


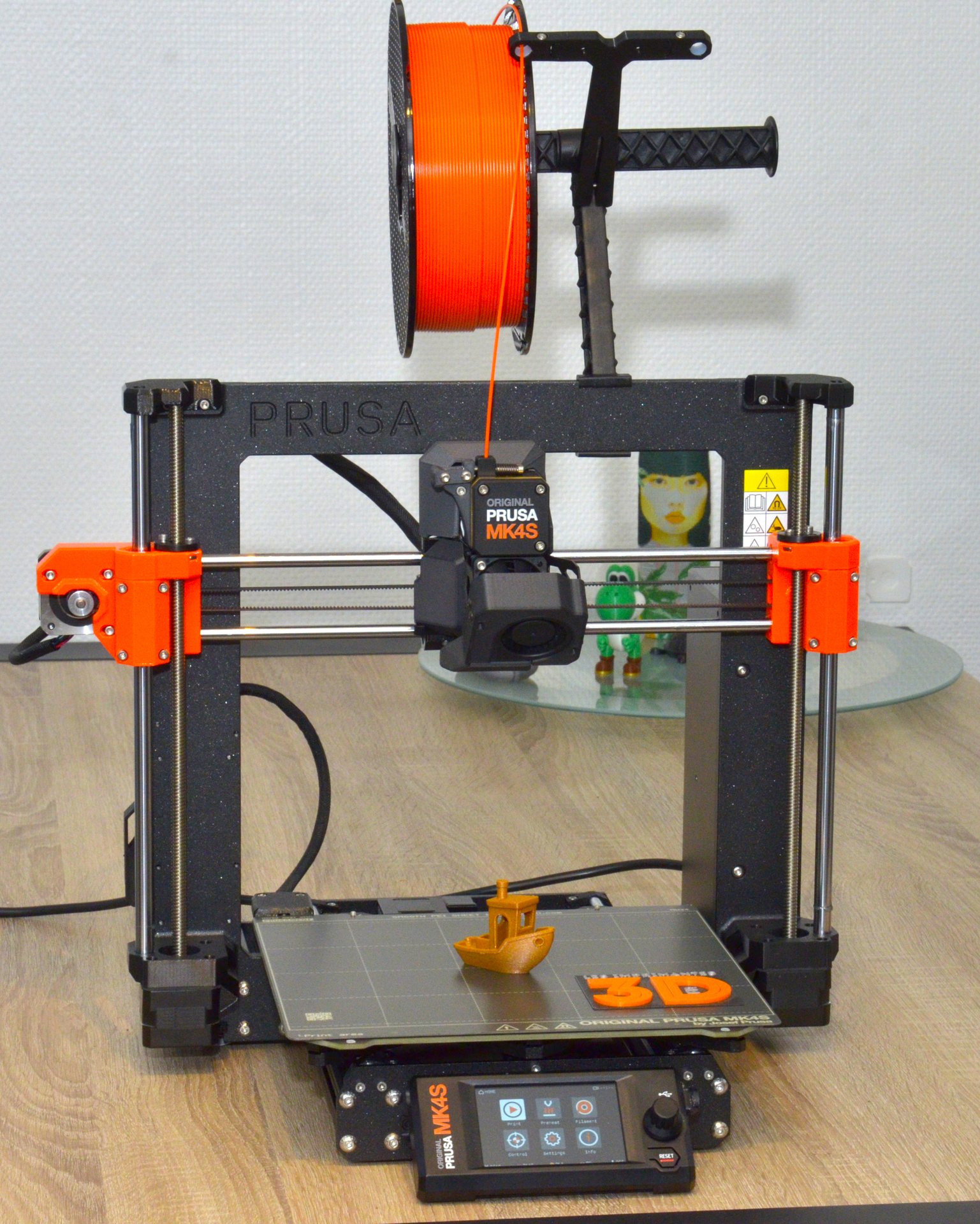
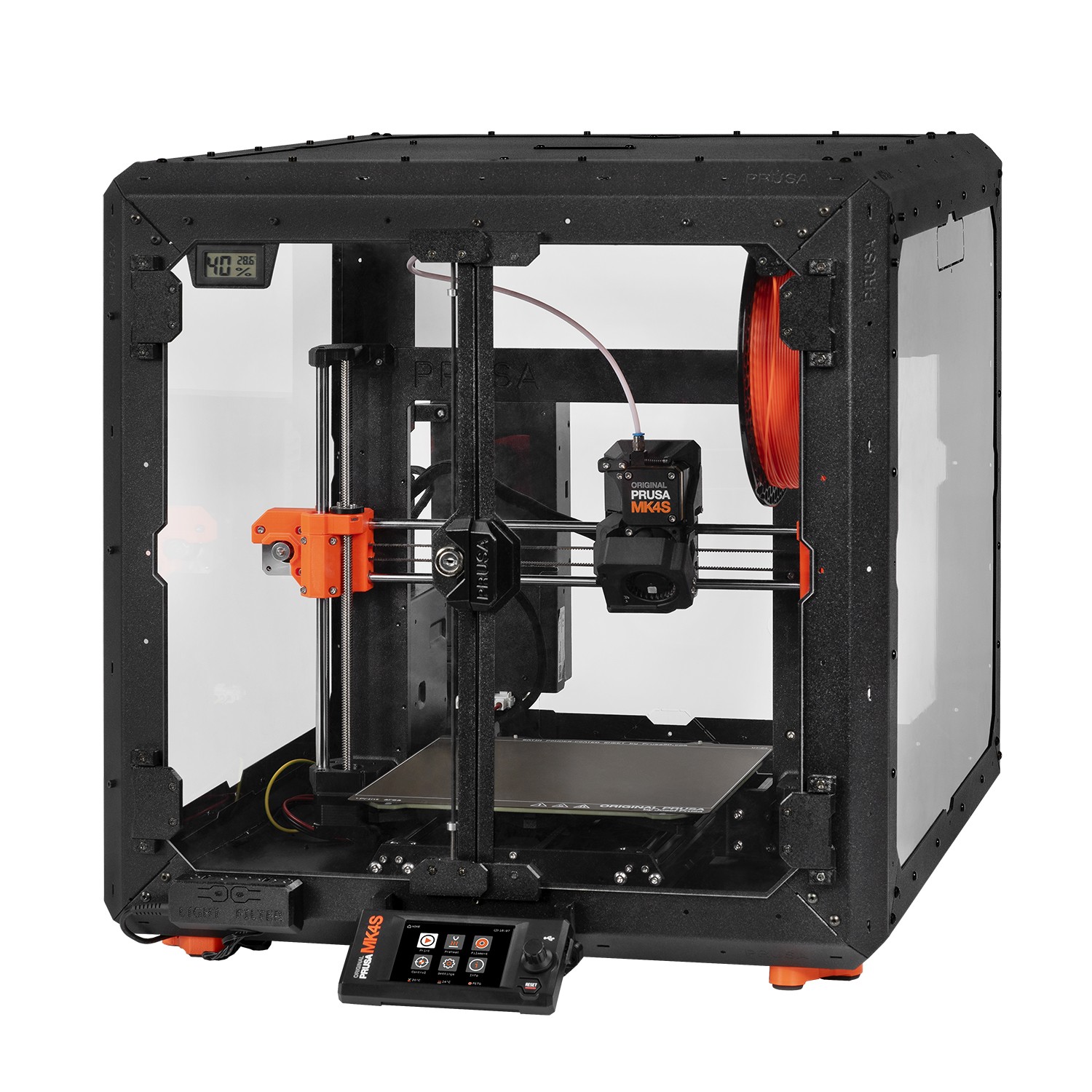
Un an après le test d’une Original Prusa MK4, nous poursuivons avec son évolution, l’imprimante Original Prusa MK4S en version kit. Elle apporte une nouvelle ventilation à 360°, une vitesse d’impression augmentée, une application smartphone et d’autres petites améliorations que nous allons voir ensemble dans les détails avant de conclure sur les bénéfices de cette upgrade.
Fiche technique de l’Original Prusa MK4S
| Technologie | FDM |
| Volume maximal d’impression | 250 x 210 x 220 mm |
| Hauteur de couche | De 50 à 300 microns |
| Type d’extrudeur | Direct Drive “Nextruder” avec une démultiplication de 1:10, compatible E3D V6. Buse de 0.4mm High Flow. |
| Température maximale de la buse / plateau | 290°C / 120°C |
| Vitesse maximale d’impression | Non communiquée, ~300 mm/s |
| Carte mère | 32bits “xBuddy” |
| Moteurs pas à pas | 0,9° et TMC2130 |
| Nivellement du plateau | Capteur de force jusqu’à 49 points, uniquement sur la zone d’impression |
| Filaments compatibles | PLA, PETG, Flex, PVA, PC, PP, CPE, PVB |
| Filaments compatibles avec enclosure | ABS, ASA, HIPS, PA |
| Connectivité | USB, RJ45, WiFi, NFC, GPIO |
| Dimensions | 50 x 55 x 40 cm |
| Poids | 7 kg |
Les spécifications techniques essentielles de cette nouvelle Prusa MK4S sont en tous points identiques à celle de la Prusa MK4, à l’exception de la buse High Flow d’origine. Même si Prusa annonce des impressions plus rapides, la vitesse de déplacement maximale n’est pas communiquée. Il y a bien sûr des petites nouveautés comme la présence du NFC et d’un port GPIO. Nous allons détailler tous ces changements lors de ce test.
L'imprimante Original Prusa MK4S sur le comparateur
Déballage et montage de la MK4S

