


Dans ce test, on va vous présenter la Snapmaker A250T avec sa “boîte”, une machine idéale pour tous les makers qui n’ont pas énormément de place. Avec l’encombrement d’une seule (grosse) machine, elle permet de découper avec le module CNC, graver avec le module laser et imprimer en 3D.
Fiche technique de la Snapmaker A250T
En impression 3D, sur le papier, cette Snapmaker se défend plutôt bien. Une compatibilité avec de nombreux filaments et une vitesse d’impression allant jusqu’à 250mm/s.
| Technologie | FDM |
| Volume maximal d’impression | 230 x 250 x 235 mm |
| Hauteur de couche | De 50 à 300 microns |
| Type d’extrudeur | Direct Drive |
| Température maximale de la buse | 275°C |
| Vitesse maximale d’impression | 250 mm/s |
| Nivellement du plateau | Automatique |
| Filaments compatibles | PLA, ABS, PETG, TPU, HIPS, PC, ASA, etc. |
| Connectivité | USB-C et carte SD |
| Dimensions (sans enclosure) | 405 x 424 x 490 mm |
| Dimensions (avec enclosure) | 530 × 624 × 507 mm |
| Poids | 14.2 kg (avec enclosure) |


Sécurité d’utilisation des lasers
Cet appareil utilise un laser de forte puissance, soumis à réglementations. Sa vision directe ou celle des réflexions diffuses comportent des risques oculaires majeurs (cécité irréversible). L’exposition cutanée est également dangereuse. Le port de lunettes de protection professionnelles adaptées est obligatoire.

L’utilisation de cet appareil présente un risque d’incendie du fait de la haute température engendrée par le laser sur la surface de contact. Toujours rester à proximité immédiate pendant les opérations de gravure. Conserver un pulvérisateur d’eau et un extincteur à proximité de l’outil.
Des particules fines et des vapeurs / fumées éventuellement toxiques se dégagent. Prévoir de travailler dans un lieu bien aéré et éviter de respirer les émanations toxiques. Certains matériaux sont à proscrire (le PVC, par exemple).
Pour faire le tour de la question, la lecture de ce document publié par le CNRS est fortement recommandée : Risques liés aux lasers, cahiers de prévention.
Ce matériel, malgré un cache occultant à la base du module laser, doit être utilisé avec un équipement de protection individuel (EPI) : de vraies lunettes de protection prévues pour la longueur d’onde du laser et portant un certain nombres de sigles de sécurité, normalement inscrits sur les verres et/ou les branches des lunettes. Ce n’est pas le cas de toutes celles livrées avec les graveurs laser. Il faudra donc investir dans l’achat de lunettes de protection certifiées, sous peine d’appliquer ce proverbe québécois : « Qui risque un œil perd les deux ».
En aucun cas, le site LesImprimantes3D.fr ne saurait être tenu pour responsable en cas d’accident provoqué par l’utilisation de ce laser. Cela relève de votre entière responsabilité et en pleine conscience des risques encourus.
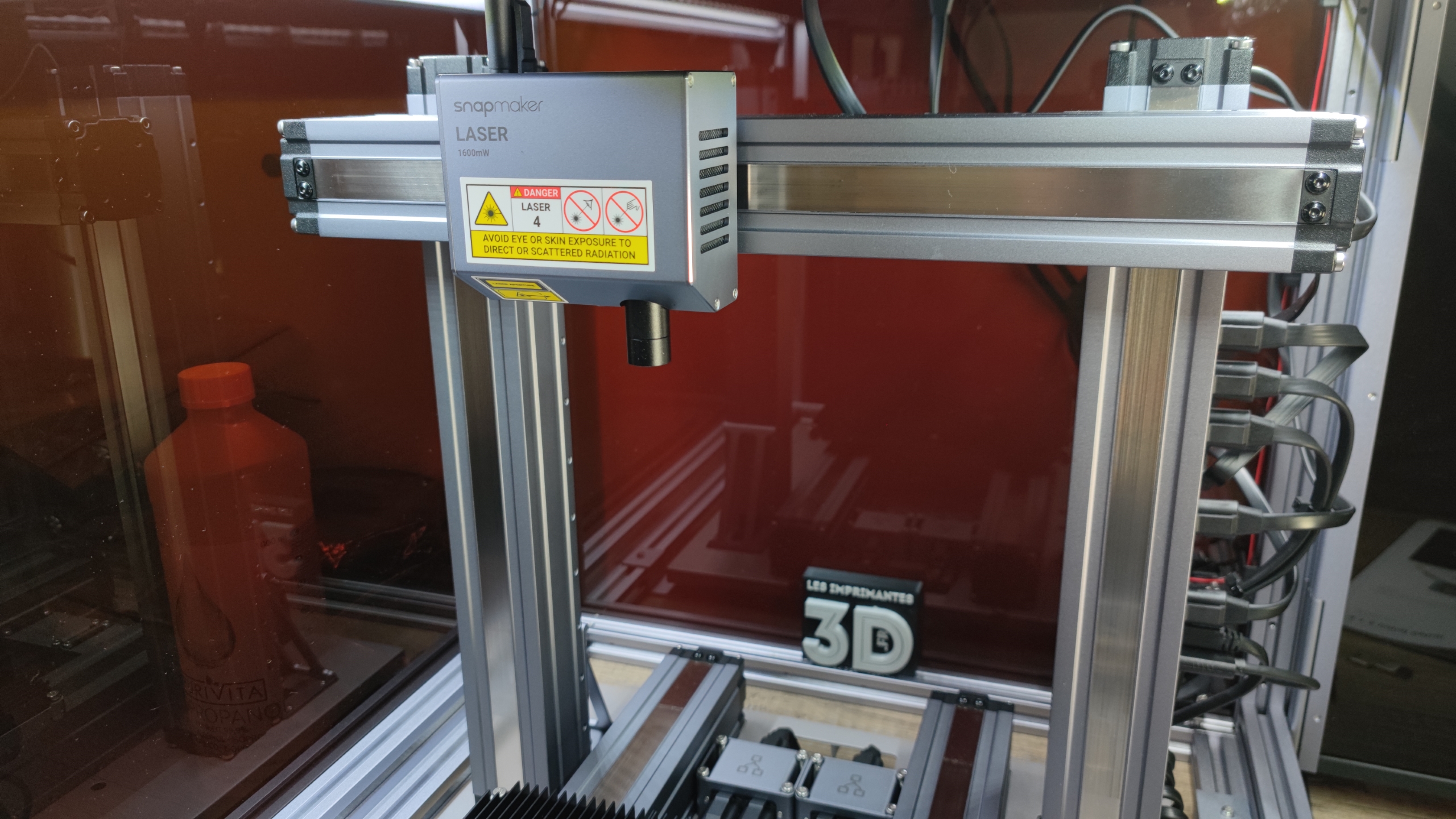
Les spécifications du module laser sont en revanche moins bonnes. En effet, la puissance de 1.6W semble bien loin du module haut de gamme de la marque capable d’aller jusqu’à 10W. Il reste tout de même suffisamment puissant pour découper des petits matériaux ou faire de la gravure précise et de qualité.
| Type de caméra | Caméra embarquée |
| Puissance du laser | 1.6 W |
| Dimensions du spot laser | 0.2 mm x 0.3 mm |
| Longueur d’onde | 450 nm |
| Classe du laser | Classe 4 |
| Matériaux pris en charge | Bois, cuir, plastique, tissu, papier, acrylique non transparent… |
Pour finir, le module CNC est bon, avec des vitesses allant jusqu’à 12 000tr/min et même la possibilité de découper du carbone (attention malgré tout aux particules très nocives pour la santé).
| Diamètre de la tige | 0,5–6,35 mm |
| Vitesse de broche | 6 000 à 12 000 tr/min |
| Matériaux pris en charge | Bois, acrylique, PCB, feuille de fibre de carbone, jade, et plus en cours de test |
La review en vidéo

Déballage (unboxing)
Lorsque vous recevrez votre Snapmaker A250T, pensez à faire de la place et aussi à avoir une paire de bras en plus des vôtres ! C’est un carton encombrant (85 cm x 69 cm x 35 cm) qui avoisine les 40 kg. Le déplacer seul n’est pas une mince affaire !
Tout est très bien emballé et surtout protégé dans des boîtes individuelles et nommées pour faciliter le montage. Cet agencement est très qualitatif et annonce une machine de très bonne facture.



Deux gros manuels d’utilisateur très bien détaillés sont présents dans le carton. Le premier servira au montage de la machine ainsi qu’à l’utilisation des différents modules. Le second servira quant à lui pour le montage de la boîte (que l’on appellera enclosure tout au long de ce test).
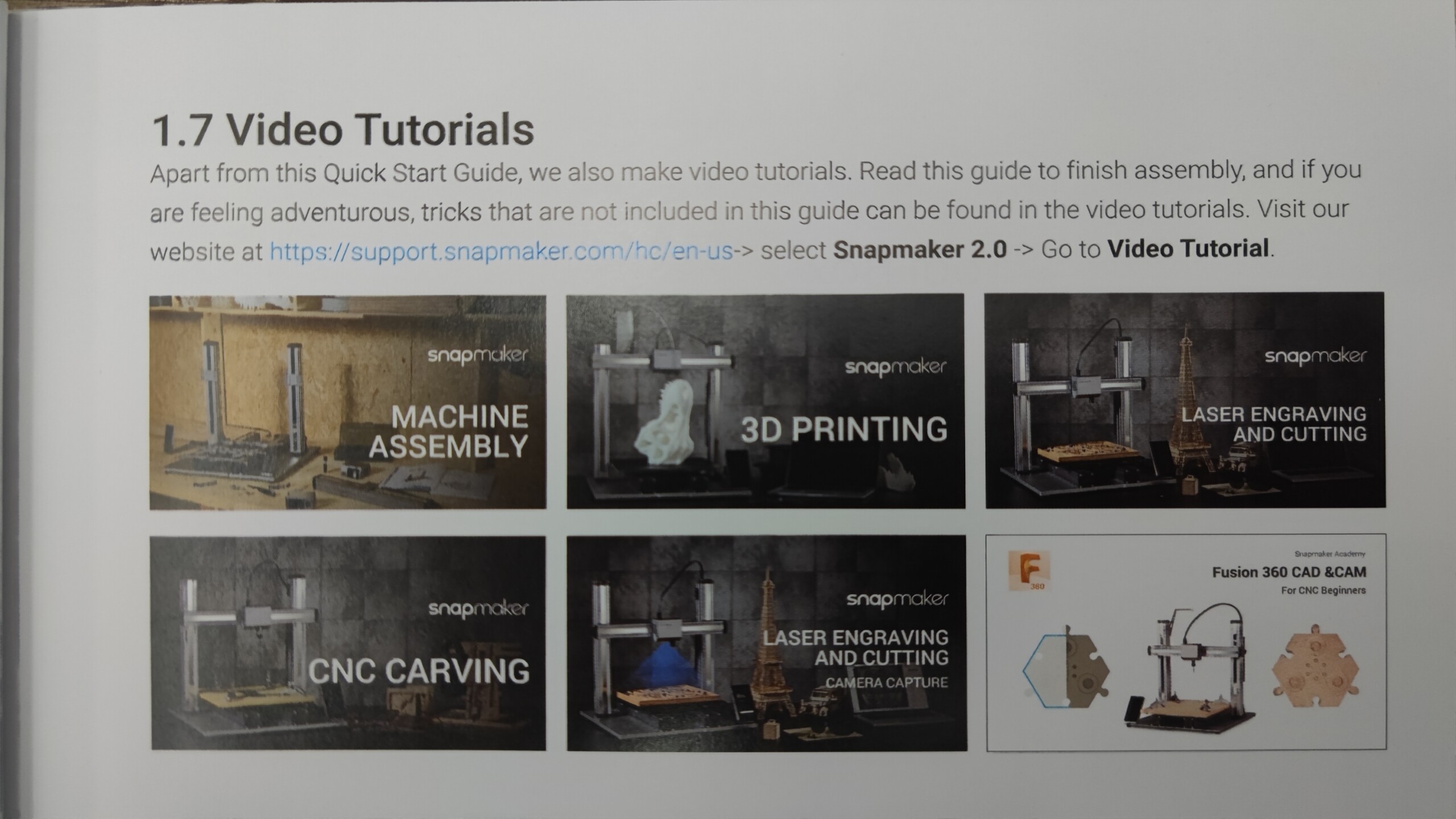
On vous indique également que des vidéos tutoriels sont disponibles pour les personnes qui ne comprennent pas l’anglais (en effet, les deux manuels sont en anglais uniquement). Les images de ces deux guides sont tout de même bien réalisées et en couleur. En théorie, simplement en regardant les images vous n’aurez aucune difficulté à assembler votre nouveau jouet.
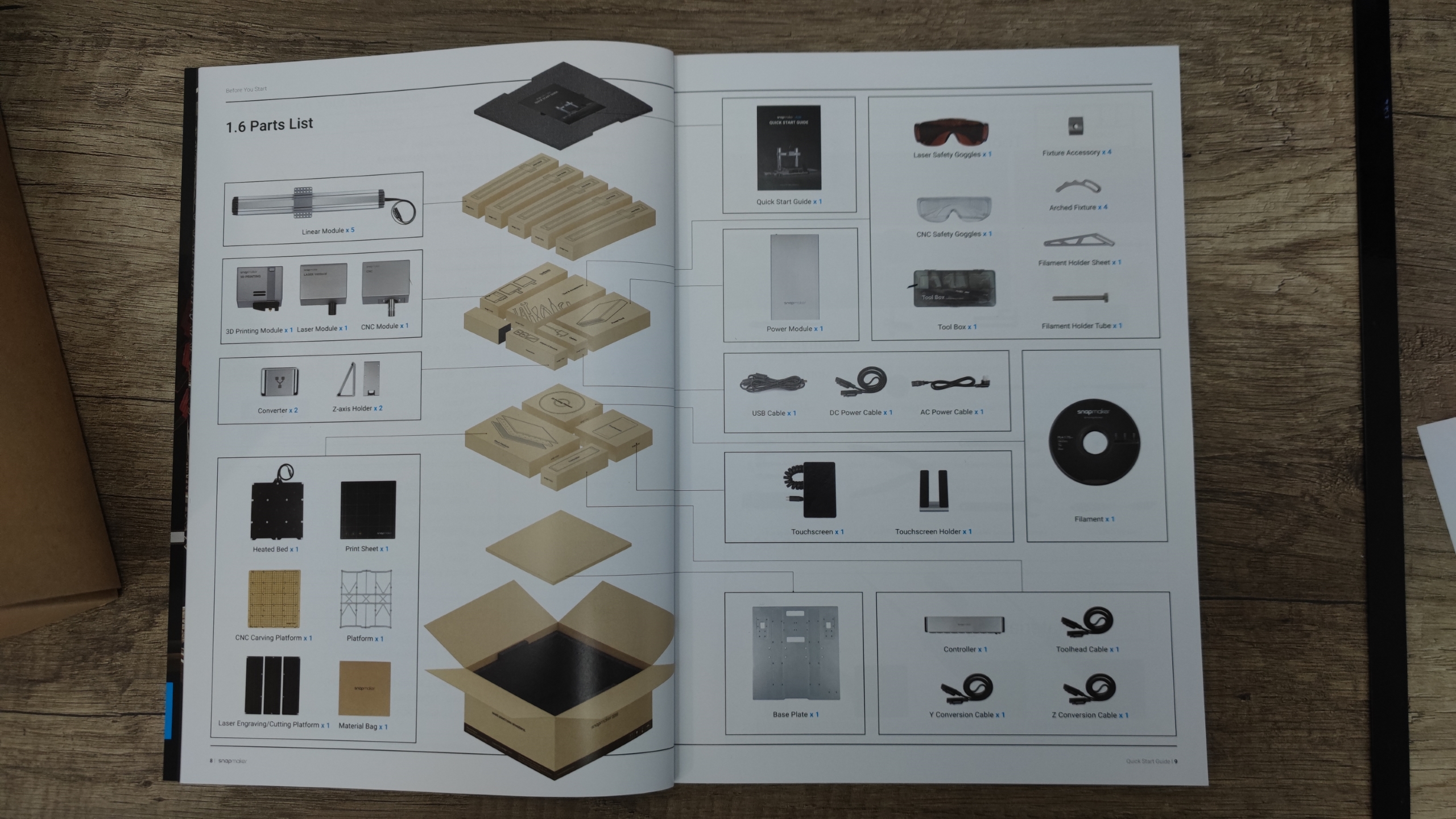
Cette machine étant prévue pour tous (et surtout accessible aux débutants comme moi), Snapmaker vous fournit tous les outils nécessaires pour le montage et l’utilisation de la A250T. La qualité des outils fournis n’est pas négligée.




