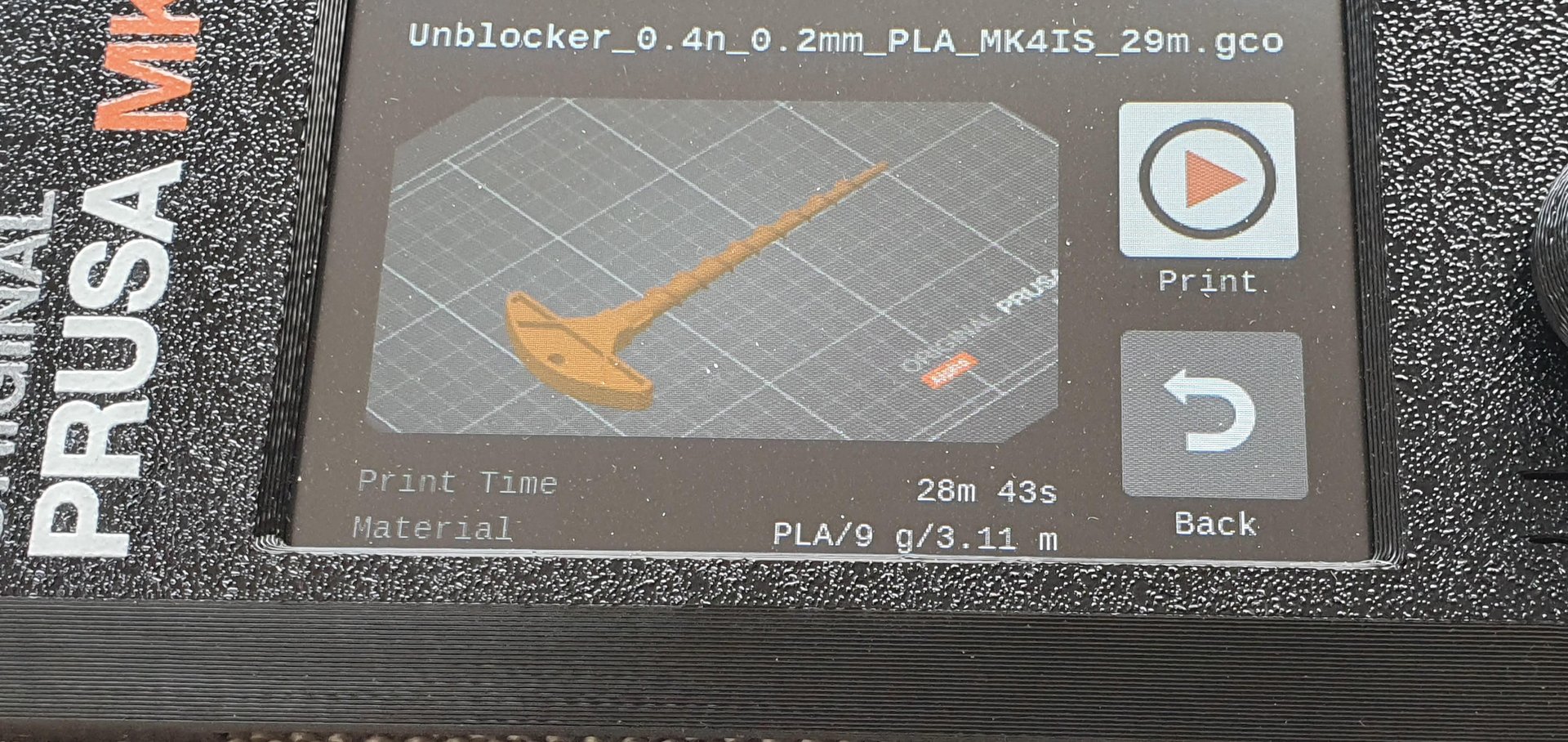
Certainement l’élément qui frappe immédiatement lorsque l’on cherche les différences physiques avec l’i3 MK3S+. Nous avons là un écran couleur, en paysage, dans une façade sérigraphiée du modèle de l’imprimante. L’écran est capable d’afficher les miniatures des G-Codes, c’est un peu gadget à mon goût mais ça peut servir à confirmer visuellement le fichier que l’on va imprimer.
Malheureusement cet écran n’est pas tactile, même s’il semble techniquement prévu pour accueillir cette option. Peut-être lors d’une future mise à jour ?
Autre différence majeure le concernant, exit le port SD, bienvenue au port USB (type A). Oui, la Prusa MK4 abandonne la carte SD pour enfin se servir d’une clé USB comme source de stockage. Côté pratique, dès l’insertion de la clé USB, la machine propose automatiquement d’imprimer le fichier le plus récent d’un clic.
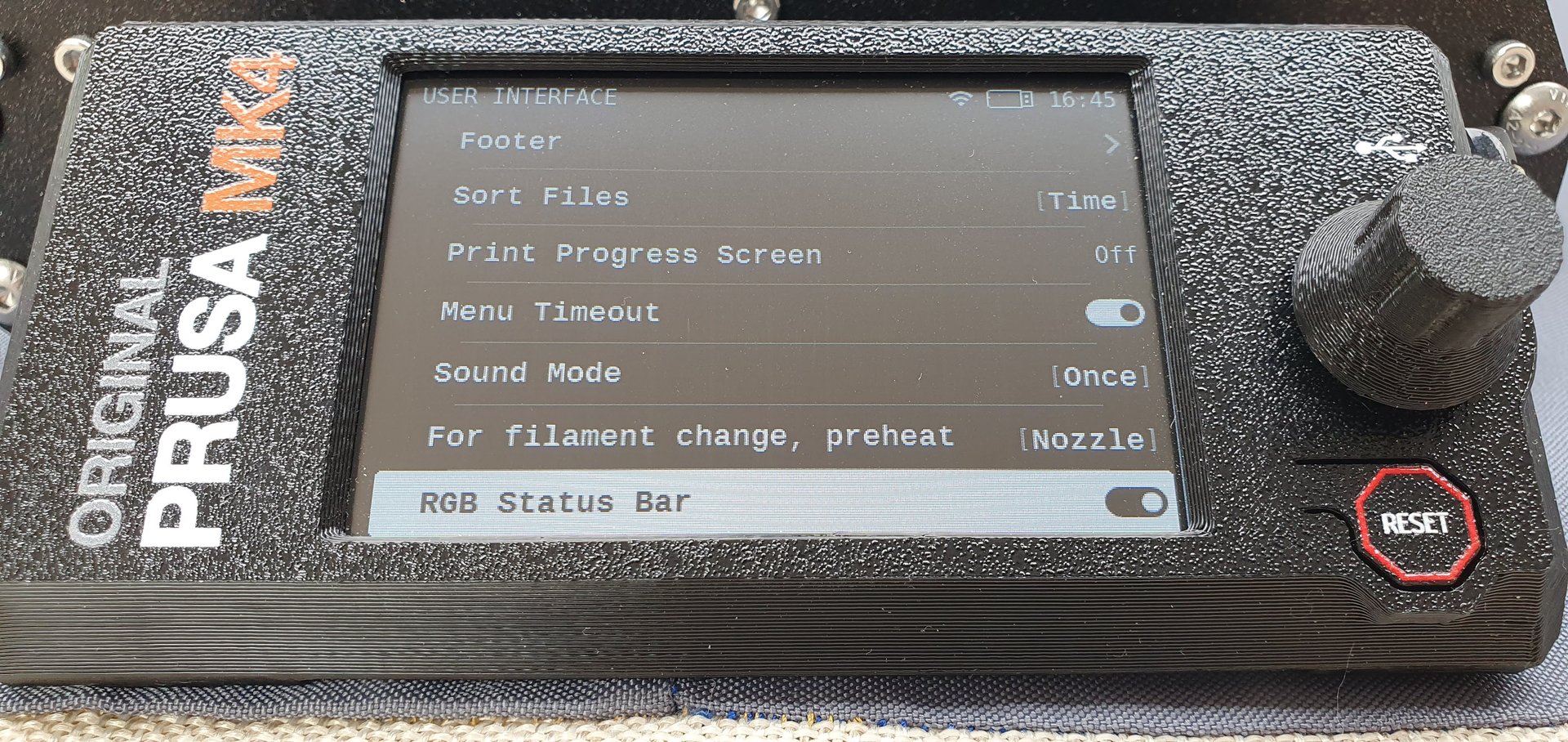
Et enfin, nous avons un bandeau RGB sous l’écran, qui permet d’indiquer le statut de la machine. Bleu ça imprime, jaune c’est en pause, vert c’est terminé. Cette option est désactivable.
Pour moi, cet écran est une belle avancée visuellement, bien que je trouve que c’est assez gadget dans la mesure où cette imprimante fait bien son boulot et que l’écran ne sert à rien d’autre que cliquer pour imprimer et afficher le temps restant. Prévisualiser les miniatures, les LEDs RGB, les belles icônes et les barres de progression ne sont pas indispensables au fonctionnement correct de la machine.
Là où il y a un réel progrès, c’est sur l’expérience utilisateur. Les menus sont bien organisés (on y reviendra), les actions sont anticipées et simplifiées par rapport à la génération précédente. Clairement, l’accent a été mis sur le côté “user-friendly” et c’est un bonheur à utiliser.
Nextruder
Sans doute l’évolution la plus importante, cette tête d’impression appelée “Nextruder” condense énormément de nouveautés. Le moteur devient un “pancake” surmonté d’une réduction planétaire de 1:10. Ce réducteur vient actionner une large roue dentée qui grippe fortement le filament en appui contre deux roulements à gorge. Filament qui passe par un capteur à effet Hall (analogique). Une CTN fait son apparition côté radiateur.
En parlant de ce radiateur justement, c’est la pièce centrale du Nextruder. Un grand dissipateur thermique en aluminium, qui intègre dans son cœur une jauge de contrainte, c’est le capteur de force dont on reparlera juste après la buse.
L’ensemble est plus léger, plus équilibré, avec un centre de gravité ramené au plus proche de l’axe X.
Buse
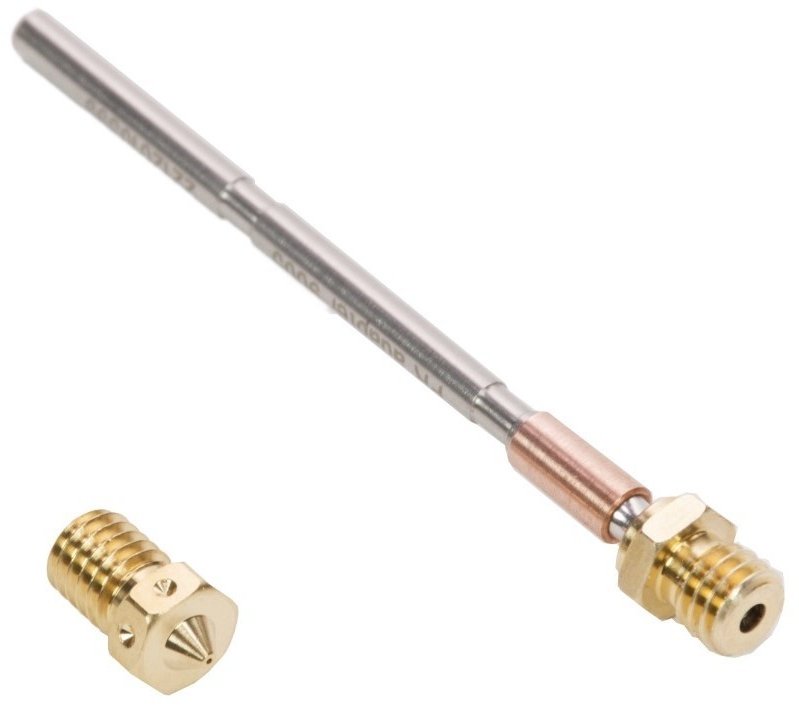
La buse est un nouveau modèle spécifique, toujours développée et manufacturée par E3D, partenaire historique de Prusa Research. Il s’agit maintenant d’une buse longue, tout en un. Le tube allant dans le heatbreak faisant partie intégrante de la buse, il n’y a plus de fuite possible, ni de serrage à chaud à effectuer. Ce tube traverse tout le radiateur jusqu’au plus près du galet d’entrainement du filament.
L’ensemble du corps : bloc alu, cartouche chauffante, CTN et buse, est amovible via deux molettes. Il suffit alors de :
- Pivoter le ventilateur latéral et retirer le capot de la LoveBoard
- Déconnecter les deux fiches de la LoveBoard
- Défaire les molettes pour pouvoir extraire intégralement la hotend
- Démonter la buse à froid à l’aide des clés fournis

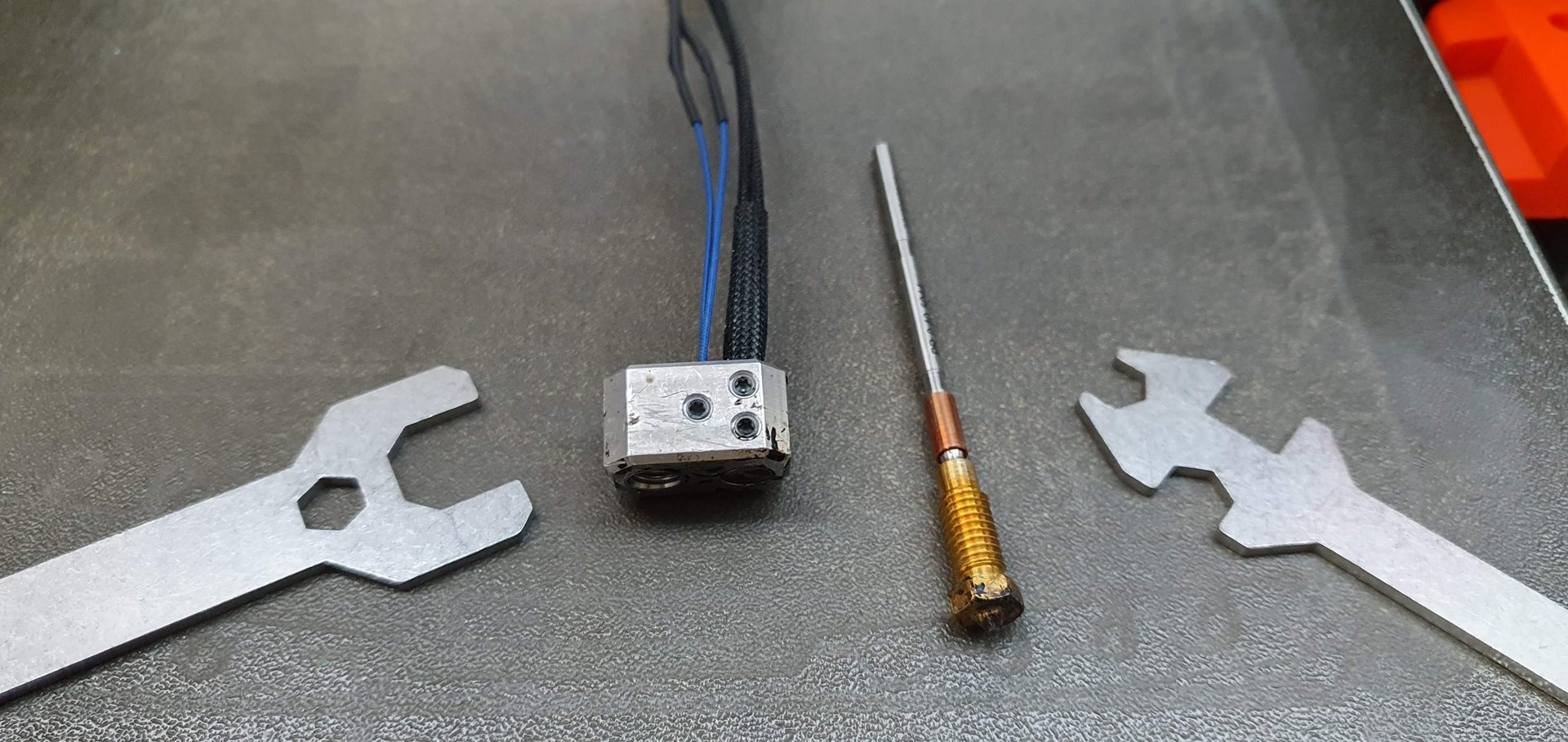
C’est un point très intéressant pour la maintenance, le changement de buse se faisant facilement sur le plan de travail et à froid. Plus besoin de se contorsionner ou de se brûler les doigts. Cependant, il nécessite toujours des outils, à moins d’avoir un bloc complet de rechange.
Pour les adeptes de buses techniques, il existe un adaptateur universel pour utiliser des buses compatibles E3D V6. Ceux qui ont déjà un panel de buses spécifiques, renforcées, high flow ou autres, pourront passer par ce biais, mais attention il faudra cette fois-ci recourir au serrage à chaud.
Capteur de force
Point central du Nextruder, le capteur de force (ou load cell), plus précisément une jauge de contrainte, permet de mesurer l’effort appliqué au corps du Nextruder et en particulier l’effort qu’exerce la buse contre le plateau. C’est la même technologie qui est utilisée dans les balances électroniques de cuisine.
Cela a plusieurs applications, la principale étant de pouvoir mesurer très exactement la position Z=0 en touchant le plateau avec le nez de la buse. Quel que soit le type de revêtement, la température, la dilatation et le défaut de planéité, le nivellement Z est parfait. C’est sur ce point précis que la Prusa MK4 diffère de son aînée sur laquelle il était nécessaire d’ajuster manuellement l’offset Z selon l’épaisseur de revêtement au dessus de la tôle (capteur inductif SuperPINDA).
D’autres utilisations possibles, mais pas forcément toutes exploitées encore, c’est la détection de problèmes tels qu’un blocage de filament ou un décrochage de la pièce. Par exemple, lors du homing, la machine est capable de détecter si la bobine de filament tire trop sur la tête et évite de forcer pendant la descente. Elle est aussi capable de détecter que la buse n’est pas propre et tente un nettoyage en multipliant les points contre le plateau.
Concernant le nivellement, la machine effectue un maillage en quadrillant la zone d’impression, jusqu’à 49 points pour un plateau entier. Mais la nouveauté, c’est que le maillage s’adapte automatiquement à la zone utilisée. C’est à dire qu’une petite pièce dans un coin du plateau ne nécessitera qu’un nombre réduit de points et limités uniquement à la surface utilisée. En résulte un maillage plus intelligent, plus précis et plus rapide.
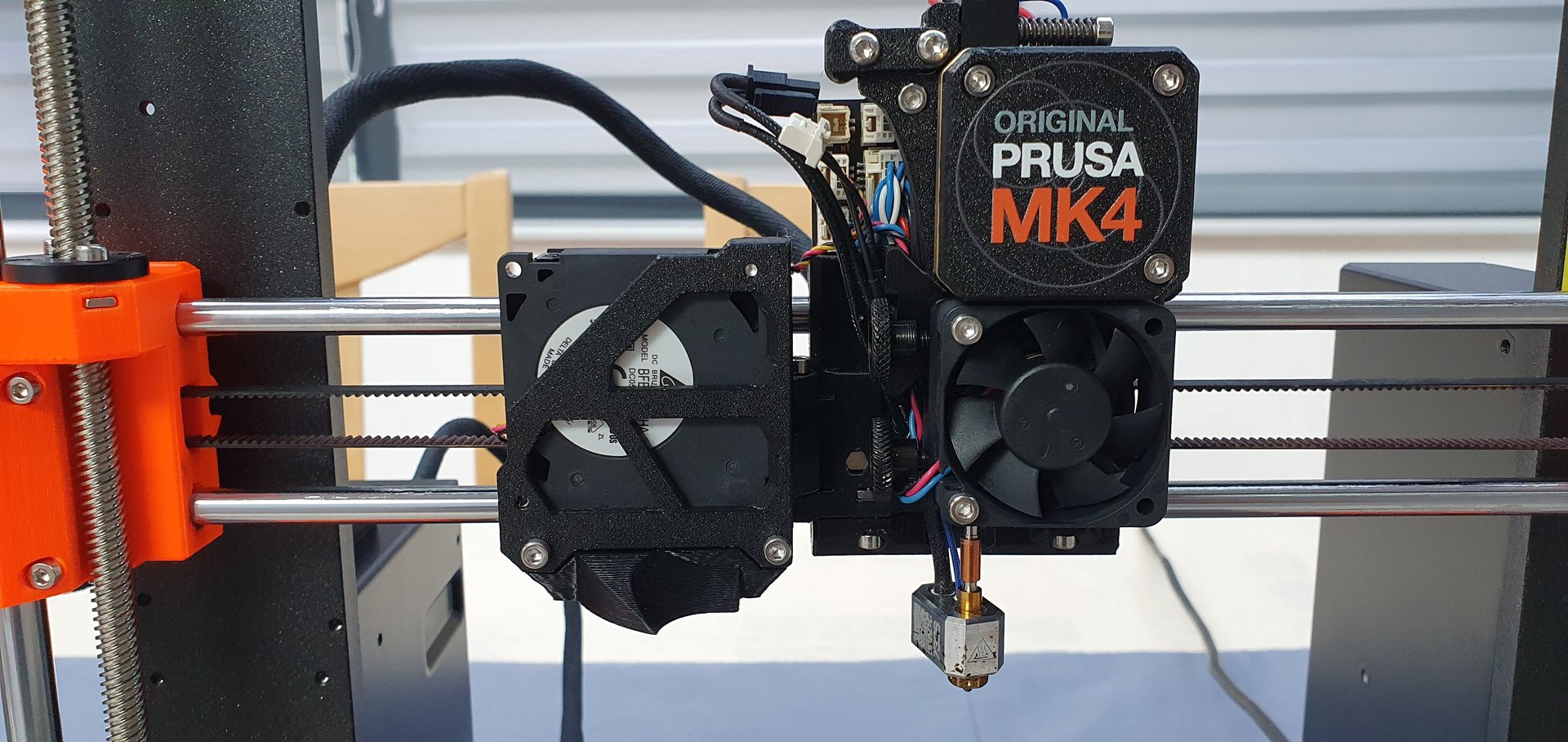
Ventilation
Il n’y a que deux ventilateurs sur la machine, situés sur le Nextruder. Le ventilateur qui sert à refroidir le radiateur est maintenant asservi en température grâce à la nouvelle sonde. Cela lui permet de tourner plus lentement la plupart du temps et d’être donc plus silencieux. Au passage, je n’ai pas la confirmation mais au bruit, il ne s’agit plus d’un Noctua. A 100% de sa vitesse, il est bien plus bruyant que celui de l’i3 MK3S, mais en utilisation normale, il est très calme.
Le ventilateur qui sert à refroidir la pièce en cours d’impression est quant à lui complètement nouveau. Il passe sur le côté avec une buse soufflant avec un angle de 45°. Cela dégage énormément l’espace autour de la buse et on voit clairement ce qu’il se passe. Comme si ça ne suffisait pas, ce ventilateur est monté sur une charnière, avec un loquet aimanté pour le maintenir en position. C’est très pratique pour la maintenance, le nettoyage et pour rapidement changer de buse comme on a pu le voir précédemment.
Menus
Ecran d’accueil
On navigue grâce à la molette et on valide en pressant dessus.