S’agissant d’une évolution et non d’une nouvelle machine, je vous invite à lire le test de l’Original Prusa MK4 et notamment la section unboxing qui est tout à fait identique pour cette MK4S, ainsi que le chapitre montage qui est très similaire à l’exception des quelques éléments suivants. La conclusion du montage pour cette Prusa MK4S est légèrement différente, on note deux évolutions positives :
- Le capteur à effet Hall arrive pré-monté, même sur la version kit
- Les roulements linéaires arrivent pré-lubrifiés
Le point le plus sensible lors du montage de la MK4 est maintenant pré-monté sur la MK4S en kit, ce qui met le montage à la portée du néophyte sans risquer de détériorer des pièces fragiles. Hormis un petit soucis sur l’empreinte des vis M5 du châssis, relaté sur le forum, l’ensemble du montage reste conforme à l’image qualitative de la marque. Tout est bien ajusté, les câbles sont bien rangés, les connecteurs sont fermement clipsés. L’ensemble forme une machine épurée, soignée et robuste, avec un look plus agressif que la précédente.
Nouveautés Prusa MK4S
Ecran
Une première différence concerne l’écran xLCD qui n’est pas exactement le même que celui que nous avions reçu avec la première MK4. Pour ceux qui ont lu le test de la Prusa MK4 et le bug de jeunesse concernant l’écran, c’est peut-être là une réponse de Prusa Research pour fiabiliser cette partie. Précisons que ce n’est pas réellement une différence MK4/MK4S car ce nouvel écran a aussi existé sur la MK4, il a donc évolué en cours de vie du modèle. C’est d’ailleurs un paramètre à connaître pour ceux qui souhaitent installer le kit de mise à jour MK4 -> MK4S, il faut préciser le type d’écran que l’on possède.
En haut le nouveau, en bas l’ancien.
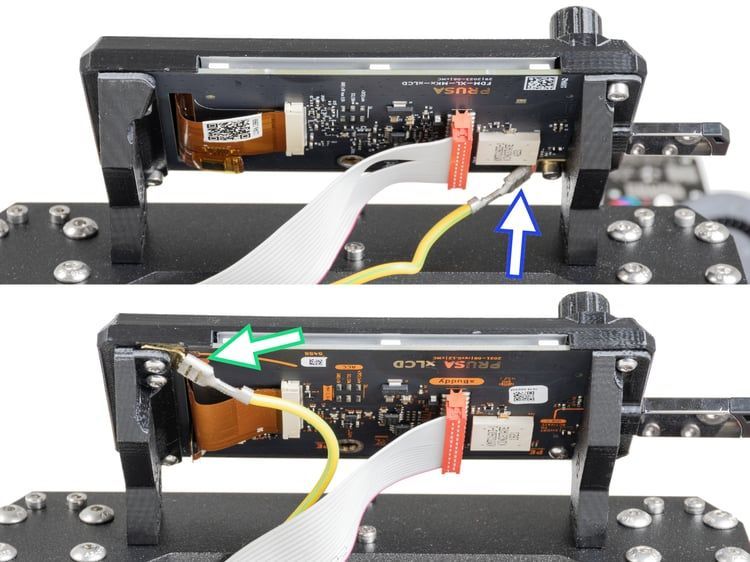
Toujours dans les évolutions, l’écran est tactile. Ce n’était pas le cas lors de la sortie de la MK4, mais c’est arrivé par la suite sans modification matérielle, simplement grâce à une mise à jour du firmware.
Concernant la dalle de l’écran, il y a une différence subtile, tellement qu’il n’a pas été possible de la montrer correctement sur une photo. Le nouvel écran est légèrement plus contrasté, la balance des blancs est plus neutre aussi (l’ancien tirait sur le bleu). Ce n’est pas grand chose mais ça reste un petit point positif pour le confort des yeux.
Le capot de l’écran est quant à lui totalement différent puisque maintenant injecté. L’écran est même capoté à l’arrière. Rassurez-vous, les fichiers 3D sont toujours disponibles.


WiFi / NFC
Sur les photos ci-dessous, à gauche la Prusa MK4, à droite la Prusa MK4S. La partie à l’arrière où se situe le Wifi évolue et la partie latérale du boitier de la carte mère accueille la nouvelle fonction NFC. Notons au passage que le port RJ45 a changé d’orientation, ce qui facilite le retrait du câble Ethernet grâce à un meilleur accès à la languette.
Le module WiFi est nouveau, bien que toujours basé sur un ESP, la nouvelle antenne et son positionnement déporté du boitier métallique doivent améliorer la stabilité de la connexion. Le NFC sert à la configuration du WiFi via l’application smartphone, on en reparle en détails dans le chapitre “Mise en route”.
On aura remarqué un connecteur supplémentaire sur le module WiFi, accessible depuis l’extérieur. Attention, ce n’est pas le port GPIO comme on pourrait le penser mais le port accéléromètre. On aborde ces deux options dans la section “Améliorations et upgrades” en fin de ce test.
Couleurs
Une autre petite différence notable pour les habitués concerne la couleur des pièces imprimées. La tendance semble aller vers l’abandon progressif du “Prusa Orange” pour ne le garder qu’en petite touche. La Prusa MK4S ne conserve d’orange que les extrémités de l’axe X.

Nextruder
Le plus gros changement que l’on remarque tout de suite sur la tête d’impression est ce ventilateur imposant dont on parle juste après. La partie moto-réduction et corps aluminium contenant le capteur de force restent les mêmes. Toutes les pièces de la tête passent en PCCF à l’exception de la main plate qui reste en PETG. Le passage en PCCF permet à la fois d’augmenter la résistance à la chaleur lorsque l’imprimante est utilisée en caisson, d’augmenter la résistance à la déformation dans le temps notamment pour le levier d’extrudeur, et d’augmenter la qualité de finition.
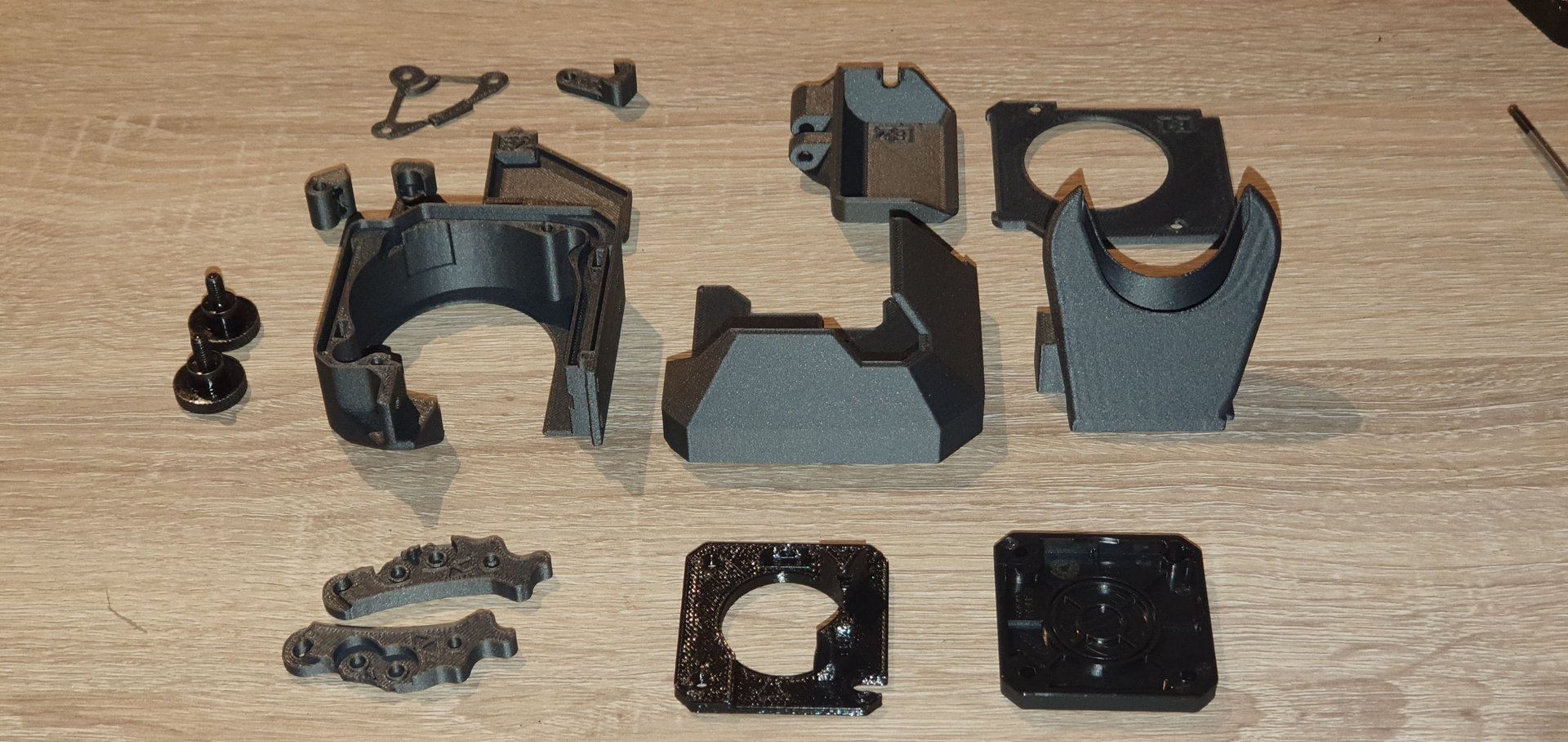
Toutes les pièces apparentes de la tête ont une qualité d’impression nettement supérieure à ce qu’on a l’habitude de voir chez Prusa. Le couvercle du Nextruder devient une pièce injectée dont la différence d’aspect extérieur avec la version imprimée est subtile car il y a un petit grainage rappelant les PEI texturés. La buse utilisée est d’apparence similaire mais cache en son cœur la technologie CHT pour devenir une buse High Flow, c’est-à-dire haut débit.
Ventilation
Cette fameuse nouvelle ventilation à 360° est l’évolution phare de cette machine. Elle utilise un ventilateur puissant, si puissant qu’il ne tourne pratiquement jamais à 100% de sa capacité. Son efficacité est redoutable si on la compare à la ventilation de la MK4, de quoi imprimer des surplombs très importants sans nécessiter de support.
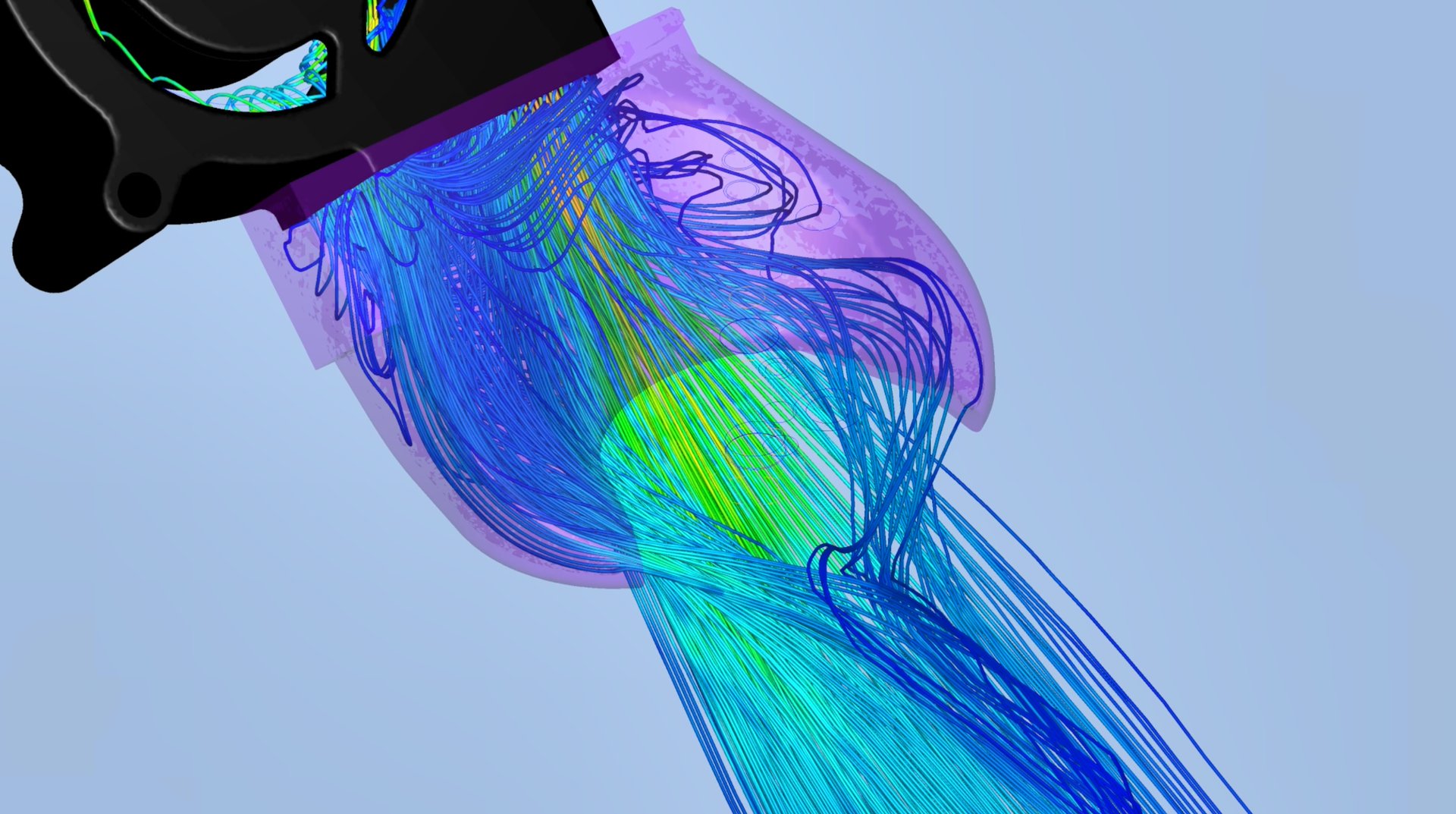
Le revers de la médaille est que ce nouveau fan duct bouche complètement la vue sur la buse, là où la Prusa MK4 laissait cette zone parfaitement visible. Il est donc plus difficile de bien voir les premières couches pour s’assurer que tout aille bien.
Buse High Flow
Les nouvelles buses High Flow utilisent la technologie CHT développée et brevetée par Bondtech. La zone de fusion du filament est scindée en trois canaux, ce qui augmente la surface de contact pour un meilleur transfert thermique, ainsi qu’une meilleure homogénéité de la température au cœur du filament.

