


Après plusieurs imprimantes 3D, l’occasion m’a été offerte d’essayer un autre objet pour geek / maker : un graveur laser, et plus particulièrement le Sculpfun S9. Autant l’impression 3D est un domaine que je commence à dompter, autant l’utilisation d’un laser permettant de graver (brûler), découper différents matériaux est un domaine totalement nouveau. Mes seules expériences de gravure sur bois remontent à ma jeunesse (il y a déjà un certain temps) avec un pyrograveur dont je garde le souvenir de quelques brûlures. Autant dire que c’est un domaine totalement nouveau pour lequel j’espère que la courbe d’apprentissage ne sera pas trop pentue. L’avenir nous le dira 😃.
Pour en revenir au carton reçu, il contient donc un graveur laser de marque Sculpfun modèle S9. Cette machine permet la gravure et la découpe de bois, de cuir, de carton ou encore d’acrylique noir (pas le transparent qui nécessite a minima un laser CO2) ainsi qu’également le marquage (gravure superficielle de la surface) de quelques métaux et d’autres matériaux. D’un point de vue technique, elle est équipée d’un module laser de puissance optique de 5,5W et d’une focalisation fixe du faisceau mesurant moins de 0,1 mm. Il faudra refaire la mise au point à chaque changement de matériau, ce réglage se réalisant aisément et rapidement en quelques secondes.
Le carton contenant ce Sculpfun S9, en comparaison d’une imprimante 3D est bien plus petit et plus léger.
Découverte de la Sculpfun S9
Un laser, qu’est-ce que c’est ?
Le mot LASER est un acronyme issu de l’anglais (Light Amplification by Stimulated Emission of Radiation) signifiant « amplification de lumière par émission stimulée de radiation »). C’est un système photonique. C’est un appareil qui produit un rayonnement lumineux spatialement et temporellement cohérent reposant sur le processus d’émission stimulée. La lumière du laser est aussi appelée lumière cohérente (source: Wikipedia).
Sécurité d’utilisation des lasers

Cet appareil utilise un Laser de Classe 4, de forte puissance, soumis à réglementations. Sa vision directe ou celle des réflexions diffuses comportent des risques oculaires majeurs (cécité irréversible). L’exposition cutanée est également dangereuse. Le port de lunettes de protection professionnelles adaptées est obligatoire.
- Ne pas utiliser cet appareil autrement qu’à titre personnel.
- Ne pas regarder le faisceau directement, ni ses éventuelles réflexions ou diffractions, sous peine de destruction irréversible de la rétine.
L’utilisation de cet appareil présente un risque d’incendie du fait de la haute température engendrée par le laser sur la surface de contact. Toujours rester à proximité immédiate pendant les opérations de gravure. Conserver un pulvérisateur d’eau et un extincteur à proximité.
Des particules fines et des vapeurs / fumées éventuellement toxiques se dégagent. Prévoir de travailler dans un lieu bien aéré et éviter de respirer les émanations toxiques ! Certains matériaux sont à proscrire absolument (PVC par exemple).
Pour faire le tour de la question, la lecture du document publié par le CNRS est fortement recommandée : Risques liés aux lasers, cahiers de prévention
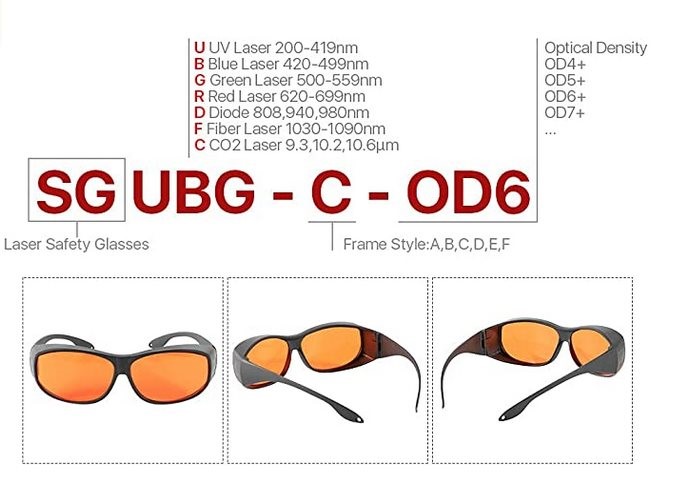
Ce matériel, malgré un cache occultant à la base du module laser, doit être utilisé avec un équipement de protection individuel (EPI) : de vraies lunettes de protection prévues pour la longueur d’onde du laser et portant un certain nombres de sigles de sécurité, normalement inscrits sur les verres et/ou les branches des lunettes, ce qui n’est pas le cas de celles livrées avec le graveur laser. Les yeux encore à ce jour ne sont pas des organes remplaçables / greffables. Il faudra donc investir dans l’achat de lunettes certifiées en application d’un proverbe québécois : « Qui risque un œil perd les deux ».
En résumé, comparé à une imprimante 3D, si un dysfonctionnement devait survenir, les dégâts pourraient être importants. Donc contrairement à l’impression 3D que je me permettais de laisser tourner sans surveillance dans mon bureau, je garderai un œil dessus (derrière les lunettes de protection évidemment 😏) même avec le cache de protection à la base du module laser.
En aucun cas le site LesImprimantes3D.fr ne saurait être tenu pour responsable en cas d’accident provoqué par l’utilisation de ce laser. Cela relève de votre entière responsabilité et en pleine conscience des risques encourus.
Déballage du matériel
L’ensemble du matériel de cette Sculpfun S9 est protégé par un carton épais dans lequel on trouve de la mousse de protection. Aucun problème avec le matériel n’a été constaté au déballage, la protection est efficace.
Aperçu du contenu du colis
On aperçoit la tôle métallique recouverte de son film plastique de protection servant à protéger la surface où sera posé le laser.


Une fois cette première couche de protection retirée, le compartiment suivant donne accès aux différentes pièces qu’il faudra assembler. Chaque élément est bien emballé et calé dans des compartiments adaptés.

Les profilés, emballés dans un film plastique, possèdent chacun une étiquette indiquant son positionnement pour le montage.

Les pieds, trois identiques, un contenant le boitier accueillant la carte de contrôle.


Les lunettes de «protection» livrées sans aucun marquage ni indications (à gauche) qu’il sera fortement recommandé de remplacer par des vraies protections (à droite) là, les verres sont marqués avec les protections apportées (OD6+) 😉.


L’ensemble du matériel pour le Sculpfun S9 sorti du carton. Chaque sachet de vis est clairement identifié en fonction de l’étape du montage. L’ensemble des parties métalliques est de couleur bleutée.

La carte contrôleur du S9
Ma curiosité n’étant jamais assouvie, j’ouvre le boitier contenant la carte de pilotage (quatre vis à ôter, clé Allen de 2.0) afin de voir quelle tête elle a et si on peut se la procurer au cas où il faudrait la remplacer
La sérigraphie arrière indique le fabricant Sculpfun, l’avant indique XY DLC v1.0.

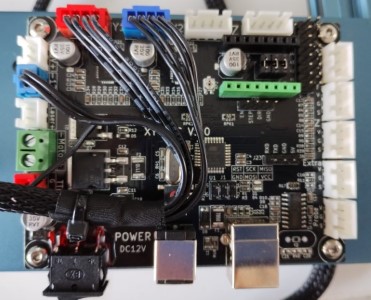
Le micro-contrôleur de la carte est un Atmega328, comme celui des cartes Arduino Uno.

Cette carte ressemble fortement à un modèle de Makerbase (MKS), la DLC :

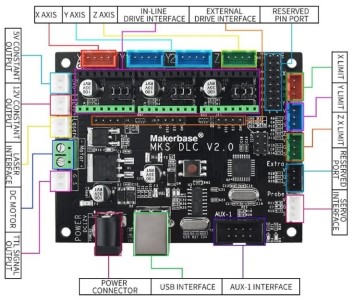
Micro-contrôleur identique, disposition des composants très semblable hormis l’absence de l’interrupteur d’alimentation mais la présence d’un connecteur pour ajouter un écran LCD sur la MKS DLC.
Les connecteurs sont présents sur les deux cartes pour brancher des interrupteurs de fin de course. Cela devrait permettre de réaliser cette amélioration facilement.
Sur la carte Sculpfun, les pilotes moteurs (A4988) sont soudés tandis que sur la MKS, ils sont amovibles donc facilement remplaçables au cas où 😏.
A noter que les pilotes de la Sculpfun ne possèdent pas de radiateur pour les refroidir
Notice de montage Sculpfun S9

Le matériel est fourni avec une notice papier multilingue, dont le français, décrivant les étapes du montage du graveur laser Sculpfun S9 :


Après avoir flashé le QRCode ci-dessus on accède à une page contenant trois documents PDF et quelques liens supplémentaires (groupe des utilisateurs Facebook…) :
- une notice de montage multilingue (six langues : espagnol, italien, polonais en plus des trois du document papier, incluant donc le français)
- une notice de prise en main basée principalement sur le logiciel LaserGBRL
- une notice des matériaux «dangereux» à ne pas utiliser, en anglais (j’en ai fait une traduction ci-dessous)
Une vidéo du montage est également disponible :

Le montage du Sculpfun S9
Le montage est finalement très simple. Les instructions de la notice sont détaillées et illustrées de dessins explicites repris ci-dessous. Pour faciliter encore plus la tâche d’assemblage, les sachets contenant les pièces sont numérotés en fonction des étapes du montage : difficile de se tromper. Les outils permettant l’assemblage sont évidemment fournis, une des clés hexagonales (3 mm) est munie d’une poignée, ma foi, fort pratique.
Résumons les étapes de montage du Sculpfun S9
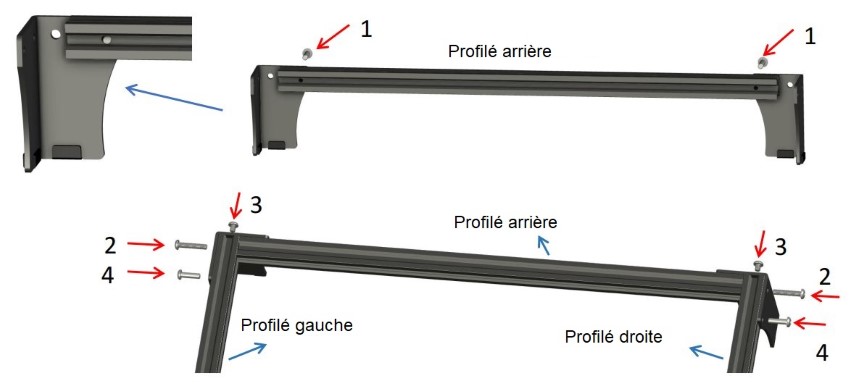
- Assembler les coins arrière du châssis (quatre vis (clé Allen de 3 mm) suffisent pour tenir un angle),
- Une fois les deux pieds arrière montés, serrer modérément les vis.
- Glisser le chariot qui porte le module laser en plaçant une roue sous le profilé et les deux roues au-dessus du profilé servant de rail de guidage,


- Passer au montage du coin avant gauche puis de celui de droite qui inclut la carte de contrôle dans son boîtier métallique,
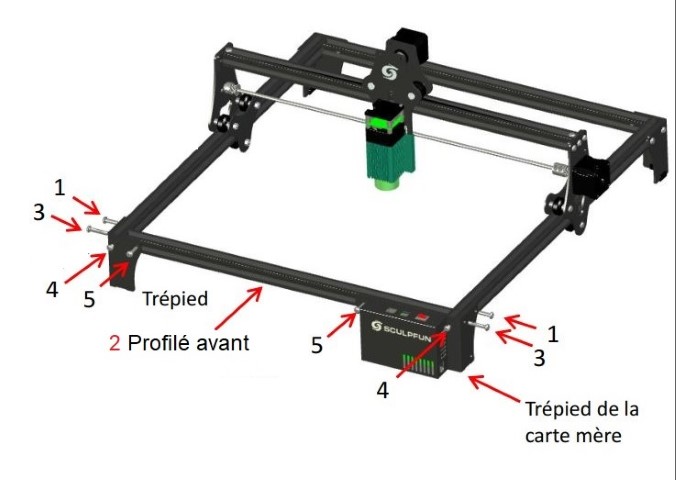
- Terminer le montage du châssis, vérifier l’équerrage (la mesure des diagonales d’un carré doit donner le même résultat 😉 ) et finalement procéder au serrage final de toutes les vis aux quatre coins.
- Passer la courroie dans le trou en bout du profilé (pied), partie crantée vers le bas. Passer la courroie SOUS la première roue, puis SUR la roue crantée et enfin SOUS la deuxième roue. Faire ressortir la courroie par le trou prévu dans le pied situé de l’autre côté.
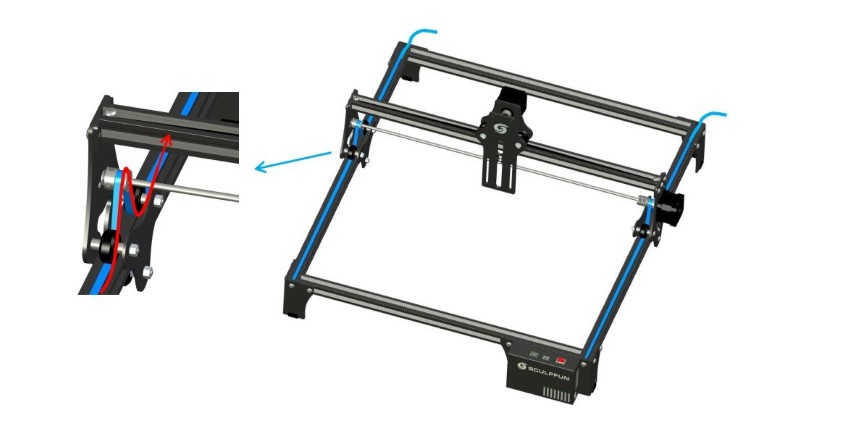
- Tirer sur la courroie pour la tendre, mettre l’écrou marteau en place et terminer le serrage. La tension doit être suffisamment forte pour éviter tout glissement de la courroie sur la roue crantée.
Astuce : avant de tendre les deux courroies (étape 2), bloquer l’axe X (celui de la tête laser) à l’avant du portique afin d’éviter que le placement de la courroie sur la roue crantée ne soit décalé d’une ou plusieurs dents, ce qui entrainerait un déplacement dysfonctionnel de cet axe préjudiciable à de bonnes gravures / découpes
Étape 1


Étape 2

Tension insuffisante : risque de perte de pas ou saut de la courroie sur la poulie dentée
Tension trop forte : risque d’usure plus rapide de la courroie ou forçage du moteur
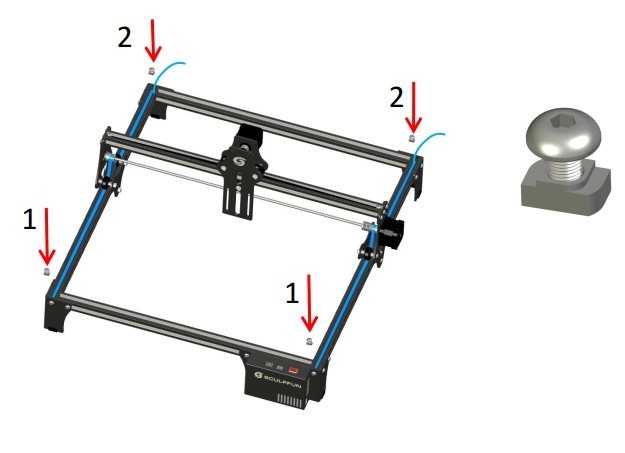
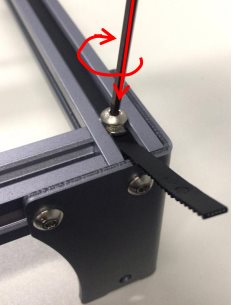
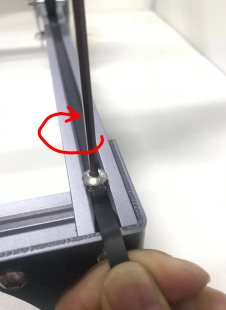
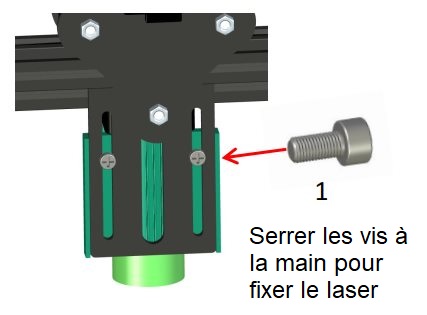
- Monter la tête laser sur son chariot. La fixation se fait par deux vis (M4) moletées à l’arrière. La taille de la tête de ces vis gagnerait à être plus grande 😉
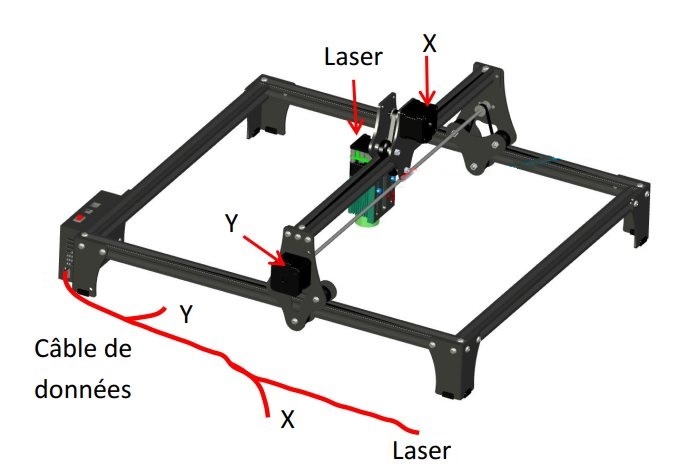
- Connecter le moteur de l’axe Y (en bout du chariot) puis le moteur X (sur le chariot) et finalement le laser. Les prises étant détrompées, cela évite de les mettre à l’envers.
Ne pas oublier d’utiliser les colliers rilsan livrés pour maintenir les faisceaux de câbles afin d’éviter le débranchement des connexions.
Le graveur laser Sculpfun S9 une fois assemblé :