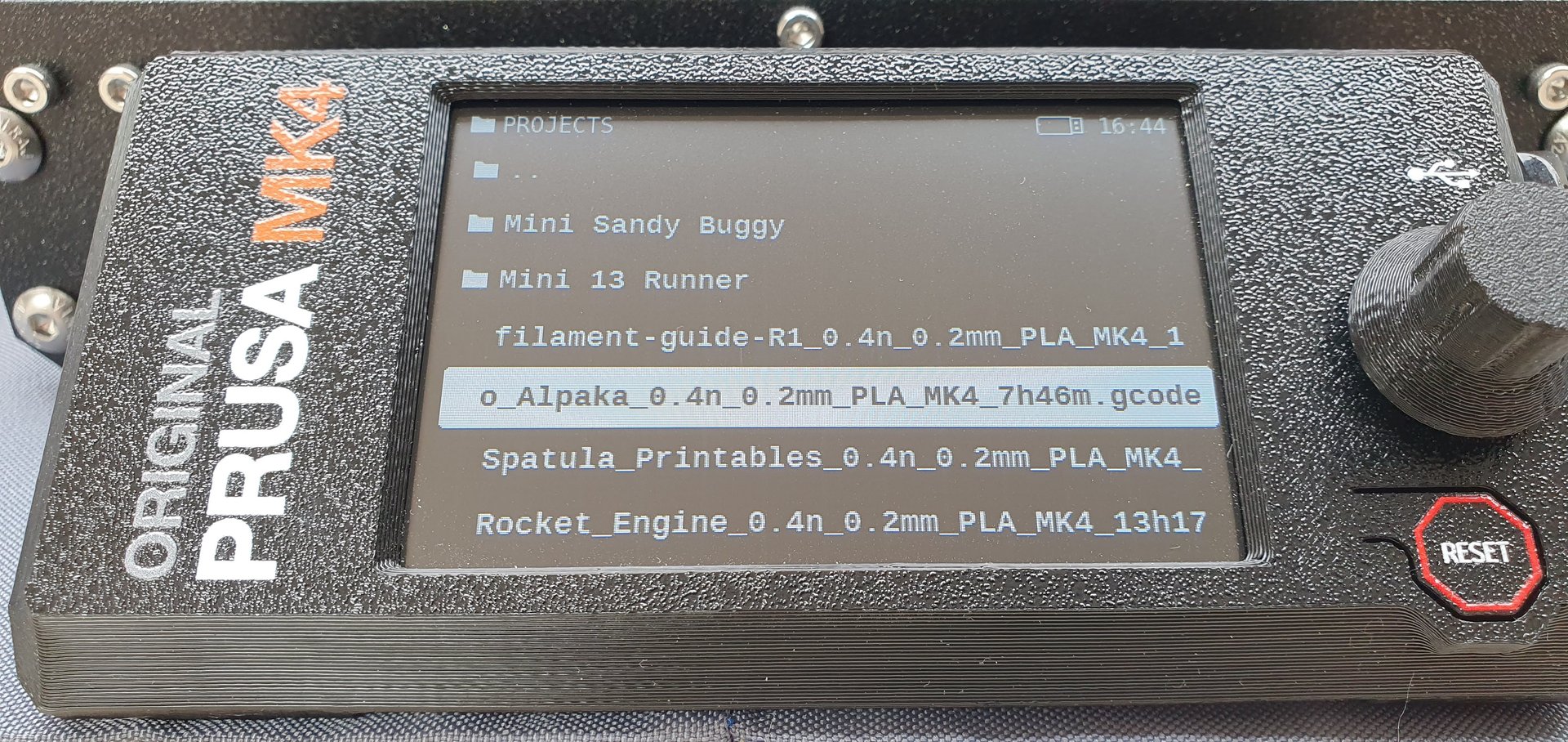
Print – Imprimer
Ici, on sélectionne le fichier que l’on souhaite imprimer, on peut également naviguer dans les dossiers.
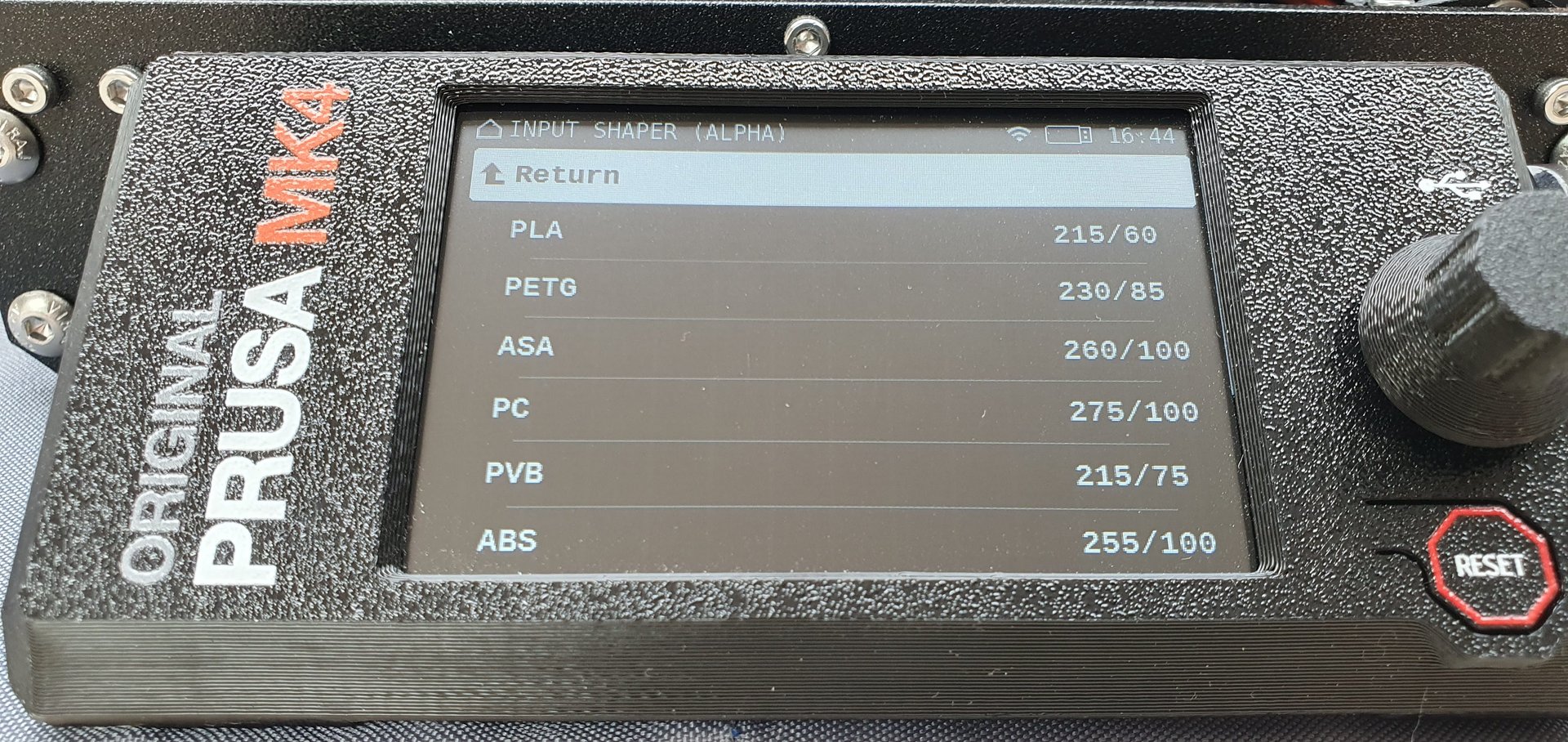
Preheat – Préchauffer
Ce menu permet de préchauffer la machine. C’est assez subtil car en réalité, les températures ne sont pas réellement celles qui seront appliquées. La machine préchauffera à la température qui permettra de faire le homing et le bed leveling, 170°C pour le PLA par exemple. Je n’ai pas encore trouvé d’utilité à ce menu car lorsque l’on charge un filament, la machine demande le type et le mémorise, on devrait donc pouvoir lancer le préchauffage sans avoir à sélectionner le type de filament.
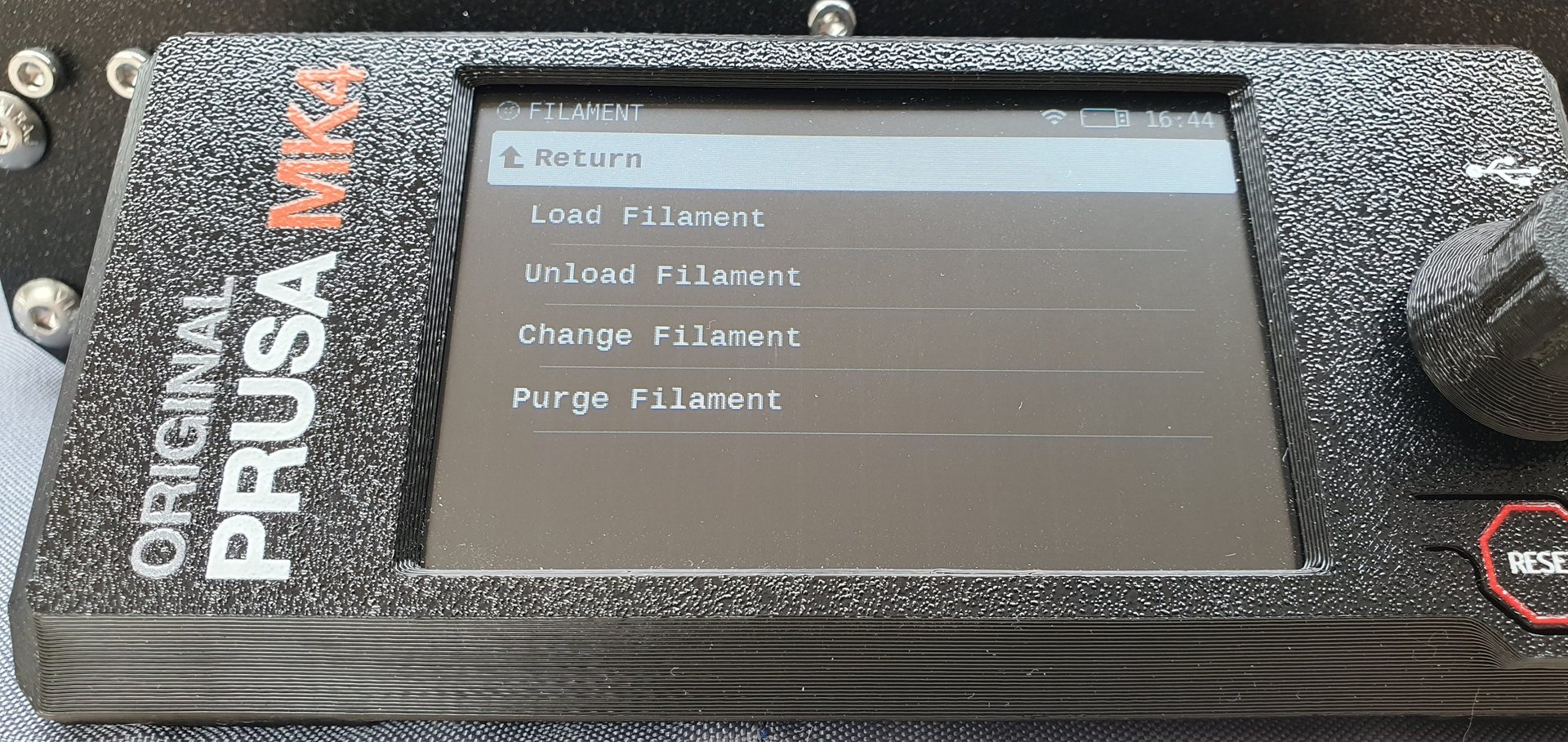
Filament
C’est dans ce menu justement que l’on peut gérer le filament. L’option “Change Filament” est très pratique, je n’utilise que ça.
Control
Ici on retrouve les habituels menus permettant de piloter tous les éléments de la machine. On peut la faire bouger, changer les températures manuellement, effectuer un homing, désactiver les moteurs, aligner le Z, et tout recalibrer.
Settings – Réglages
Ce menu est plutôt dédié aux paramétrages et à la personnalisation. Je ne rentre pas dans le détail mais c’est notamment ici que l’on configure le réseau.
Info
Ce menu rassemble les données des capteurs, que l’on a pu voir dans le chapitre concernant l’électronique, les infos de versions, numéros de série etc…
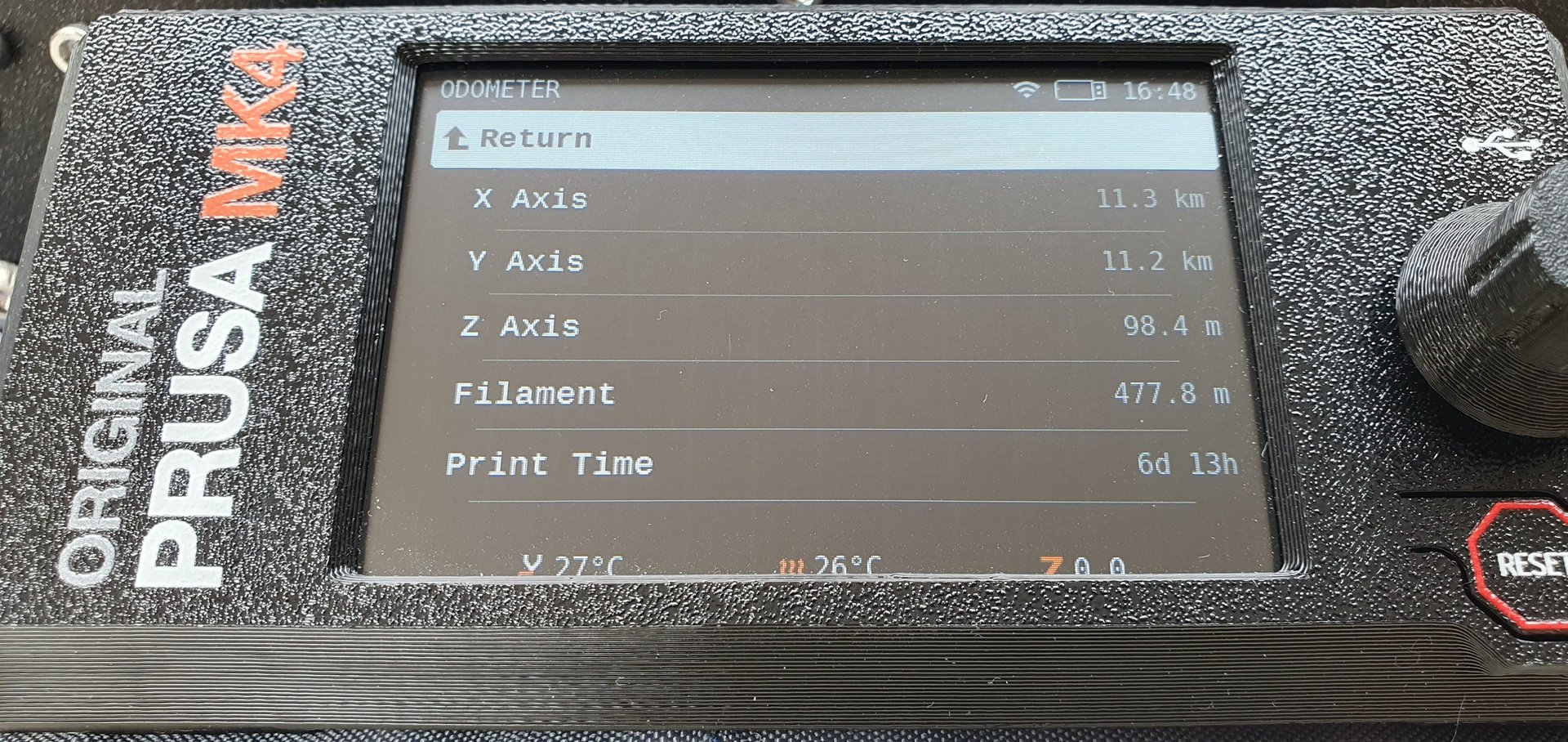
Ainsi qu’un odomètre
Connectivité
Nous avons déjà vu qu’il y a maintenant un port USB qui remplace le port SD. Mais ce n’est pas tout ! Il y a aussi un port Ethernet et le WiFi. Ainsi, la Prusa MK4 est connectable mais cela reste une option (incluse). Il n’est pas obligatoire de la connecter à un réseau et elle peut tout à fait être utilisée “à l’ancienne”, en lui transférant les fichiers à imprimer via la clé USB. Toutefois, il est intéressant de la connecter, ne serait-ce que pour ne plus avoir à manipuler de clé USB et supprimer une étape rébarbative de copie de fichiers gcode.
Il y a deux types de connexions possible : PrusaLink (connexion locale) et PrusaConnect (connexion cloud). J’en reparle plus en détails dans la section suivante.
Logiciels
PrusaSlicer
PrusaSlicer, que vous pouvez télécharger ici, est un slicer qui a le vent en poupe. Gratuit et activement développé par Prusa Research, il est originellement basé sur Slic3r d’Alessandro Ranellucci et la communauté RepRap. La dernière mouture utilisée lors de ce test, la version 2.6.0, apporte de nombreuses améliorations et nouveautés.
PrusaSlicer est ouvert à tous et comporte des profils pour de nombreuses imprimantes. Les profils pour les imprimantes de Prusa Research sont bien entendu particulièrement soignés et testés, c’est une bonne base de départ pour lancer la plupart des impressions sans se poser de question.
Une fonctionnalité très utile est la possibilité de se connecter à une imprimante physique, notamment aux imprimantes Prusa via les APIs du protocole PrusaLink, mais il est aussi possible de connecter des imprimantes compatibles avec d’autres protocoles, dont OctoPrint et Klipper.
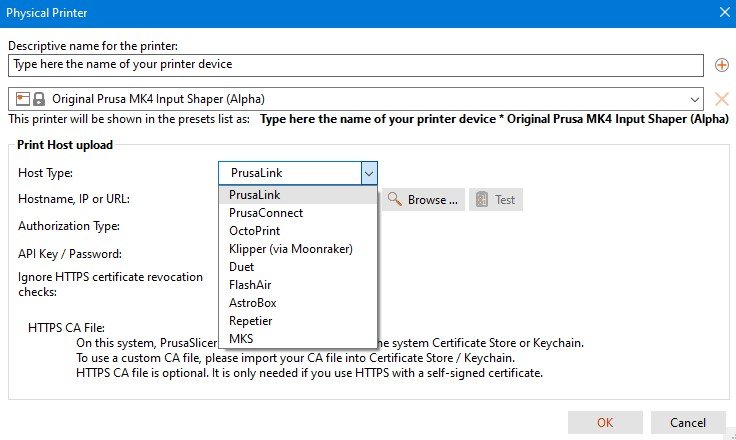
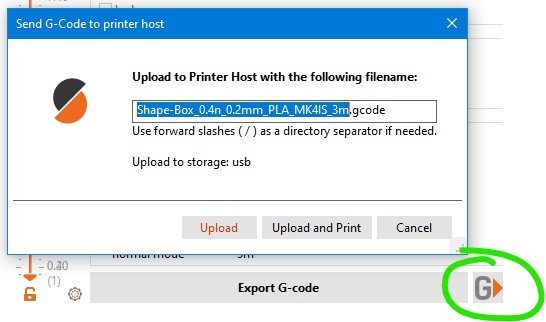