Rien ne distingue une buse HF d’une buse standard, excepté le logo gravé Bondtech. Ci-dessous un exemple d’un autre modèle de buse CHT où l’on peut se faire une idée de la géométrie interne.

D’origine, la Prusa MK4S est livrée avec une buse High Flow de 0.4 mm, sauf pour le bundle avec le MMU3 pour lequel la buse standard est également livrée. En effet, la buse High Flow nécessite une purge plus importante pour bien nettoyer les conduits, ce qui entraine un gaspillage de filament. De plus, le temps de purge supplémentaire annule complètement le bénéfice du temps gagné par la buse High Flow. C’est pourquoi l’utilisation de la buse standard reste plus judicieuse dans le cas du MMU3.
Mise en route de l’Original Prusa MK4S
La mise en route se limite à un auto-test de quelques minutes où l’imprimante vous indique ce qu’il faut faire. Il est identique à celui de la Prusa MK4, je vous renvoie une nouvelle fois au paragraphe (très court) correspondant du test de l’Original Prusa MK4.
C’est le moment de connecter la Prusa MK4S. On peut la mettre en réseau via un câble RJ45 ou via le WiFi. Nous allons utiliser le WiFi et plus particulièrement nous intéresser à la configuration via l’app Prusa et le NFC.

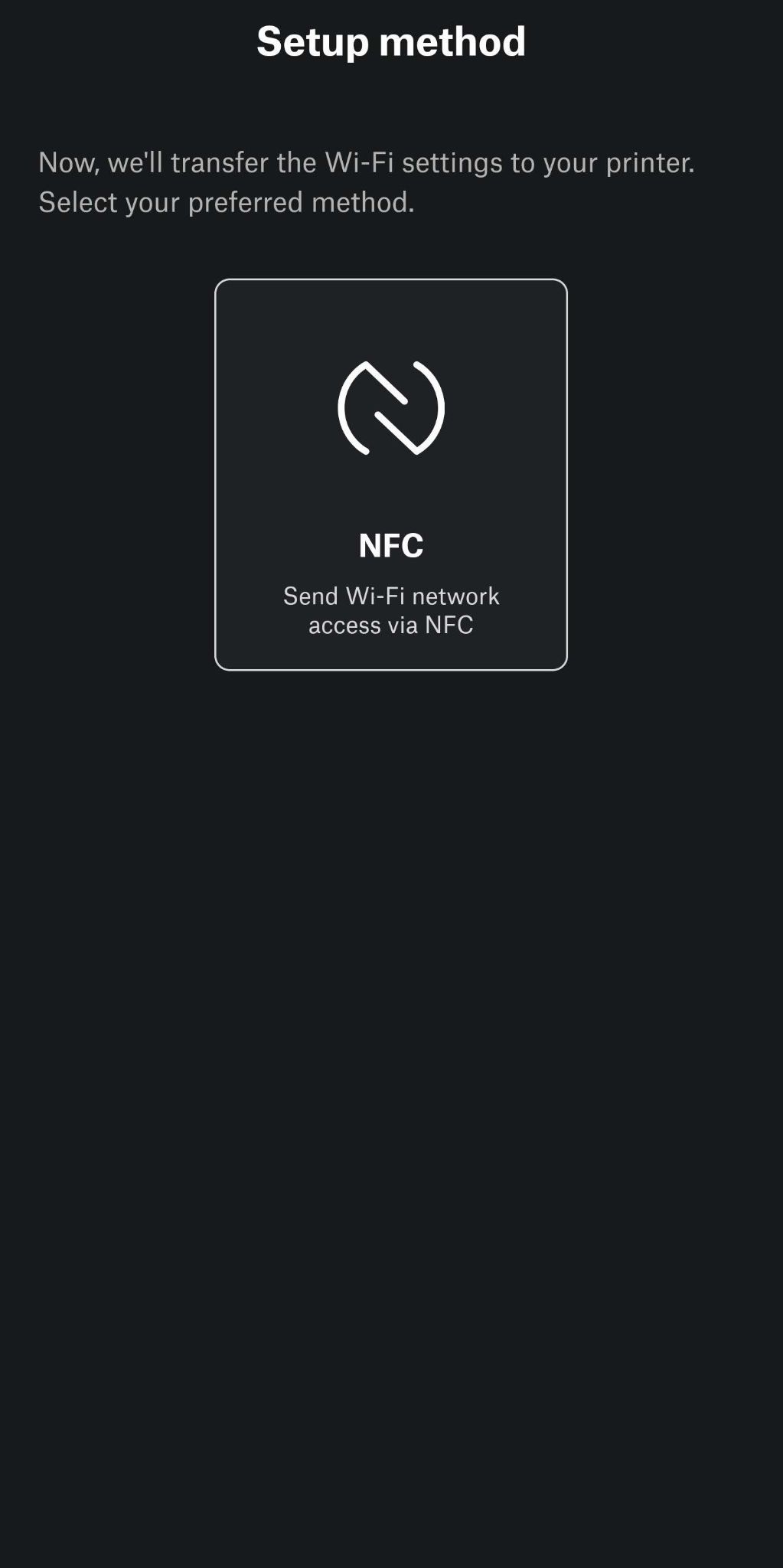
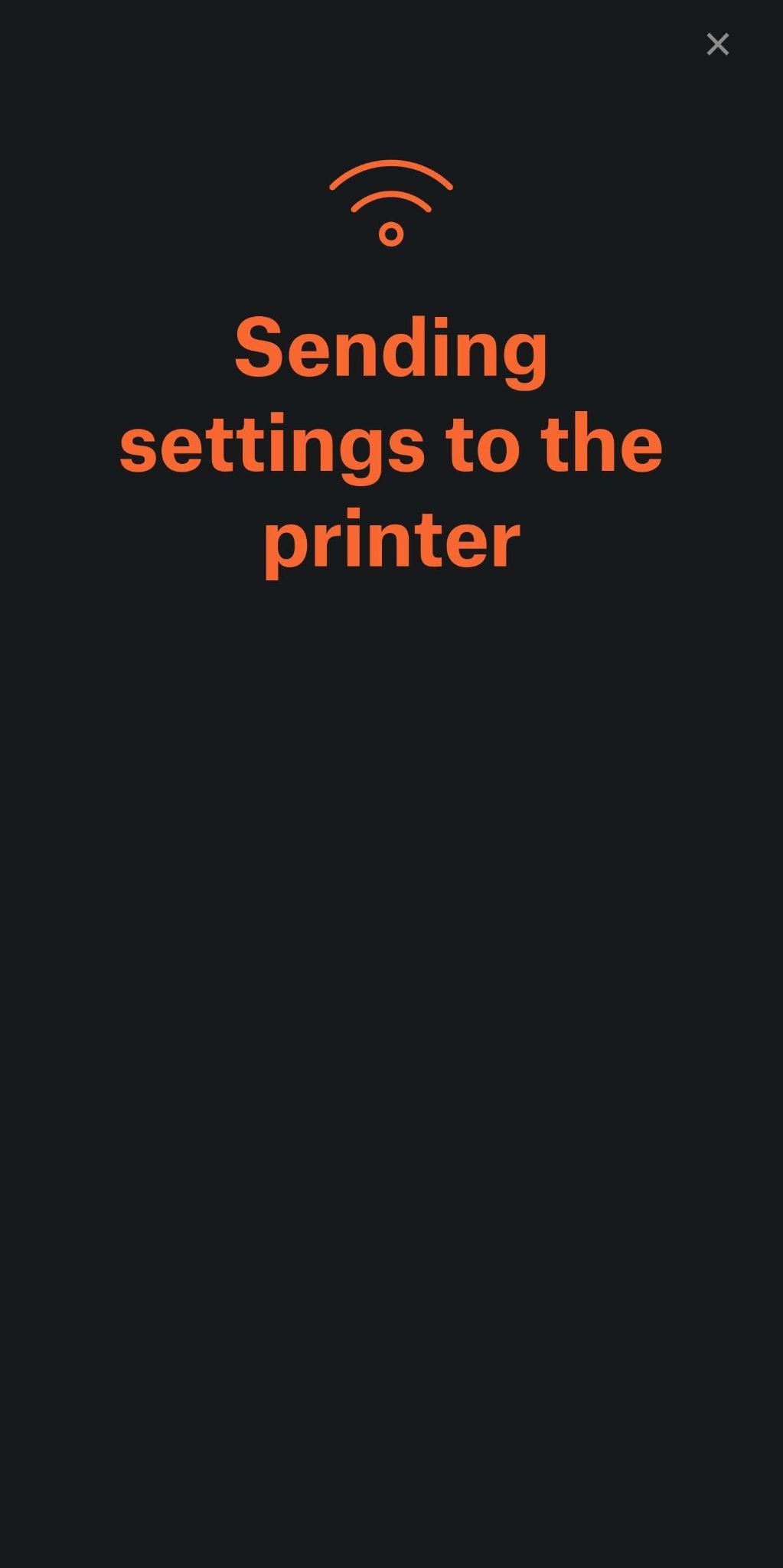
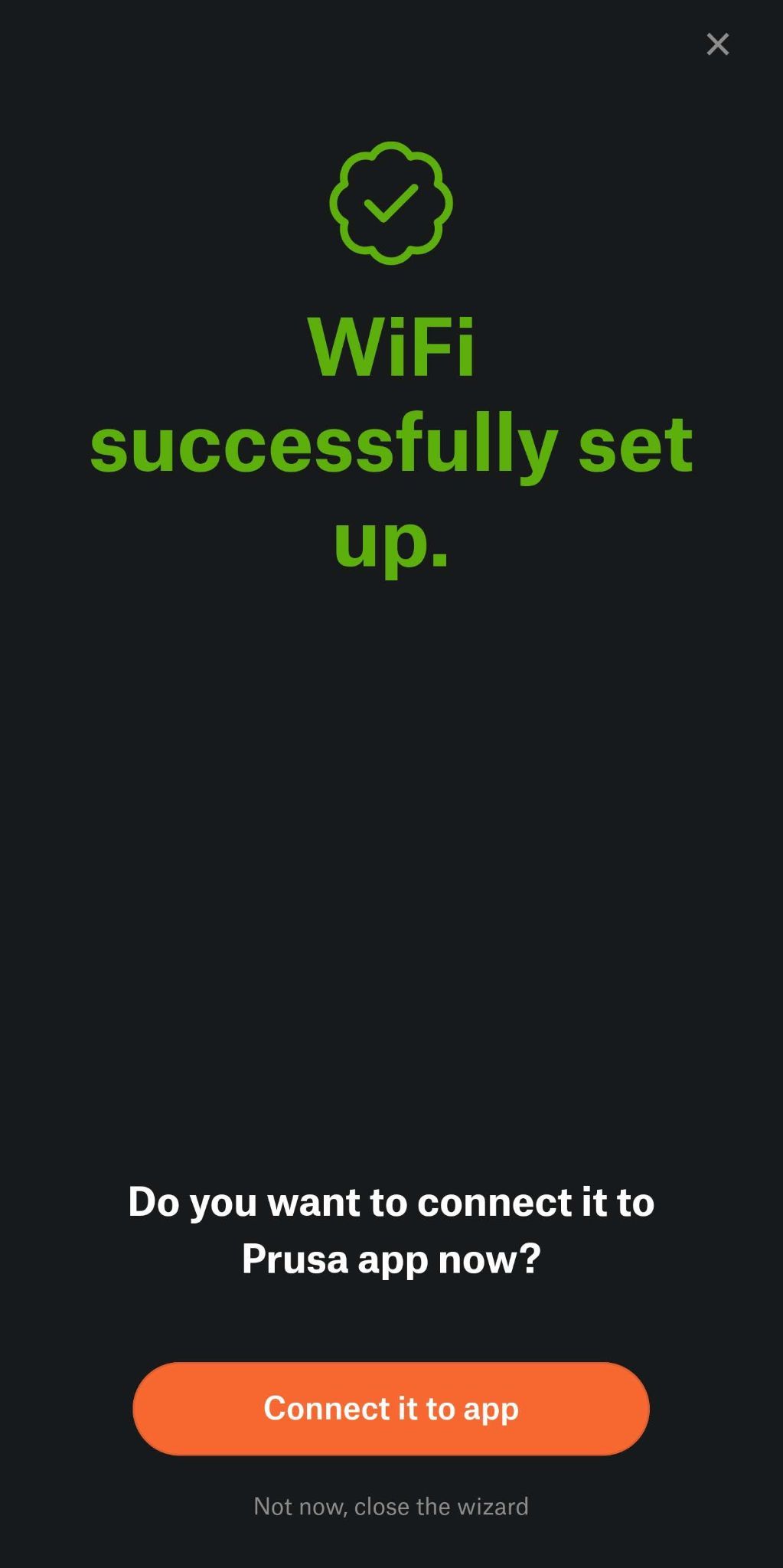
A l’étape “Sending”, il faut coller le téléphone sous le boitier de la carte mère, là où il est marqué “NFC”. Cela aura pour conséquence de déclencher l’apparition d’un menu sur l’imprimante demandant de confirmer l’application des informations de connexion au WiFi. Il n’y a plus qu’à cliquer sur “OK” et c’est terminé.
Attention, les caractères accentués ne passent pas pour le moment. Pas plus via la configuration manuelle par l’intermédiaire du clavier alphanumérique, on y trouve tout un tas de caractères spéciaux mais pas les accents. Ils passent cependant dans le SSID via le scan des réseaux WiFi environnants et la connexion fonctionne correctement.
C’est beaucoup mieux que sur la Prusa MK4 où il fallait passer par un fichier sur la clé USB mais c’est encore jeune. Nul doute qu’une future mise à jour résoudra ce petit souci purement logiciel.
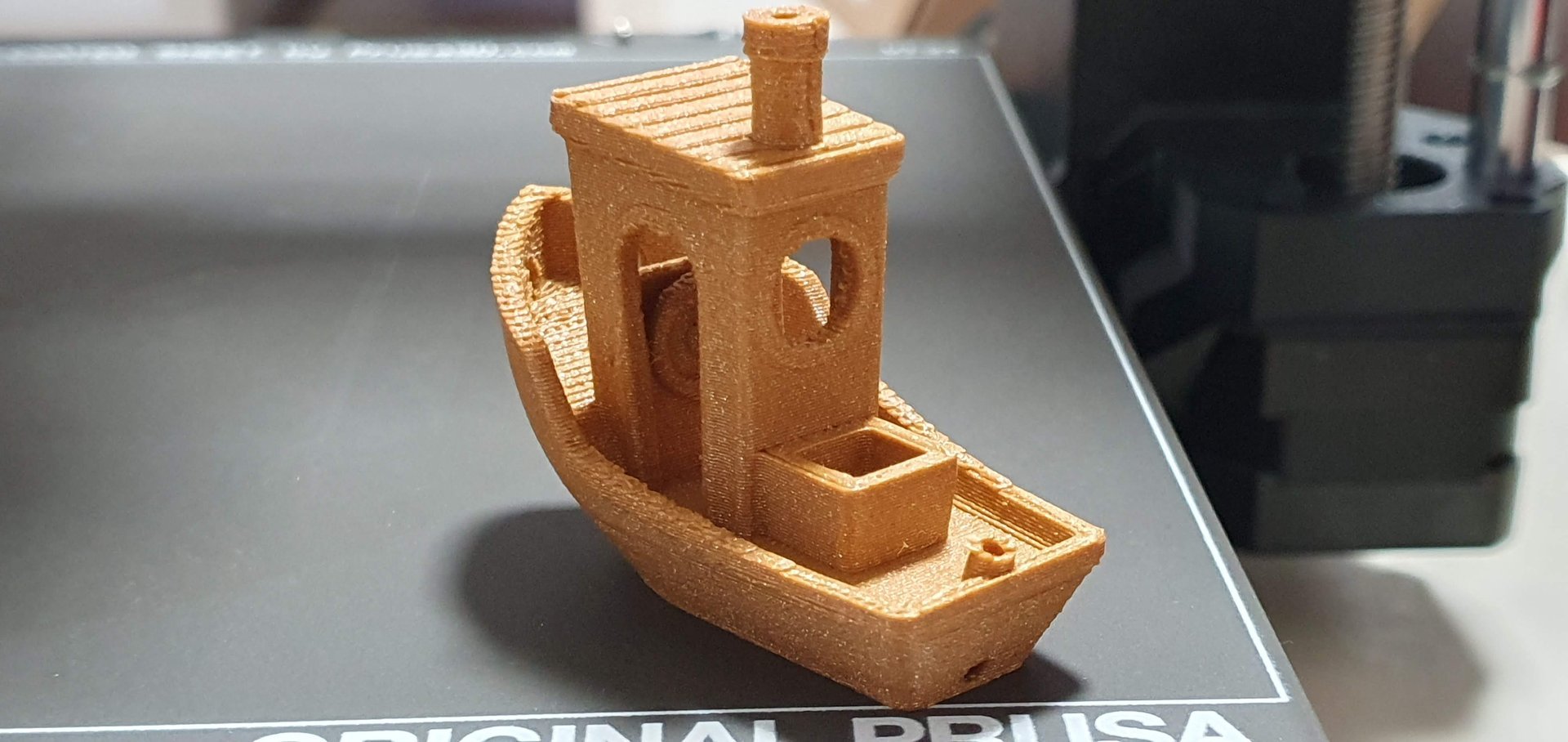
Impression de test en PLA avec la MK4S
Combien de temps pour cette botte ? Un indice : elle fait environ 14 cm de large et de haut, le profil utilisé est 0.25mm SPEED avec quelques réglages manuels.