Dernières vérifications
Vérifier que le bloc laser se déplace bien parallèlement à la barre avant du châssis.
Amener manuellement le laser au plus près de la barre avant mais sans la toucher.
Déplacer le laser de droite à gauche : il doit rester à la même distance tout le long du trajet.
S’il s’éloigne trop ou s’il frotte à une extrémité, c’est que le chariot n’est pas positionné parallèlement à la barre. Desserrer la courroie du côté à modifier et déplacer la sur la roue crantée. Une dent sur la poulie est souvent suffisante pour rattraper le réglage.
Resserrer la courroie et recommencer la vérification, jusqu’à ce que le laser se déplace bien parallèlement à la barre.
Enfin, s’assurer que le châssis et le matériau à graver soient bien parallèles.
Pour éviter le glissement du graveur (ce qui peut arriver lors d’aller-retours brusques de la tête laser), il vaut mieux le fixer sur la table de travail (simplement en collant les patins caoutchoutés fournis dans les accessoires sur la base des pieds métalliques, ou, plus élaboré, avec des supports imprimés en 3D).


Réglage des excentriques
Chaque partie mobile du graveur est dotée d’un galet (roue) dont l’axe possède un excentrique permettant le réglage de l’appui du galet de guidage sur le profilé métallique (Vslot). Ces galets, munis d’une bande de roulement en forme de V, viennent s’appuyer sur la structure en V des profilés.






En tournant l’excentrique à l’aide d’une clé plate de 10, on approche ou on éloigne le galet du rail.

Quand le galet est insuffisamment plaqué contre le profilé, un interstice existe entre celui-ci et le profilé, créant l’apparition d’un jeu préjudiciable aux bons déplacements. Ce qu’il faut, c’est trouver le bon compromis…
Astuce : en tournant manuellement la roue à régler, elle doit tourner sur le profilé à «frottement gras». Si elle tourne librement il faut resserrer, si on ne peut la tourner manuellement il faut desserrer…
Réglage de la focalisation
Pour des explications plus théoriques, je renvoie à mon topic de découverte du Sculpfun S9.
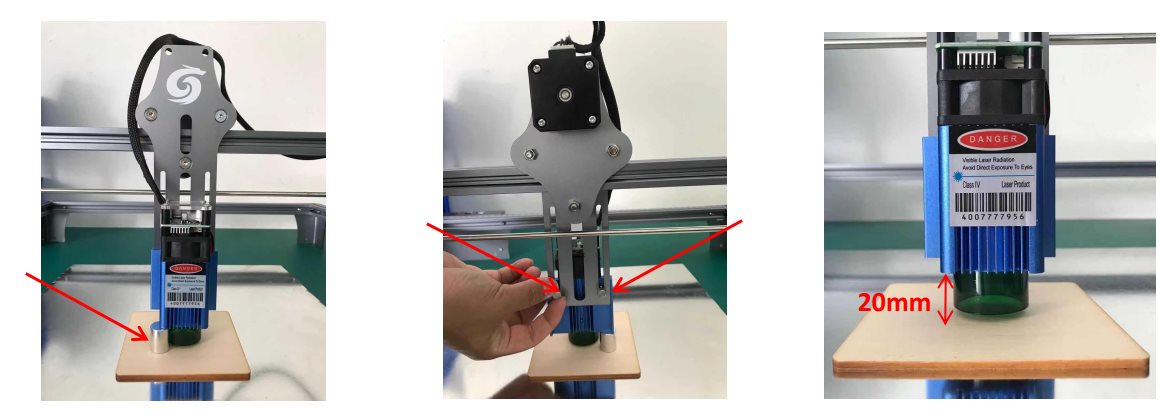
La notice de montage indique la manière d’effectuer la focalisation (réglage du point focal, le «focus»). Ainsi, après ce réglage, la partie la plus fine du faisceau (point focal) est positionnée au plus près de la surface du support pour permettre la gravure ou découpe.
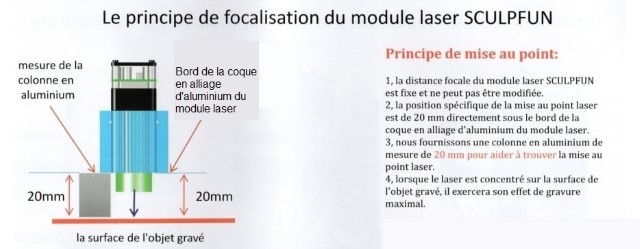
Placer la cale fournie (20 mm de haut) sous le radiateur, desserrer les vis à l’arrière du module. Le bloc laser descend et se pose sur la cale. Resserrer les vis (je me répète mais la taille des molettes gagnerait à être plus grande). Enlever la cale, le réglage est terminé.
A noter que ce système de fixation / réglage n’assure pas la perpendicularité parfaite du laser par rapport à la surface du matériau, la cale n’étant positionnée que d’un côté du radiateur, il y a un risque (faible) de désaxer le module laser.
Caractéristiques du laser Sculpfun S9
Le laser S9 est un modèle 12V dont l’intensité lumineuse est commandée par PWM, de puissance lumineuse (optique) de 5,5W.
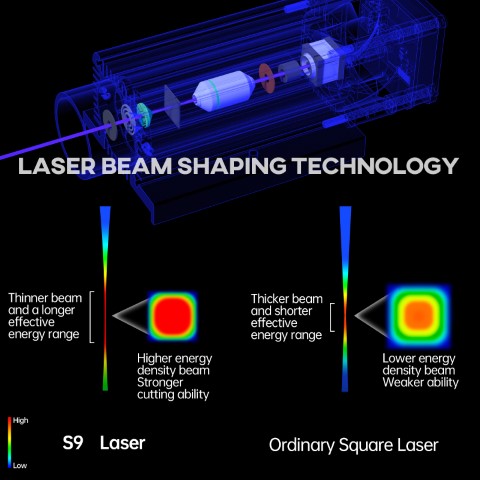
Le plus grande distance de focalisation du faisceau faciliterait la découpe de matériaux épais, d’après le constructeur.

Données constructeur
- Taille de la gravure : 410 x 420 mm
- Matériau de gravure/découpe :
- gravure : bois, papier, carton, plastique, carte PCB, aluminium, acier inoxydable 304, céramique, certaines roches.
- découpe : bois, acrylique teinté dans la masse (noir ou très sombre), carton, tissu, bambou, carton plastifié, carton plume
- Puissance de l’effet laser : 90W (l’effet de coupe serait comparable à celui d’un laser CO2 de 90W, selon le constructeur)
- Puissance électrique de la machine : 60W (consommation maximale d’électricité)
- Puissance du laser à diode : 5.5W (énergie lumineuse ≠ énergie électrique (30W max ; 12V / 3A)
- Longueur d’onde du laser : 455±5nm
- Précision de la gravure : 0,1 mm
- Méthode de focalisation : laser à focalisation fixe, un dispositif coulissant utilise l’aide d’une cale fournie (20mm) pour positionner la tête
- Cache occultant de protection du faisceau laser : le cache de protection du laser ne protège qu’en partie les yeux de l’utilisateur CELA NE DOIT PAS EMPÊCHER DE PORTER DE VRAIES LUNETTES DE PROTECTION
- Logiciel d’exploitation : LaserGRBL, LightBurn et d’autres plus exotiques (Benbox, GrblController, LiteFire), support des systèmes Windows et Mac
- Formats de fichiers pris en charge : BMP, JPG, PNG, DXF, SVG et autres formats d’images (dépend du logiciel utilisé)
- Méthode de transmission des données : connexion USB
- Alimentation électrique : prise EU : 100-240V AC, 50/60HZ ; sortie : 12V 5A (60W max)
- Certifications : CE, FCC, RoHS, FDA, IEC
- Poids : 3.0 kg
Logiciels pour le Sculpfun S9
Comme pour tout logiciel, la lecture de sa documentation (RTFM) permet d’obtenir nombre d’informations et d’astuces utiles pour un travail quotidien.
Sources de téléchargement
Pilote USB (Windows / Mac, Linux n’en a généralement pas besoin). A noter que LaserGRBL inclut une option pour installer ce pilote 😉.
LightBurn, la version d’essai est utilisable gratuitement durant 30 jours. En cas d’achat de la licence (≃ 60€), choisir la variante “LightBurn Software – GCode License Key“.
Je ne m’attarderai pas sur l’installation de ces outils et leurs paramétrages. Une procédure détaillée est disponible dans mon topic «au long cours».
Système de coordonnées
Le programme de contrôle installé sur l’ordinateur (LaserGRBL ou LightBurn) et le firmware travaillent chacun avec son système de coordonnées. LightBurn, par exemple, considère le coin inférieur gauche de l’espace de travail comme l’origine [0,0] avec x et y pointant vers la droite et le haut dans un espace positif.
Le firmware considère la position à l’allumage du matériel comme étant l’origine matérielle [0,0]. Cela peut être n’importe où dans l’espace de travail.
Une bonne pratique dans ce cas est de déplacer manuellement la tête du laser vers le coin gauche à l’avant avant de l’allumer. Ainsi, la position [0,0] du firmware ( POM (Point Origine Machine)) se trouvera également dans le coin inférieur gauche.
Pour faciliter le processus de positionnement et obtenir une répétabilité constante, l’ajout d’interrupteurs de fin de course (axe X et axe Y) sur le cadre, permettra d’automatiser l’orientation sans plus avoir à déplacer manuellement la tête laser avant d’allumer la machine. C’est une des premières améliorations à effectuer, qui plus est peu coûteuse.
Les tests effectués
Étant un débutant total dans le domaine, je suis scrupuleusement les indications du document PDF fourni par Sculpfun (flash du QRCode) pour réaliser le premier test. C’est le logiciel LaserGBL qui est utilisé.
Je reprends ici en traduisant ce qui y est indiqué. LaserGRBL a été installé ainsi que le pilote CH340 comme décrit dans le lien donné précédemment.
Préparation et aperçu de la gravure
Sélection du fichier à graver : clic tour à tour sur “Fichier” > “Ouvrir un fichier”, choix de l’image / du dessin utilisé pour la gravure. LaserGRBL supporte les fichiers bitmaps en BMP, JPG, PNG ainsi que quelques formats vectoriels en SVG.
Paramètres de l’image, mode de gravure, réglages de la qualité de la gravure
- LaserGRBL permet de régler la netteté, la luminosité, le contraste, la mise en évidence et d’autres attributs de l’image cible.
- Lors de l’ajustement des paramètres de l’image, le rendu de cet effet apparaît en temps réel dans l’onglet de prévisualisation de gauche («Aperçu»), ce qui permet de faire des tests pour trouver celui qui convient.
- Pour le mode de gravure, on sélectionne généralement “Tracé ligne par ligne” ou “1bit NB pointillisme”. Le mode «1bit NB» est plus adapté aux dessins en niveaux de gris.
- Pour une découpe, on sélectionnera le mode de gravure vectoriel ou centré.
- La qualité de la gravure fait référence à la largeur de ligne du faisceau laser. Ce paramètre dépend principalement de la taille du point focal du laser de la machine à graver. Le point laser utilisé par la Sculpfun S9 est un point “carré” de 0,06 mm. Par conséquent, la gamme de qualité de gravure recommandée est de 10 à 16 (nombre de lignes par millimètre). Chaque matériau réagissant différemment à l’irradiation laser, la valeur spécifique est à ajuster par un test de gravure pour chacun des matériaux.
- En bas de la fenêtre de prévisualisation, il est également possible de pivoter, refléter et / ou couper (rogner) l’image.
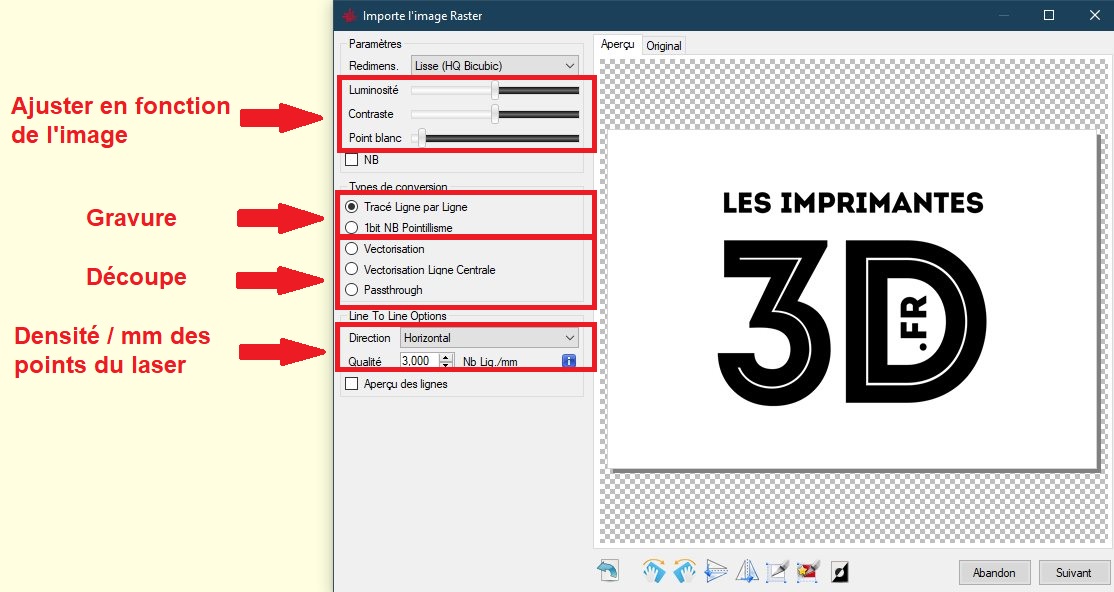
Une fois ces réglages faits, un clic sur «Suivant» permet l’accès aux réglages de la vitesse, de la puissance et de la taille de gravure.
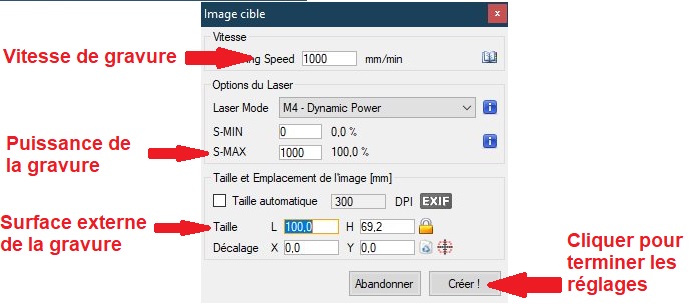
Réglage de la vitesse, de la puissance et de la taille de la gravure.
- Sculpfun recommande d’utiliser 1000 comme vitesse de gravure (valeur qui, selon le constructeur, donne le meilleur effet de gravure d’après de nombreuses expériences). Il est bien entendu possible d’augmenter ou diminuer cette vitesse en fonction de ses propres préférences. Une vitesse plus rapide permet de gagner du temps de gravure mais peut entraîner une diminution de l’effet de gravure, à l’inverse d’une vitesse plus lente.
- Pour la sélection du mode laser, il existe deux commandes pour l’activation du laser, M3 et M4.
M4 est recommandé lors de la gravure en mode 1bit, M3 est recommandée pour les autres situations. Si le laser ne dispose que de la commande M3, vérifier que le mode laser est bien activé dans la configuration GRBL ($32=1). Pour la description de la configuration GRBL, se référer à la description officielle de GRBL ou à cet aide-mémoire. - Le choix de la puissance de gravure dépend des matériaux utilisés.
Dans le document PDF, pour référence se trouvent deux tableaux de paramètres de gravure et de découpe des matériaux courants. - Définir la taille souhaitée pour la gravure, cliquer sur le bouton “Créer” pour terminer le réglage de tous les paramètres de gravure.
Les bases de l’utilisation de LaserGRBL ayant été vues, passons à la pratique.
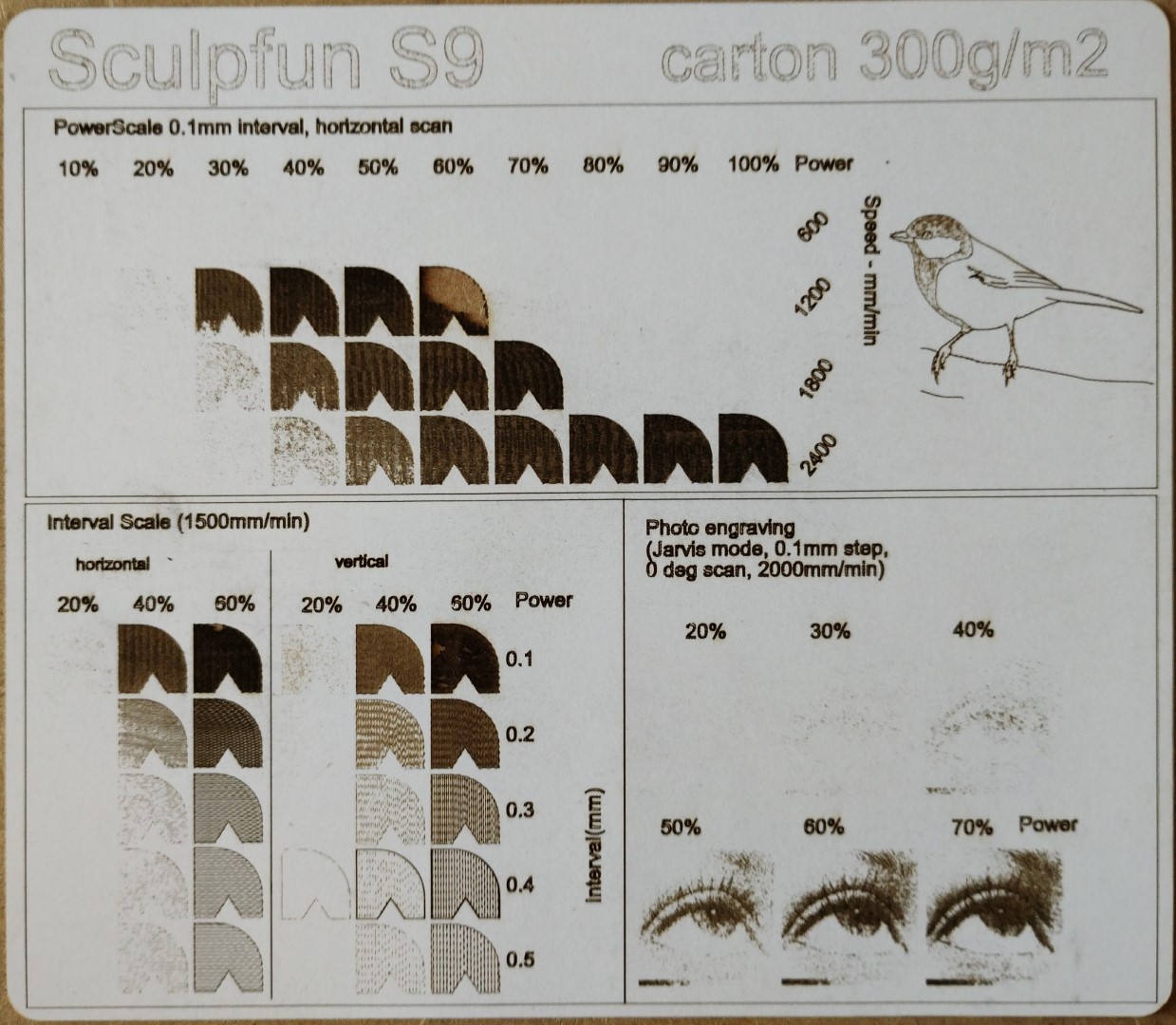
Ne voulant pas de suite risquer de gâcher du matériau «coûteux» (bois), les premiers essais se feront avec du bristol (carton 300 g/m2) et du carton d’emballage (j’en ai à foison à cause / grâce à mes achats en ligne). Dans un premier temps, je me limiterai à la gravure de dessins en noir et blanc, ceux possédant des dégradés étant plus difficiles à maitriser (je rappelle mon niveau «total débutant»). Les images gravées seront le logo du site lesimprimantes3d.fr.
N’ayant ni espace dédié ni caisson, c’est dans mon bureau que les tests se sont déroulés.
Premier test sur du papier Bristol (300 g/m2), vitesse de 1200 mm/min, puissance du laser à 40%. Tout heureux de ne pas avoir déclenché de flammes malgré l’odeur très prenante du papier brûlé et la présence de fumées.