Dans mon kit, j’avais également une bobine de PLA offerte que nous testerons plus tard pendant les essais du module 3D.
Montage de la A250T
Attention en manipulant la machine à ne pas abimer les bandes en acier qui remplacent les courroies !
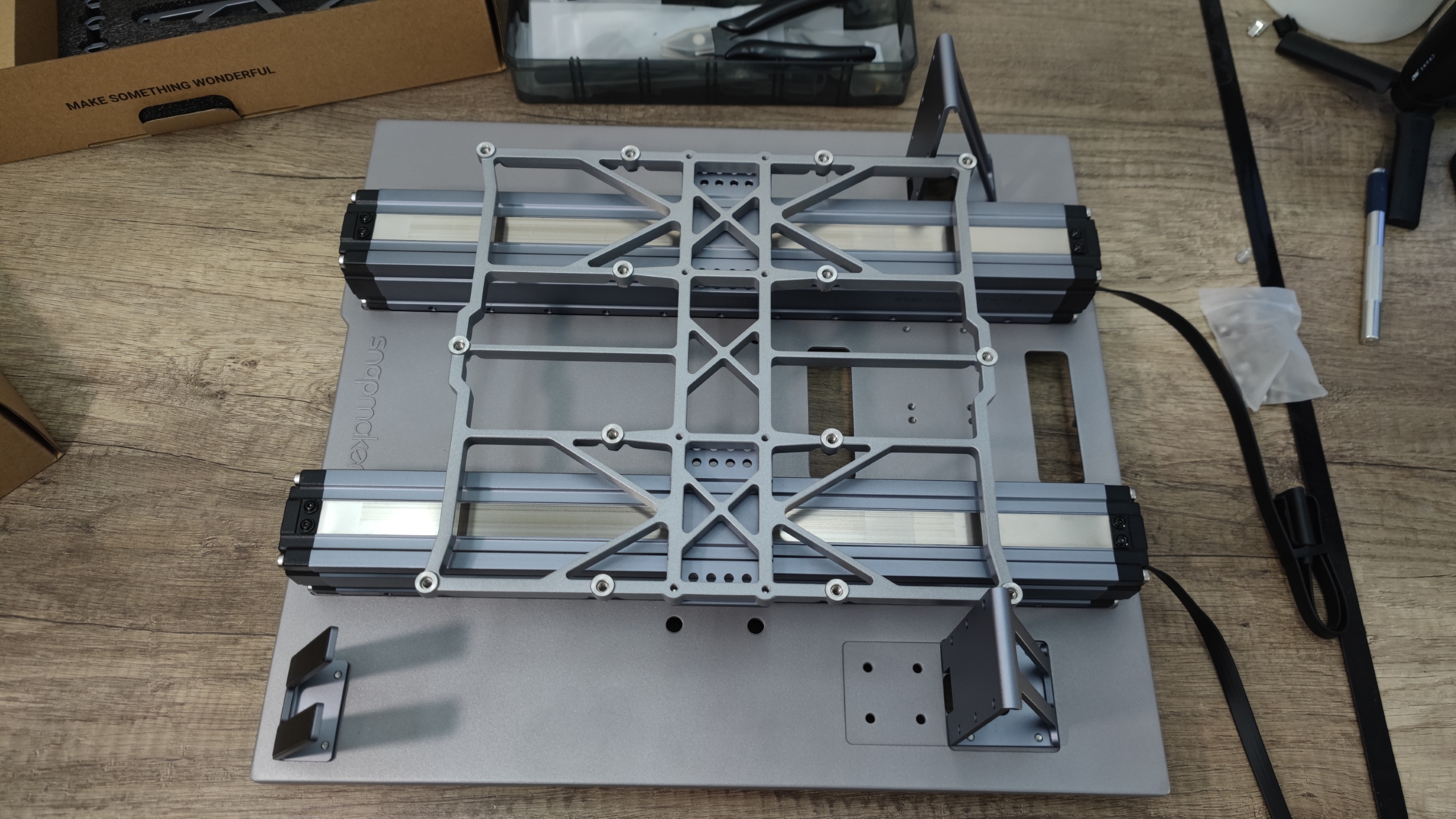
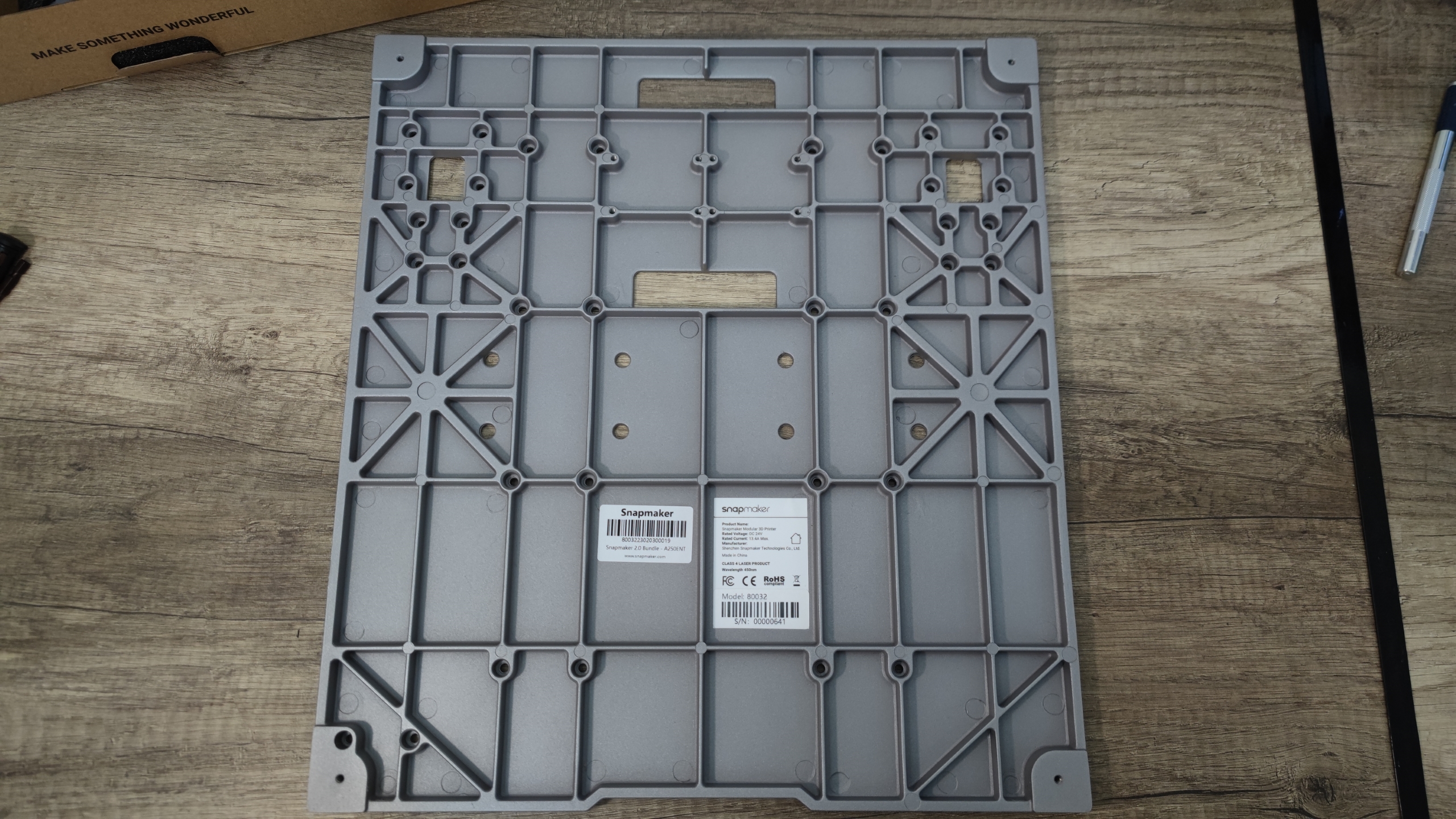
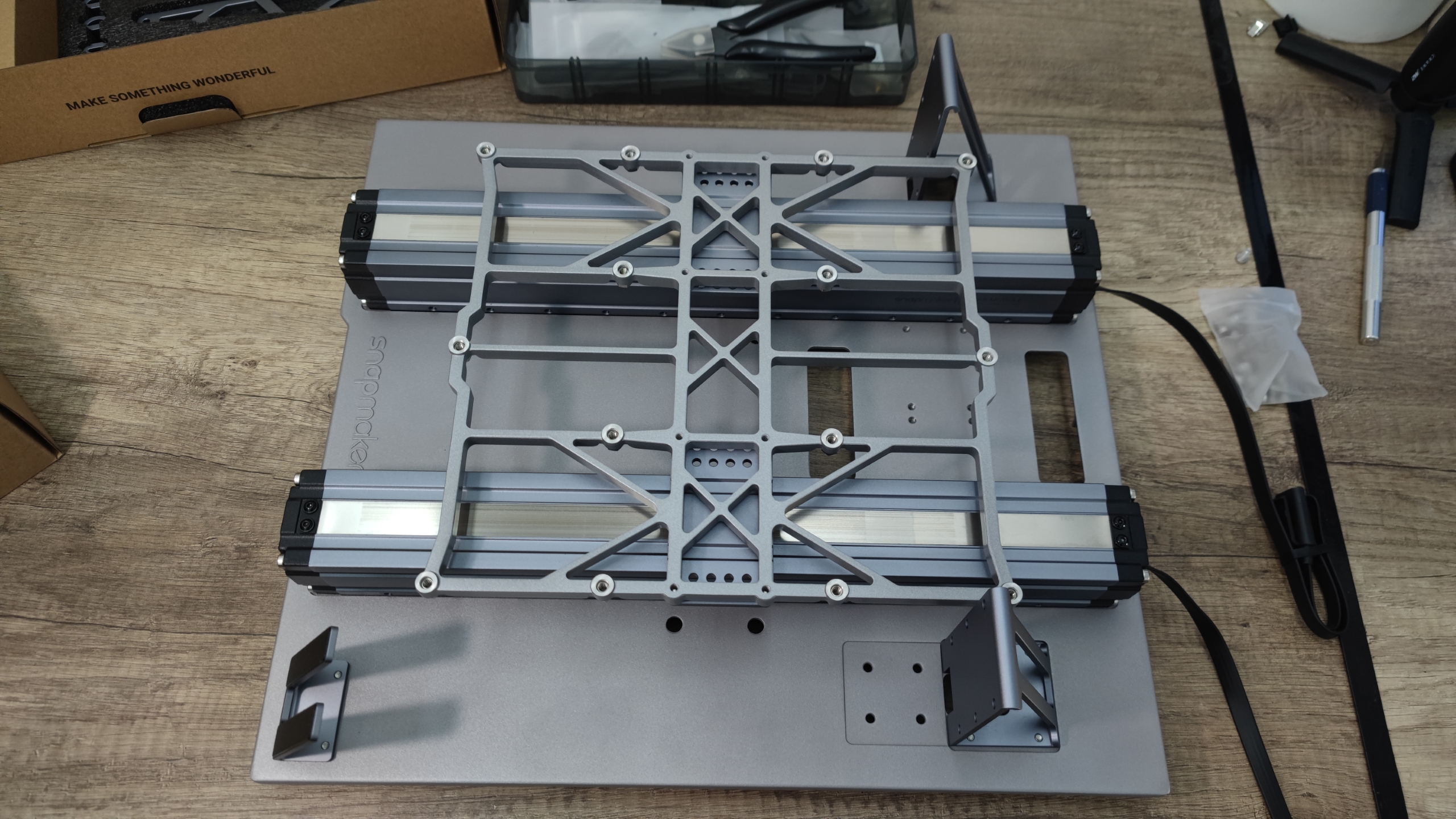
Faites beaucoup de place, le montage commence ! Il faut dans un premier temps assembler les patins sur la base du châssis. L’avantage de ce guide, très bien détaillé, c’est que chaque carton nécessaire vous sera mentionné à l’étape en cours. Pas besoin de chercher dans chaque boîte ! Encore mieux qu’Ikea, c’est un vrai plaisir.
Pour l’assemblage des axes Y, attention au sens et à bien effectuer le serrage après avoir vérifié que les axes sont bien dans leurs encoches prévues sur la base de la machine. Pensez aussi à bien aligner ces derniers pour faciliter le montage du support de plateau à venir dans les prochaines étapes.
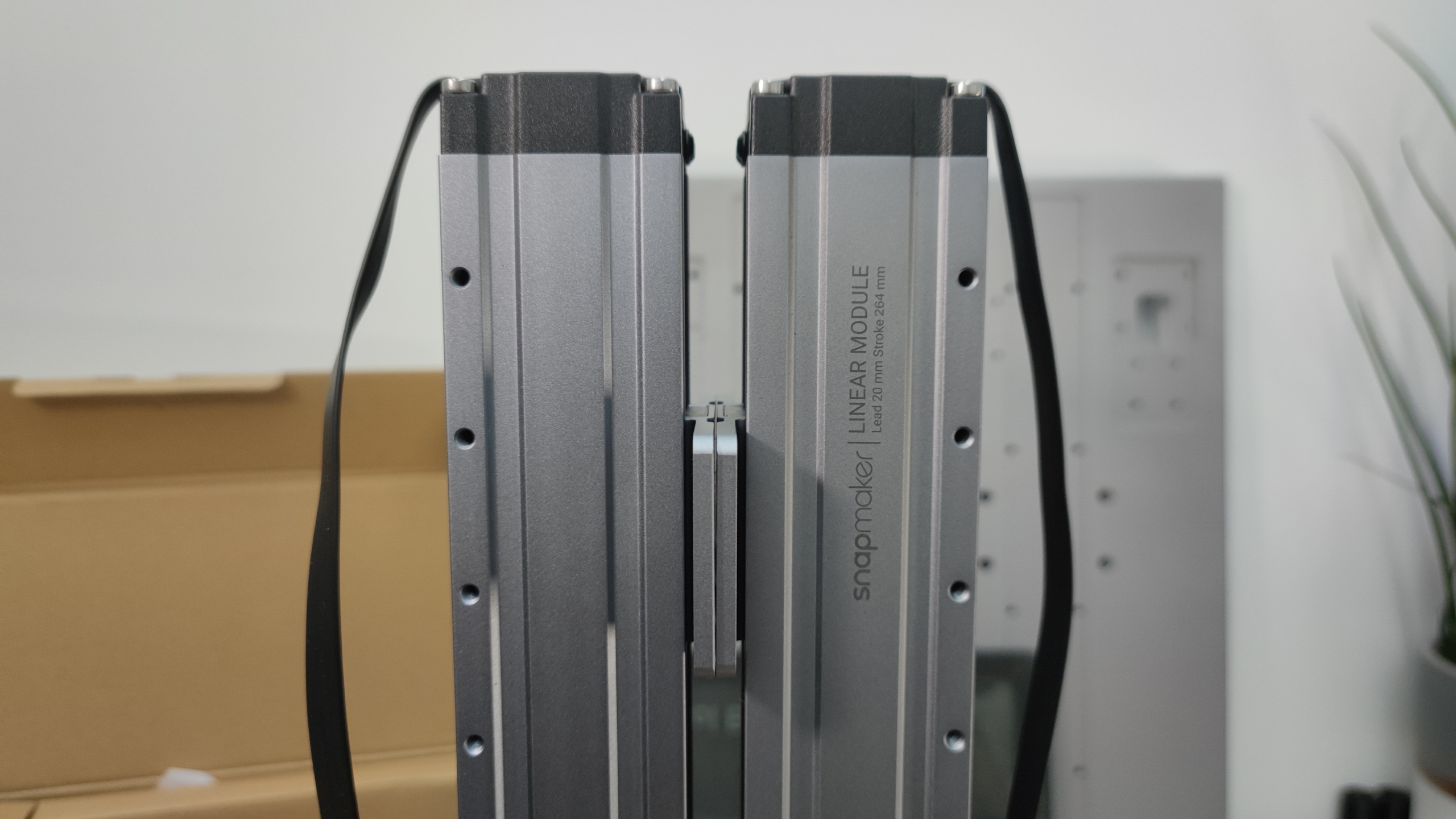


Pour les axes Z, même démarche, faites un serrage progressif de toute la visserie après vous être assuré que tout est bien en place.
On terminera ce rapide montage par l’ajout des convertisseurs de câbles ainsi que le “Can Bus” prévu pour le changement rapide de modules. Les câbles sont bien sécurisés et les prises inutilisées restent protégées avec des capuchons en caoutchouc fixes (pour les projections lors de l’utilisation du module CNC notamment).



Mise en route du module 3D
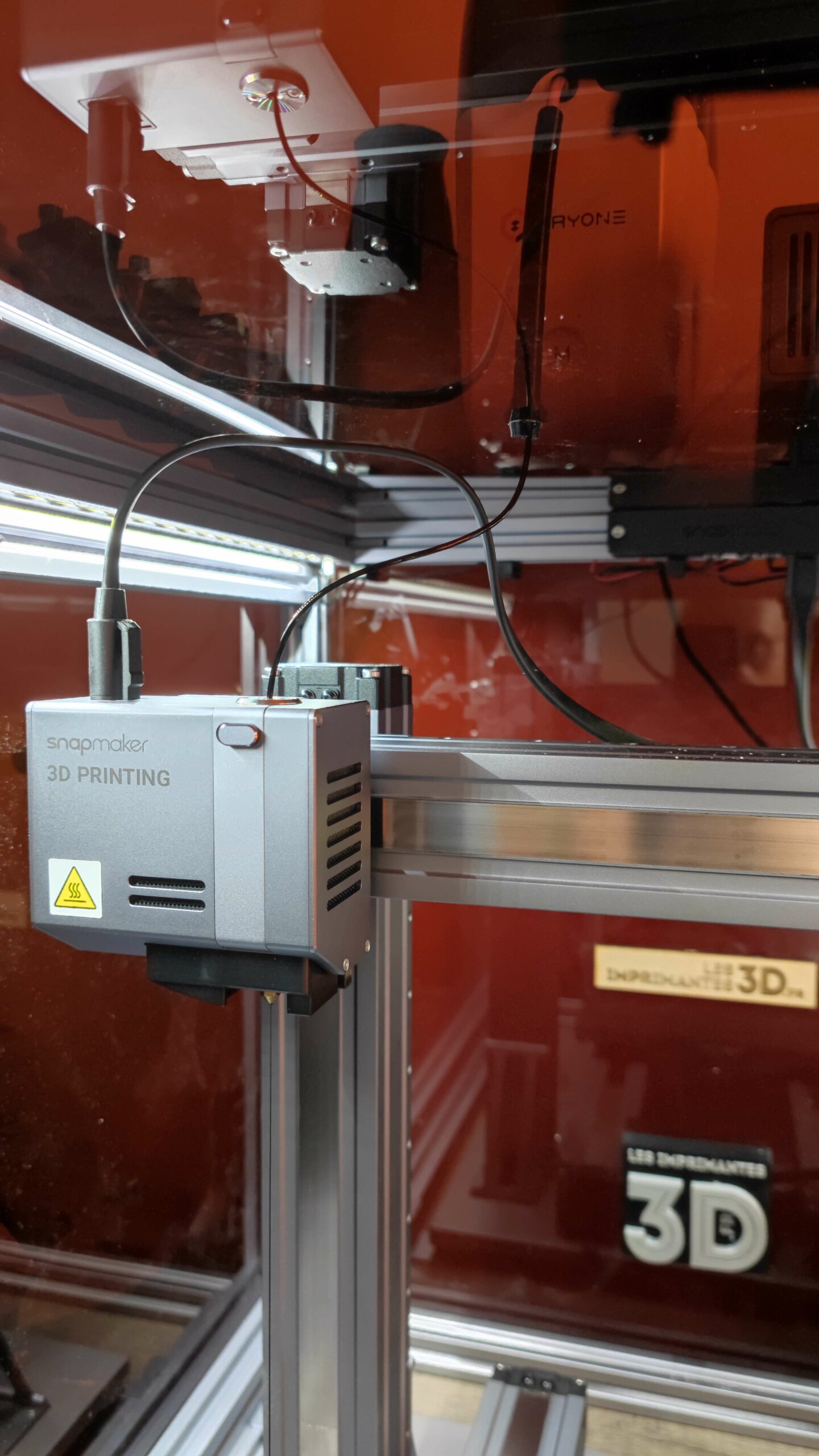
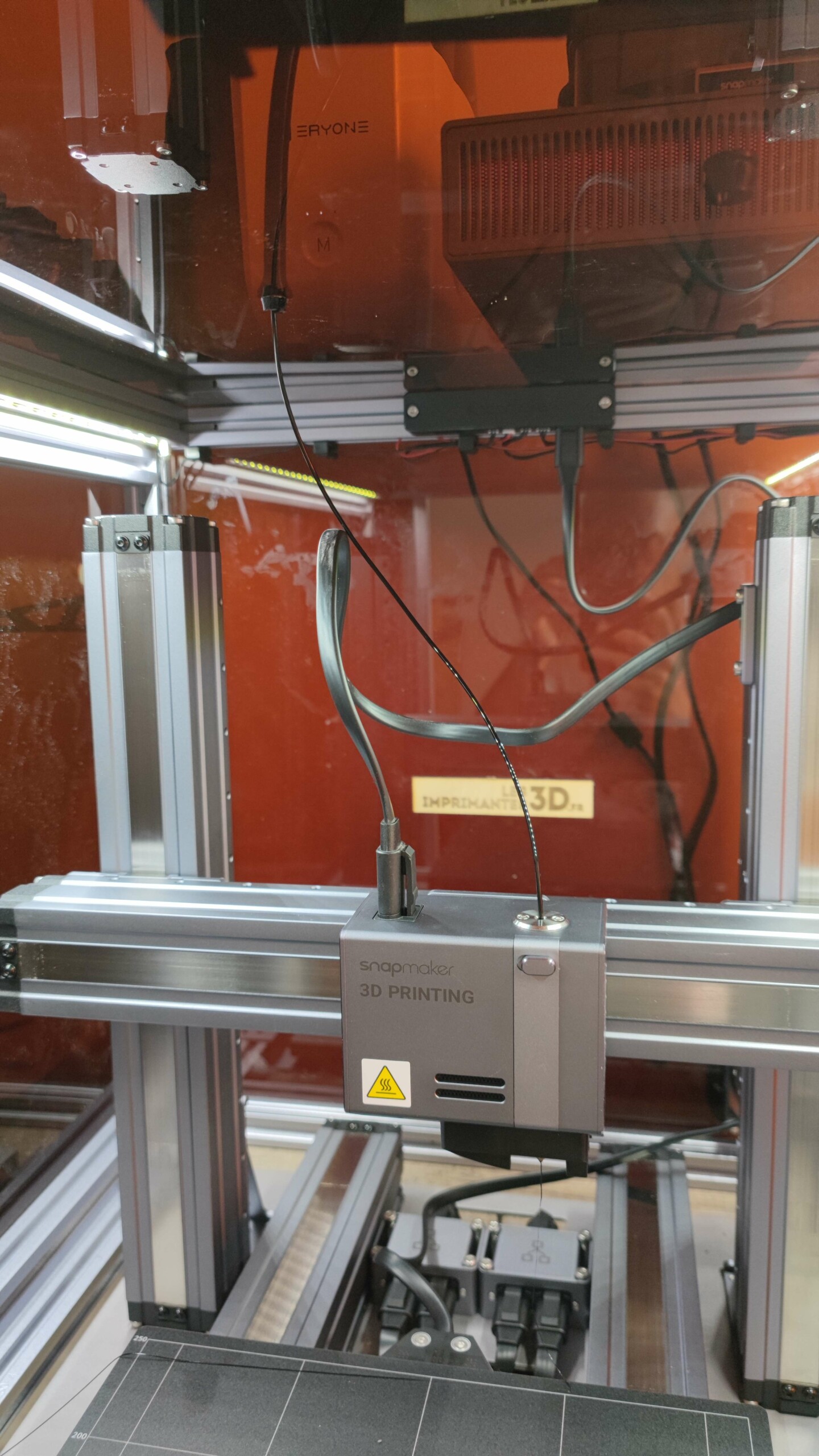
Pour l’impression 3D, vous aurez besoin d’installer le module grâce aux 4 vis sur l’axe Z. Je ne comprends pas pourquoi Snapmaker n’a pas choisi un système plus “plug and play”. Le changement de module à l’avenir va se compliquer suite l’ajout de l’enclosure.

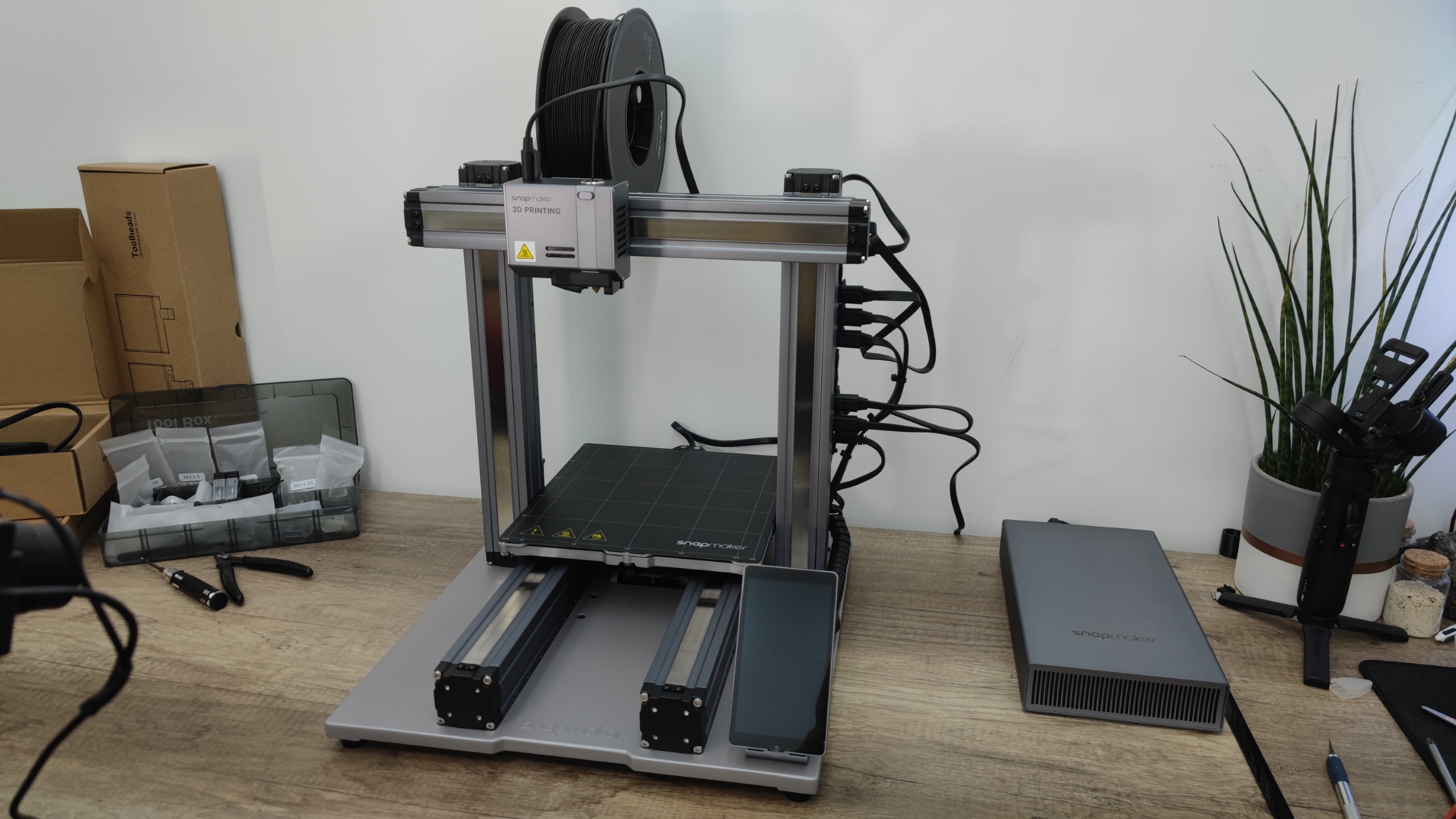
Il faudra aussi fixer le lit chauffant sur le support avec ses nombreuses vis et le brancher au “Can Bus” sur le côté de la machine. Le support de bobine est lui aussi à fixer, vous le retrouverez parmi tous les accessoires en aluminium.
L’emplacement de ce dernier est bien choisi, car le lit chauffant recule plus loin que la bobine n’encombre l’arrière de la machine.
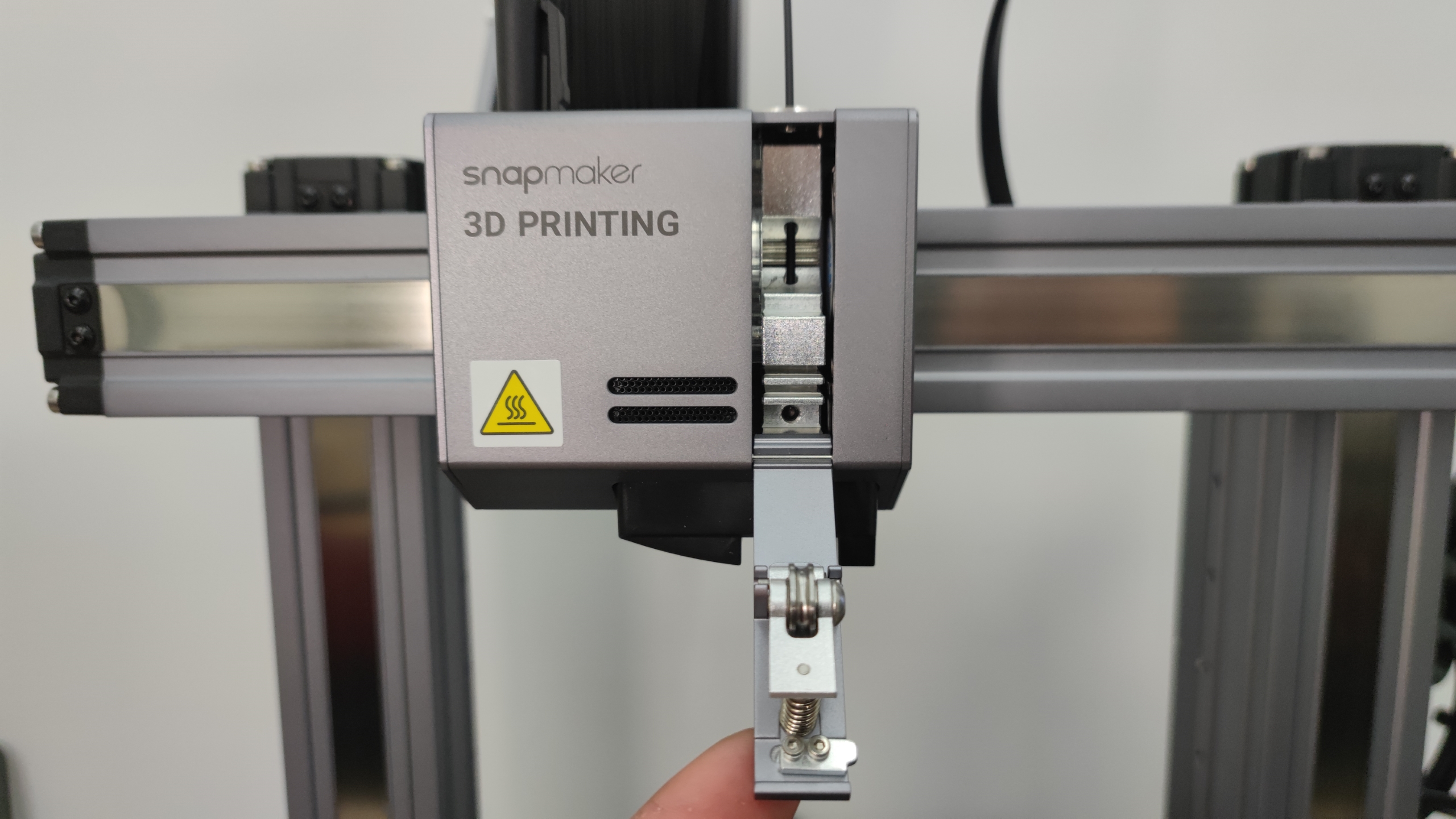
Le changement de filament se fait facilement et la tête d’impression en direct drive semble être de bonne qualité. Certains utilisateurs semblent avoir eu des difficultés avec cette roulette en alu qui a tendance à laisser les filaments souples comme le TPU se tordre dans le module. Ce n’a pas été mon cas.