Lorsque votre imprimante est configurée dans PrusaSlicer, un nouveau bouton apparaît alors, vous permettant d’envoyer le G-Code directement sur la clé USB de l’imprimante et même de lancer l’impression immédiatement.
PrusaLink
PrusaLink est une interface d’adaptation pour connecter les machines sur PrusaConnect. A l’origine conçu pour fonctionner avec un Raspberry Pi afin de suppléer aux cartes mères d’ancienne génération (8-bit), plus particulièrement l’i3 MK3 qui était doté d’un port RPi spécifiquement pour ça.
Une interface web est disponible avec PrusaLink afin de pouvoir visualiser l’état de l’imprimante (uniquement les paramètres essentiels), le contenu de la clé USB et de pouvoir télécharger des G-Codes dans les deux sens. Bien entendu, il est possible de démarrer et d’arrêter une impression depuis cette interface. Pas de fonctions avancées cependant, c’est le minimum fonctionnel : pas de caméra, pas de préchauffage, pas de mouvement possible. On peut contourner ces derniers points en préparant des G-Codes que l’on utiliserait comme des macros, mais est-ce bien nécessaire ? Je n’ai encore jamais ressenti de manque, tout ce que je demande à la machine c’est d’imprimer et si elle le fait correctement, je n’ai besoin de rien d’autre.
La Prusa MK4, forte de sa xBuddy 32-bit dont elle partage la plateforme avec ses sœurs la Prusa XL et la Prusa Mini, propose cette connectivité nativement. Plus besoin d’ajouter de Raspberry Pi pour envoyer des impressions à votre imprimante depuis votre ordinateur (ou smartphone). C’est un confort indéniable et c’est réellement “Click’n’Print”.
PrusaConnect
La version cloud propose une interface web plus évoluée. On récupère toutes les données télémétriques sous forme de graphiques en temps réel, on peut stocker gratuitement jusqu’à 1 Go de fichiers G-Codes. On peut aussi retrouver la “caméra”. Pour en bénéficier, il faut utiliser soit un smartphone qui fera office de caméra, soit retourner sur un Raspberry Pi avec PrusaLink. L’imprimante ne gérant pas de caméra nativement, c’est une “non-fonction” qui sert juste à cocher une case sur la liste des possibilités existantes. Je n’en parlerai pas dans ce test.
Je n’ai personnellement pas testé PrusaConnect, n’y trouvant aucun intérêt pour une utilisation de tous les jours, à moins d’avoir une ferme d’imprimantes identiques puisque les G-Codes sont spécifiques à un modèle de machine. De plus, les fichiers transmis au cloud doivent ensuite être téléchargés vers l’imprimante, autant le faire directement depuis PrusaSlicer.
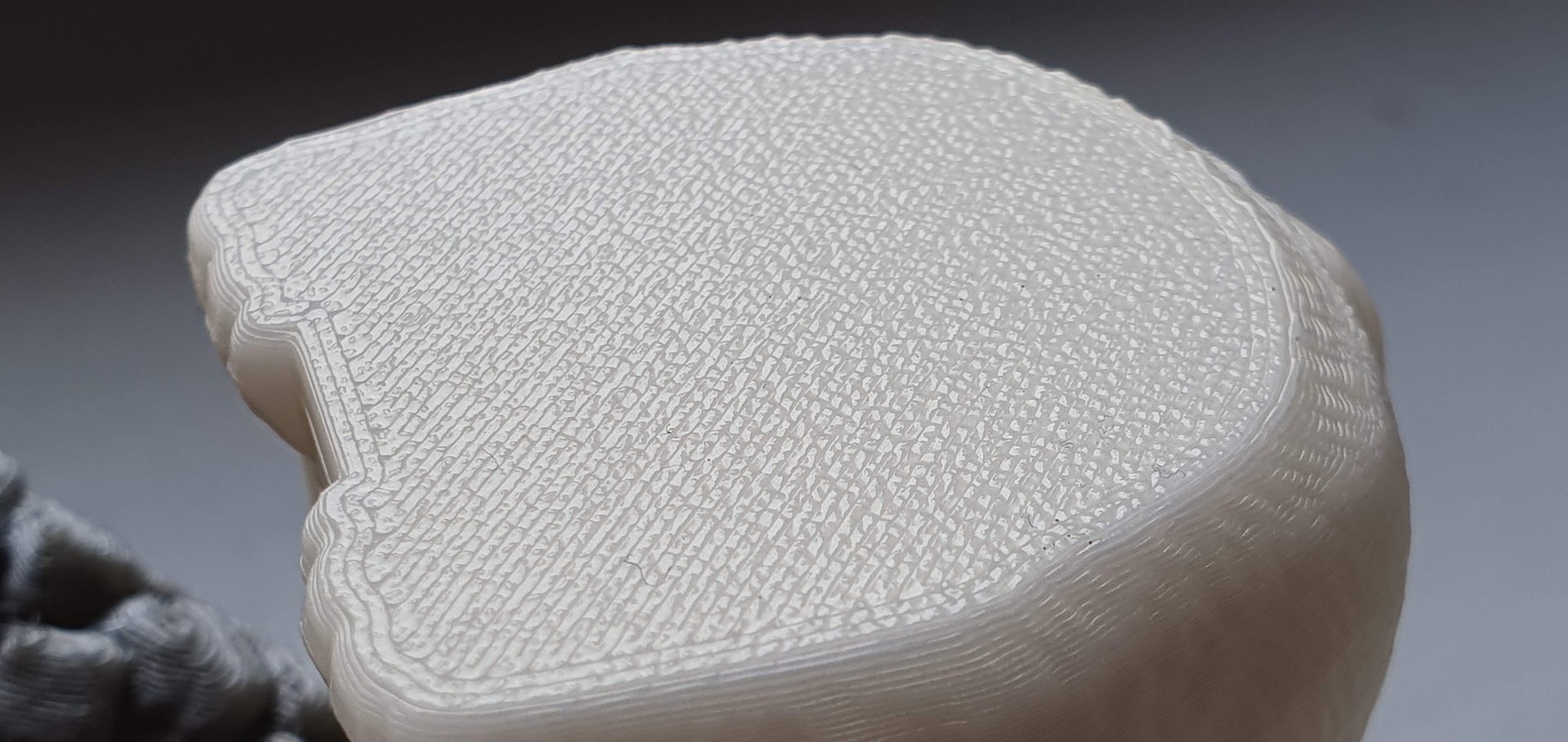
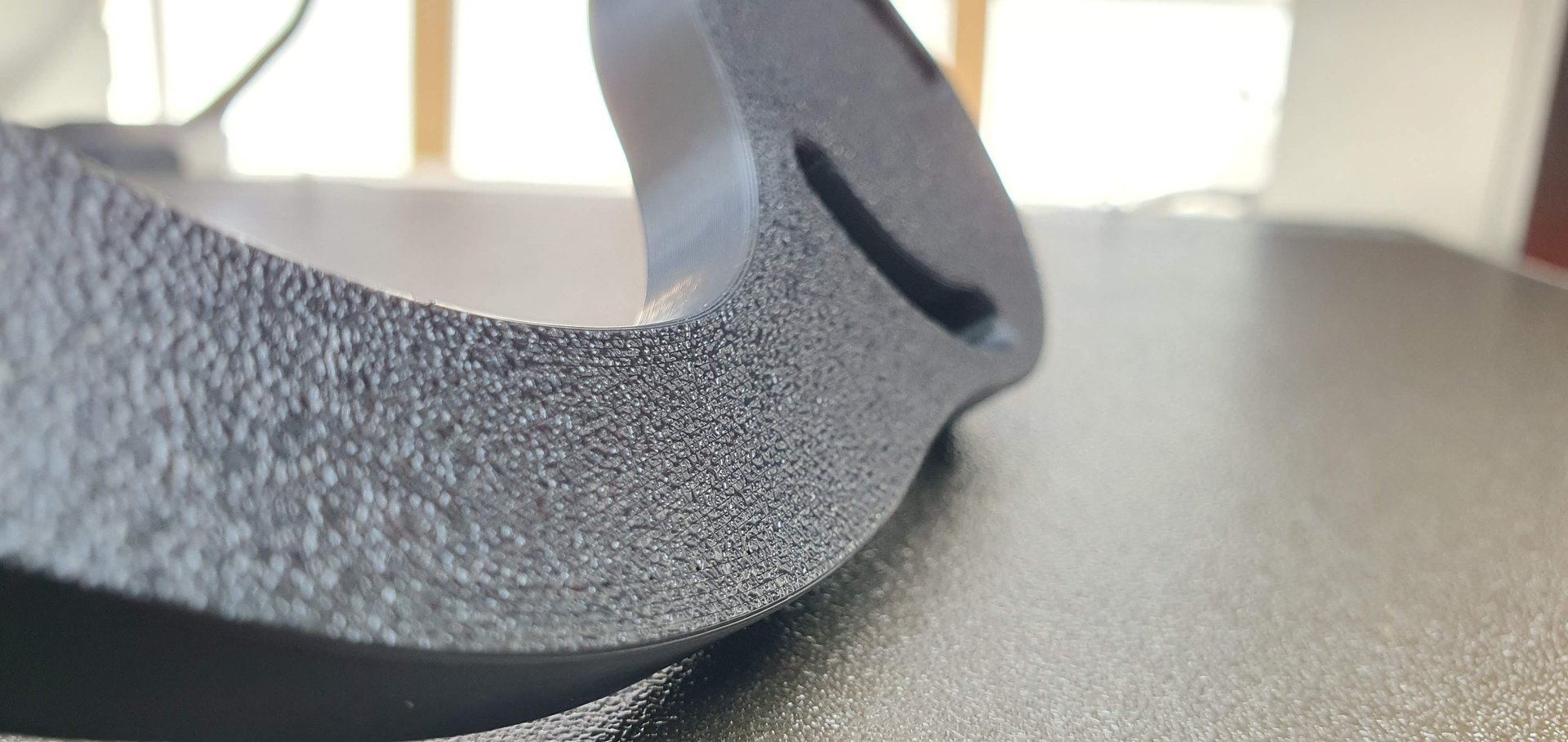
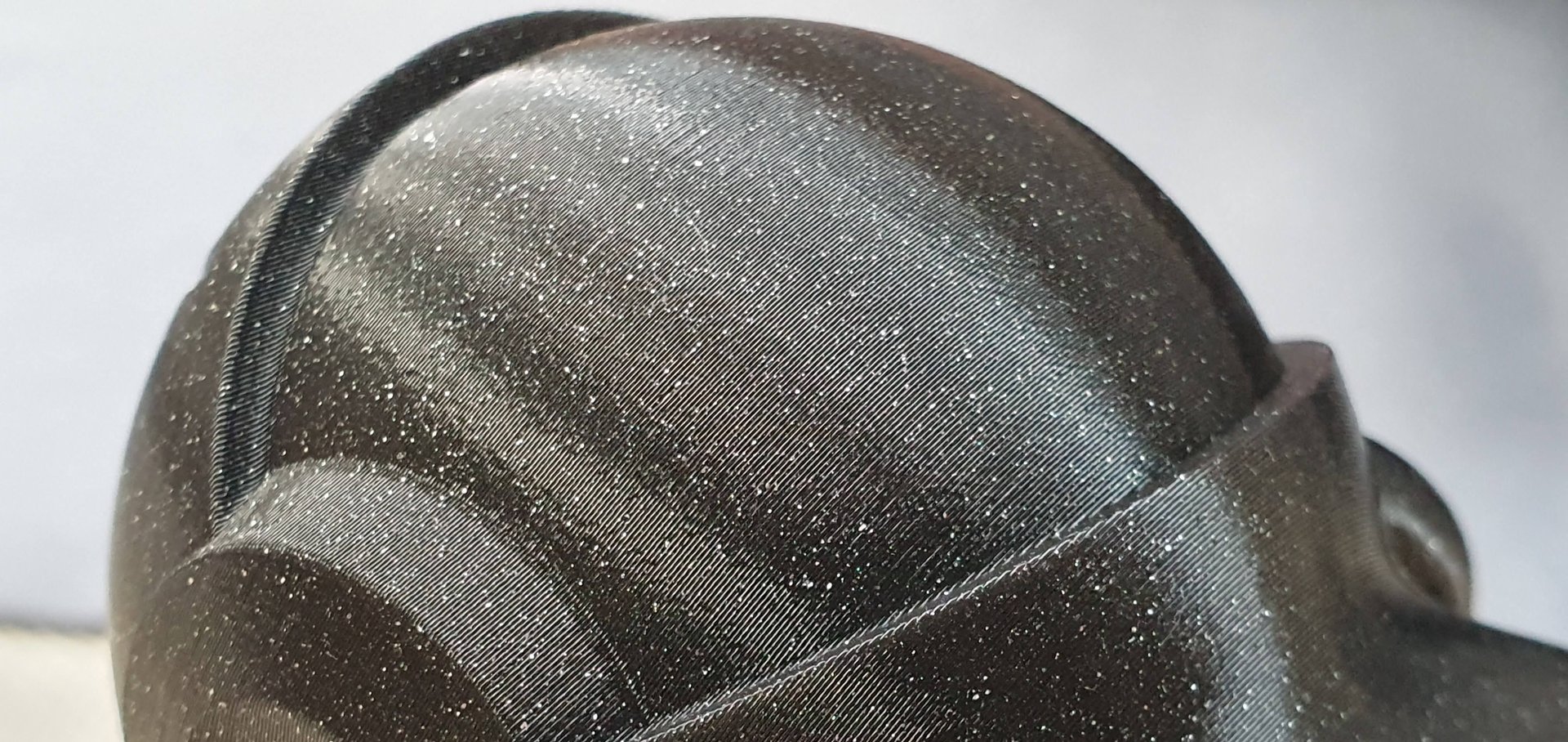
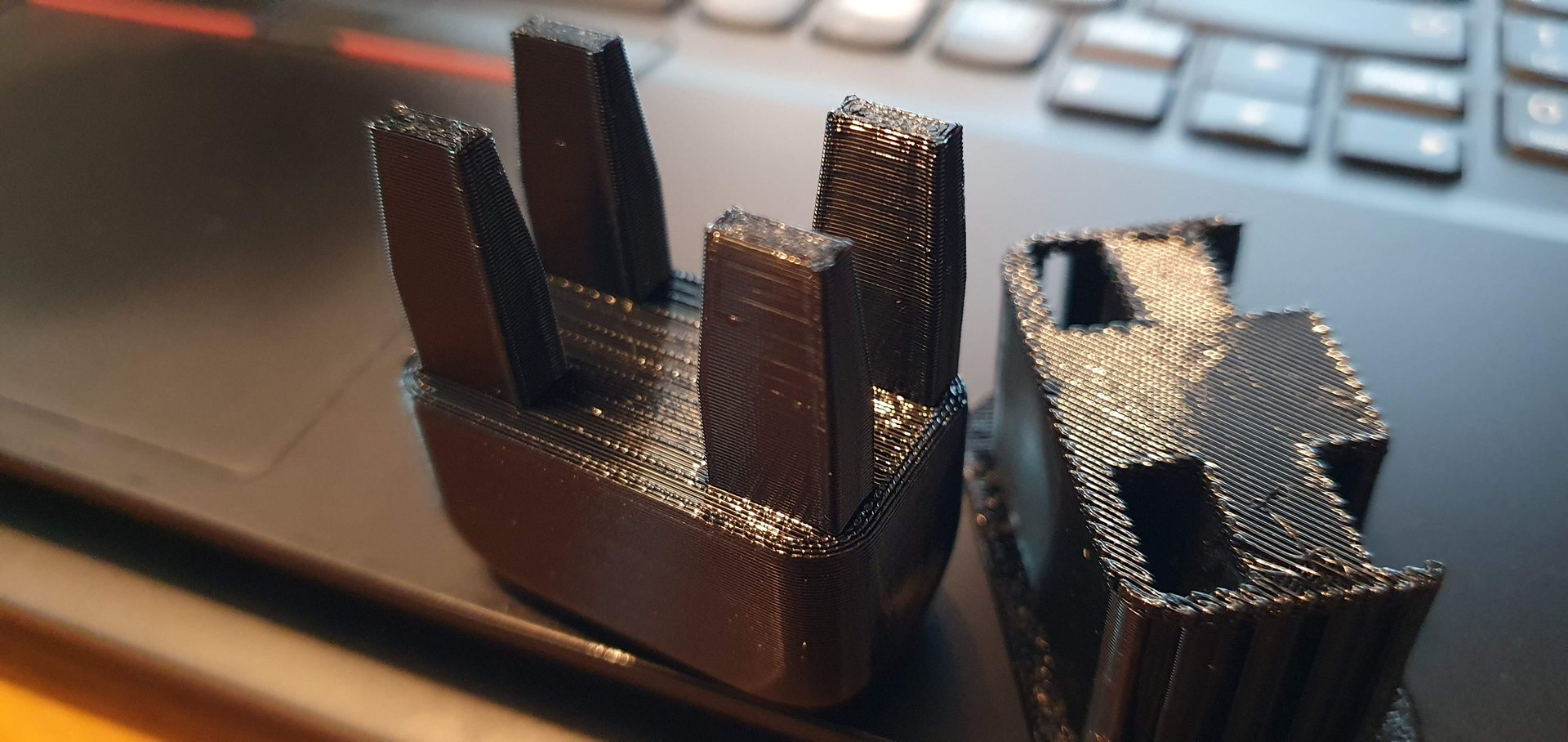
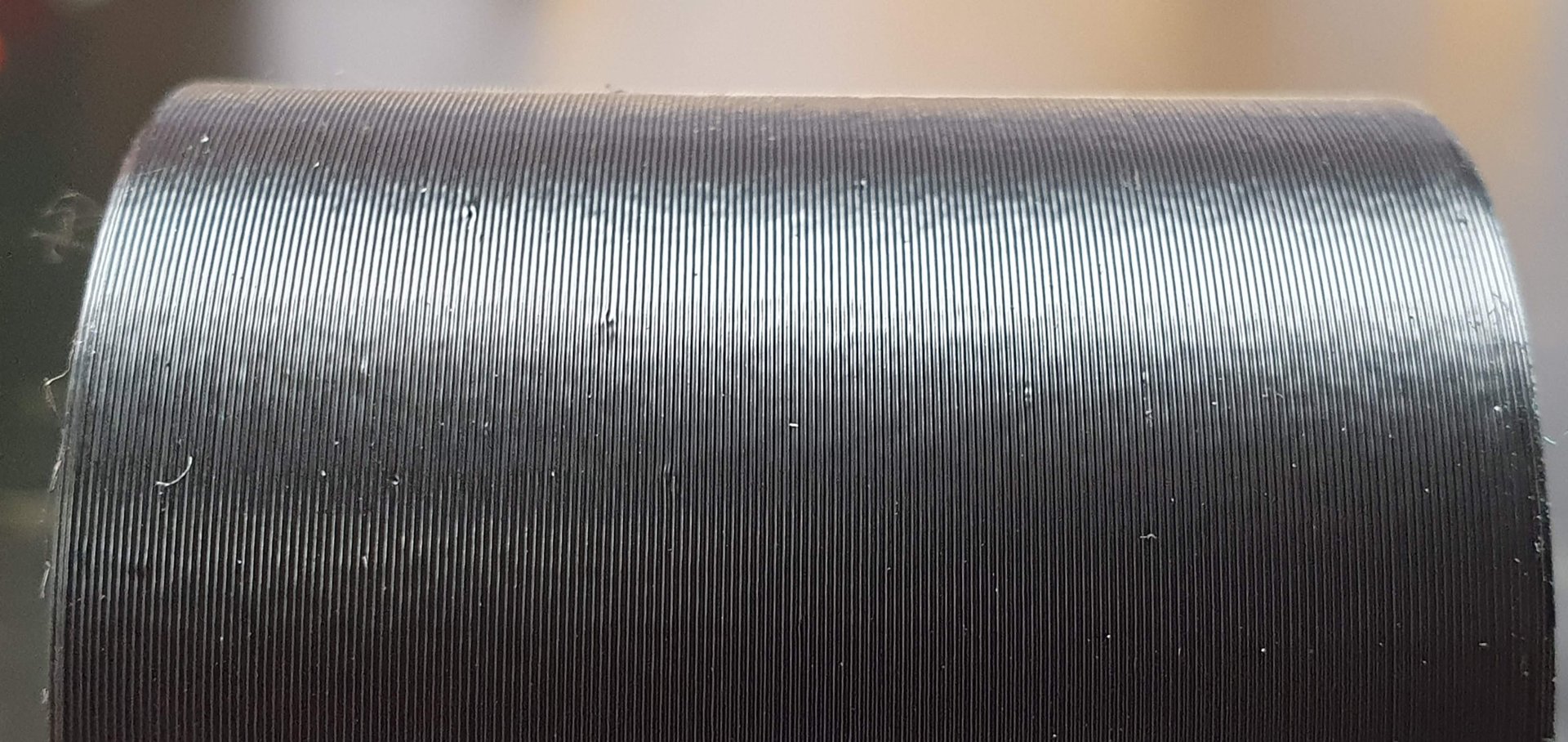
VFA
Les VFA (Vertical Fine Artifacts) sont de fines lignes verticales visibles sur les grandes surfaces “lisses”. Elles peuvent être de plusieurs sources combinées, les moteurs, les drivers, le MCU, les poulies. Sur l’i3 MK3, c’était à peine visible, mais visible quand même.
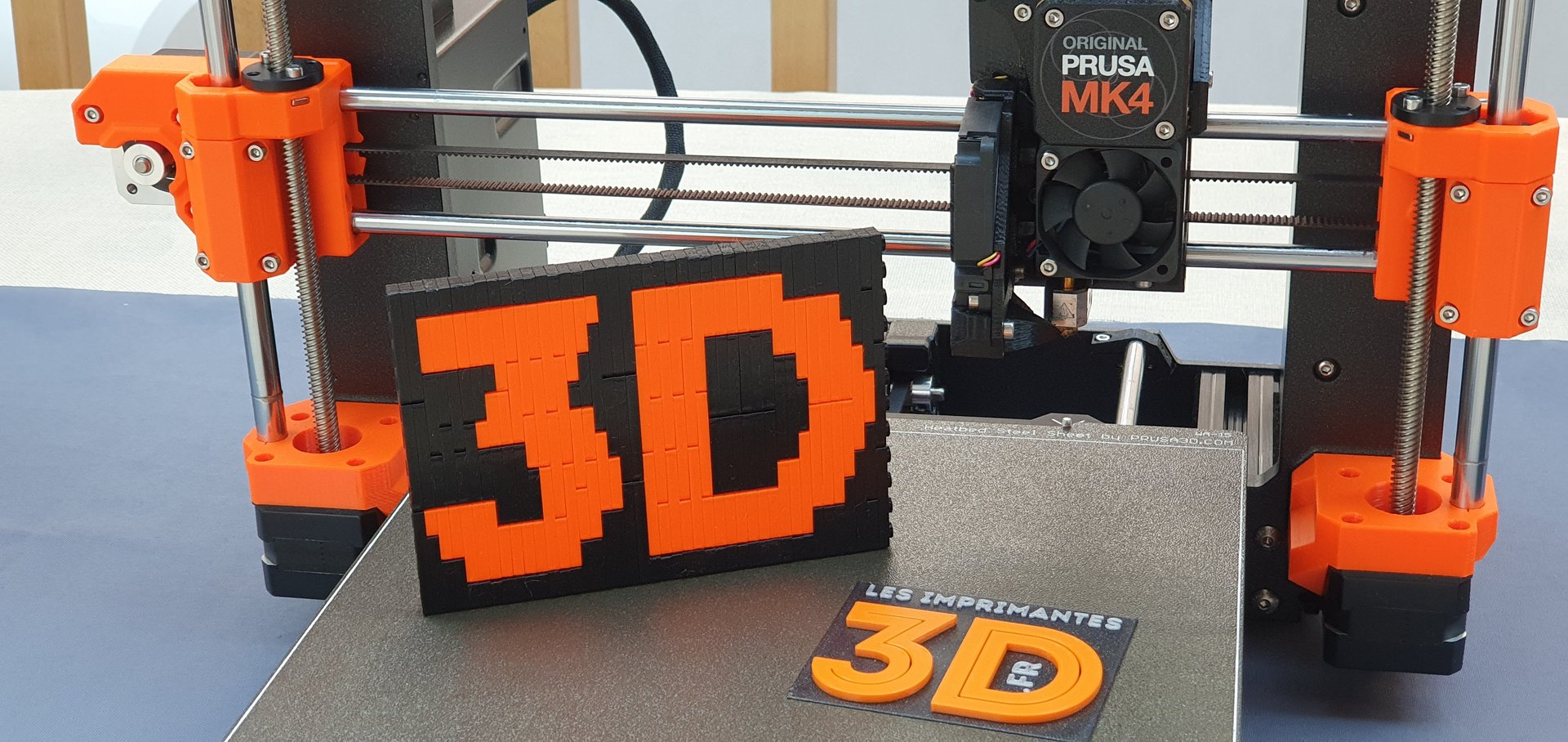
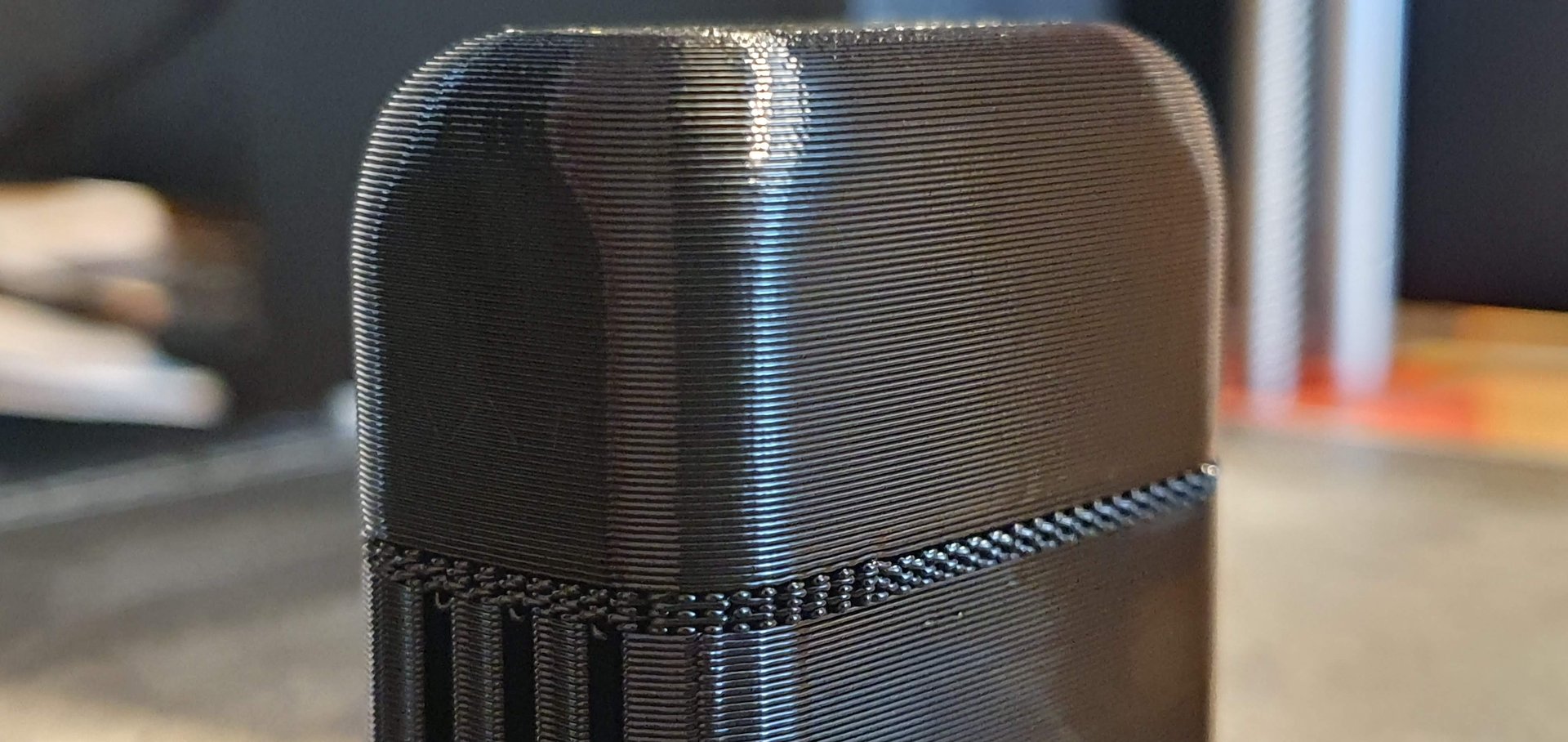
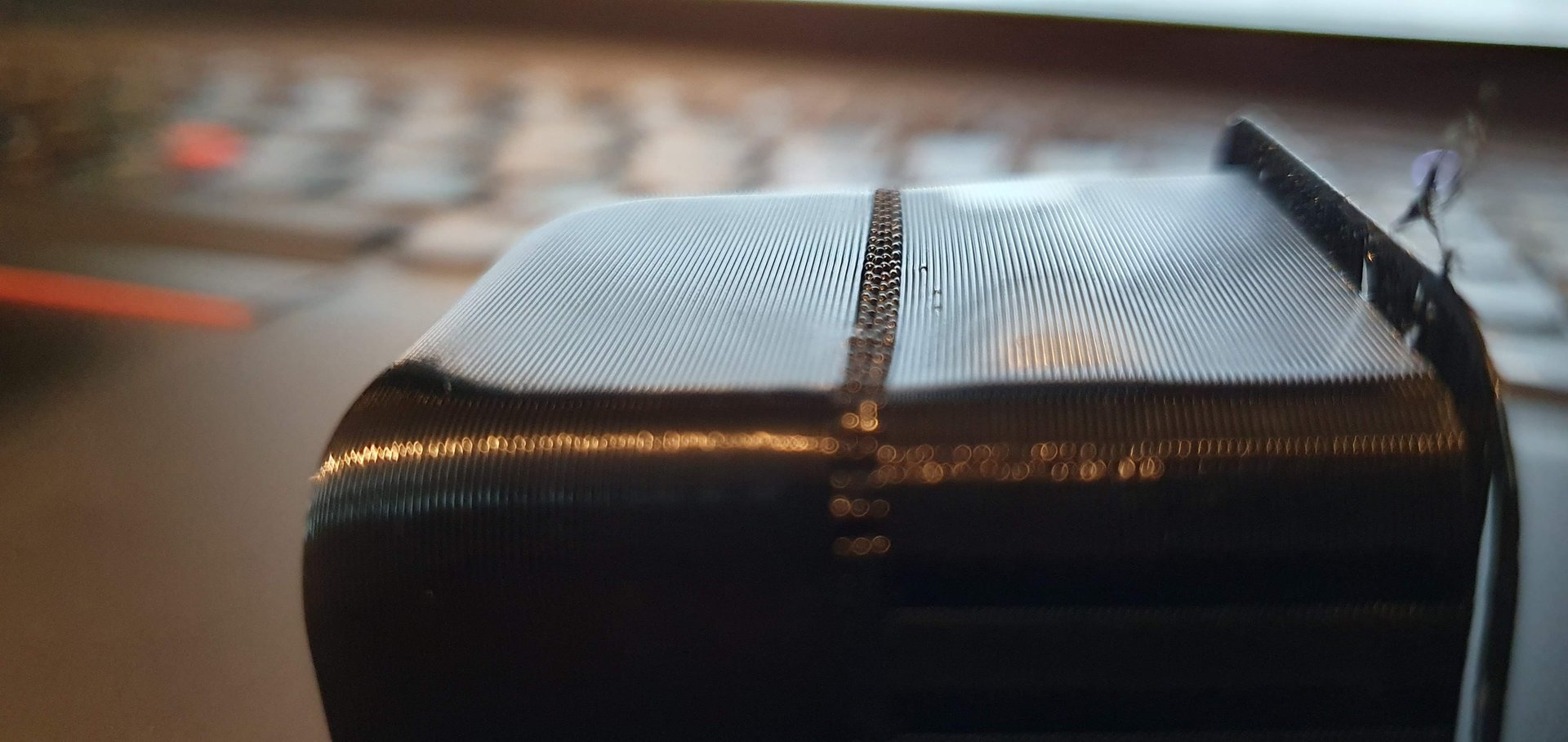
Sur la MK4, les moteurs ont une résolution doublée (0.9°) pour lutter contre ce phénomène. Associé au MCU 32-bit, c’est plutôt efficace. On va demander à nos amis de nous aider à comparer les deux, entre mon i3 MK3S à gauche, et la MK4 à droite.