Je poursuis en rechargeant l’image de départ et en modifiant uniquement un paramètre: la puissance que j’augmente à 50% :

On continue mais cette fois, j’augmente la vitesse à 1500 mm/min (test 2). Et ainsi de suite pour les tests 3, 4 et 5 :
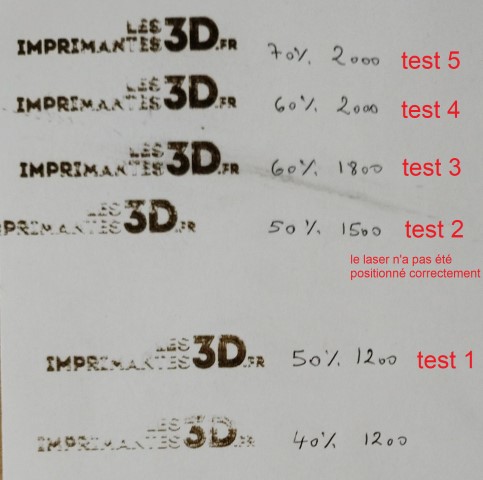
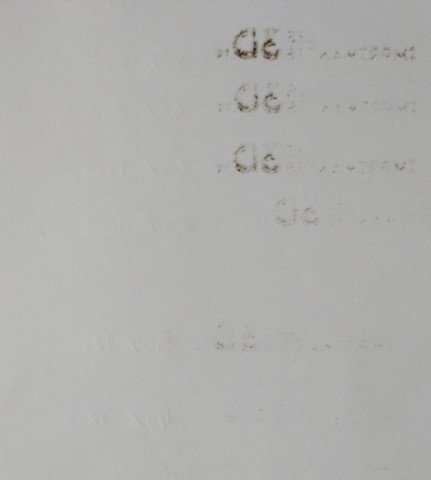
Le recto du bristol, après les différentes gravures où l’on voit clairement qu’une puissance au-delà de 50% aux vitesses testées marque fortement l’envers :
Un premier point négatif qui se fait sentir (avec et sans jeu de mots 😉) :
autant l’odeur du plastique fondu d’une imprimante 3D (hormis l’ABS) m’est supportable, autant celle du matériau brûlé est forte, prenante. Même fenêtres ouvertes et porte de mon antre fermée, l’odeur se diffuse dans tout l’étage. Ça fume, ça sent fort, les émanations et particules émises ne sont probablement pas des plus saines. C’est un point important à prendre en compte quand on envisage de s’équiper de ce type de matériel.
L’idéal serait de l’utiliser dans un atelier, un garage, à défaut l’utiliser à l’extérieur ou bien encore mettre la machine dans un caisson avec une évacuation des fumées, à l’extérieur via un conduit d’évacuation.
Mes premiers constats
Pour réaliser des tests en faisant varier vitesse et puissance, LaserGRBL n’est pas l’outil idéal puisqu’il nécessite à chaque fois de recharger l’image / dessin de départ puis d’appliquer de nouvelles valeurs.
Pour aller plus vite et faire plus simple, le passage à LightBurn s’impose (gestion de calques). De nombreux modèles de tests «préconfigurés» sont disponibles en ligne. Le test que je retiens pour la gravure provient du site Hobbylasercutters.
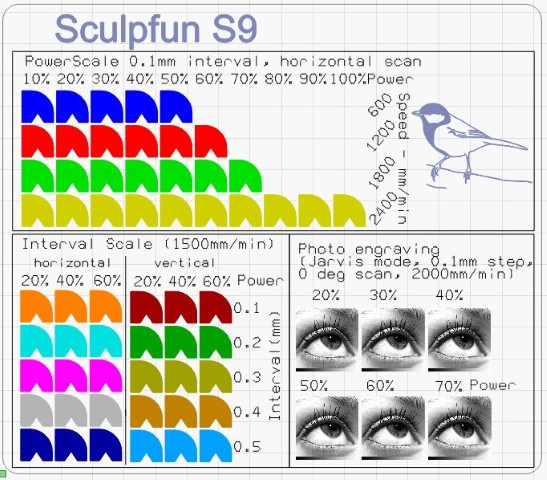
Son intérêt est de permettre de voir rapidement quels paramètres sont les plus adéquats lors d’une gravure avec le matériau sélectionné. Il se compose de quatre zones :
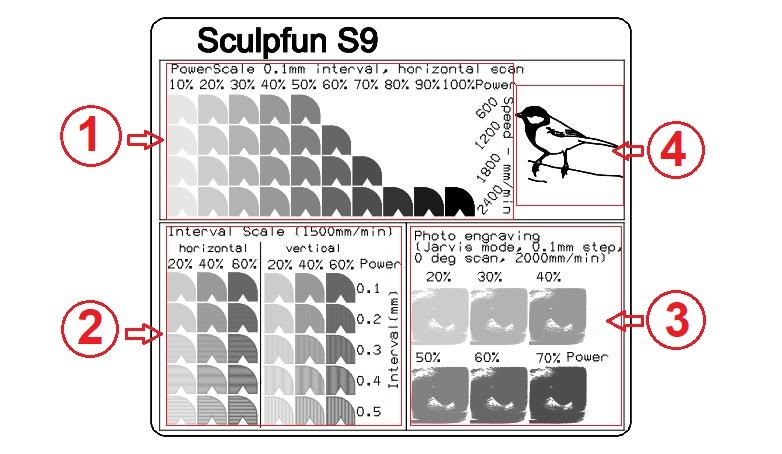
(1) Échelle de puissance (Power scale)
La mire de test de l’échelle de puissance montre comment la machine grave avec différents niveaux de puissance, à différentes vitesses.
La puissance varie de 10% à 100% par incréments de 10%, les vitesses sont de 600, 1200, 1800 et 2400 mm/min. Tous les éléments peuvent être individuellement sélectionnés et cachés pour qu’ils ne soient pas gravés si certaines vitesses lentes / puissance élevée provoquent des brûlures en ne laissant qu’une tache carbonisée qui n’apporte aucune information pratique.
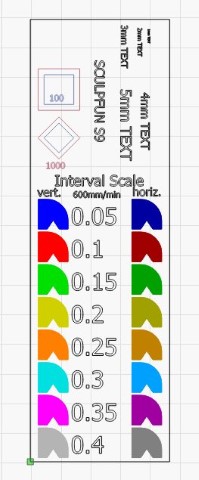
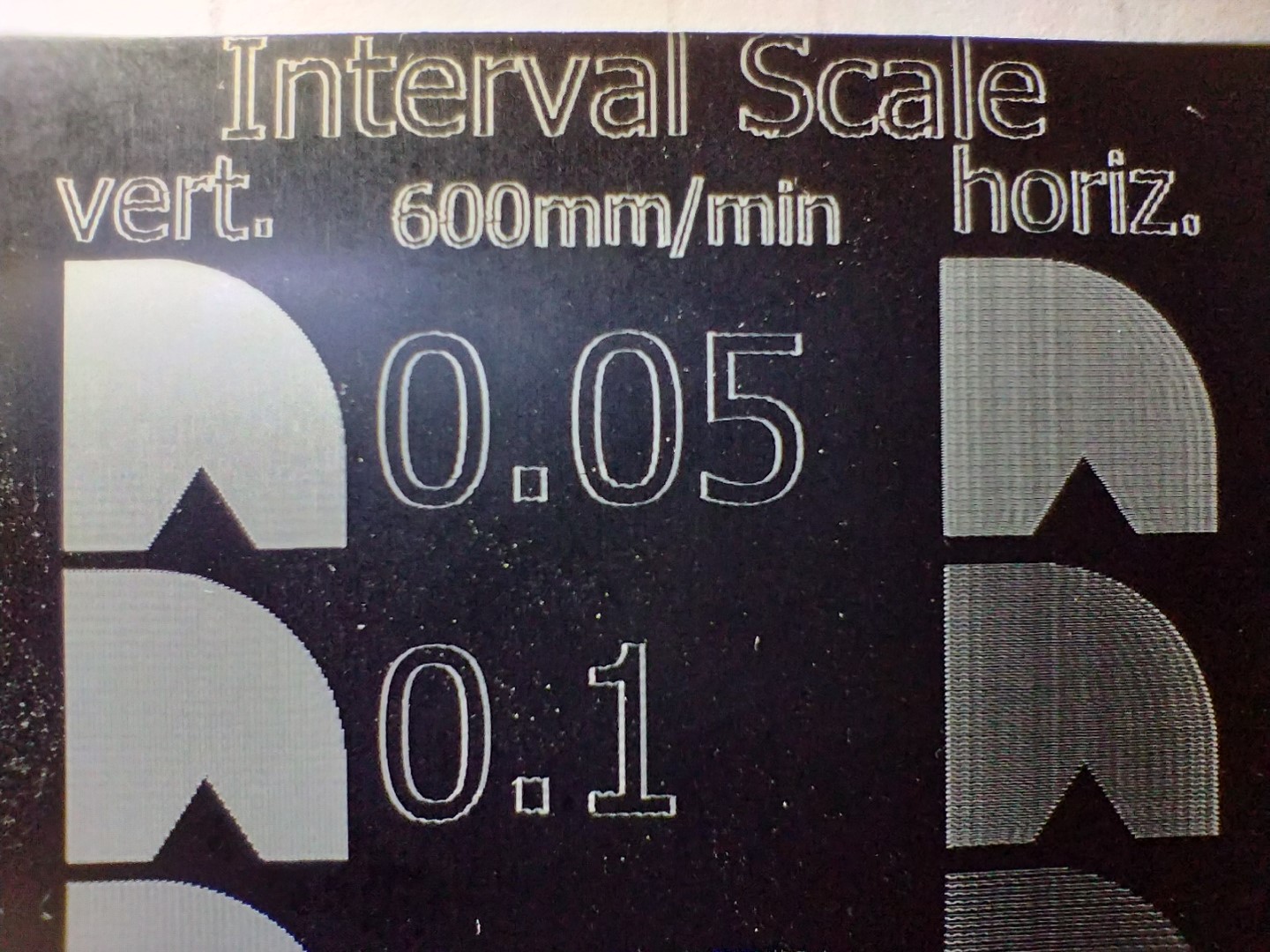
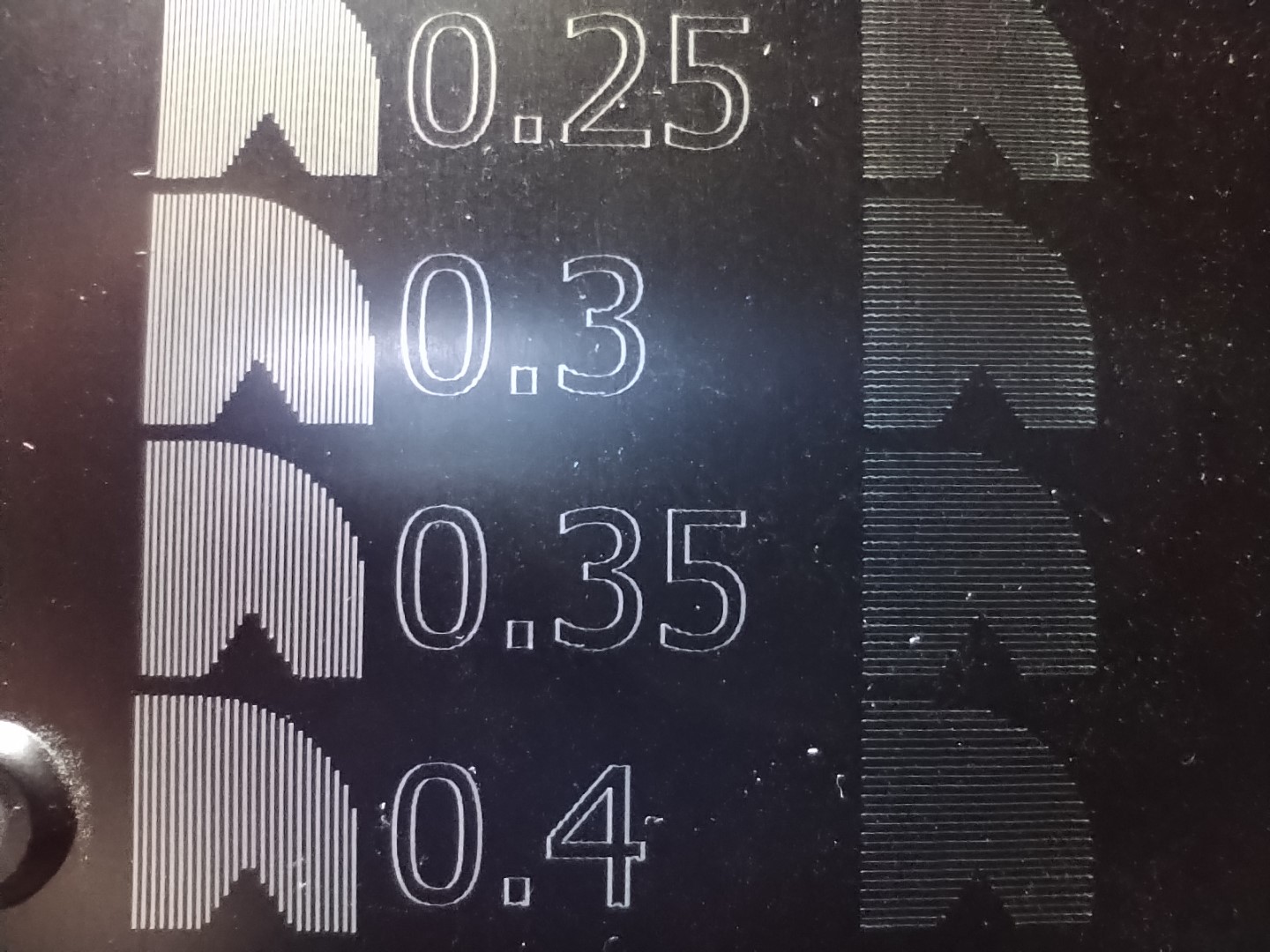
(2) Échelle d’intervalle (Interval scale)
Le test de l’échelle d’intervalle permet de découvrir la forme du point focal du laser (carrée, rectangulaire). L’intervalle de balayage est augmenté progressivement de 0,1 à 0,5 mm.
Pour affiner l’estimation de la forme exacte du spot, il faut imprimer le second test de gravure contenu dans le fichier compressé récupéré précédemment sur de l’aluminium anodisé.
(3) Gravure de photos (Photos engraving)
Gravure d’une petite photo, de 20 mm de côté, en modifiant la puissance maximale du laser.
NB : La gravure des photos est lente car la tête laser doit balayer ligne par ligne comme avec une imprimante à jet d’encre. En cas de gravure d’une très grande photo, se préparer à patienter un bon moment.
(4) Gravure d’image vectorielle (Vector image engraving)
Les images vectorielles sont plus rapides à graver, la tête du laser suit directement les lignes de conception. Il n’est cependant pas possible de réaliser une image en niveaux de gris.
Ce test comprend une image représentant un oiseau. La gravure de l’oiseau ne prend que quelques minutes. Les formes fermées sont remplies avec un motif. Ainsi, on obtient une trame ou une grille sur les zones noires. Sur cette pièce, la forme est remplie par balayage avec un pas de 0,1 mm.
D’autres tests réalisés avec le S9
Papier Bristol
On se lance, d’abord avec le papier Bristol 300 g/m2 (la vitesse de gravure de 600 mm/min a été omise) :
Autres matériaux testés : cartons ondulés d’emballage d’épaisseurs diverses (1,7 et 2,7 mm), bois (contre-plaqué de peuplier de 3mm, MDF de 3 mm) :
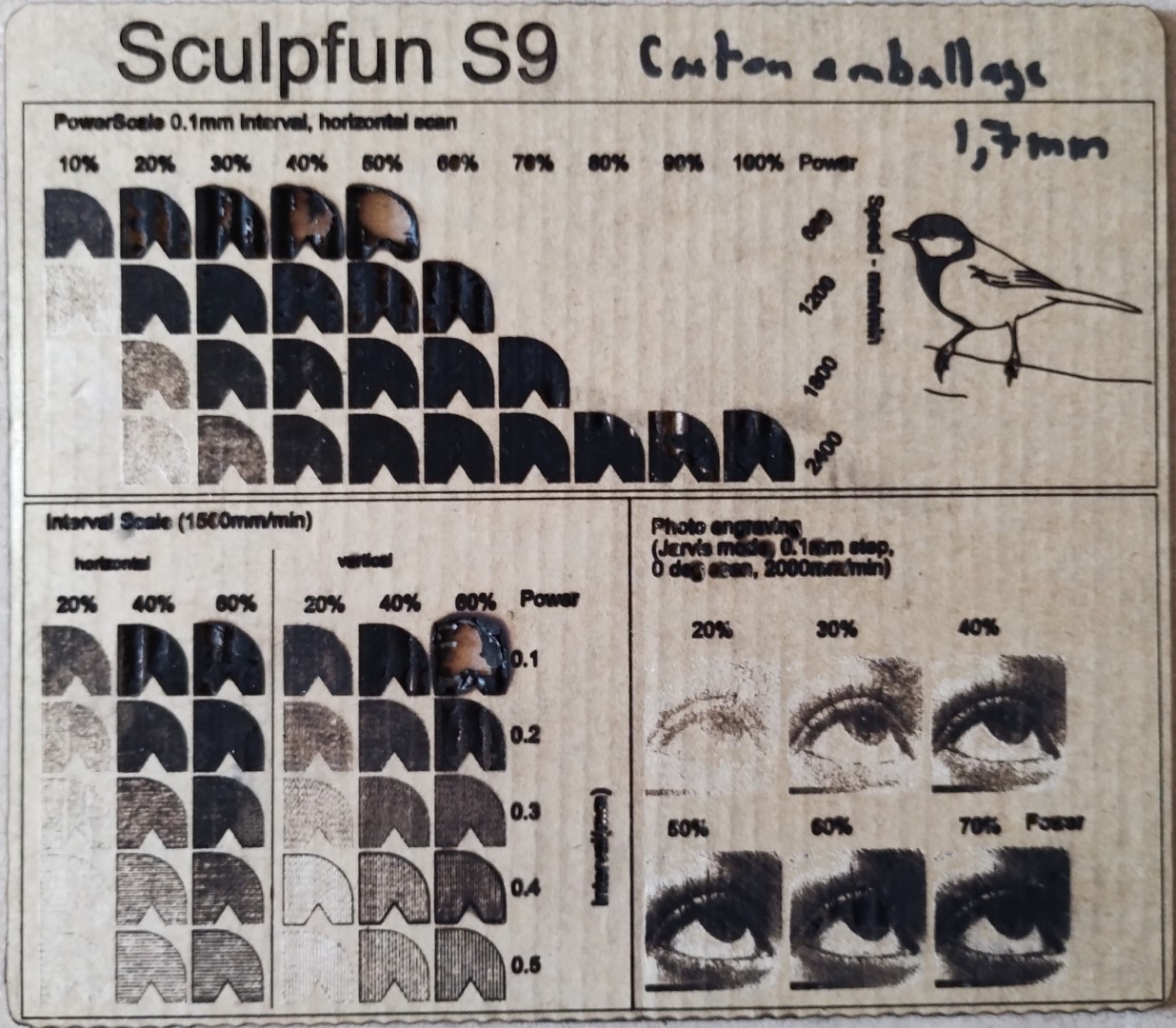