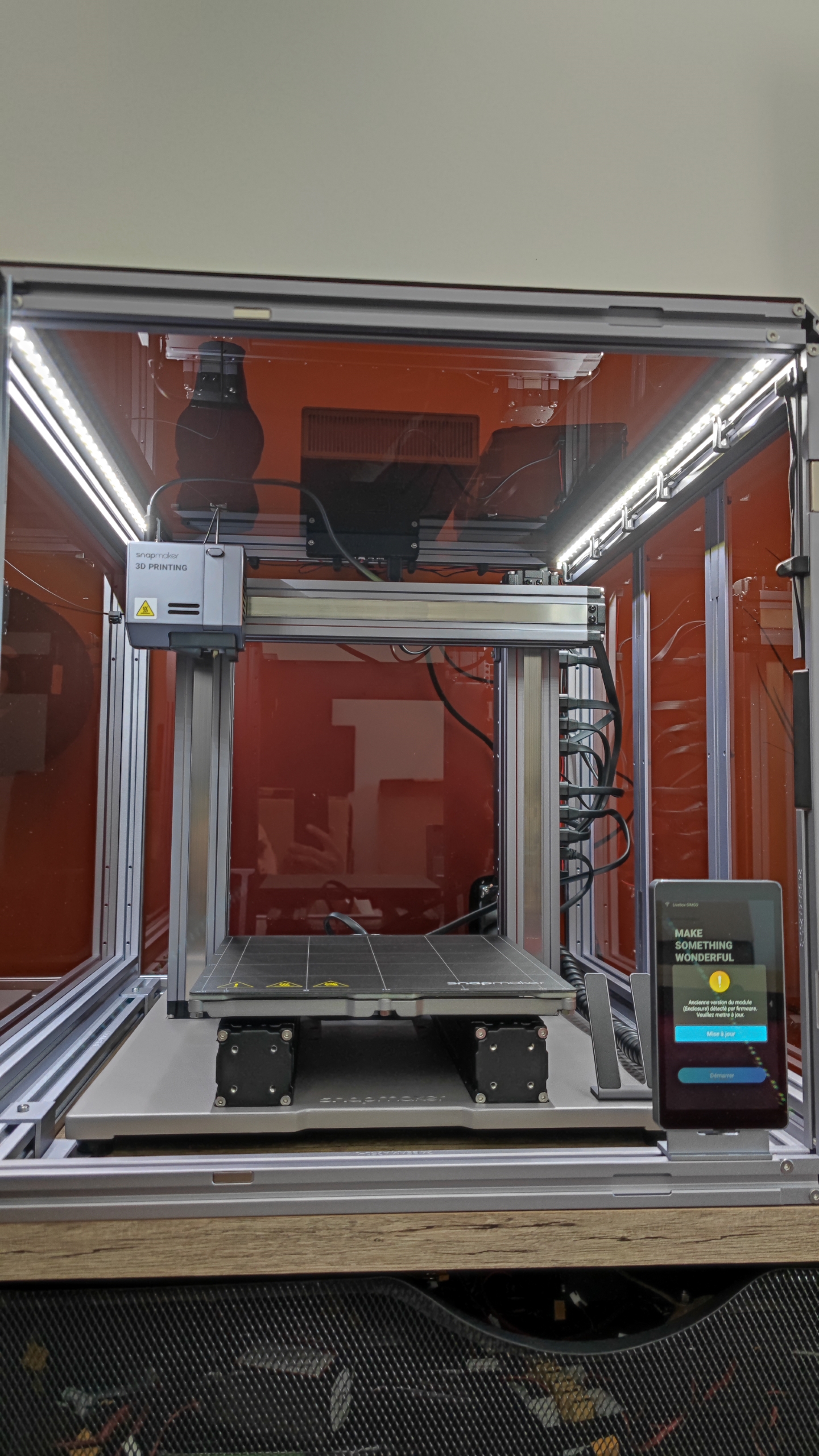
Mise en route de l’A250T
Une fois sous tension, la machine reconnait directement le module connecté. Vous êtes entièrement guidé pour mettre en service le module 3D. Connexion au réseau WiFi, mise à jour de la machine et du module, calibrage automatique de la hauteur du lit chauffant (j’ai pu remarquer que le lit n’était pas chauffé pendant cette étape…). Pour finir, vous devrez, à l’aide de la carte de calibrage, régler le Z offset. Simple et efficace.
Impression de test en PLA
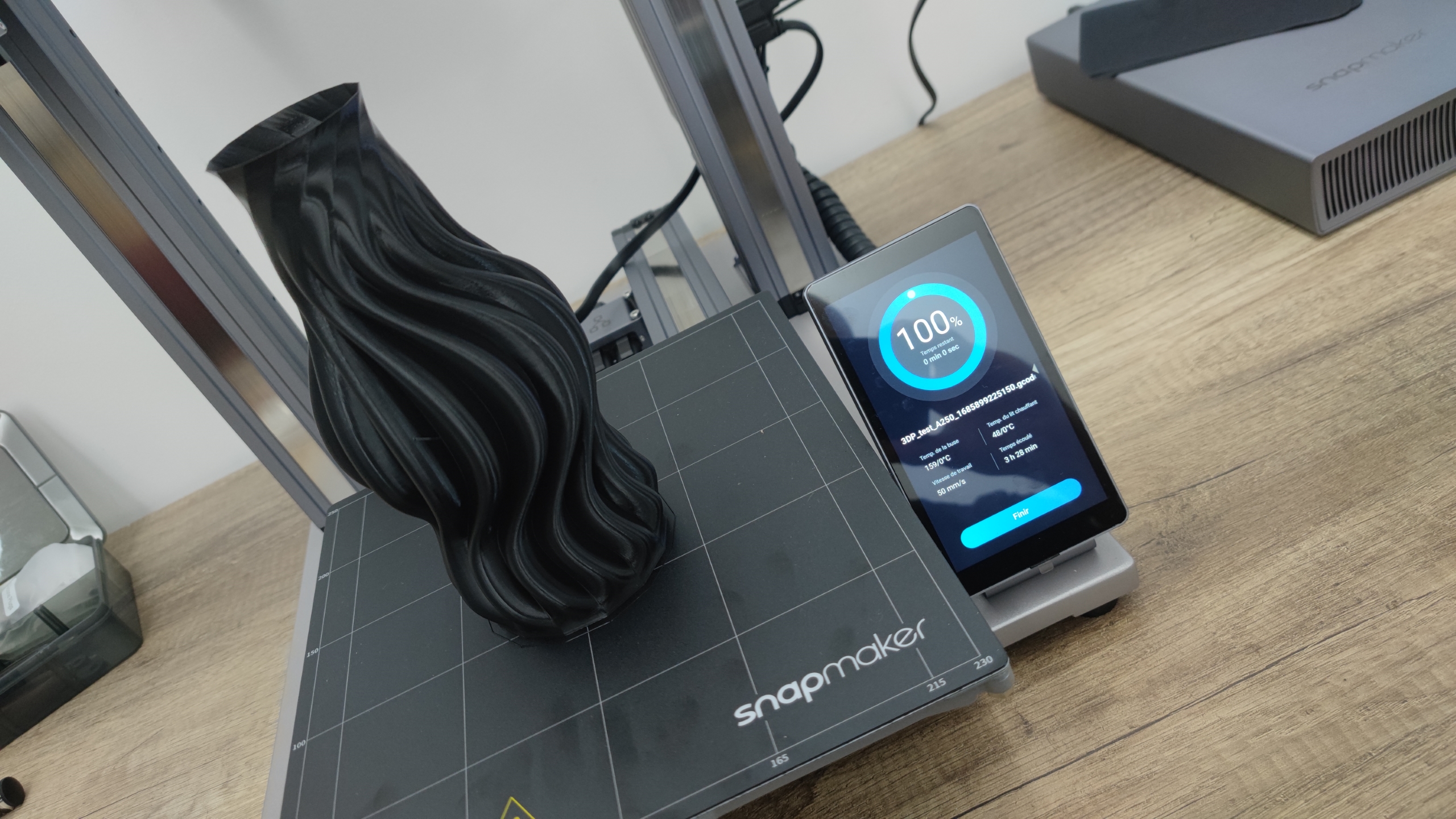
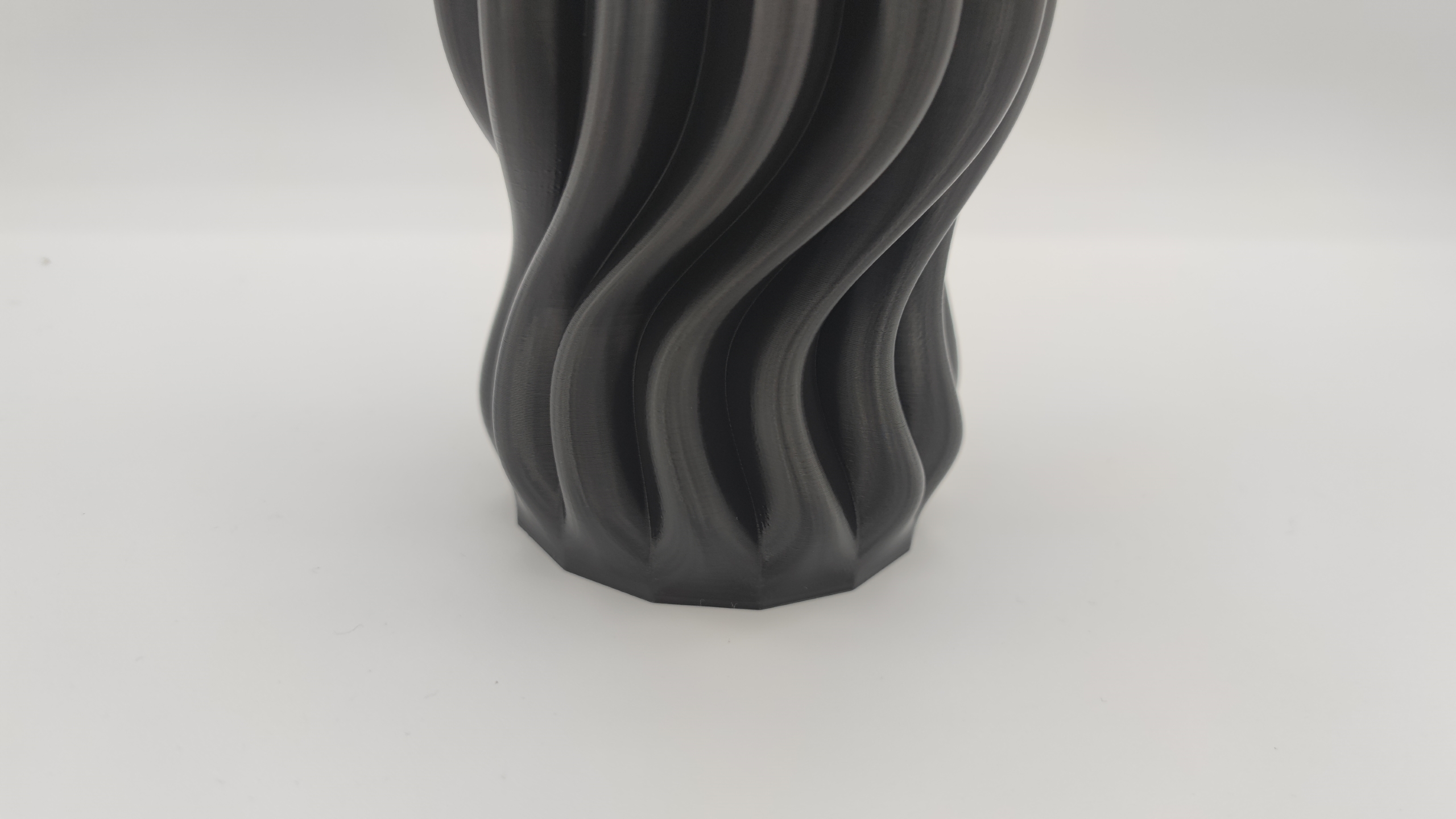
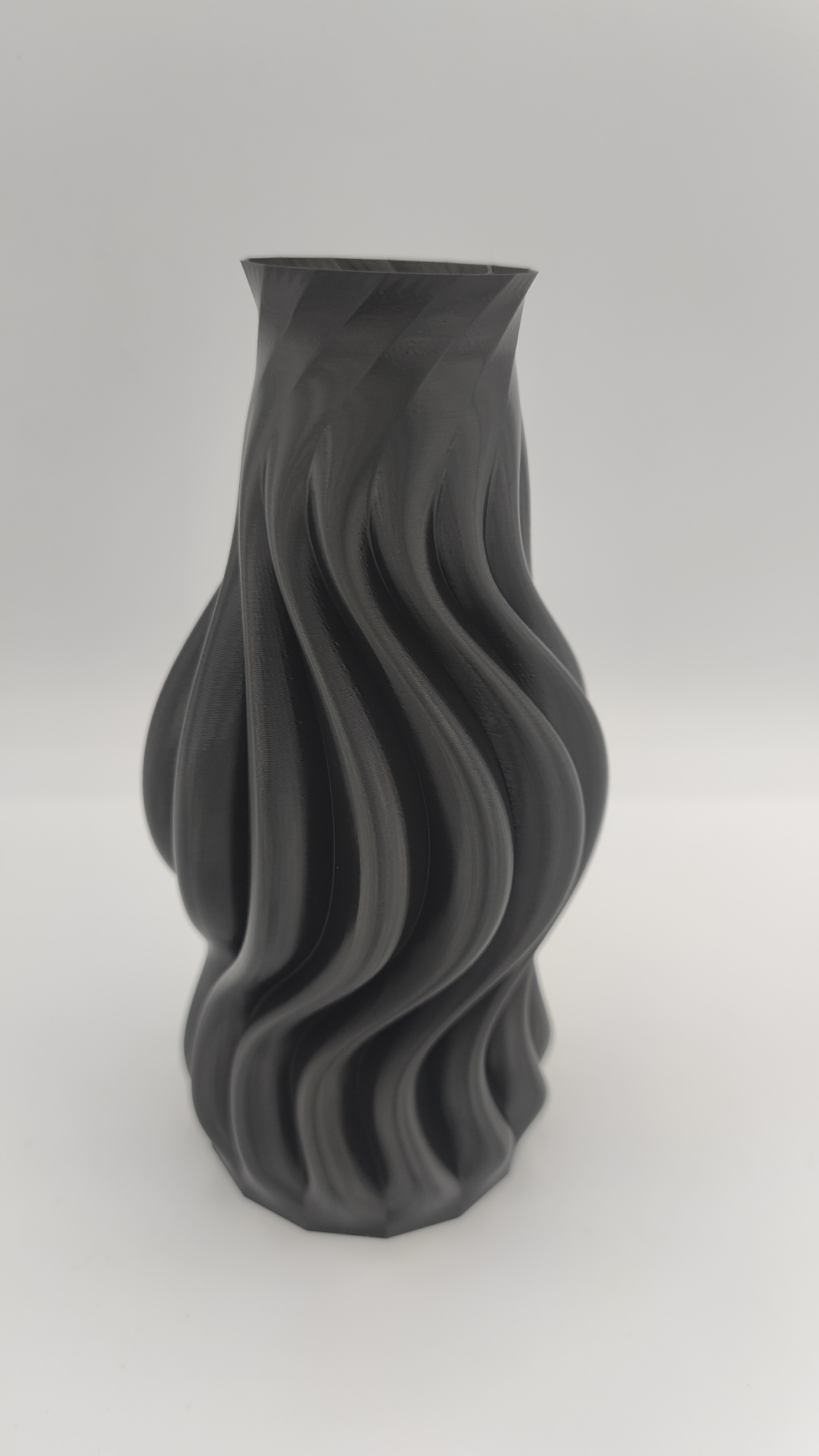
On passe rapidement au premier print préréglé dans Luban, le logiciel Snapmaker que nous détaillerons plus tard. Un vase avec le PLA fourni, en vitesse normale pour 3h30 d’impression (pourtant à 20mm/s). On remarque le ventilateur de l’alimentation est plus bruyant que la machine elle-même avec le module 3D.
Le lit met un peu de temps à chauffer, plus longtemps que la buse (rien d’affolant malgré tout).
La première couche est très propre et le reste du vase aussi. C’est donc un premier print très concluant !