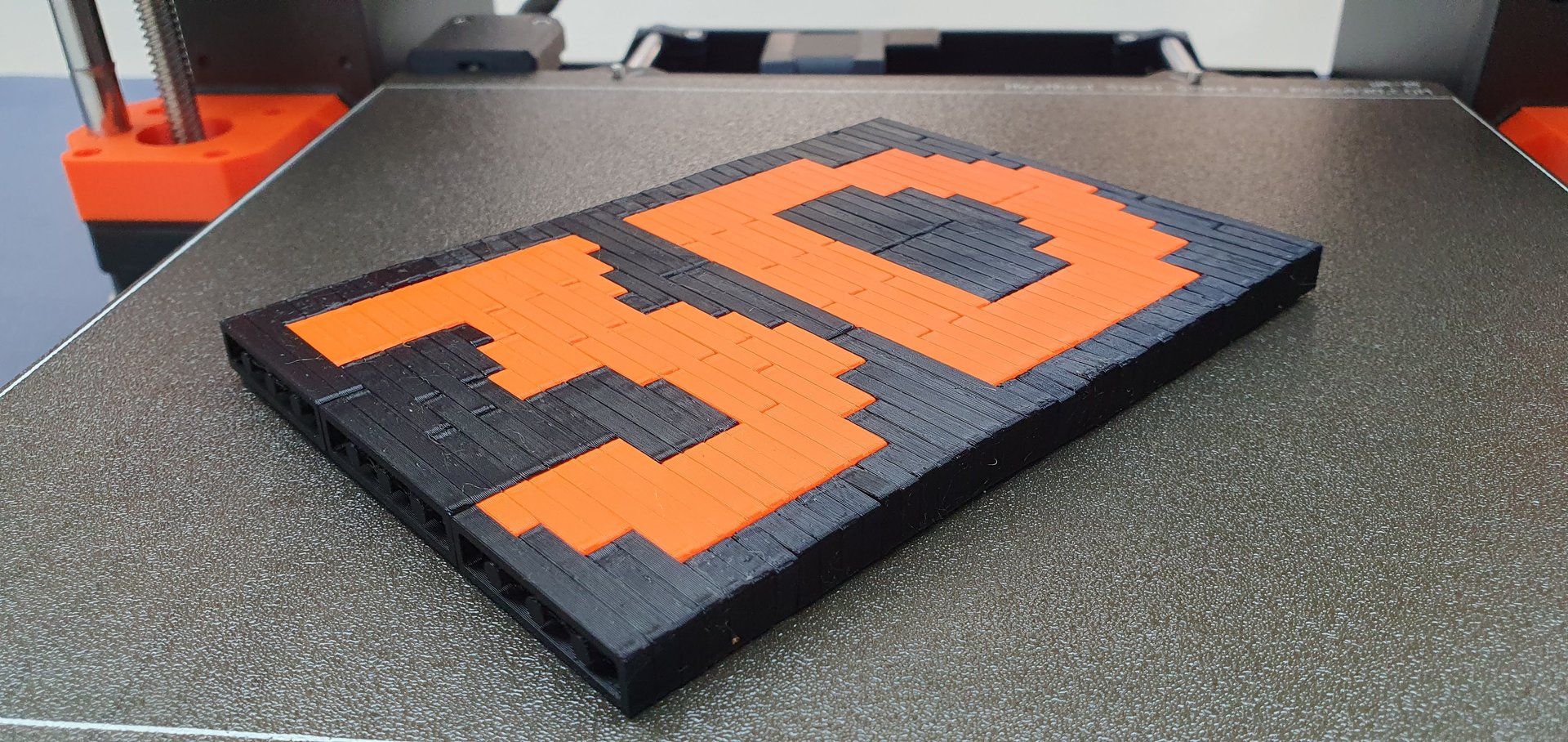
Vue de loin, on peut apercevoir les vaguelettes sur la version de l’i3 MK3S.