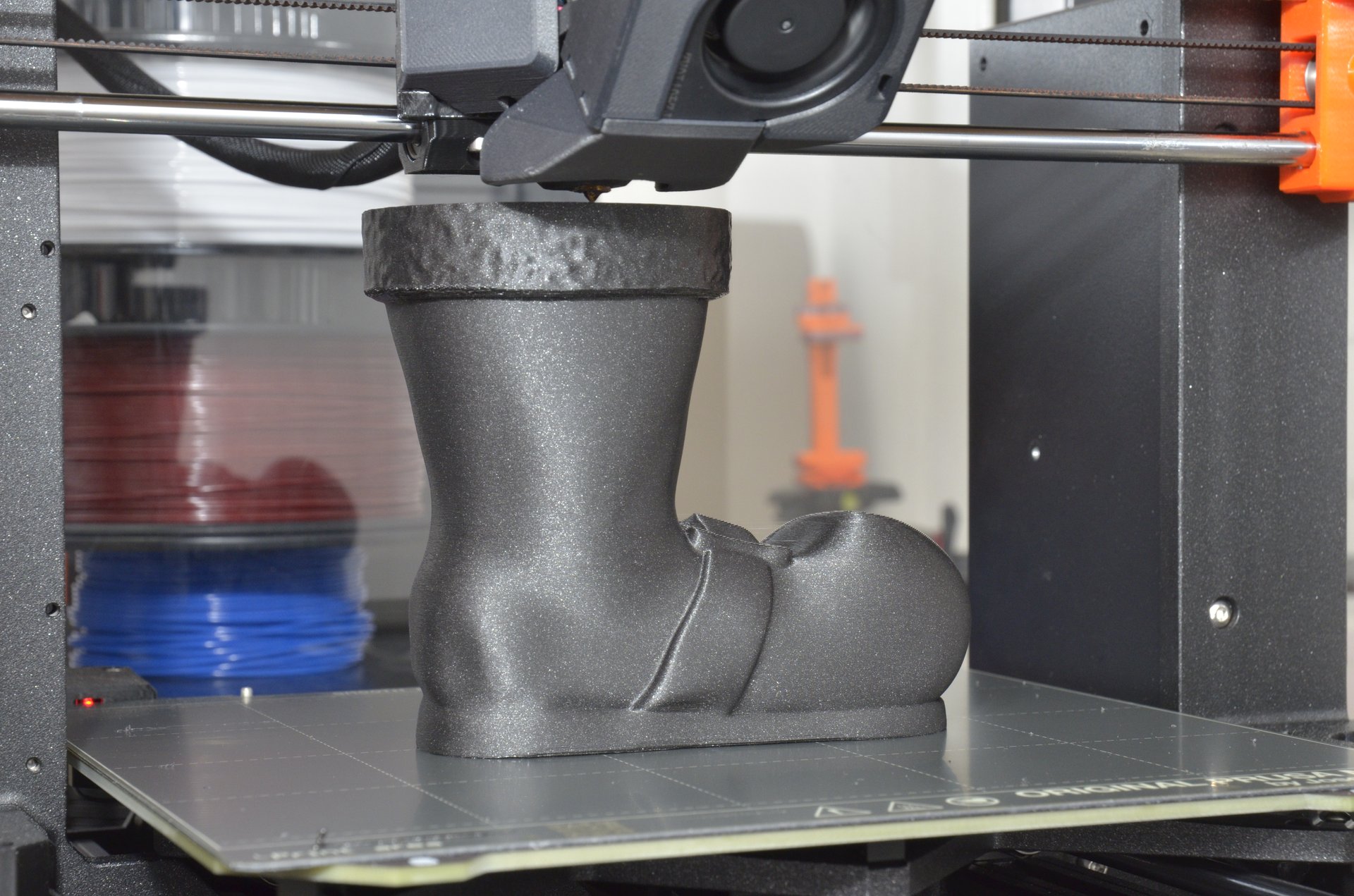

Allez, on vous le dit, à peine 1h55 et la qualité est vraiment excellente ! Le surplomb passe sans problème sans aucun support, ça en dit déjà long sur l’efficacité de la nouvelle ventilation.
On ne pouvait pas passer à côté du fameux Bonkers Benchy qui s’imprime en 8 minutes. La version 12 minutes de la Prusa MK4 était déjà impressionnante mais là, c’est tout simplement fou. La qualité est superbe étant donné les conditions, c’est hypnotisant de voir la pièce grandir de plusieurs millimètres par minute. Le plus remarquable, c’est que l’imprimante ne donne pas le moindre signe d’atteindre une limite mécanique, pas de bruit particulier ni de vibration.



PrusaSlicer
On ne présente plus PrusaSlicer que vous pouvez télécharger ici pour Windows, Mac et Linux. C’est un slicer open source gratuit et activement développé par Prusa Research. Il est originellement basé sur Slic3r d’Alessandro Ranellucci et la communauté RepRap. PrusaSlicer n’est pas verrouillé aux machines de la marque et comporte des profils pour de nombreuses imprimantes (Anycubic, Creality, Flsun, Ultimaker…). Concernant la famille MK4, il existe pas mal de profils prédéfinis pour toutes les tailles de buses.
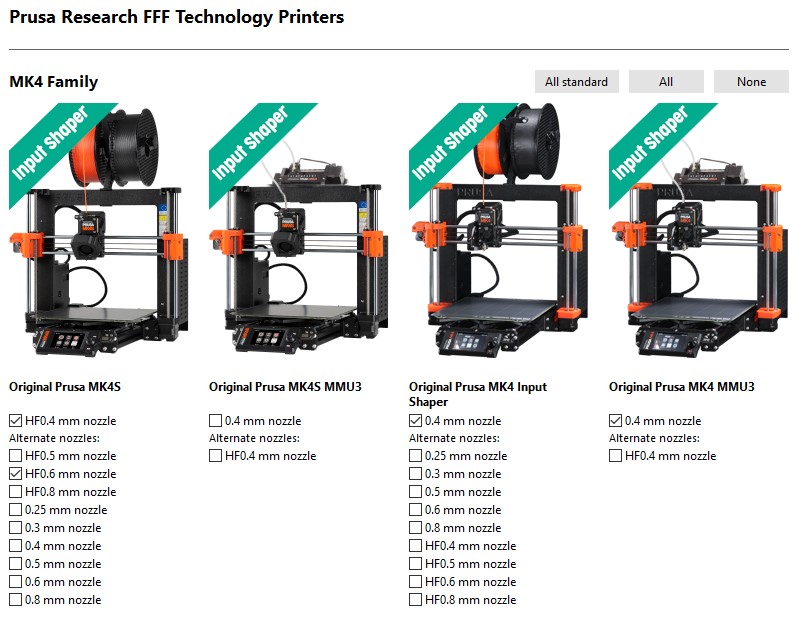
Pour chaque “modèle” sélectionné, une série de profils d’impression est disponible. C’est suffisamment rare qu’un constructeur fournisse autant de profils d’impression, il faut donc le signaler.
PrusaSlicer devient de plus en plus une plateforme tout-en-un. Le logiciel peut se connecter à votre imprimante directement en réseau local via PrusaLink. Si vous connectez votre compte Prusa, vous bénéficiez alors aussi de la connectivité via le Cloud grâce à PrusaConnect, beaucoup plus riche en fonctionnalités, qui permet de lancer une impression et de la contrôler depuis n’importe où. Prusa Slicer intègre maintenant aussi la possibilité de parcourir la banque d’objets 3D Printables directement depuis un onglet de l’application. Il est alors possible de choisir un modèle et de l’imprimer d’un seul clic.
Test de la ventilation
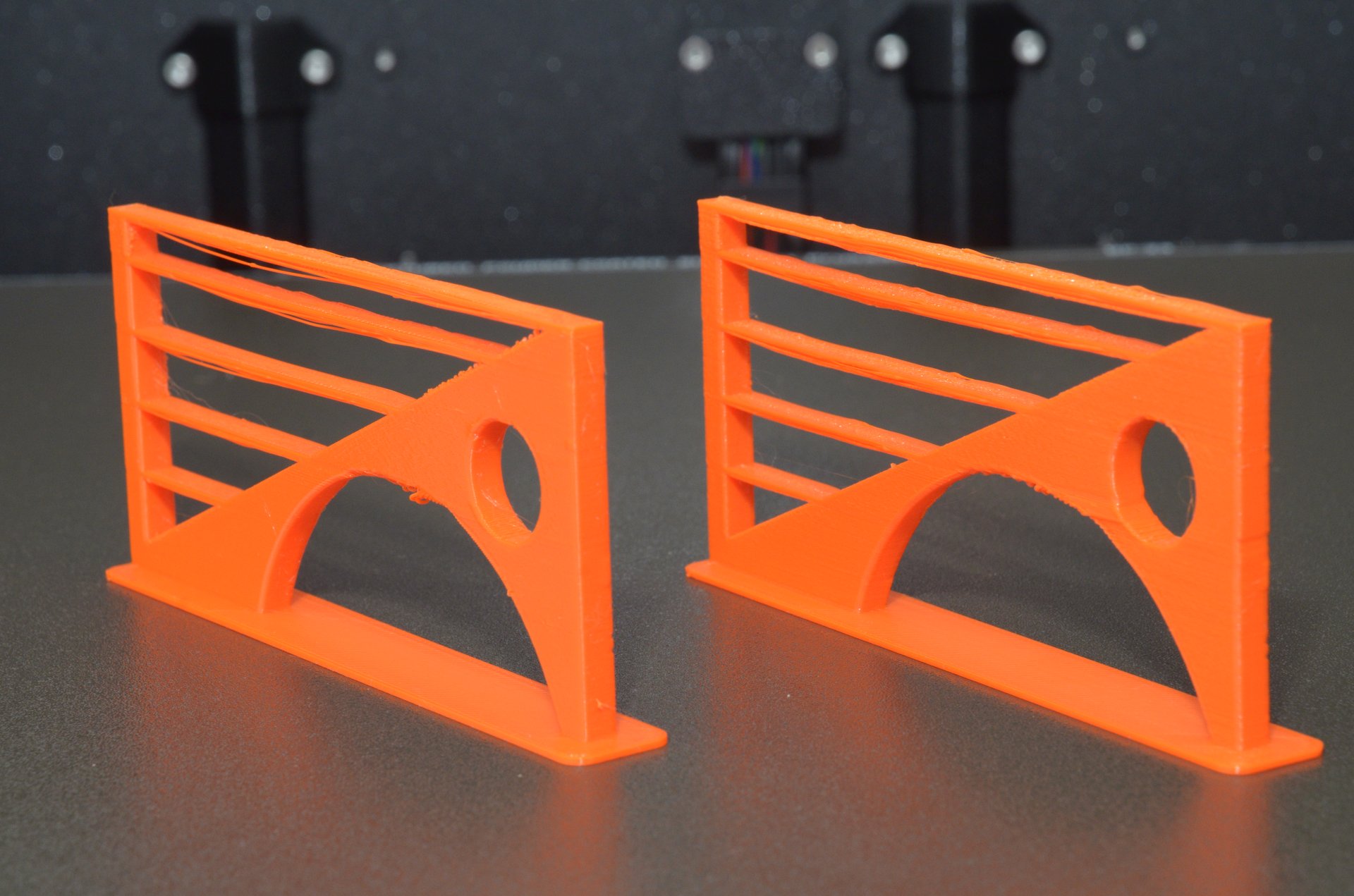
Afin de pouvoir tester l’efficacité de la ventilation de la Prusa MK4S et la comparer avec celle de la Prusa MK4, nous avons utilisé une pièce témoin comportant des surplombs et des ponts. Les deux sont importants car on focalise souvent sur les ponts alors qu’en réalité les surplombs sont plus difficiles à imprimer correctement.
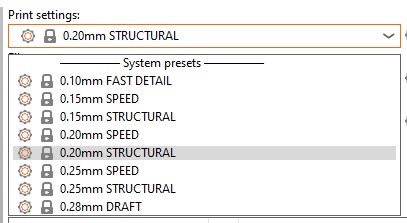
Pour d’être représentatif d’une impression lambda, les paramètres utilisés sont le profil 0.20mm STRUCTURAL par défaut et le profil Prusament PLA par défaut également. Le filament utilisé est du Prusament PLA Galaxy Black.
Sur l’axe X
La Prusa MK4S s’en sort mieux sur les surplombs. Concernant les ponts, la Prusa MK4 s’en sort pas mal, ça pendouille un peu sur les deux derniers niveaux. Sur la Prusa MK4S en revanche, c’est limite mais ça ne pendouille à aucun étage.
Sur l’axe Y
Pour les surplombs, c’est similaire à l’axe X. Concernant les ponts, cette fois-ci la Prusa MK4 n’arrive pas à gérer le niveau le plus long. Sur la Prusa MK4S, le résultat est similaire à l’axe X, limite mais ça passe.
Ce résultat est reproductible, le test a été refait plusieurs fois en PLA et en PETG, ci-dessous en PETG sur l’axe X uniquement.
Cette nouvelle ventilation améliore les choses de manière visible et c’est indéniable. Ce n’est pas magique et il reste quelques imperfections, après tout le surplomb se termine sur un angle de 90°, mais c’est effectivement plus efficace et permet de mettre moins de supports, voire de s’en passer totalement.
On voit que la Prusa MK4S est avantagée par sa ventilation à 360°. Il faut préciser que ce test a la pire orientation pour la Prusa MK4 car son flux d’air est orienté à 45°, qui n’est optimal ni en X ni en Y.
Test de la buse High Flow pour Prusa M4KS
Afin de juger correctement l’apport de la buse High Flow (abrégé HF par la suite), il est important de distinguer plusieurs choses. Premièrement, ce n’est pas une spécificité de la Prusa MK4S, en effet on peut tout à fait équiper une Prusa MK4 ou même une XL avec une buse HF. Deuxièmement, le gain est différent selon la taille de la buse et le type de filament. Troisièmement, les profils sont réglés différemment selon la machine, le type ou la taille de la buse, de quoi rendre encore plus confuse la comparaison.
Techniquement, entre une Prusa MK4 et une Prusa MK4S il n’y a aucune différence puisqu’il s’agit du même extrudeur. Le paramètre essentiel qu’il faut connaître est le Maximum Volumetric Speed (MVS) ou le débit volumétrique maximum. C’est-à-dire la capacité de la hotend à déposer du plastique fondu de manière fiable. Prusa Research fournit les valeurs de ce paramètre dans un tableau.