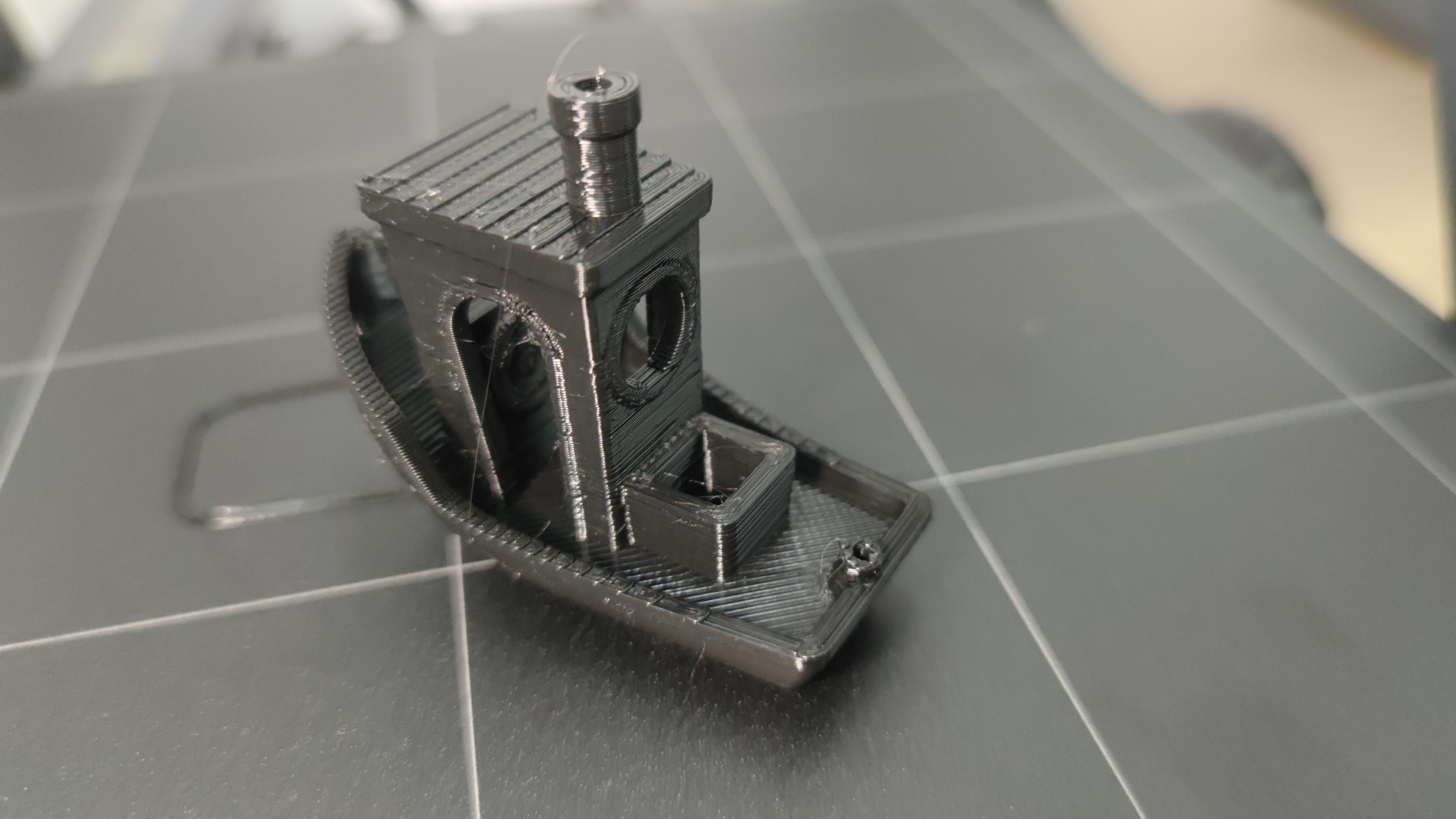
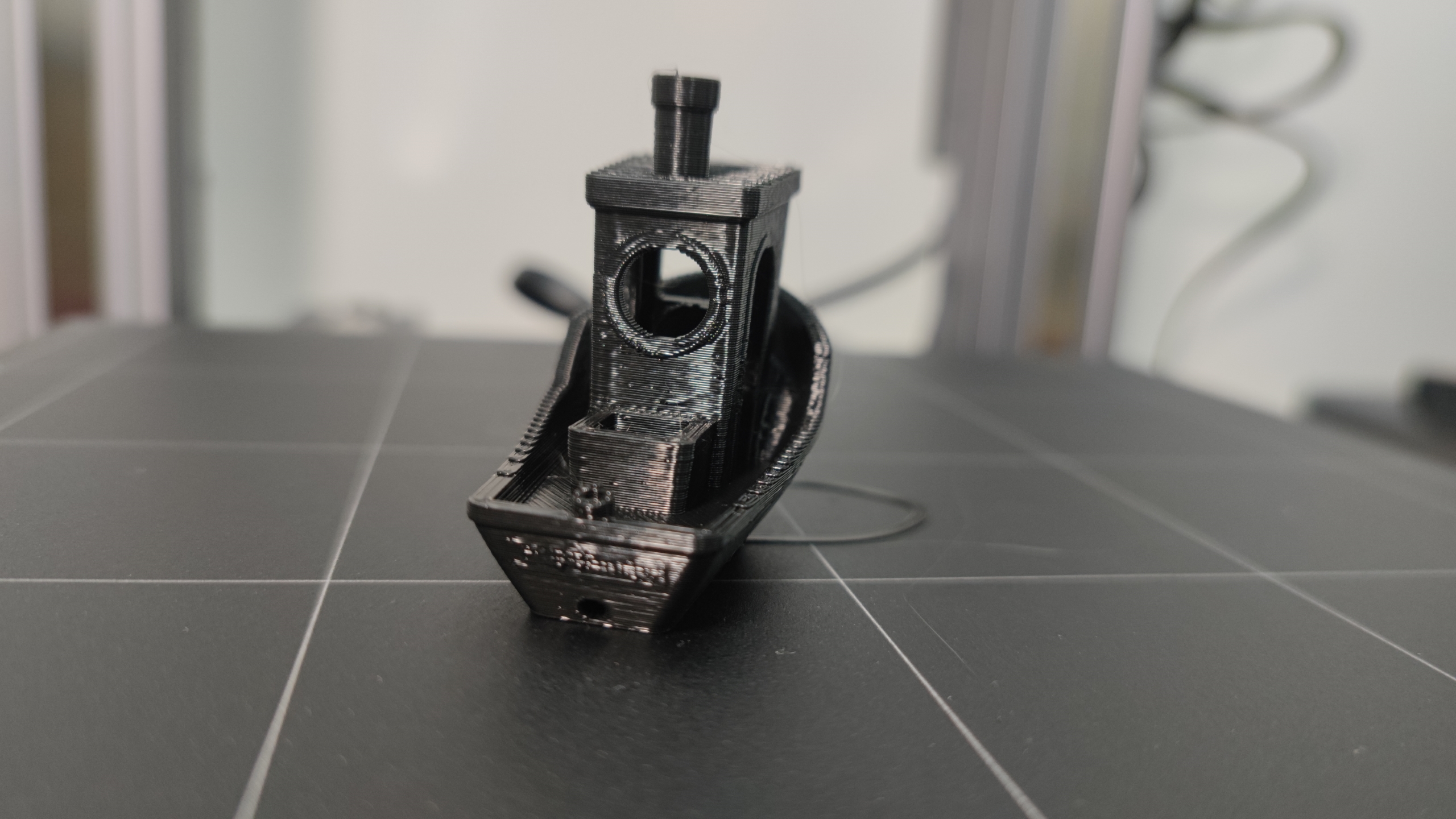
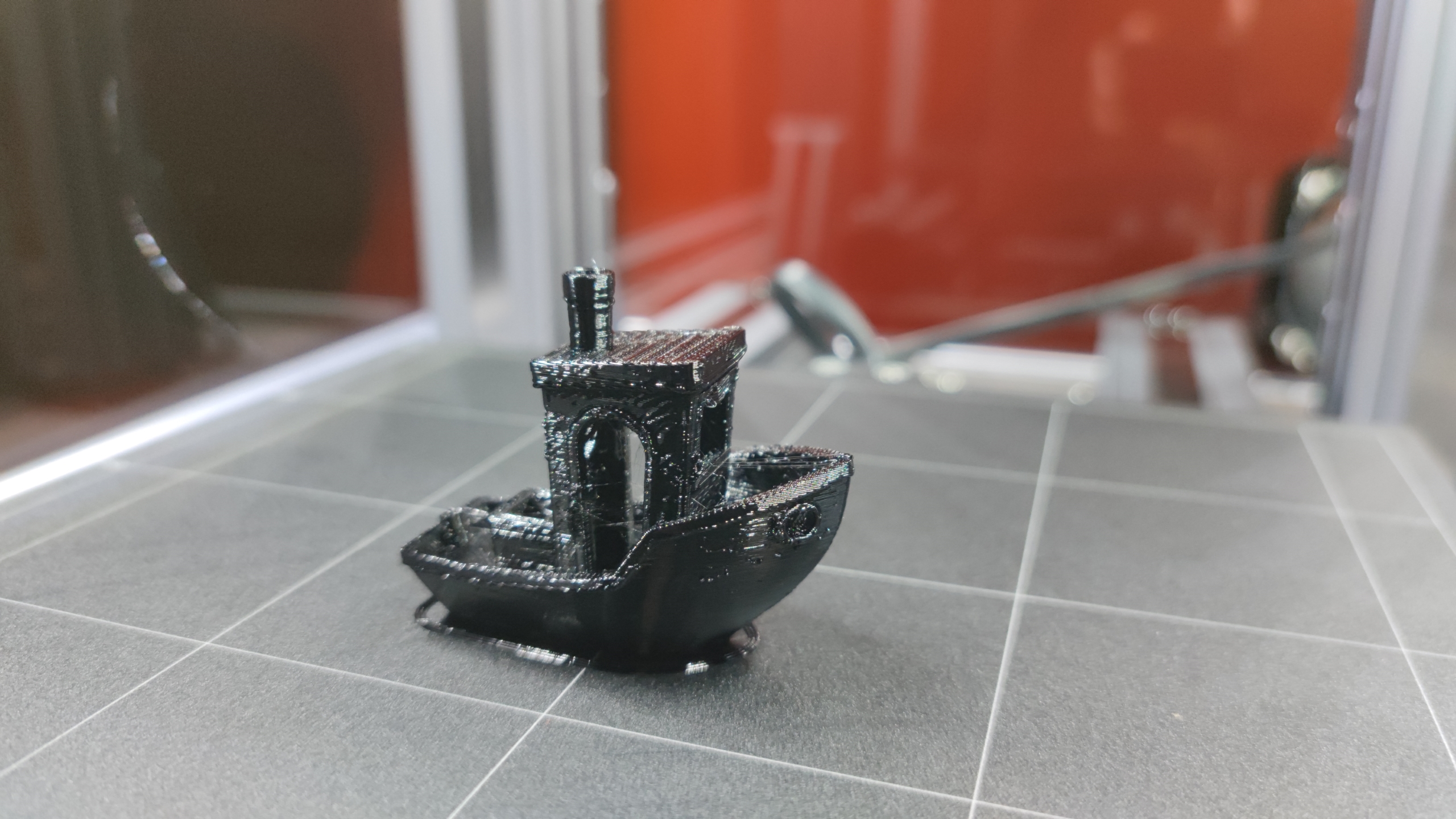
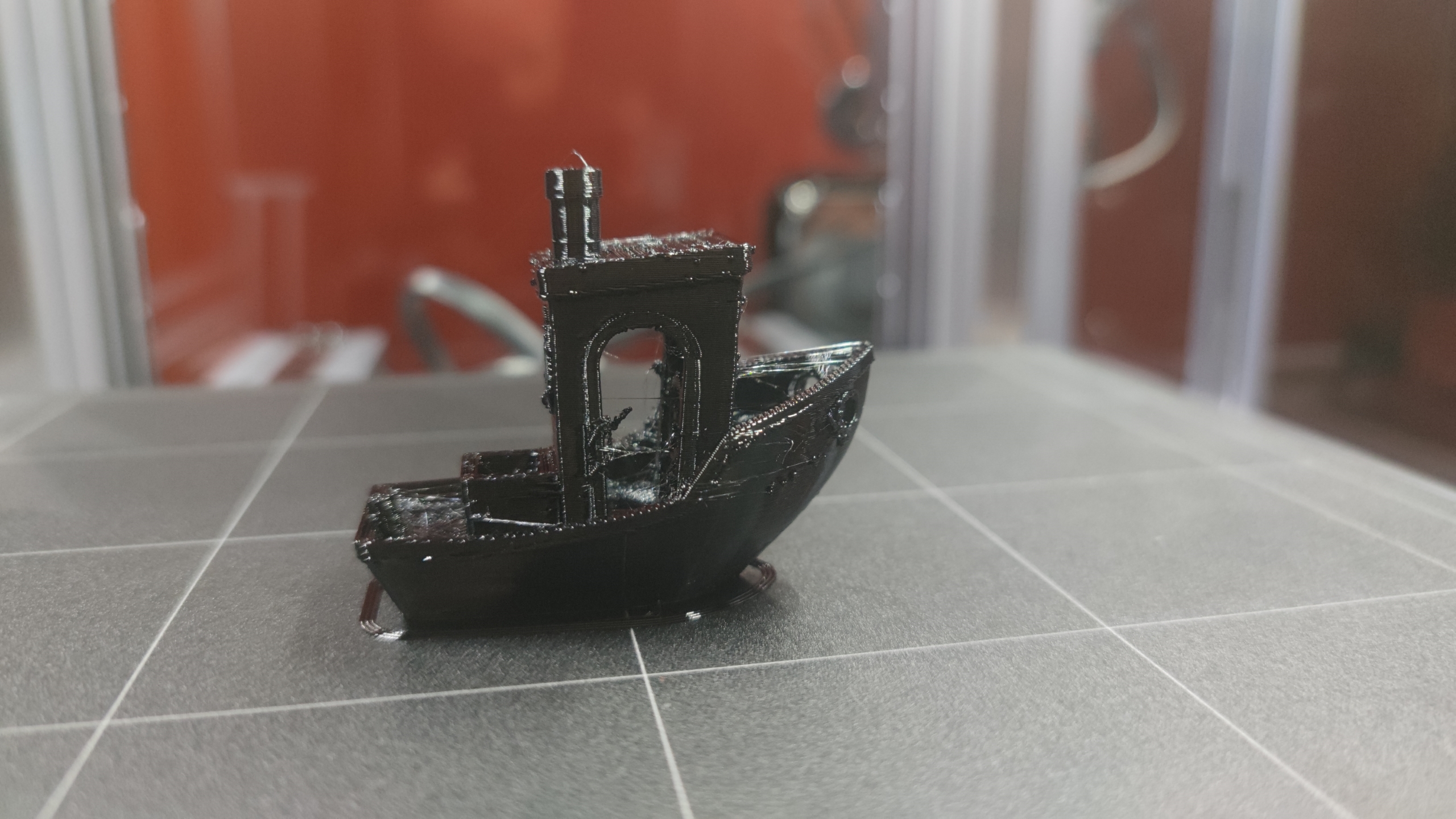
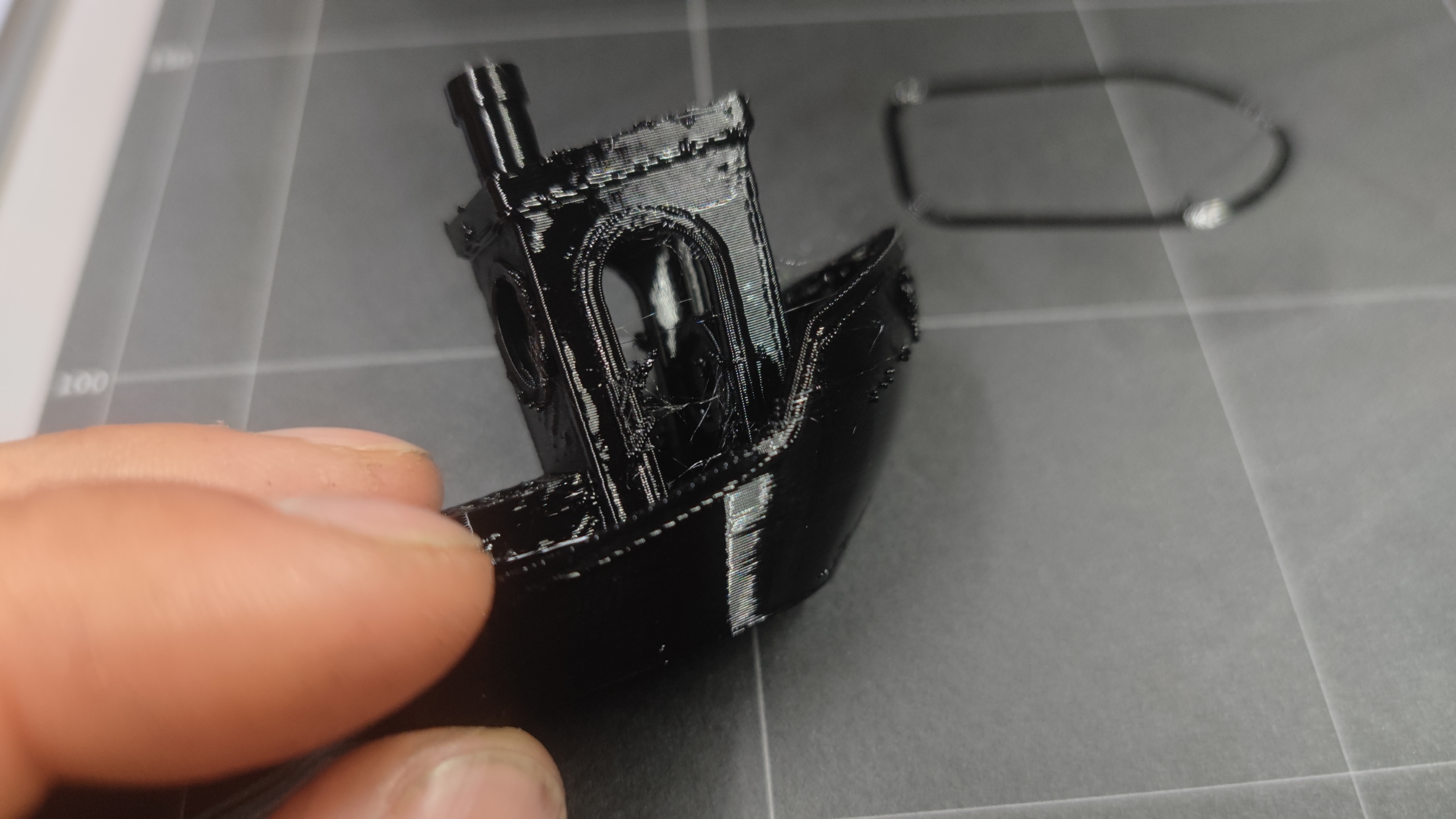
J’ai ensuite continué les tests avec un Benchy en PLA. Comme le vase, il sort très propre, avec malgré tout quelques défauts, peut-être que la température était un peu trop haute.