De plus près c’est bien visible, mais ça reste un grossissement photographique. A l’œil nu, il faut déjà examiner la pièce de près et sous le bon angle de réflexion de la lumière.

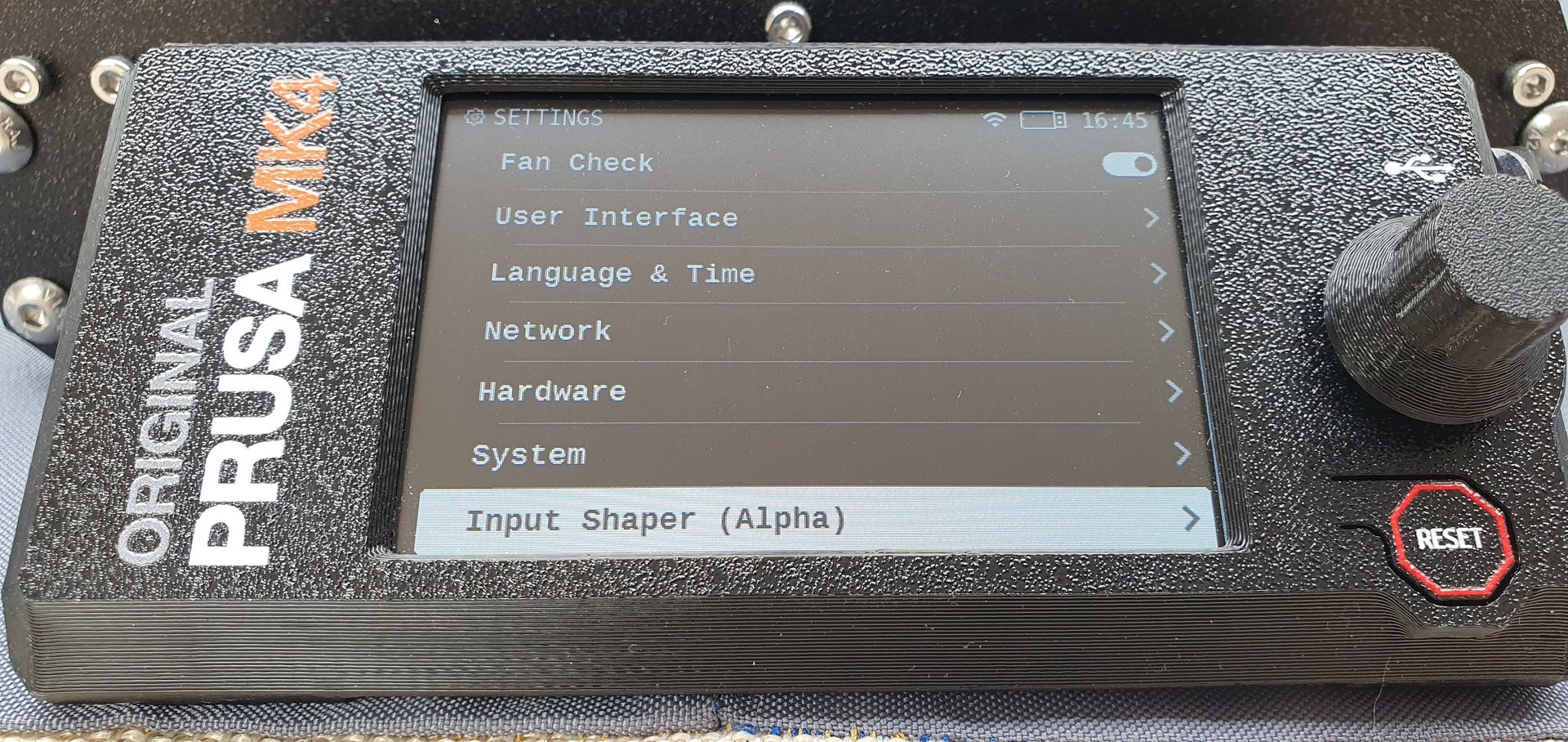
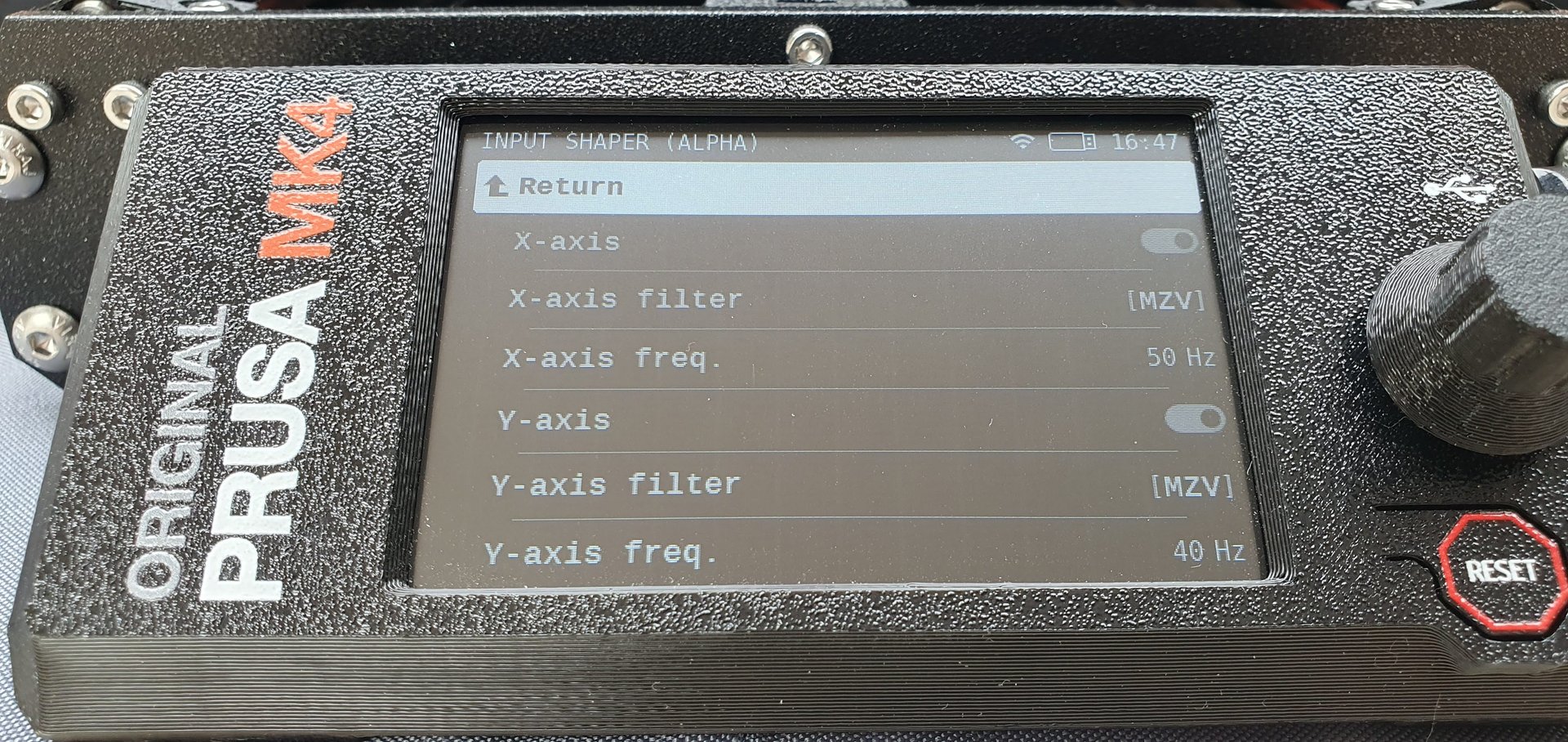
Input Shaper
L’Input Shaper est une fonctionnalité bien connue des makers avancés. Pour synthétiser, il s’agit de réduire le phénomène de ringing ou ghosting en appliquant un filtre qui annule la résonance des déplacements de la machine. On pourrait faire l’analogie avec les systèmes d’annulation d’écho ou de réduction de bruit. L’effet direct est la possibilité d’imprimer plus vite à qualité égale.
Traditionnellement, ces résonances sont mesurées grâce à un accéléromètre placé sur la tête de la machine. Prusa Research a fait le choix d’analyser les résonances sur son parc constitué de centaines de machines et d’en déduire des préréglages standard.
Ce choix est critiqué, les résonances étant propres à chaque machine, il est difficile de concevoir qu’il soit possible d’avoir des paramètres communs à toutes les machines. Force est de constater que le résultat est là et que l’implémentation de l’Input Shaper proposée par Prusa Research, encore en version alpha, fonctionne déjà très bien. Néanmoins, il y a un port de prévu sur la carte mère pour y connecter un accéléromètre. A voir si une version future du firmware permettra d’effectuer cette calibration simplement.
Mise à jour du firmware
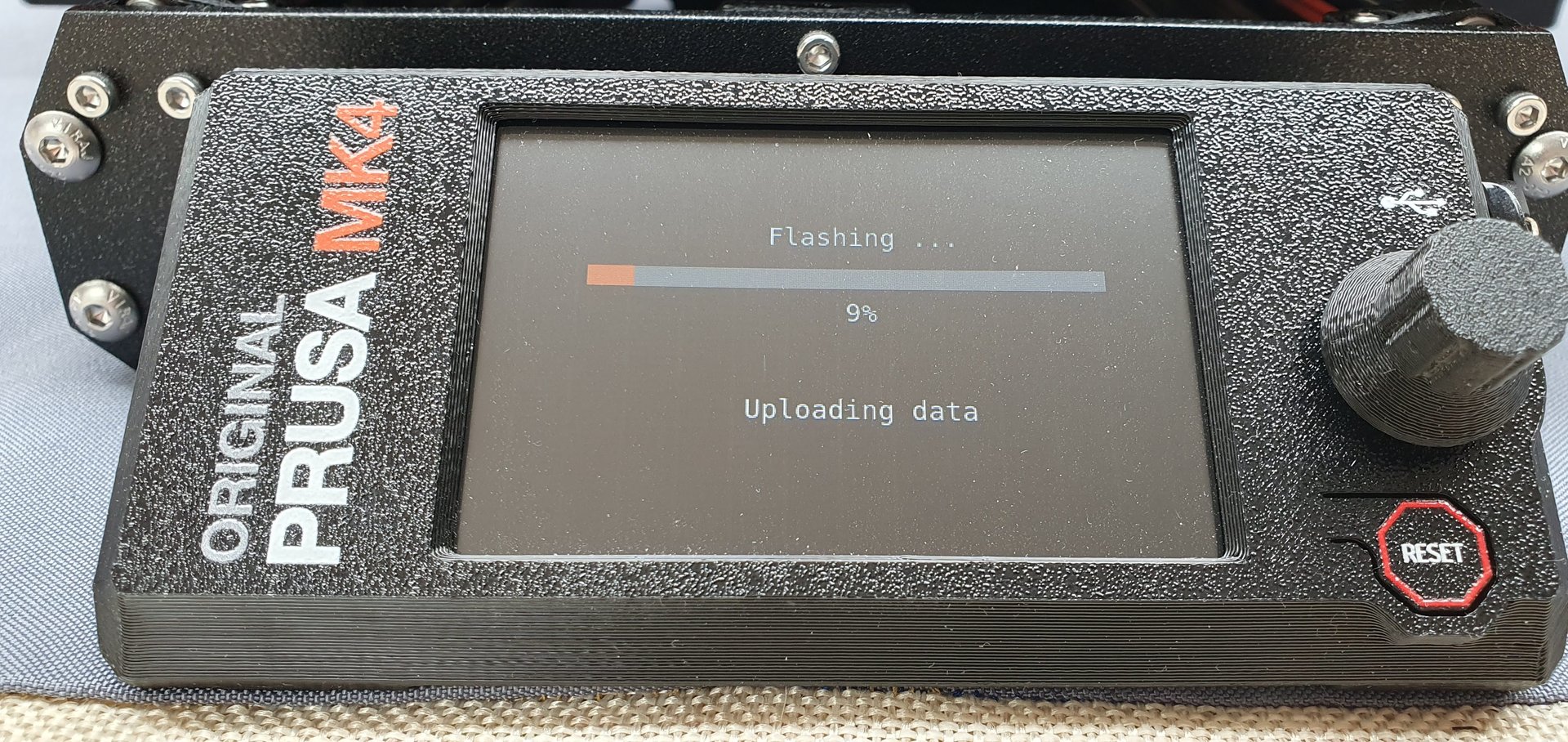
A l’heure de ces lignes, pour profiter de l’Input Shaper, il faut utiliser une version alpha du firmware. C’est l’occasion de vous montrer la manière de mettre à jour l’imprimante Original Prusa MK4. Vous allez voir que c’est très simple.
On commence par télécharger le firmware depuis le dépôt Github de Prusa que l’on dépose sur la clé USB avant de l’insérer dans la machine. Ensuite, on allume (ou “reset”) la machine qui détectera automatiquement la mise à jour sur le stockage et nous donne trente secondes pour accepter de flasher. Ensuite, tout est automatique. Par mesure de sécurité, dans ce mode bootloader et durant toute la durée de la mise à jour, les ventilateurs sont activés au maximum. C’est donc un peu bruyant.
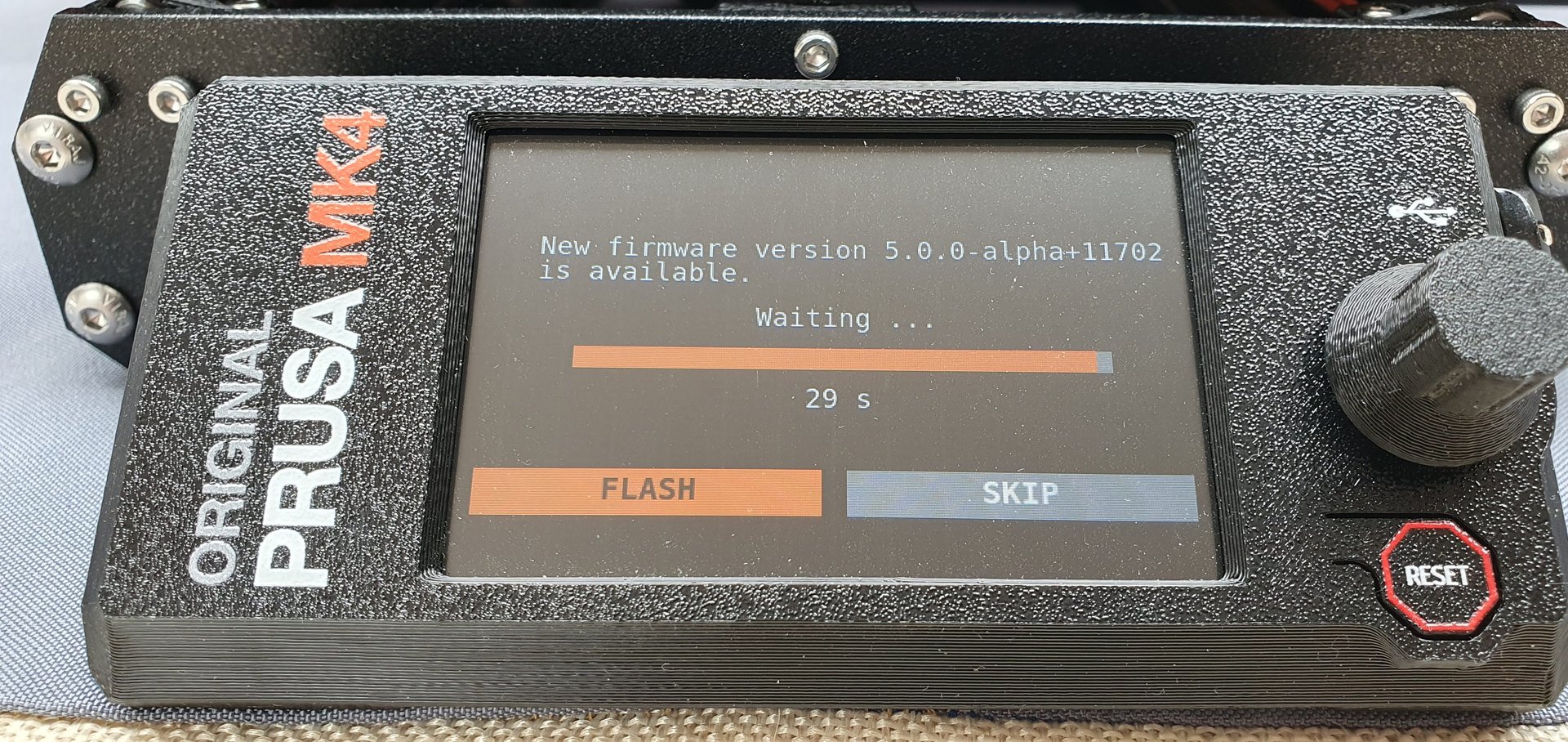
Une fois le flashage terminé, s’agissant d’un firmware en version alpha, un avertissement apparait à chaque démarrage, qu’il faut valider.