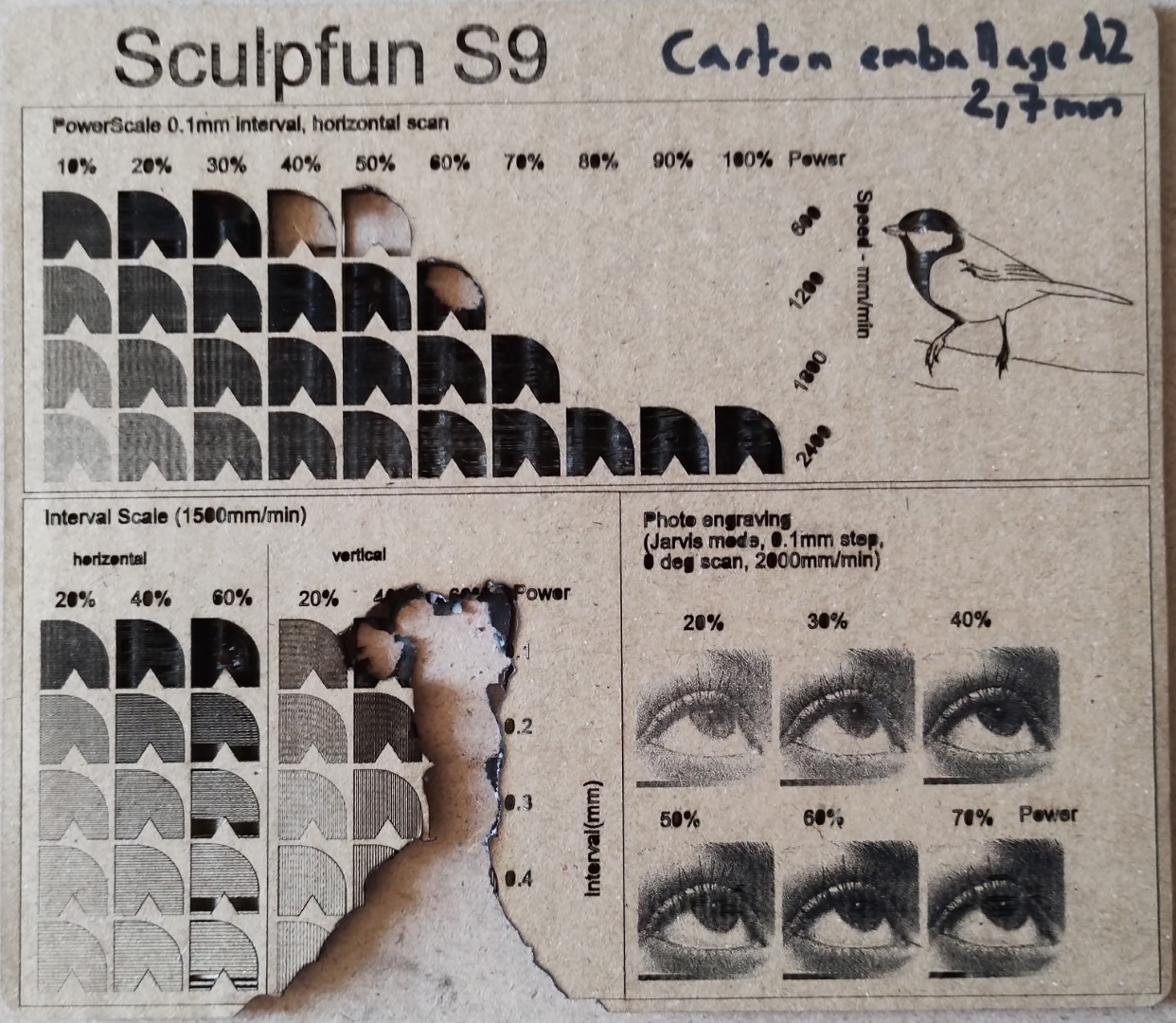
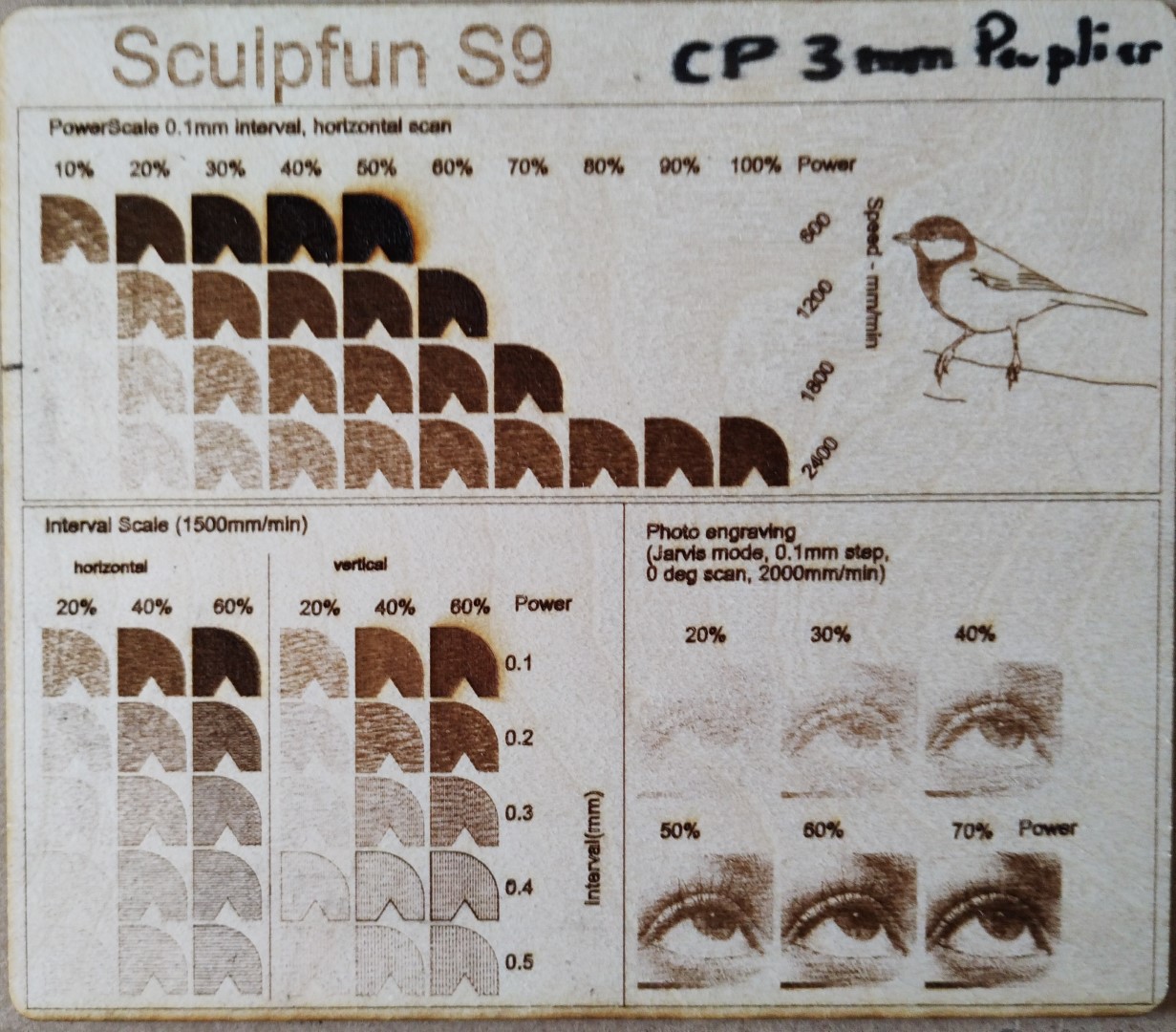