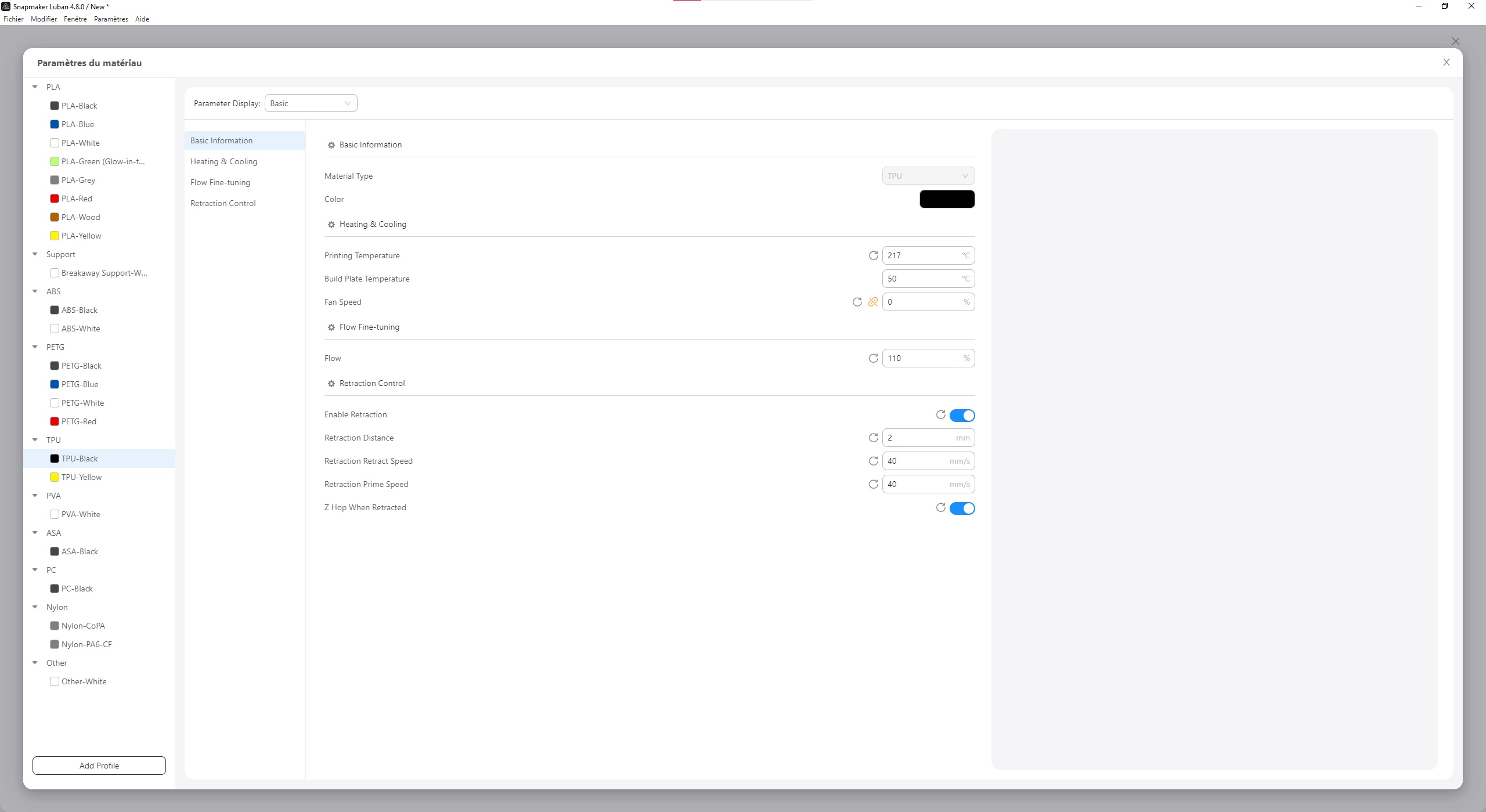
Essais en TPU
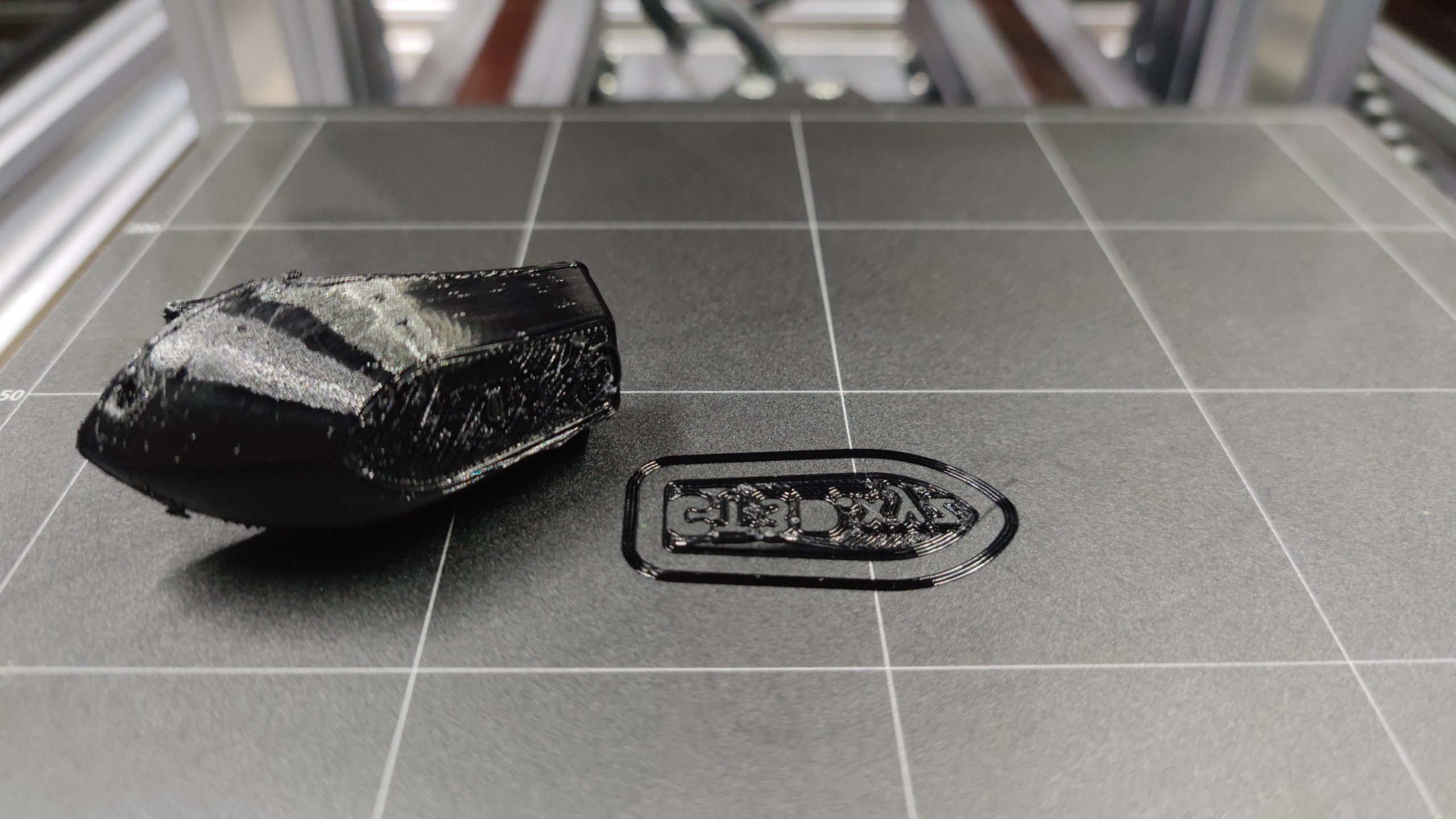
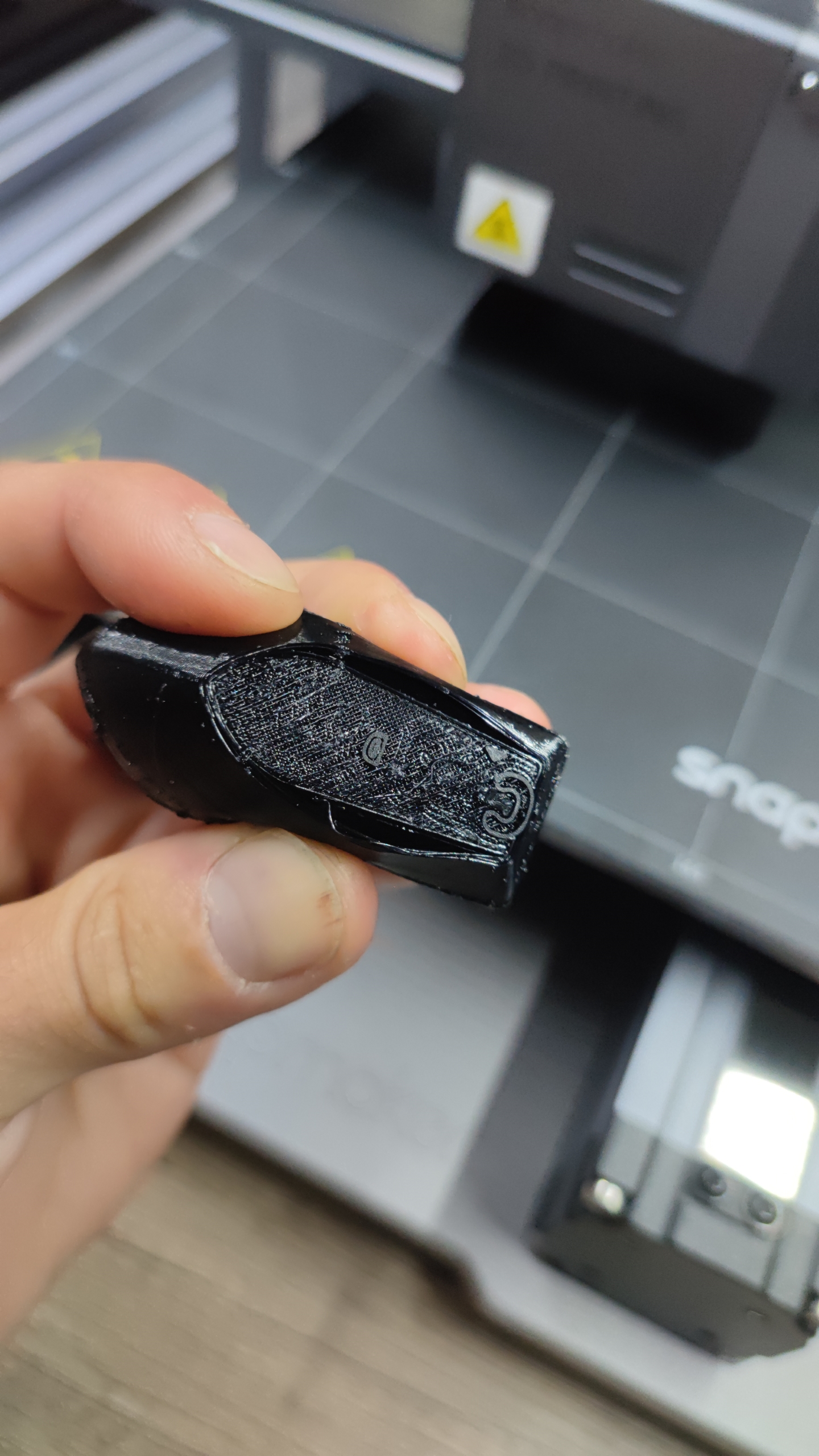
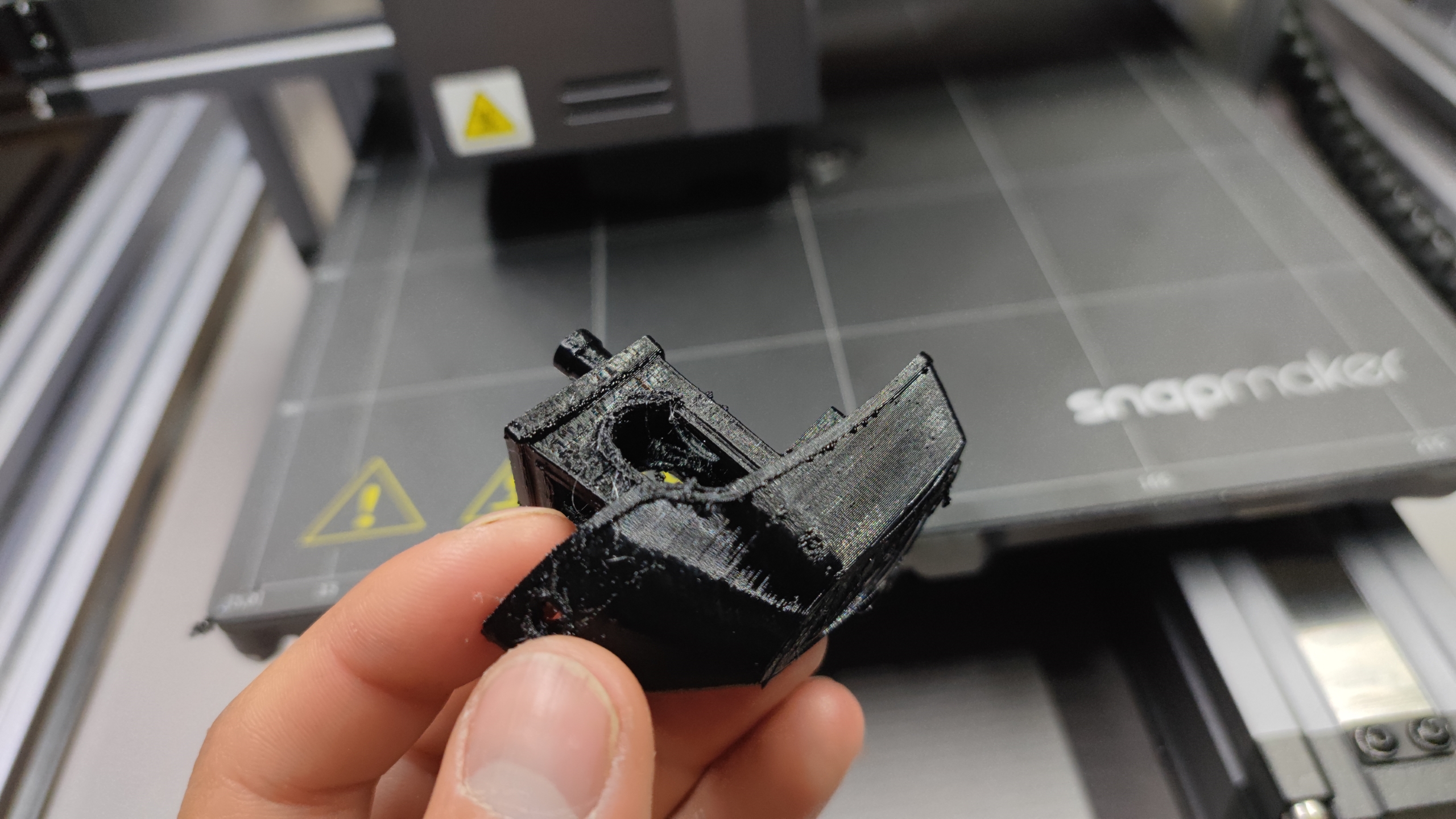
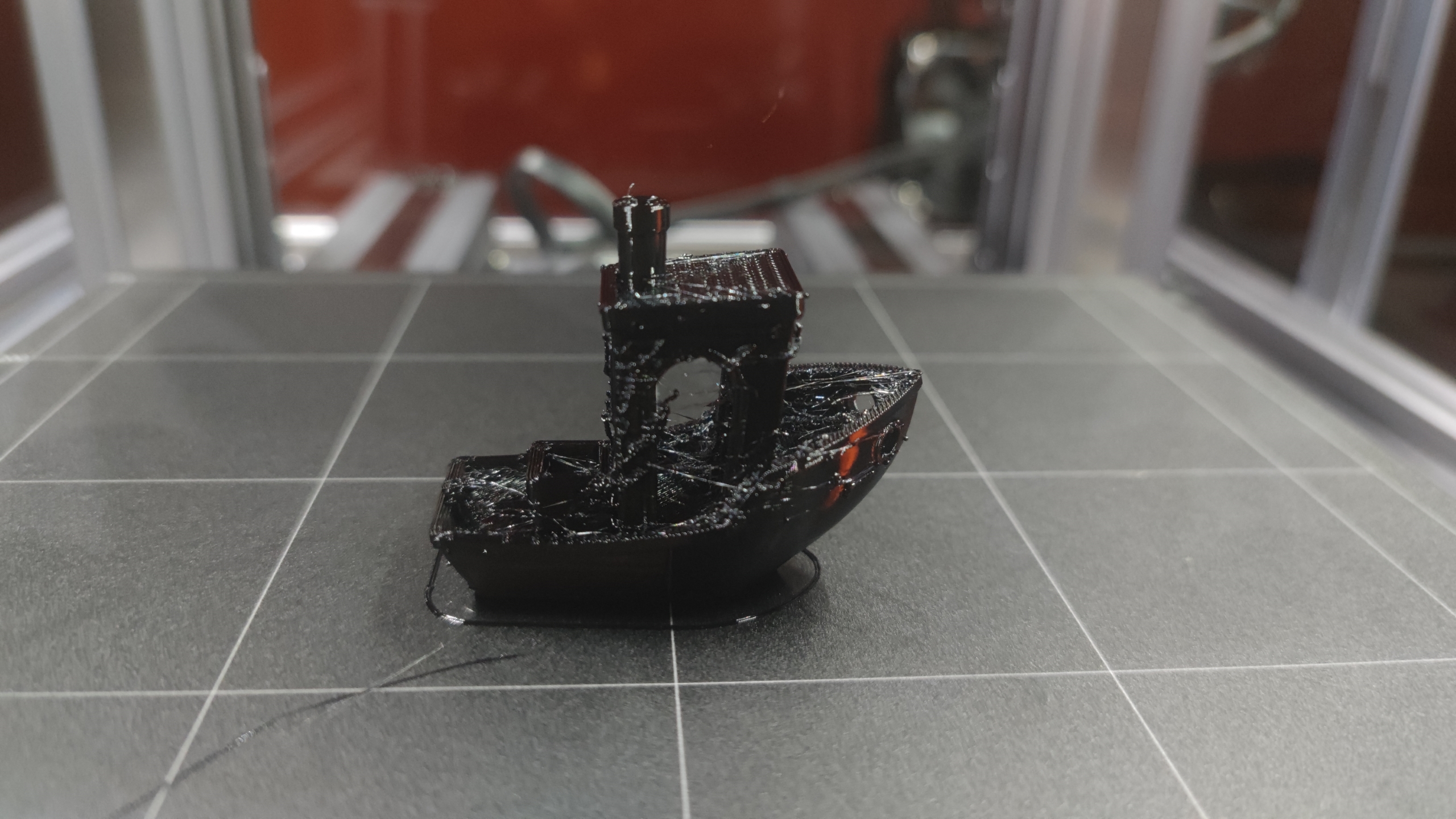
Les premiers essais étant concluants, on passe sur du TPU de marque Saintsmart qui traine chez moi depuis un moment. J’ai essayé avec de nombreux réglages, tous étaient de plus en plus catastrophiques. J’ai fini par comprendre que mon filament était un peu humide… Je vous mets malgré tout des photos de ce qu’un mauvais filament peut faire comme carnage.


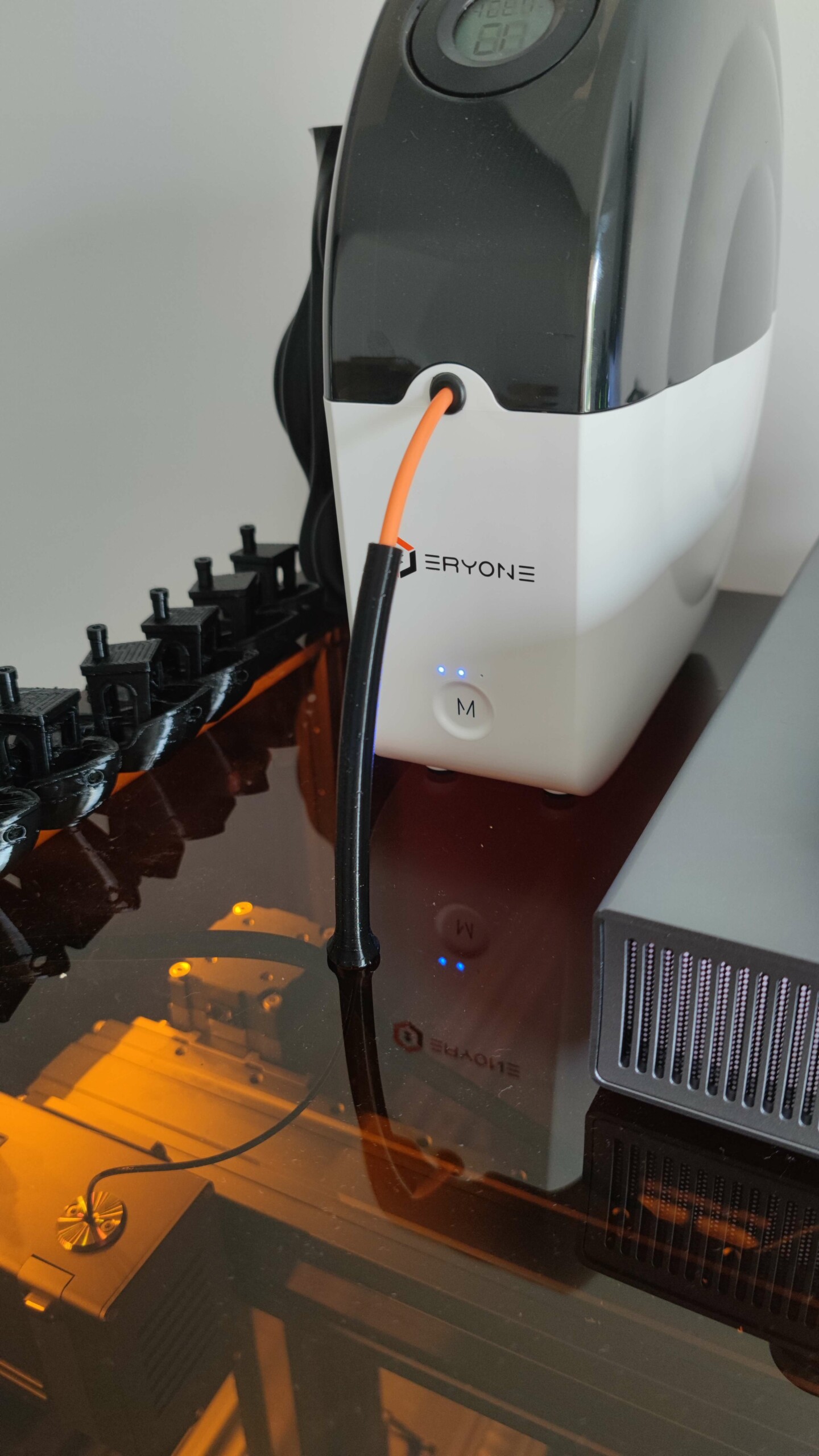
J’ai donc investi dans une DryBox Eryone trouvée sur Amazon tandis que Motard Geek a de son côté souhaité tester les solutions Eibos. J’en ai profité pour monter l’enclosure et faire un petit mod (voici le STL) qui m’a permis de poser la box sur le toit de la machine, le tout avec un petit guide imprimé en TPU, après avoir séché mon TPU correctement grâce à cette DryBox !

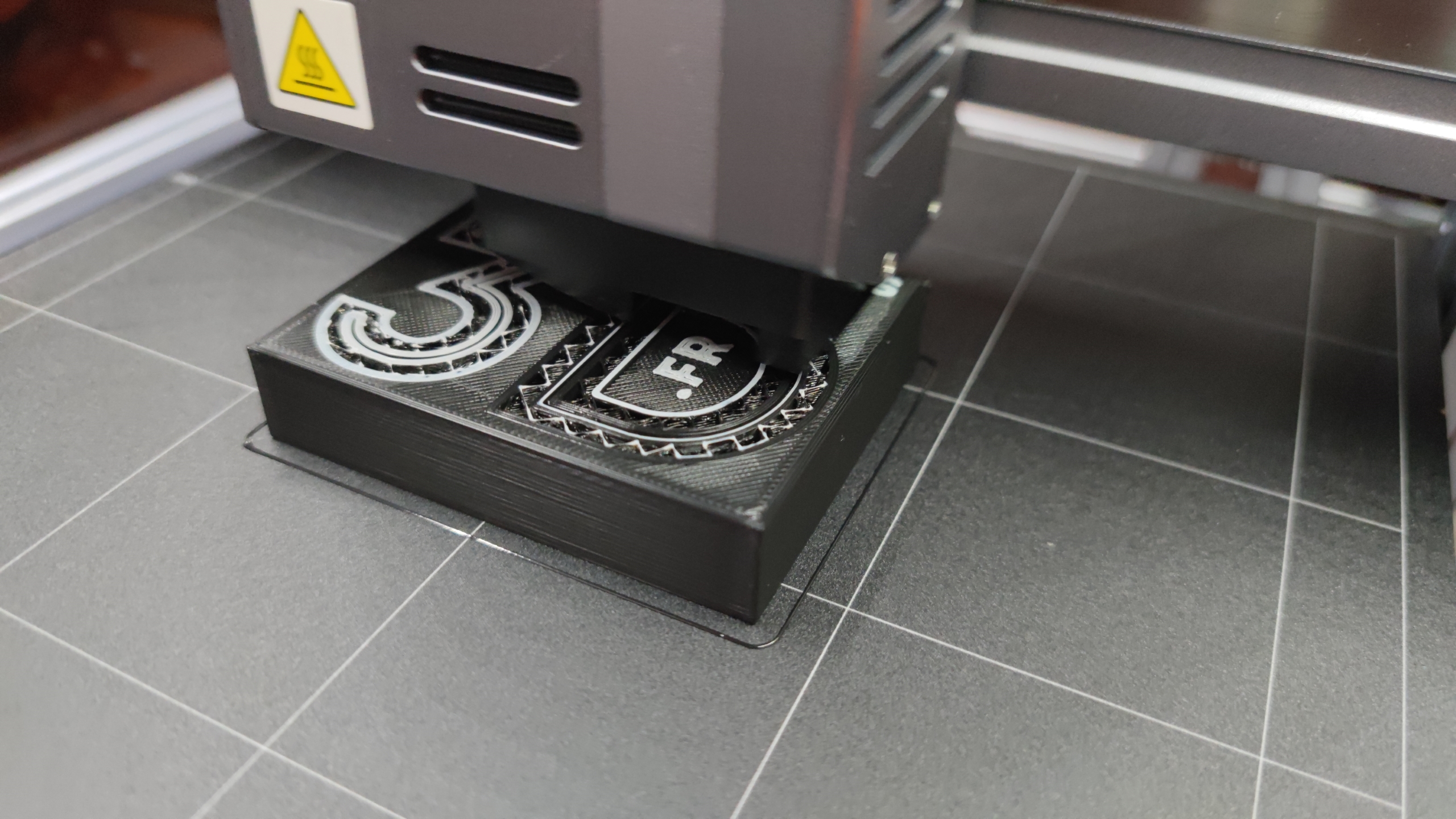
Pour finir sur l’impression 3D, c’est un beau Li3D.fr en PLA, avec deux couleurs. Les finitions ne sont pas mauvaises, sauf pour mon PLA gris qui n’a visiblement pas été assez séché.



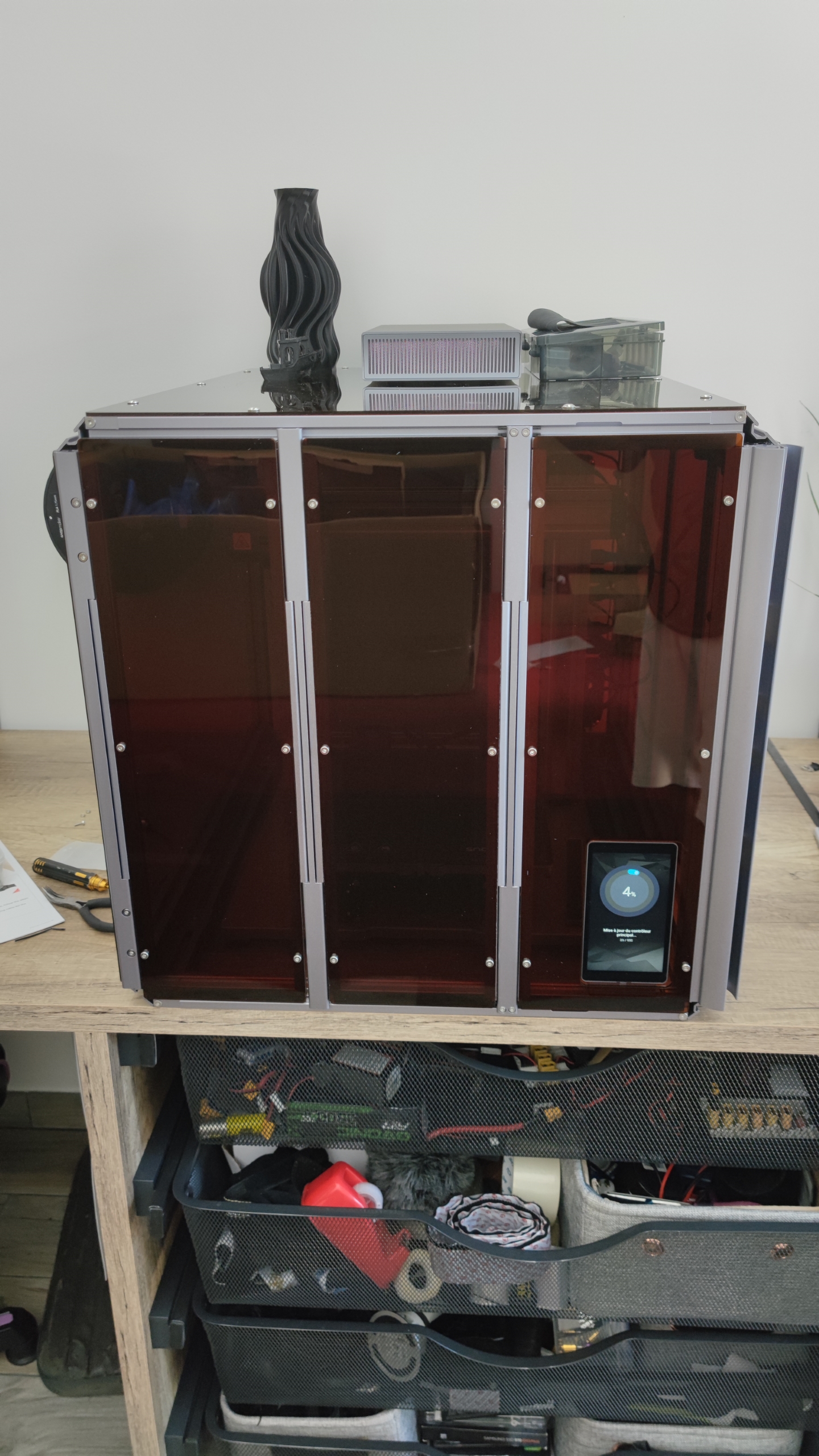
Montage de l’enclosure pour A250T
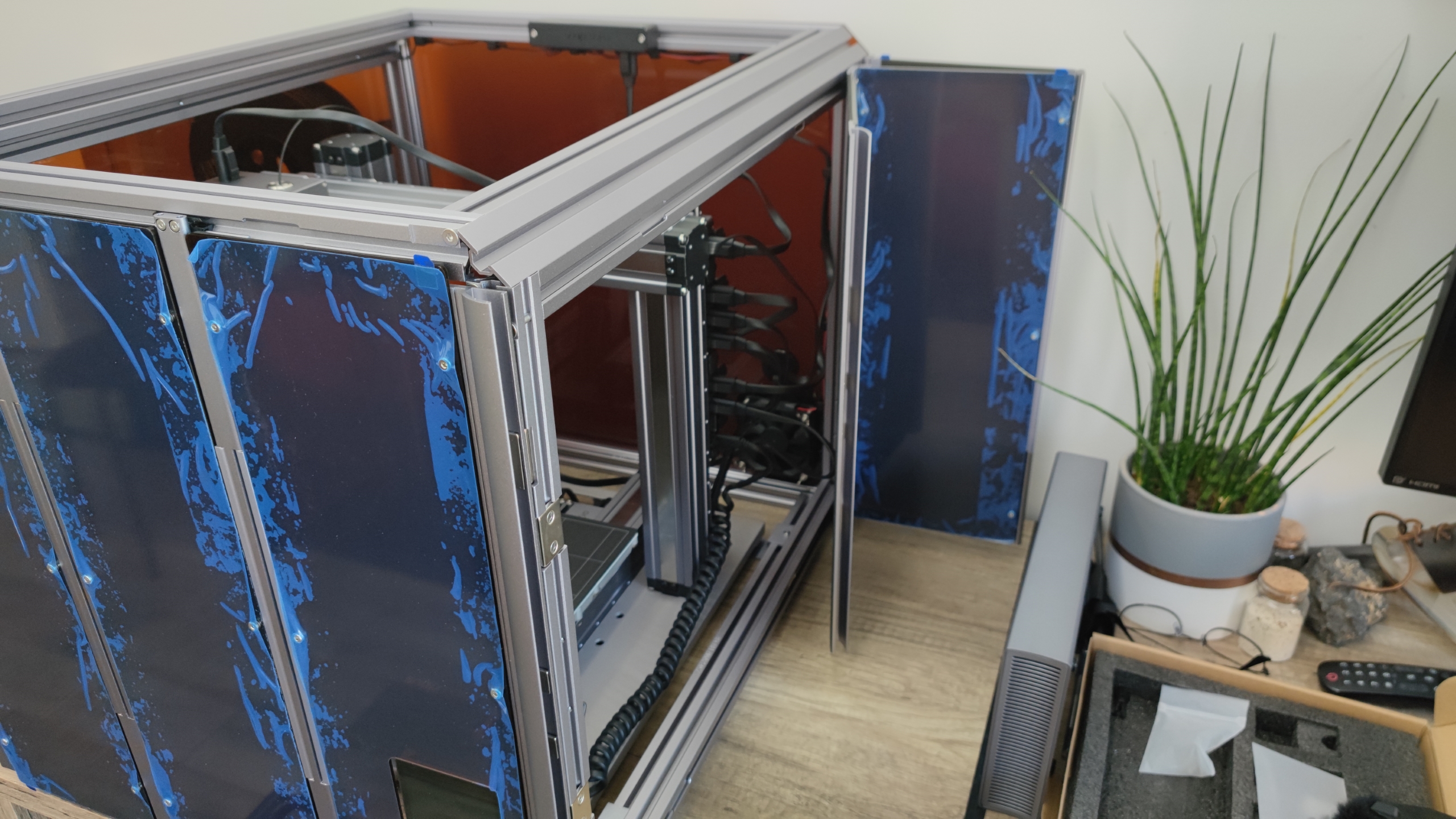
Fortement recommandé avant d’utiliser le module CNC ou laser, le montage est aussi simple et guidé par les manuels fournis. On remarque que la qualité ne change pas ! Un hub est prévu sur le dessus de l’enclosure, les leds sont bien intégrées dans les montants en aluminium.
Les portes sont sur glissières et aimantées en bout pour matérialiser la fermeture. Les aimants servent également à la détection de porte ouverte. Après avoir connecté votre caisson à la machine, ce dernier est automatiquement détecté et la sécurité de “porte ouverte” ainsi que le contrôle du ventilateur ou des LEDs est ajouté au logiciel Luban (ou depuis l’écran de la machine).
Le caisson aussi a besoin de mise à jour, donc veilliez à bien avoir encore accès à votre réseau Wi-Fi.