Impressions de test
Je vous invite, si ce n’est déjà fait, à suivre mon test live sur le forum, vous y retrouverez plus d’éléments et d’essais tordus pour compléter ce test. N’hésitez pas non plus à commenter, participer, proposer des essais qui vous passent par la tête, pour autant qu’ils aient un intérêt.
Egalement, j’y relate à chaud un fait qui pour moi est à mi-chemin entre la sortie hâtive et le bug de jeunesse. Durant mes premières impressions, j’ai eu des problèmes avec l’écran LCD qui se mettait à faire n’importe quoi, sans pour autant perturber les impressions. Confirmé par d’autres témoignages sur le forum de Prusa, il s’agirait d’une perturbation entre les câbles du LCD et des moteurs qui passent au même endroit en rejoignant la carte mère. Je n’en tiendrai pas rigueur car malgré cent cinquante heures d’impressions (déjà !), je n’ai jamais revu ce problème en n’ayant rien fait de particulier hormis la mise à jour du firmware pour activer l’Input Shaper.
Mais passons tout de suite aux impressions de test !
Première couche
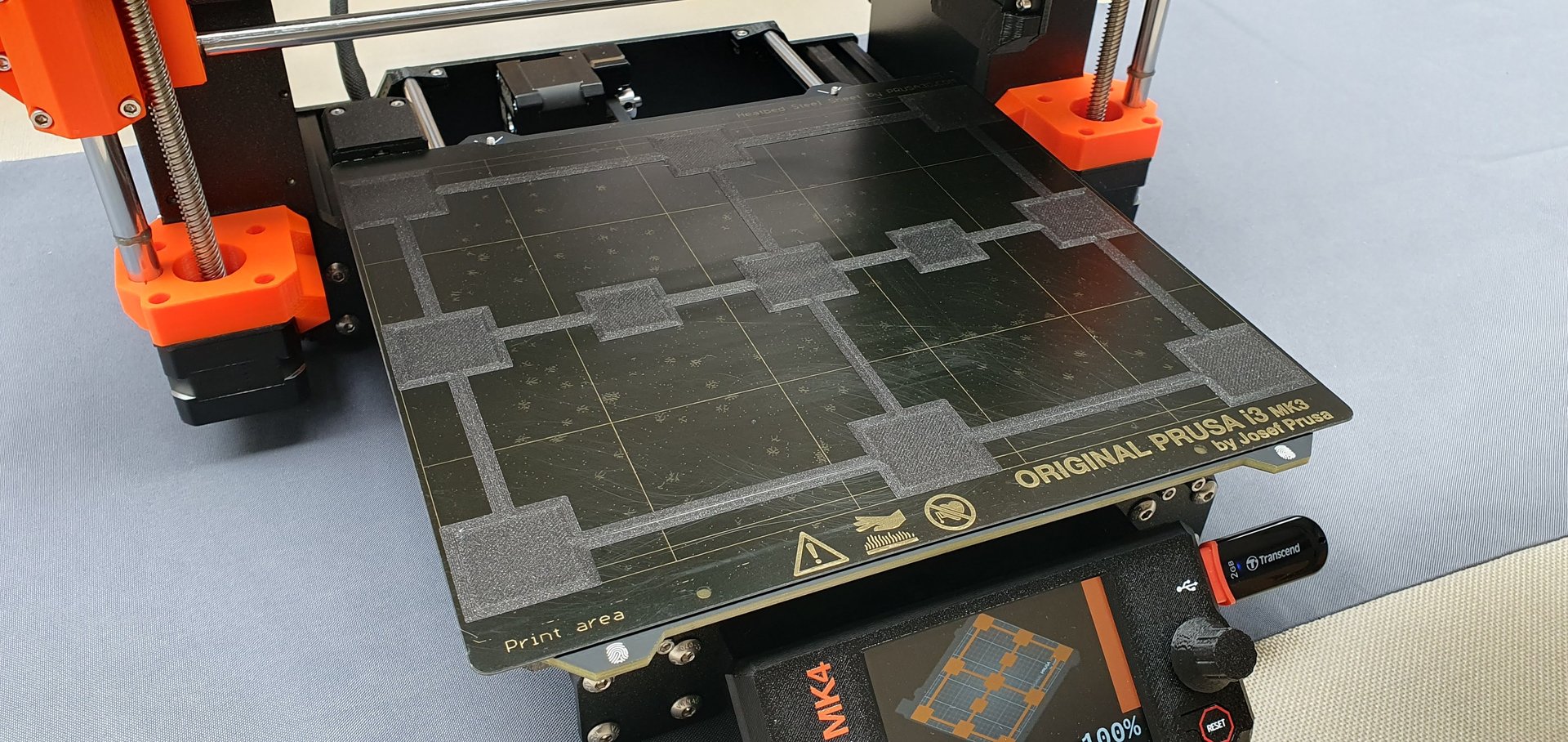
Comme je vous l’ai expliqué lorsque j’ai parlé du capteur de force, la Prusa MK4 s’adapte automatiquement au plateau utilisé. Il est donc possible de passer d’une texture à une autre simplement en changeant de plateau. Aucun ajustement à faire, pas besoin d’indiquer à la machine quel plateau est utilisé.
Première couche sur PEI lisse avec Xmax et Ymax.
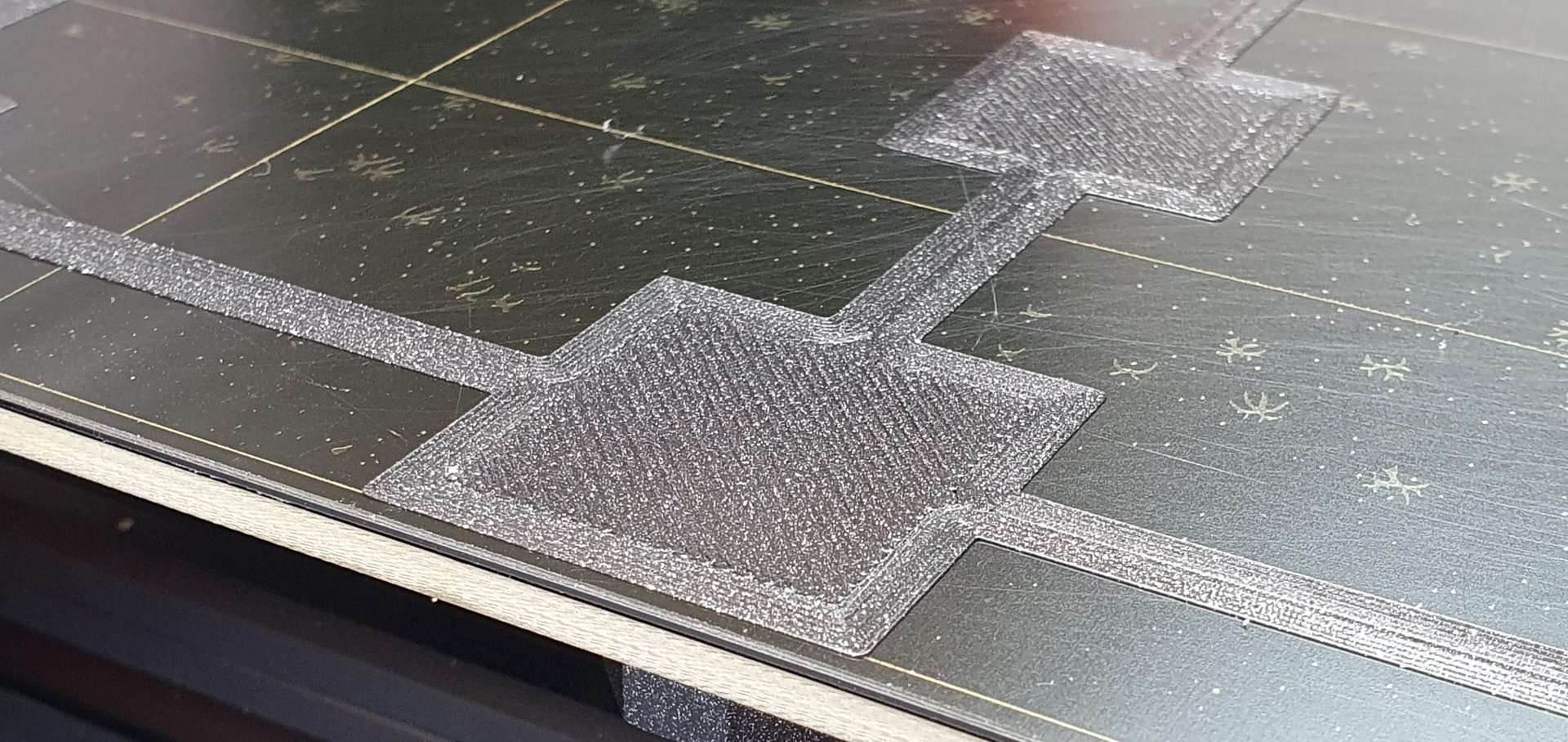
Première couche sur PEI poudré.

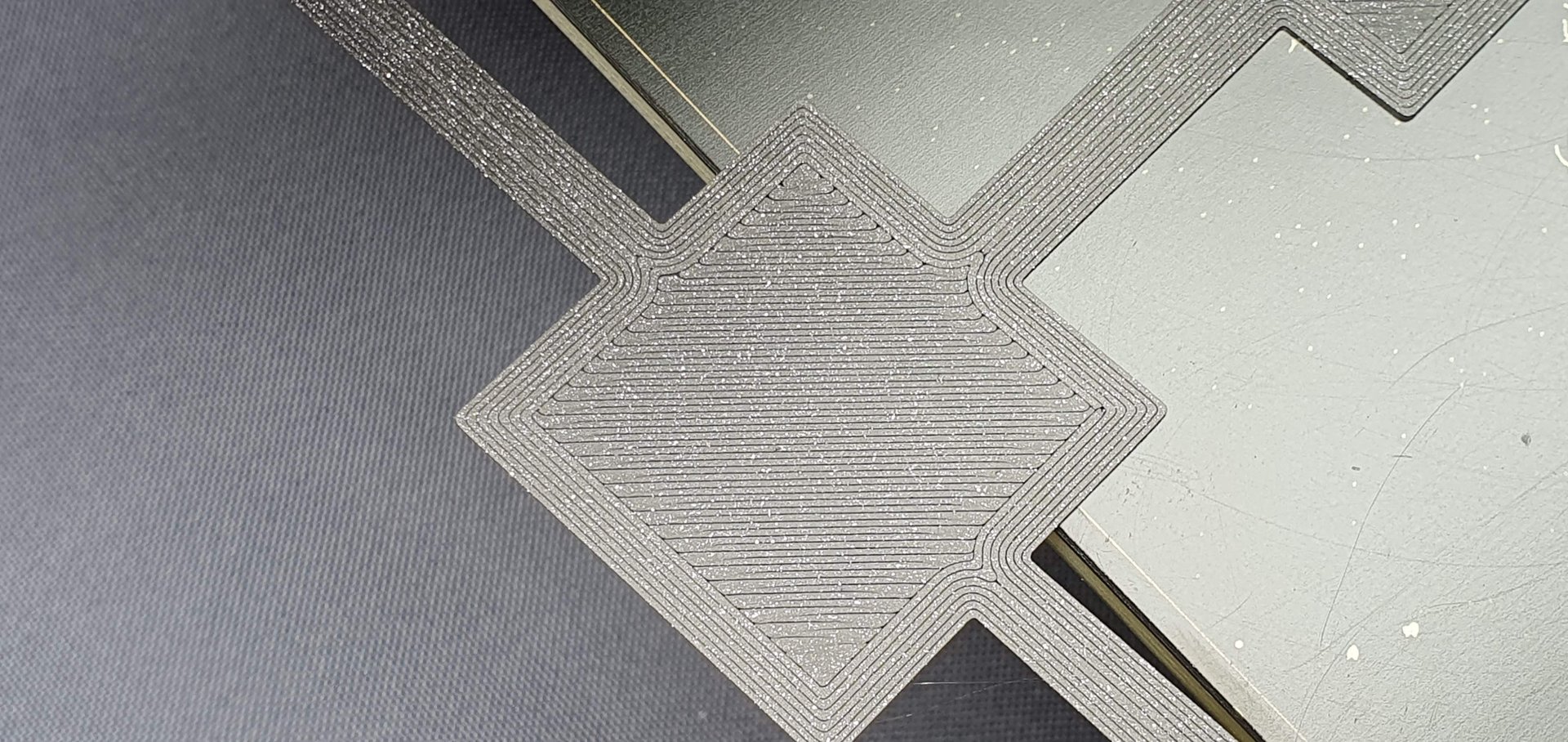
Première couche sur une planche de mélaminé (fond de placard). Ca change du classique carton que l’on trouve sur les réseaux sociaux et j’aime bien la texture.
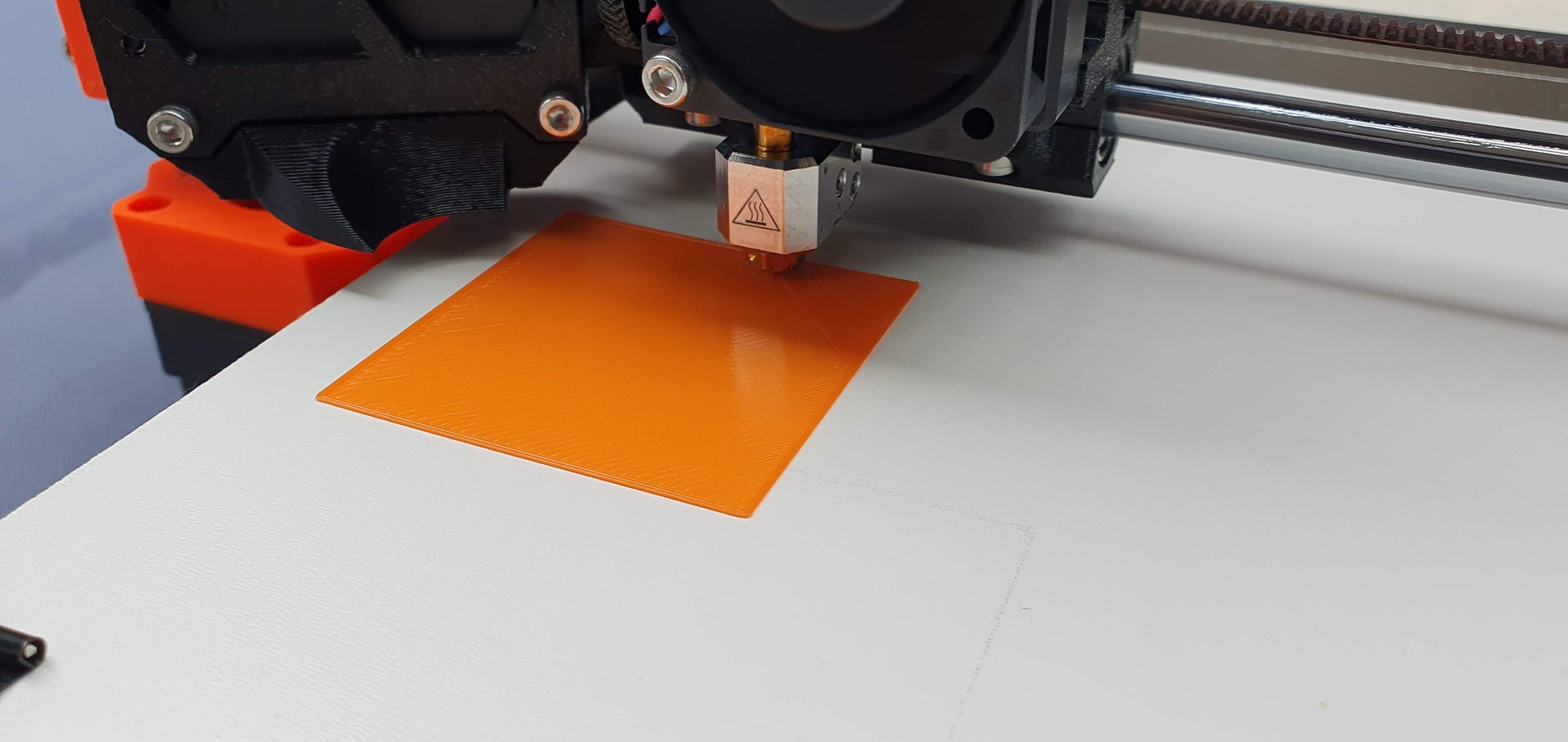