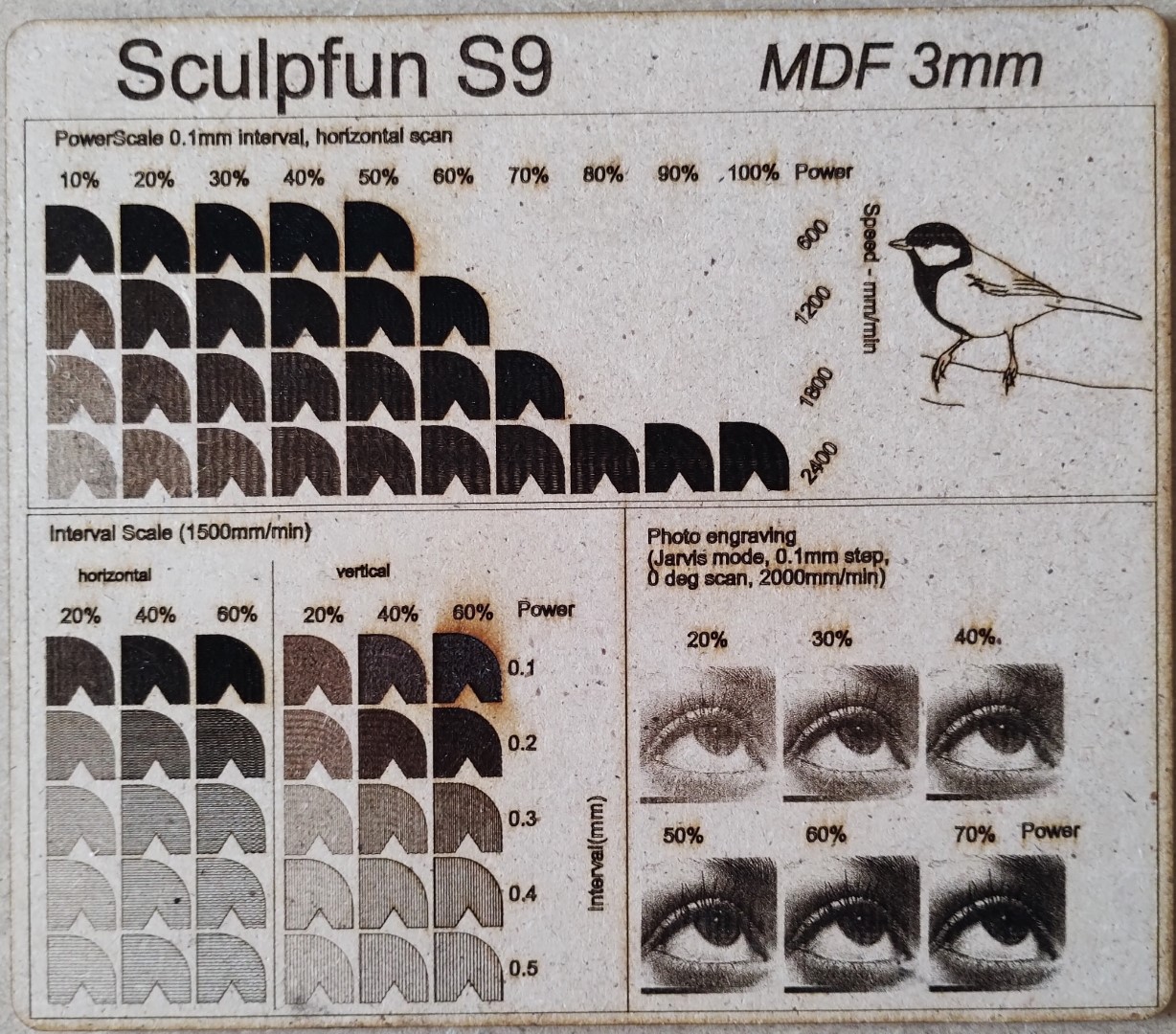
Hormis le carton d’emballage qui peut brûler facilement, ces tests se sont bien déroulés et permettent, au moins pour les bois testés, d’obtenir des couples vitesse / puissance à utiliser pour les prochains travaux.
Après les tests avec les cartons d’emballage, la fumée produite m’a incité à nettoyer la tête du laser. La procédure est décrite dans le PDF de prise en main du laser (document à récupérer en suivant le QRCode).
Aluminium
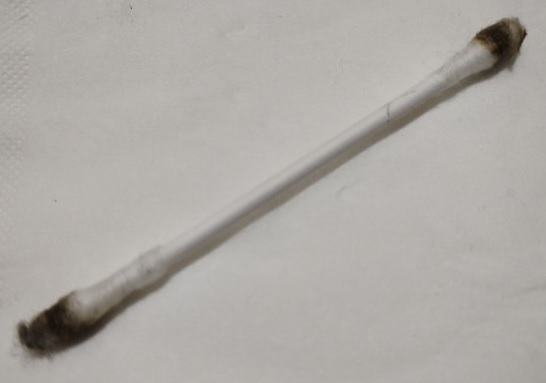
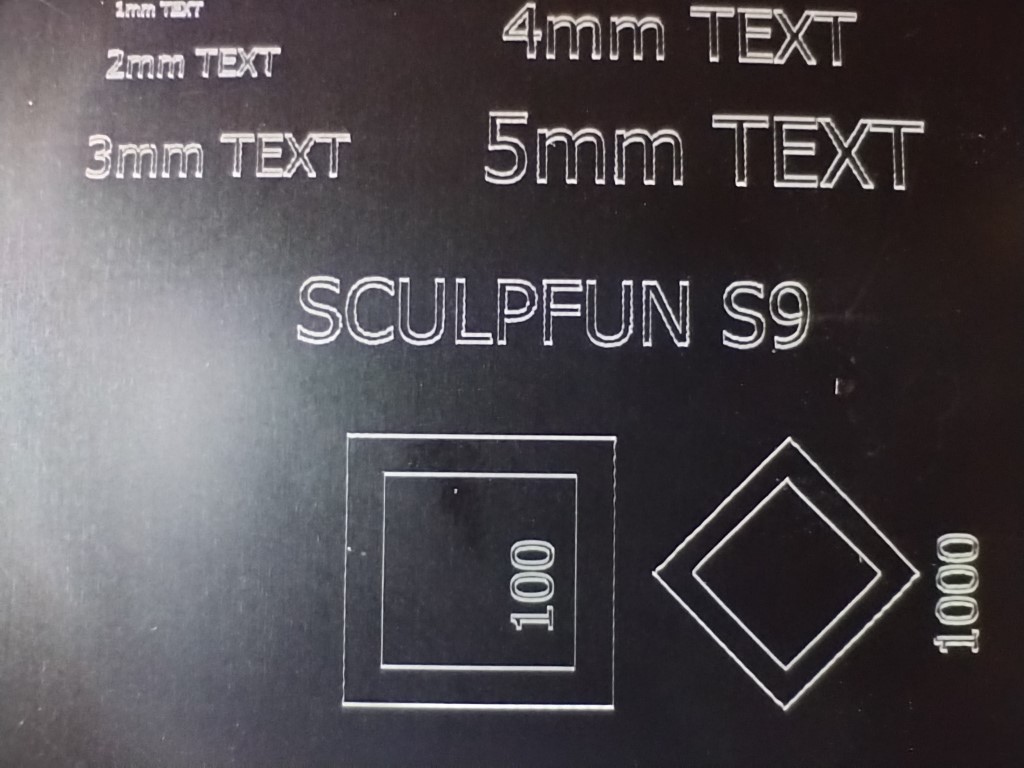
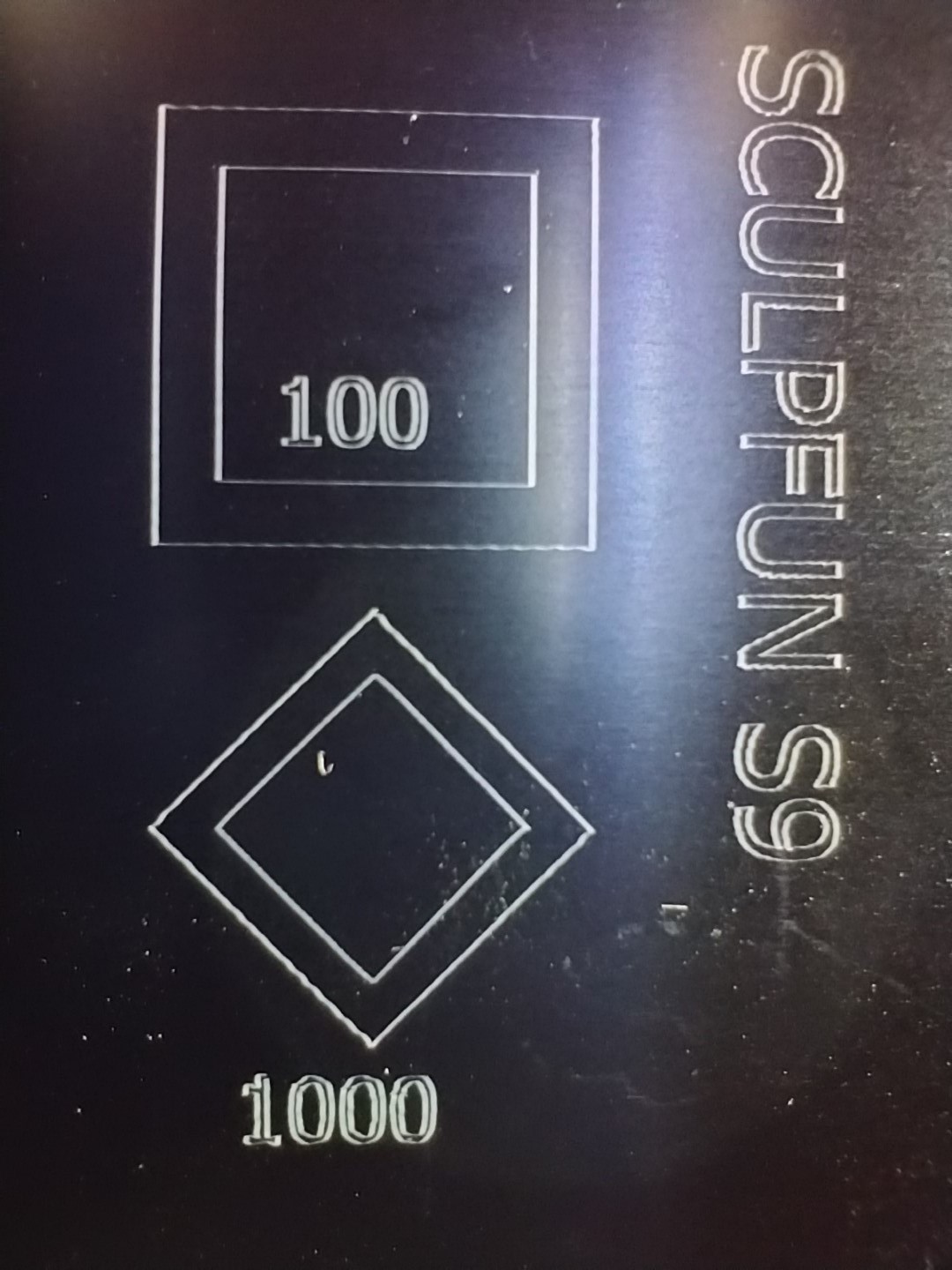
Le test suivant, réalisé sur de l’aluminium anodisé noir (récupération dans un de mes tiroirs fourre-tout, en l’occurrence, un adaptateur pour monter un SSD dans un emplacement pour disque dur de 3.5″), permet grâce à la finesse de gravure de «découvrir» la forme du point focal. Sans divulgâcher, c’est plus un rectangle qu’un carré (0,06 x 0,08 mm).
Le test des intervalles progresse de 0,05 à 0,4 mm par pas de 0,05 mm (horizontal / vertical).
Le texte de 1 mm de haut est net, la gravure des carrés permet de constater une différence d’épaisseur suivant que celle-ci se fait horizontalement ou verticalement.
Les carrés externes ont été gravés à 1000 mm/min, les internes à 100 mm/min, le texte et les trames des intervalles à 600 mm/min, puissance de 100%.