Nous allons prendre uniquement le PLA pour simplifier l’interprétation. Les données brutes montrent un gain de 50% de débit par rapport à une buse de 0.4 mm standard et un gain presque doublé avec une buse de 0.6 mm HF. Mais est-ce le cas dans le monde réel ?
Buse standard vs High Flow
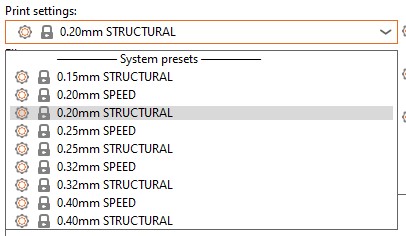
Commençons par nous focaliser sur les buses de 0.4 mm. Prenons un cube de 100 mm de côté comme référence avec le profil 0.20mm SPEED. Nous obtenons 4h38 pour la buse standard et 4h16 pour la buse HF, soit moins de 10% de gain pour exactement la même quantité extrudée. Etonnant ? Alors pourquoi Prusa Research annonce de tels chiffres ? En fait sur ce profil, la machine atteint déjà la vitesse maximale configurée. Si on passe sur le profil 0.25mm SPEED disponible uniquement en combinaison avec une buse HF, le temps descend à 3h19 soit une impression 40% plus rapide.
Passer sur une buse plus grosse ?
Passer d’une buse de 0.4 mm à une buse de 0.6 mm va implicitement augmenter la quantité de matière utilisée. Les parois plus épaisses consomment plus de matière contrebalançant le gain du débit accru. Ensuite, les profils pour la buse de 0.6 mm ont un remplissage par défaut de 20%, contre 15% pour la 0.4 mm afin de compenser l’espacement entre les lignes de remplissage, ce qui augmente encore la quantité de matière utilisée.
Reprenons le cube de 100 mm avec un profil 0.20mm SPEED : on passe de 4h38 sur une buse de 0.4 mm standard à 3h59 sur une buse de 0.6 mm HF, soit une impression seulement 15% plus rapide pour une augmentation de plus de 30% de la quantité de matière. Si on ramène le remplissage à 15%, on obtient un temps de 3h22 soit une vitesse 37% plus rapide pour une augmentation de matière de 10%. Encore une fois, augmenter la hauteur de couche permet de débloquer le débit et on peut réduire le temps entre 2h46 (0.25 mm) et 2h30 (0.40 mm), soit un bond en avant avec une impression 85% plus rapide.


En pratique ?
Les valeurs précédentes ne sont valables que pour l’exemple simple du cube de 100 mm de côté mais démontrent que le bénéfice des buses HF ne s’atteint qu’avec les profils SPEED et en poussant le paramétrage pour gagner en temps d’impression. Cela montre aussi qu’au-delà du profil 0.25mm SPEED, il n’y a plus beaucoup de bénéfice car on touche déjà la capacité maximale de chauffe. Si vous êtes adepte des profils STRUCTURAL, le gain est tout simplement nul.
Ce qui nous amène à la différence entre les profils de type STRUCTURAL et ceux du type SPEED. Les premiers sont orientés sur le respect des cotes mécaniques et l’aspect extérieur, alors que les derniers sont axés sur la vitesse. La conséquence la plus visible est la différence de brillance sur la surface des impressions lorsque la géométrie varie beaucoup d’une couche à l’autre. Les profils STRUCTURAL sont plus brillants et uniformes.

Côté inconvénients, si on peut appeler ça comme ça, la géométrie interne d’une buse HF impose une purge plus importante lors du changement de filament, ce qui est automatiquement géré par le firmware. Si la buse se bouche, il est aussi plus difficile de la déboucher par un cold pull ou une aiguille.
Un détail qu’il faut souligner, dans les profils HF la température par défaut est trop élevée : 230°C pour du PLA, c’est trop. Ca passe pour certaines conditions comme l’impression à grande vitesse mais pour une impression “normale” en 0.15mm STRUCTURAL par exemple, la qualité d’impression se dégrade fortement.
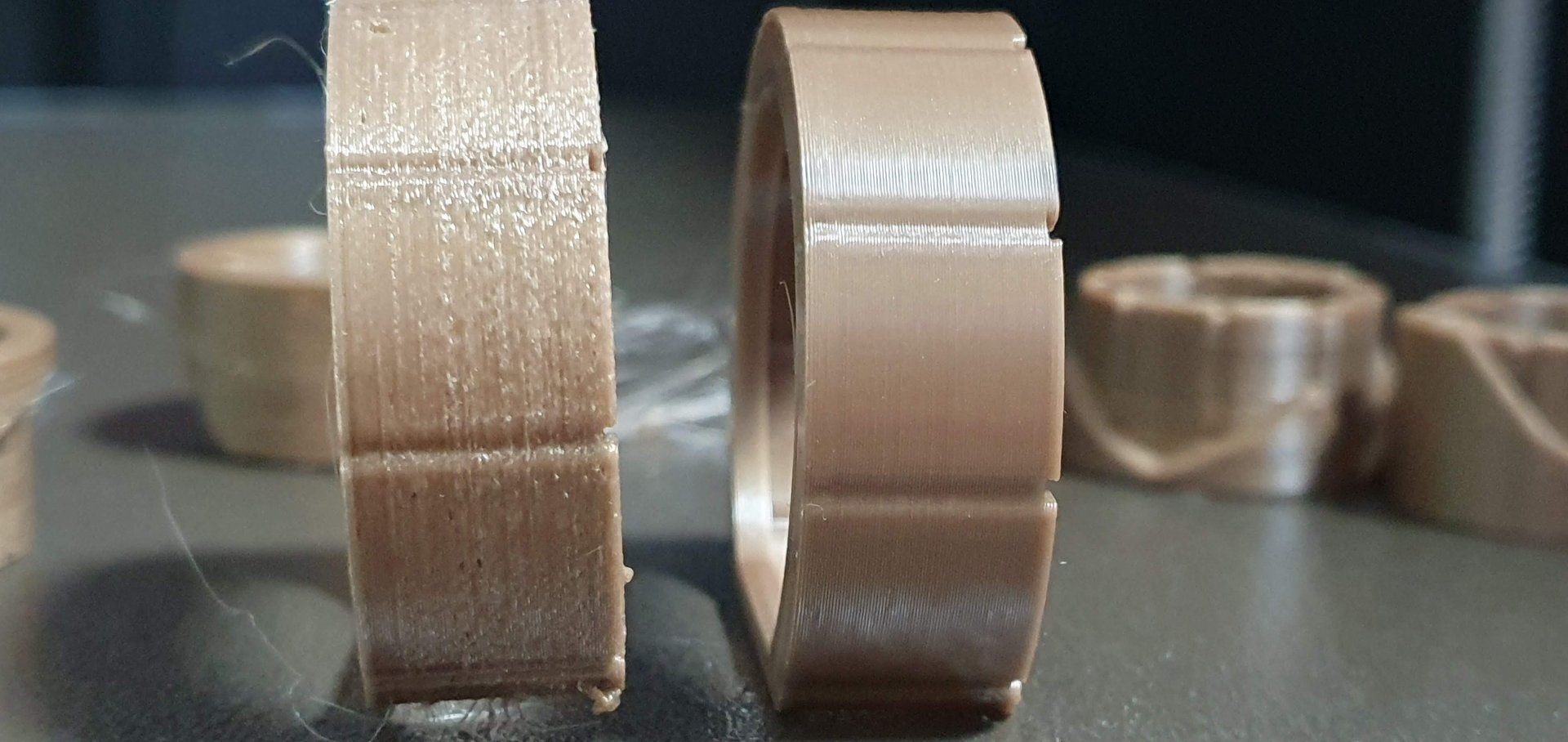
Ci-dessus deux impressions consécutives de la même pièce, même filament, mais la première à 230°C par défaut et la seconde à 210°C réglé manuellement. C’est un pas en arrière sur le côté Plug’n’Print auquel on était habitué de la part de Prusa, l’utilisateur doit avoir un minimum d’expérience pour comprendre quand il doit descendre la température par défaut.
D’autres impressions en PLA
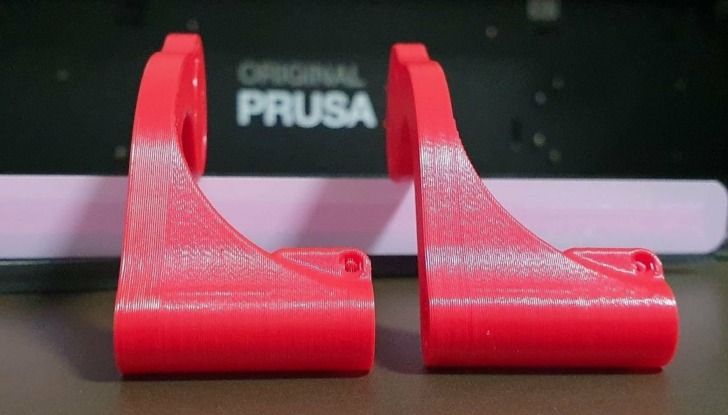
Le support de Phryge est imprimé avec un profil 0.15mm SPEED optimisé, dont un remplissage majoritairement lightning, la base fait 16 cm de diamètre => un peu moins de 5h. Le même a été fait avec buse haut débit de 0.6 mm avec des couches de 0.25 mm en seulement 3h.