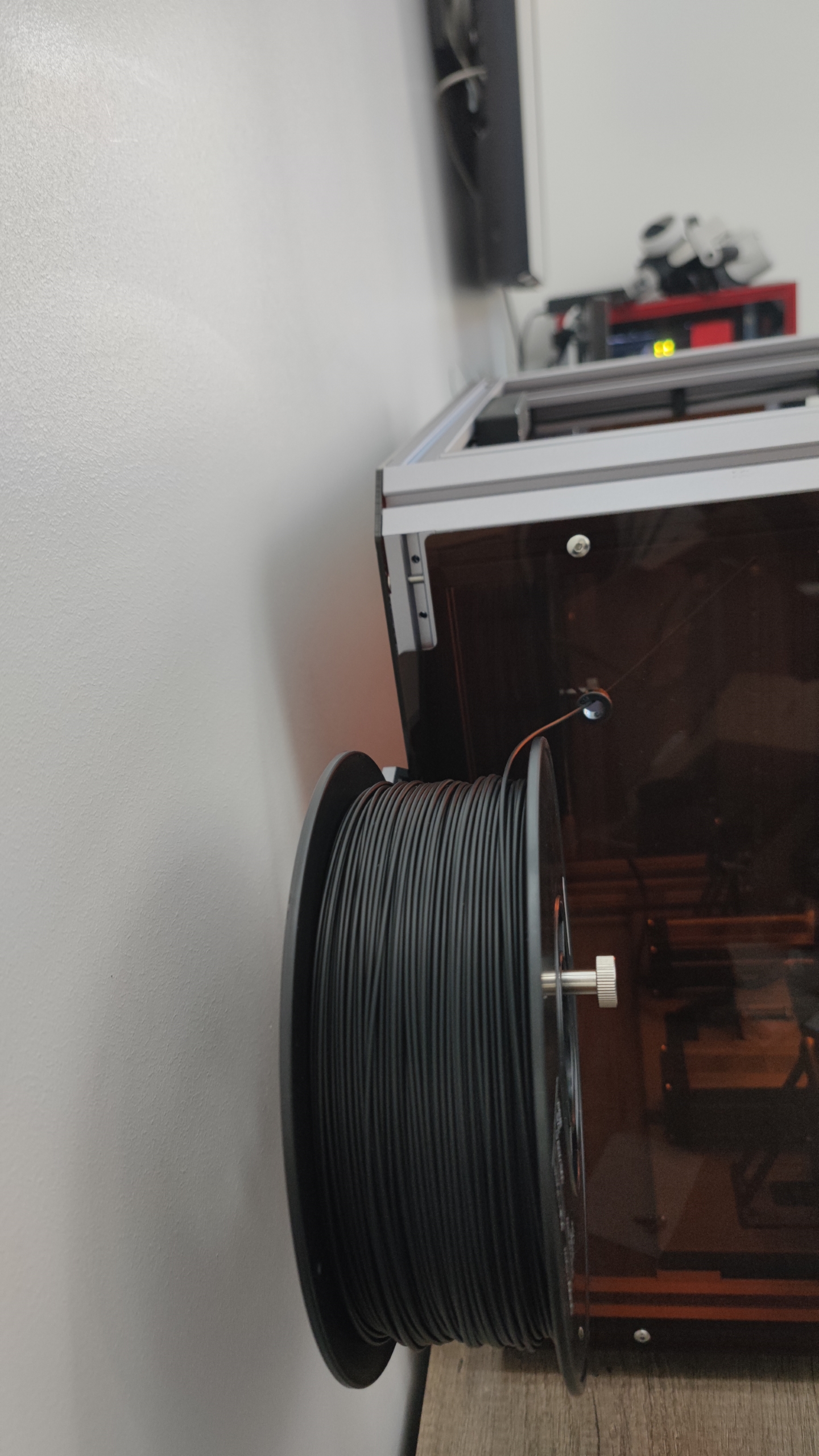

J’ai assemblé l’enclosure avant les premiers essais en TPU, c’est pourquoi vous ne voyez pas encore la DryBox. Vous voyez également qu’au début, j’ai dû adapter l’emplacement du support de bobine qui venait ajouter entre 10 et 20 cm à l’arrière de la machine que je n’avais pas sur mon bureau.
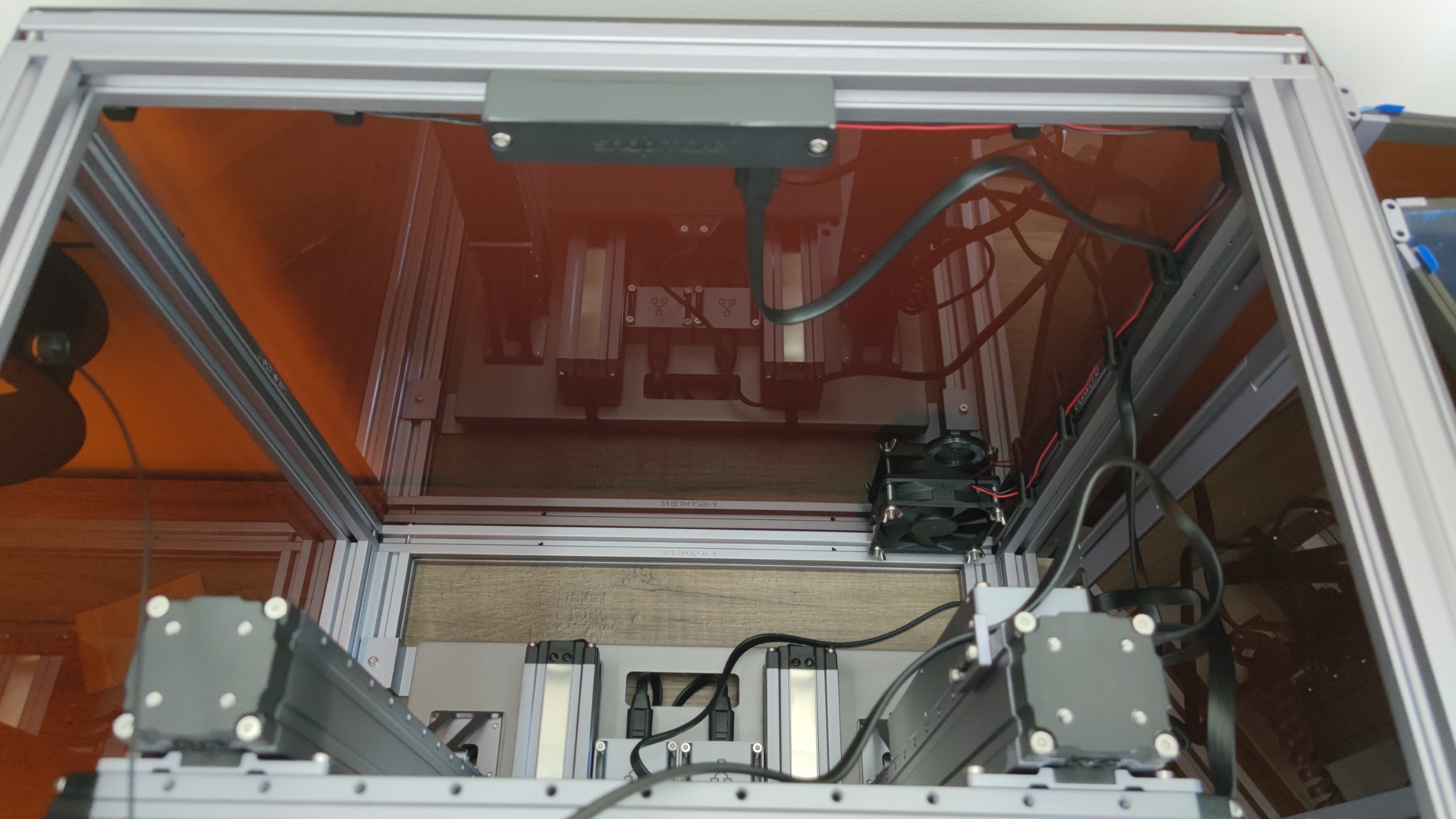
Aussi, la ventilation sur l’arrière de la machine n’est vraiment pas un bon choix (pour ma configuration), je déplacerai ce dernier sur le dessus à l’avenir pour pouvoir ajouter ensuite le kit de filtration. Actuellement, le ventilateur est collé à mon mur et donc inutilisable.
Mise en route du module Laser
C’est là que l’on se rend compte du luxe de la Artisan avec ses modules clipsables (quick swap). Il est difficile de changer le module une fois le caisson installé sur la machine.
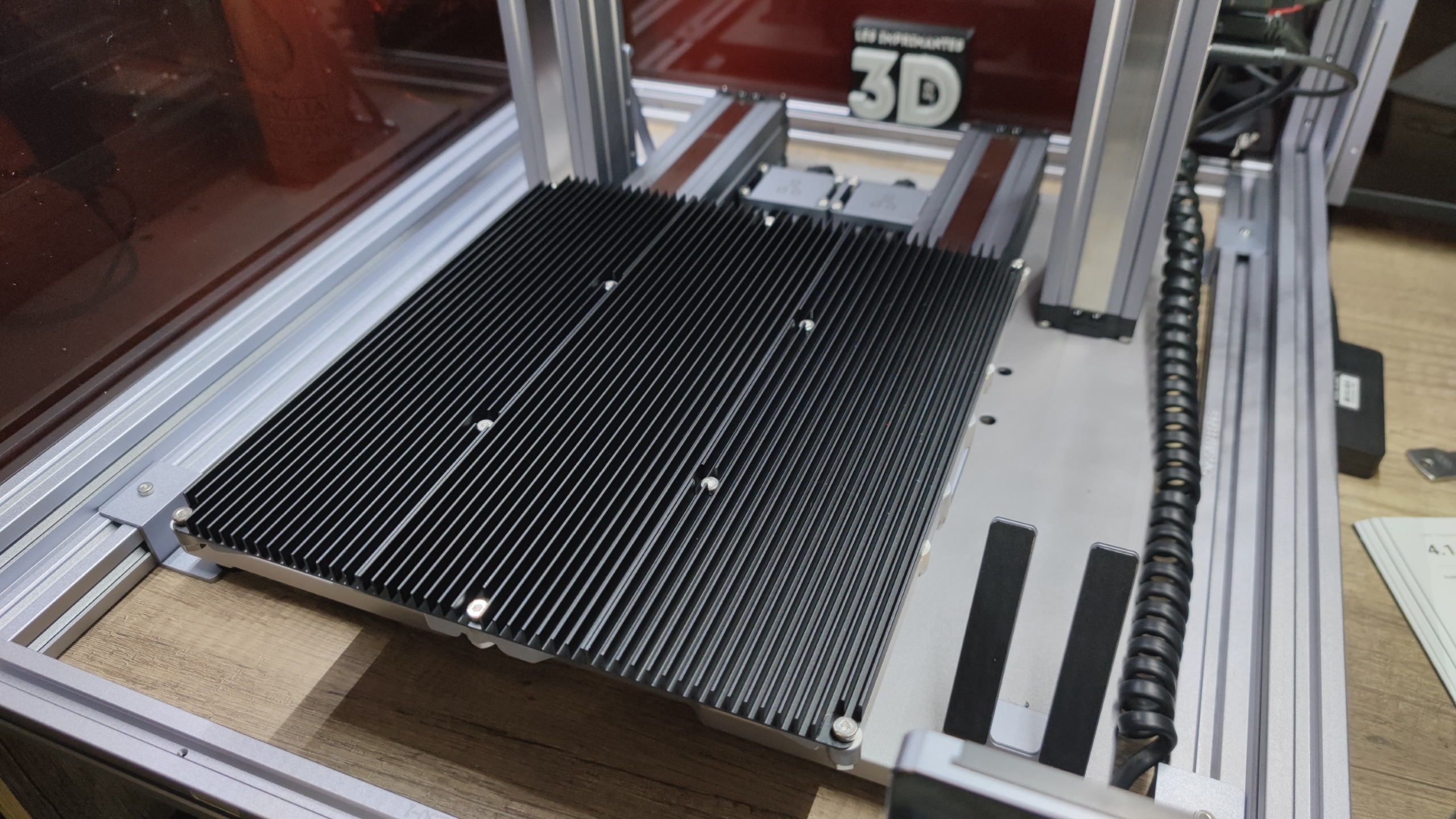
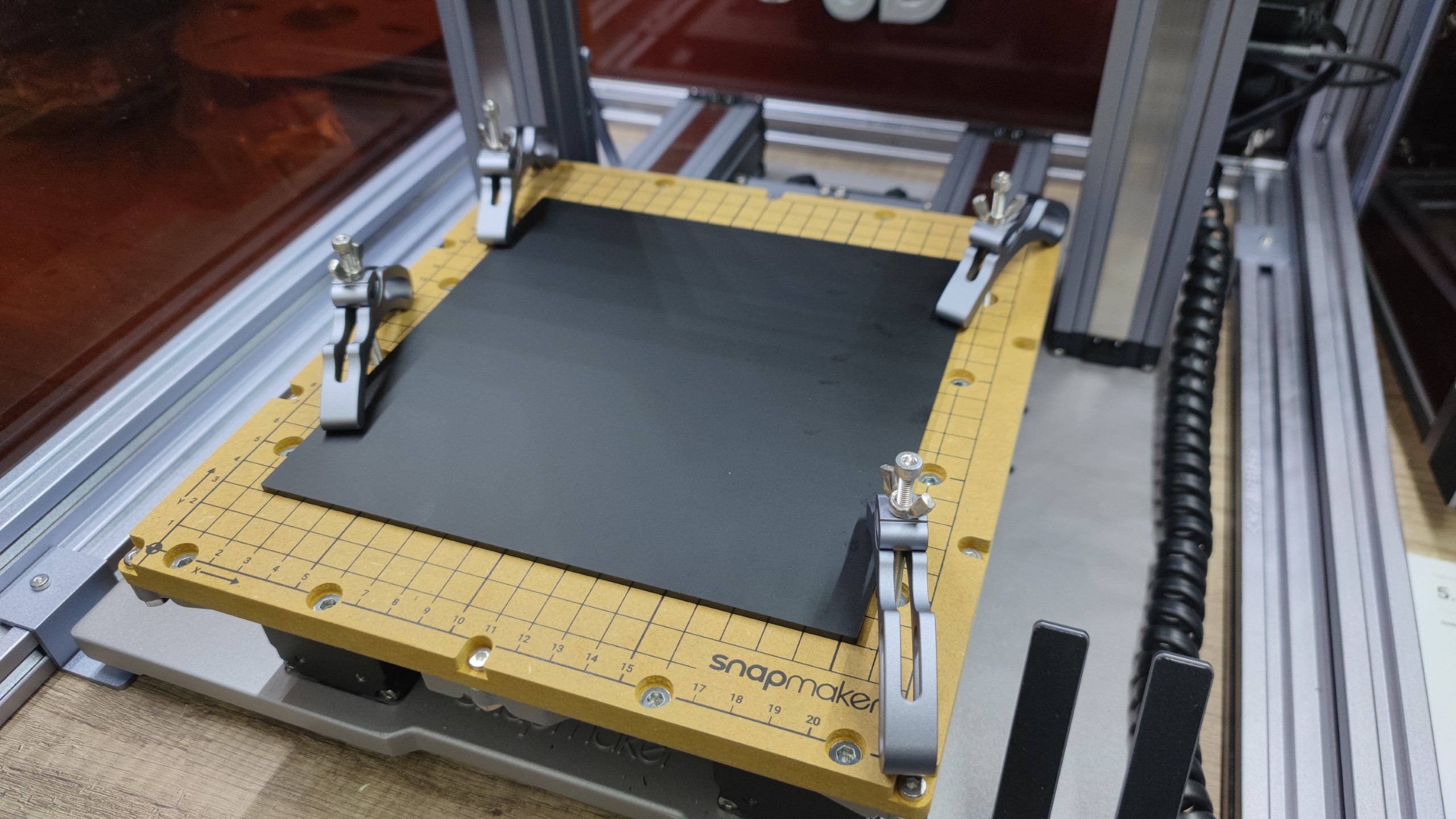
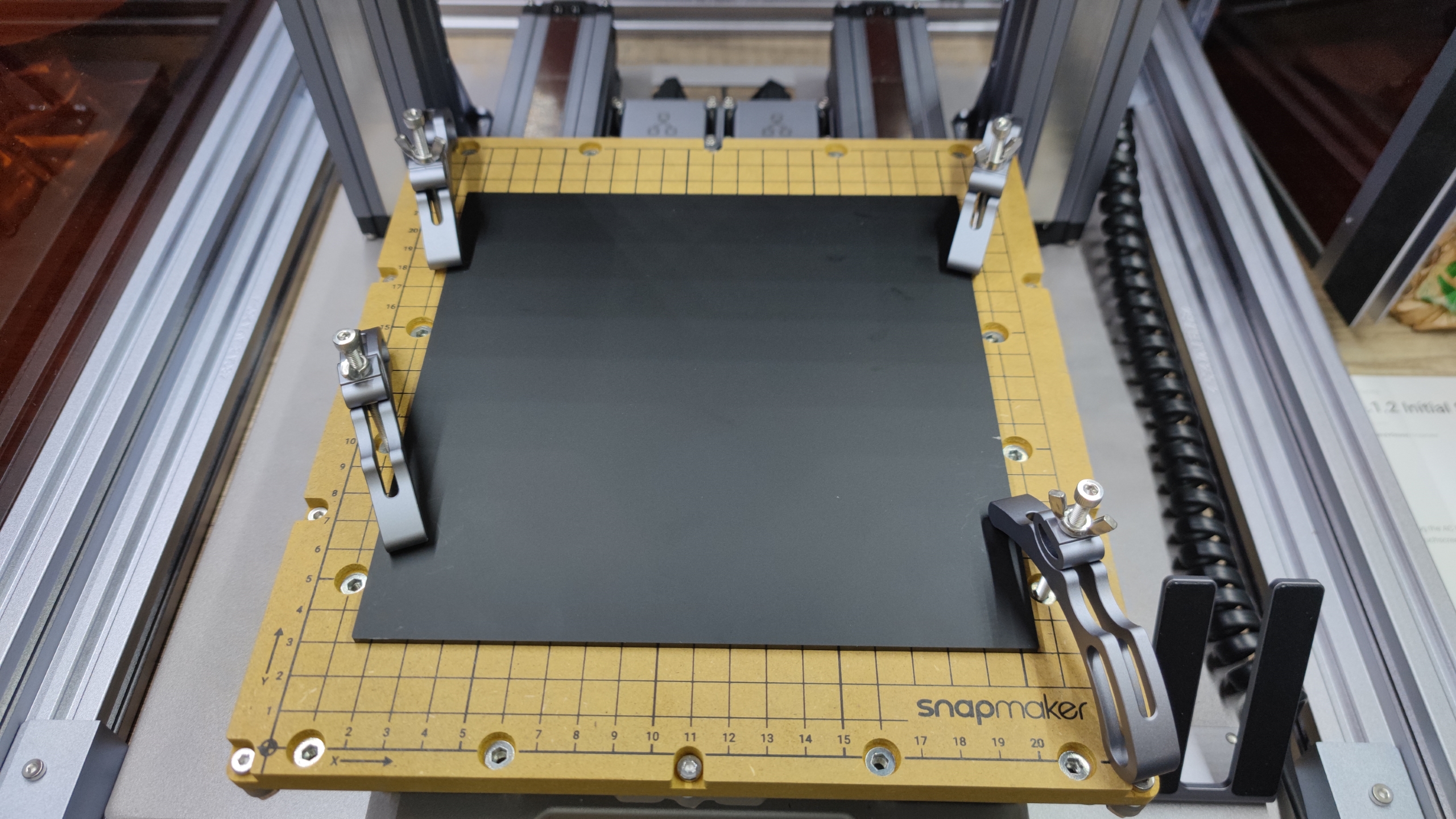
Le lit en métal prévu pour le laser s’assemble facilement, il est en 3 parties et nécessite beaucoup plus de vis que le lit chauffant prévu pour l’impression 3D (encore une fois, les lits clipsables de l’Artisan semblent être bien plus confortables au quotidien).
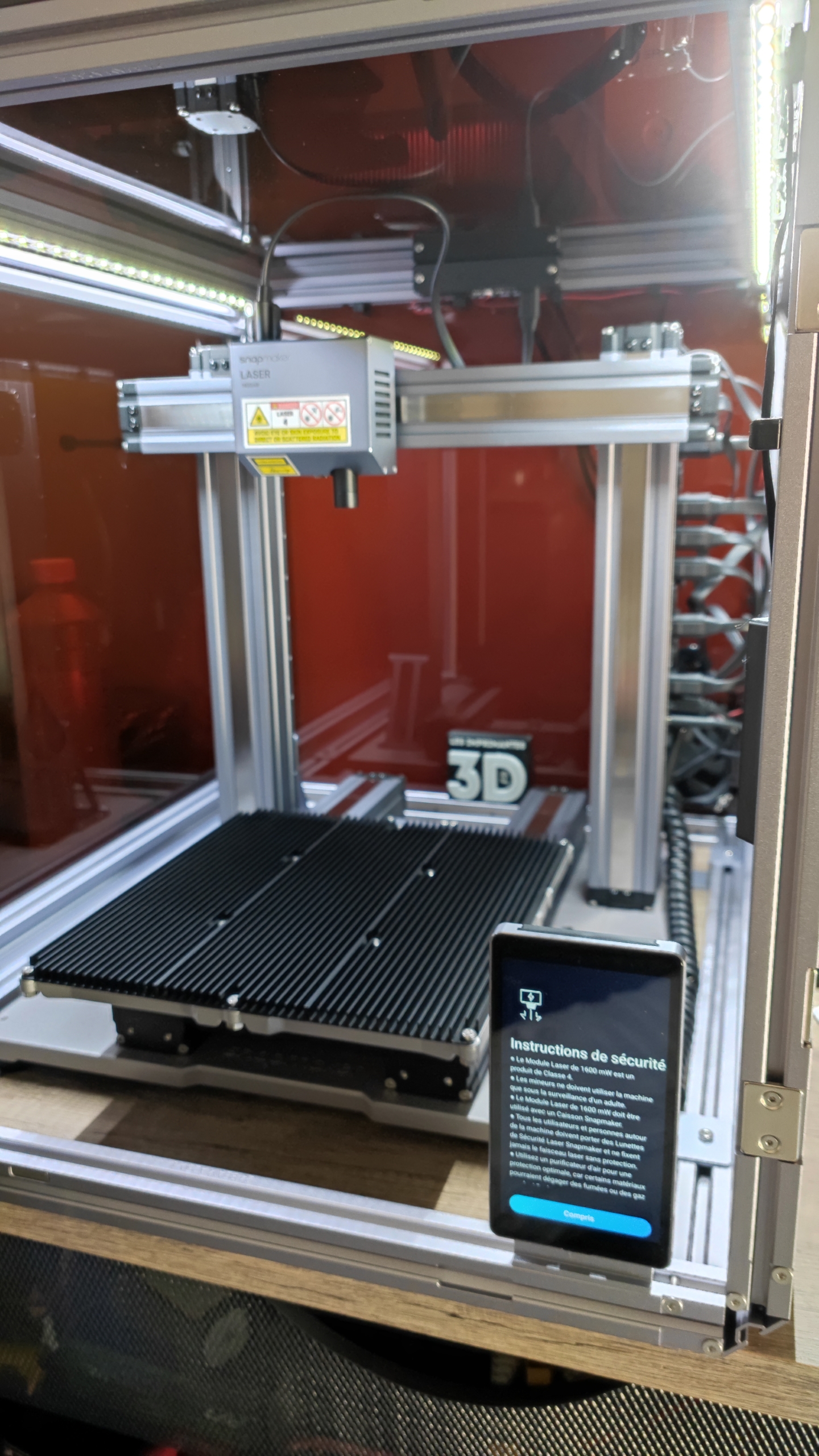
Comme pour le module 3D, les étapes de configuration du laser sont bien expliquées et entièrement guidées. Il faut bien respecter scrupuleusement l’étape d’étalonnage de la caméra qui va déterminer la précision avec laquelle vous allez graver dans l’espace de travail.
Une caméra que je trouve très pratique (voire indispensable) pour débuter. Ça vous évite de faire des calculs savants pour savoir où va tomber votre gravure sur le plateau qui n’est pas gradué comme le lit chauffant.
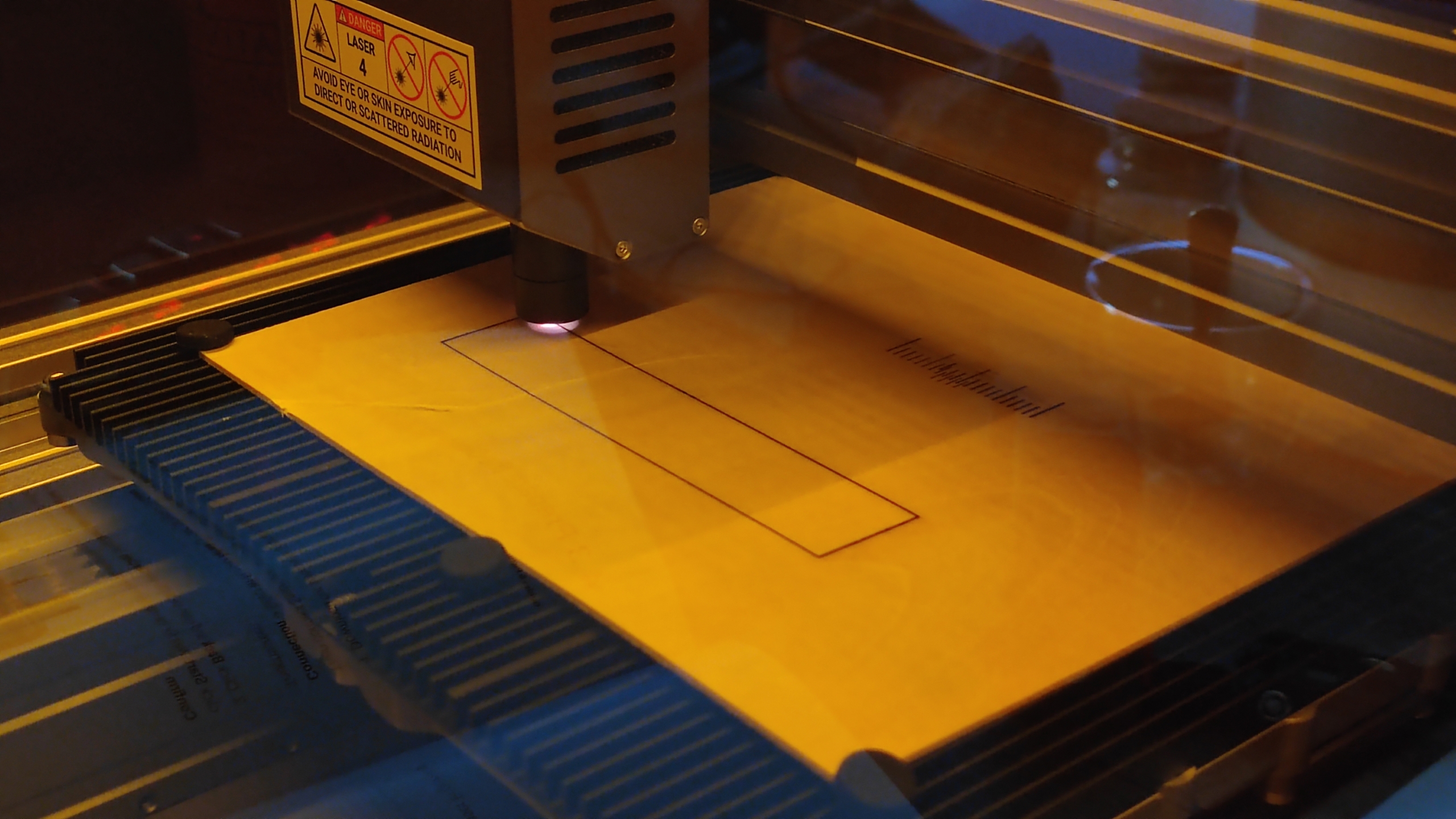
J’ai directement attaqué avec une petite découpe Li3D.fr qui s’est faite sans difficulté ! Le résultat est surprenant et donne vraiment envie de continuer.
Pour tester la précision de ce laser, j’ai fait une petite découpe sur une photo, afin d’avoir un format porte-clef (environ 3.5 cm), avec de nombreux détails. Grâce à Luban, vous pouvez choisir le type de gravure (par point, par trait, etc.) et ajouter des traits de découpes comme j’ai fait pour le contour et le perçage de mon porte-clef. Le résultat est encore plus bluffant.