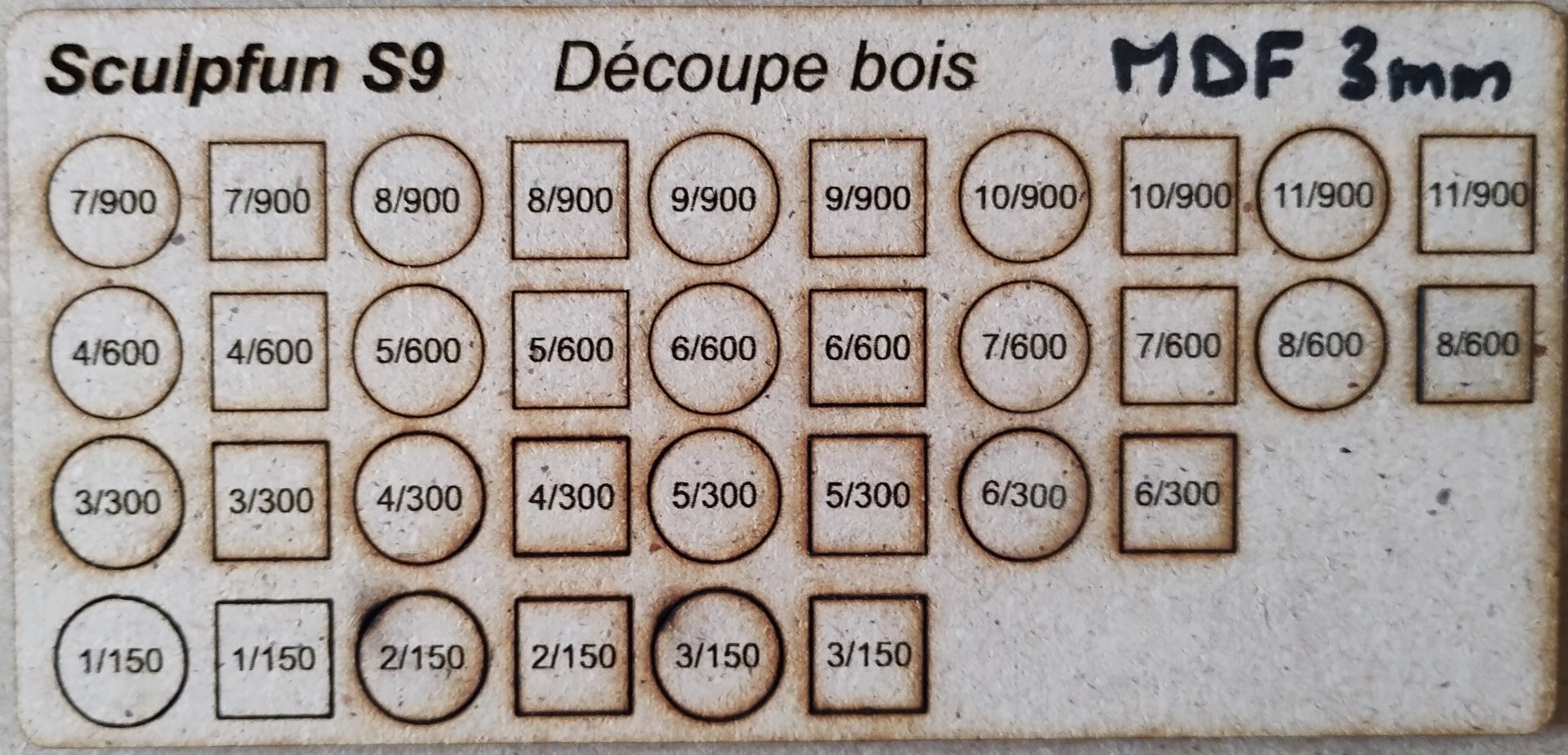
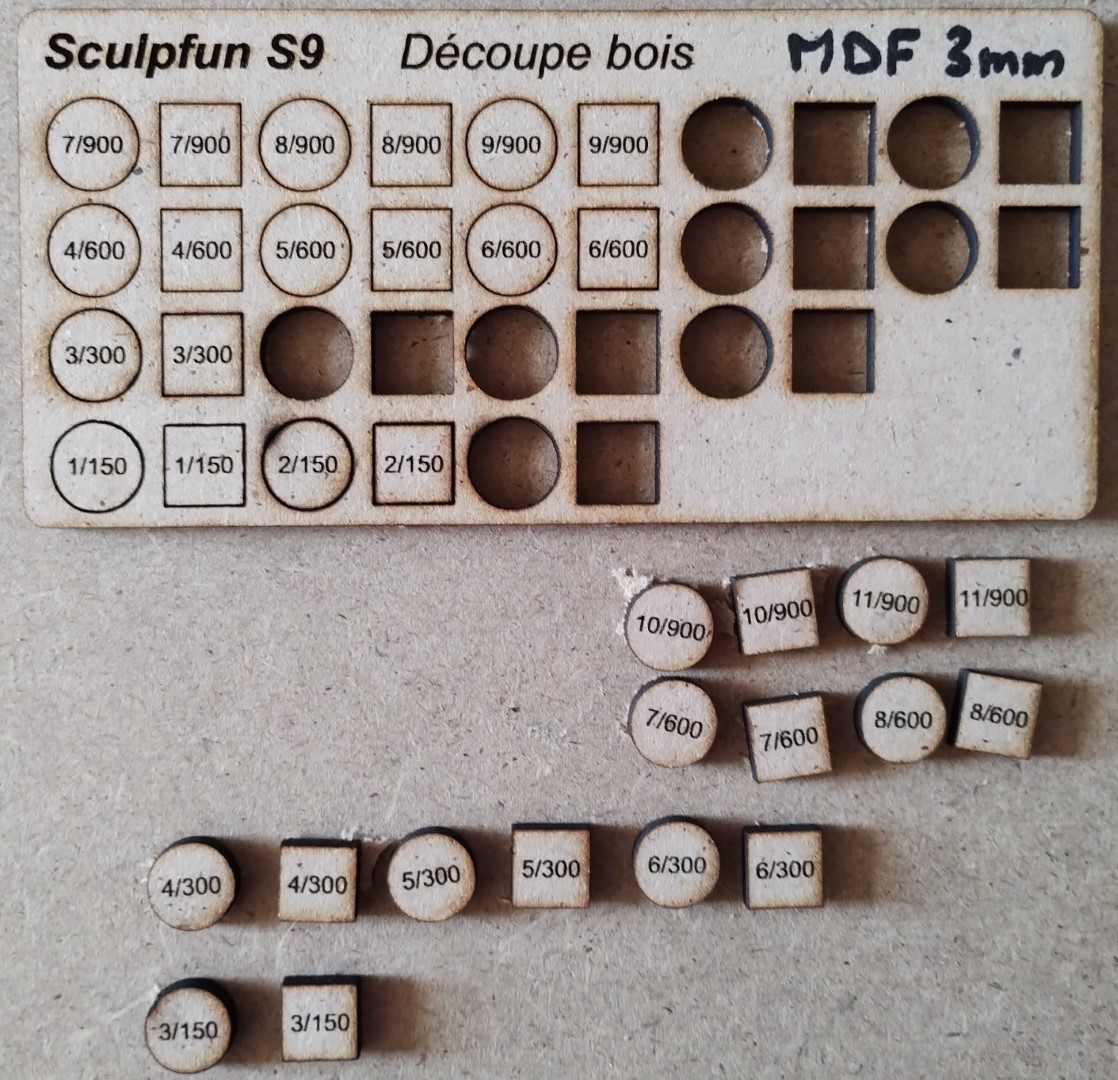
MDF et contre-plaqué
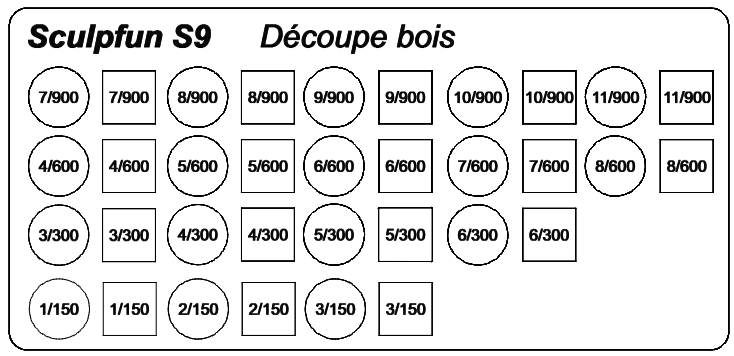
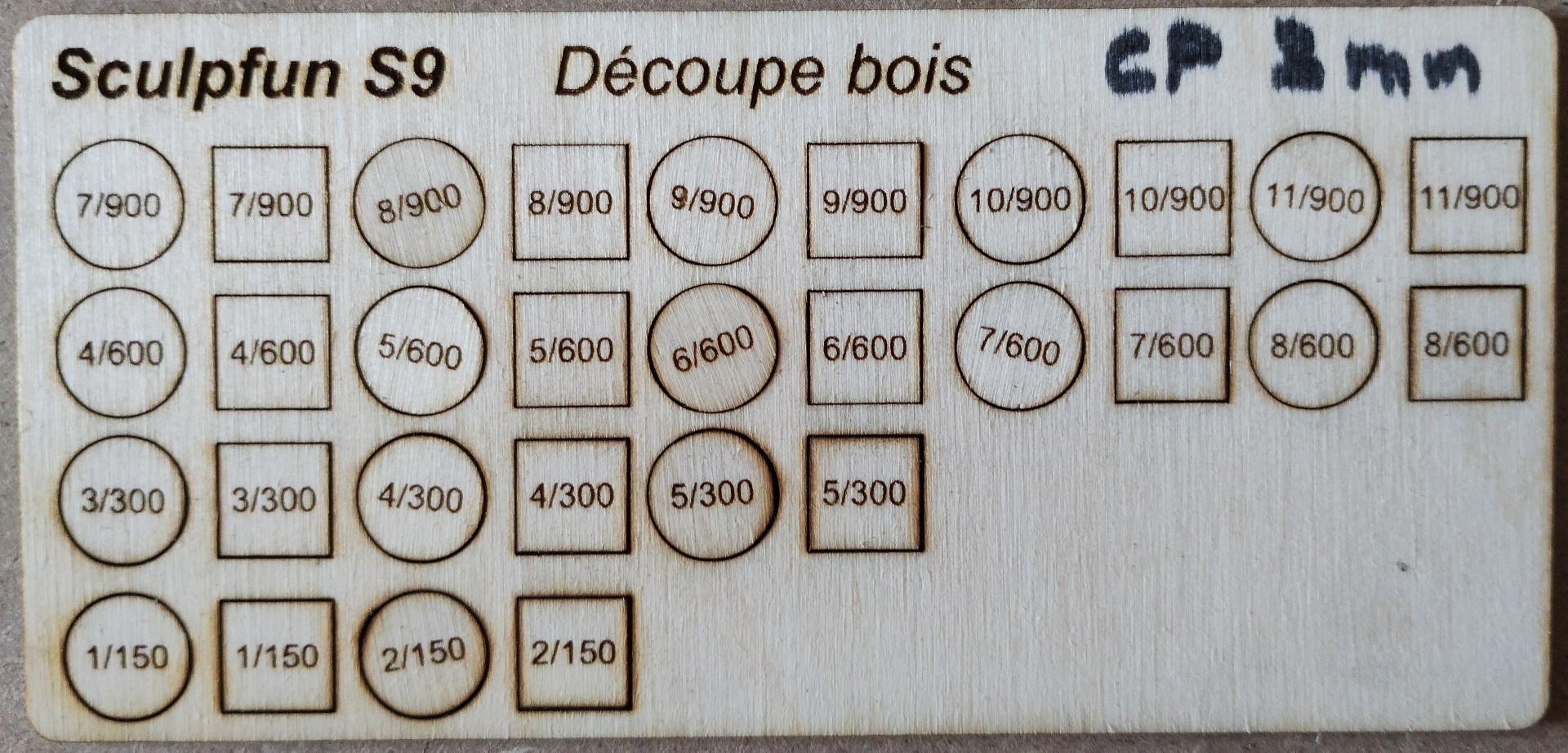
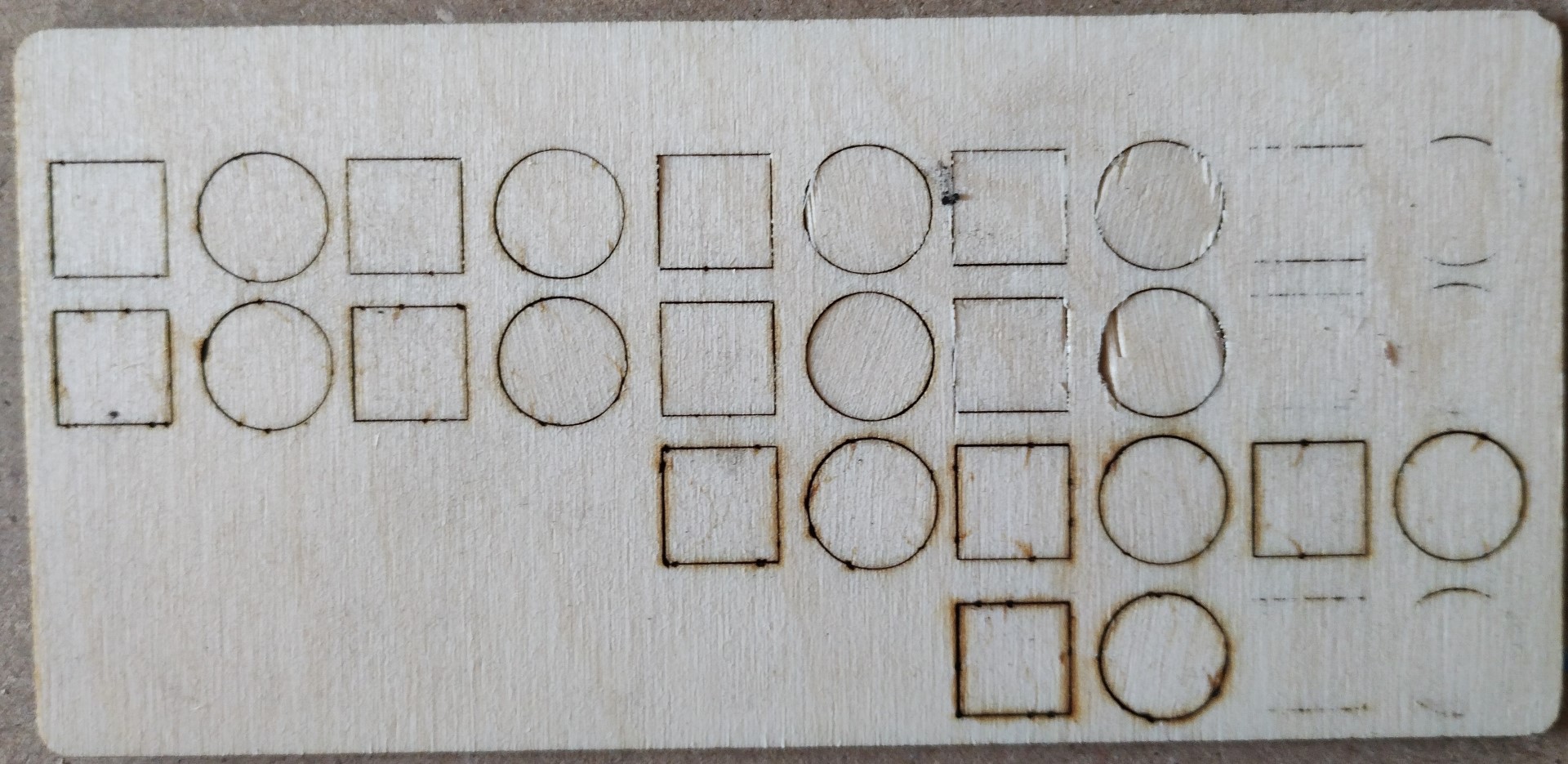
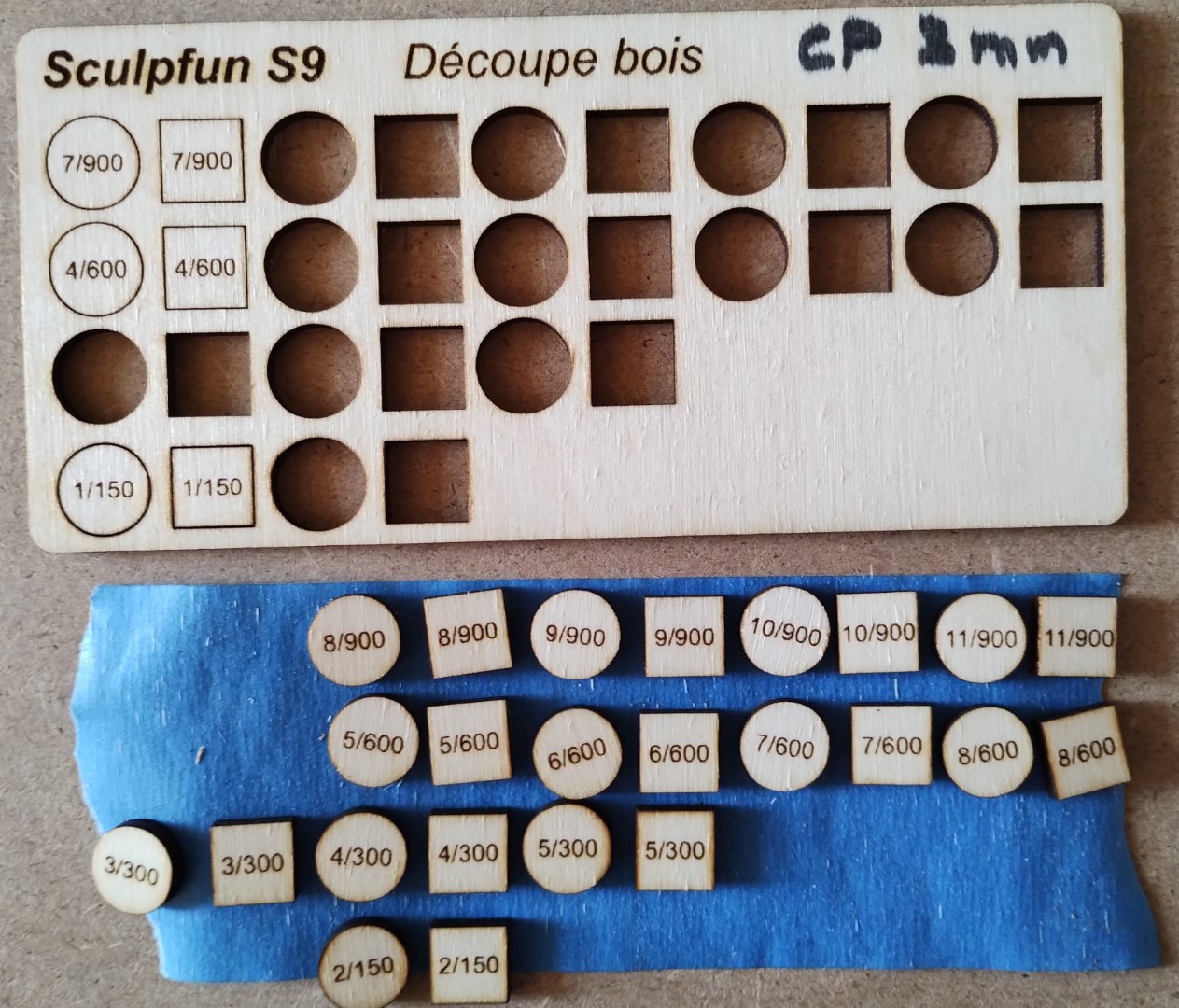
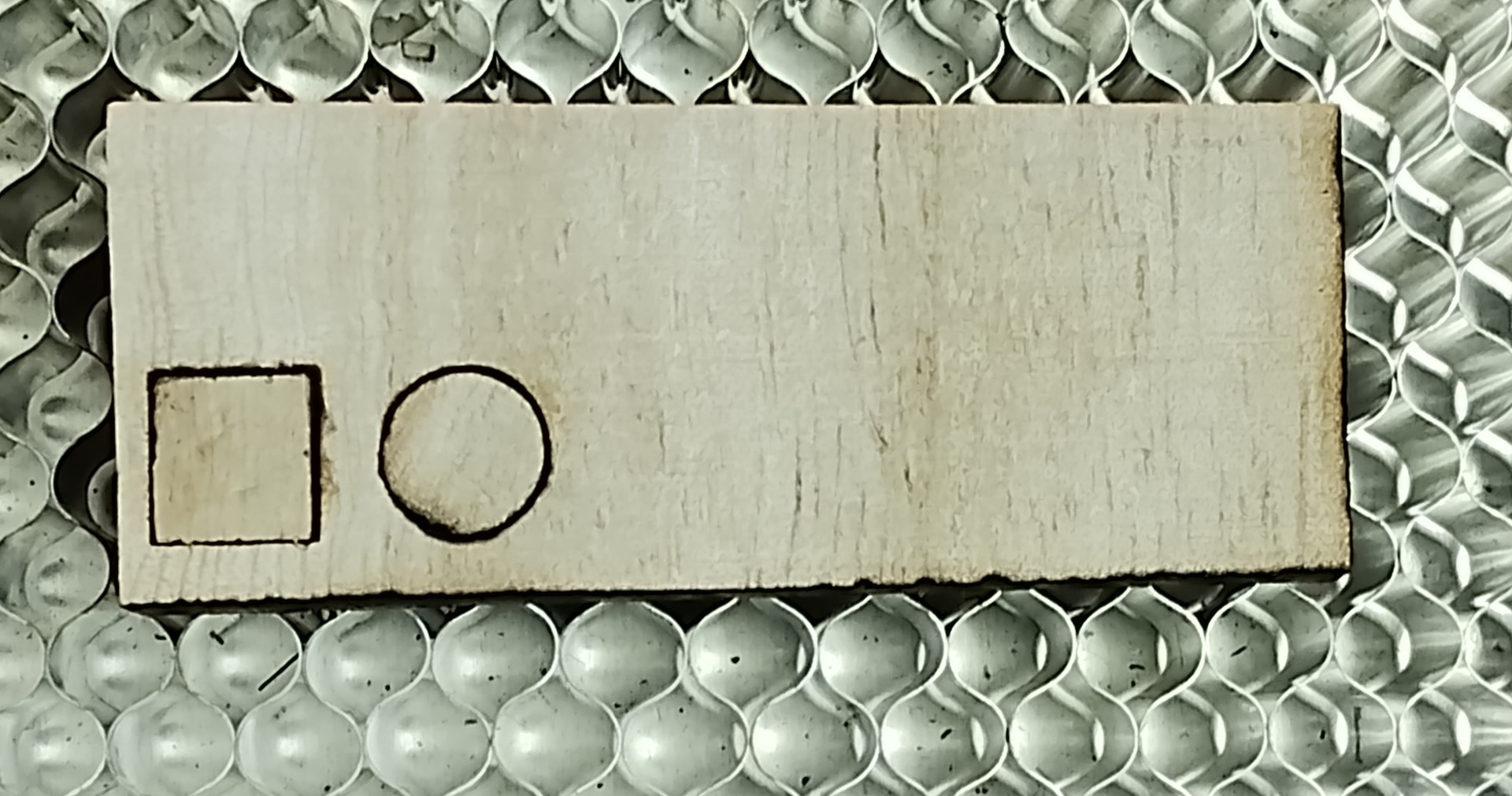
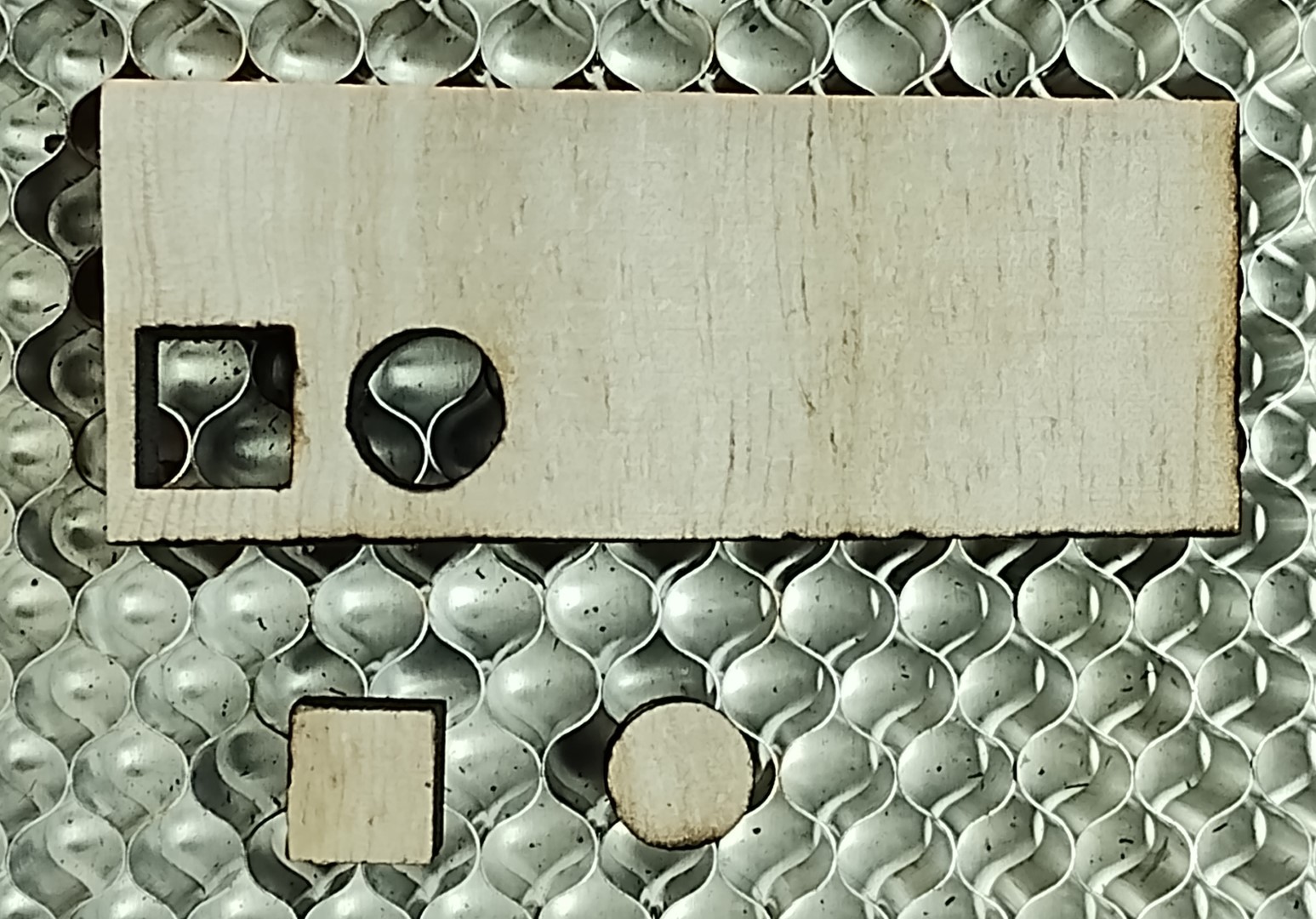
Après ces différents tests de gravure, passons à la découpe de bois (MDF, contre-plaqué). N’ayant pas trouvé de test qui me plaise, j’en ai profité pour approfondir ma découverte de Lightburn en en créant un avec des découpes de deux formes : un carré et un cercle. L’inscription indique le nombre de passes et la vitesse que Lightburn utilisera pour réaliser la découpe en fonction des calques sélectionnés.
Un autre test de coupe sur carton d’emballage (une seule passe) :
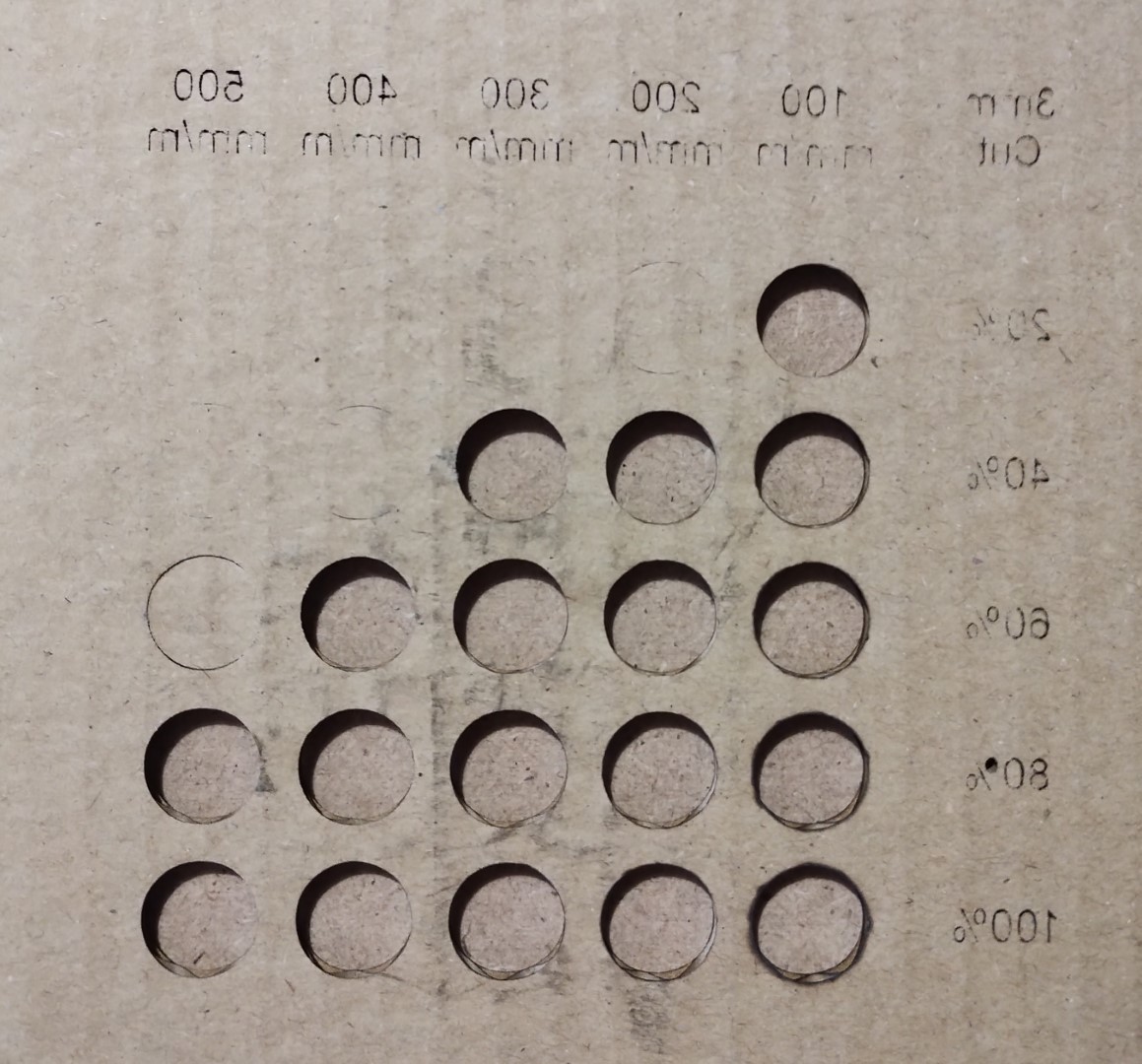
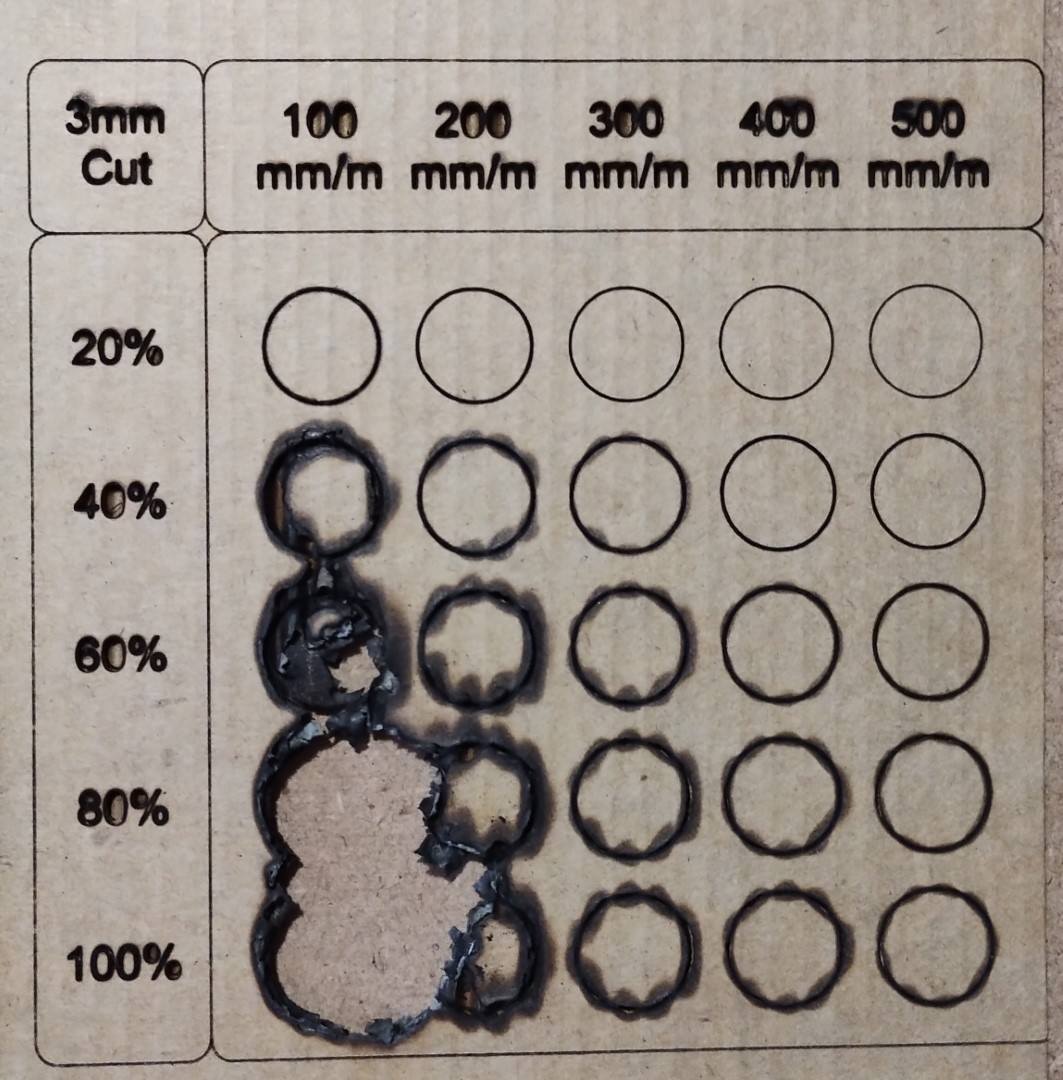

