

Fort du succès de la SV06, une imprimante d’entrée de gamme ressemblant fortement à une Prusa MK3 avec une qualité d’impression très satisfaisante dans cette gamme de prix, Sovol tente de réitérer l’exploit en proposant une déclinaison de son modèle phare, “plus grande, plus rapide” : la SV06 Plus est née.
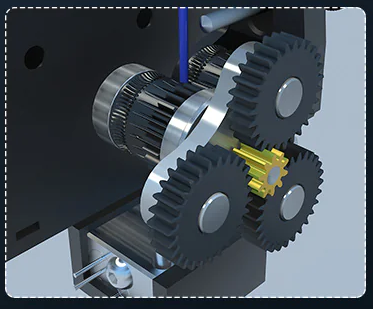
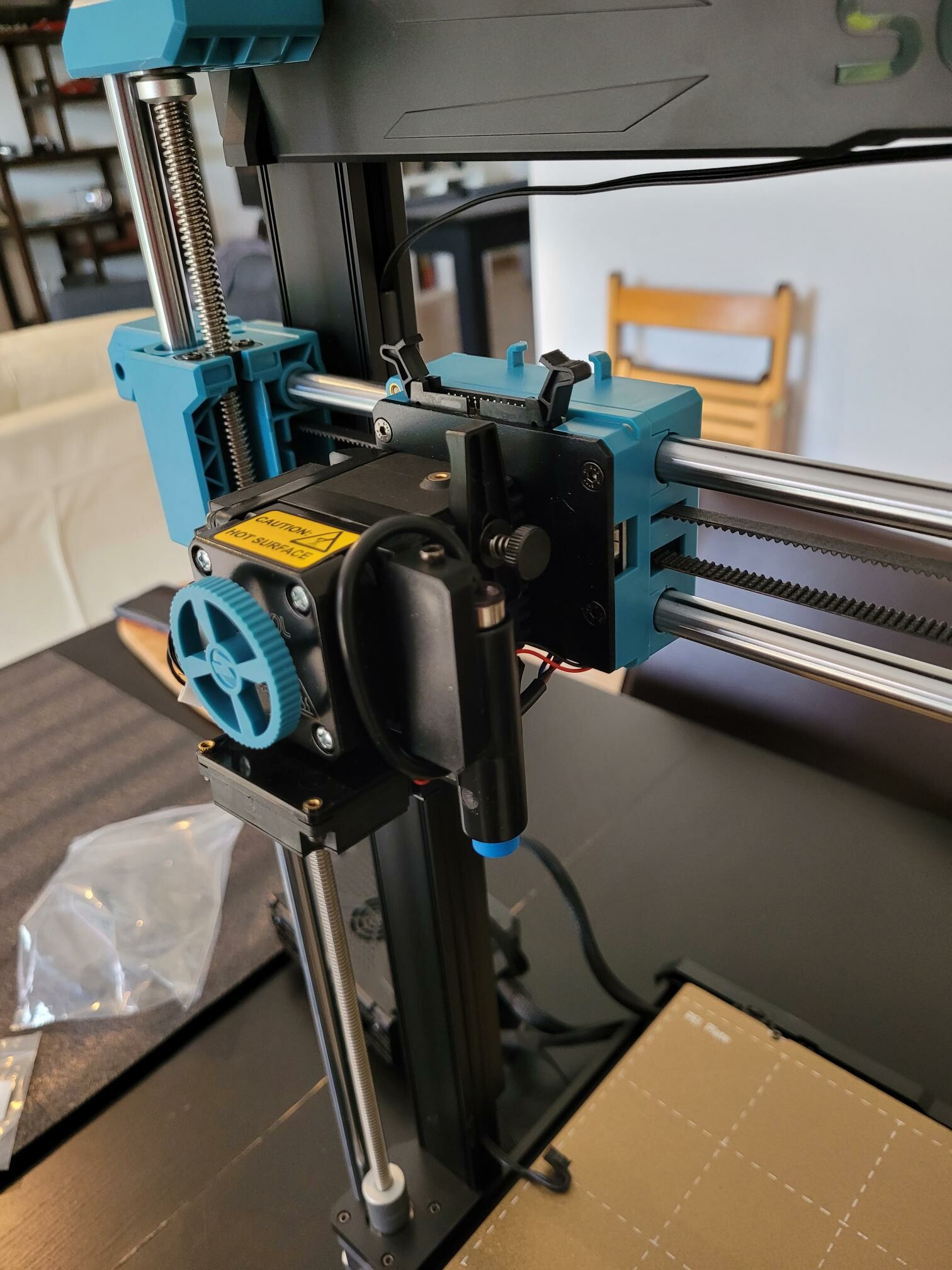
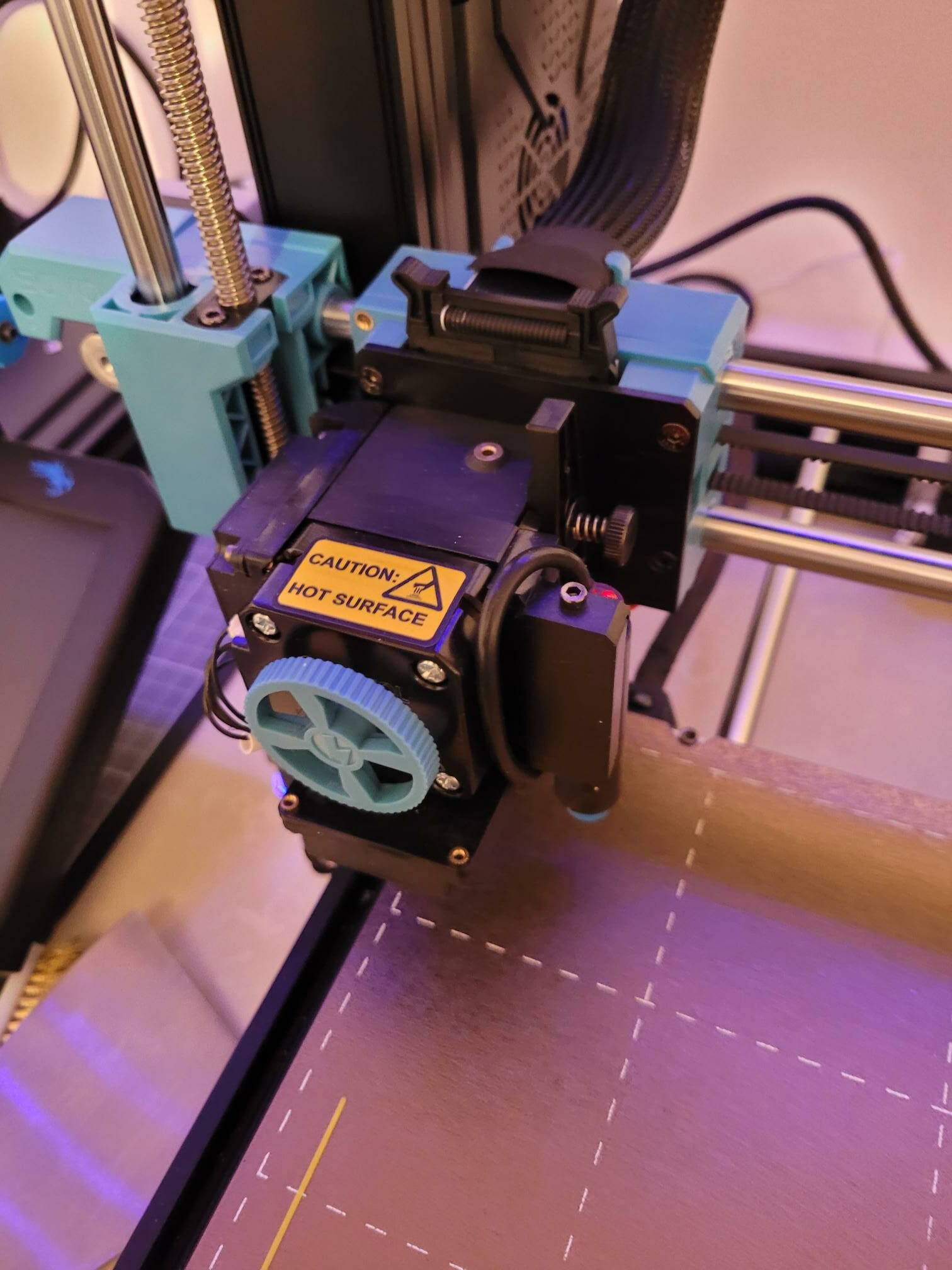
On retrouve les composants qui ont participé au succès de la SV06 de première génération : une architecture type RepRap avec un double axe Z, ainsi que deux rails avec roulements à billes linéaires pour chacun des axes. On retrouve la tête d’impression avec un extrudeur Direct Drive tout en métal, de type “planétaire”, permettant un couple accru tout en gardant une tête d’impression raisonnablement compacte et légère.
Afin de permettre une augmentation de la vitesse d’impression (150 mm/s pour la S06 Plus contre 80 mm/s sur la SV06), Sovol a néanmoins revu son hotend afin d’augmenter la surface de fusion du filament.

Nous avons désormais un écran tactile, couleur, très agréable à utiliser.

Pourquoi ai-je choisi d’acheter cette imprimante ?
Choisir une imprimante 3D est toujours un choix difficile et souvent une affaire de compromis. Je tourne depuis maintenant trois ans avec deux imprimantes type FDM : une Ender 3 v2 et une Tenlog TL-D3 Pro. La Creality est une très bonne machine mais je me retrouve parfois limité par le volume d’impression. La Tenlog m’offre ce volume d’impression additionnel mais sa vitesse de travail rend les impressions parfois très (trop) longues. De plus, je me rends compte que je n’ai au final pas l’utilité de ses capacités IDEX. Il me fallait donc une imprimante rapide, aux dimensions proches de la Tenlog, avec la facilité d’utilisation de ma Ender, dans un budget maitrisé (excluant les Bambu Lab pour moi) : la SV06 Plus me semblait correspondre en tous points à ce cahier des charges.
Je précise que j’ai acheté cette imprimante sur le site de Sovol, que ce test est indépendant et reflète mon expérience utilisateur avec mon expérience que je qualifierai d’intermédiaire.
Fiche technique de la Sovol SV06 Plus
| Technologie | FDM |
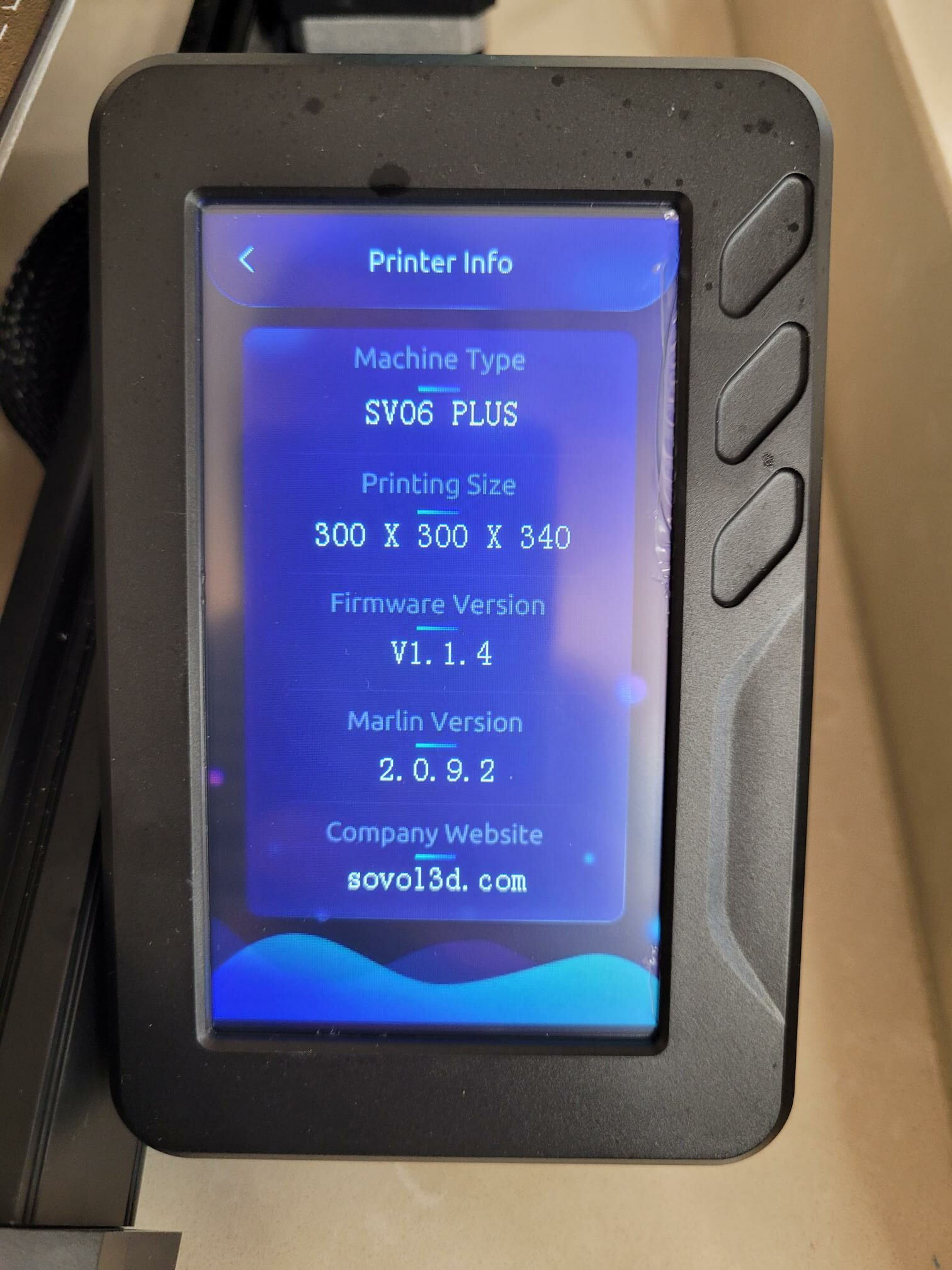
| Volume maximal d’impression | 300 x 300 x 340 mm |
| Diamètre de la buse | 0.4mm (remplaçable) |
| Type d’extrudeur | Direct Drive “Planétaire”, tout métal |
| Température maximale de la buse | 300°C |
| Vitesse maximale d’impression | 150 mm/s |
| Nivellement du plateau | Détecteur par induction en 25 points |
| Filaments compatibles | PLA, ABS, PETG, TPU, PC, ASA, Nylon, Filaments fibre de carbon et bois |
| Connectivité | Micro USB et carte MicroSD |
| Dimensions | 538mm*488mm*707mm avec le support de filament |
| Poids | 13.97 kg |
La fiche technique complète Sovol SV06 Plus se trouve sur notre comparateur d’imprimantes 3D.
Déballage (unboxing)
Commandée en précommande le 11 mars 2023 sur le site de Sovol, l’expédition est alors estimée pour le 25 avril. A ma (bonne) surprise, l’expédition aura lieu le 10 avril et l’imprimante était chez moi le 14 avril.
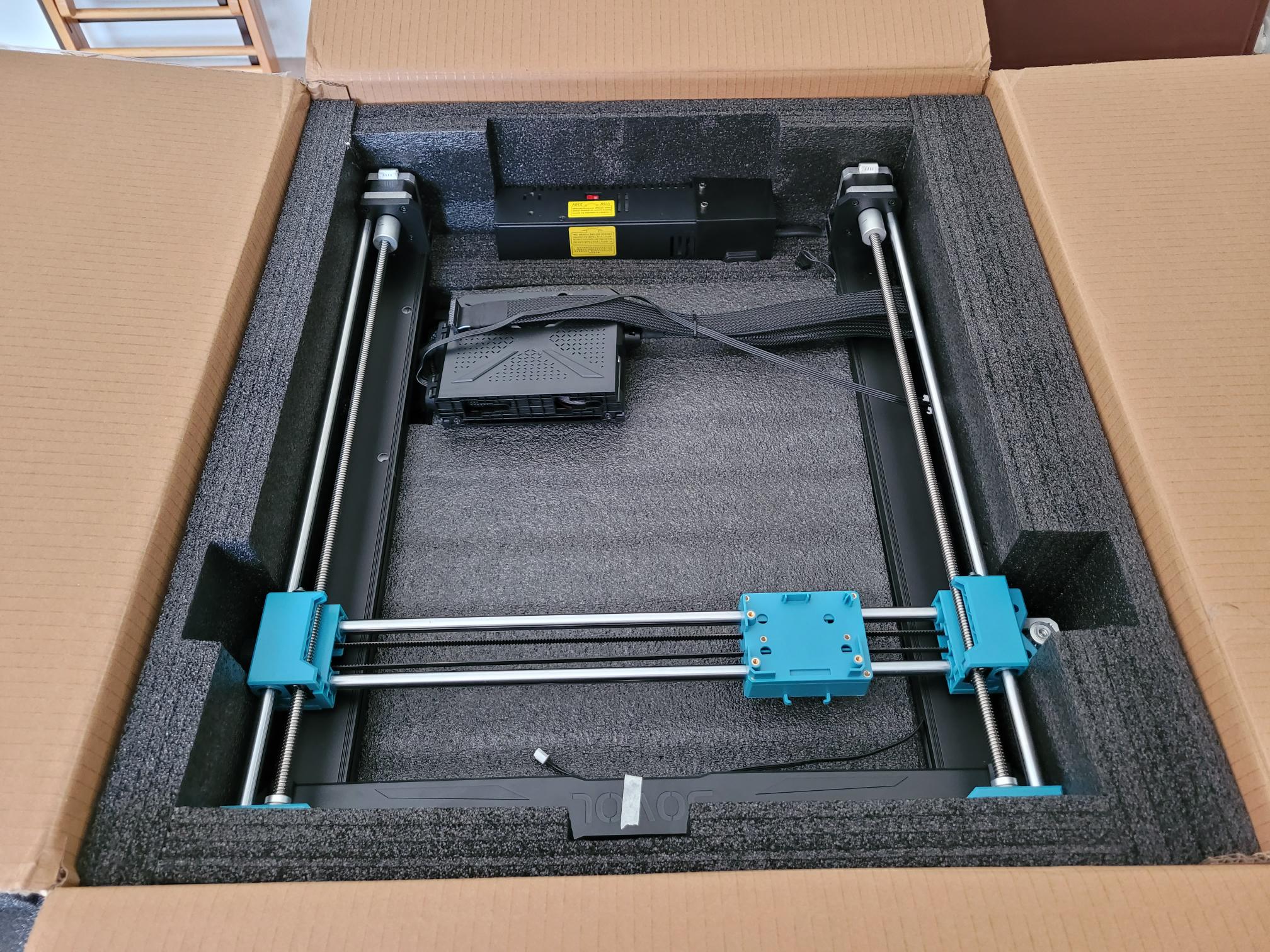
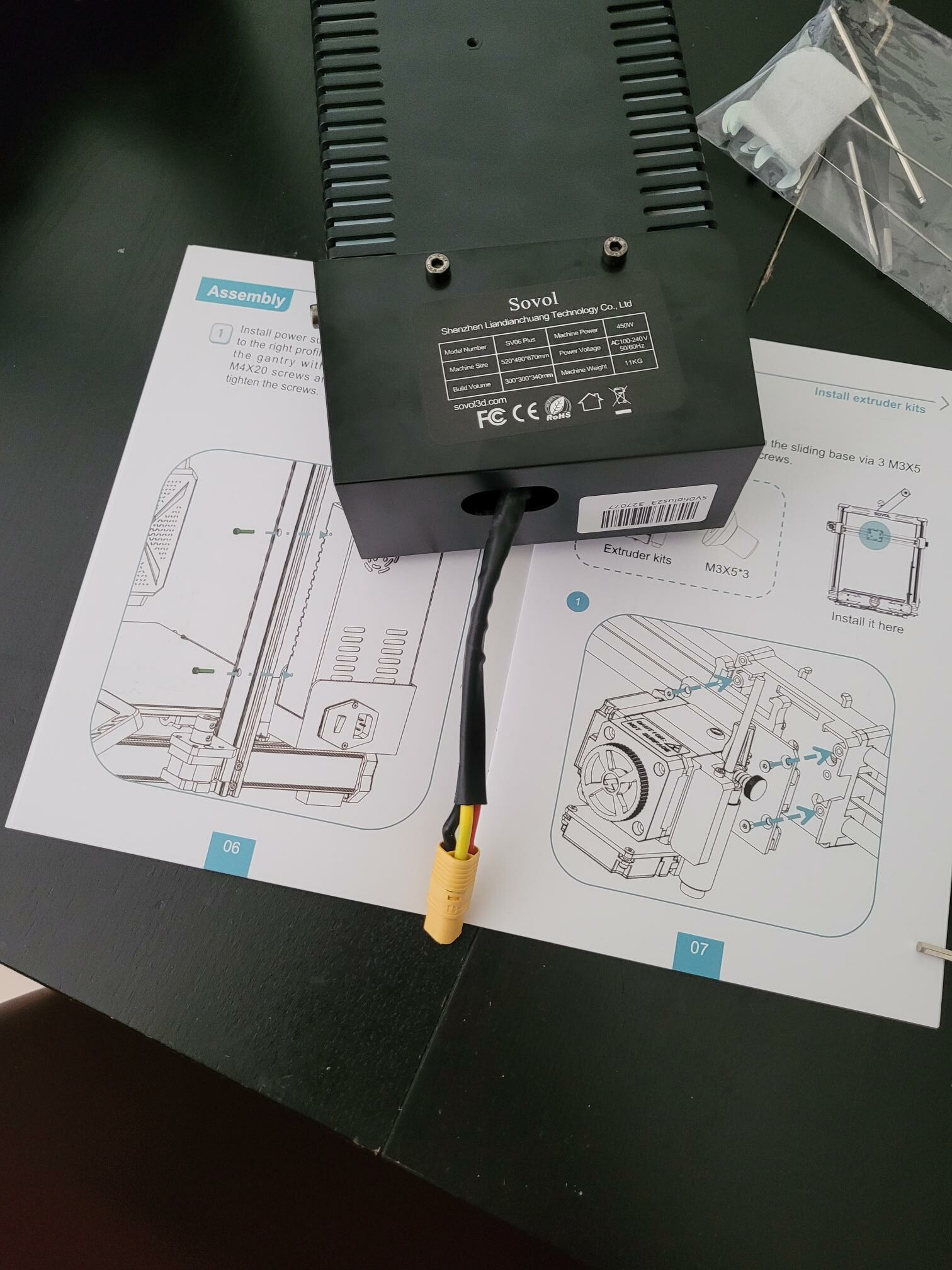
L’imprimante est très bien emballée, comme c’est maintenant souvent le cas. Les mousses englobent bien chaque composant. Je ne note aucun défaut lors du déballage de la machine.









Montage
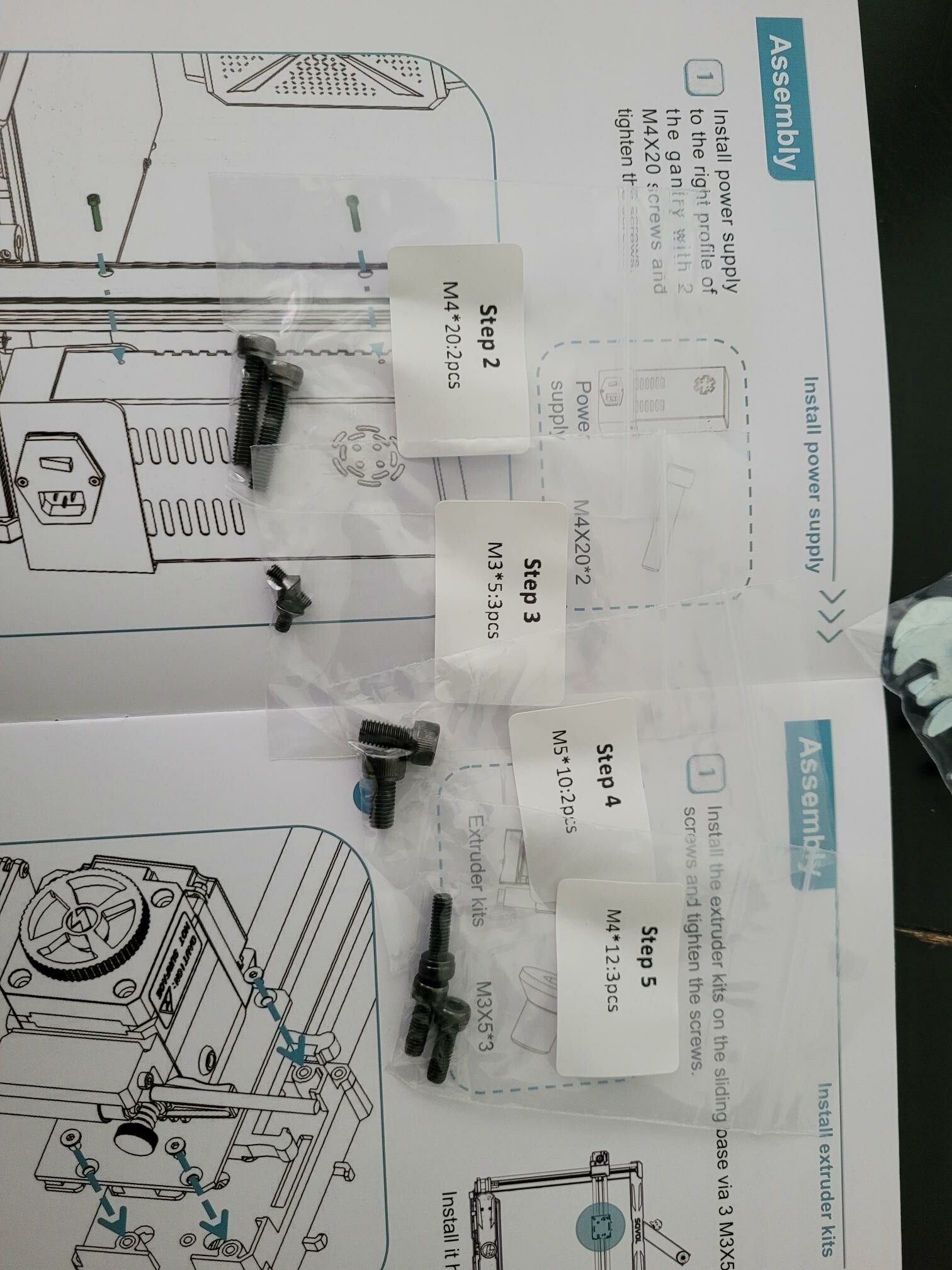
Le montage est très simple et à la portée de tous. La documentation (en anglais) est très claire et les illustrations se suffisent à elles-mêmes. Ci-dessous les différentes étapes de montage :
- Étape 1 : Montage du portique sur la base
- Étape 2 : Fixation l’alimentation sur le portique
- Étape 3 : Fixation de la tête d’impression
- Étape 4 : Fixation de la boîte de contrôle sur le portique
- Étape 5 : installation du porte bobine et du détecteur de fin de filament
- Étape 6 : Installation de l’écran dont le câble est, selon moi, suffisamment long pour pouvoir être déporté
- Étape 7 : Branchement des différents composants