Gravure sur du métal
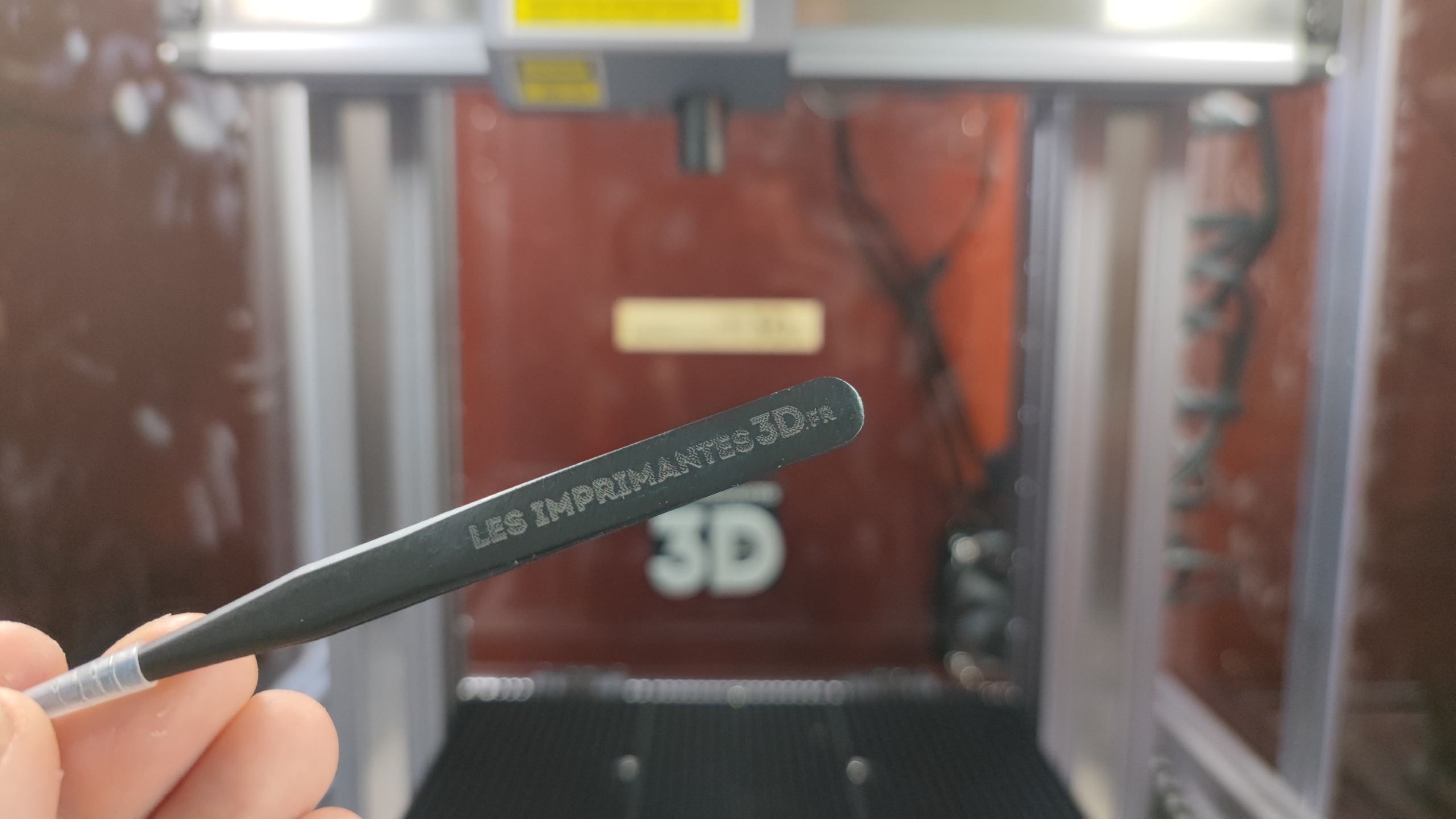
La gravure sur bois s’est bien passée, on passe donc aux essais sur du métal peint (c’est la peinture qui est enlevée, pas le métal qui est creusé). J’ai essayé de graver un Li3D.fr sur une pince de précision. Le centrage de ma pince n’était pas optimal, et la pince étant courbée, le laser n’était pas calibré correctement sur la totalité du support (c’est à partir de ce moment que j’ai commencé à faire des mises au point manuelles, car impossible pour moi de faire des traits d’autofocus comme lors de la mise en route).
C’est ici que j’ai remarqué l’importance de l’étalonnage de la caméra. Le premier essai est loupé. Le second est bien mieux (avec un peu de nettoyage à l’IPA). Encore une fois, tout a été réalisé grâce au logiciel Luban.


Bien évidement, si vous voulez faire du volume (plusieurs pièces identiques), il serait intéressant de se faire un support grâce à l’impression 3D et garder toujours les mêmes côtes pour la gravure de votre matériau (comme une sorte de moule).
Pour conclure, c’est très simple à utiliser une fois compris le fonctionnement de Luban en mode laser. Il faudra malgré tout de nombreux tests pour des résultats parfaits. La découpe de petit bois se fait sans difficulté. La gravure sur du métal limitée, mais suffisante avec ce module 1.6W.
Attention aux dégagements de fumée, la case devient presque indispensable si vous avez la machine dans une pièce de vie de votre maison. Si vous prévoyez de faire du volume, pensez à bien ventiler votre pièce ou à directement investir dans le purificateur d’air de la marque.
Mise en route de la CNC
La mise en place du lit en bois avec les trous prévus pour fixer les pièces à découper est plus longue encore que celle du laser, il y a davantage de vis. Le module est encore tenu par quatre vis toujours aussi complexes à mettre en place avec l’enclosure.
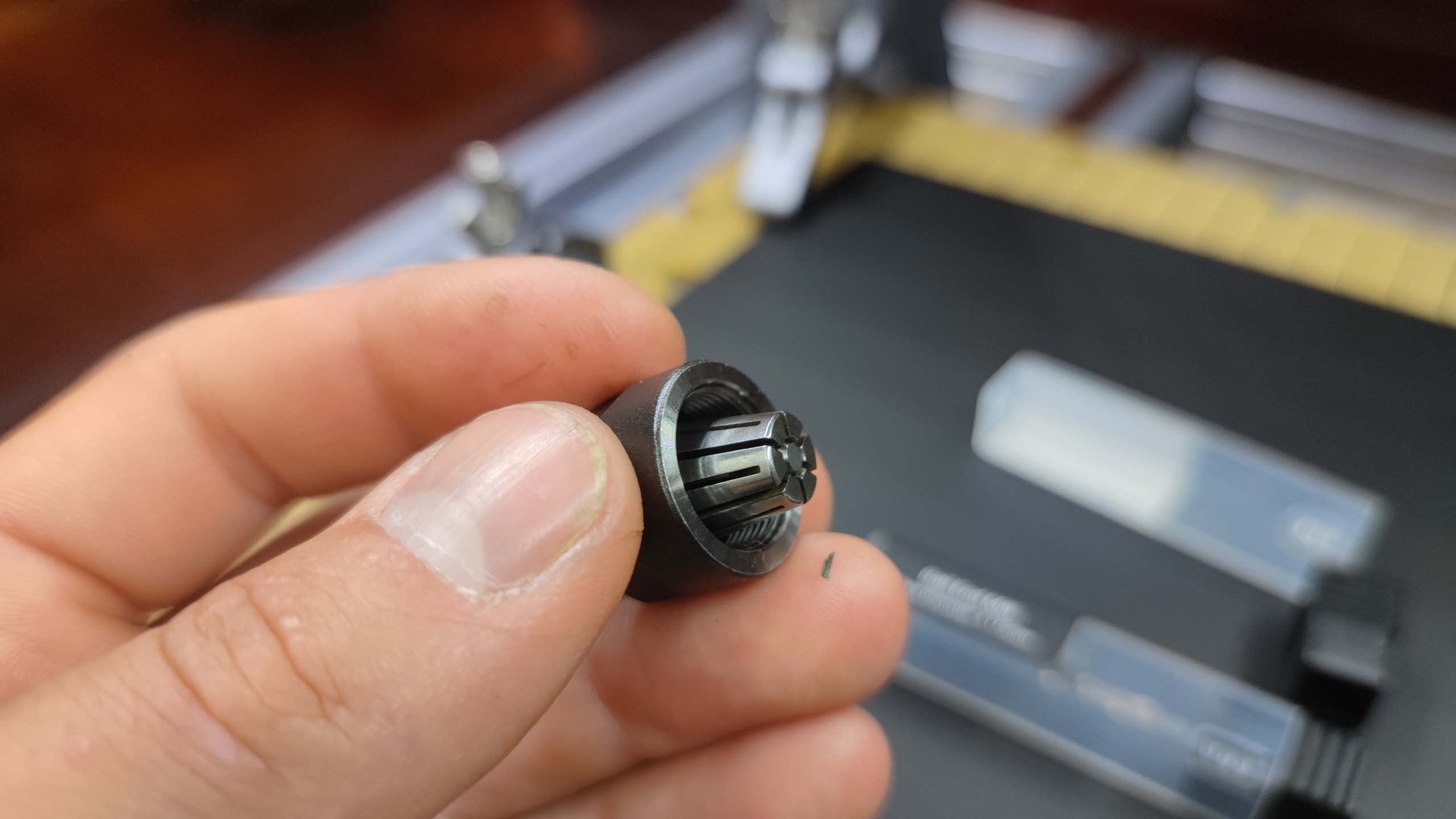
Attention, lorsque vous ajustez votre fraise, il faut bien qu’elle soit à ras de la partie intérieur de votre tête.
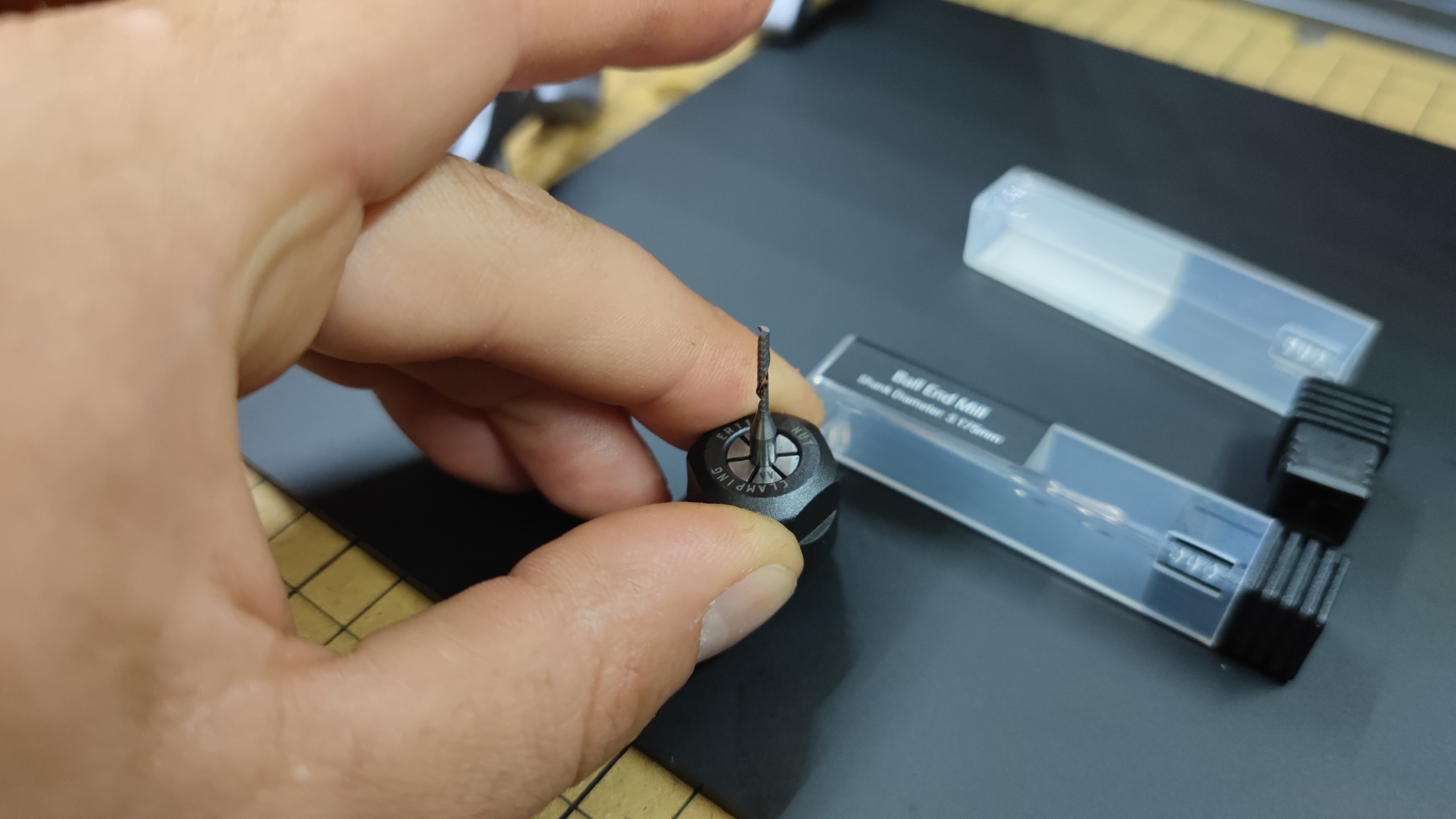

Le premier démarrage est moins simple qu’avec le laser. D’ailleurs, lors des étalonnages, j’ai fait une mauvaise manipulation qui m’a coûté une fraise de 1.5 mm… La seule en stock malheureusement.
L’objet d’essai doit être découpé en 1.5 mm. J’ai dû le faire en 3.1 bout arrondi. Forcément, tout ne s’emboite pas comme prévu et le Gcode n’est pas prévu avec cette fraise…
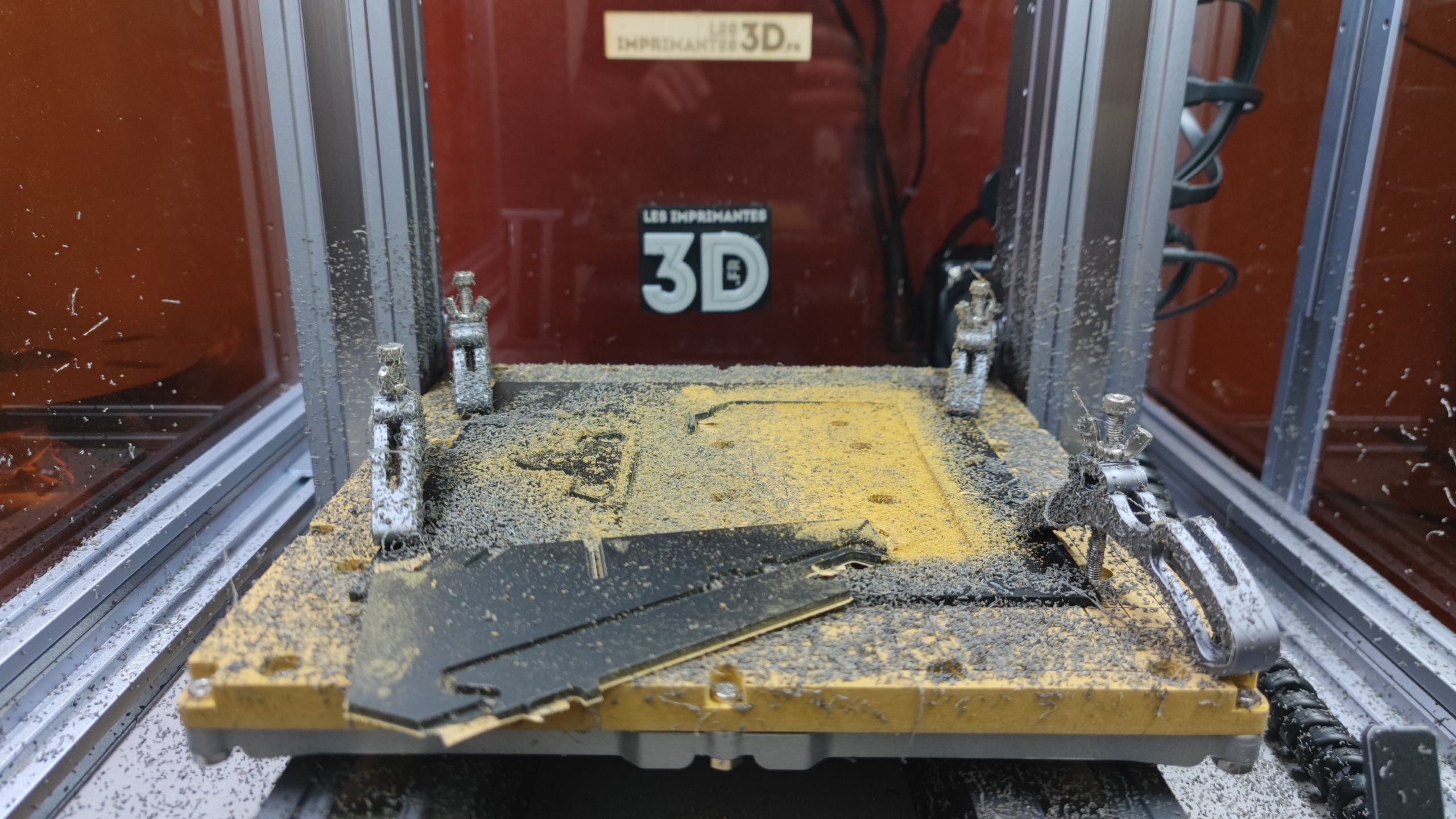
J’ai pu remarquer que lorsque je mets en pause la découpe, lors de la reprise, la fraise descend plus bas le temps de quelques secondes (suffisamment pour amocher le lit en bois). Pour finir, voyez par vous-même le nombre de copeaux partout dans l’enclos. C’est un carnage.