Honnêtement, c’est une joie immense et un gain de temps inestimable d’obtenir de telles premières couches aussi simplement qu’en appuyant sur “Imprimer”.
Sur les différentes évolutions de l’i3 MK3 / MK3S / MK3S+, tout reposait sur le capteur inductif. Ce capteur a évolué avec le temps (PINDA v1, PINDA v2, SuperPINDA…) pour essayer de contrer la dérive en température inhérente à cette technologie. En conséquence, il fallait penser à ajuster des pouillèmes selon le plateau et la matière qu’on souhaitait utiliser, sous peine d’avoir une première couche un peu moins parfaite. Cette technologie ne pouvait pas non plus compenser les écarts d’épaisseur du revêtement PEI.
Avec l’utilisation du capteur de force, tous ces petits désagréments ne sont plus qu’un lointain souvenir et la première couche sort toujours impeccablement, que l’on soit sur un plateau froid ou à 120°C, que l’on utilise du PEI lisse, texturé, ou même une planche. 🙂
Benchy 12 min avec Input Shaper
Il ne s’agit pas d’un Benchy selon les règles du SpeedBoat mais c’est tout de même très impressionnant à voir. Pour les habitués de l’i3 MK3S+, on a l’impression que la machine est déchainée. Pour un bateau imprimé en 12 minutes, ce n’est pas parfait mais la qualité est très respectable.

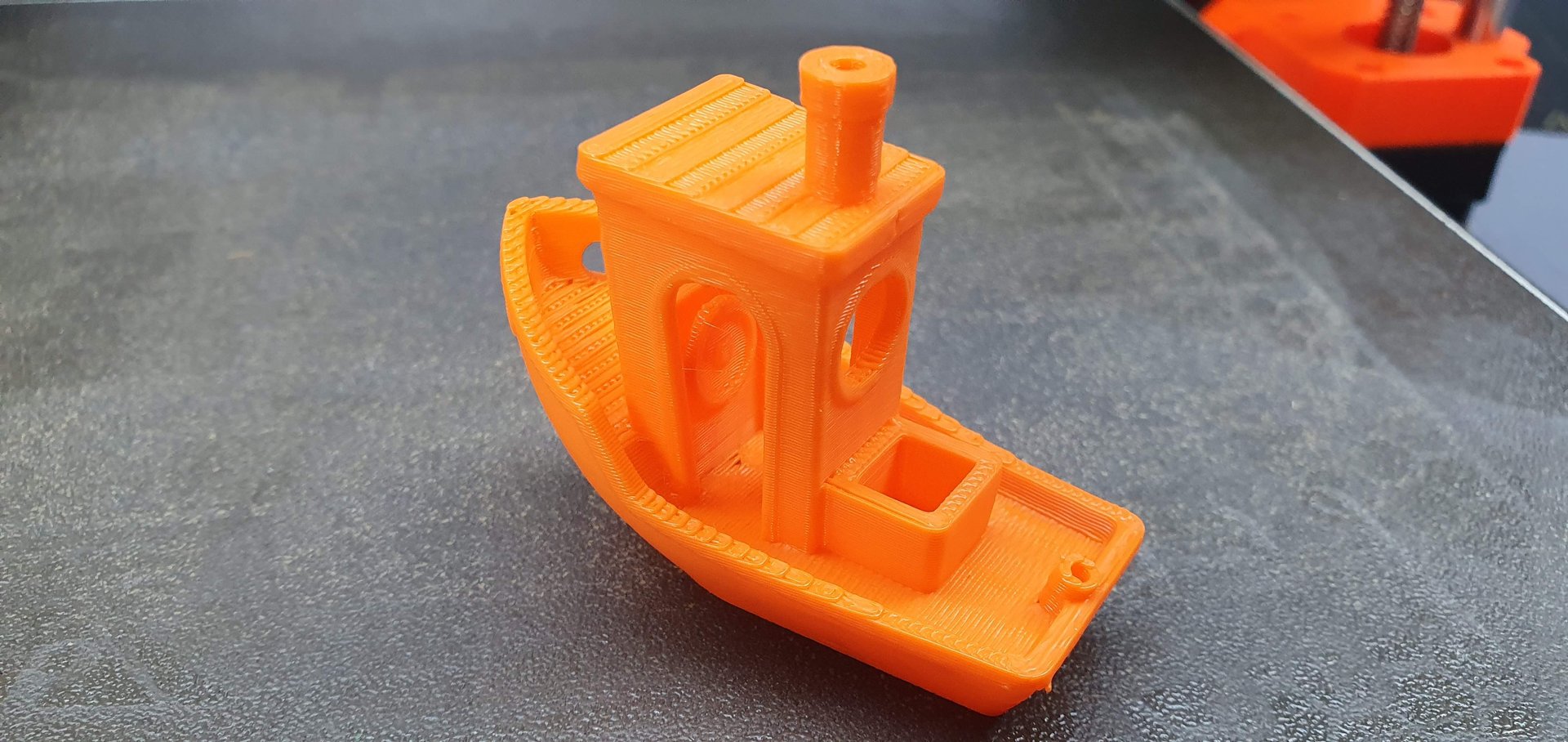

Ce qui est assez surprenant, c’est que la machine ne donne pas l’impression d’être proche du déraillement, que ce soit par le bruit ou pas les vibrations. Au contraire, on sent ici tout le bénéfice des améliorations sur la structure, clairement robuste. Cela ouvre la route aux prototypage non-fonctionnel rapide.
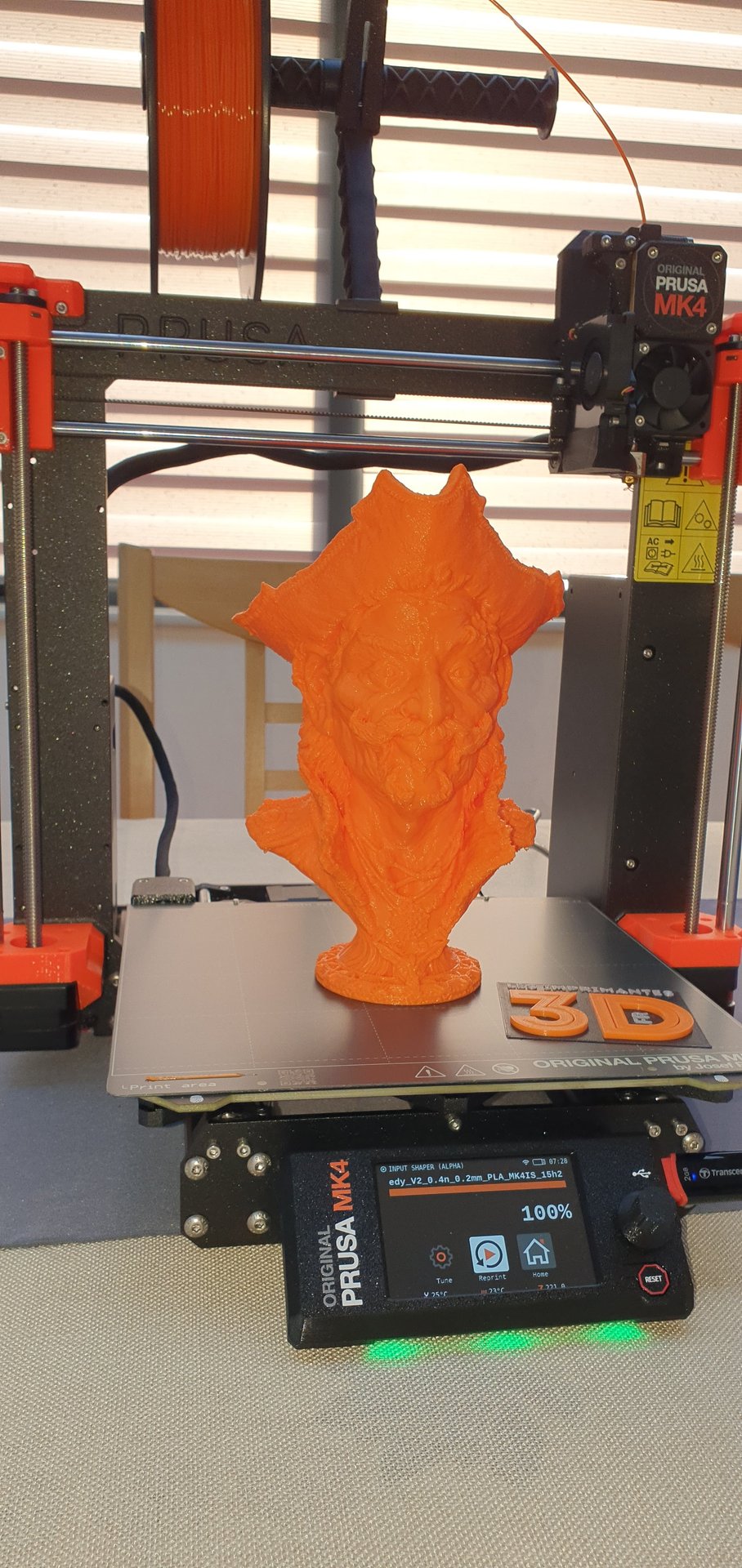
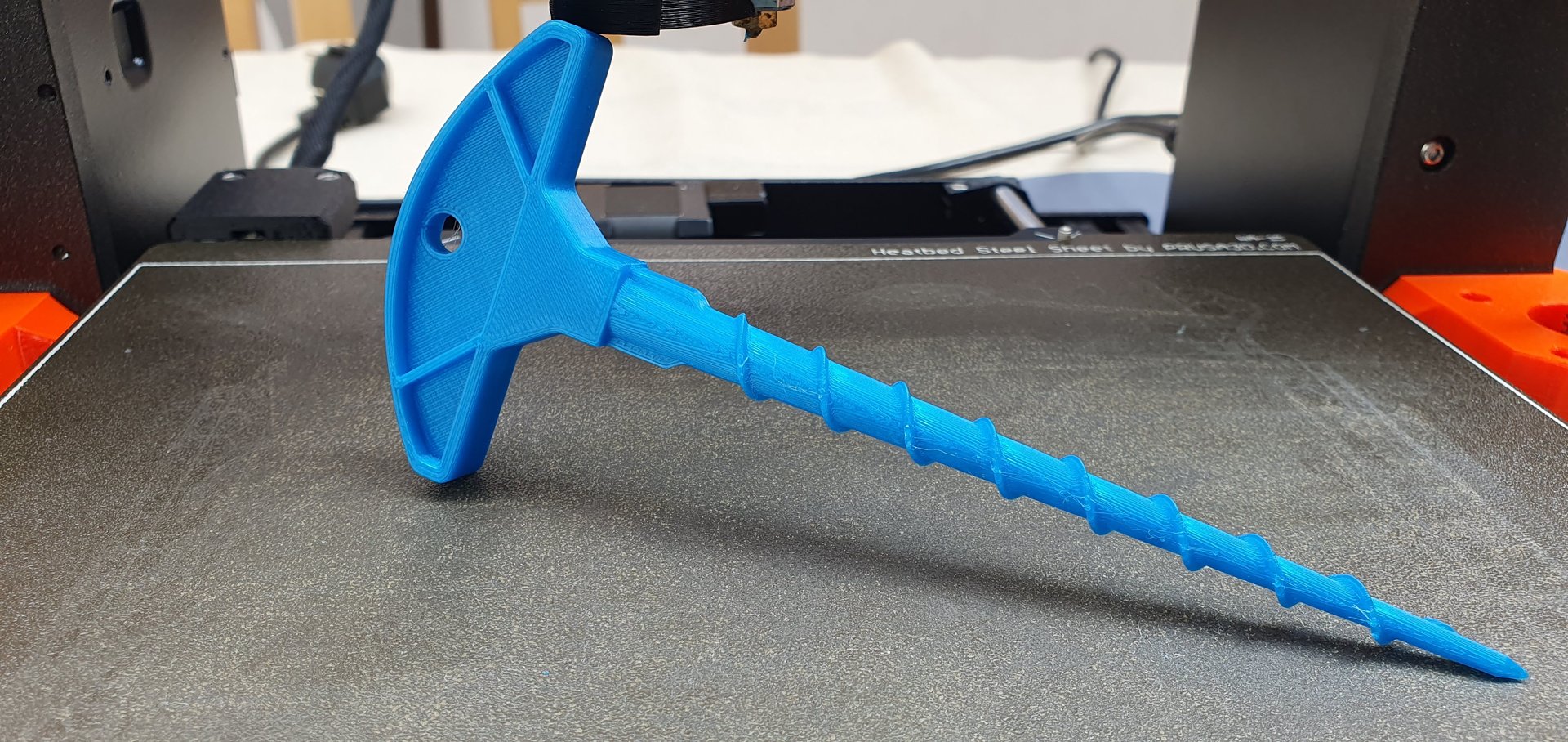
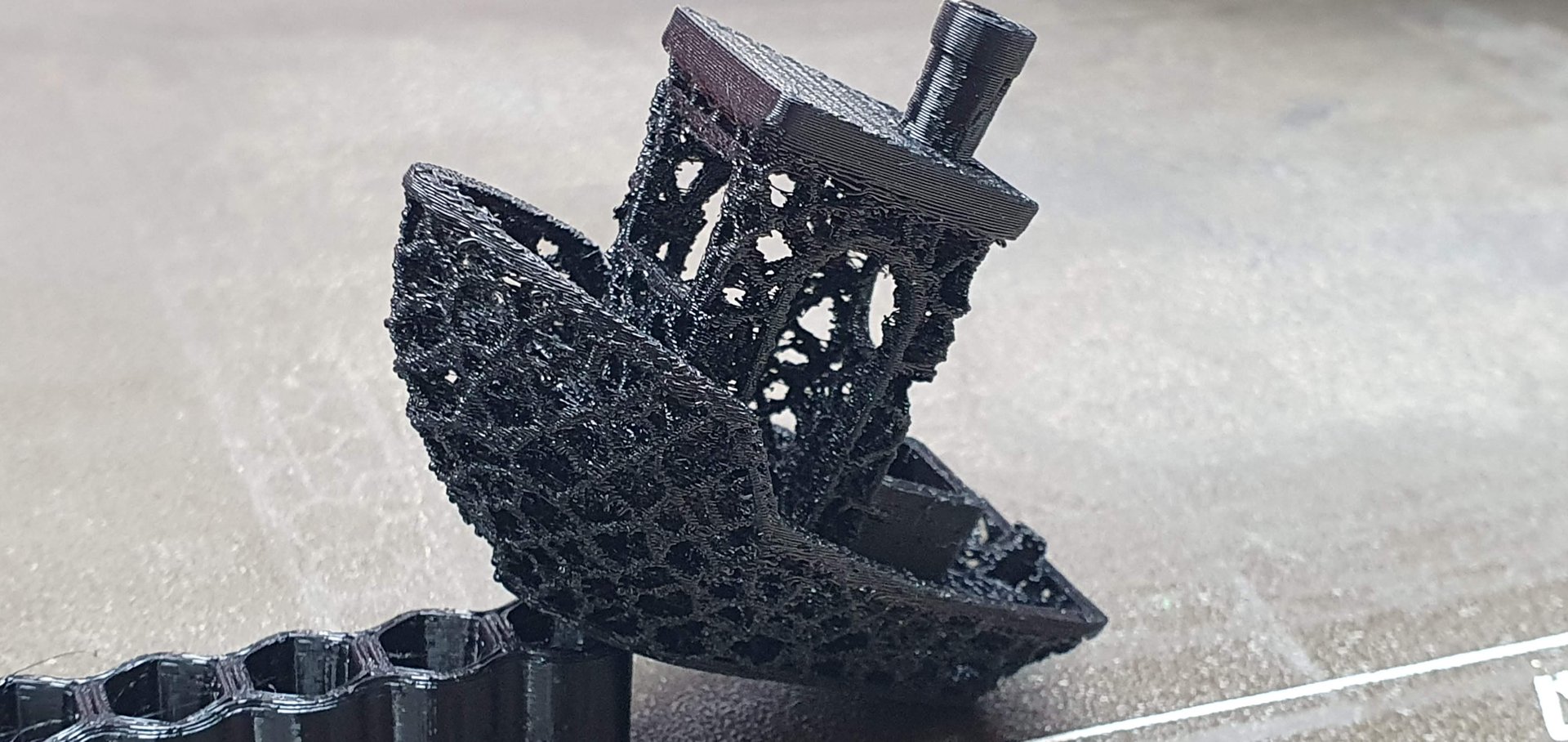
Zmax avec Input Shaper
Pour ce modèle (Salty McCreedy), l’impression en PLA de 22 cm de haut aura duré 16 heures. Le modèle étant très riche en micro-détails, la machine ne peut pas aller très vite mais malgré tout, les accélérations sont là. Le modèle sort assez rapidement, compte tenu de sa dimension. Aucun problème à déplorer, pas de décalage de couche, de sous-extrusion ou de curling. La ventilation est efficace sur les larges surplombs.