J’ai apprécié que les sachets de vis soient numérotés en correspondance avec l’étape décrite dans le manuel. Ça évite les erreurs et simplifie grandement l’installation !
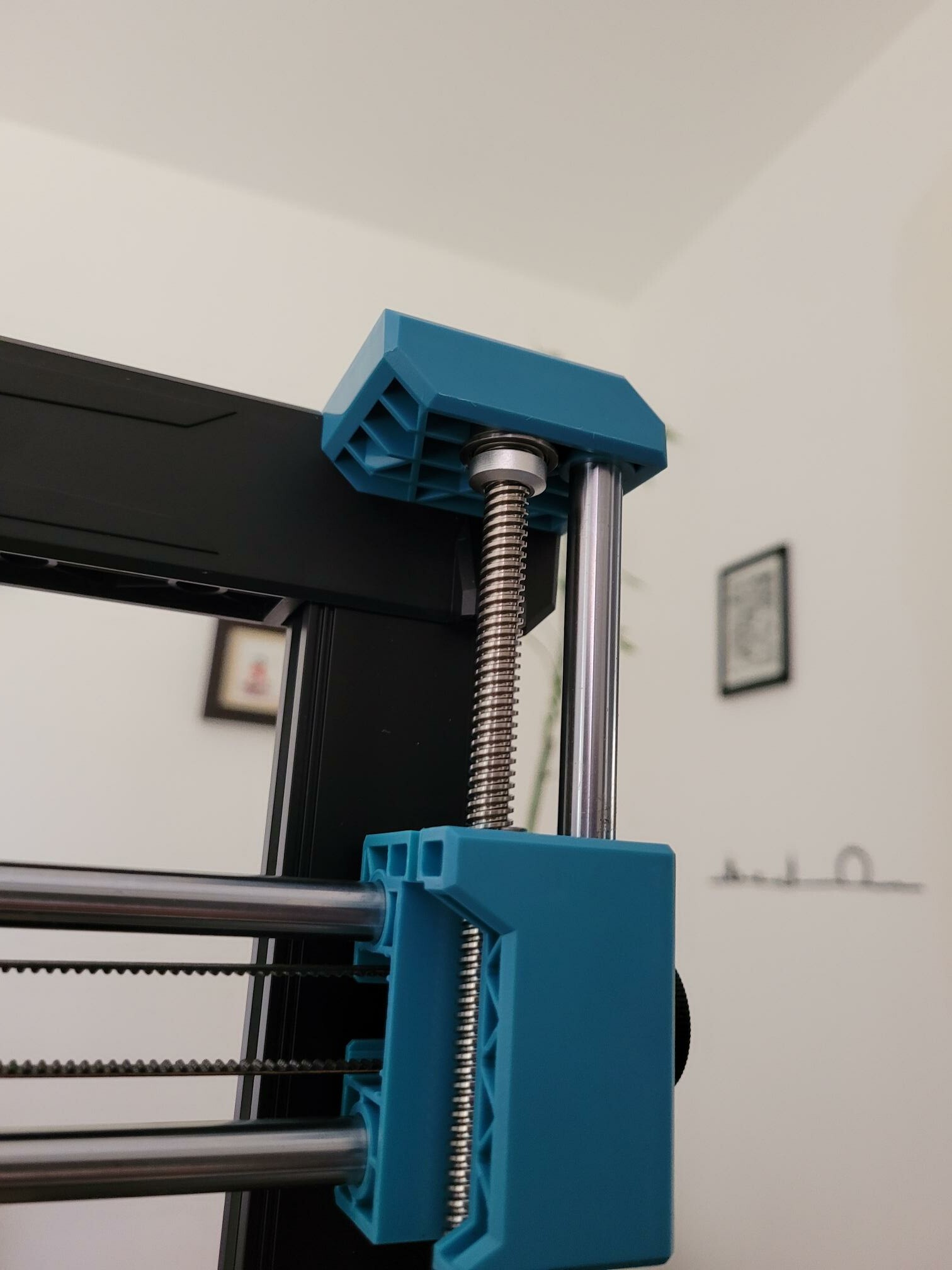








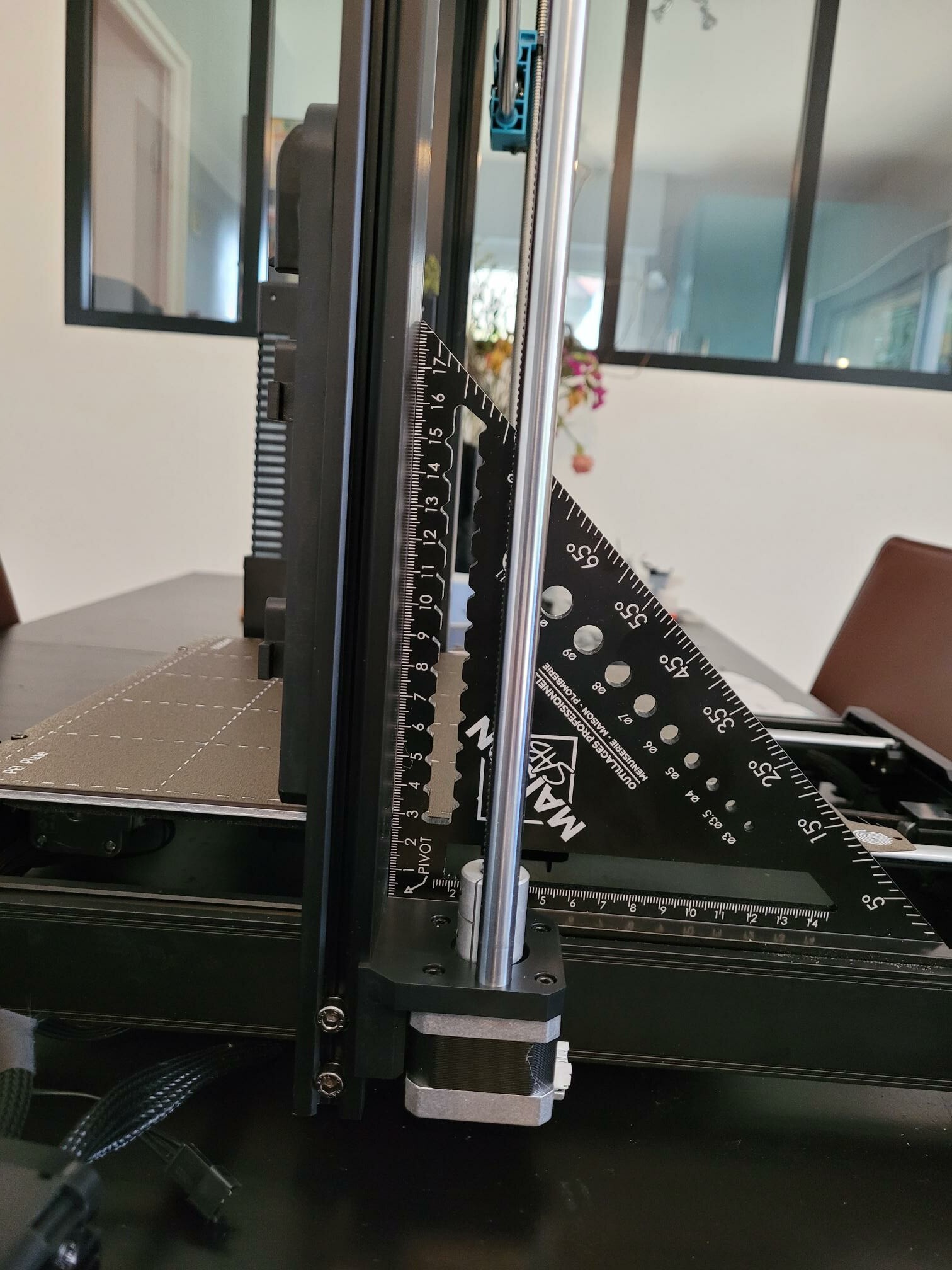
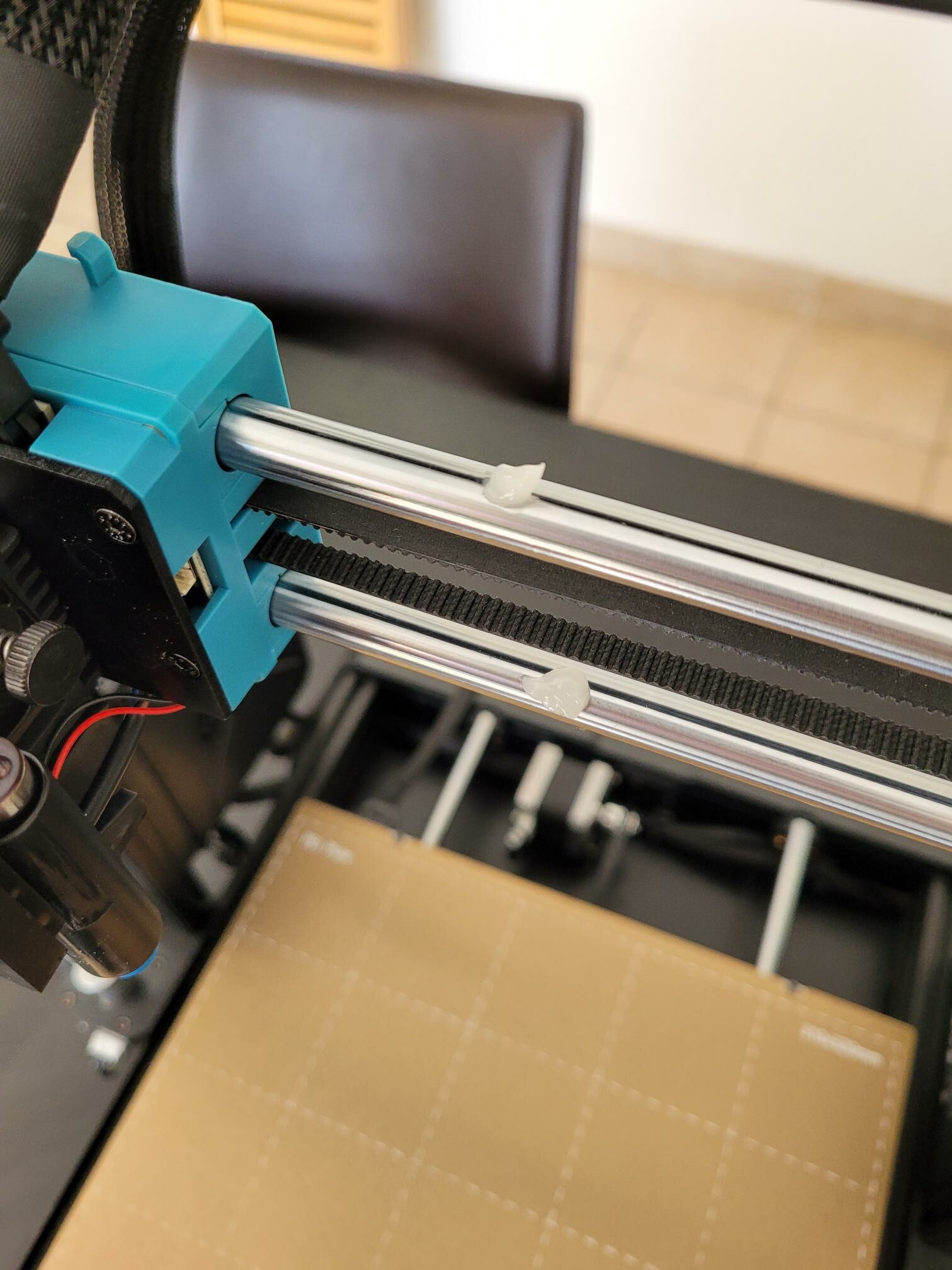
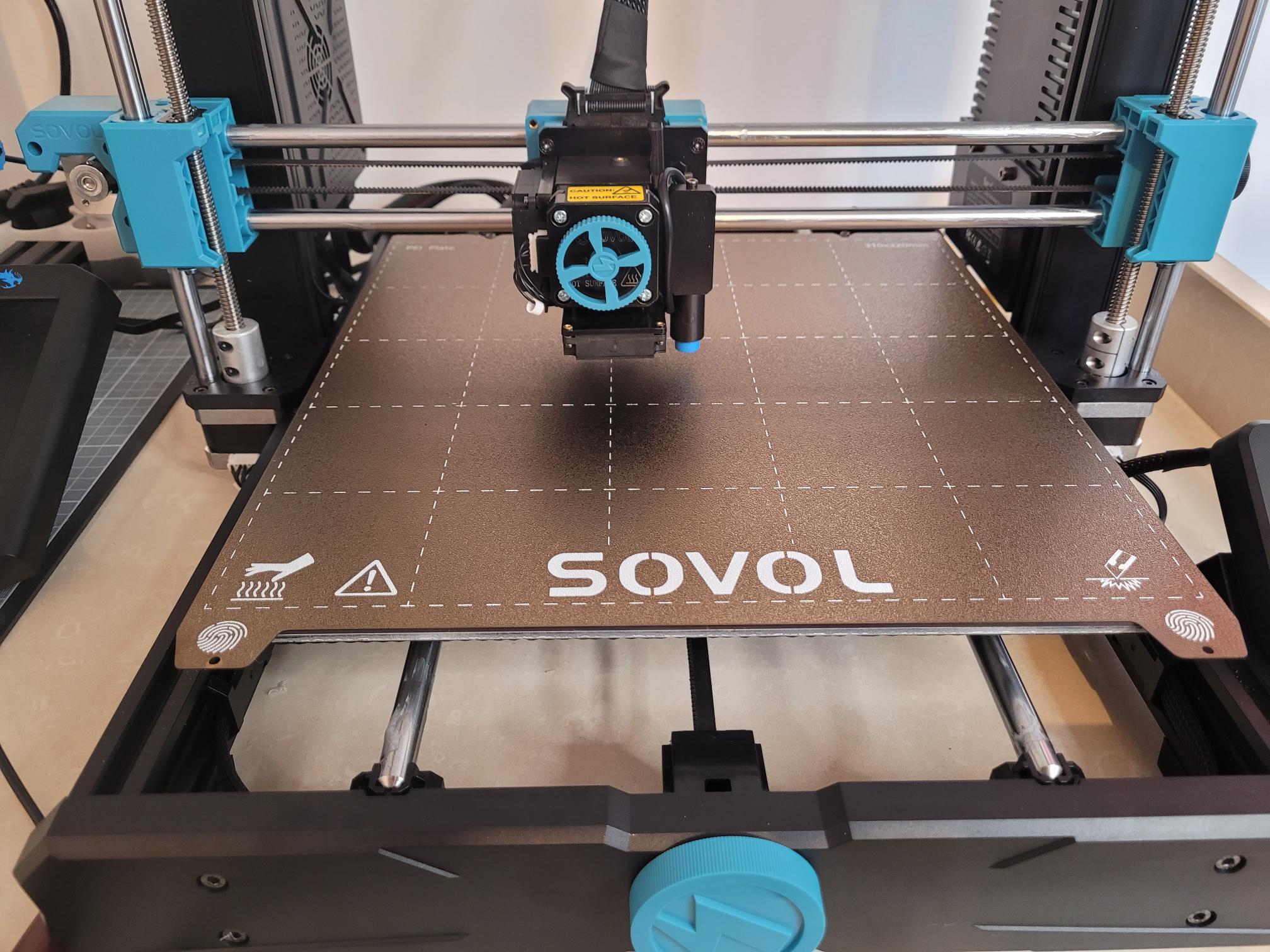
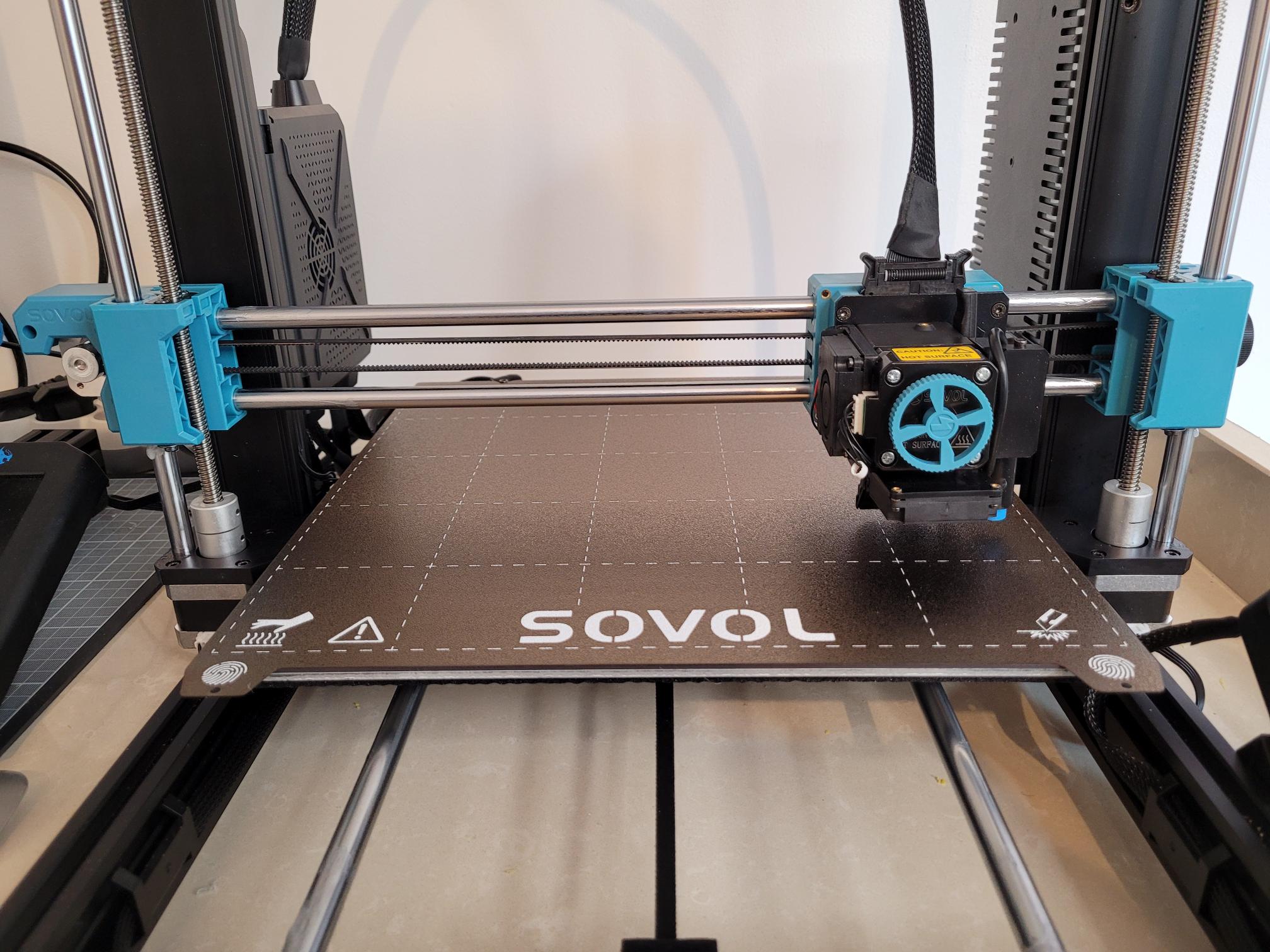
Je vérifie ensuite l’équerrage qui est bon. Je graisse les tiges filetées des axes Z avec de la graisse silicone en spray et les axes métalliques avec la graisse en tube fournie par Sovol. L’imprimante rejoint ensuite sa place définitive où on peut voir la différence de taille avec la Creality Ender 3 v2 juste à côté.

Mise en route de la Sovol S06 Plus
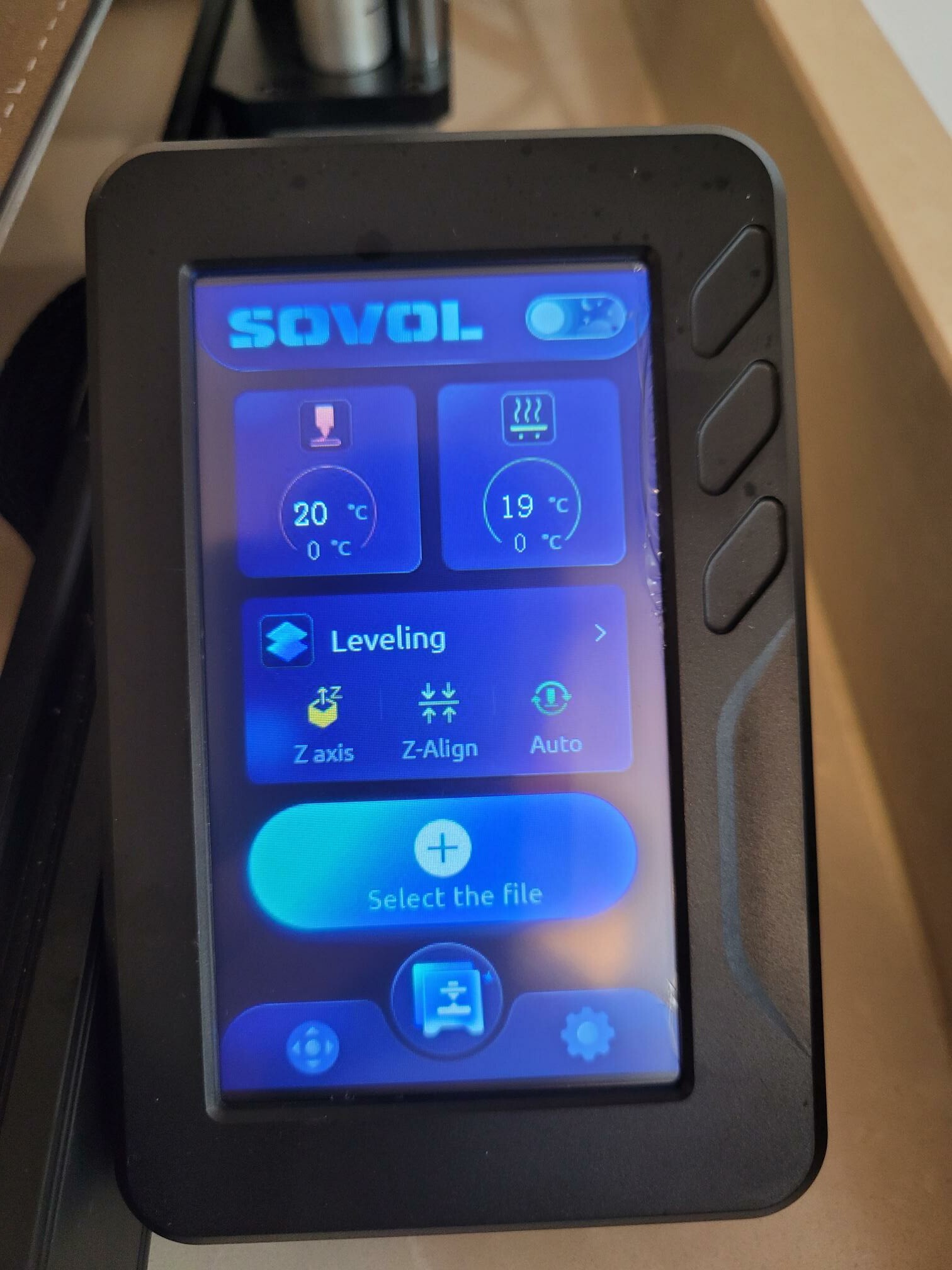
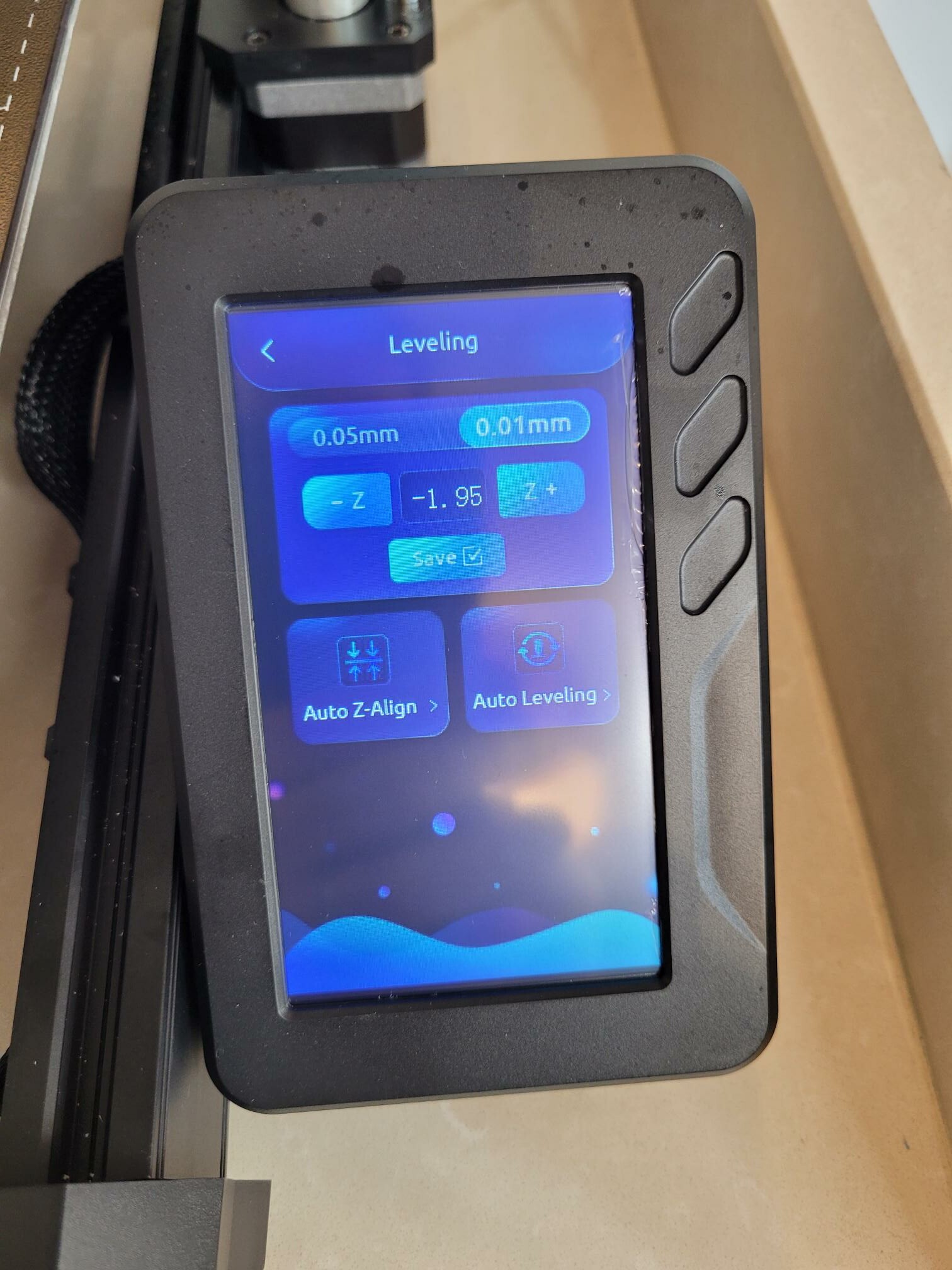
Au démarrage de l’imprimante, nous arrivons sur l’écran d’accueil. Je trouve le design de l’écran très soigné par rapport à ce que j’ai eu l’habitude d’avoir. L’écran est tactile et répond très bien aux sollicitations. Je rentre dans le menu “Leveling” et l’imprimante effectue un auto-home des différents axes.