Les découpes dans les matériaux ont été réalisées, non en posant le matériau sur la tôle de protection en acier, mais avec un panneau en nid d’abeille (430 x 400 x 22 mm), ce qui a évité de trop brûler l’envers. Par contre, sans assistance d’air (Air Assist), les bords de coupe suivant la vitesse et le nombre de passes montrent clairement une carbonisation.
Acrylique
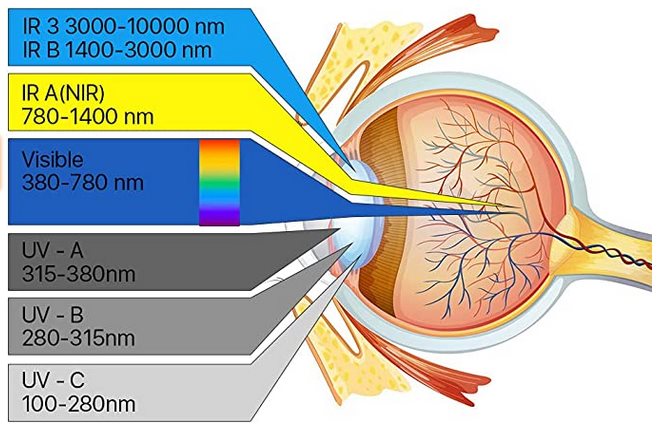
L’acrylique, lorsqu’il est transparent (c’est-à-dire que l’on peut voir à travers), n’est pas utilisable avec un laser diode : la longueur d’onde de celui-ci est dans le spectre visible (455 nm), le faisceau laser le traverse donc sans perturber le matériau.
Cependant quand l’acrylique est totalement opaque à la lumière, on peut le graver / découper. Exemple avec de l’acrylique noir, d’épaisseur de 3 mm, vitesse de 600 mm/min, 100% de puissance, 7 passes (6 passes auraient sans doute suffi) :

Un dernier essai avec le second échantillon de bois fourni avec le Sculpfun S9, un carré de bois de 100 x 100 x 10,3 mm (bois plutôt tendre, un ongle y laisse une trace). On peut certes le découper mais cela nécessite de nombreuses passes : 30 (vitesse de 450 mm/min, puissance de 100%) :

Ardoise
Un gros orage de grêle au mois de mai m’a permis de récupérer «à peu de frais» de l’ardoise ou plutôt des morceaux. J’en profite donc pour voir si ce matériau peut être gravé / marqué. D’abord quelques essais à partir d’un dessin ayant des dégradés de gris, ensuite tests de polices puis finalement sur une des ardoises de la toiture perforée par un grêlon de bonne taille.