Impression en TPU 95A sur la M4KS
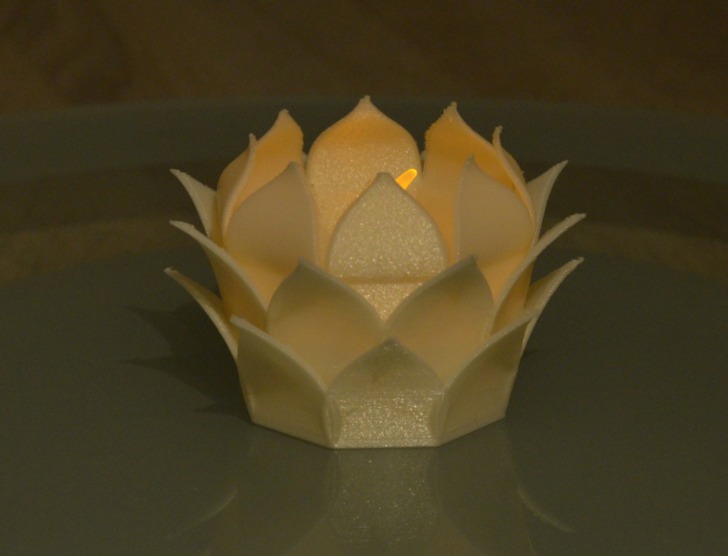
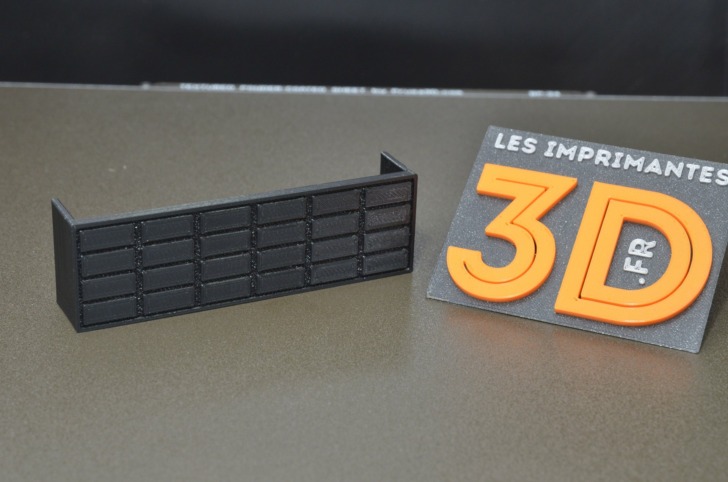
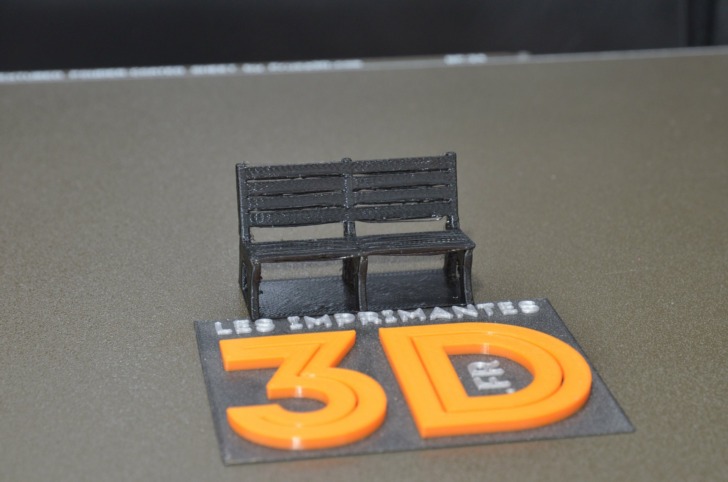
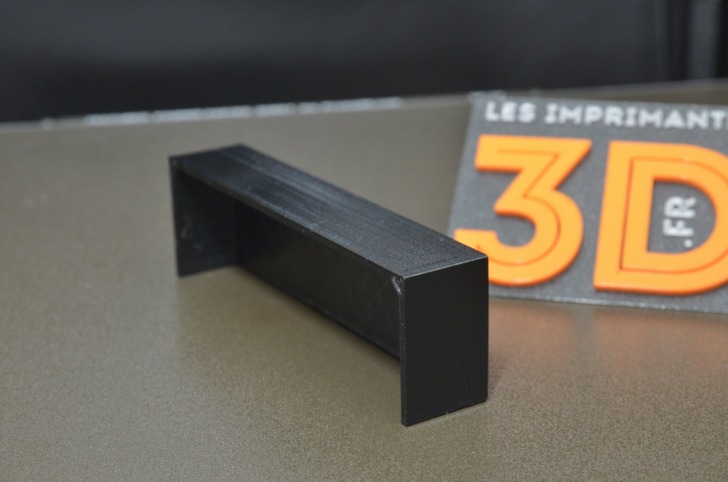
Mordache pour étau et un petit banc pour montrer la capacité de bridging grâce à la ventilation. Le TPU s’imprime lentement mais aussi facilement qu’un PETG.
Impression en PETG sur la M4KS
Profitons de cette impression en PETG pour admirer la parfaite première couche.


Impression en ASA sur la M4KS
Pour ce Dummy 13, la partie articulations est en ASA noir et la partie habillage est en PLA orange.

Impression de chapeaux pour poteaux de 90 mm, en deux parties. Ceux-ci ont déjà vécu la neige en ce mois de novembre. Imprimante sous caisson de fortune afin de pouvoir monter la température ambiante à 40°C. Elle a passé 3kg d’ASA sur ce projet sans soucis majeur.