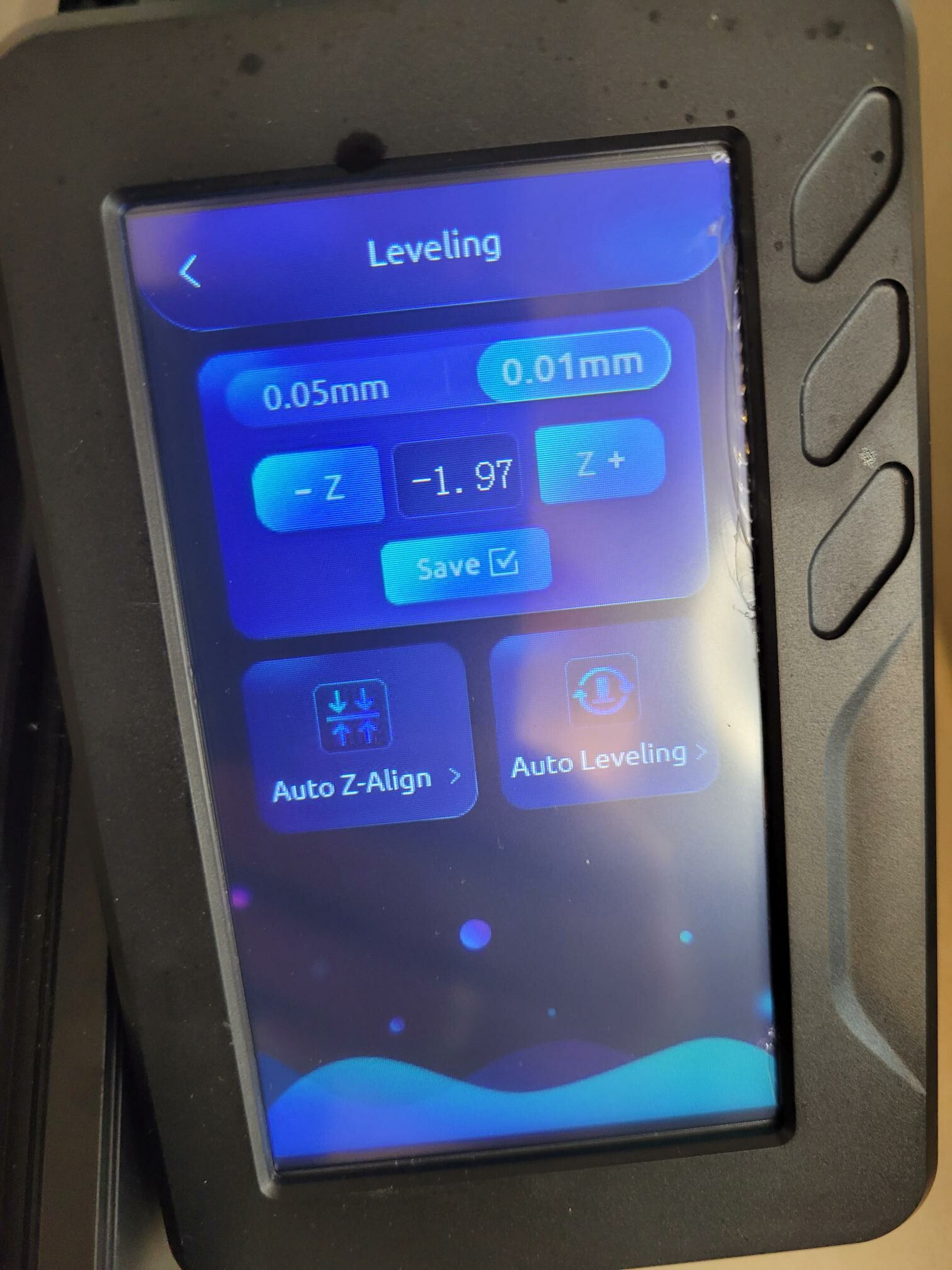
Viennent ensuite les étapes de calibration. En appuyant sur le bouton “Auto Z-Align”, l’imprimante réalise l’alignement des deux axes Z en montant l’axe X supportant la tête d’impression jusqu’en haut du portique. Les axes vont forcer sur deux butées prévues à cet effet, permettant de réaliser l’alignement voulu.
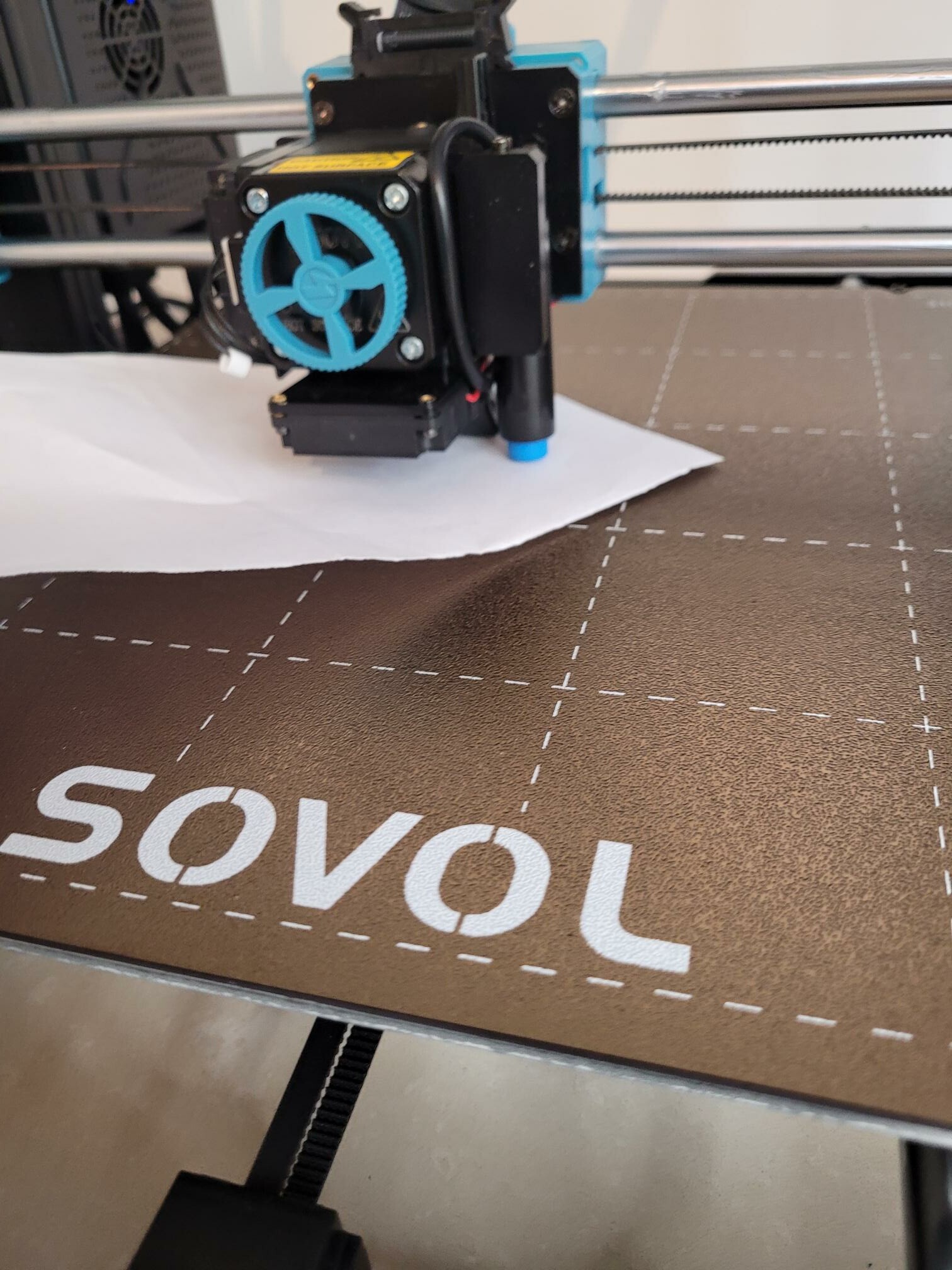
Nous pouvons ensuite nous occuper du “Z-offset” avec la bonne vieille méthode de la feuille en papier.
Pour finir, le bouton “Auto-leveling” va lancer la procédure d’auto nivellement à l’aide du capteur à induction dont est équipée l’imprimante. Le résultat est une matrice (non visible via l’écran) qui permettra une adaptation de l’impression en fonction de la planéité du plateau.



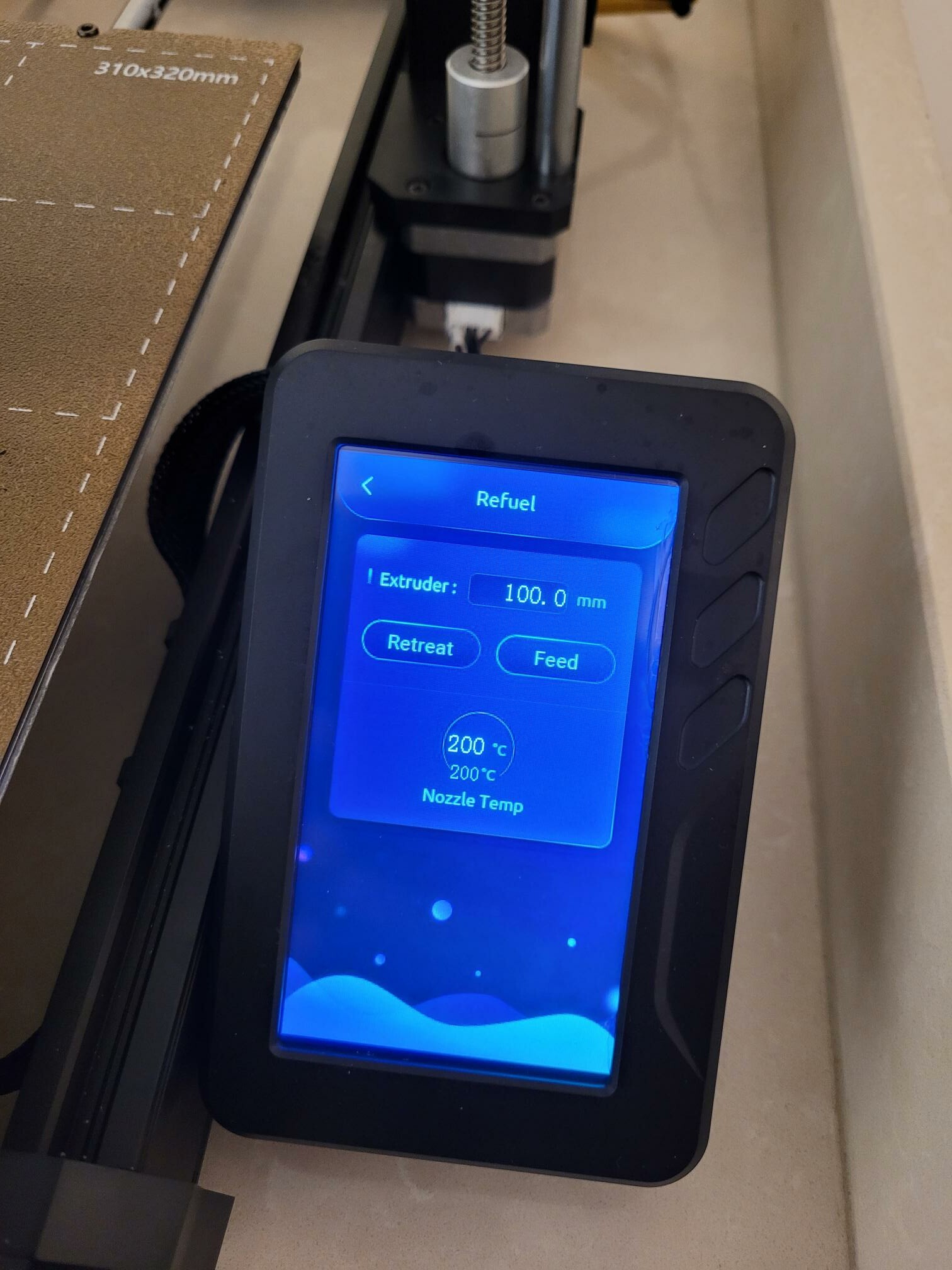
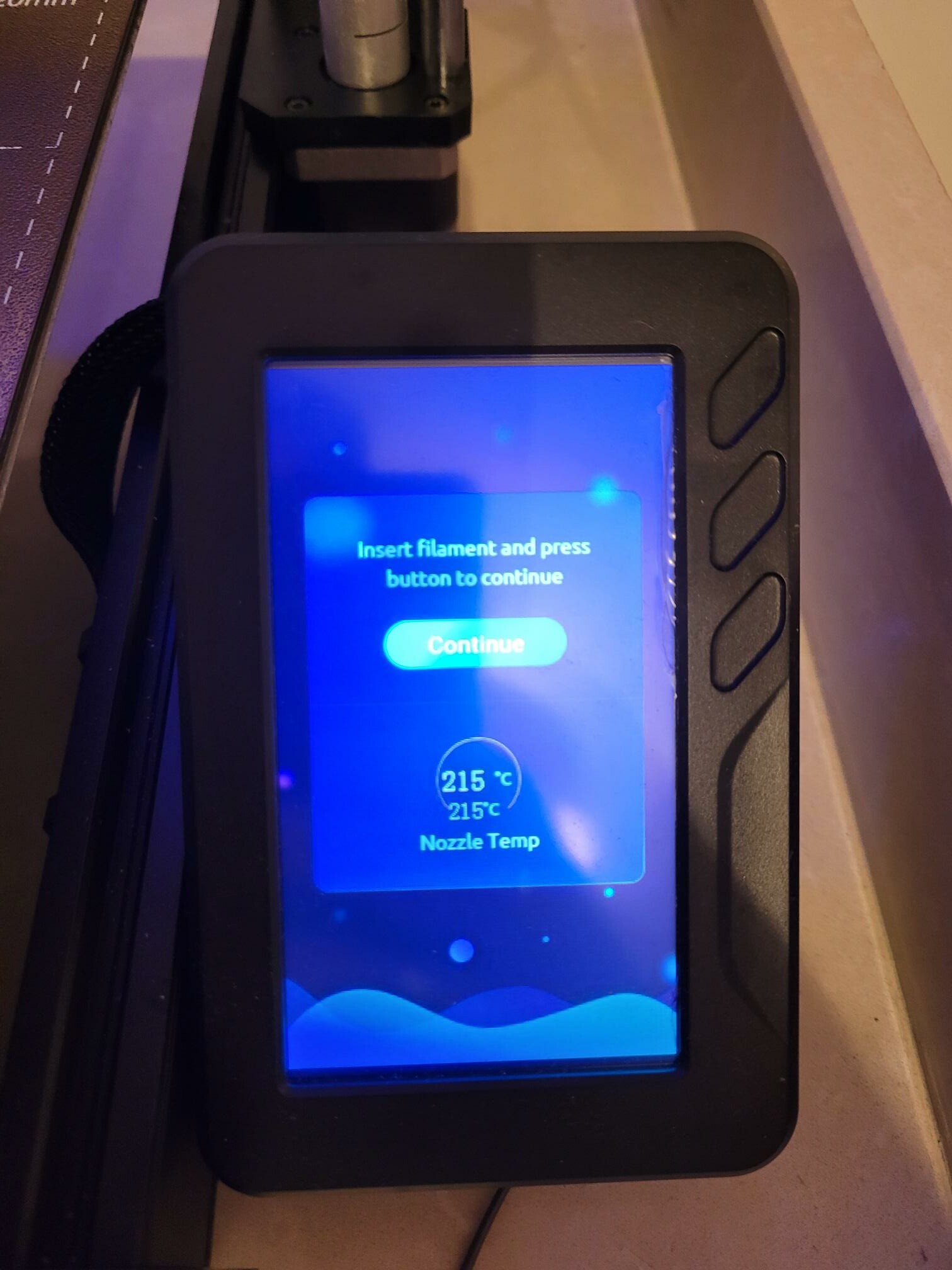
Avant de lancer ma première impression, je vérifie que je suis bien sur la dernière version du firmware (ce qui est le cas). Je fais chauffer ma buse à 200°C en vue de vérifier la calibration de mon extrudeur :
- Je charge mon PLA blanc (je ne me sers pas du porte bobine de la SV06 car mes bobines sont stockées dans des boîtes hermétiques).
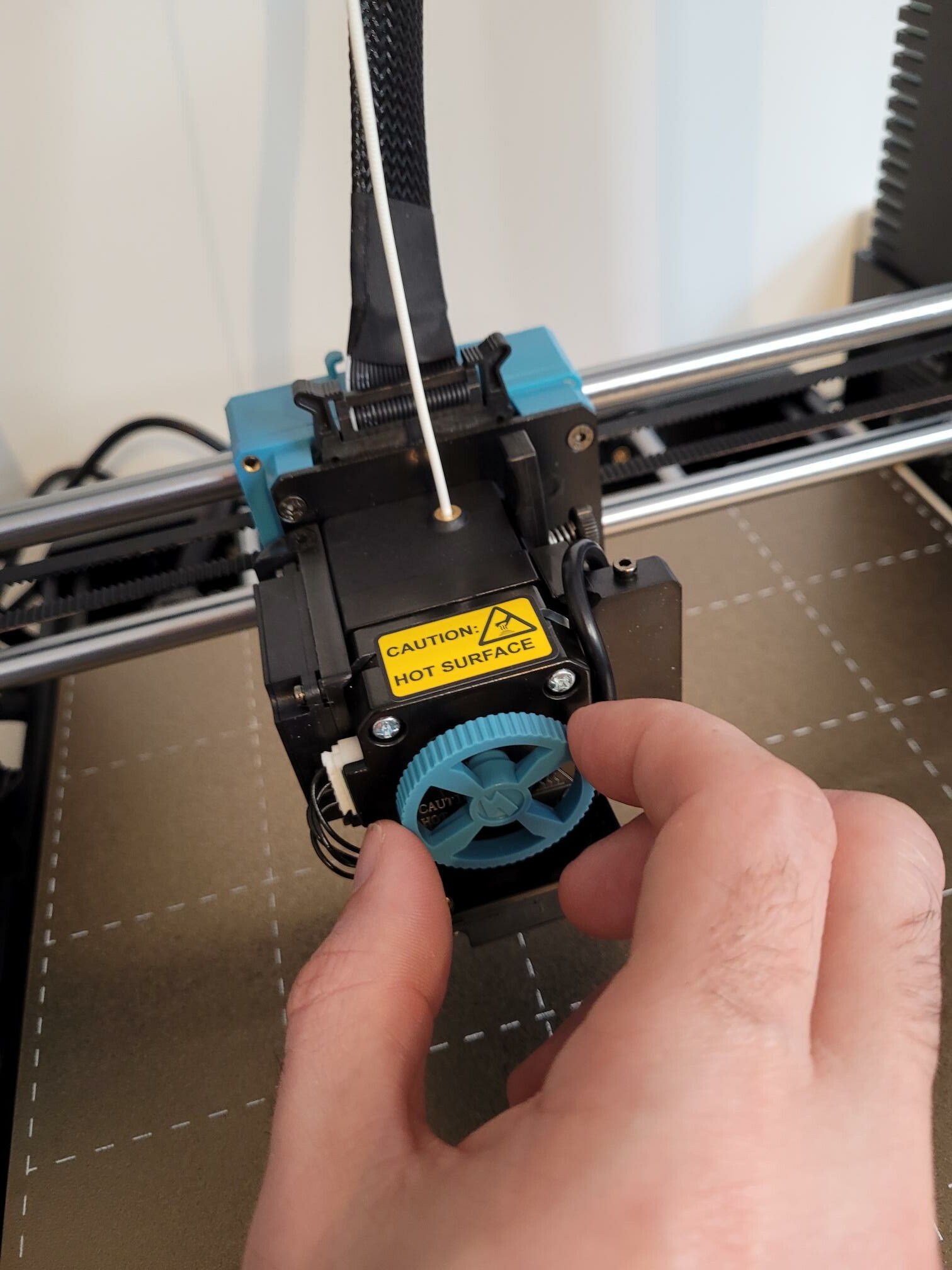
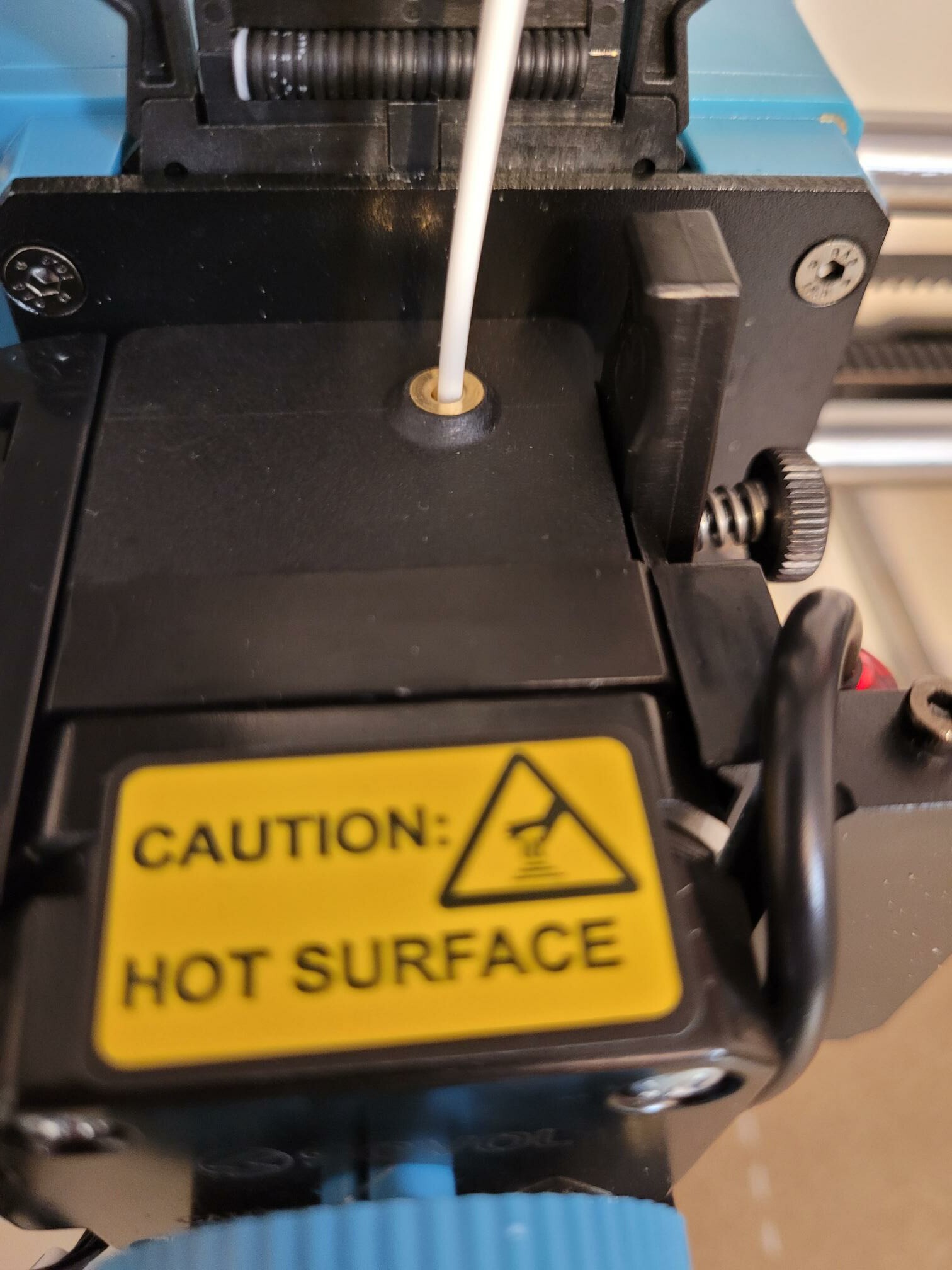
- A l’aide de la molette, je fais sortir du filament, ce qui me permet de m’apercevoir que du filament noir est déjà présent dans la buse : l’imprimante a donc dû être testée avant envoi.
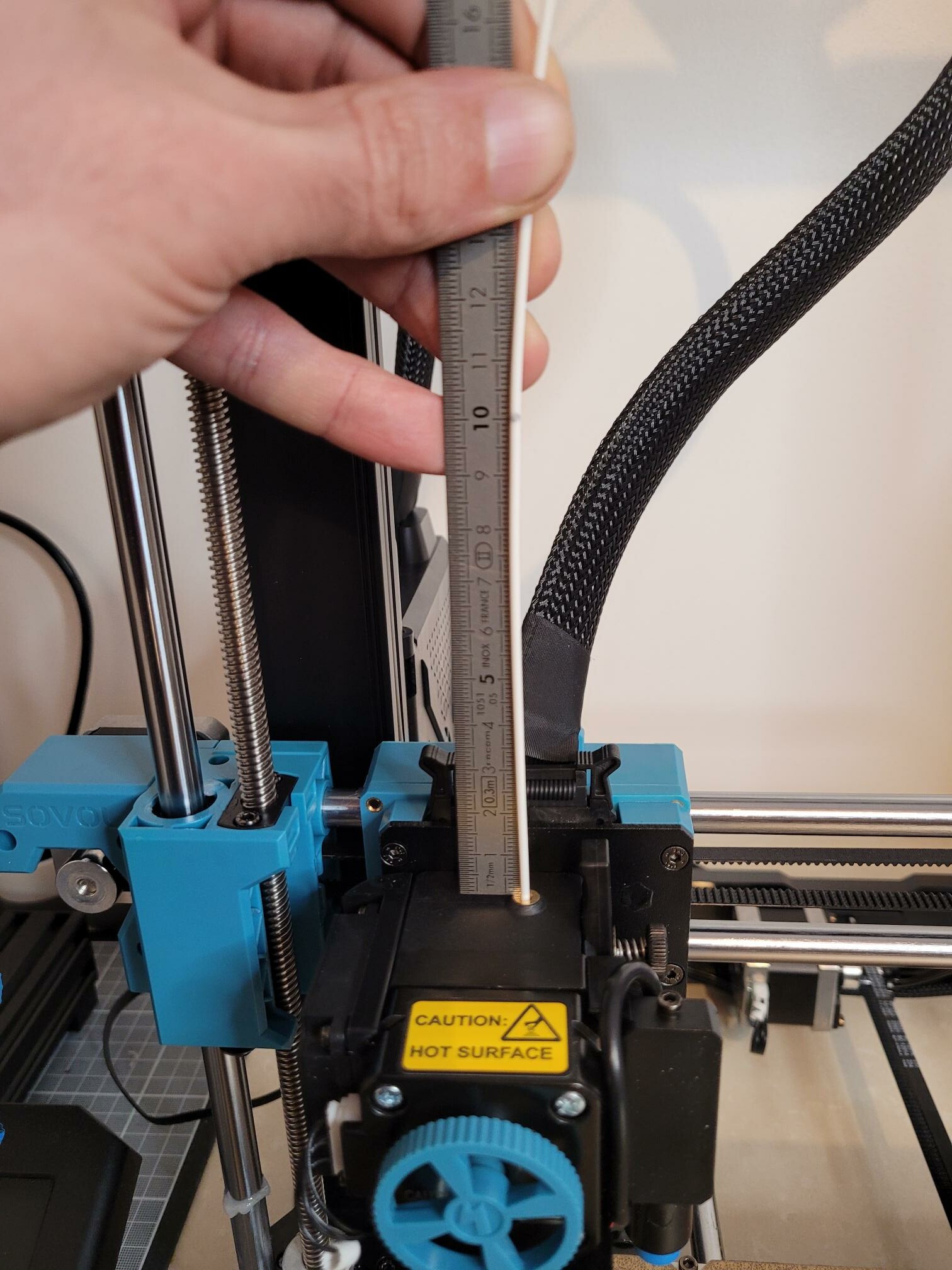
- Je fais une marque sur le filament à 10cm pile au dessus de l’entrée au niveau de la tête d’impression.
- Je demande via l’écran à l’imprimante de charger 10 cm de filament.
- Je constate que ma marque arrive pile au niveau de l’entrée au niveau de la tête (ce n’est pas évident sur la photo, mais je vous le confirme)
Mon extrudeur est donc bien calibré d’origine. Fait assez rare pour être mentionné.