Liège
Ayant à disposition un autre type de bois, du liège, quelques essais sont tentés. Premiers constats, le liège brûle très facilement et noircit vite, attention aux traces laissées sur les doigts. Pour l’utiliser, il faut réduire la puissance et augmenter la vitesse. Je passe de 1800 mm/min, 65% à 3000 mm/min et 40% :

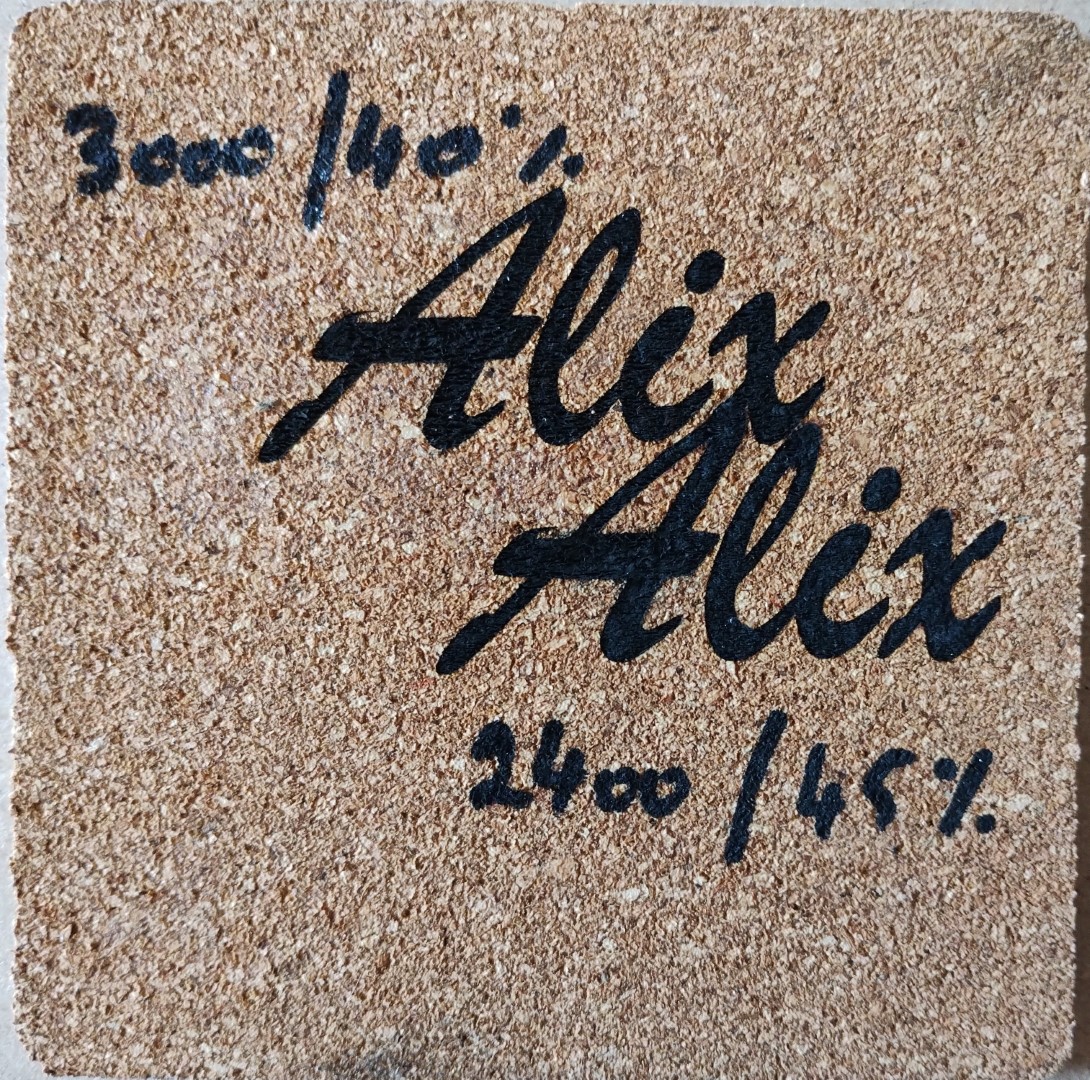
Ma fille et sa fille, donc ma petite fille, disposent chacune de leur sous verre (un léger voile de vernis a été appliqué pour éviter qu’elles ne se tachent les doigts). Inutile de préciser que ce sont des fans de la Guerre des Étoiles (Star Wars) 😉




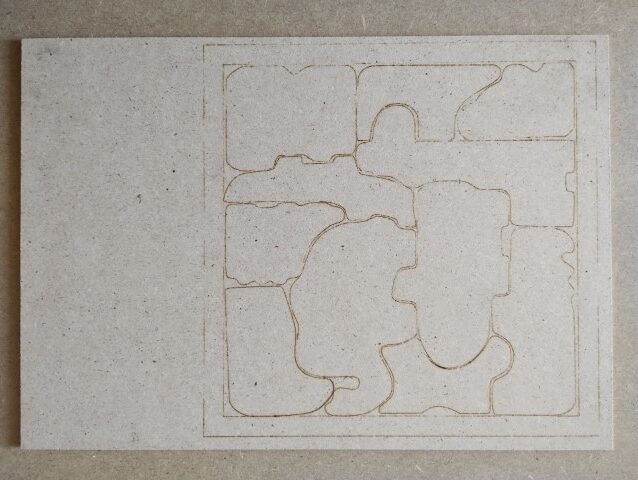
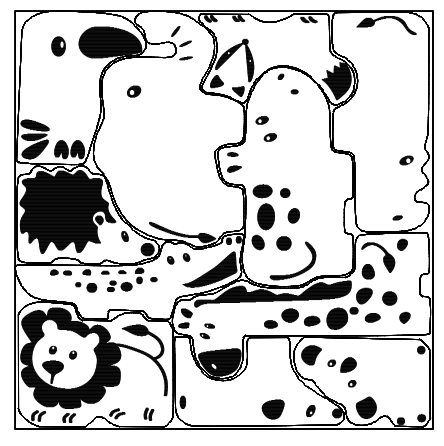
Test de découpe d’un puzzle, modèle acheté sur Etsy pour mon adorable fillote :



Miroir en verre
Un test de gravure sur miroir (300 x 300 mm) utilisé autrefois avec ma vieille Creality CR10. Gravure évidemment sur l’envers de celui-ci sous peine de destruction du laser si effectué côté réfléchissant. Un constat : ça sent fortement mauvais malgré une aspiration et un passage dans un filtre à charbon. Par contre, le rendu est superbe (pas facile de prendre en photo un miroir sans apparaitre dessus 😉 )
Encore d’autres gravures
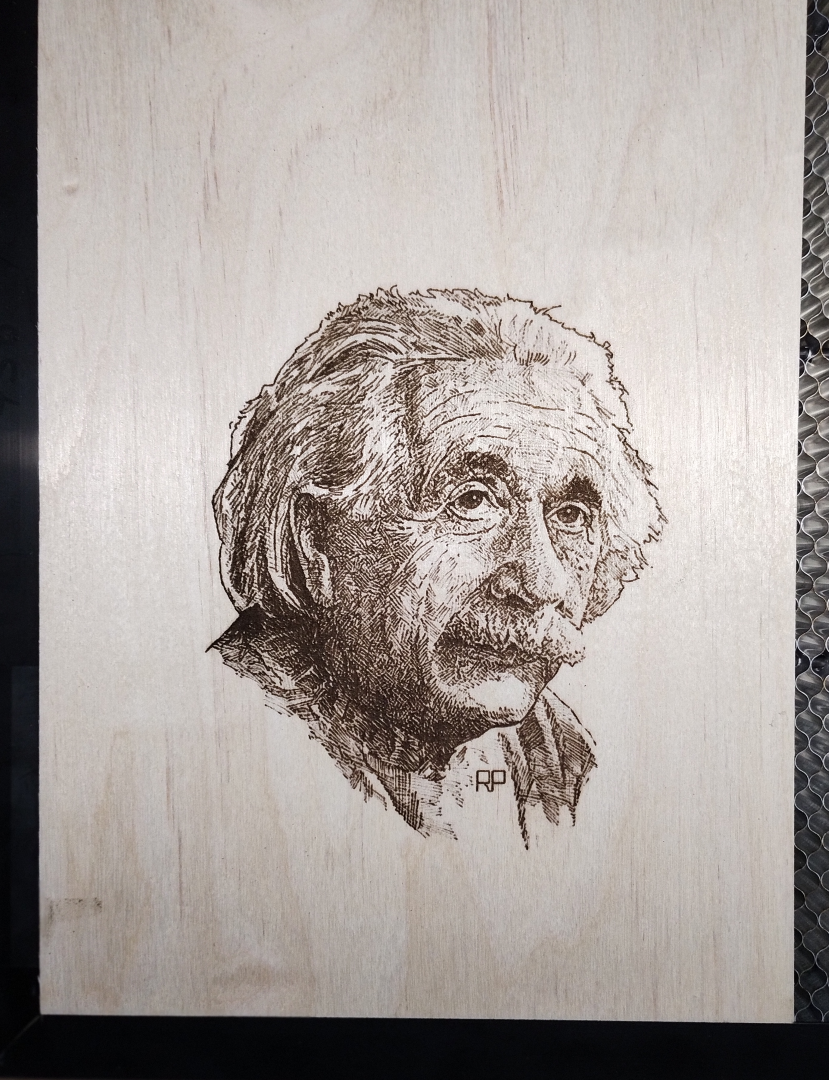
Quelques essais de gravures de dessins en teintes de gris. Certains avec le balayage du faisceau laser en diagonale. Contreplaqué de 3 et 5 mm, vitesse de 2000 mm/min, puissance de 55%.
La gravure du John Lennon, comportant le début d’un de ses textes parmi les plus connus, a rencontré un problème : une perte de connexion entre le S9 et OctoPrint. Plutôt que tout recommencer à zéro, j’ai relancé la gravure donc une bonne moitié de l’image a été gravée une seconde fois (balayage diagonal).
Pour le second Lennon, j’ai utilisé un vieux contreplaqué de 5mm qui a sa surface qui se fendille. Il a une tendance à davantage brûler que le CP de 3 mm, j’ai modifié en cours de gravure la puissance de 55 à 35%, puis à 45% et c’est visible sur le résultat :
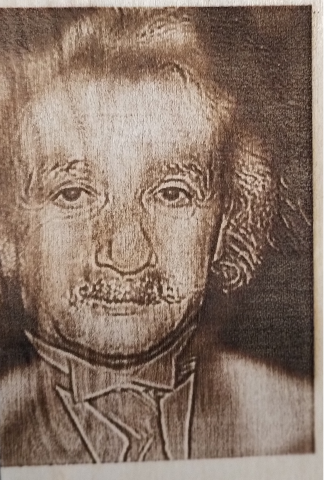
Bien que j’ai réduit la taille des dessins, la durée de gravure a avoisiné les deux heures.
En vrac, d’autres tests de gravure / découpe (des pins de maintien du matériau sur le panneau en nid d’abeilles) :





Conclusion
Ce graveur Sculpfun S9 est d’un montage facile. Une trentaine de minutes, en prenant son temps, tout en vérifiant l’équerrage de la structure, le réglage des excentriques, permet d’avoir une machine prête à fonctionner rapidement.
Maitriser ensuite l’art de la gravure / découpe, lui, demande bien plus de temps et de nombreux tests. C’est le lot d’ailleurs de tout nouvel outil : avant de parvenir à sa maitrise, il y a une phase plus ou moins longue d’apprentissage faite d’essais et d’erreurs. Les premiers résultats, bien qu’imparfaits, permettent d’obtenir des succès. La persévérance et l’assiduité donnent l’occasion de passer de néophyte à apprenti… D’ici quelques temps, avec plus de pratique, je ne désespère pas d’atteindre un grade plus élevé (maitre, grand-maitre, expert… 😃).
J’ai principalement utilisé le logiciel LightBurn. Les possibilités qu’il offre de travailler avec des calques autorisant la modification de paramètres de gravure / découpe dans un même fichier sont un gros avantage, en plus de ses autres fonctionnalités. J’ai donc cassé ma tirelire pour faire l’acquisition de sa licence (60€).
Le Sculpfun S9 ne possédant ni écran, ni lecteur de carte SD, je l’ai très rapidement relié à une carte Raspberry Pi (un RPi Zero 2W) sur lequel tourne Octoprint avec l’ajout de l’extension Better GRBL Support afin de pouvoir surveiller le tout à distance et envoyer les fichiers à graver / découper sans mobiliser une connexion permanente de mon PC au graveur. Une fois le fichier à graver / découper préparé sur Lightburn, celui-ci est enregistré au format gcode (.gco, .gcode) puis transféré dans l’emplacement dédié sur la carte SD accueillant Octoprint.

La notice papier décrit la procédure de montage. Pour «savoir» comment utiliser (gravure / découpe) ce matériel, il faut se tourner vers le document PDF récupéré via le scan du qrcode afin d’apprendre les bases avec le logiciel LaserGRBL et compléter celles-ci via l’aide et les tutoriels de ce logiciel.
Cette dernière notice propose également quelques valeurs de puissances et les vitesses à utiliser en fonction du matériau. Ce ne sont que des valeurs théoriques : chaque matériel et chaque matériau réagit différemment. Il est donc nécessaire de réaliser de nombreux tests avant de parvenir à des résultats «satisfaisants». Ce fut en tout cas une étape absolument indispensable pour le néophyte que j’étais quant à l’utilisation de ce type de matériel.
La variété des tests possibles fait que je n’ai encore pu qu’effleurer le sujet, cependant la gravure et la découpe de contreplaqué (3 mm), de papier Bristol (300 g/m2) et de carton d’emballage n’ont pas posé de problème (enfin pas trop, papier et carton ayant une forte tendance à brûler si la puissance est trop élevée et / ou la vitesse trop lente 😏 ).
Remarques, améliorations possibles pour le laser Sculpfun S9
Pour la découpe du bois, il est nécessaire de faire plusieurs passes. Ce faisant, on élargit d’une part le trait de coupe qui prend une forme évasée, d’autre part une carbonisation (brûlures) des bords découpés se produit.
La face arrière du matériau découpé, en utilisant seulement la plaque d’acier de protection livrée d’origine, est elle aussi très marquée, brûlée (un dépôt «gras», poisseux s’accumule sur la plaque de protection).
- Pour palier au problème de l’élargissement du trait de coupe, il faudrait pouvoir descendre la tête laser au fur et à mesure que la découpe se fait dans le matériau mais le cache occultant risque de perturber et limiter ce mouvement (peut-être pourrait-ce être «automatisé» comme sur une imprimante 3D pour l’axe Z ?). Une autre solution possible due à une étendue plus longue du faisceau laser est d’utiliser une cale de réglage moins haute (19, 18, 17 mm), le point focal se situant alors dans le matériau (1, 2 ou 3 mm plus en profondeur).
- Pour palier à la carbonisation, il me semble après de nombreuses lectures de documents et visionnage de vidéos qu’un dispositif appelé «air assist» (assistance d’air) permet de réduire cet effet. Sculpfun propose d’ailleurs depuis peu un tel dispositif à la vente pour le modèle S9 ainsi qu’une pompe à air.
- Pour pallier aux brûlures à l’arrière du matériau découpé, on trouve des panneaux en «nid d’abeilles» évitant le rebond du faisceau sur l’arrière du matériau et l’accumulation de la chaleur provoquant des brûlures disgracieuses. De nombreux modèles existent de différentes tailles en fonction du budget envisagé. On doit pouvoir également en fabriquer soi-même !
Le but de ce test était d’essayer cette technologie comme le ferait un débutant donc avec la machine de base telle que reçue (sans aucune modification). Je relaterai sur mon fil dédié, l’évolution de cette machine au gré des mises à niveau réalisées (upgrade) et de ma progression dans le domaine.
Dans un premier temps, des détecteurs de fin de course seront ajoutés afin de faciliter la mise à l’origine et de la machine et des pièces à graver / découper. Durant la longue durée de ce test, j’ai acquis la buse «air assist» prévue pour ce modèle S9 ainsi que sa pompe à air, ce qui me permettra de réaliser des comparaisons de coupes de matériaux ( avant /après ).
Mon bilan
Au final, je me suis bien amusé à utiliser ce graveur laser, nouvelle technologie pour moi.
A mon avis, c’est un matériel complémentaire à posséder dans la boite à outils de tout «maker» qui se respecte.
Un dernier rappel : ce matériel étant une machine équipée d’un Laser, au-delà de la protection intégrée, je vous recommande le port de lunettes de protection, la surveillance continue de la machine pendant le fonctionnement et la présence d’un extincteur à proximité.
Je remercie le site Geekbuying et le fabricant Sculpfun d’avoir permis au site lesimprimantes3d.fr de permettre ce test.
Notes, avantages et inconvénients du graveur laser Sculpfun S9
Qualité de gravure / découpe - 9.6
Fiabilité - 9.5
Utilisation - 8
Rapport qualité / prix - 9.5
9.2
/10
- Déballage, montage rapide
- Qualité de fabrication, solidité des profilés 2020
- Tous les outils nécessaires au montage et à la maintenance sont livrés d’origine
- Manuel PDF disponible en plusieurs langues dont le français
- Possibilités nombreuses (moyennant l'achat) d'évolution: «air assist», panneau en nid d'abeilles, caisson d'isolation, outil rotatif, agrandissement de l'axe Y, …
- Coût d'achat raisonnable
- Les déplacements de la tête ne sont pas inaudibles à cause des pilotes moteurs (A4988)
- Absence de détecteurs de fin de course facilitant la mise à l'origine, la répétabilité
- Absence d'un écran et de son lecteur de carte SD ne permettant pas de fonctionnement autonome: le matériel doit être connecté à un ordinateur pour fonctionner.