Améliorations et upgrades de la Prusa M4KS
Original Prusa Enclosure
Pour l’impression de matières sensibles comme l’ASA, il est impératif de mettre l’imprimante sous caisson. Pour cela, Prusa Research propose l’Original Prusa Enclosure.
Acheter un caisson Original Prusa Enclosure pour la MK4S
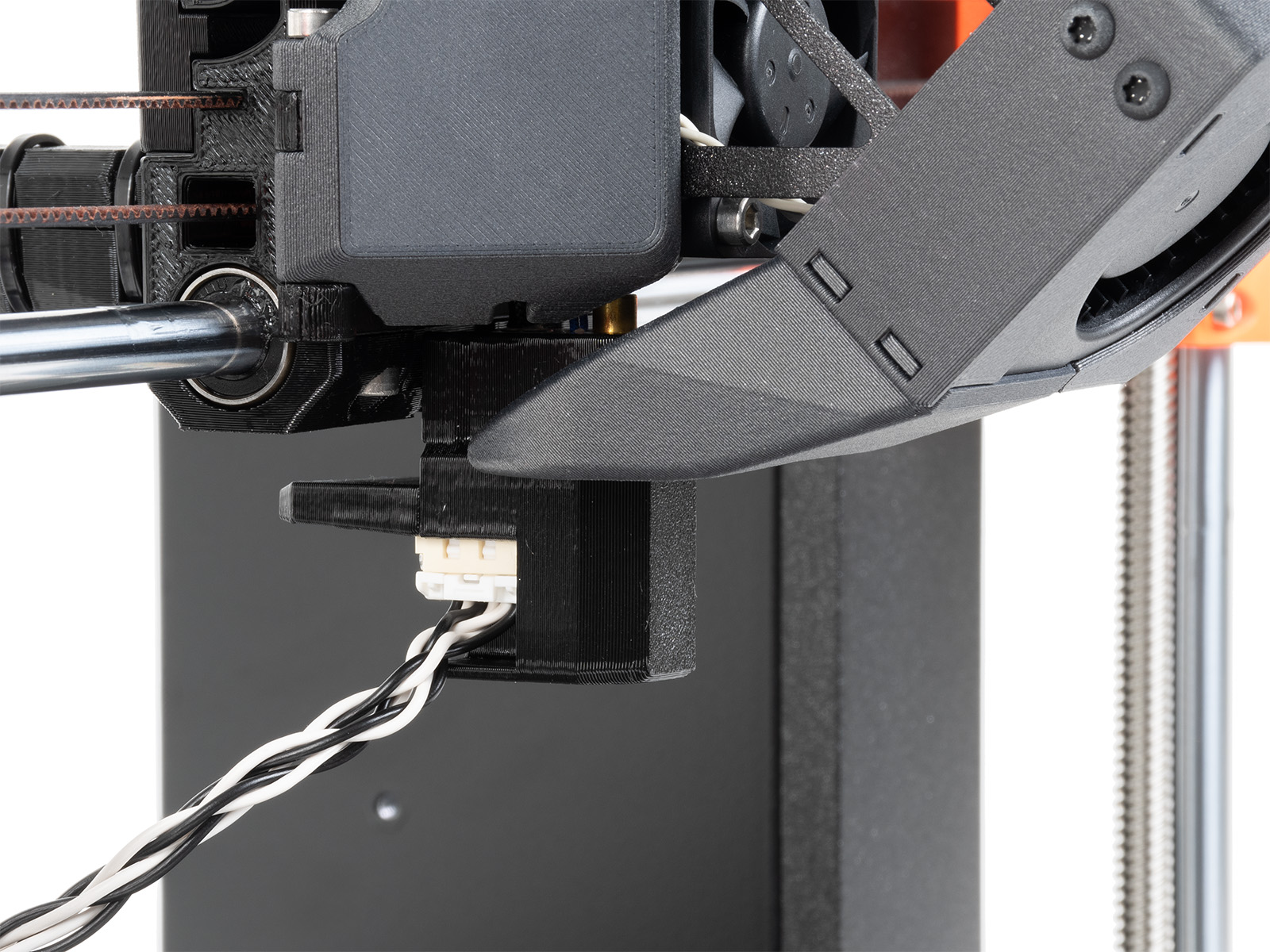
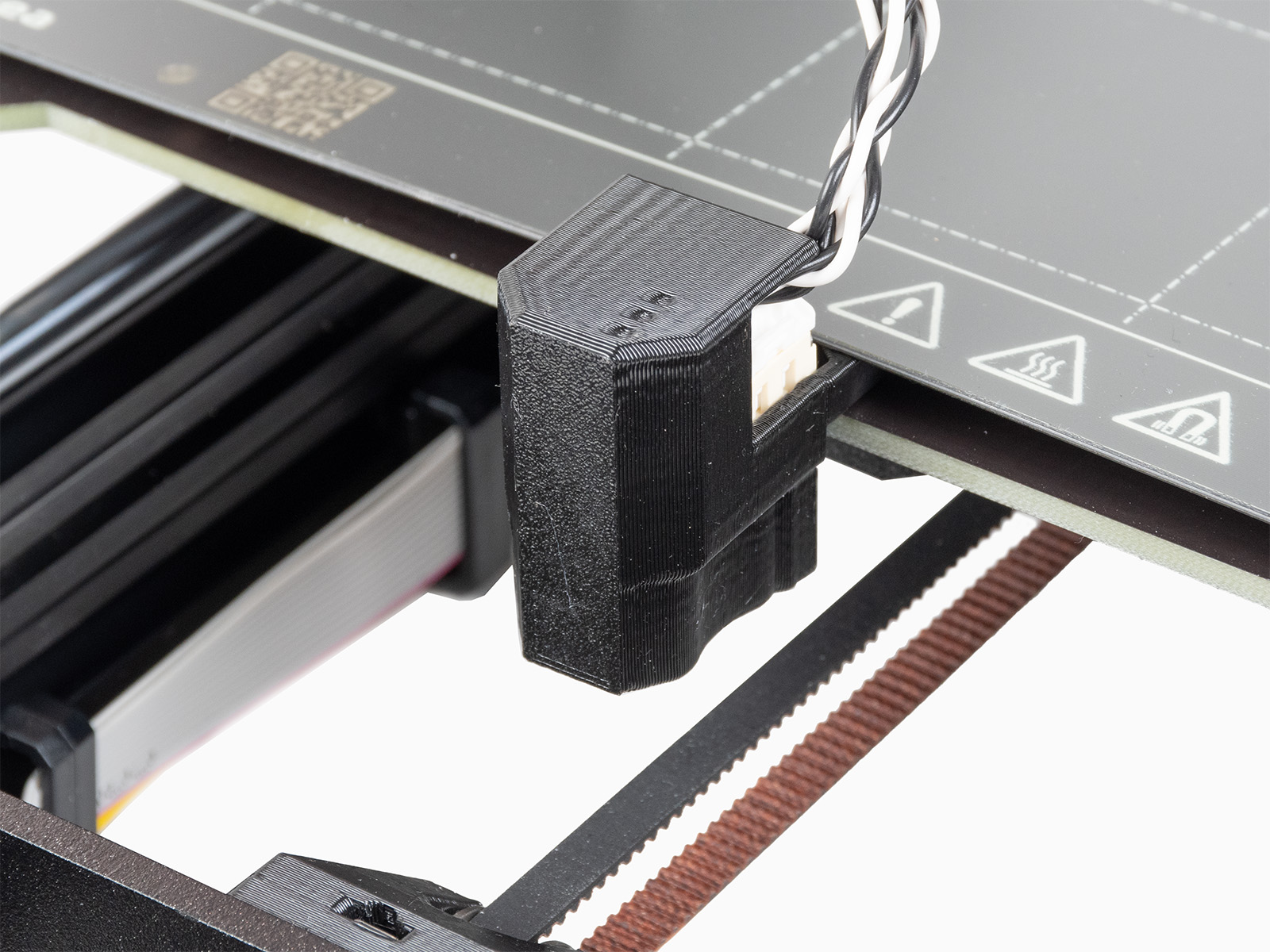
Accéléromètre
L’accéléromètre (en option) permet de calibrer l’Input Shaper afin d’annuler les vibrations de la machine avec pour effet direct de permettre des impressions plus rapides à qualité équivalente.



Il n’est pas nécessaire de (re-)calibrer l’Input Shaper avec une machine stock, les valeurs par défaut réglées en usine conviennent parfaitement. Si toutefois vous êtes dans l’esprit maker qui a fait la renommée des Prusa i3 et que vous modifiez votre tête d’impression, il peut s’avérer utile d’effectuer une nouvelle calibration. C’est ce à quoi est destiné ce module optionnel.
GPIO Hackerboard
Le port GPIO est quant à lui situé sur la carte mère. Il sert à adjoindre une autre carte optionnelle, la “GPIO hackerboard” qui permet de faire… n’importe quoi. Il y a un connecteur jack qui permet par exemple de déclencher des prises de vue avec un appareil photo. Il y a aussi des entrées / sorties génériques dont l’idée est de pouvoir les interfacer directement avec du G-Code.

Les possibilités ouvertes sont très variées, contrôler des éclairages, la couleur d’un voyant selon certains états, injecter des macros stockées sur la clé USB en cours d’impression, exécuter une séquence de préparation… Le tout sans modifier le firmware d’origine de la carte mère et donc sans briser le scellé de garantie, ce qui est plutôt intéressant.
Du multi-couleurs avec le MMU3
Le MMU3 (Multi Material Unit) est un équipement qui permet d’imprimer en plusieurs couleurs sur une même pièce. Nous en parlions lors du test de la MK4 et nous avons pu le tester depuis. Il en ressort une note très positive, notamment en combo avec le Nextruder qui réduit la purge nécessaire. Le MMU3 est disponible pour 329€ en kit et est bien entendu compatible avec la Prusa MK4S, n’hésitez pas à aller lire son test détaillé si cet upgrade vous intéresse.
Lire le test du Prusa MMU3
Kit d’upgrade Prusa MK4 vers Prusa MK4S
Si vous lisez ce test par curiosité pour savoir ce qu’apporte la Prusa MK4S par rapport à votre Prusa MK4 et que vous êtes convaincu, alors ce kit d’upgrade MK4 vers MK4S est fait pour vous. Il vous permet d’obtenir une Prusa MK4S pour 109€.
Acheter le kit d'upgrade MK4 vers MK4SKit de conversion Prusa MK4S vers Prusa CORE One
Ce n’est pas une upgrade à proprement parler, mais bien un kit de conversion. Prusa Research a réussi le tour de force de rendre possible la conversion d’une Prusa MK4S en une Prusa CORE One pour 489€, soit moins cher qu’une upgrade intégrale MK3S+ vers MK4S.
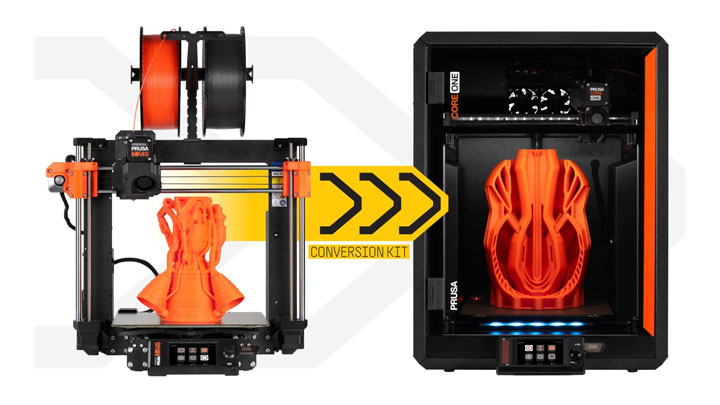
Cette conversion permet d’obtenir une toute nouvelle machine CoreXY fermée. Bien entendu ce kit n’est intéressant que si vous possédez déjà la Prusa MK4S, ou si vous ne voulez pas attendre les retours sur la CORE One mais envisagez de migrer plus tard.
A qui s’adresse la Prusa MK4S ?
Cette Original Prusa MK4S est une machine polyvalente. Elle peut convenir à tous, aussi bien comme première machine pour le débutant, que comme machine de prototypage dans un bureau d’étude et même comme machine de production de séries dans une ferme d’impression. Ses limites se trouvent principalement dans l’utilisation de matériaux techniques qui nécessitent une enceinte avec une température élevée. Pour tous les autres cas, elle sera un outil ou compagnon de travail avec lequel il est agréable de travailler.
C’est une imprimante très simple d’utilisation, robuste et qui pourra tourner des heures durant avec peu de maintenance et qui vous donnera toujours une première couche parfaite, quel que soit le support. La plateforme électronique / Nextruder cumule maintenant pas mal de recul, tout comme l’architecture mécanique historique de la lignée des i3 qui n’a plus rien à prouver. C’est un gage de fiabilité dans le temps et Prusa nous a habitué à proposer des kits upgrade pour convertir ses imprimantes en modèle supérieur pour les faire évoluer sans avoir à les mettre au rebut.
Discuter de l'imprimante Prusa MK4S sur le forumNotes et conclusion
Qualité d'impression - 10
Fiabilité - 9.5
Logiciel - 9.5
Utilisation - 9.5
Rapport qualité / prix - 8.5
9.4
/10
- Première couche parfaite
- Très bonne gestion des surplombs
- Simple d'utilisation
- Click-to-Print LAN / WiFi / Cloud
- Châssis rigide
- Mécanique robuste
- Silencieuse
- Hackable
- Prix élevé
- Profils trop chauds
- Nécessite un caisson fermé pour les filaments techniques