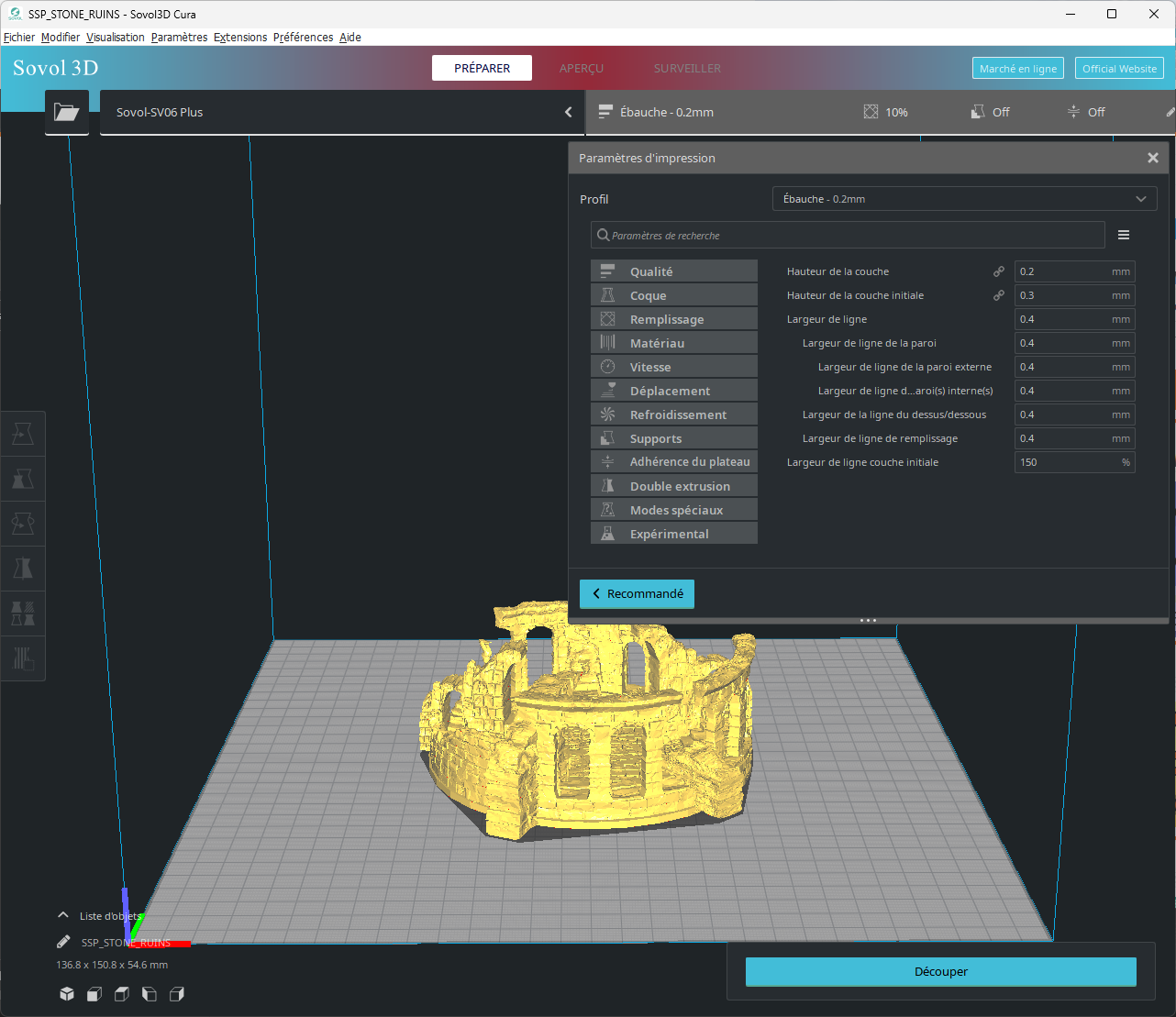
Logiciel slicer
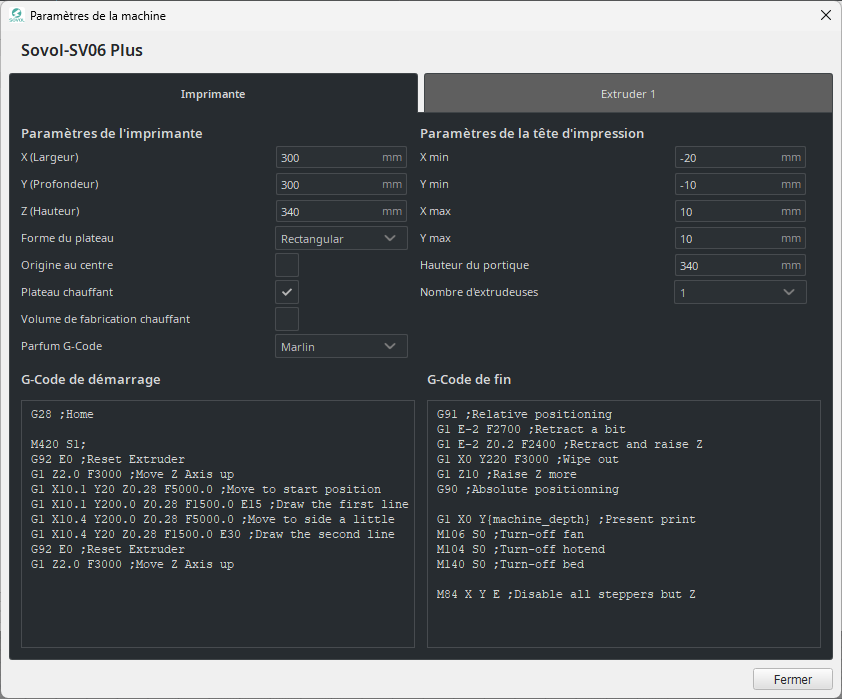
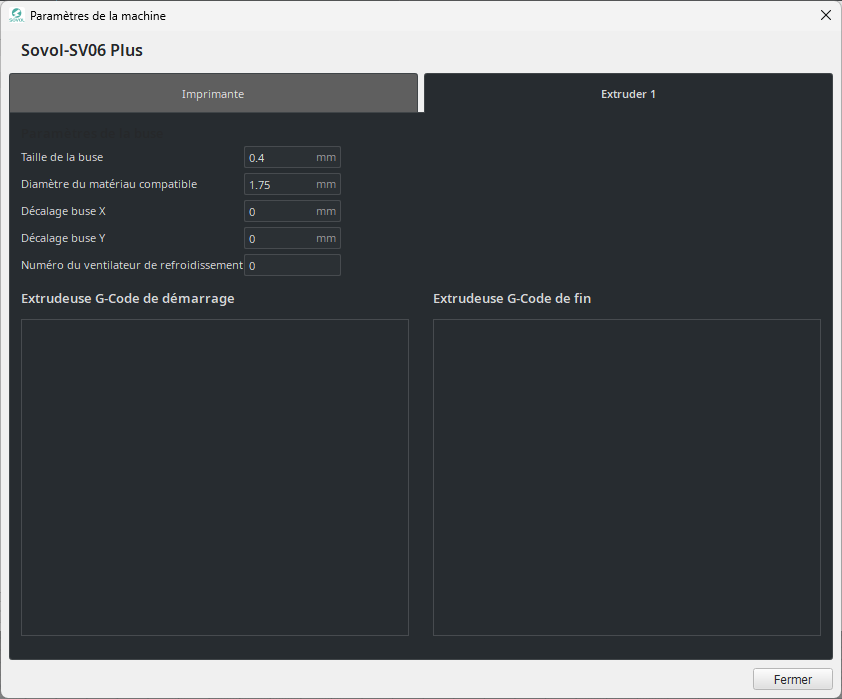
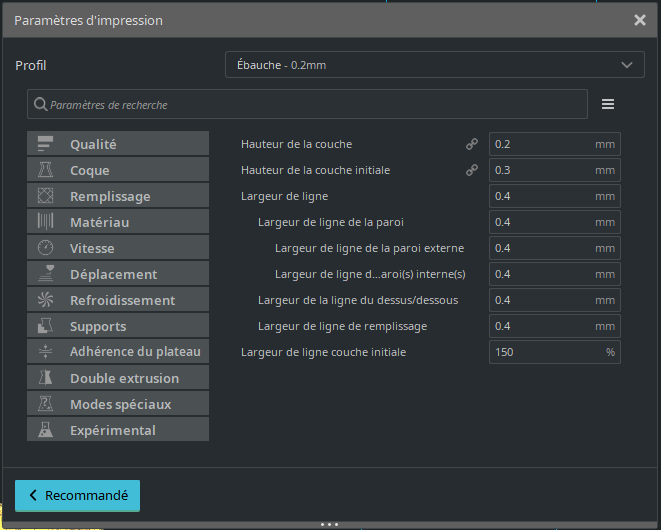
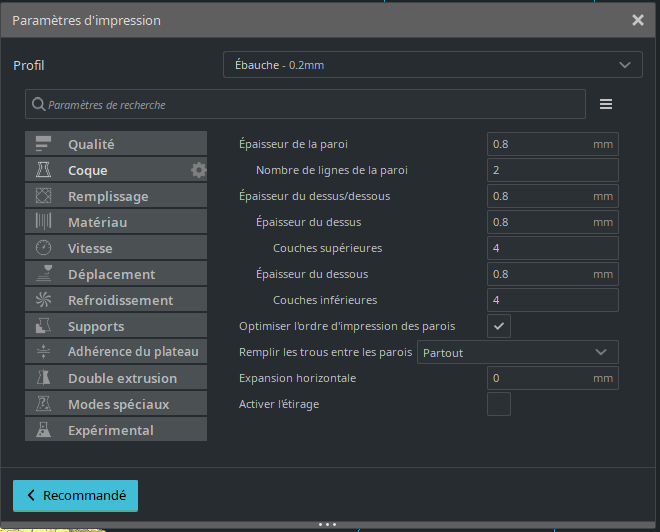
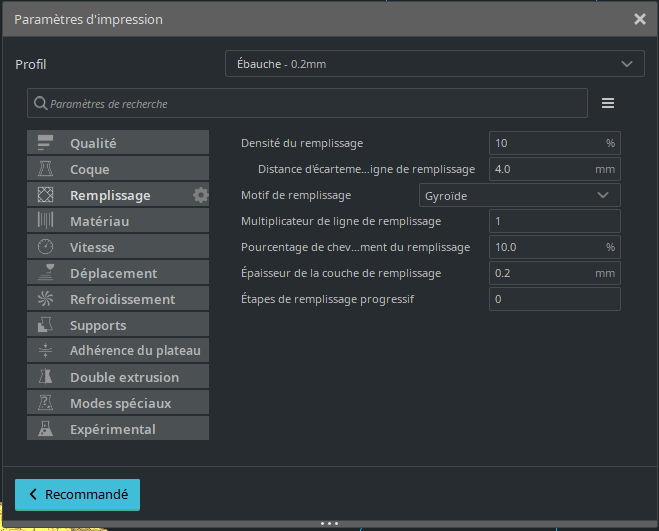
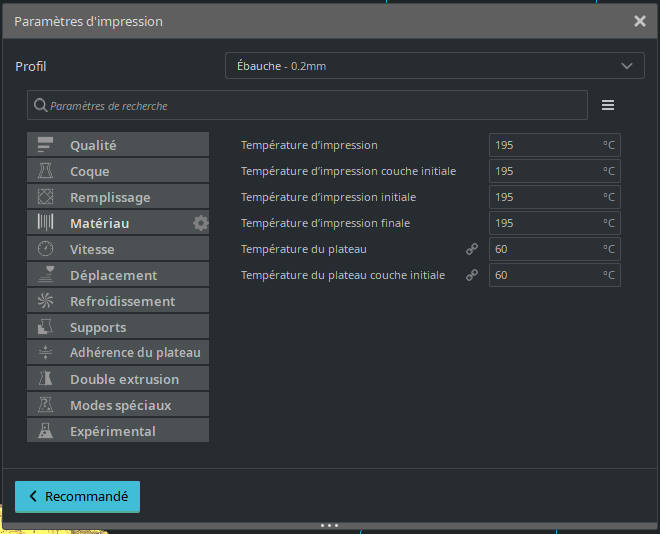
Sovol propose une version de Cura rebadgée au logo et aux couleurs de la marque. On retrouve un profil pour la Sovol SV-06 Plus qui me semble être un bon point de départ pour utiliser son imprimante ou pour créer son propre profil dans son slicer préféré. C’est cette deuxième option que j’ai choisie en reportant les paramètres essentiels dans mon Cura dernière version.
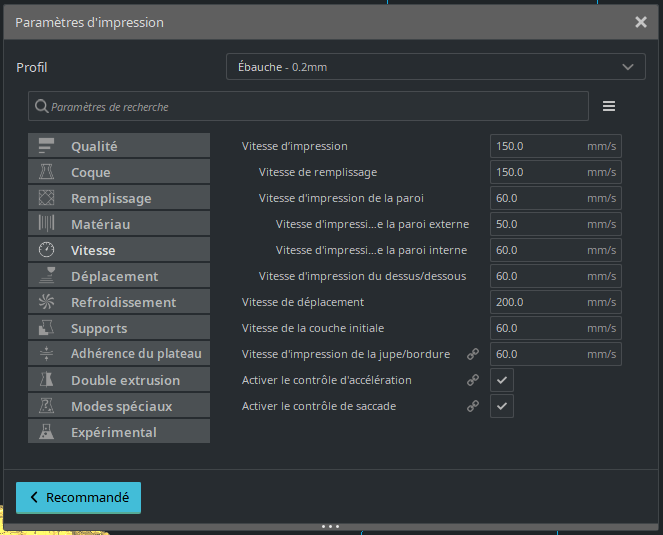
Il est intéressant de noter que Sovol paramètre son imprimante par défaut avec les propriétés suivantes :
- Vitesse d’impression et de remplissage : 150 mm/s
- Vitesse d’impression de la paroi : 60 mm/s
- Vitesse déplacement : 200 mm/s
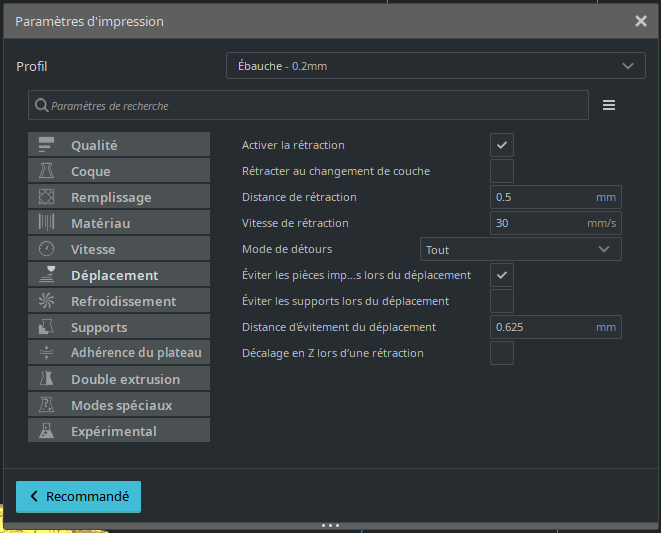
- Distance de rétraction : 0.5 mm
- Vitesse de rétraction : 30 mm/s
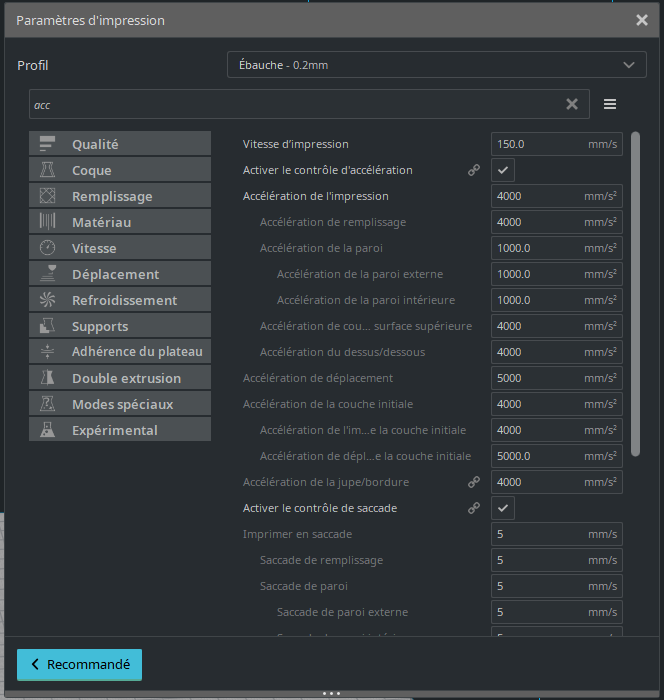
- Le contrôle d’accélération est activé par défaut avec une valeur de 4000 mm/s
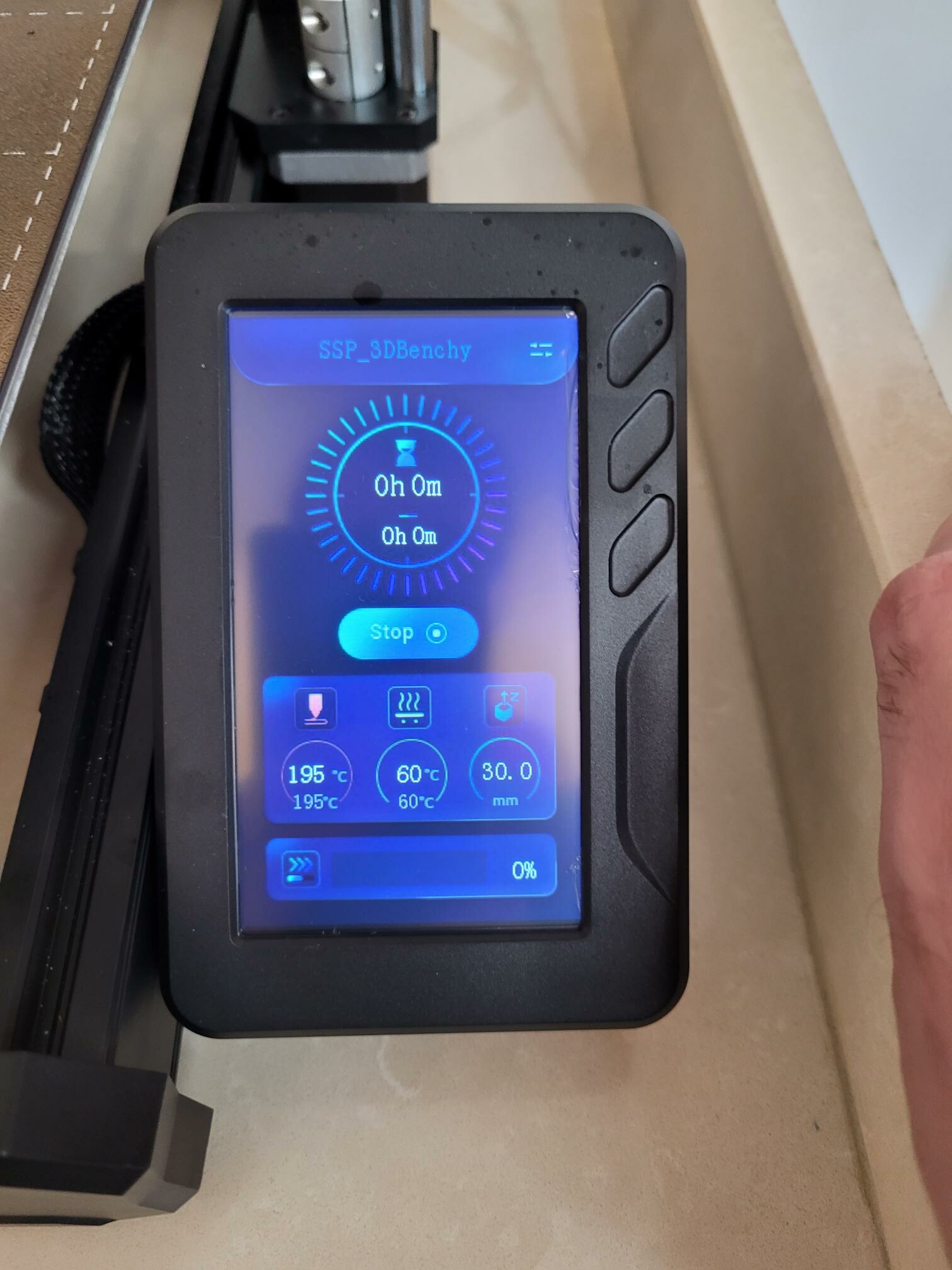
Impression de test (PLA)
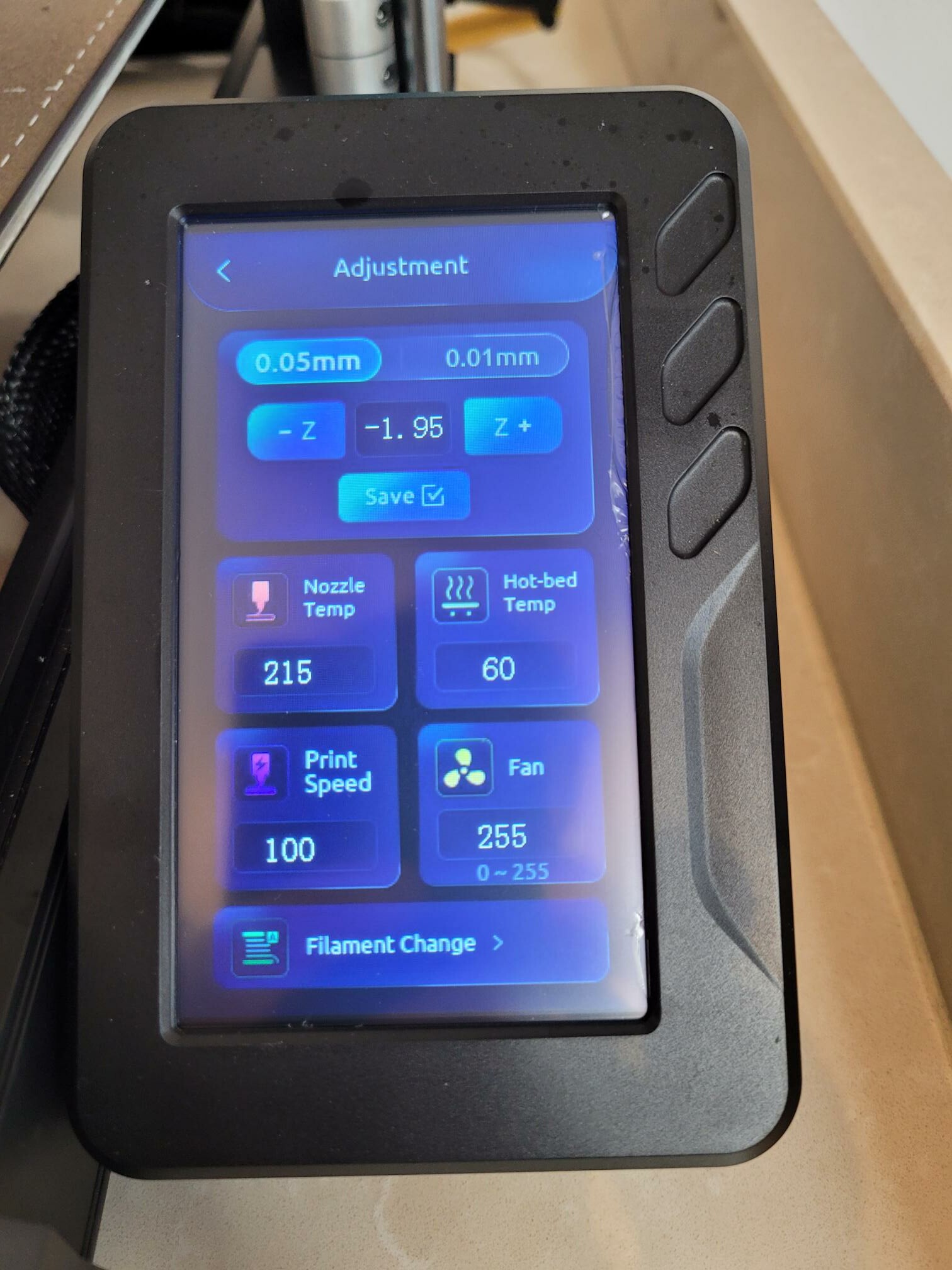
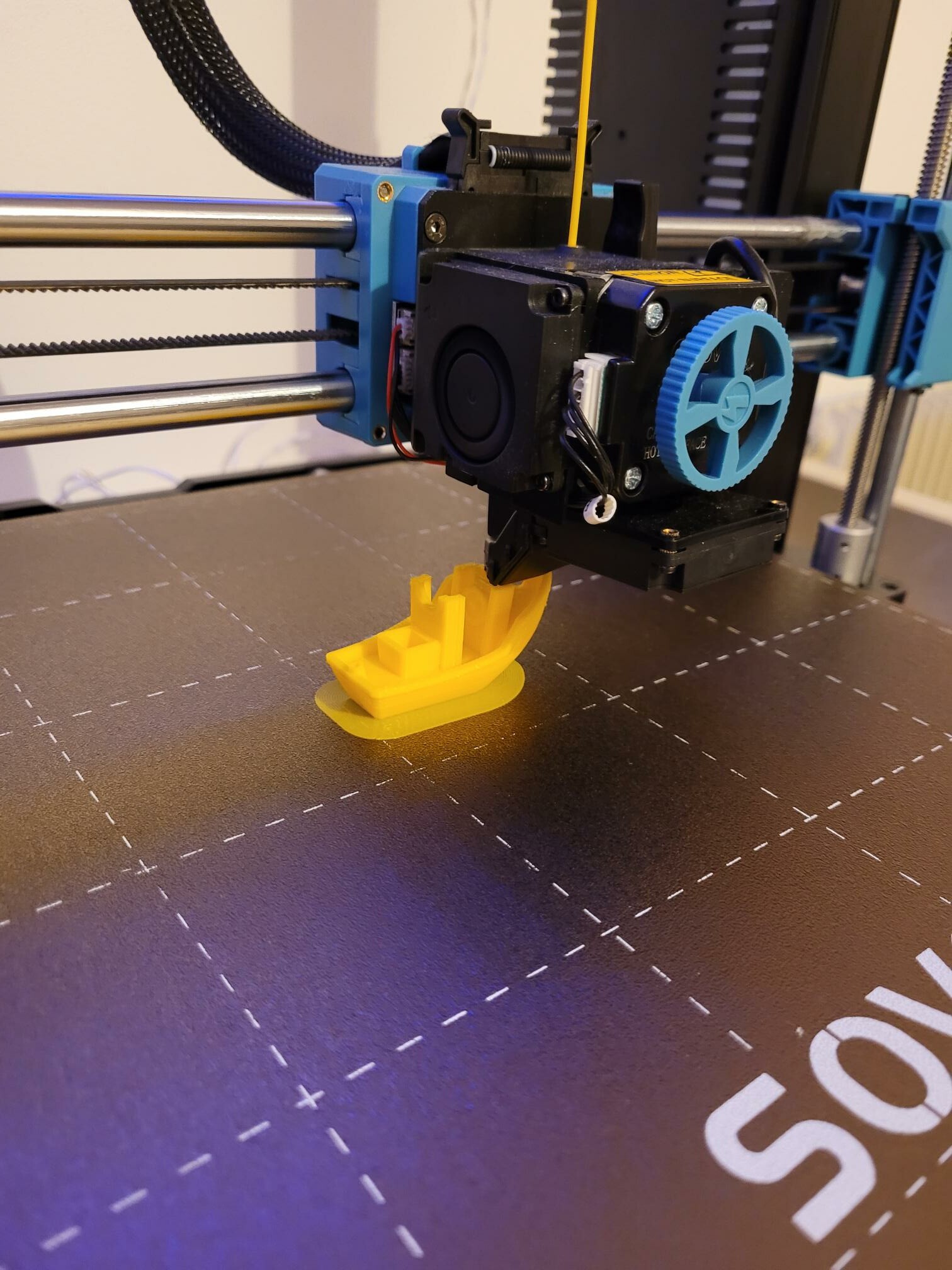
Pour ma première impression, j’ai choisi le classique Benchy présent sur la carte SD. Il a l’avantage d’être déjà “tranché” avec normalement les bons paramètres pour l’imprimante. Je découvre en même temps l’écran de préchauffage et ceux disponibles pendant l’impression. J’en profite pour ajuster la température d’impression à la volée (195°C étant un peu faible pour mon PLA). Je regrette qu’on ne puisse pas ajuster le débit d’extrusion. Le résultat du Benchy est tout à fait correct.