Découpes personnalisées
J’ai acheté de nouvelles fraises et essayé d’envoyer des fichiers image pour faire des gravures simples dans Luban (comme j’ai pu faire avec la gravure laser par exemple), en vain. Impossible d’avoir quelque chose de propre, il faut passer par Fusion 360 (ou tout autre logiciel similaire).
Snapmaker a prévu des fichiers pour ajouter les outils disponibles sur leur site. Ils peuvent être préchargés dans d’autres logiciels connus également. Ainsi que la configuration de la machine pour l’export du Gcode.


Mes bases dans Fusion360 sont proches de zéro. Il faut des bases solides avec l’utilisation d’une CNC et avec le logiciel Fusion360 que je n’ai pas (j’utilise habituellement Solidworks, uniquement pour faire des pièces en 3D).
J’ai été complètement découragé par ces échecs (et mes trois fraises cassées). Quand on voit le résultat de certaines découpes partagées sur le net, je ne doute pas que cette machine soit aussi performante en CNC qu’elle ne l’est en Laser ou 3D. Malheureusement, après plusieurs jours d’essais, je n’ai rien de réussi à vous montrer.
La découpe ne s’improvise pas et n’est pas aussi assistée qu’en impression 3D (avec le bedleveling par exemple) ou en laser (avec l’autofocus).
Ce qu’il faut retenir de ce module CNC, c’est qu’il est bien plus complexe que les deux autres. De plus, prévoyez un mod d’aspiration à imprimer avec votre module 3D pour limiter les projections après chaque découpe.
J’ajouterai qu’un caisson est un indispensable, comme pour l’utilisation du laser, sauf si vous utilisez la machine dans votre garage…
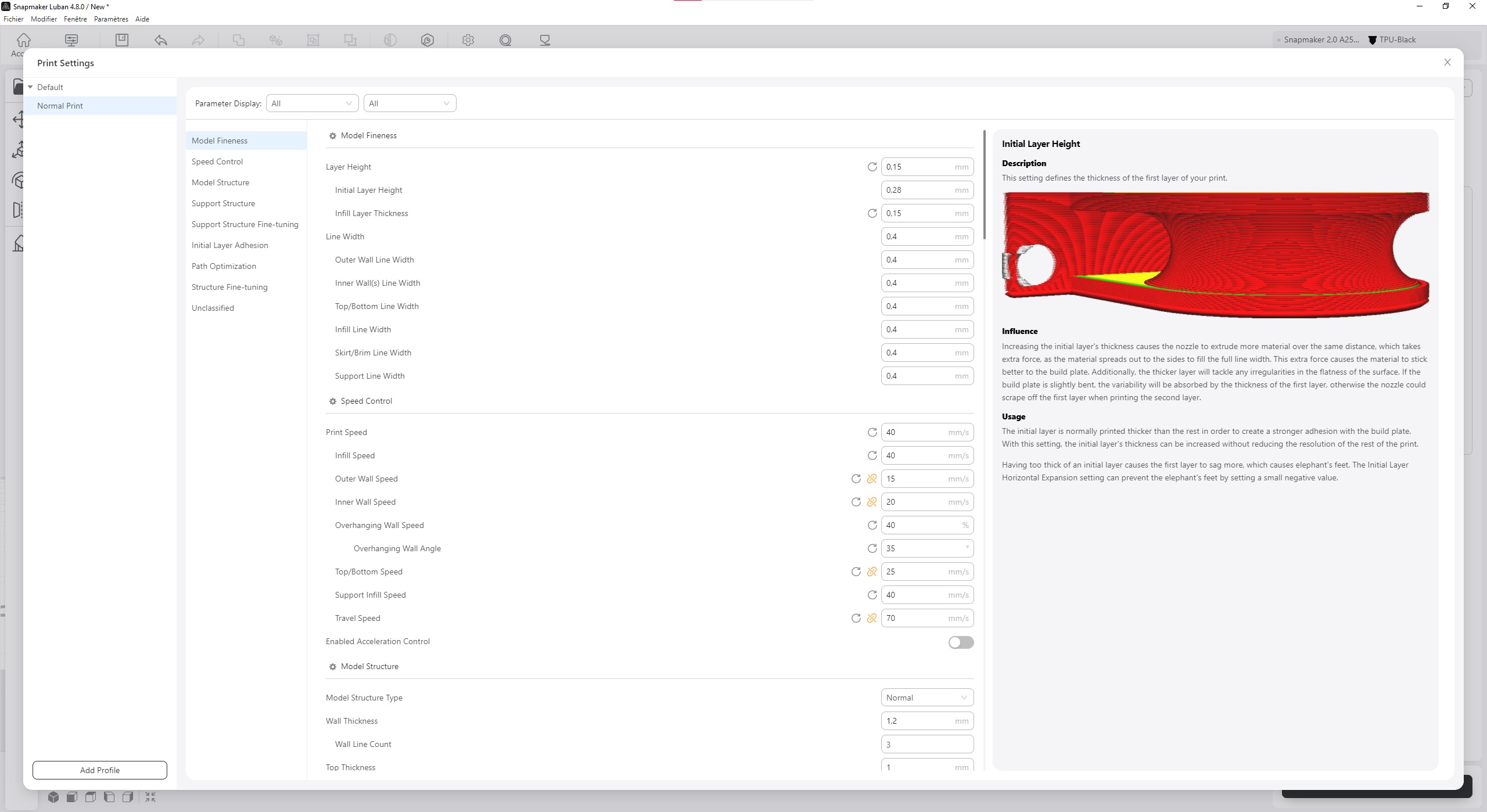
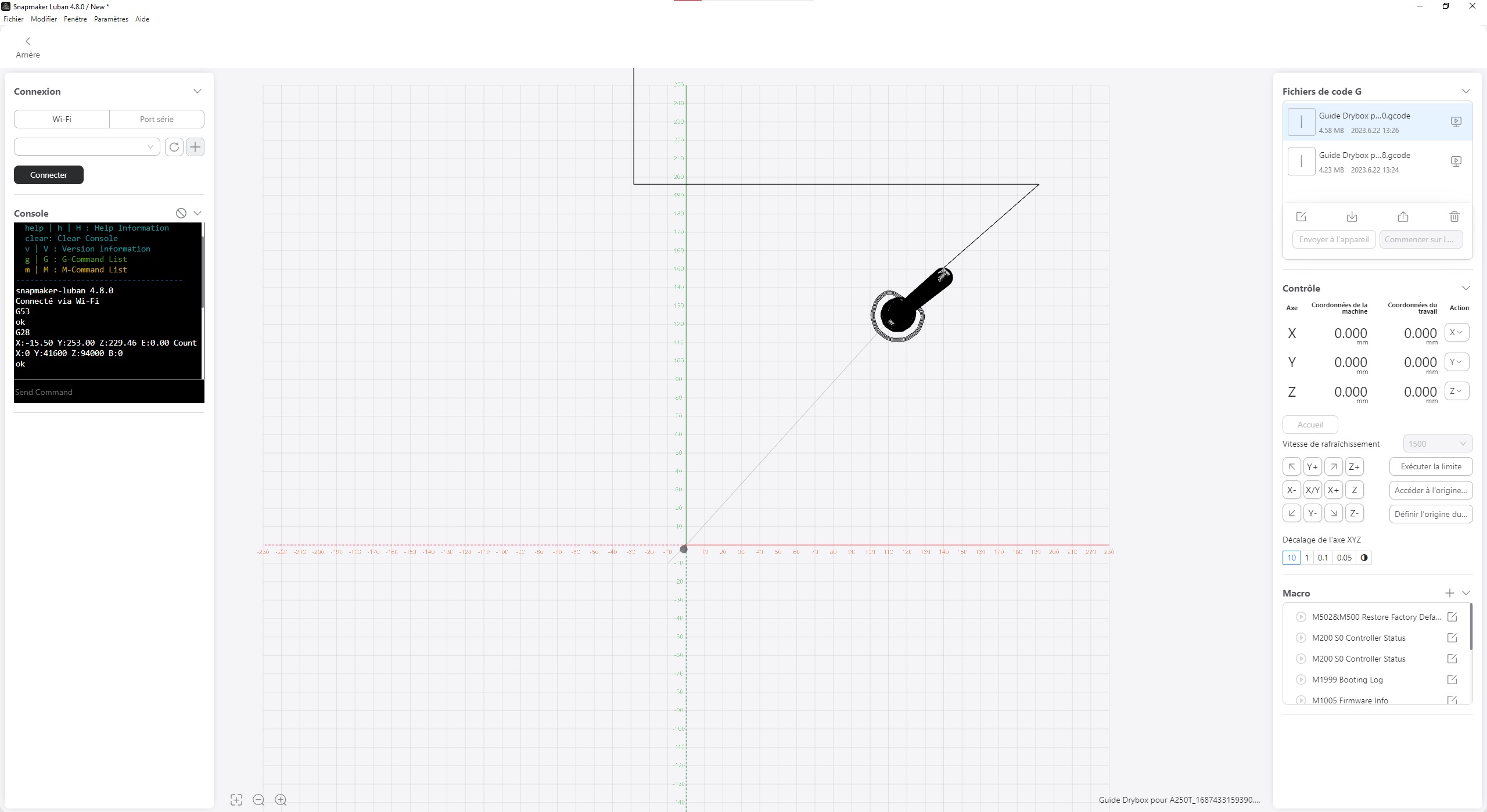
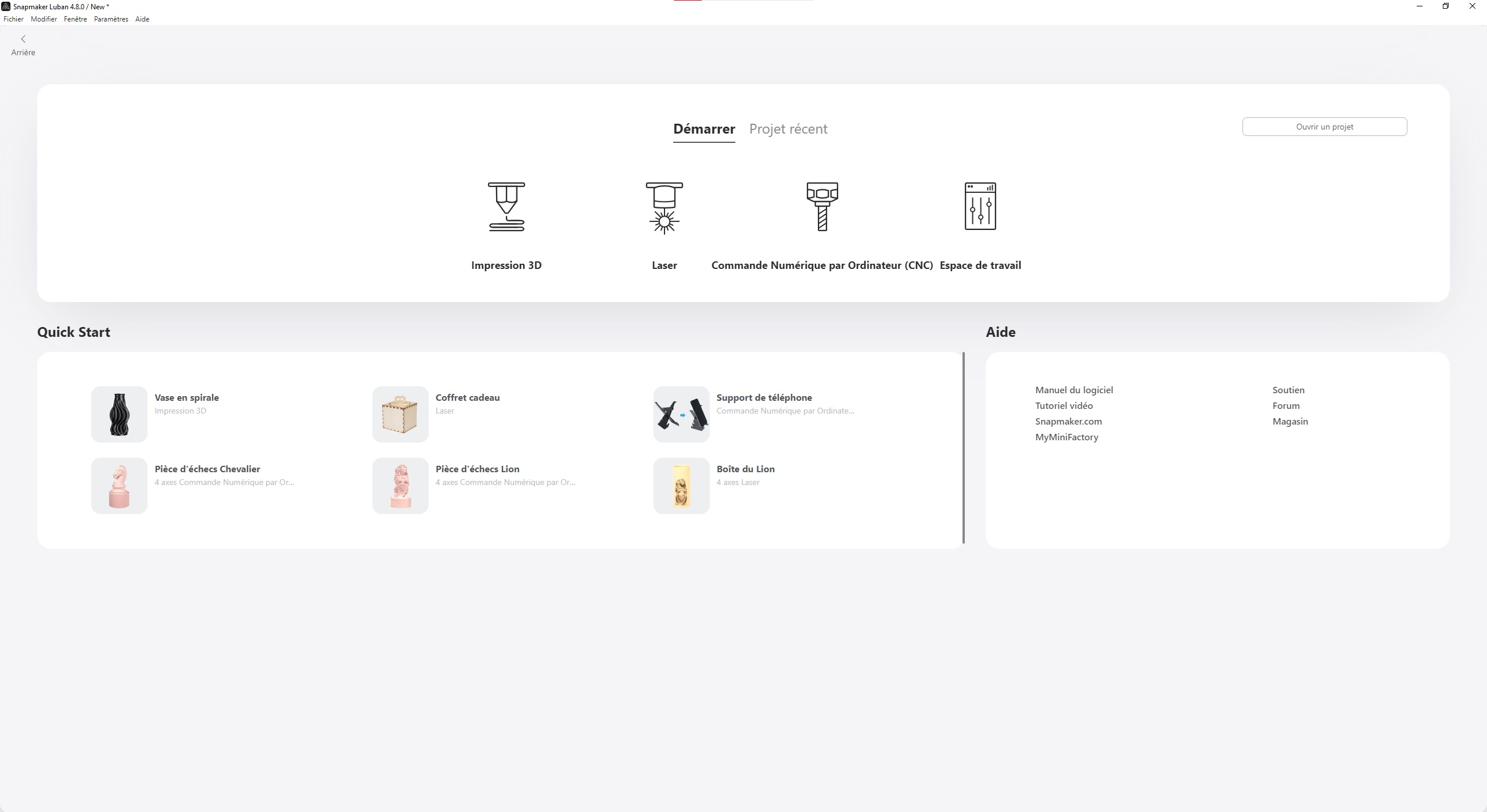
Logiciel slicer Luban
Luban, c’est un logiciel épuré, simple et efficace. Il reste moins riche que Cura ou autre slicer connu pour la création de Gcode en impression 3D. Tout n’est pas traduit en français et parfois le logiciel plante sans raison réelle (lors des changements d’onglets par exemple).
J’apprécie la connexion rapide avec la machine en WiFi. Il est possible de contrôler entièrement cette dernière et de suivre vos impressions, gravures ou découpes.
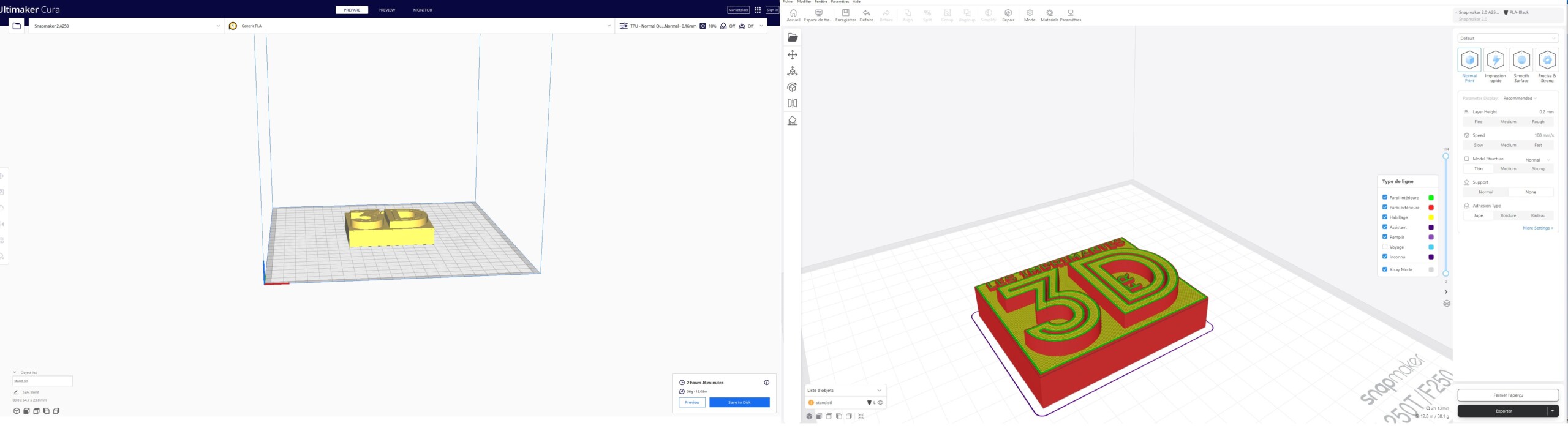
J’ai pu remarquer lors des différents tests que le temps d’impression varie aussi par rapport à Cura. Sur un Benchy, le temps est plus long. Pour des grosses pièces simples, le temps est plus court. La méthode de découpe est différente et la finition une fois imprimée par Cura est plus soignée.
L’utilisation de Luban pour un projet de laser est très simple et les résultats obtenus pour de simples gravures sont vraiment bons. Tout est aussi intuitif que l’utilisation générale de la machine.
Vous n’avez pas énormément de personnalisation, mais vous arriverez à faire des projets sympathiques sans trop chercher. Dommage en revanche de ne pas avoir le temps de travail plus facilement (visible uniquement sur l’espace de travail, une fois la gravure lancée).
Pour des projets de CNC, oubliez Luban !
Les options disponibles
Après de nombreuses heures à jouer avec cette machine multifonction, le bundle avec caisse “étanche” pour limiter l’envoi de copeaux et réduire le bruit (de presque 15 Db) est presque indispensable pour l’utilisation de la machine en laser ou découpe. Pour de l’impression 3D, l’enclosure est dispensable (tout du moins pour du PLA ou du TPU, contrairement à l’ABS, l’ASA ou le PC).
C’est dommage de ne pas pouvoir allumer les leds sans allumer l’imprimante, j’espère que cette fonction sera ajoutée à l’enclosure à l’avenir grâce à une mise à jour. Ça facilitera le changement de modules.
L’option avec le filtre à air est vraiment indispensable si vous faites du gros volume de découpe ou de gravure laser également. En effet, l’odeur pendant l’utilisation de ces deux modules peut être très prenante et nocive selon ce que vous travaillez.
Améliorations et/ou mods
La partie CNC et Laser
Si vous changez régulièrement de modules, je pense que devriez clairement envisager d’acheter le nouveau kit Quick Swap proposé par le constructeur.. En effet, cet atout de machine multifonction devient vite une contrainte et décourage à cause de ces nombreuses vis du module ainsi que le plateau.
Comme cité plus haut, si vous utilisez le module CNC, prévoyez un mod d’aspiration des copeaux pendant la découpe. Ces derniers sont projetés partout dans l’enclos et vous passerez parfois plus de temps à nettoyer qu’à découper, surtout si vous êtes aussi maniaque que moi…
J’ai vu quelques STL trainer sur Thingiverse qui permettraient de tenir plus solidement et facilement les pièces à graver sur le lit laser. En effet, les pointes en caoutchouc sont parfois pénibles à faire tenir. J’ai souvent utilisé ce genre de double-face, qui est bien robuste et qui ne bouge pas lors de la gravure.
La partie impression 3D
Si vous n’avez pas l’enclosure, une lumière sur la tête d’impression pour contrôler vos impressions de nuit serait à prévoir.
Pour ceux qui l’ont (le caisson), je vous partage le STL de mon guide en TPU pour DryBox sur le toit, le perçage est fait à l’aide d’une mèche de 10 mm.
Les améliorations communes
J’aimerais également changer l’emplacement de l‘alimentation qui est très bruyante. Vous pouvez la mettre derrière un meuble ou autre. Cependant, prévoyez une prise commandée, car l’extinction et l’allumage de votre Snapmaker se fait au dos de l’alimentation uniquement !
Conclusion
Je trouve (de ma jeune expérience en impression 3D) que cette machine multifonction est l’outil parfait pour tous les makers dans mon genre. Ceux qui aiment personnaliser sans se prendre la tête. Les impressions sont belles et efficaces. La connectivité sans fil ajoute un confort non négligeable à l’utilisation de la machine.
Pour les gravures laser, c’est également une belle découverte. J’ai déjà pu réaliser des gravures sur des lames de couteaux, des outils ou des planches à découper. C’est devenu notre partenaire idéal pour personnaliser les cadeaux d’anniversaire.
J’avais de gros projets avec ce module CNC. Je souhaitais découper du carbone, mais n’ayant pas réussi à sortir une découpe de bois simple, j’ai vite été refroidi. En plus de la contrainte du carbone qui lors de sa découpe devient très nocif pour nos poumons sans filtrations… Vous l’aurez compris, ce n’est pas pour tout de suite !
Si vous avez les moyens, lancez-vous, cette Snapmaker va vous permettre de réaliser de belles choses. Si vous avez besoin d’un plus grand espace de travail, économisez pour la A350T. Dans les 2 cas de figure, prévoyez le mod Quick Swap. L’atout de ces machines multifonctions, c’est bien de changer de module et réaliser tout plein de choses et le système de clips sur la Artisan est clairement game changer, croyez-moi !
Notes et résumé
Qualité d'impression - 7.5
Qualité de gravure - 7
Qualité de découpe - 7
Fiabilité - 8
Logiciel - 5.4
Utilisation - 8
Rapport qualité / prix - 7.5
7.2
/10
- Multifonction
- Montage simple et entièrement guidé
- Mise en route assistée
- Finitions remarquables
- Rapport qualité prix (pour 3 machines en 1)
- Connectivité sans fil
- Changement d'outils pénible avec les vis
- Alimentation bruyante
- Emplacement du ventilateur sur l'enclos qui ajoute 20 cm d'encombrement à l'arrière