PLA
Pas de problème pour des pièces articulées en mode rapide.

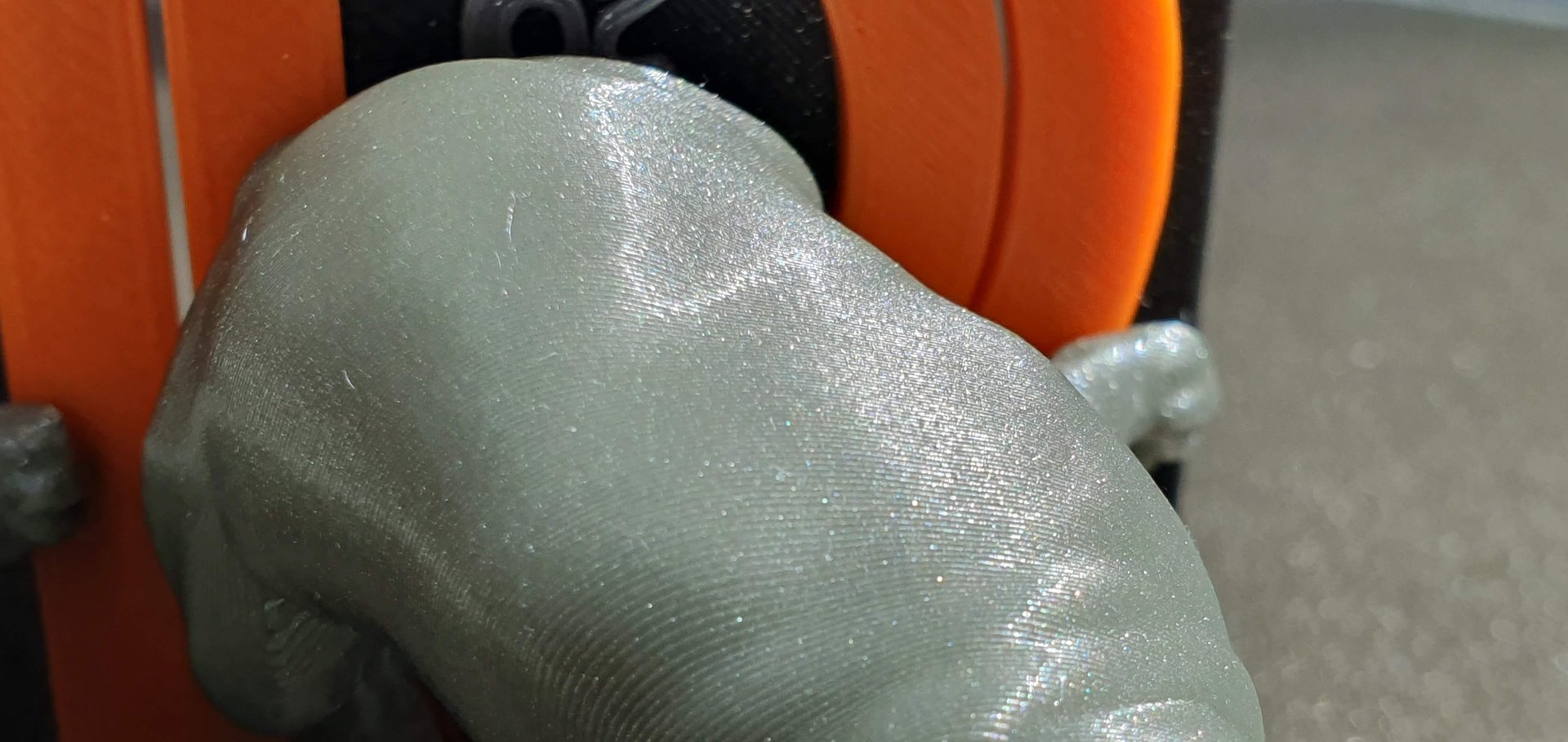
Une pièce technique renforcée, les tolérances sont parfaites, on remarque juste une variation de la brillance sur le premier centimètre, lors du changement chemin.

Idem pour une impression très rapide, avec du support. La qualité des parties supportées est assez impressionnante.

Et en vrac, quelques autres impressions en PLA, avec ou sans Input Shaper actif.





PETG
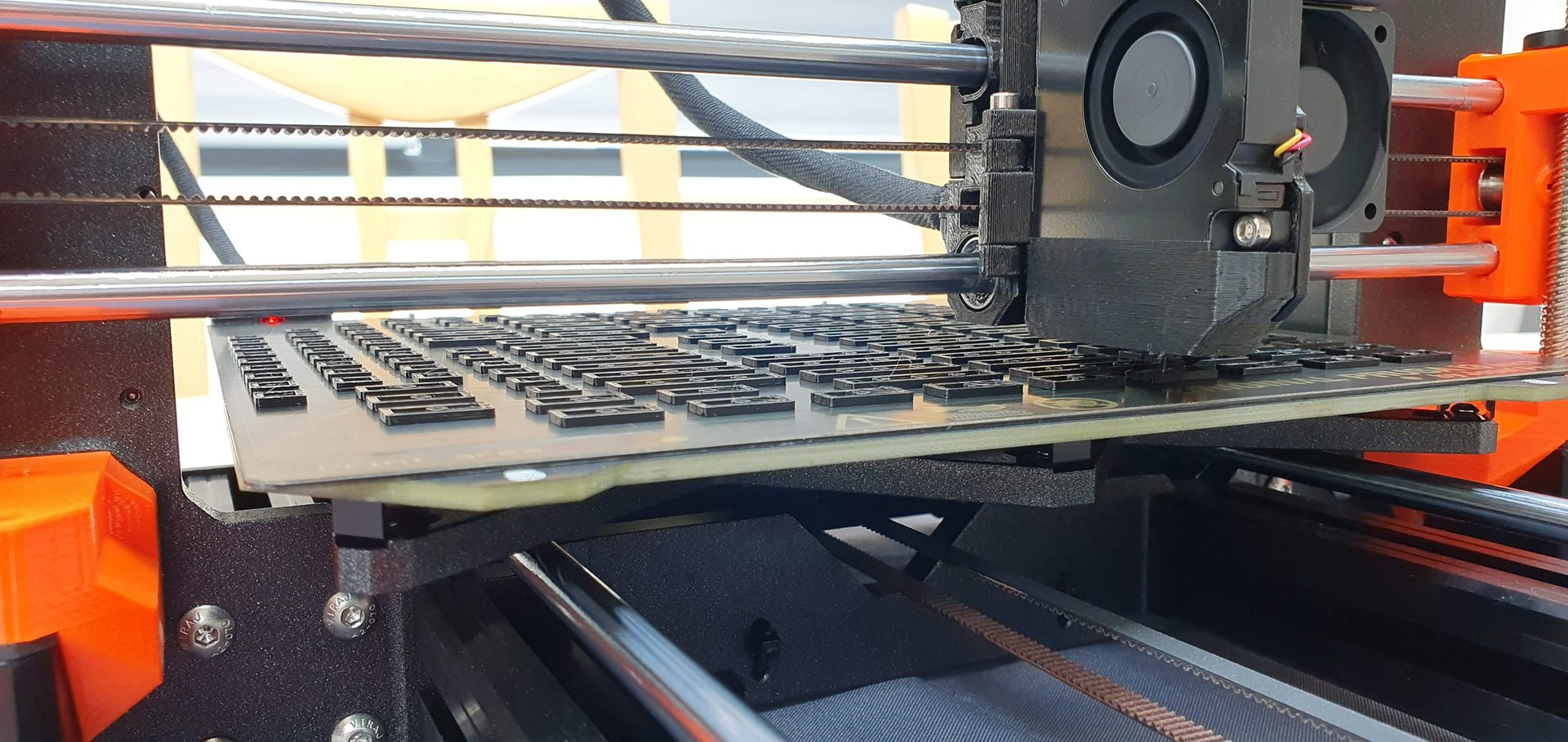
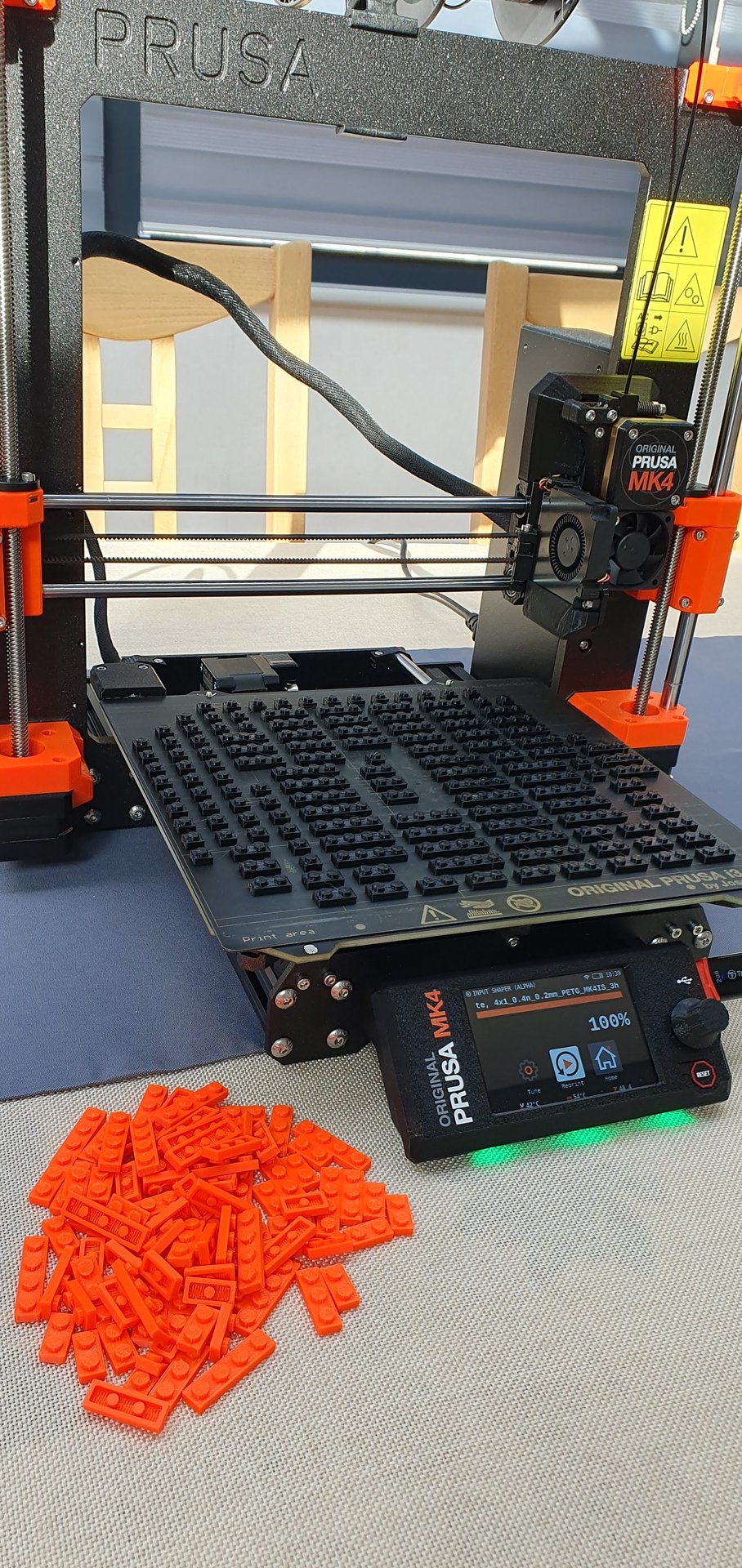
Ici, c’est un test un peu tout-en-un de PETG sur une grande surface en plein de petites pièces, tolérance pour les emboitements et le tout en mode rapide avec le profil Input Shaper. Hormis un peu de stringing dû à la température plus élevée du profil, combiné au fait que ce soit du PETG, rien à signaler.

TPU 95A
Pour ce premier test avec du TPU, j’ai cherché à mettre en défaut le Nextruder en le saturant de retracts. Ce benchy Voronoï n’est pas forcément très joli mais la Prusa MK4 a passé le test sans encombre.
Ensuite j’ai testé une impression plus “normale”.


J’ai trouvé que ça filait pas mal, j’ai donc séché mon filament avant de passer aux impressions suivantes, utilisant du support.

C’est beaucoup mieux et pour bien montrer que c’est du TPU, une petite photo.

ASA / ABS
Malheureusement, je n’ai qu’une seule photo d’une impression ASA, avec un filament un peu humide.
PC Blend

PC-ABS
Ici, c’est un test combiné, du PC-ABS, à vitesse maximale avec l’Input Shaper et températures maximum de la machine, soit 290°C et 120°C.

Pas de problème sur cette impression sans caisson mais ça reste une matière sensible au warping. Des pièces plus hautes ne passeraient probablement pas aussi bien.
Améliorations et upgrade
Concernant les améliorations, et bien il n’y a rien à faire.
Concernant les upgrades, il y a le MMU3 (Multi Material Unit) permettant d’imprimer en plusieurs couleurs sur une même pièce, dont j’ai hâte de voir si le niveau de qualité est aussi bon que pour la Prusa MK4. En effet, la génération précédente, le MMU2, était bien moins abouti que l’imprimante. Beaucoup en sont satisfaits et d’autres l’ont simplement démonté car cela dé-fiabilisait leur machine. Pour avoir possédé le MMU1 et le MMU2, je ne peux que confirmer que ça fonctionne mais que c’est bien moins Plug and Play.

Il y a aussi la possibilité de réutiliser l’Enclosure Prusa pour mettre la machine sous caisson et faciliter l’impression de matières techniques assez sensibles.
Et la Prusa i3 MK3S+ ?
Question légitime, à laquelle je vais vous livrer mon opinion. En dépit de son âge et du retard technologique qu’elle accuse, l’Original Prusa i3 MK3S+ est encore une option valable en 2023, si vous la possédez déjà. Sous certaines conditions, en acheter une peut être intéressant, mais pas neuve à ce tarif.
Si la vitesse n’est pas un critère important, que manipuler des cartes SD ne vous rebute pas et que vous ne comptez pas changer trop souvent de matière / buse / plateau, alors l’i3 MK3S+ peut vous convenir. Elle imprime de manière fiable et peut passer les mêmes matières que la Prusa MK4.
Cependant, d’un point de vue tarif, hormis la concurrence, elle se battra contre une Prusa Mini+, plus récente, proposant des prestations différentes avec des pour et contre à peser. En revanche, une MK3S+ d’occasion est une excellente opportunité qui peut faire votre bonheur pour quelques années encore. Ces machines sont fiables et ne se trouvent que rarement en seconde main, sauf lors de la sortie d’un nouveau modèle. Attention tout de même aux clones.
Mais ne vous méprenez pas, la Prusa MK4 est bien au dessus de son aînée, en tout points.
Notes et conclusion
Qualité d'impression - 9.5
Fiabilité - 9
Logiciel - 10
Utilisation - 10
Rapport qualité / prix - 8.5
9.4
/10
- Première couche parfaite
- Facile à utiliser
- Click-to-Print USB/LAN
- Composants de qualité
- Robuste
- Silencieuse
- Prix élevé
- Montage du kit long
- Manque de maturité




Superbe test très détaillé, on sait dans quoi on s’embarque avant l’achat ! Je vais donc plutôt m’orienter sur une version assemblée 😀
Étant dans le même cas : avoir une MK3S (avec le kit non monté de la MK3S+: jamais eu le temps…), ce test est juste ce qu’il me fallait pour ne pas regretter d’avoir céder la MK3S pour l’acquisition d’une MK4, avec le MMU3.
(Cela faisait 5 ans que ma MK3 subissait mes idées les plus folles, mes tests les plus extravagants, mais surtout qu’elle m’emerveillait à chaque impression. Elle est devenue, comme ces imprimantes papiers, on lance une impression, et on en oublie qu’elle a terminée avec succès)
merci pour cet article-test
TM
montage fini puis flashage du formateur 5.0 j ai lancé le test config …. plantage du module xy. Appel du sav prusa ….. sav très lent et trop long.. après lecture du même problème sur le forum j ai sauté la config. J ai lancé une impression… ras ça marche. mais ça plante toujours au test config module xy .,Qui as une solution
On ne remplacera pas le SAV du constructeur mais posez la question sur notre forum pour contacter la communauté francophone de Prusa : https://www.lesimprimantes3d.fr/forum/141-prusa-research/