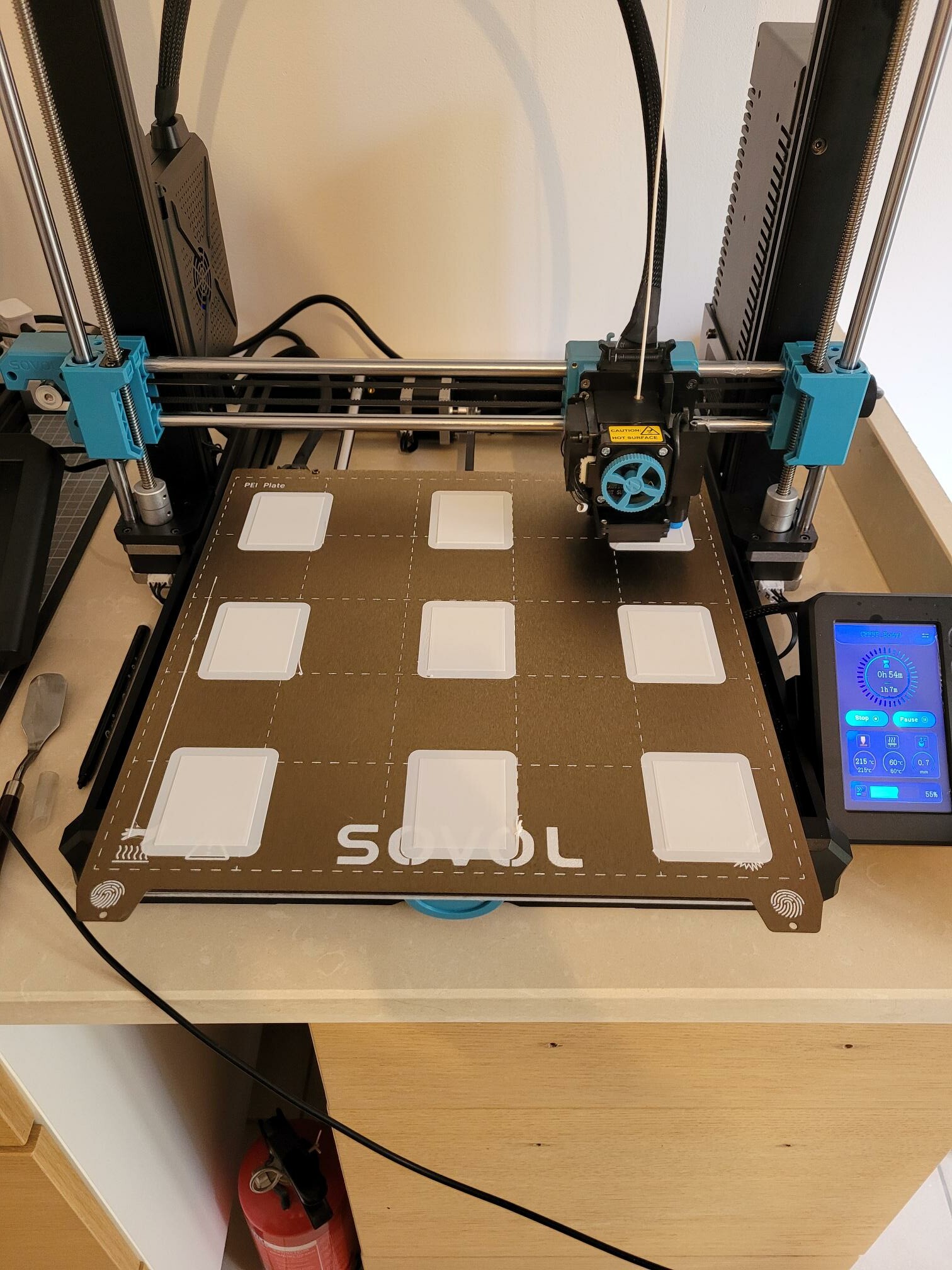
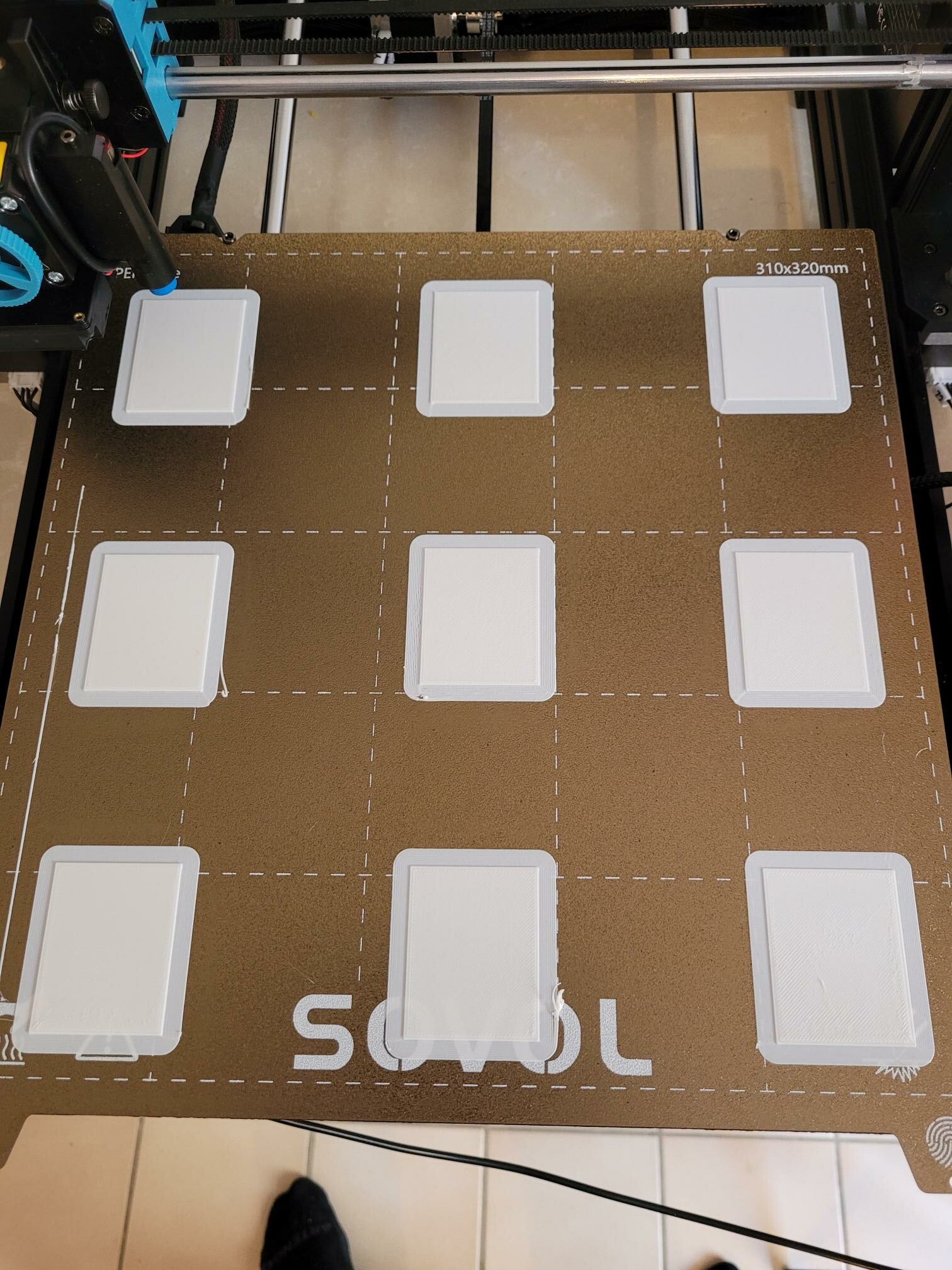
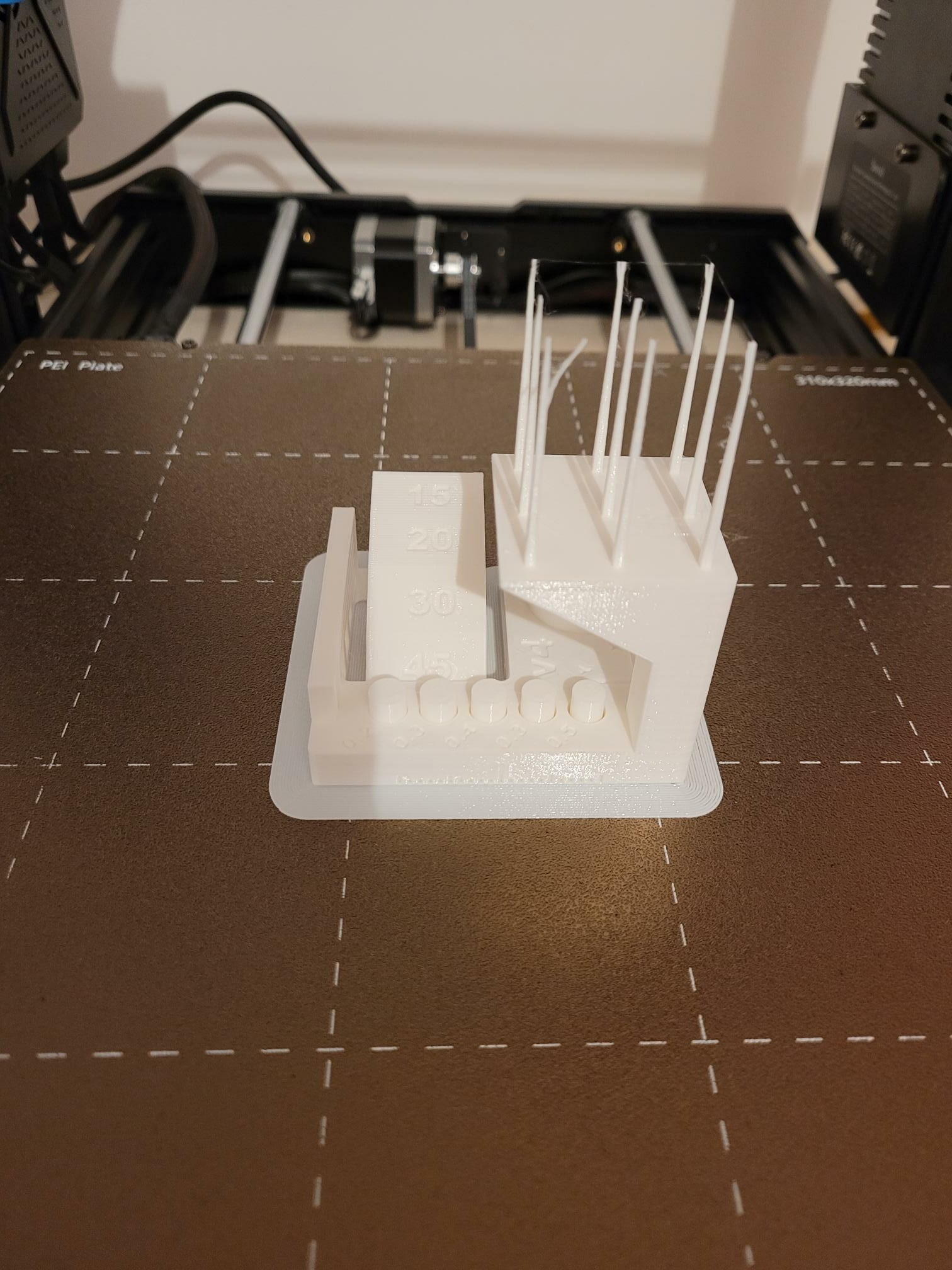
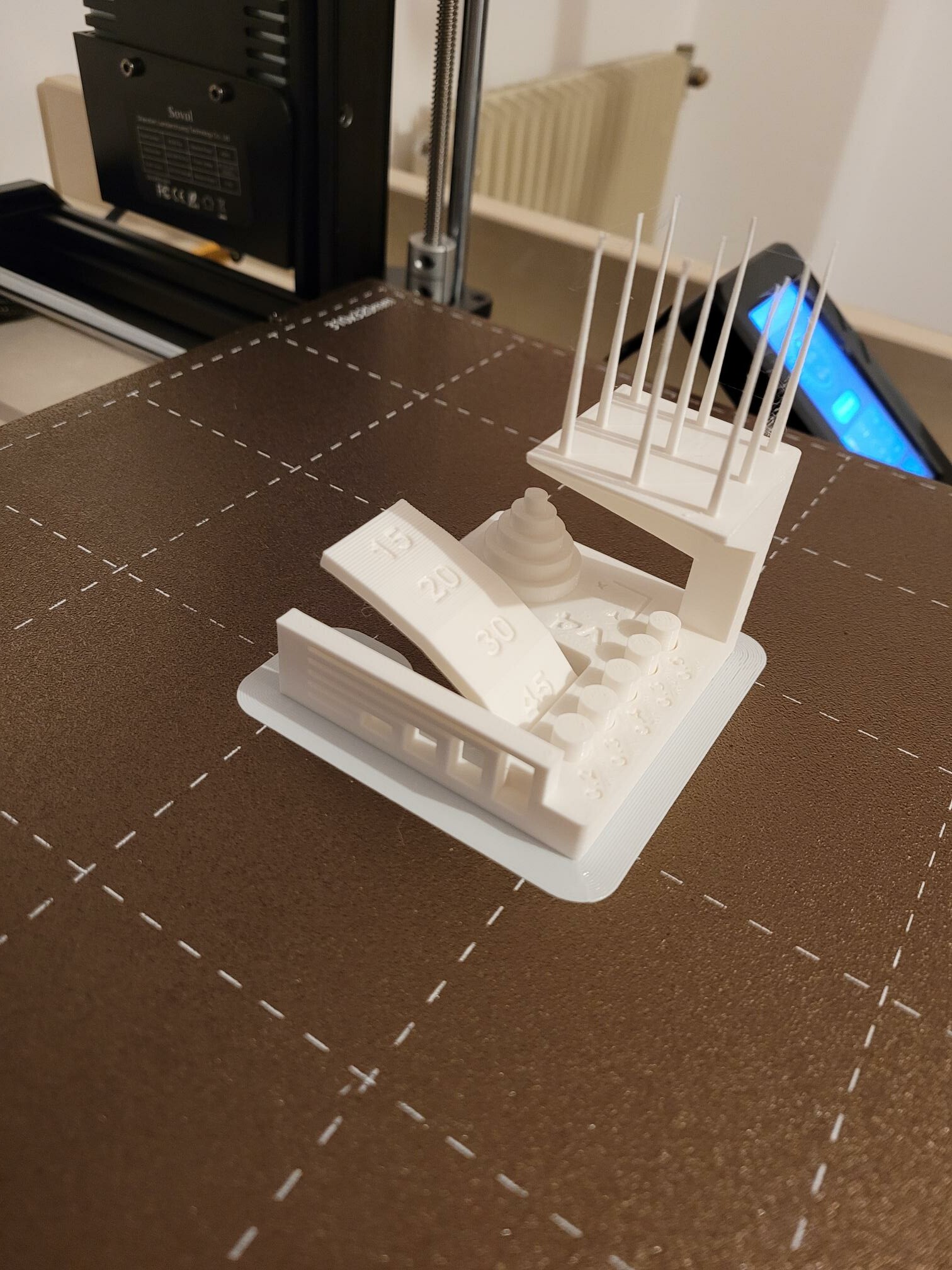
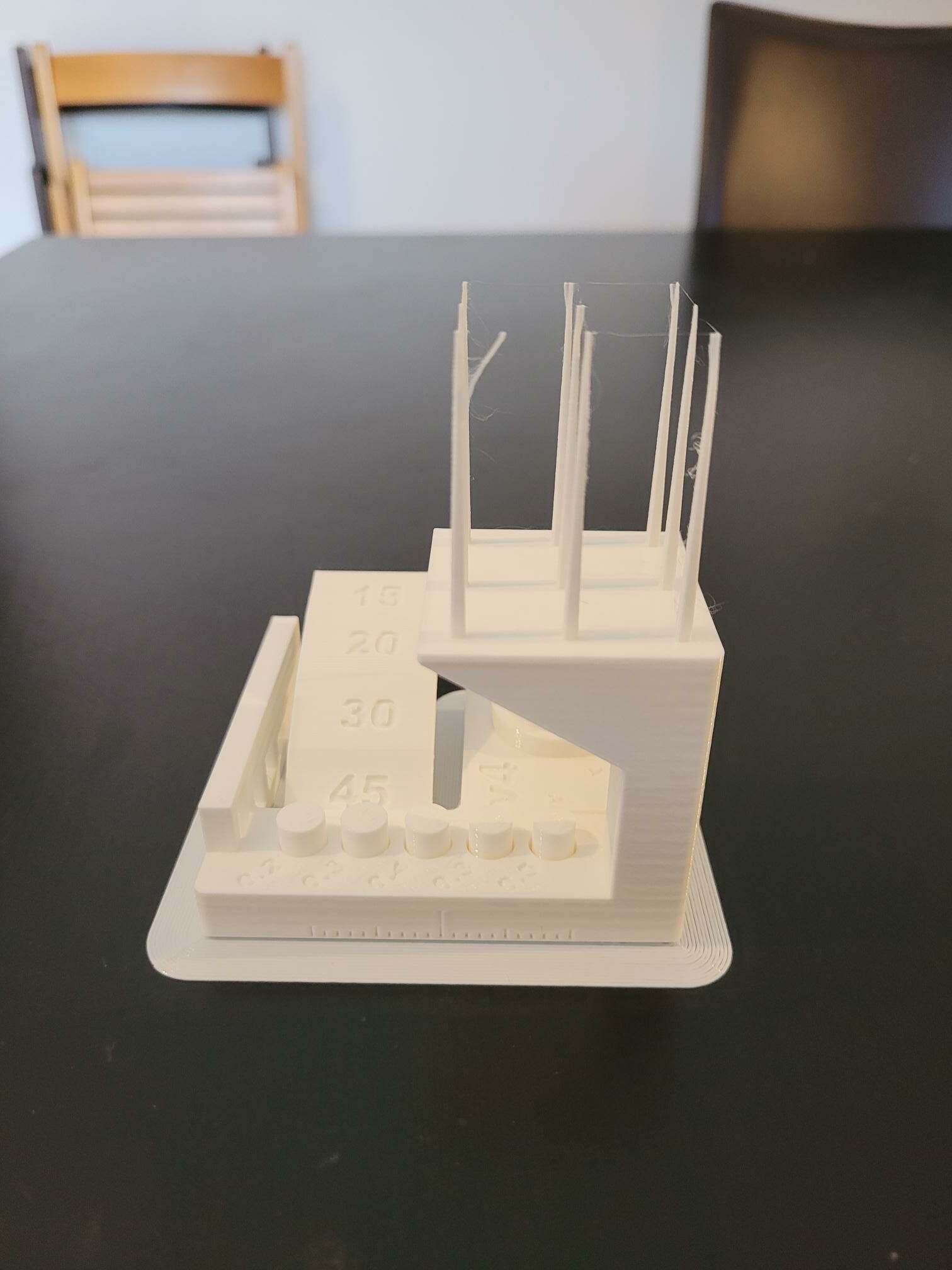
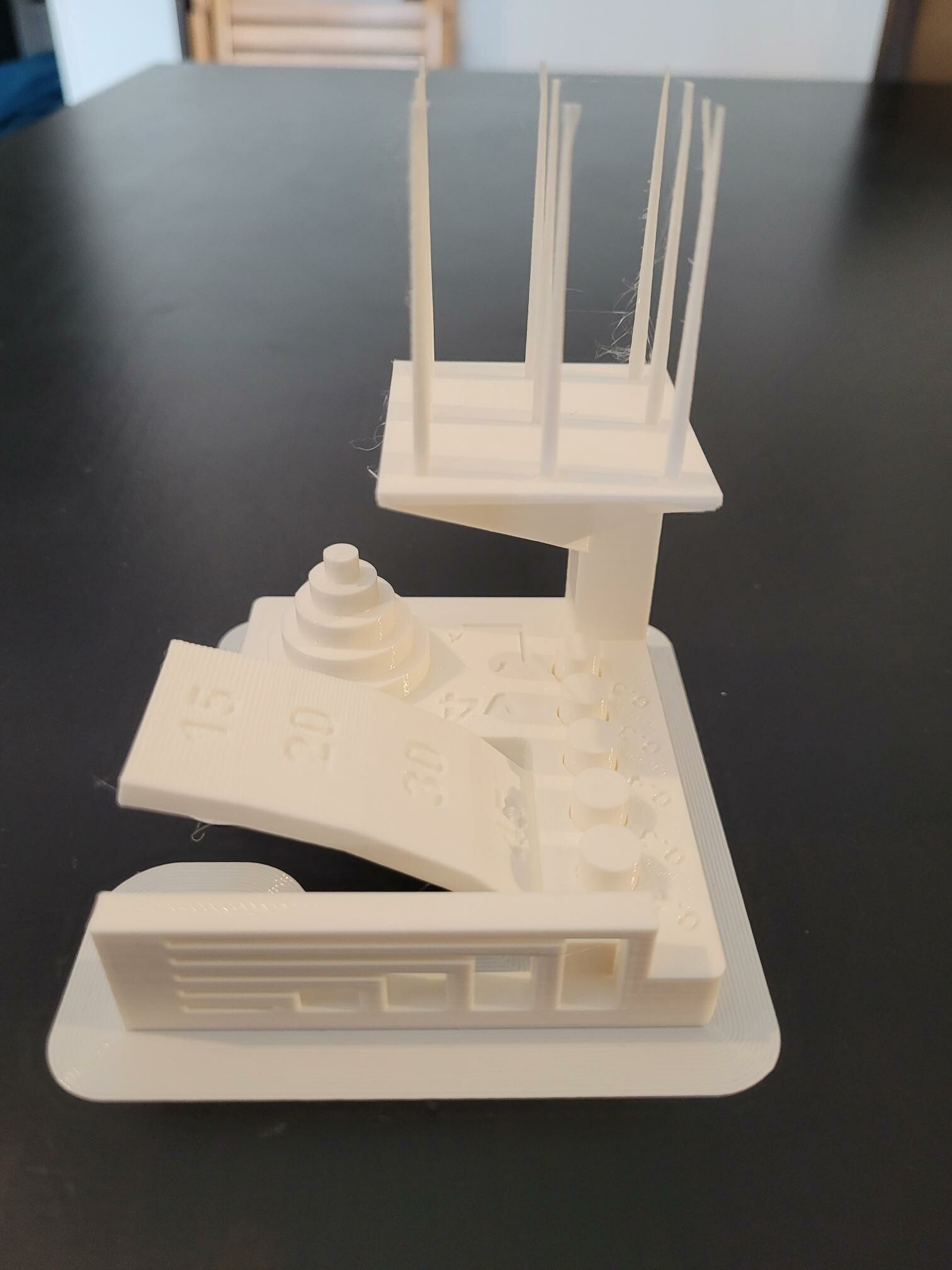
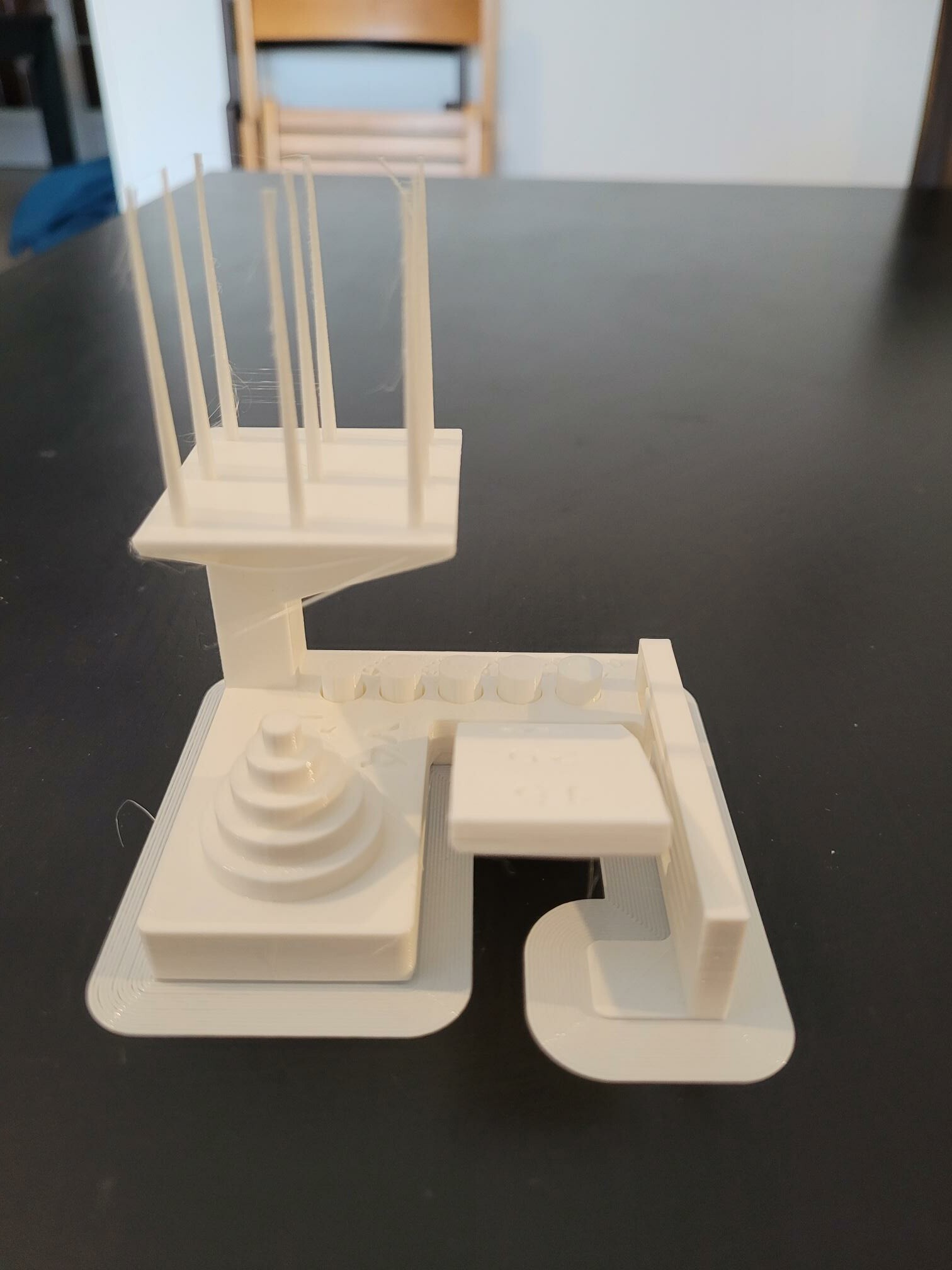
Je passe ensuite à une série de tests pour vérifier l’adhérence du plateau en différents points, une tour de température et le “torture test” développé par KickStarter et AutoDesk. RAS, le torture test est même vraiment très bon !

D’autres impressions en PLA
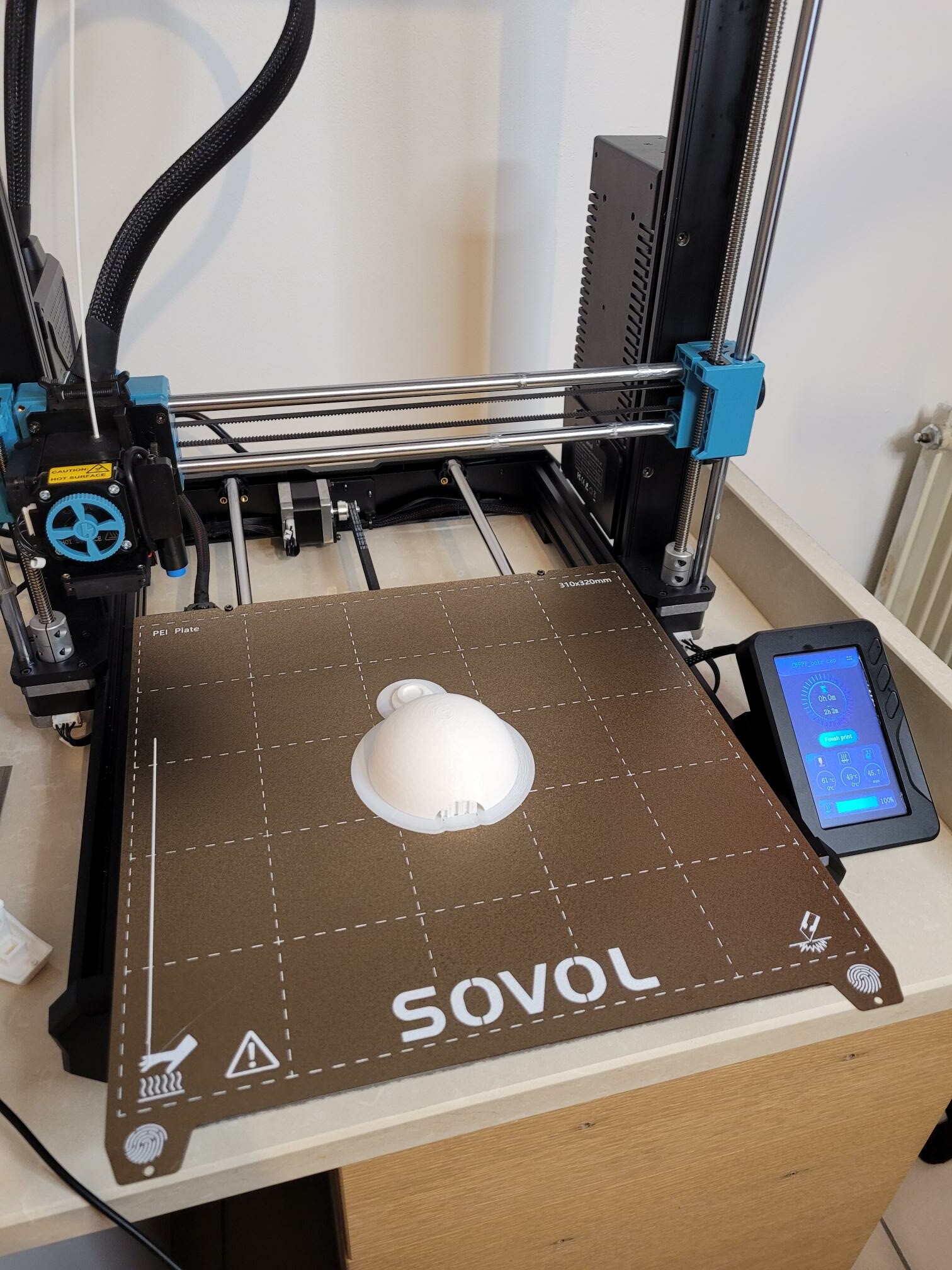
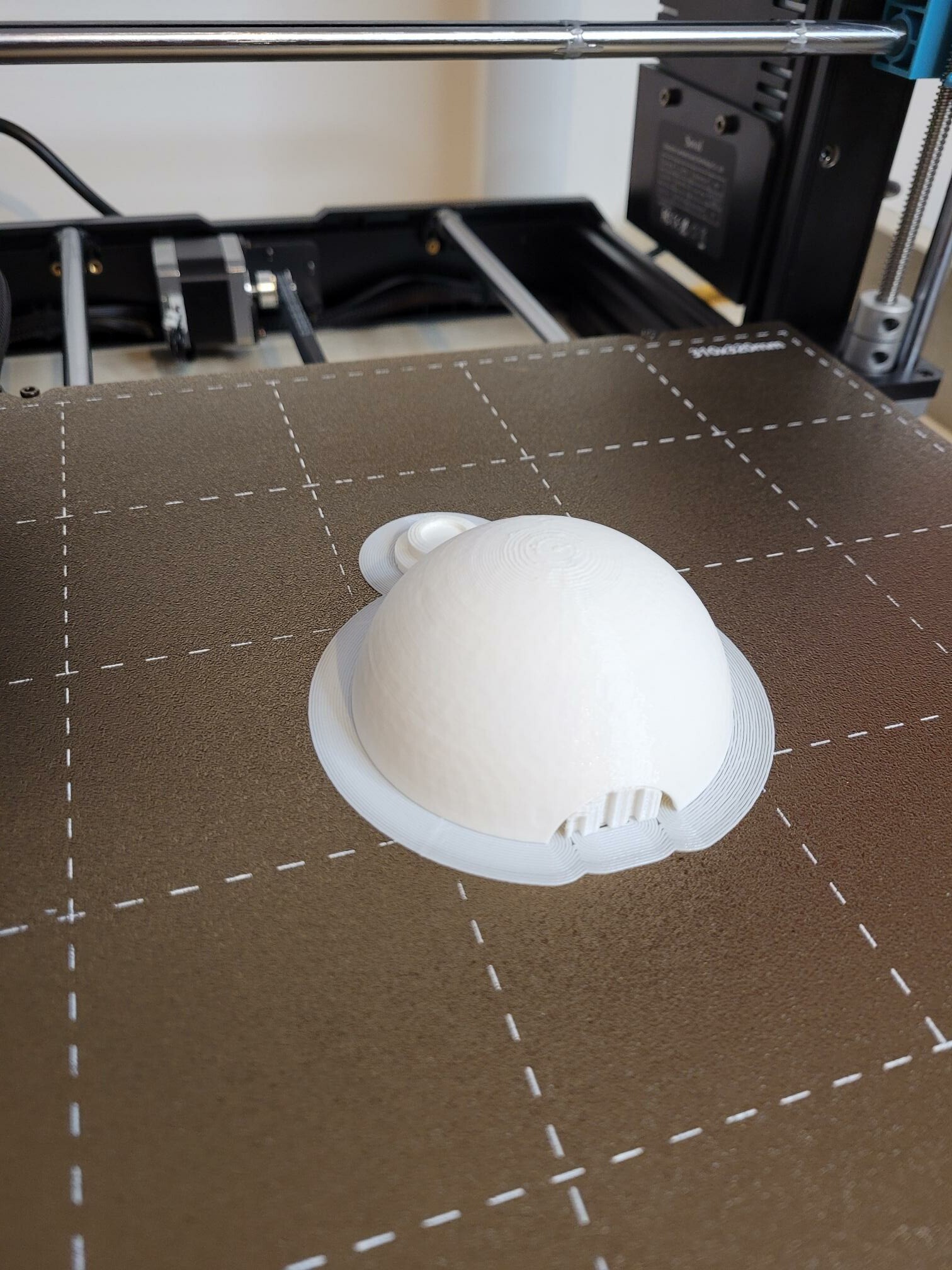
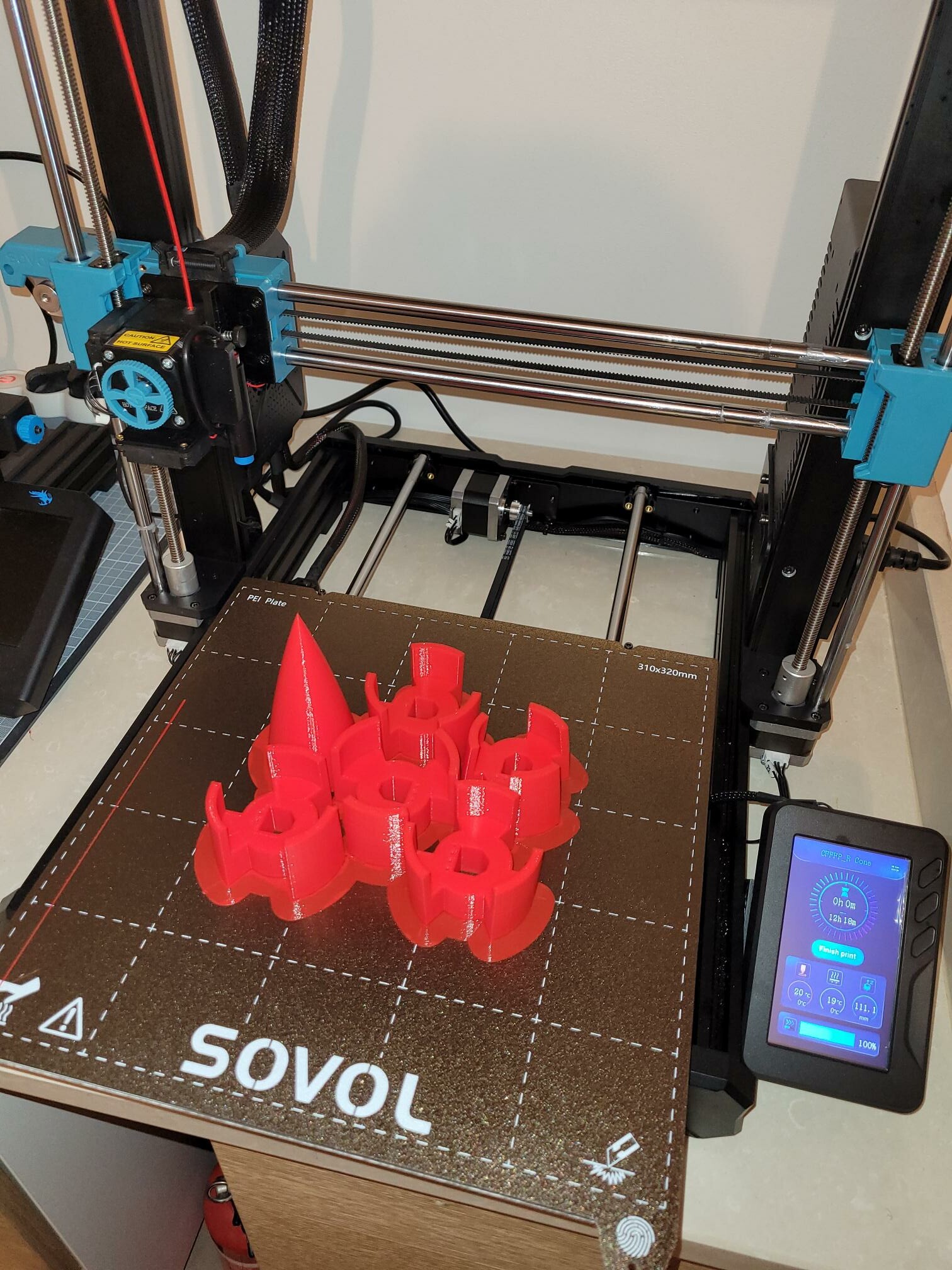
Passons à des objets plus fonctionnels. J’en profite pour accélérer la vitesse d’impression à 100 mm/s avec cette Pokeball permettant d’accueillir des cartouches de jeux vidéo. L’impression est très correcte et les cotes respectées. L’assemblage se passe sans problème.




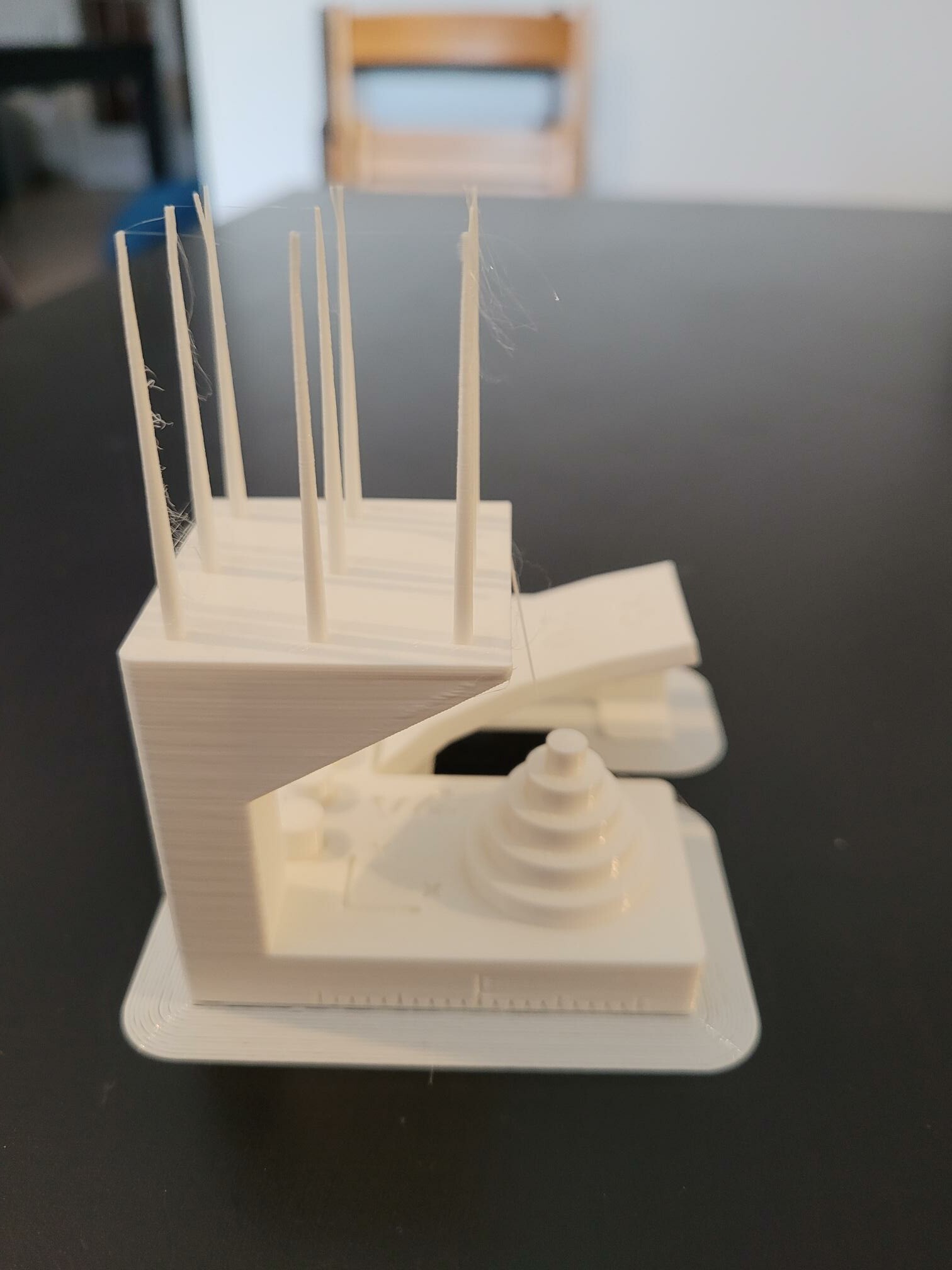
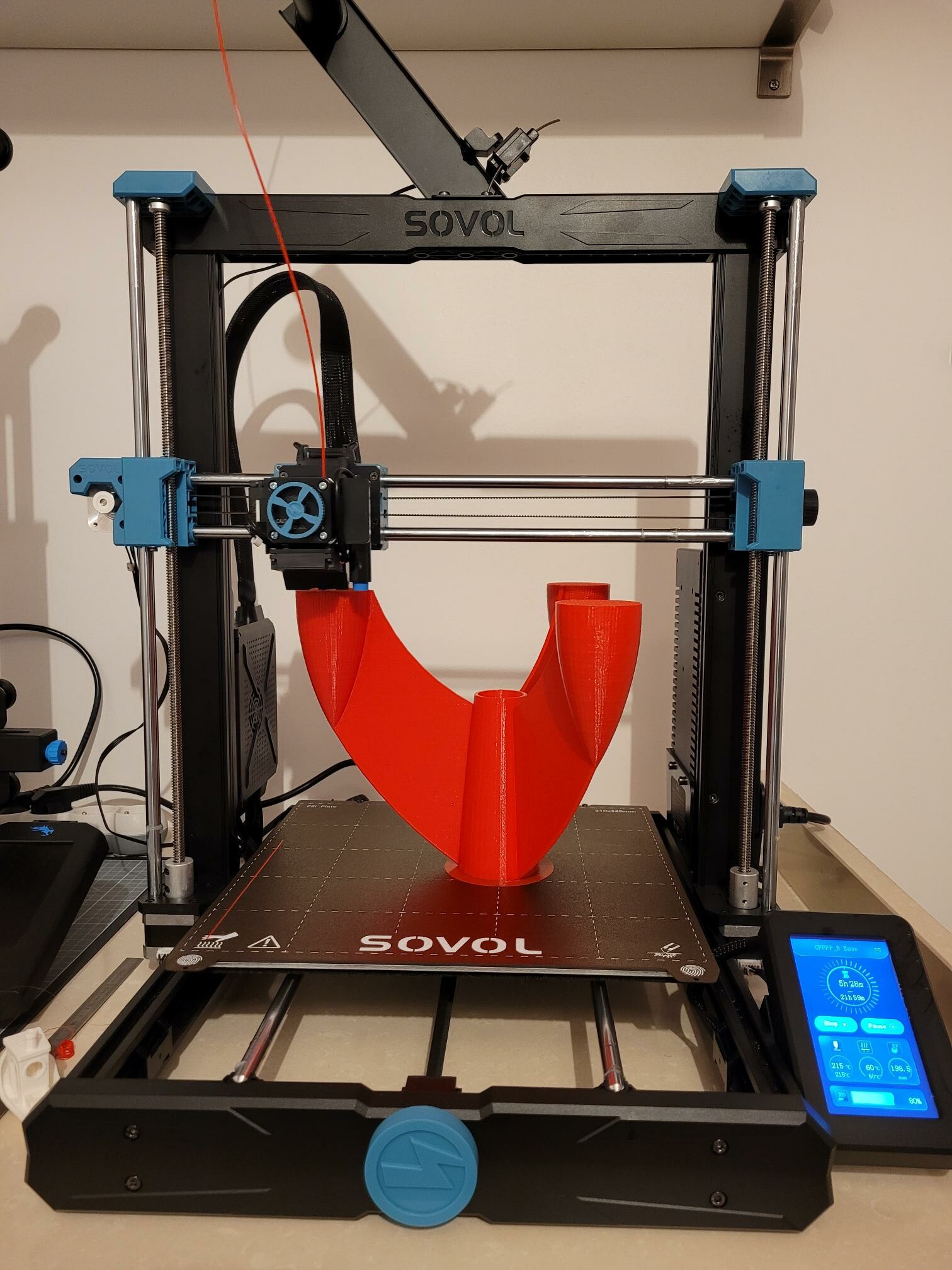
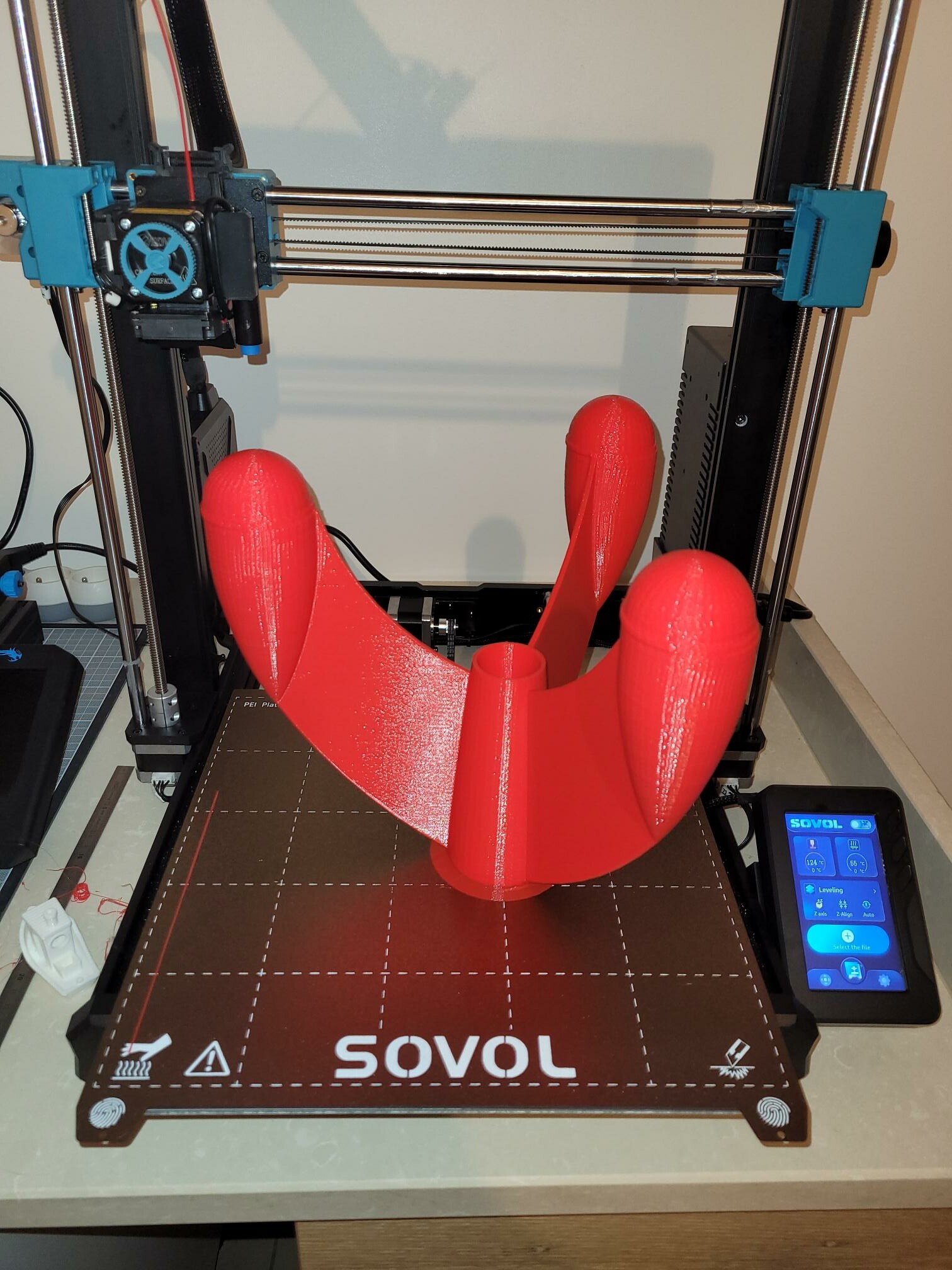
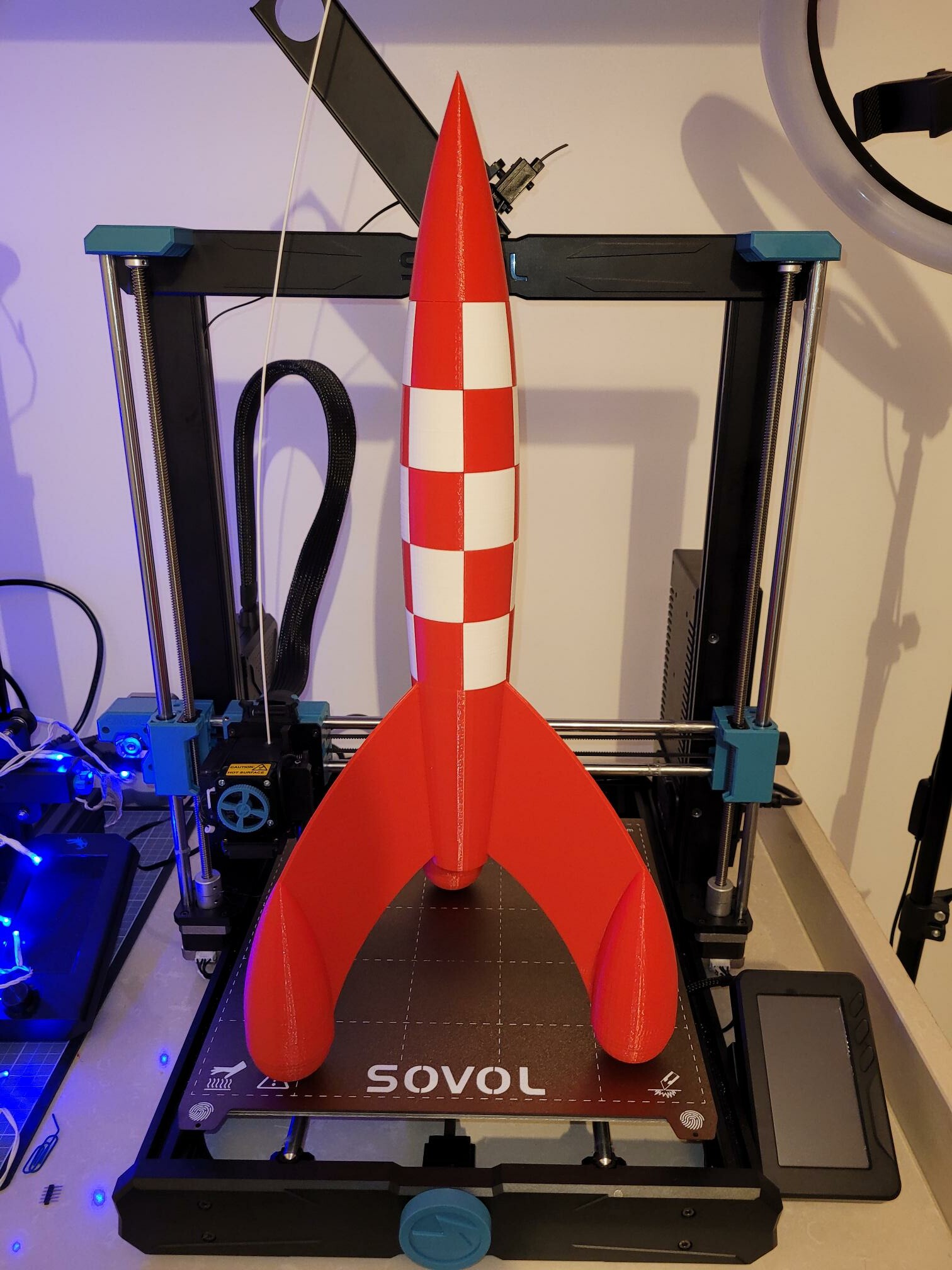
Toujours à 100 mm/s, je décide de voir plus grand avec cette fusée de Tintin. J’ai agrandi le modèle d’origine à 150% pour utiliser les capacités de l’imprimante qui s’en est très bien sortie ! Et pourtant, à cette dimension, les moteurs de la fusée tremblent vraiment beaucoup lors du déplacement du plateau (dû au positionnement inversé de la pièce pour éviter les support). J’ai eu un décalage de couche (que j’explique par ces tremblements de la pièce) que l’on peut apercevoir sur la deuxième photo, au début de la partie bombée des moteurs. Le résultat global reste très satisfaisant.
Dernier test en passant désormais à 150 mm/s. Un vrai 150 mm/s, pas comme celui paramétré dans le slicer de Sovol avec un contrôle des saccades (jerk) à 5 mm/s. Mis à part du ghosting assez présent, je ne m’attendais à ce que le résultat soit aussi bon. En retravaillant quelques paramètres (accélération et jerk, justement) et en fixant mon meuble qui a tendance à vibrer avec les mouvements de l’imprimante, on doit pouvoir arriver à un résultat tout à fait exploitable.

Impression en TPU 85A
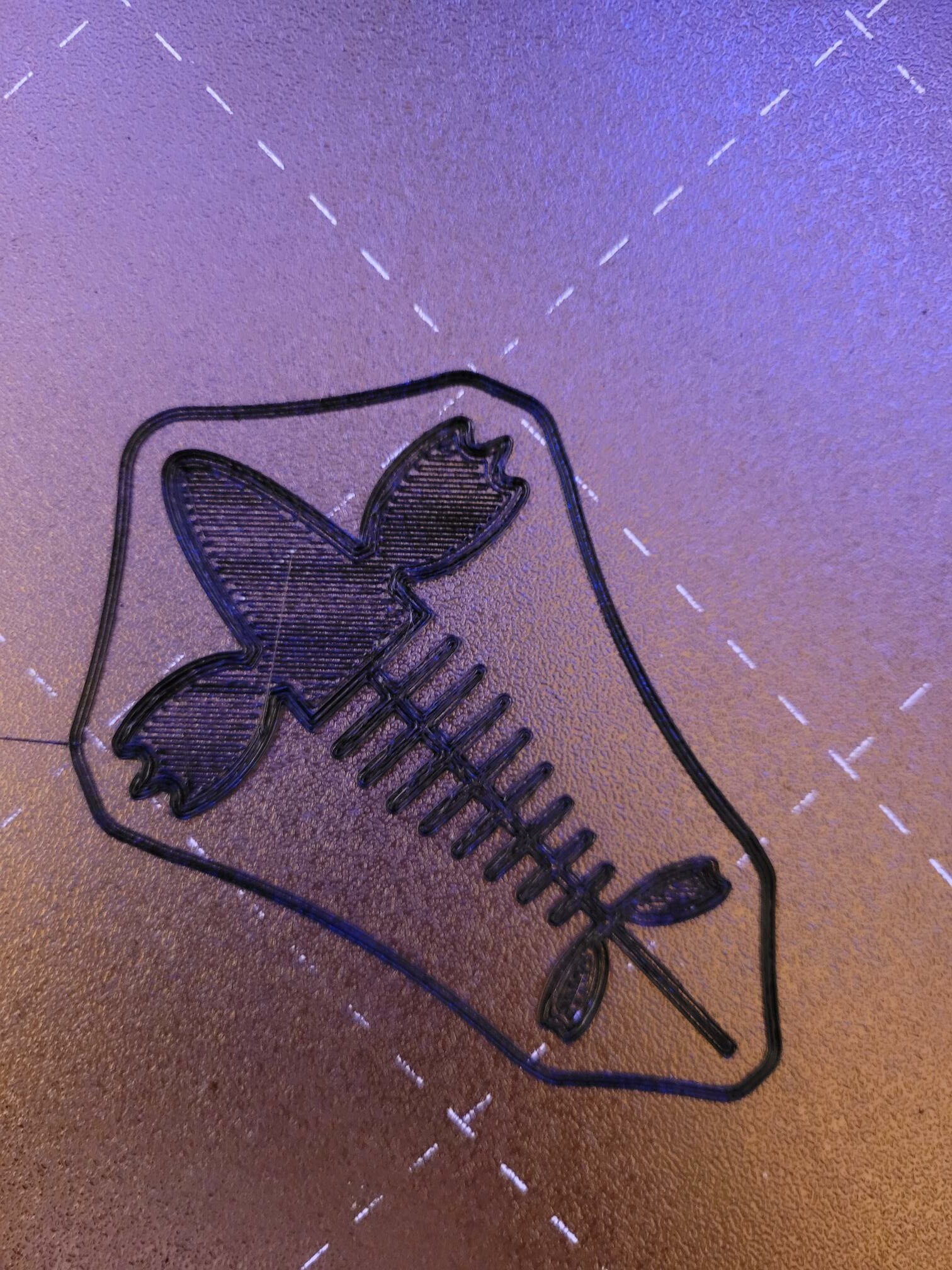
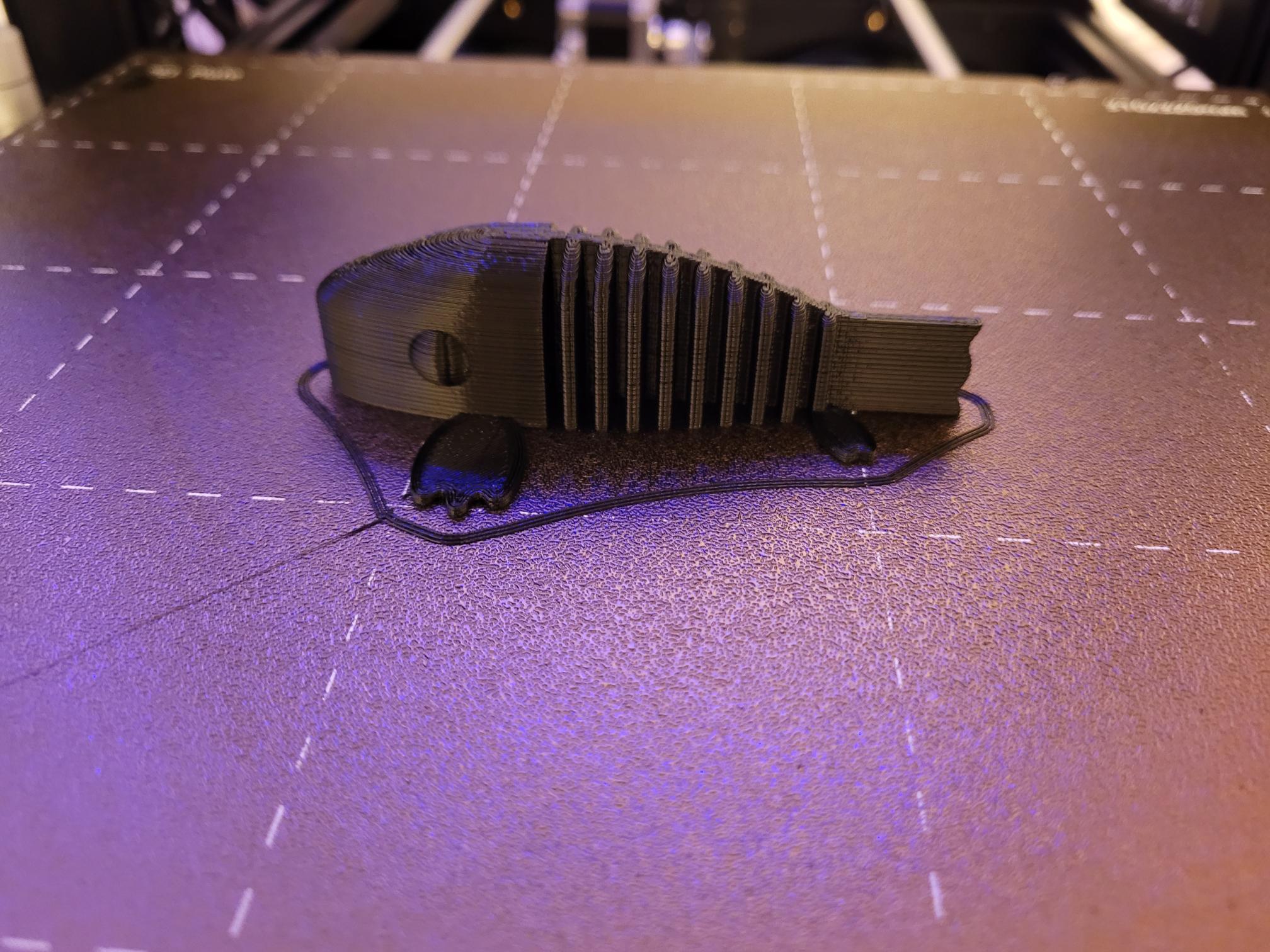
Pour commencer, je ne maitrise pas bien ce filament. Je n’ai pas l’habitude d’imprimer avec du TPU et celui-ci est de norme 85A (donc plus difficile à imprimer que du 95A). Malgré différents paramétrages, je n’ai pas réussi à obtenir une première couche qui me satisfasse complètement (pas de fusion entre les lignes). Mais en laissant l’impression continuer, le résultat est plutôt correct. Et ce Flexi-fish s’avère même être très amusant. Je ne garantie cependant pas sa longévité. J’imprime ici à 235°C, à 40 mm/s et sans rétraction.


Impression en PETG
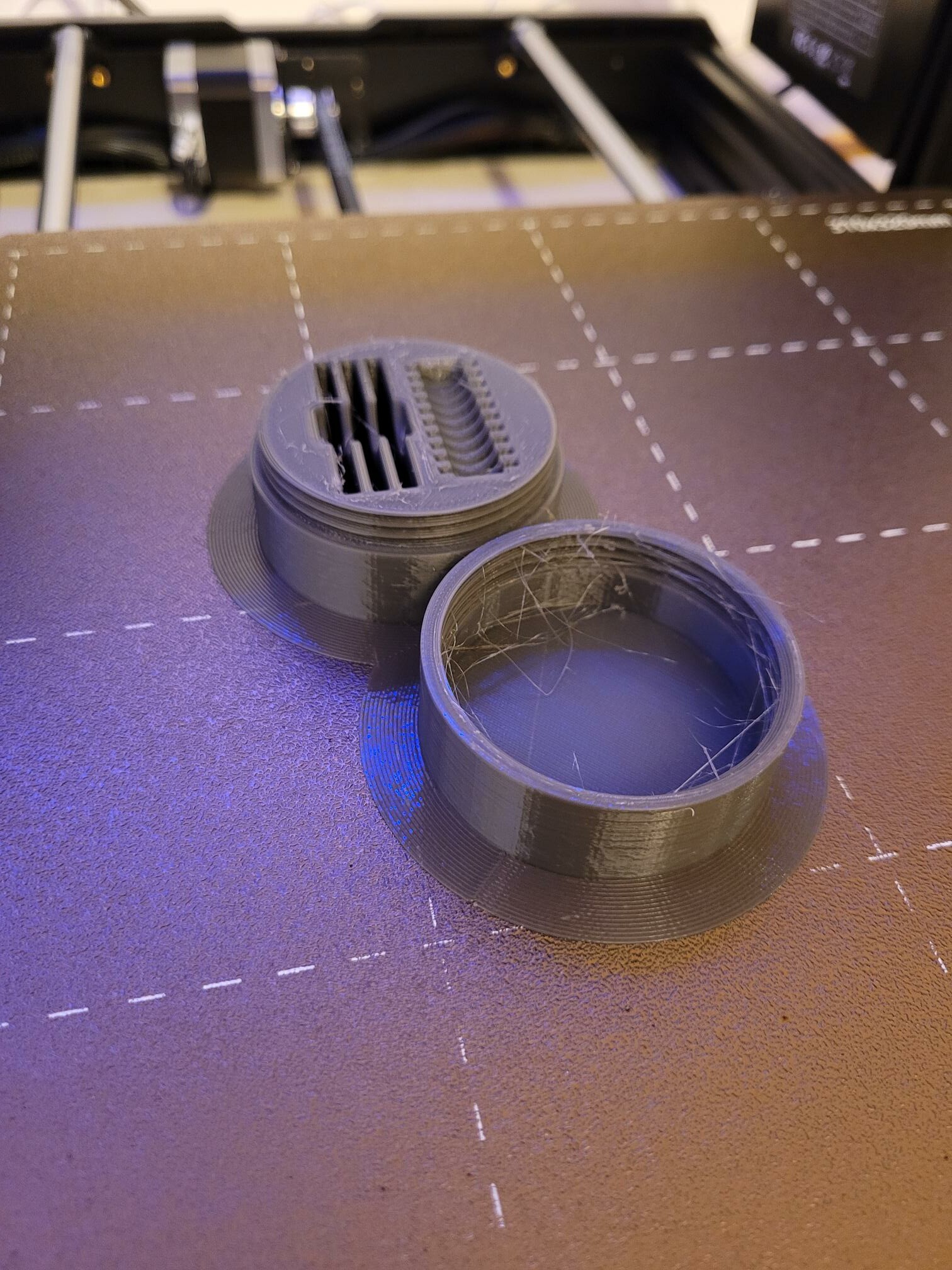
Le PETG ne pose aucun problème. Imprimé à 235°C, j’obtiens quelques fils mais qui sont inhérents au matériau. Sur une première tentative avec un plateau à 70°C, j’ai eu un décollement sur une des pièces. Sur la deuxième tentative avec un plateau à 80°C (et avec un pschit de 3DLAC…), l’adhérence était très bonne. Les deux parties parties de cette boîte à rangement pour cartes SD se vissent parfaitement l’une dans l’autre.



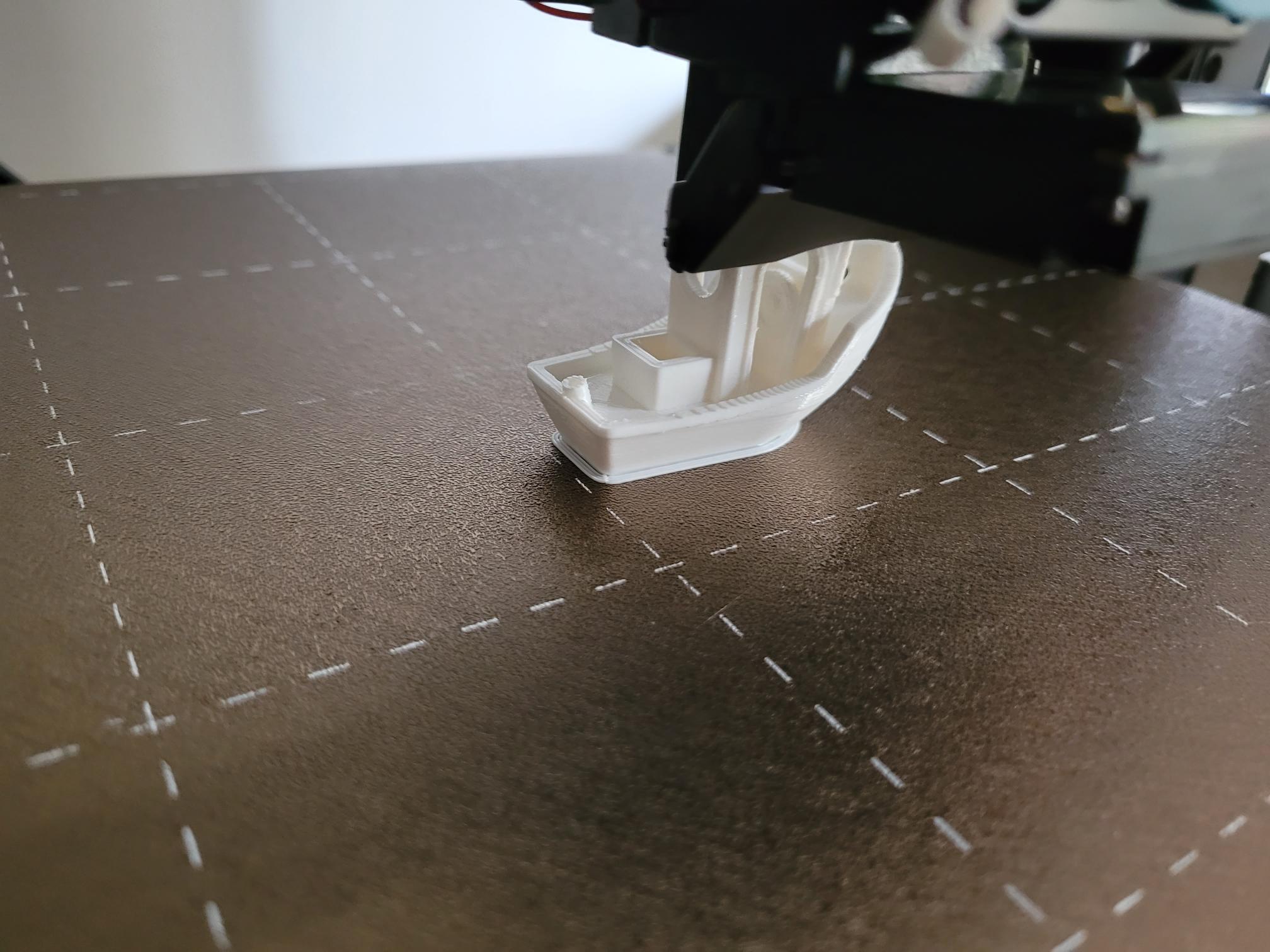
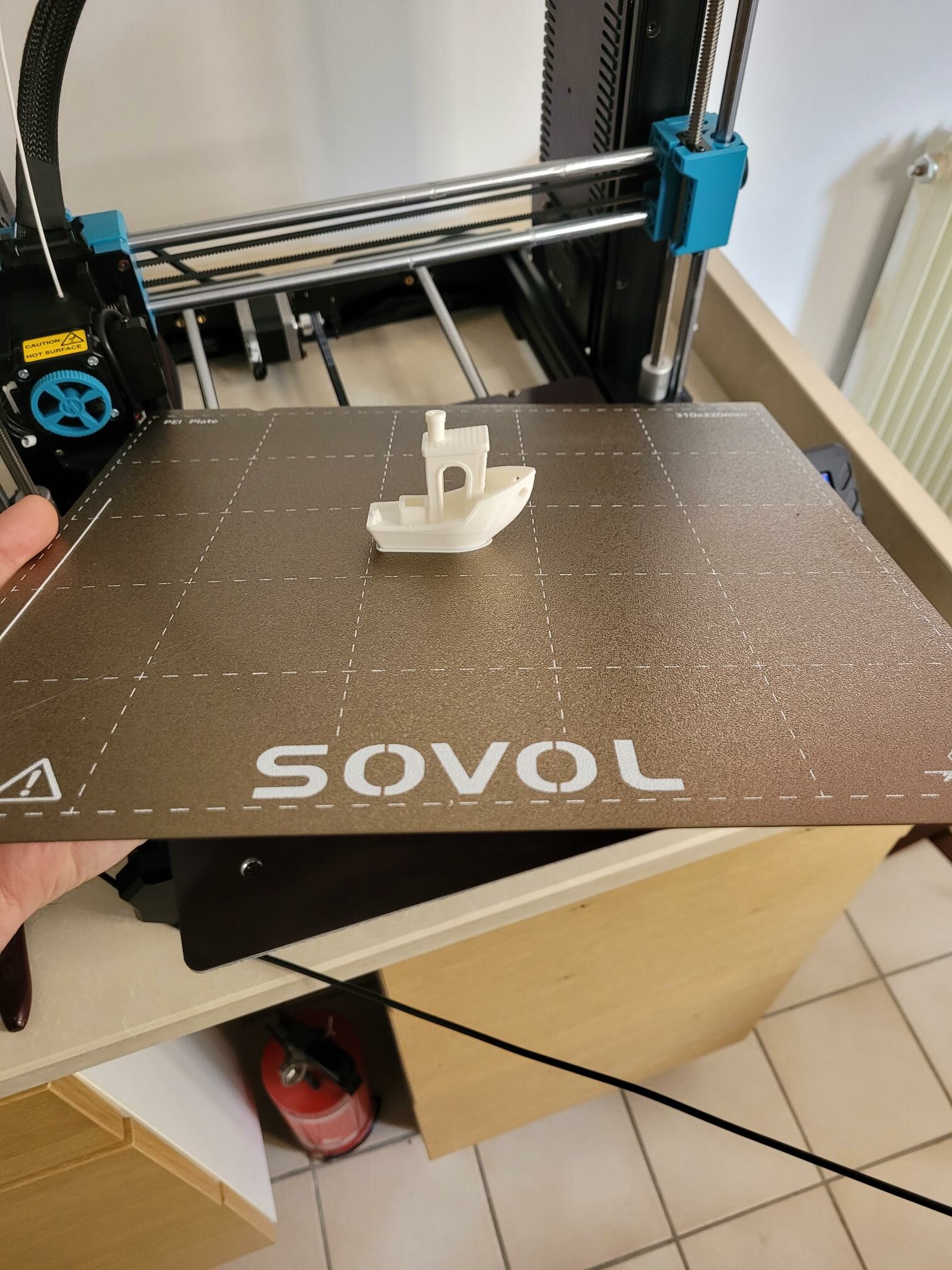
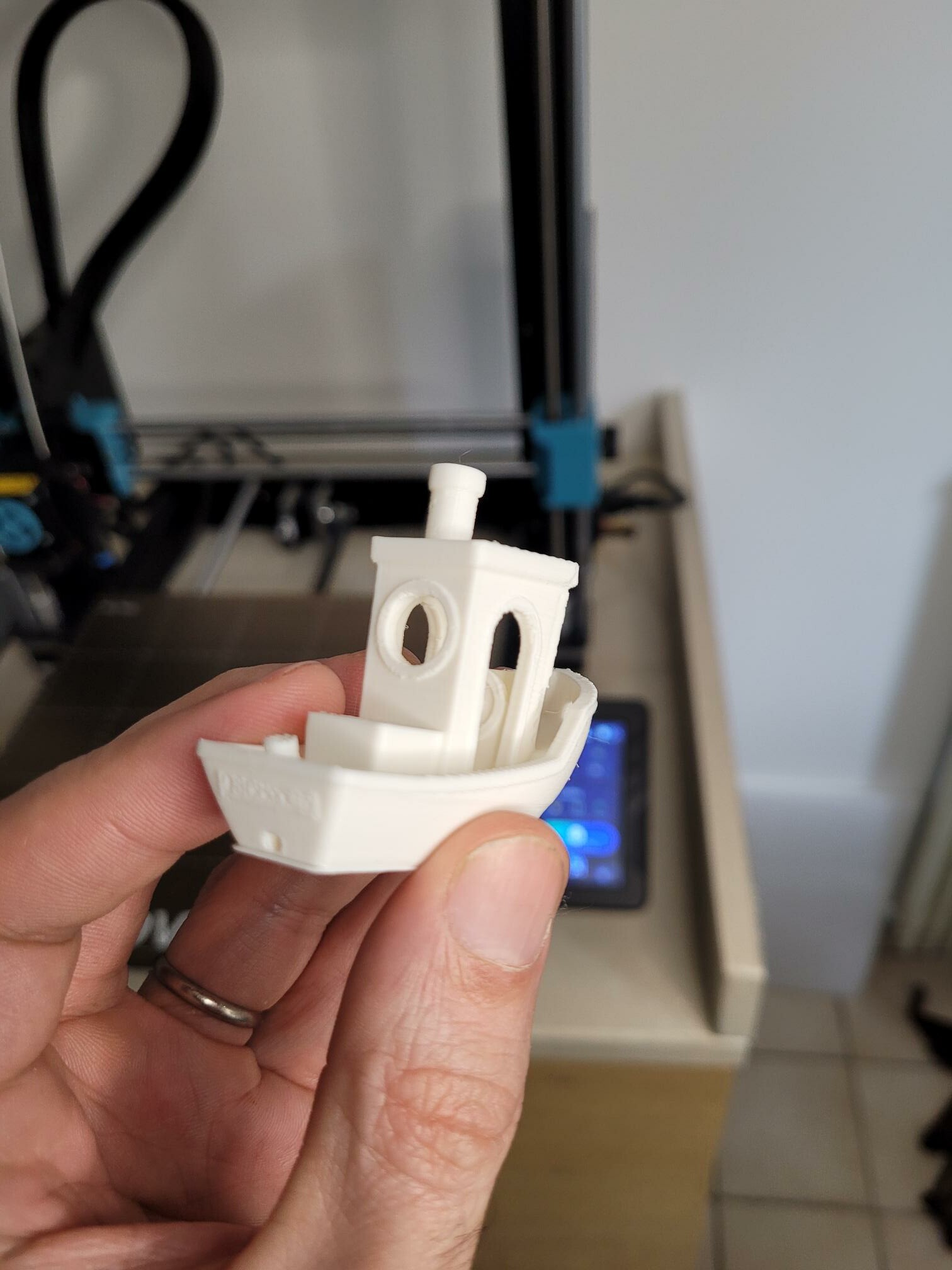
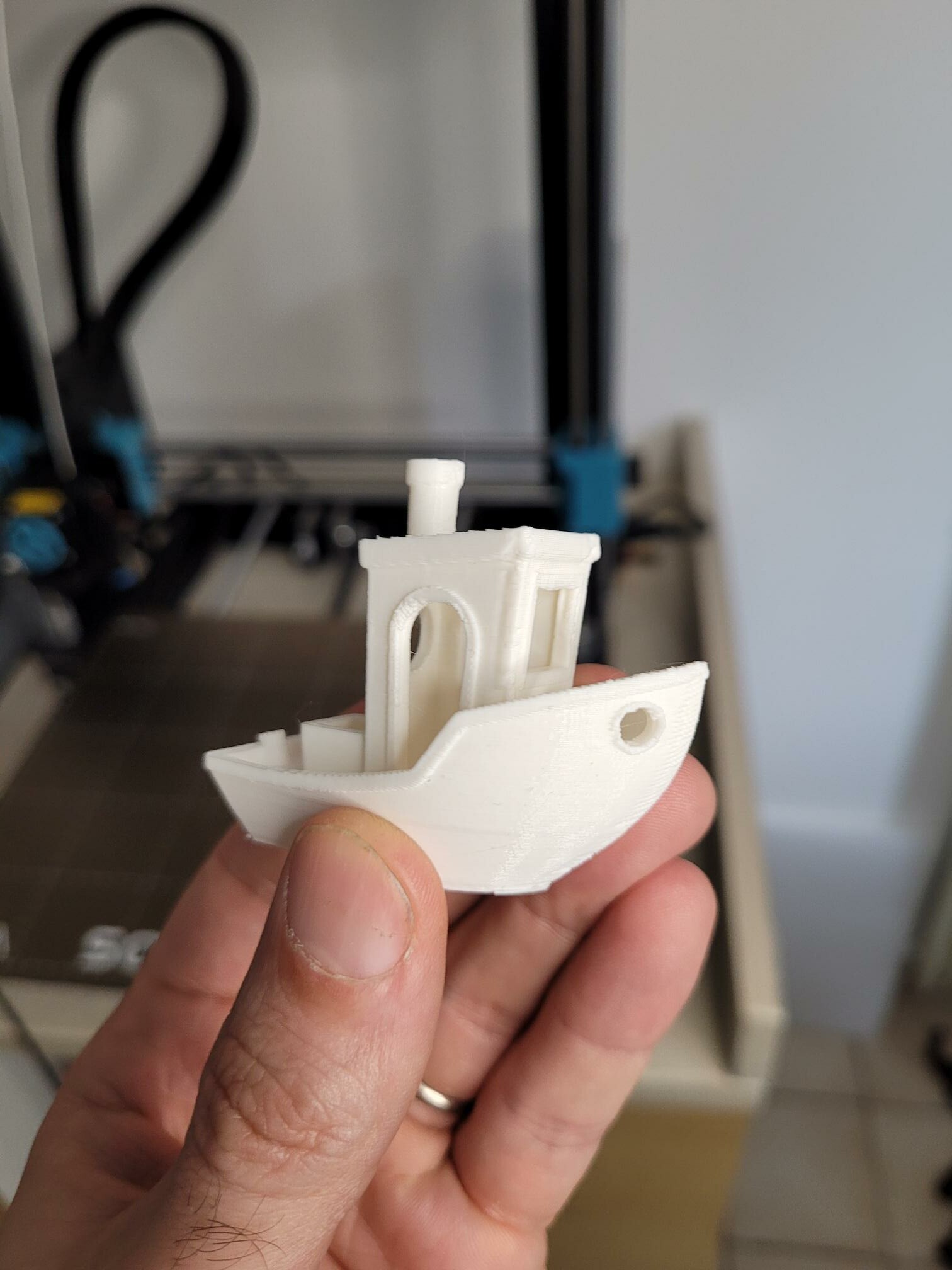
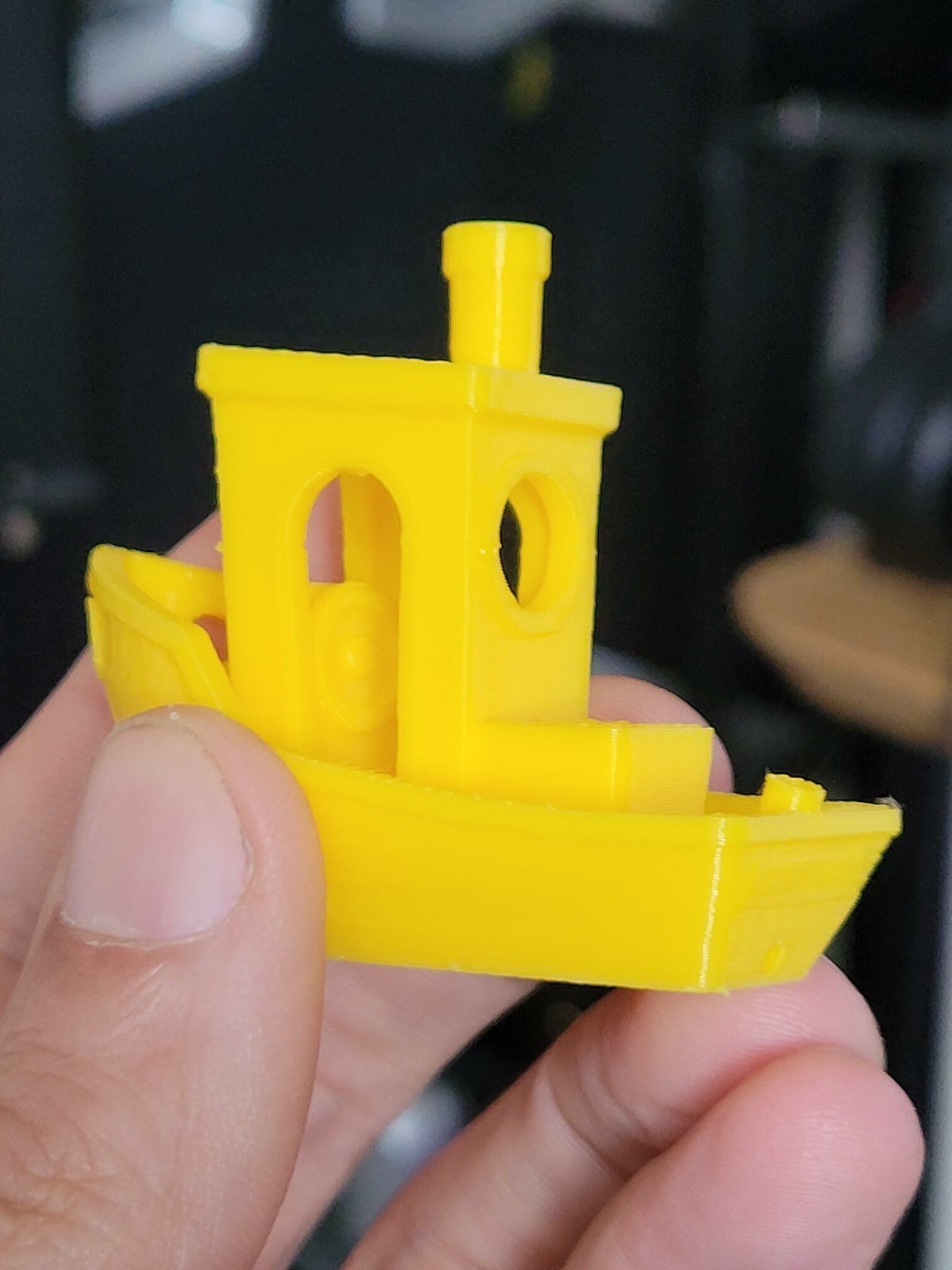
Tests de coupure de courant et de fin de filament
Afin d’être le plus exhaustif possible, j’ai relancé mon Benchy Boat à 150 mm/s pour lui faire d’abord subir une fin de filament, puis une coupure de courant. Je n’utilise pas au quotidien le détecteur de filament : pour effectuer ce test j’ai donc retiré le petit morceau de filament que j’utilise pour le tromper. La détection est immédiate, l’imprimante éjecte le filament restant dans l’extruder. A la recharge, elle effectue une purge (que l’on peut réitérer) puis reprend son impression.




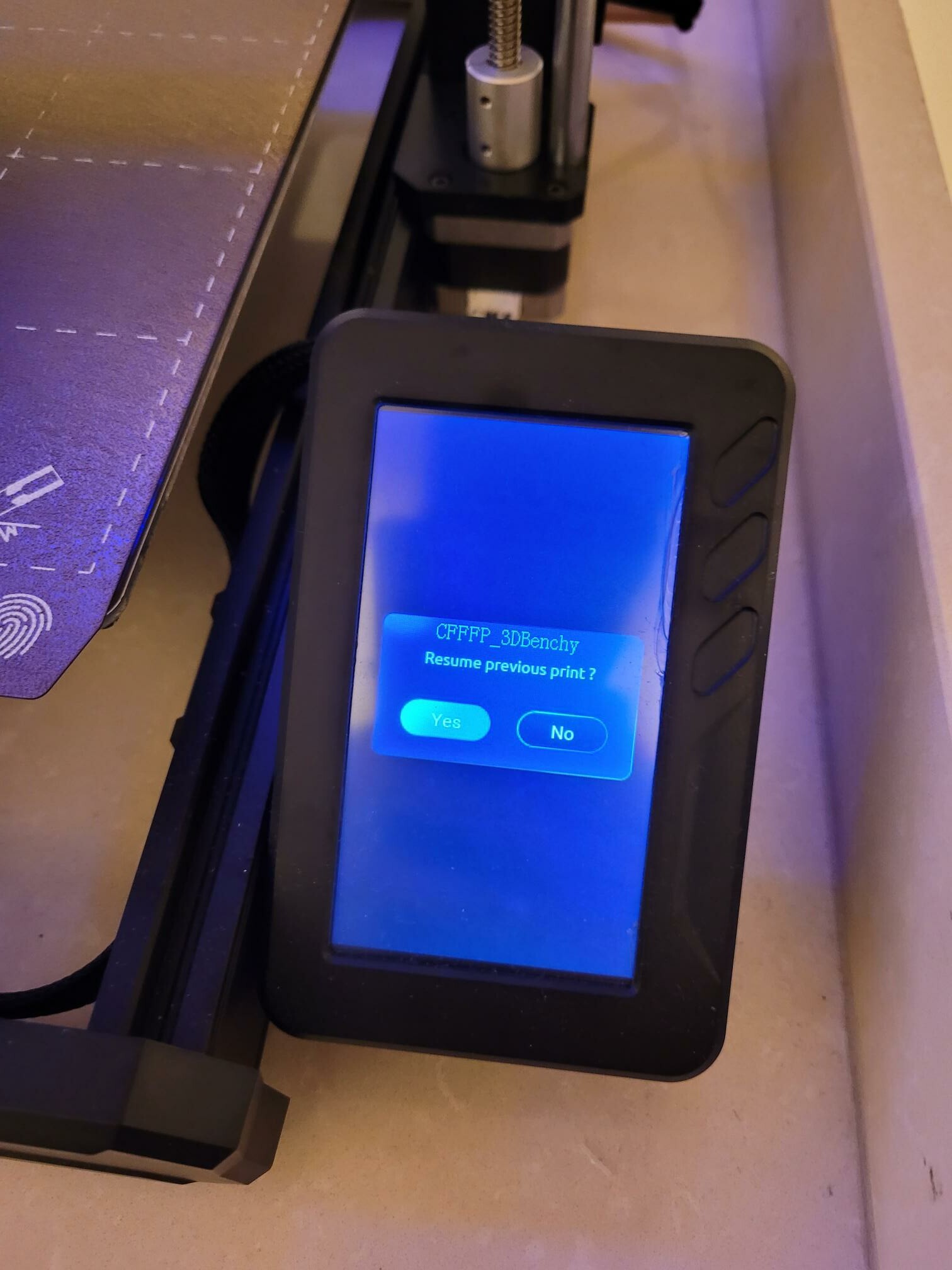
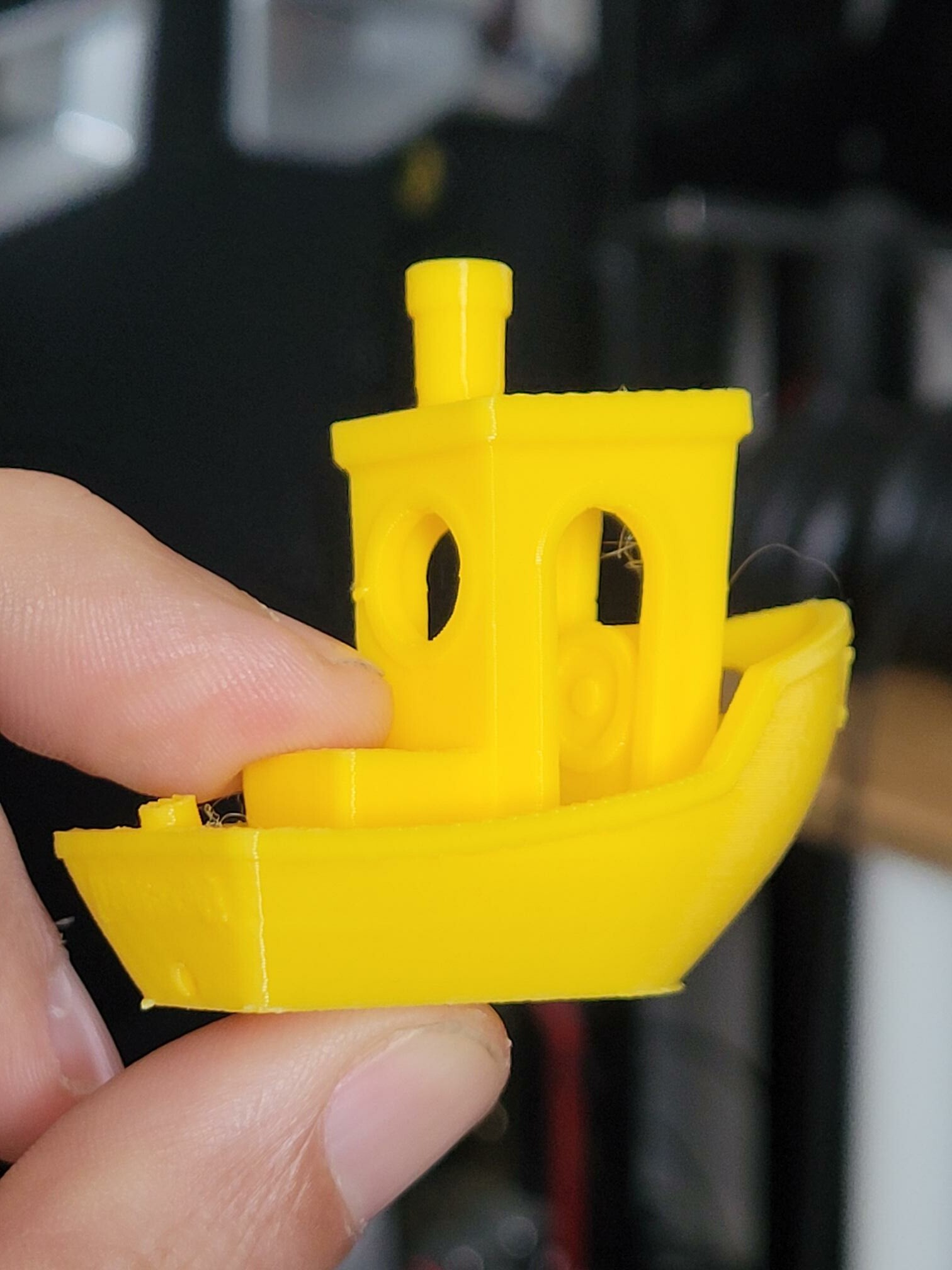
L’arrivée sur la cabine du bateau Benchy me semble être le bon moment pour couper la multiprise sur laquelle est branchée l’imprimante. Au rallumage, l’imprimante me demande si je souhaite reprendre mon impression. Elle se remet alors en température puis reprend le cours de l’impression. J’aurai apprécié également une petite purge comme pour la fin de filament, cela aurait je pense évité un petite marque visible sur la couche de reprise.
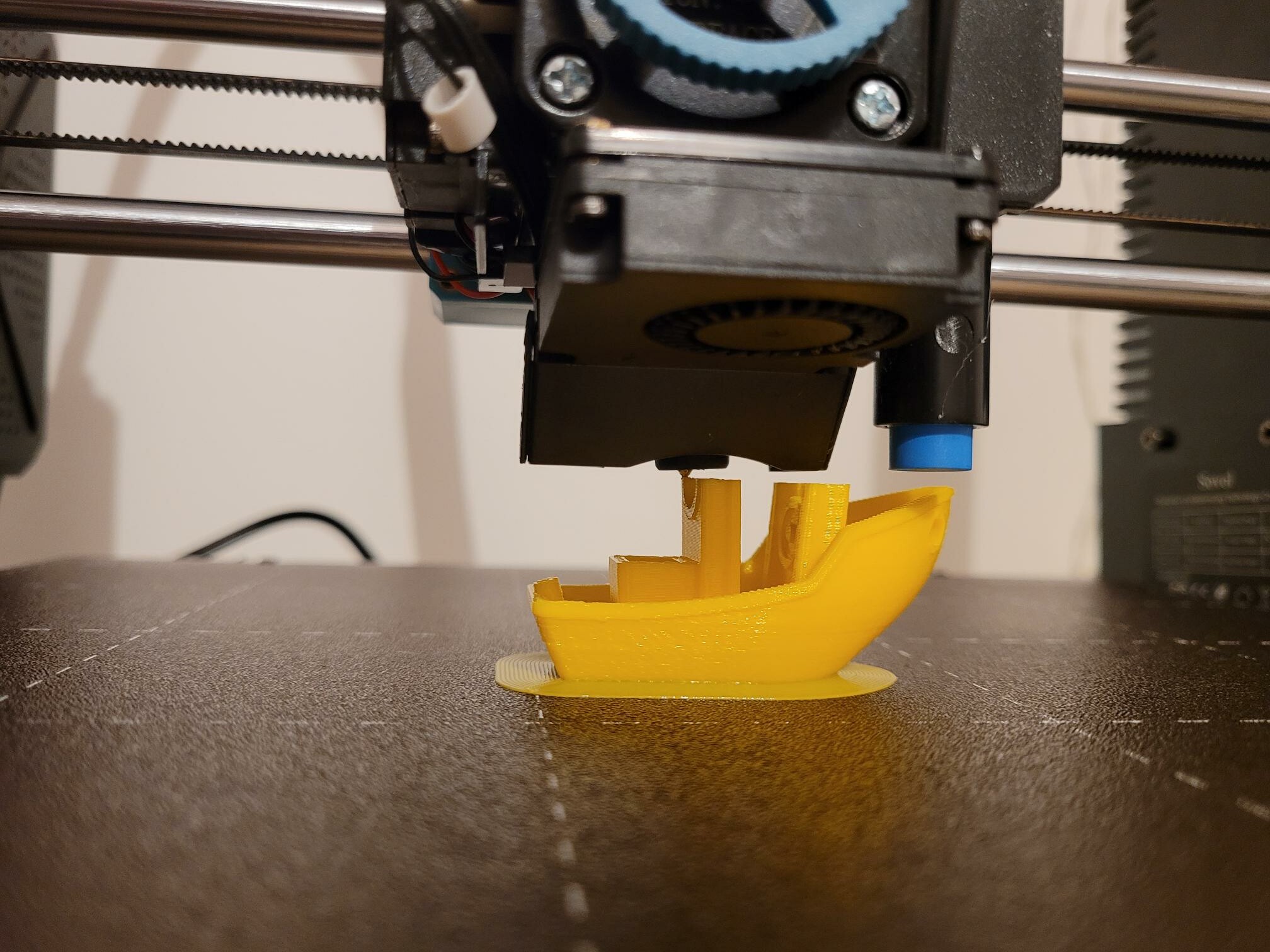

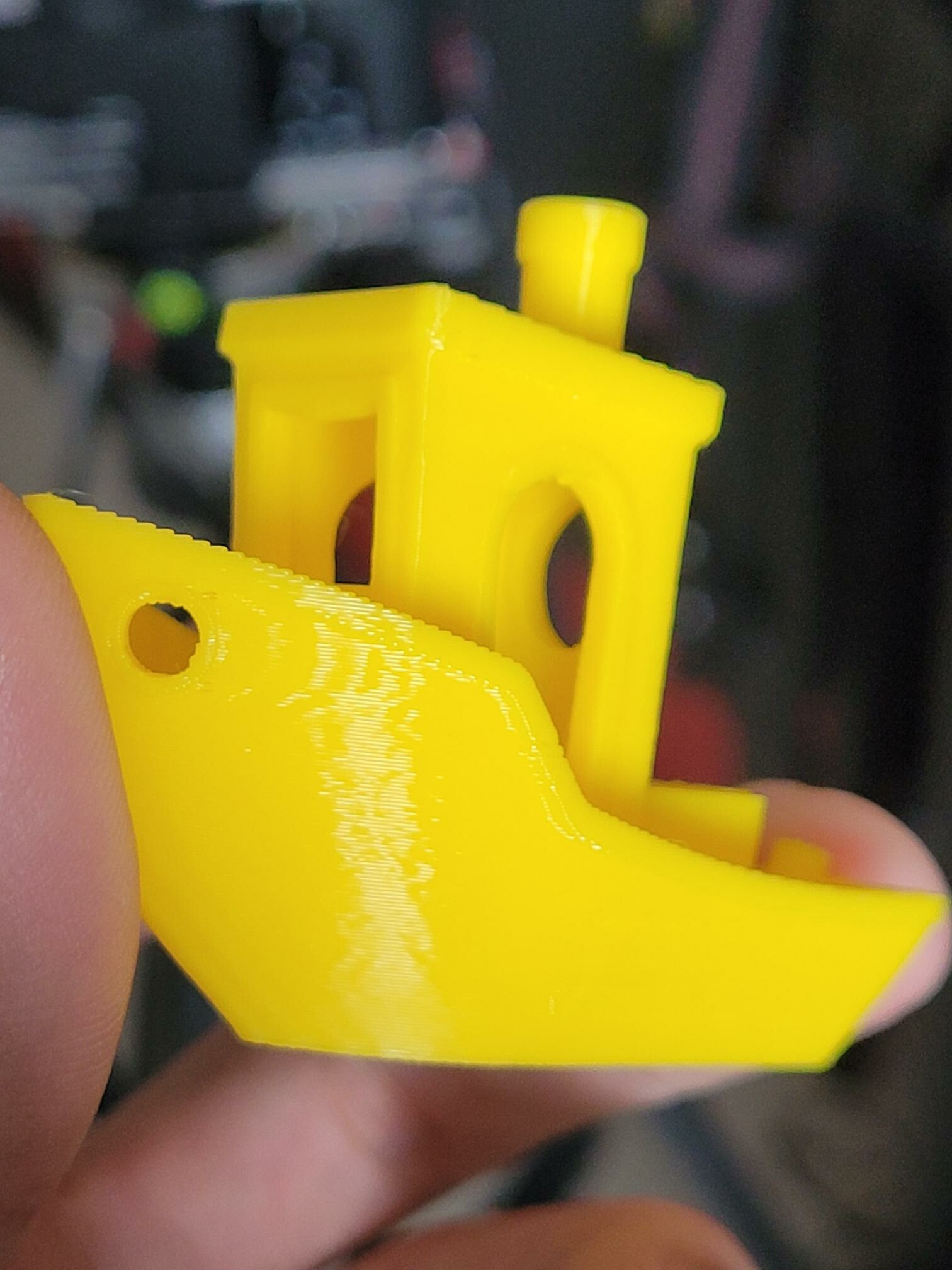
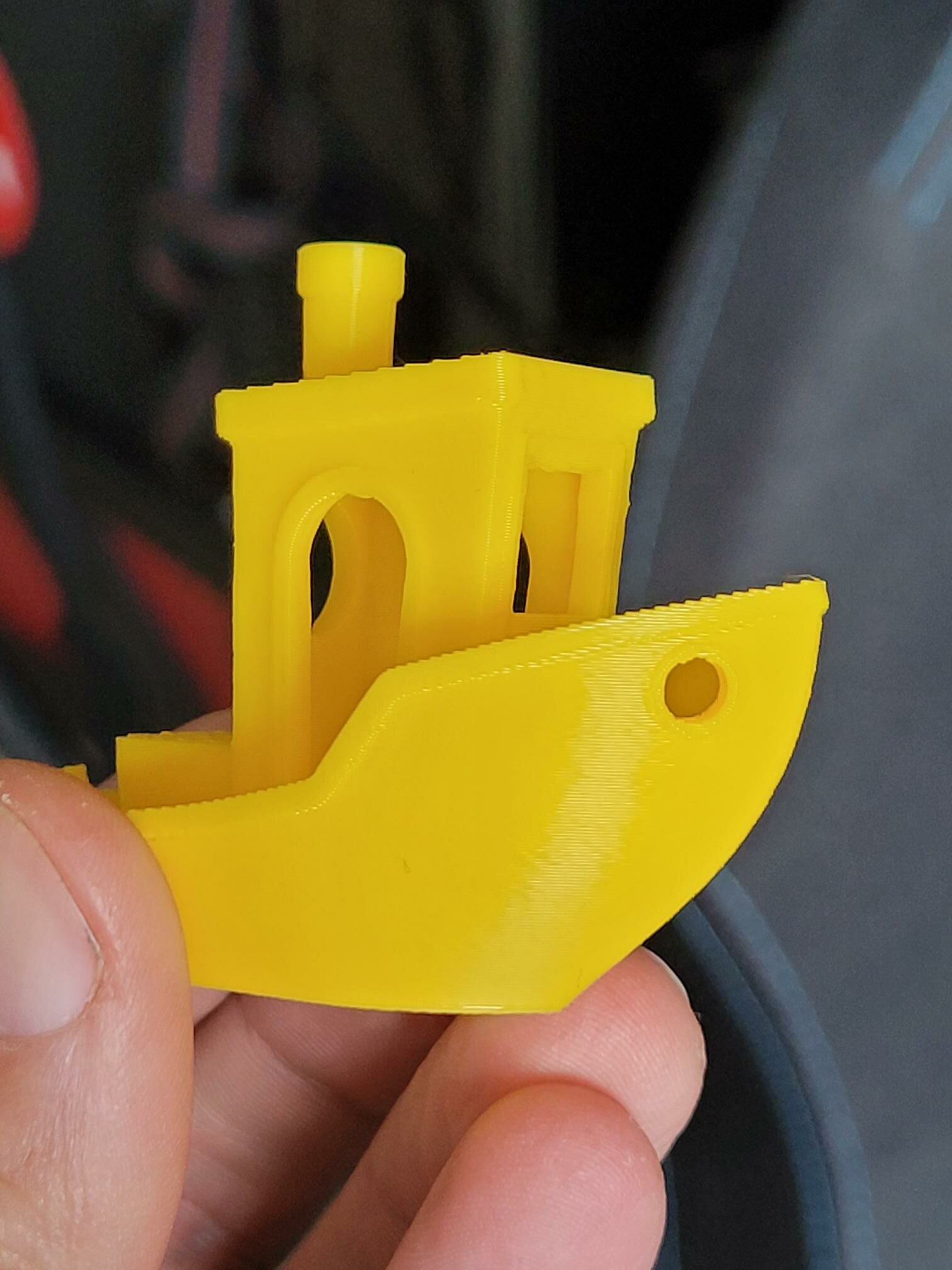
Voici le résultat de la torture du Benchy à 150 mm/s. Le résultat reste très correct malgré la torture 🙂
Améliorations et upgrade
Je vous invite à venir nous rejoindre sur le forum dans la section dédiée au constructeur Sovol3D. En effet plusieurs discussions sont en cours concernant les moyens d’améliorer cette imprimante. Sont à l’étude notamment : le remplacement des roulements linéaires à billes en métal par des roulements en plastique, la synchronisation des axes Z : vap38 nous partage son expérience et les stl qu’il a spécifiquement conçu pour cette imprimante.
Notes et conclusion
Qualité d'impression - 9
Fiabilité - 8
Logiciel - 7.5
Utilisation - 8
Rapport qualité / prix - 9.5
8.4
/10
- Le prix
- Son architecture type RepRap
- L'écran tactile
- La qualité d'impression
- La surface d'impression
- Le plateau en PEI
- Une vitesse d'impression à 150 mm/s avec une qualité restant correcte
- Facilité de mise en œuvre
- Firmware open source
- Quelques fonctions manquantes sur l'écran de contrôle
- La maintenance (graissage) des roulements à billes linéaires qui nécessite de démonter une partie de l'imprimante
- Des buses propriétaires (je n'avais pas réalisé ce point avant l'achat)
- Pas de synchronisation des axes Z et une procédure de calibrage (G34) qui peut s'avérer imprécise